
3D Printing Soft Magnet: Binder Study for Vat Photopolymerization of Ferrosilicon Magnetic Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Binder Study
2.2. Printing Procedure
2.3. Post-Curing Study
2.4. Slurry Preparation
2.5. Characterization Methods
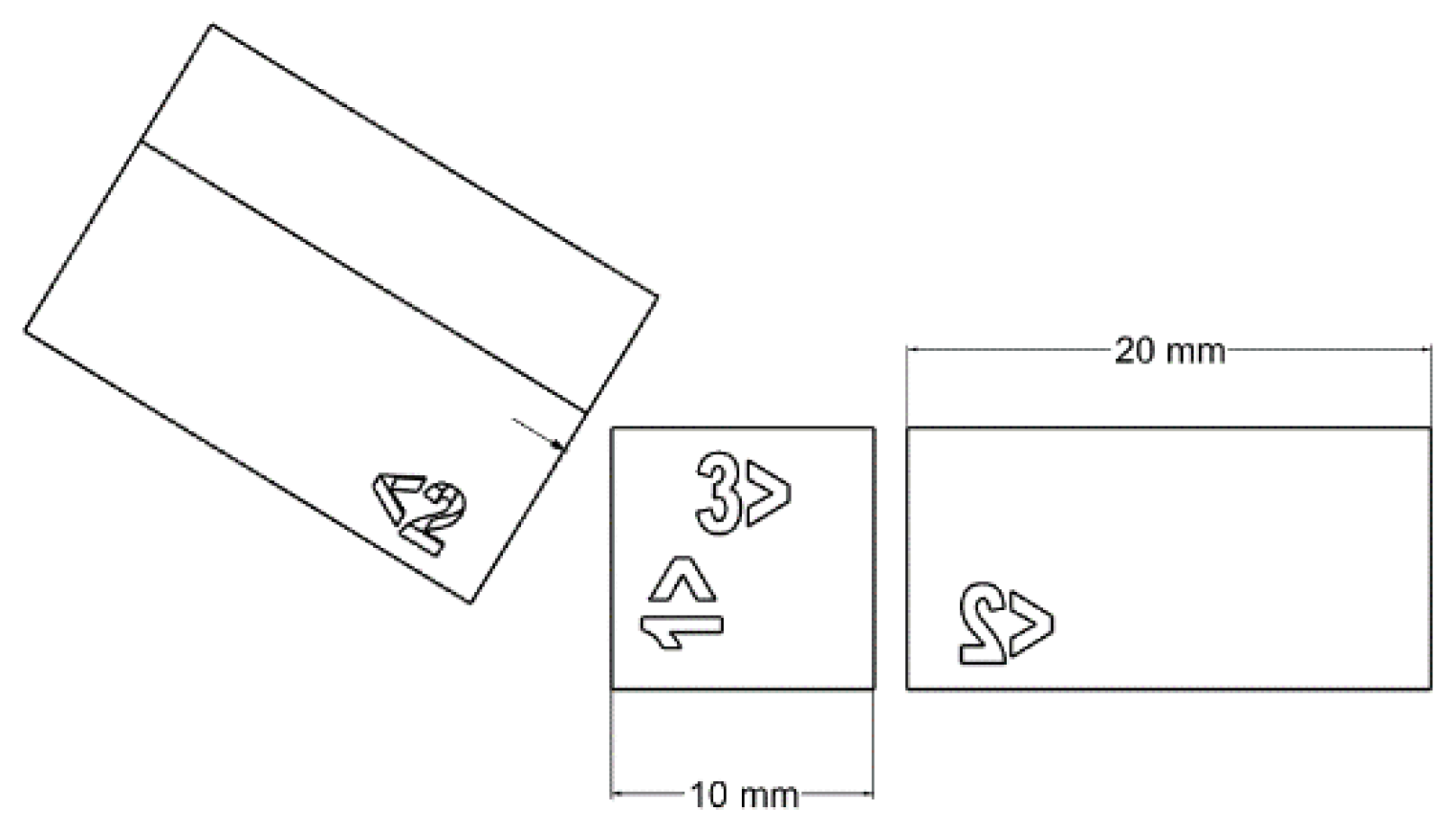
2.5.1. Cure Depth
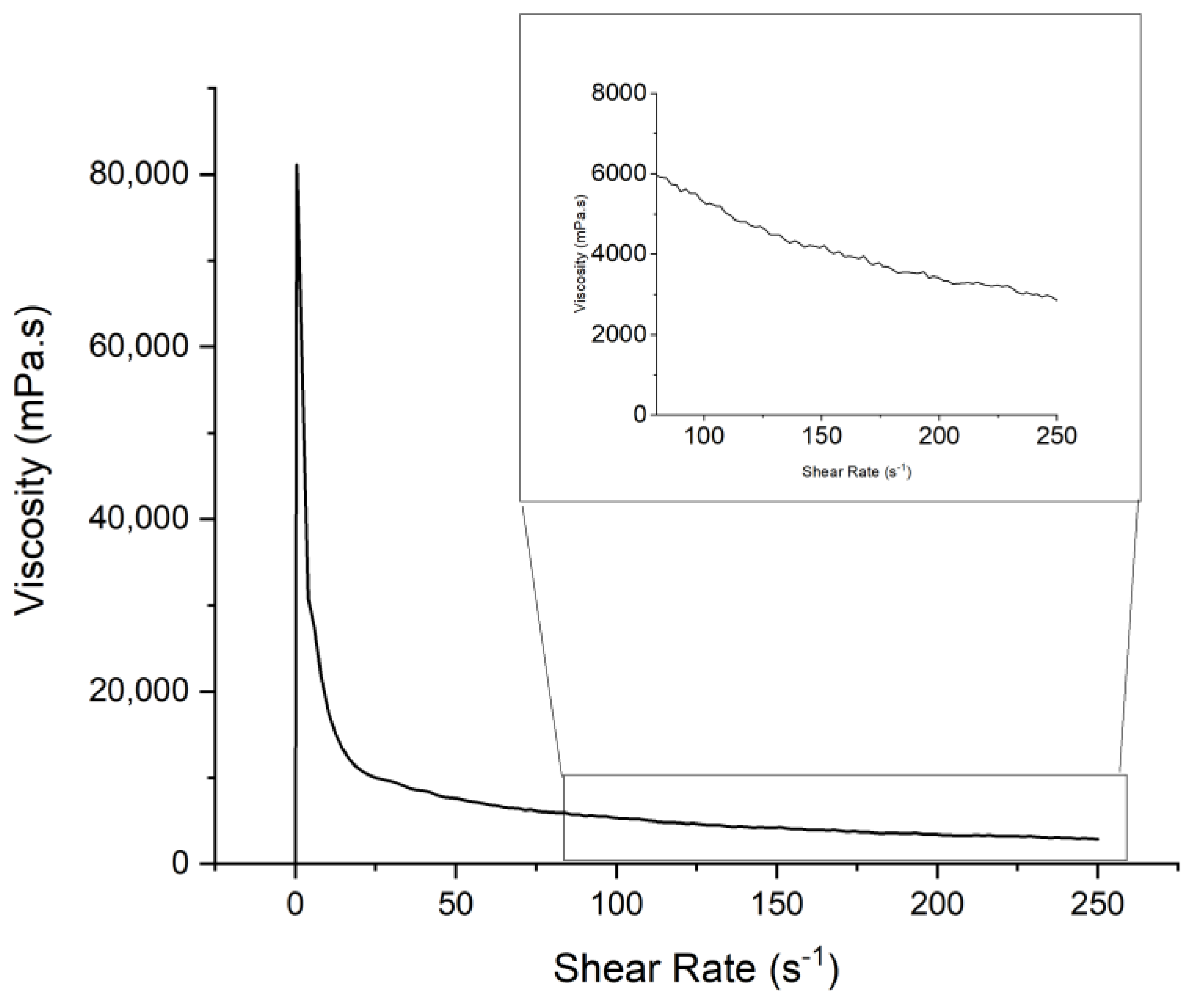
2.5.2. Viscosity
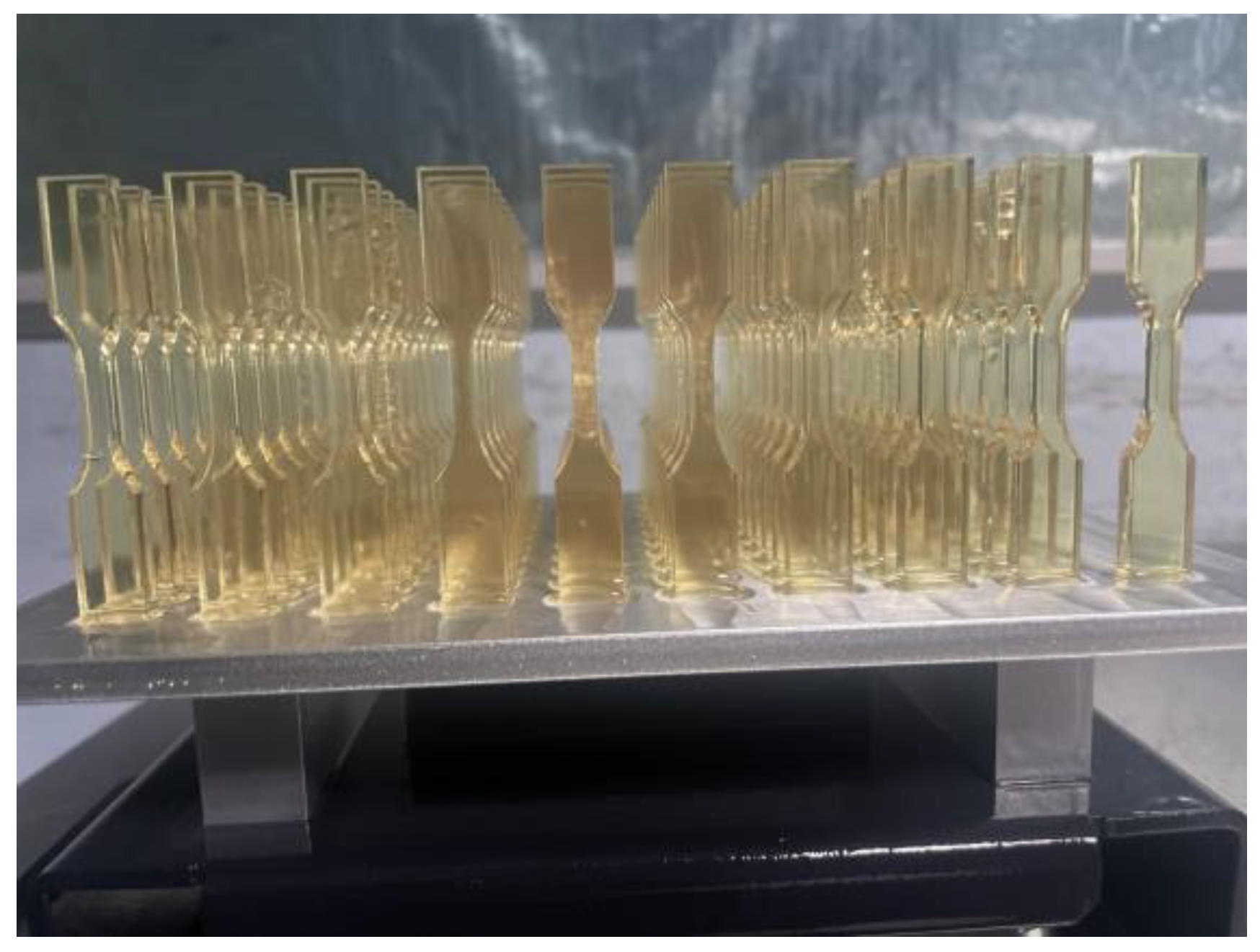
2.5.3. Tensile Testing
2.5.4. Hardness Testing and Surface Roughness
2.5.5. FTIR-ATR
2.5.6. Vibrating Sample Magnetometry (VSM)
3. Results and Discussion
3.1. Binder Study
3.1.1. Comparison of the Tensile Strength and Young’s Modulus of Formulations Containing ACMO or DPHA
3.1.2. Assessment of the Need for NVP in Formulations Already Containing ACMO
3.1.3. Lowering Binder Viscosity while Maximizing Tensile Strength
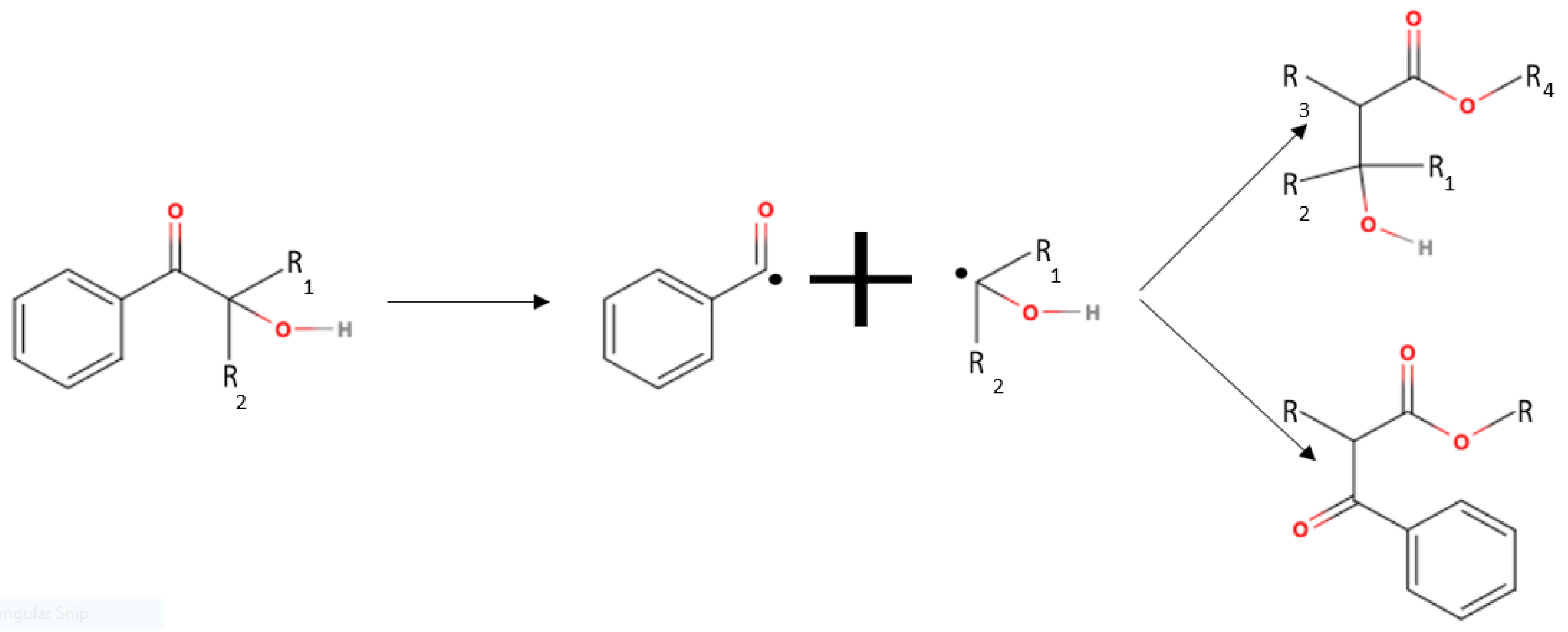
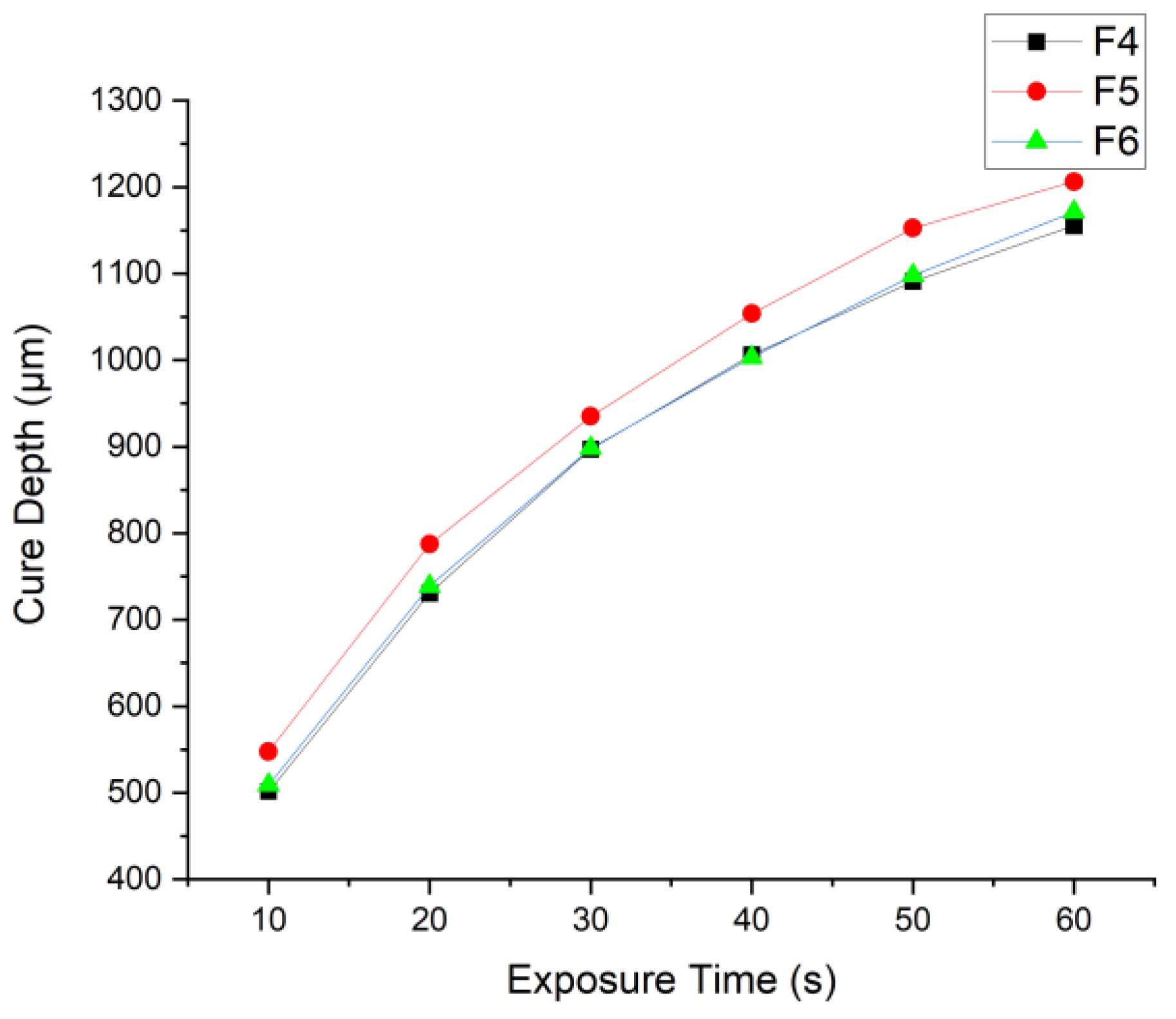
3.2. Reactivity
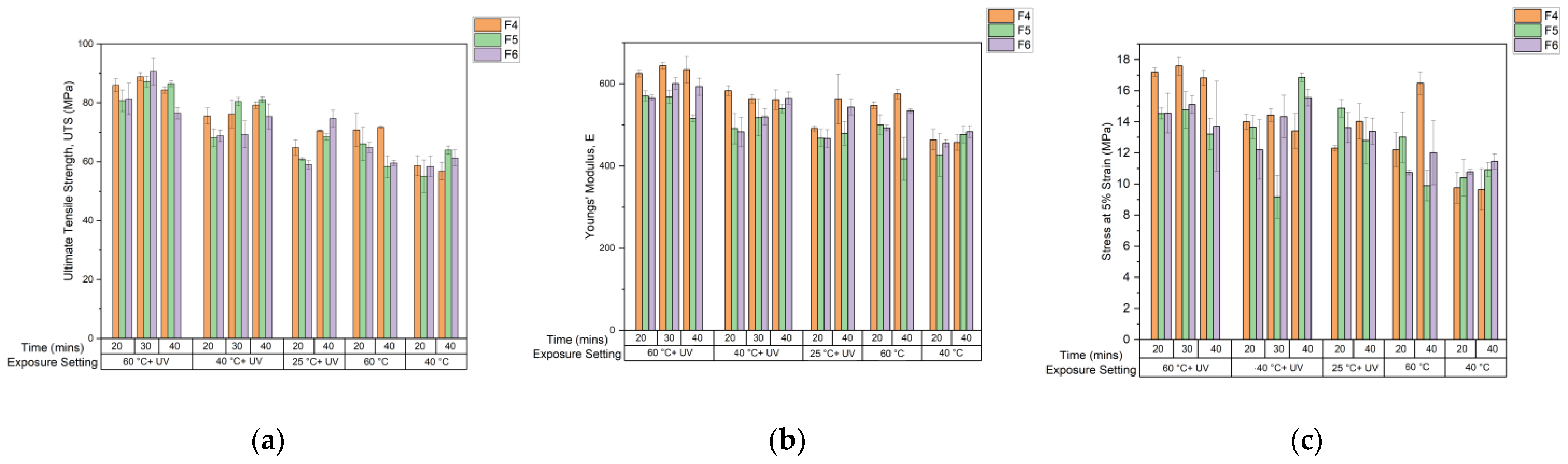
3.3. Post-Cure Study
3.4. Surface Roughness and Hardness
3.5. Loading Study
3.6. Vibrating Sample Magnetometry (VSM)
3.7. Future Studies
4. Conclusions
- The primary crosslinker had the greatest impact on Young’s Modulus, while DPHA aided the ultimate tensile strength and mechanical performance with post-curing.
- The driving force for polymerization varies with exposure time. However, at <10 s of exposure, the abundance of functional groups played a larger role in polymerization, while the binder viscosity took precedence above 10 s.
- A significant difference in saturation magnetization between loading below and above the predicted percolation threshold can be observed, with coercivity decreasing with particle volumetric loading. The 64 v/v% composite produced with VPP showed 0.9 T of magnetization, which exceeds the maximum magnetization needed for power electronic applications (minimum of 0.5 T), showing promise for VPP as a manufacturing method for soft magnetic composites.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Medellin, A.; Du, W.; Miao, G.; Zou, J.; Pei, Z.; Ma, C. Vat Photopolymerization 3D Printing of Nanocomposites: A Literature Review. J. Micro Nano-Manuf. 2019, 7, 31006. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2021.
- Kim, G.D.; Oh, Y.T. A benchmark study on rapid prototyping processes and machines: Quantitative comparisons of mechanical properties, accuracy, roughness, speed, and material cost. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 201–215. [Google Scholar] [CrossRef]
- D’andrea, L.; Gastaldi, D.; Baino, F.; Verné, E.; Saccomano, G.; D’amico, L.; Longo, E.; Schwentenwein, M.; Vena, P. Mechanical characterization of miniaturized 3D-printed hydroxyapatite parts obtained through vat photopolymerization: An experimental study. J. Mech. Behav. Biomed. Mater. 2023, 141, 105760. [Google Scholar] [CrossRef] [PubMed]
- Zhang, G.; Song, D.; Jiang, J.; Li, W.; Huang, H.; Yu, Z.; Peng, Z.; Zhu, X.; Wang, F.; Lan, H. Electrically assisted continuous vat photopolymerization 3D printing for fabricating high-performance ordered graphene/polymer composites. Compos. B Eng. 2023, 250, 110449. [Google Scholar] [CrossRef]
- Ozkan, B.; Sameni, F.; Bianchi, F.; Zarezadeh, H.; Karmel, S.; Engstrøm, D.S.; Sabet, E. 3D printing ceramic cores for investment casting of turbine blades, using LCD screen printers: The mixture design and characterisation. J. Eur. Ceram. Soc. 2022, 42, 658–671. [Google Scholar] [CrossRef]
- Lu, Y.; Han, X.; Gleadall, A.; Chen, F.; Zhu, W.; Zhao, L. Continuous fibre reinforced Vat photopolymerisation (CONFIB-VAT). Addit. Manuf. 2022, 60, 103233. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W. 4D Printing: Technological and Manufacturing Renaissance. Macromol. Mater. Eng. 2022, 307, 2200003. [Google Scholar] [CrossRef]
- Lucarini, S.; Hossain, M.; Garcia-Gonzalez, D. Recent advances in hard-magnetic soft composites: Synthesis, characterisation, computational modelling, and applications. Compos. Struct. 2022, 279, 114800. [Google Scholar] [CrossRef]
- Bastola, A.K.; Hossain, M. A review on magneto-mechanical characterizations of magnetorheological elastomers. Compos. Part B Eng. 2020, 200, 108348. [Google Scholar] [CrossRef]
- Bastola, A.K.; Hossain, M. The shape—morphing performance of magnetoactive soft materials. Mater. Des. 2021, 211, 110172. [Google Scholar] [CrossRef]
- Lamichhane, T.N.; Sethuraman, L.; Dalagan, A.; Wang, H.; Keller, J.; Paranthaman, M.P. Additive manufacturing of soft magnets for electrical machines—A review. Mater. Today Phys. 2020, 15, 100255. [Google Scholar] [CrossRef]
- Byun, J.Y.; Kim, J.W.; Han, J.W.; Jang, P. New manufacturing method for Fe-Si magnetic powders using modified pack-cementation process. Met. Mater. Int. 2013, 19, 267–271. [Google Scholar] [CrossRef]
- Hayakawa, Y. Electrical Steels. Encycl. Mater. Met. Alloy. 2022, 2, 208–213. [Google Scholar] [CrossRef]
- Oda, Y.; Kohno, M.; Honda, A. Recent development of non-oriented electrical steel sheet for automobile electrical devices. J. Magn. Magn. Mater. 2008, 320, 2430–2435. [Google Scholar] [CrossRef]
- Huber, C.; Mitteramskogler, G.; Goertler, M.; Teliban, I.; Groenefeld, M.; Suess, D. Additive manufactured isotropic NdFeB magnets by stereolithography, fused filament fabrication, and selective laser sintering. arXiv 2019, arXiv:1911.02881. [Google Scholar] [CrossRef]
- Pitayachaval, P.; Masnok, K. Feed rate and volume of material effects in fused deposition modeling nozzle wear. In Proceedings of the 2017 4th International Conference on Industrial Engineering and Applications, ICIEA 2017, Nagoya, Japan, 21–23 April 2017; pp. 39–44. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Noroozi, R.; Sadeghianmaryan, A.; Jalalvand, M.; Hossain, M. Recent advances in 3D-printed polylactide and polycaprolactone-based biomaterials for tissue engineering applications. Int. J. Biol. Macromol. 2022, 218, 930–968. [Google Scholar] [CrossRef]
- Oezkan, B.; Sameni, F.; Karmel, S.; Engstrøm, D.S.; Sabet, E. A systematic study of vat-polymerization binders with potential use in the ceramic suspension 3D printing. Addit. Manuf. 2021, 47, 102225. [Google Scholar] [CrossRef]
- Lakkala, P.; Munnangi, S.R.; Bandari, S.; Repka, M. Additive manufacturing technologies with emphasis on stereolithography 3D printing in pharmaceutical and medical applications: A review. Int. J. Pharm. X 2023, 5, 100159. [Google Scholar] [CrossRef]
- Agrawal, A.A.; Pawar, K.A.; Ghegade, V.N.; Kapse, A.A.; Patravale, V.B. Nanobiomaterials for medical devices and implants. In Nanotechnology in Medicine and Biology; Elsevier: Amsterdam, The Netherlands, 2022; pp. 235–272. [Google Scholar] [CrossRef]
- Al Rashid, A.; Ahmed, W.; Khalid, M.Y.; Koç, M. Vat photopolymerization of polymers and polymer composites: Processes and applications. Addit. Manuf. 2021, 47, 102279. [Google Scholar] [CrossRef]
- Löwa, N.; Fabert, J.M.; Gutkelch, D.; Paysen, H.; Kosch, O.; Wiekhorst, F. 3D-printing of novel magnetic composites based on magnetic nanoparticles and photopolymers. J. Magn. Magn. Mater. 2019, 469, 456–460. [Google Scholar] [CrossRef]
- Rudenko, Y.; Lozovaya, A.; Asanova, L.; Fedyakova, N.; Chapala, P. Light intensity influence on critical energy and penetration depth for vat photopolymerization technology. Prog. Addit. Manuf. 2023, 2023, 1–9. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Morgan, R.A. Use of Fluorinated Additives in Coatings. In Fluoropolymer Additives; William Andrew Publishing: Norwich, NY, USA, 2012; pp. 157–174. [Google Scholar] [CrossRef]
- Chapman, R.A. Chemical bonding. In Handbook of Nonwovens; Woodhead Publishing: Sawston, UK, 2007; pp. 330–367. [Google Scholar] [CrossRef]
- Ozkan, B.; Sameni, F.; Karmel, S.; Engstrøm, D.S.; Sabet, E. Binder stabilization and rheology optimization for vat-photopolymerization 3D printing of silica-based ceramic mixtures. J. Eur. Ceram. Soc. 2023, 43, 1649–1662. [Google Scholar] [CrossRef]
- Appuhamillage, G.A.; Chartrain, N.; Meenakshisundaram, V.; Feller, K.D.; Williams, C.B.; Long, T.E. 110th Anniversary: Vat Photopolymerization-Based Additive Manufacturing: Current Trends and Future Directions in Materials Design. Ind. Eng. Chem. Res. 2019, 58, 15109–15118. [Google Scholar] [CrossRef]
- ‘Agrawal, S.; Mishra, A.; Rai, J.S.P. Effect of diluents on the curing behavior of vinyl ester resin. J. Appl. Polym. Sci. 2003, 87, 1948–1951. [Google Scholar] [CrossRef]
- Fei, G.; Parra-Cabrera, C.; Zhong, K.; Tietze, M.L.; Clays, K.; Ameloot, R. Scattering Model for Composite Stereolithography to Enable Resin− Filler Selection and Cure Depth Control. Cite This: ACS Appl. Polym. Mater. 2021, 2021, 6705–6712. [Google Scholar] [CrossRef]
- Hu, Y.; Zou, B.; Xing, H.; Liu, J.; Chen, Q.; Wang, X.; Li, L. Preparation of Mn–Zn ferrite ceramic using stereolithography 3D printing technology. Ceram. Int. 2022, 48, 6923–6932. [Google Scholar] [CrossRef]
- Leigh, S.J.; Purssell, C.P.; Bowen, J.; Hutchins, D.A.; Covington, J.A.; Billson, D.R. A miniature flow sensor fabricated by micro-stereolithography employing a magnetite/acrylic nanocomposite resin. Sens. Actuators A Phys. 2011, 168, 66–71. [Google Scholar] [CrossRef]
- Yasui, M.; Ikeuchi, M.; Ikuta, K. 3D remote controllable nano actuation system for cell handling and micro surgery. In Proceedings of the 2012 IEEE 25th International Conference on Micro Electro Mechanical Systems (MEMS), Paris, France, 29 January–2 February 2012; pp. 1117–1120. [Google Scholar] [CrossRef]
- Kobayashi, K.; Ikuta, K. Three-dimensional magnetic microstructures fabricated by microstereolithography. Appl. Phys. Lett. 2008, 92, 262505. [Google Scholar] [CrossRef]
- Nagarajan, B.; Mertiny, P.; Qureshi, A.J. Magnetically loaded polymer composites using stereolithography—Material processing and characterization. Mater. Today Commun. 2020, 25, 101520. [Google Scholar] [CrossRef]
- Lv, G.; Jensen, E.; Shan, N.; Evans, C.M.; Cahill, D.G. Effect of Aromatic/Aliphatic Structure and Cross-Linking Density on the Thermal Conductivity of Epoxy Resins. ACS Appl. Polym. Mater. 2021, 3, 1555–1562. [Google Scholar] [CrossRef]
- Chen, H.; Ginzburg, V.V.; Yang, J.; Yang, Y.; Liu, W.; Huang, Y.; Du, L.; Chen, B. Thermal conductivity of polymer-based composites: Fundamentals and applications. Prog. Polym. Sci. 2016, 59, 41–85. [Google Scholar] [CrossRef]
- Tomeckova, V.; Halloran, J. Flow behavior of polymerizable ceramic suspensions as function of ceramic volume fraction and temperature. J. Eur. Ceram. Soc. 2011, 31, 2535–2542. [Google Scholar] [CrossRef]
- Li, T.; Chen, H.; Zhang, Y.; Gu, Y.; Hu, C.; Li, S.; Liu, B.; Duan, W.; Wang, G. A comprehensive evaluation of vat-photopolymerization resins and alumina slurries for ceramic stereolithography. Ceram. Int. 2023, 49, 6440–6450. [Google Scholar] [CrossRef]
- de Camargo, I.L.; Morais, M.M.; Fortulan, C.A.; Branciforti, M.C. A review on the rheological behavior and formulations of ceramic suspensions for vat photopolymerization. Ceram. Int. 2021, 47, 11906–11921. [Google Scholar] [CrossRef]
- Pereira, S.V.; Colombo, F.B.; De Freitas, L.A.P. Ultrasound influence on the solubility of solid dispersions prepared for a poorly soluble drug. Ultrason. Sonochem 2016, 29, 461–469. [Google Scholar] [CrossRef] [PubMed]
- ASTM D638-22; Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- Steyrer, B.; Busetti, B.; Harakály, G.; Liska, R.; Stampfl, J. Hot Lithography vs. room temperature DLP 3D-printing of a dimethacrylate. Addit. Manuf. 2018, 21, 209–214. [Google Scholar] [CrossRef]
- Zhao, J.; Yang, Y.; Li, L. A comprehensive evaluation for different post-curing methods used in stereolithography additive manufacturing. J. Manuf. Process 2020, 56, 867–877. [Google Scholar] [CrossRef]
- Fuh, J.; Choo, Y.; Lu, L.; Nee, A.; Wong, Y.; Wang, W.; Miyazawa, T.; Ho, S. Post-cure shrinkage of photo-sensitive material used in laser lithography process. J. Mater. Process Technol. 1997, 63, 887–891. [Google Scholar] [CrossRef]
- ASME B46.1; Surface Texture (Roughness, Waviness, Lay). American Society of Mechanical Engineers: New York, NY, USA, 2019.
- ISO 4287; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 1997.
- Sameni, F.; Ozkan, B.; Zarezadeh, H.; Karmel, S.; Engstrøm, D.S.; Sabet, E. Hot Lithography Vat Photopolymerisation 3D Printing: Vat Temperature vs. Mixture Design. Polymers 2022, 14, 2988. [Google Scholar] [CrossRef]
- Fradet, A.; Arlaud, P. Unsaturated Polyesters. In Comprehensive Polymer Science and Supplements; Pergamon: Oxford, UK, 1989; pp. 331–344. [Google Scholar] [CrossRef]
- Sameni, F.; Ozkan, B.; Karmel, S.; Engstrøm, D.S.; Sabet, E. Large Scale Vat-Photopolymerization of Investment Casting Master Patterns: The Total Solution. Polymers 2022, 14, 4593. [Google Scholar] [CrossRef]
- White, T.J.; Liechty, W.B.; Guymon, C.A. The influence of N-vinyl pyrrolidone on polymerization kinetics and thermo-mechanical properties of crosslinked acrylate polymers. J. Polym. Sci. A Polym. Chem. 2007, 45, 4062–4073. [Google Scholar] [CrossRef]
- Husar, B.; Hatzenbichler, M.; Mironov, V.; Liska, R.; Stampfl, J.; Ovsianikov, A. Photopolymerization-based additive manufacturing for the development of 3D porous scaffolds. In Biomaterials for Bone Regeneration: Novel Techniques and Applications; Woodhead Publishing: Sawston, UK, 2014; pp. 149–201. [Google Scholar] [CrossRef]
- Yang, B.; Mao, J.; Zhao, J.; Shao, Y.; Zhang, Y.; Zhang, Z.; Lu, Q. Improving the Thermal Stability of Hydrophobic Associative Polymer Aqueous Solution Using a ‘Triple-Protection’ Strategy. Polymers 2019, 11, 949. [Google Scholar] [CrossRef] [PubMed]
- Lee, B.-H.; Choi, J.-H.; Kim, H.-J. Coating Performance and Characteristics for UV-Curable Aliphatic Urethane Acrylate Coatings Containing Norrish Type I Photoinitiators. 2006. Available online: www.coatingstech.org (accessed on 1 February 2023).
- Mora, A.J.; Avila, E.E.; Delgado, G.E.; Fitch, A.N.; Brunelli, M. Temperature effects on the hydrogen-bond patterns in 4-piperidinecarboxylic acid. Acta Crystallogr. Sect. B 2005, 61, 96–102. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Lambart, A.L.; Stawarczyk, B.; Reymus, M.; Spintzyk, S. Postpolymerization of a 3D-printed denture base polymer: Impact of post-curing methods on surface characteristics, flexural strength, and cytotoxicity. J. Dent. 2021, 115, 103856. [Google Scholar] [CrossRef] [PubMed]
- Cingesar, I.K.; Marković, M.P.; Vrsaljko, D. Effect of post-processing conditions on polyacrylate materials used in stereolithography. Addit. Manuf. 2022, 55, 102813. [Google Scholar] [CrossRef]
- Chavan, V.R.; DInesh, K.R.; Veeresh, K.; Algur, V.; Shettar, M. Influence of post curing on GFRP hybrid composite. MATEC Web of Conferences 2018, 144. [Google Scholar] [CrossRef]
- Del Gaudio, P.; Ventura, G.; Taddeucci, J. The effect of particle size on the rheology of liquid-solid mixtures with application to lava flows: Results from analogue experiments. Geochem. Geophys. Geosystems 2013, 14, 2661–2669. [Google Scholar] [CrossRef]
- Yoo, T.Y.; Tran, J.; Stahlheber, S.P.; Akhunzhanov, R.K.; Eserkepov, A.V.; Tarasevich, Y.Y. Exact percolation probabilities for a square lattice: Site percolation on a plane, cylinder, and torus. J. Phys. A: Math. Theor. J. Phys. A Math. Theor. 2022, 55, 17. [Google Scholar] [CrossRef]
- Fiske, T.J.; Gokturk, H.S.; Kalyon, D.M. Percolation in magnetic composites. J. Mater. Sci. 1997, 32, 5551–5560. [Google Scholar] [CrossRef]
- Kiwi, M.; Mejía-López, J.; Schuller, I.K.; Suhl, H. Percolation and magnetism: Interplay and relevance. J. Magn. Magn. Mater. 2001, 226–230, 626–629. [Google Scholar] [CrossRef]
- Mutiso, R.M.; Winey, K.I. Electrical Conductivity of Polymer Nanocomposites. In Polymer Science: A Comprehensive Reference; Elsevier: Amsterdam, The Netherlands, 2012; Volume 7, pp. 327–344. [Google Scholar] [CrossRef]
- Slonczewski, J.C. Conductance and exchange coupling of two ferromagnets separated by a tunneling barrier. Phys. Rev. B 1989, 39, 6995–7002. [Google Scholar] [CrossRef] [PubMed]
- Dormann, J.L. Properties of magnetically interacting small particles. In Magnetic Properties of Fine Particles; Elsevier: Amsterdam, The Netherlands, 1992; pp. 115–124. [Google Scholar] [CrossRef]
- Ferrara, M.; Rinaldi, M.; Pigliaru, L.; Cecchini, F.; Nanni, F. Investigating the use of 3D printed soft magnetic PEEK-based composite for space compliant electrical motors. J. Appl. Polym. Sci. 2022, 139, 52150. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Jiang, Z.; Fan, X.A.; Zhou, L.J.; Wang, W.L.; Xu, K. Facile synthesis of Fe-6.5wt%Si/SiO2 soft magnetic composites as an efficient soft magnetic composite material at medium and high frequencies. J. Alloy. Compd. 2018, 742, 90–98. [Google Scholar] [CrossRef]
- Fan, X.A.; Wu, Z.Y.; Li, G.Q.; Wang, J.; Xiang, Z.D.; Gan, Z.H. High resistivity and low core loss of intergranular insulated Fe–6.5 wt.%Si/SiO2 composite compacts. Mater. Des. 2016, 89, 1251–1258. [Google Scholar] [CrossRef]
- Luo, F.; Fan, X.; Luo, Z.; Hu, W.; Wang, J.; Wu, Z.; Li, G.; Li, Y.; Liu, X. Microstructure, formation mechanism and magnetic properties of Fe1.82Si0.18@Al2O3 soft magnetic composites. J. Magn. Magn. Mater. 2020, 493, 165744. [Google Scholar] [CrossRef]
- Hanafy, H.H.; Abdo, T.M.; Adly, A.A. 2D finite element analysis and force calculations for induction motors with broken bars. Ain Shams Eng. J. 2014, 5, 421–431. [Google Scholar] [CrossRef]
- Boehm, A.; Hahn, I. Comparison of soft magnetic composites (SMCs) and electrical steel. In Proceedings of the 2012 2nd International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 15–18 October 2012. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Category | Functionality | Viscosity (mPa·s) | Density (gcm−3) | Refractive Index | Molecular Weight |
|---|---|---|---|---|---|---|
| PRIMARY | Crosslinker | 2 | 10000 | 1.11 | 1.4843 | - |
| DPHA | Crosslinker | 6 | 7000 | 1.198 | 1.489 | 578 |
| HDDA | Dilutant | 2 | 10 | 1.01 | 1.465 | 226 |
| NVP | Dilutant | 1 | 2.4 | 1.043 | 1.48 | 111.1 |
| ACMO | Dilutant | 1 | 12 | 1.1185 | 1.5121 | 141.17 |
| ID | Primary (wt.%) | NVP (wt.%) | HDDA (wt.%) | ACMO (wt.%) | DPHA (wt.%) |
|---|---|---|---|---|---|
| F1 | 60 | 15 | 15 | 10 | |
| F2 | 60 | 15 | 15 | 10 | |
| F3 | 60 | 20 | 20 | ||
| F4 | 55 | 20 | 20 | 5 | |
| F5 | 45 | 20 | 30 | 5 | |
| F5.1 | 20 | 20 | 35 | 25 | |
| F6 | 50 | 15 | 25 | 10 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UV | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||
| Temperature (°C) | 25 | ✔ | ✔ | ||||||||||
| 40 | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||||
| 60 | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||||
| Time (min) | 20 | ✔ | ✔ | ✔ | ✔ | ✔ | |||||||
| 30 | ✔ | ✔ | |||||||||||
| 40 | ✔ | ✔ | ✔ | ✔ | ✔ |
| Viscosity (mPa·s) | UTS (MPa) | Standard Deviation (%) | E | Standard Deviation (%) | σ5% (Mpa) | Standard Deviation (%) | Strain at Break (%) | Standard Deviation (%) | |
|---|---|---|---|---|---|---|---|---|---|
| Green Body | |||||||||
| F1 | 193 | 30.19 | 0.77 | 267.6 | 7.48 | 6.18 | 1.08 | 21.05 | 1.08 |
| F2 | 96.5 | 27.72 | 2.58 | 253.48 | 33.18 | 7.43 | 2.83 | 22.95 | 1.03 |
| F3 | 148 | 44.34 | 1.16 | 393.24 | 27.10 | 10.35 | 3.19 | 17.05 | 1.51 |
| F4 | 145 | 60.99 | 2.17 | 545.81 | 18.92 | 15.36 | 1.34 | 16.32 | 1.05 |
| F5 | 76 | 60.742 | 3.64 | 536.649 | 12.5 | 17.38 | 0.35 | 15.67 | 0.08 |
| F5.1 | 32 | 50.1 | 3.29 | 508.69 | 20.8 | 15.56 | 0.34 | 13.43 | 0.98 |
| F6 | 145 | 61.56 | 2.51 | 558.65 | 33.98 | 15.64 | 1.91 | 17.01 | 1.06 |
| Post Cure 40 °C + UV 30 min | |||||||||
| F1 | 53.85 | 1.16 | 469.73 | 10.54 | 7.81 | 5.53 | 19.16 | 1.70 | |
| F2 | 57.92 | 1.26 | 466.74 | 15.29 | 7.74 | 1.69 | 18.85 | 1.06 | |
| F3 | 61.4 | 0.6 | 541.23 | 12.71 | 12.88 | 8.00 | 15.89 | 1.61 | |
| F4 | 70.43 | 1.46 | 614.5 | 9.98 | 9.08 | 0.84 | 17.1 | 2.02 | |
| F5 | 68.95 | 4.92 | 583.26 | 30.41 | 14.9 | 4.41 | 16.64 | 0.89 | |
| F5.1 | 76.78 | 3.53 | 722.9 | 39.68 | 21.83 | 3.85 | 13.03 | 1.03 | |
| F6 | 73.89 | 3.38 | 635.05 | 24.98 | 17.52 | 2.35 | 15.34 | 1.63 | |
| Post Cure 60 °C + UV 30 min | |||||||||
| F1 | - | - | - | - | |||||
| F2 | 70.2 | 0.04 | 508.52 | 10.60 | 13.62 | 1.23 | 18.66 | 1.69 | |
| F3 | 65.67 | 1.35 | 592.89 | 25.94 | 10.93 | 4.83 | 16.71 | 1.73 | |
| F4 | 79.98 | 0.08 | 672.79 | 1.79 | 19.45 | 0.32 | 14.96 | 0.11 | |
| F5 | 80.46 | 4.01 | 678.75 | 10.99 | 17.98 | 1.55 | 15.1 | 1.85 | |
| F5.1 | 71.8 | 2.33 | 746.11 | 7.76 | 20.3 | 1.32 | 12.33 | 0.51 | |
| F6 | 74.52 | 0.51 | 717.64 | 10.68 | 18.84 | 1.52 | 13.35 | 1.23 | |
| Formulation | F4 | F5 | F6 |
|---|---|---|---|
| Viscosity (mPa·s) | 145 | 76 | 145 |
| Maximum Saturation Potential (MSP) | 1.22 | 1.11 | 1.23 |
| Conversion (%) | 45.12 | 35.90 | 45.71 |
| µ0M (T) | Source | ||
|---|---|---|---|
| Applications | |||
| Induction Motors | 2 | [71] | |
| Power Electronics | 0.5 | [71] | |
| Synthesis method | |||
| VPP | 43 v/v% | 0.3 | |
| 64 v/v% | 0.9 | ||
| Fluidized Chemical Vapor Deposition | 1.6 | [67] | |
| Conventional In Situ Chemical Vapor Deposition | 1.5 | [67] | |
| Materials | |||
| Bulk Fe-6.5 wt%Si | 1.7 | [67] | |
| Höganäs Somaloy | 1.5 | [70] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okoruwa, L.; Sameni, F.; Borisov, P.; Sabet, E. 3D Printing Soft Magnet: Binder Study for Vat Photopolymerization of Ferrosilicon Magnetic Composites. Polymers 2023, 15, 3482. https://doi.org/10.3390/polym15163482
Okoruwa L, Sameni F, Borisov P, Sabet E. 3D Printing Soft Magnet: Binder Study for Vat Photopolymerization of Ferrosilicon Magnetic Composites. Polymers. 2023; 15(16):3482. https://doi.org/10.3390/polym15163482
Chicago/Turabian StyleOkoruwa, Leah, Farzaneh Sameni, Pavel Borisov, and Ehsan Sabet. 2023. "3D Printing Soft Magnet: Binder Study for Vat Photopolymerization of Ferrosilicon Magnetic Composites" Polymers 15, no. 16: 3482. https://doi.org/10.3390/polym15163482
APA StyleOkoruwa, L., Sameni, F., Borisov, P., & Sabet, E. (2023). 3D Printing Soft Magnet: Binder Study for Vat Photopolymerization of Ferrosilicon Magnetic Composites. Polymers, 15(16), 3482. https://doi.org/10.3390/polym15163482