


In Situ Compatibilized Blends of PLA/PCL/CAB Melt-Blown Films with High Elongation: Investigation of Miscibility, Morphology, Crystallinity and Modelling

 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Miscibility Prediction
2.3. Optical Ternary Phase Diagram of PLA/PCL/CAB Using Rapid Screening Method
2.4. Melt Processing of Binary and Ternary Blended Films
2.5. Characterization of Ternary Melt-Blended Films
2.5.1. Mechanical Properties
2.5.2. Morphology
2.5.3. Miscibility
2.5.4. Crystallinity
2.5.5. Thermal Analysis
2.5.6. 1H and 13C NMR Analysis
2.5.7. GPC Analysis
2.6. Modelling
3. Results and Discussion
3.1. The Selection of Compositions for Ternary-Blended, Melt-Blown Films
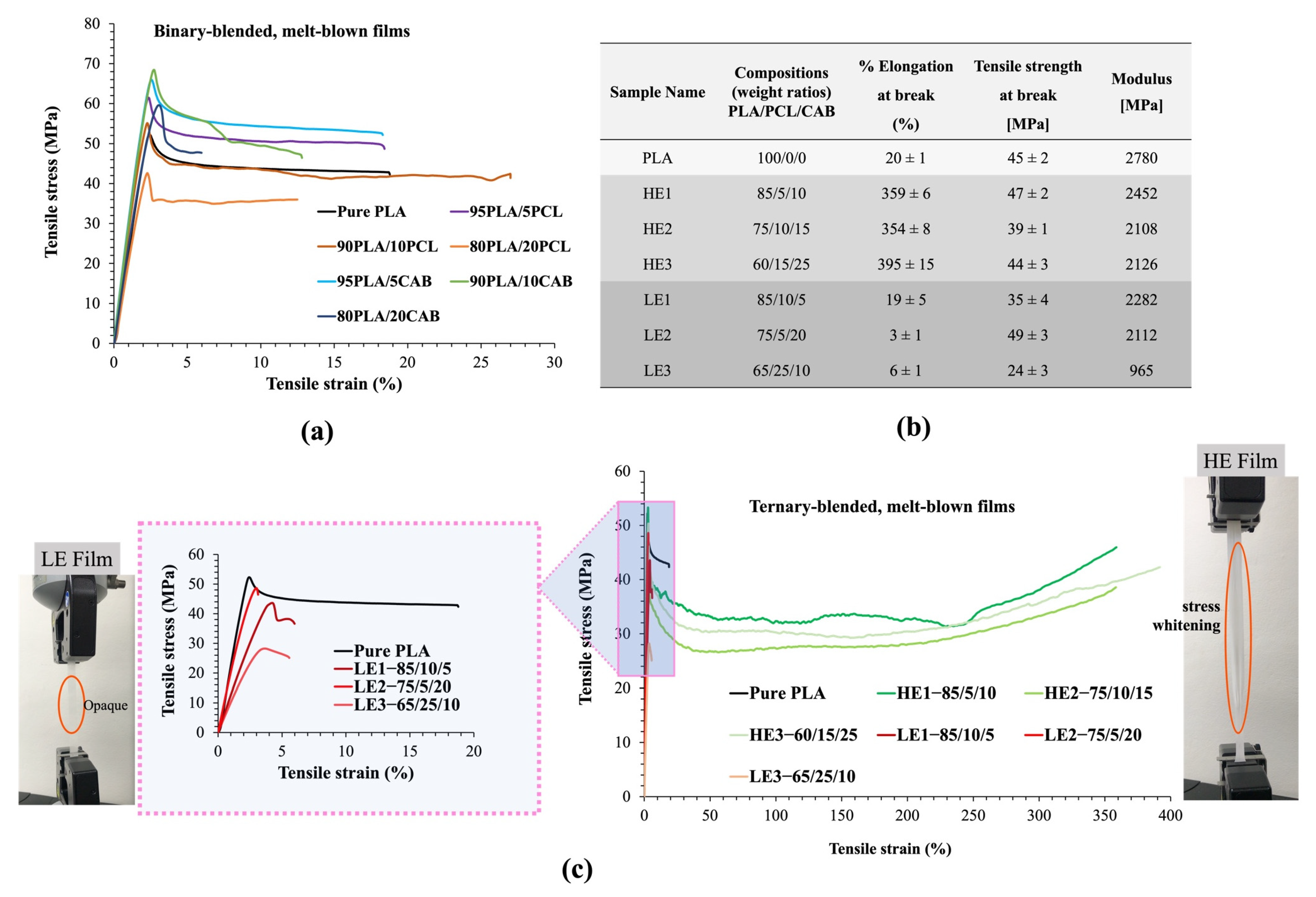
3.2. Tensile Strength and %Elongation at Break
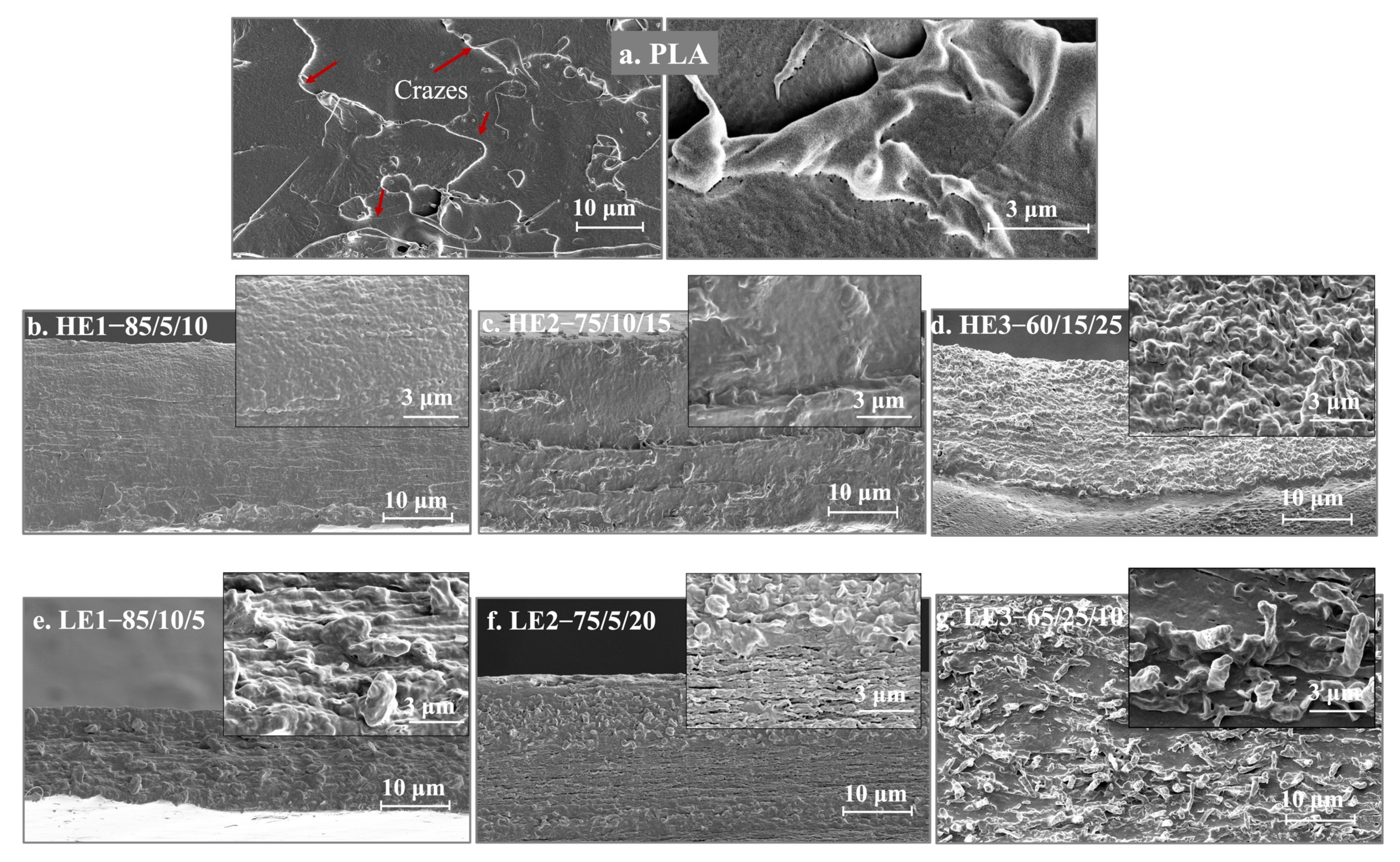
3.3. Tensile-Fractured Surface Morphology by FE-SEM
3.4. Miscibility Observation by FT-IR and DSC
3.5. Crystallinity by XRD
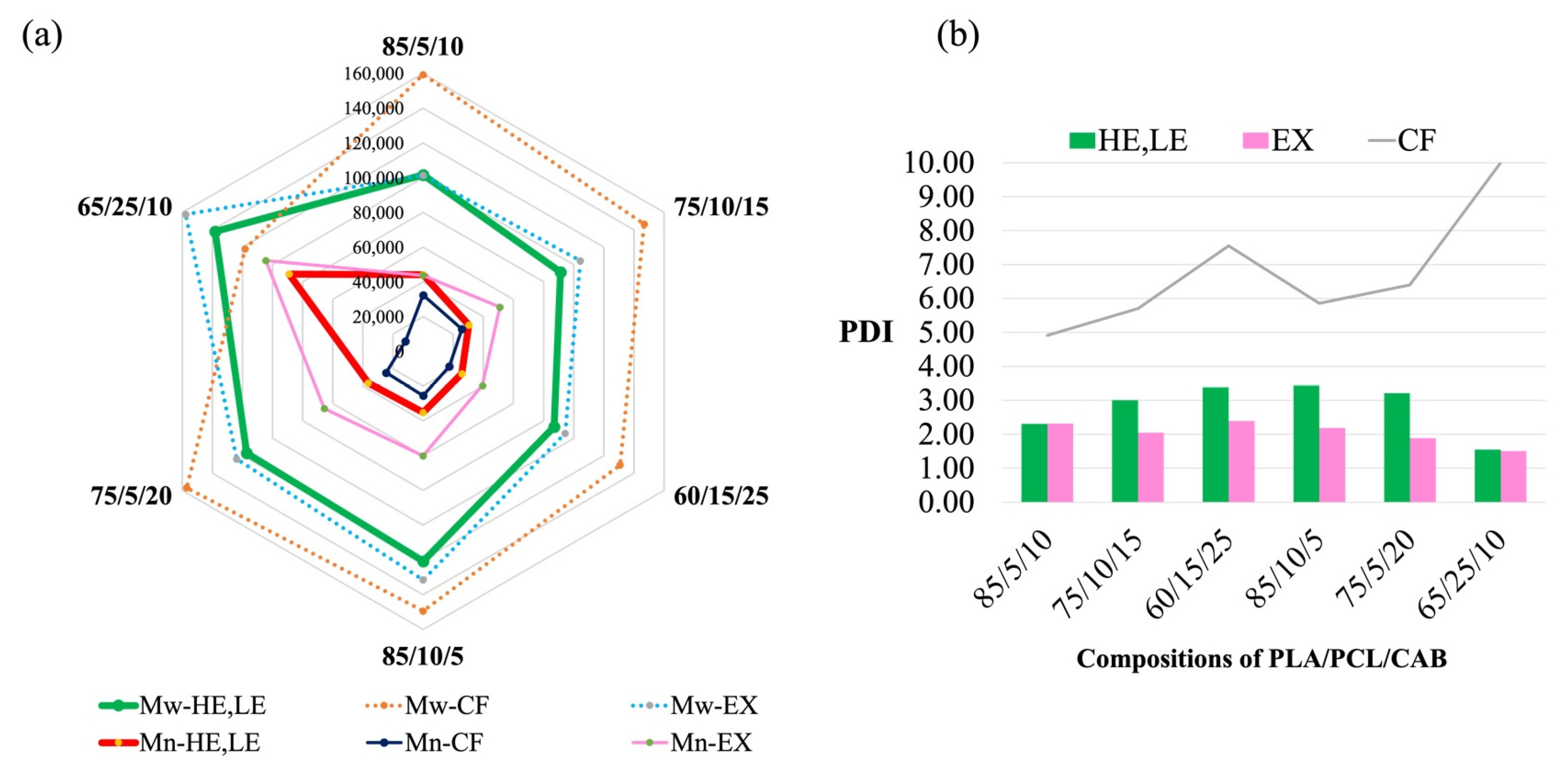
3.6. Molecular Weight Analysis by GPC
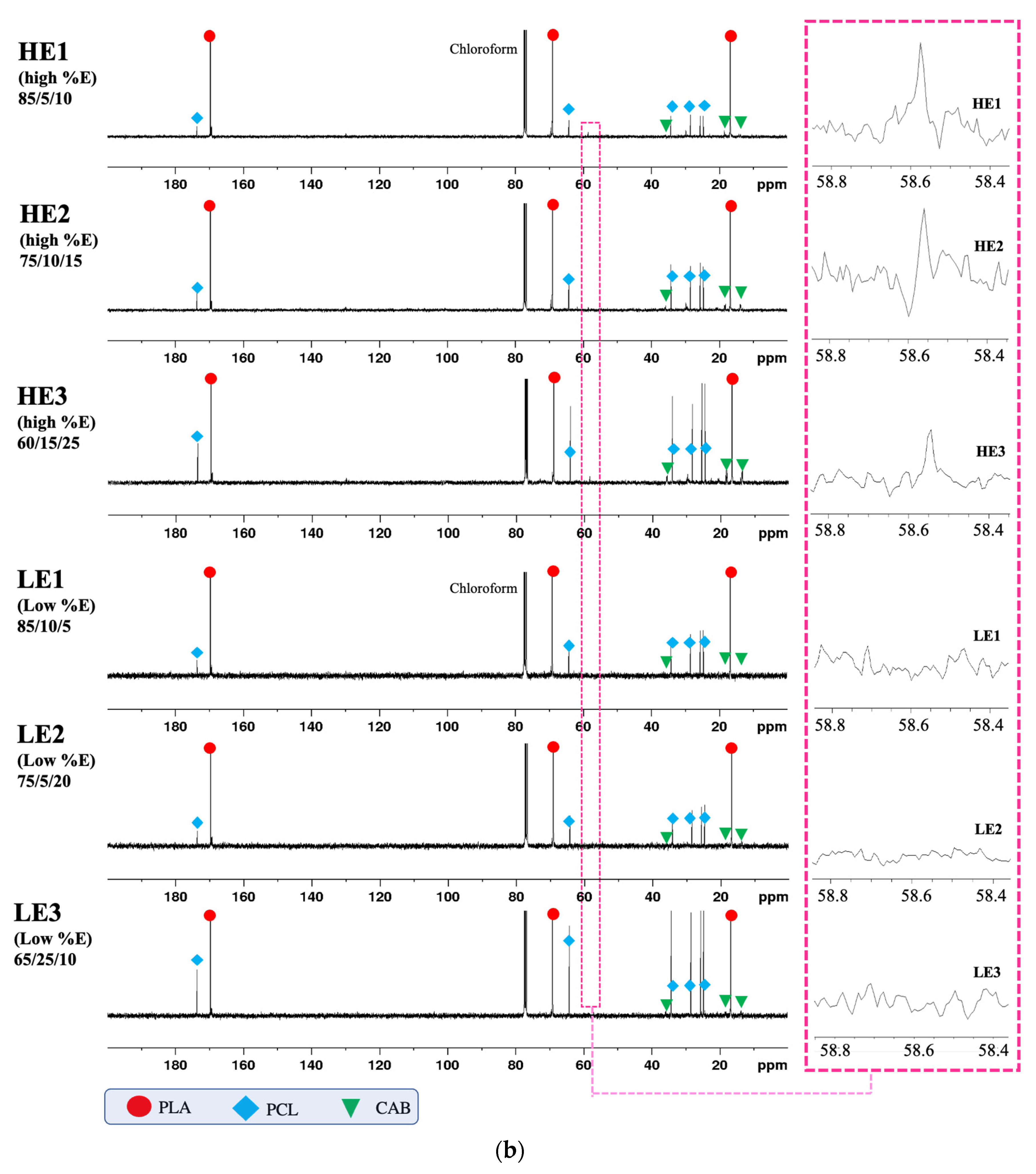
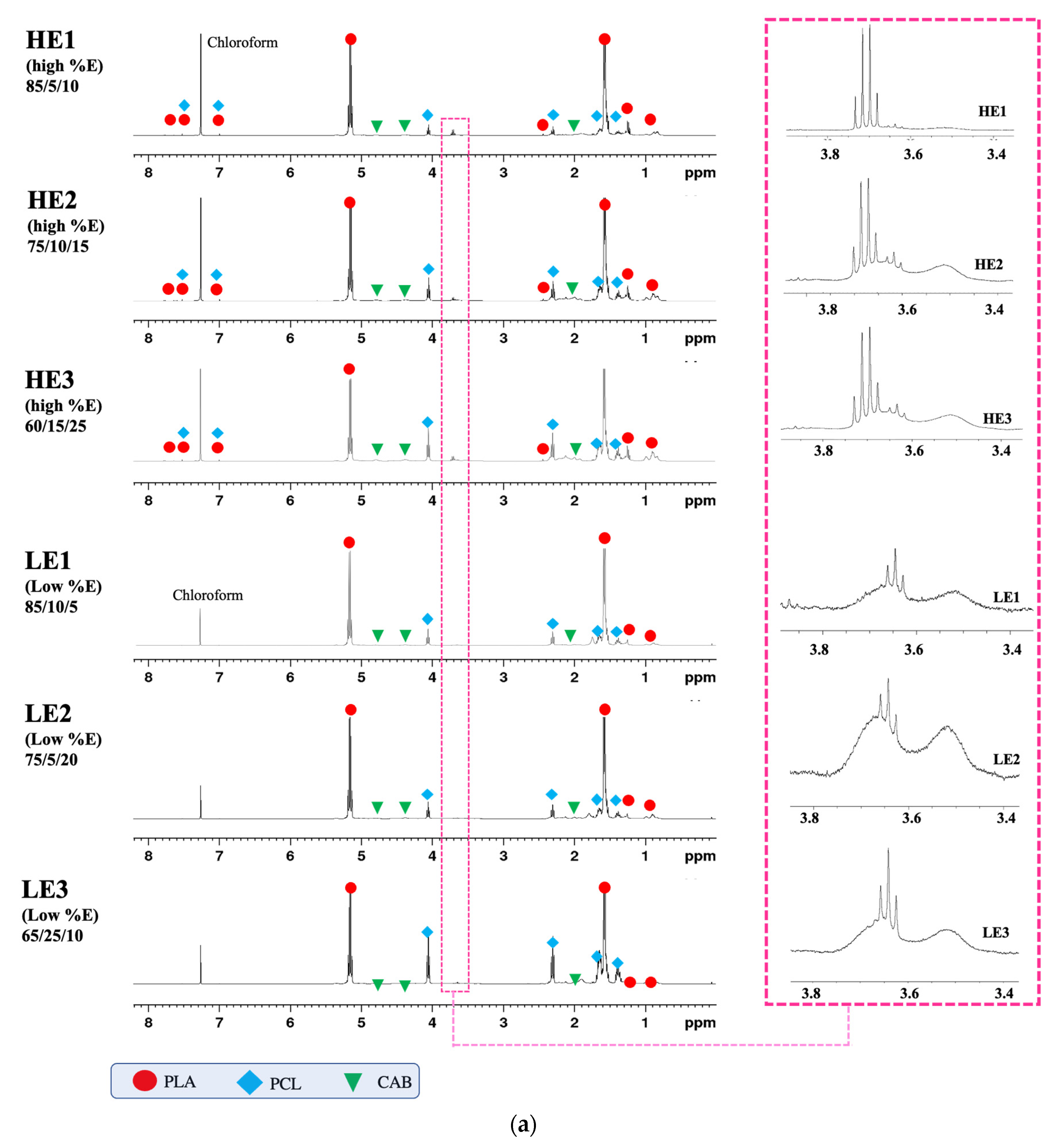
3.7. Chemical Structure Observation by NMR
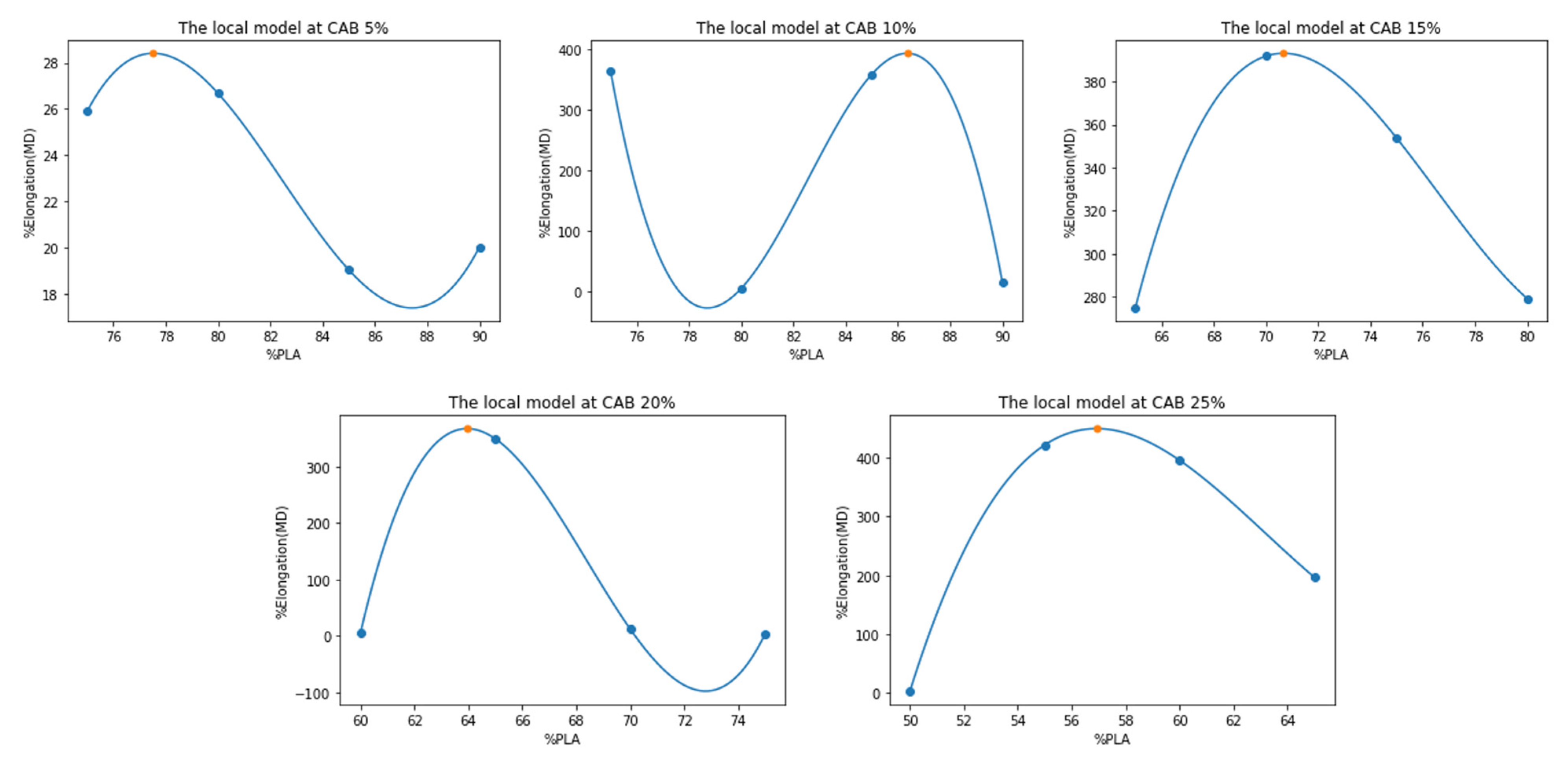
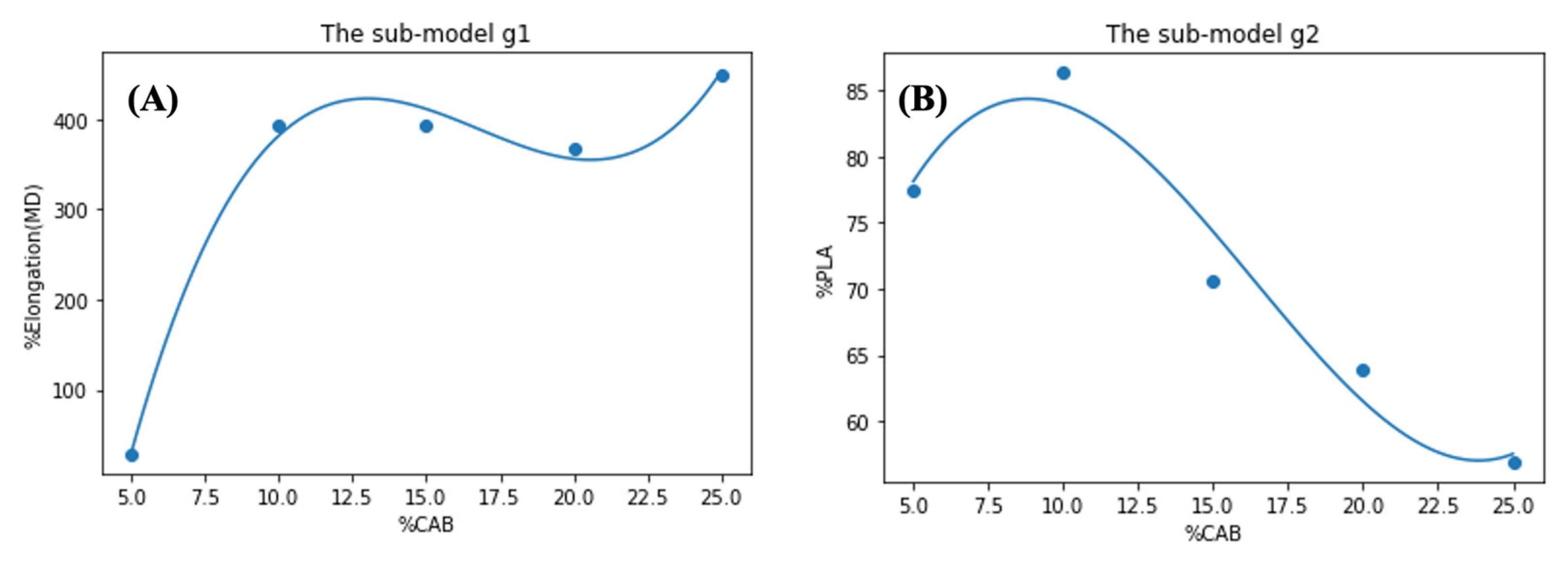
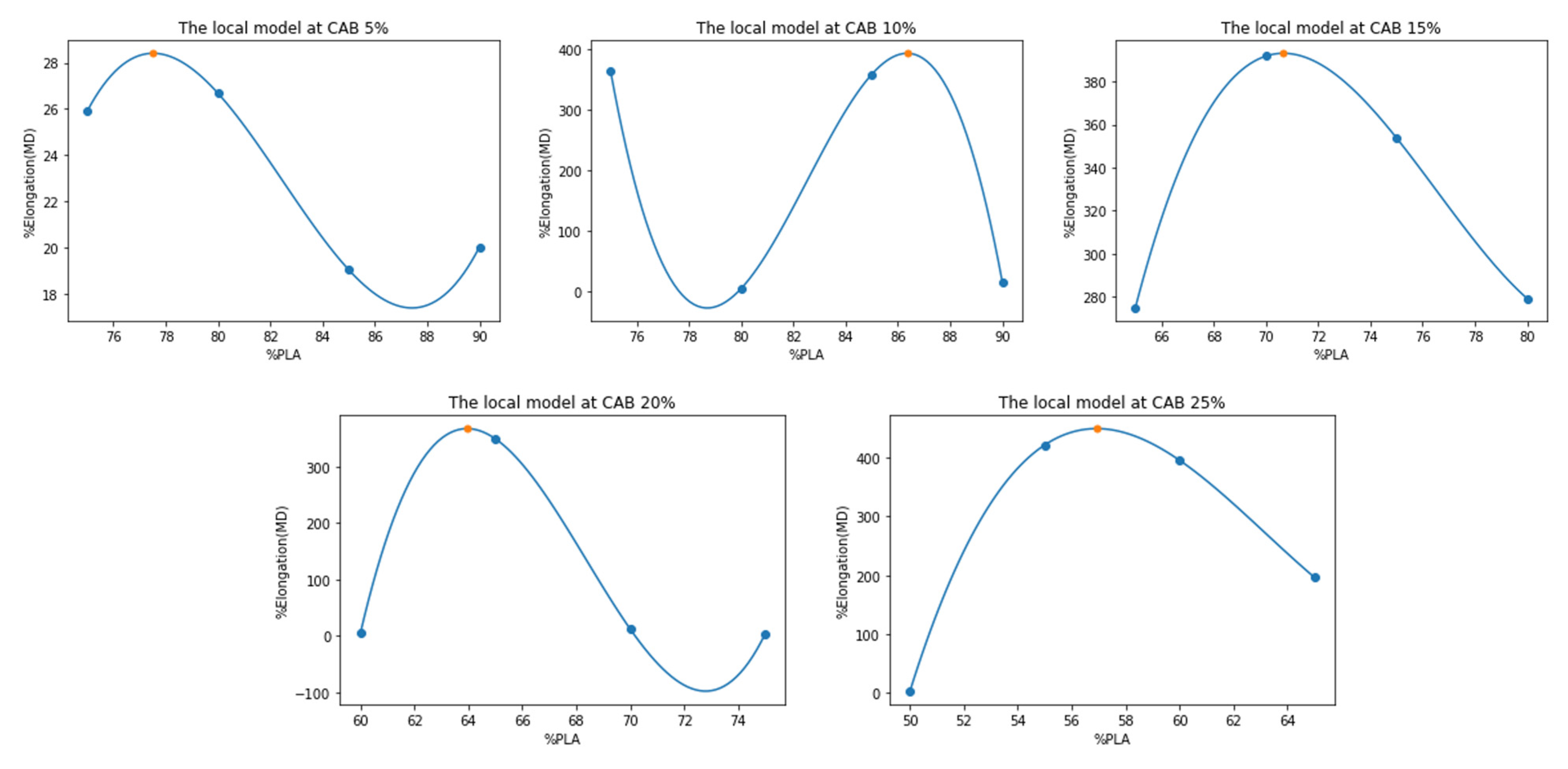
3.8. The Optimal Ratio Prediction Model and the Cost-Effectiveness Model
- (i)
- USD 105/kg for CAB
- (ii)
- USD 10/kg for PCL
- (iii)
- USD 4.5/kg for PLA
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ross, G.; Ross, S.; Tighe, B.J. Bioplastics: New Routes, New Products. In Brydson’s Plastics Materials, 8th ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Hong, M.; Chen, E.Y.X. Future Directions for Sustainable Polymers. Trends Chem. 2019, 1, 148–151. [Google Scholar] [CrossRef]
- Yooyod, M.; Ross, G.M.; Limpeanchob, N.; Suphrom, N.; Mahasaranon, S.; Ross, S. Investigation of silk sericin conformational structure for fabrication into porous scaffolds with poly(vinyl alcohol) for skin tissue reconstruction. Eur. Polym. J. 2016, 81, 43–52. [Google Scholar] [CrossRef]
- Kumkun, P.; Tuancharoensri, N.; Ross, G.; Mahasaranon, S.; Jongjitwimol, J.; Topham, P.D.; Ross, S. Green fabrication route of robust, biodegradable silk sericin and poly(vinyl alcohol) nanofibrous scaffolds. Polym. Int. 2019, 68, 1903–1913. [Google Scholar] [CrossRef]
- Ross, S.; Yooyod, M.; Limpeanchob, N.; Mahasaranon, S.; Suphrom, N.; Ross, G.M. Novel 3D porous semi-IPN hydrogel scaffolds of silk sericin and poly(N-hydroxyethyl acrylamide) for dermal reconstruction. Express Polym. Lett. 2017, 11, 719–730. [Google Scholar] [CrossRef]
- Tuancharoensri, N.; Ross, G.; Punyodom, W.; Mahasaranon, S.; Jongjitwimol, J.; Topham, P.D.; Ross, S. Multifunctional core-shell electrospun nanofibrous fabrics of poly(vinyl alcohol)/silk sericin (core) and poly(lactide-co-glycolide) (shell). Polym. Int. 2021, 71, 266–275. [Google Scholar] [CrossRef]
- Suaduang, N.; Ross, S.; Ross, G.M.; Pratumshat, S.; Mahasaranon, S. The physical and mechanical properties of biocomposite films composed of poly(Lactic acid) with spent coffee grounds. In Key Engineering Materials; Trans Tech Publications: Stafa-Zurich, Switzerland, 2019; Volume 824, pp. 87–93. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing-Encapsulated Polycaprolactone–Thermoplastic Polyurethane with High Shape Memory Performances. Adv. Eng. Mater. 2022, 2201309. [Google Scholar] [CrossRef]
- Kim, S.S.; Sun Park, M.; Jeon, O.; Yong Choi, C.; Kim, B.S. Poly(lactide-co-glycolide)/hydroxyapatite composite scaffolds for bone tissue engineering. Biomaterials 2006, 27, 1399–1409. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Defersha, F.; Yang, S. Expanding Poly(lactic acid) (PLA) and Polyhydroxyalkanoates (PHAs) Applications: A Review on Modifications and Effects. Polymers 2021, 13, 4271. [Google Scholar] [CrossRef]
- Kongprayoon, A.; Ross, G.; Limpeanchob, N.; Mahasaranon, S.; Punyodom, W.; Topham, P.D.; Ross, S. Bio-derived and biocompatible poly(lactic acid)/silk sericin nanogels and their incorporation within poly(lactide-co-glycolide) electrospun nanofibers. Polym. Chem. 2022, 13, 3343–3357. [Google Scholar] [CrossRef]
- Suaduang, N.; Ross, S.; Ross, G.M.; Pratumshat, S.; Mahasaranon, S. Effect of spent coffee grounds filler on the physical and mechanical properties of poly(lactic acid) bio-composite films. Mater. Today 2019, 17, 2104–2110. [Google Scholar] [CrossRef]
- Huang, Y.; Brünig, H.; Boldt, R.; Müller, M.T.; Wießner, S. Fabrication of melt-spun fibers from irradiation modified biocompatible PLA/PCL blends. Eur. Polym. J. 2022, 162, 110895. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Hakimi, A. Experimental investigation on mechanical characterization of 3D printed PLA produced by fused deposition modeling (FDM). Mater. Res. Exp. 2021, 8, 035304. [Google Scholar] [CrossRef]
- Lee, W.; Lee, J.; Chung, J.W.; Kwak, S.Y. Enhancement of tensile toughness of poly(lactic acid) (PLA) through blending of a polydecalactone-grafted cellulose copolymer: The effect of mesophase transition on mechanical properties. Int. J. Biol. Macromol. 2021, 193, 1103–1113. [Google Scholar] [CrossRef]
- Fekete, I.; Ronkay, F.; Lendvai, L. Highly toughened blends of poly(lactic acid) (PLA) and natural rubber (NR) for FDM-based 3D printing applications: The effect of composition and infill pattern. Polym. Test. 2021, 99, 107205. [Google Scholar] [CrossRef]
- Ross, S.; Mahasaranon, S.; Ross, G.M. Ternary polymer blends based on poly(lactic acid): Effect of stereo-regularity and molecular weight. J. Appl. Polym. Sci. 2015, 132, 41780. [Google Scholar] [CrossRef]
- Nofar, M.; Sacligil, D.; Carreau, P.J.; Kamal, M.R.; Heuzey, M.C. Poly (lactic acid) blends: Processing, properties and applications. Int. J. Biol. Macromol. 2019, 125, 307–360. [Google Scholar] [CrossRef]
- Tuancharoensri, N.; Ross, G.M.; Mahasaranon, S.; Topham, P.D.; Ross, S. Ternary blend nanofibres of poly(lactic acid), polycaprolactone and cellulose acetate butyrate for skin tissue scaffolds: Influence of blend ratio and polycaprolactone molecular mass on miscibility, morphology, crystallinity and thermal properties. Polym. Int. 2017, 66, 1463–1472. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D printing of PLA-TPU with different component ratios: Fracture toughness, mechanical properties, and morphology. J. Mater. Res. Technol. 2022, 21, 3970–3981. [Google Scholar] [CrossRef]
- Sadik, T.; Becquart, F.; Majesté, J.C.; Taha, M. In-melt transesterification of poly(lactic acid) and poly(ethylene-co-vinylalcohol). Mater. Chem. Phys. 2013, 140, 559–569. [Google Scholar] [CrossRef]
- Lin, S.; Guo, W.; Chen, C.; Ma, J.; Wang, B. Mechanical properties and morphology of biodegradable poly(lactic acid)/poly(butylene adipate-co-terephthalate) blends compatibilized by transesterification. Mater. Des. 2012, 36, 604–608. [Google Scholar] [CrossRef]
- Kuang, J.; Wang, J.H.; Bai, Y.; Li, Y. Effects and mechanism of cellulose acetate butyrate on the crystallization of polylactic acid. Eur. Polym. J. 2019, 121, 109286. [Google Scholar] [CrossRef]
- Przybysz-Romatowska, M.; Haponiuk, J.; Formela, K. Poly(ε-caprolactone)/poly(lactic acid) blends compatibilized by peroxide initiators: Comparison of two strategies. Polymers 2020, 12, 228. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zeng, J.B.; Li, K.A.; Du, A.K. Compatibilization strategies in poly(lactic acid)-based blends, RSC Advances. R. Soc. Chem. 2015, 5, 32546–32565. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J. Research progress in toughening modification of poly(lactic acid). J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1051–1083. [Google Scholar] [CrossRef]
- El-Hadi, A.M. Increase the elongation at break of poly (lactic acid) composites for use in food packaging films. Sci. Rep. 2017, 7, 46767. [Google Scholar] [CrossRef] [Green Version]
- Willberg-Keyriläinen, P.; Orelma, H.; Ropponen, J. Injection molding of thermoplastic cellulose esters and their compatibility with poly(lactic acid) and polyethylene. Materials 2018, 11, 2358. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Lin, S.; Zhou, C.; Yu, W. Influence of catalyst on transesterification between poly(lactic acid) and polycarbonate under flow field. Polymer 2013, 54, 310–319. [Google Scholar] [CrossRef]
- Ross, S.; Topham, P.D.; Tighe, B.J. Identification of optically clear regions of ternary polymer blends using a novel rapid screening method. Polym. Int. 2014, 63, 44–51. [Google Scholar] [CrossRef]
- Coleman, M.M.; Graf, J.F.; Painter, P.C. Specific Interactions and the Miscibility of Polymer Blends; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Li, R.; Zhang, X.; Zhao, Y.; Hu, X.; Zhao, X.; Wang, D. New polypropylene blends toughened by polypropylene/poly(ethylene-co-propylene) in-reactor alloy: Compositional and morphological influence on mechanical properties. Polymer 2009, 50, 5124–5133. [Google Scholar] [CrossRef]
- Snively, C.M.; Koenig, J.L. Polymer Applications of IR and Raman Spectroscopy. In Encyclopedia of Spectroscopy and Spectrometry; Academic Press: Cambridge, MA, USA, 1999. [Google Scholar] [CrossRef]
- Singla, P.; Mehta, R.; Berek, D.; Upadhyay, S.N. Microwave Assisted Synthesis of Poly(lactic acid) and its Characterization using Size Exclusion Chromatography. J. Macromol. Sci. Part A Pure Appl. Chem. 2012, 49, 963–970. [Google Scholar] [CrossRef]
- Chabot, F.; Vert, M.; Chapelle, S.; Granger, P. Configurational structures of lactic acid stereocopolymers as determined by 13C{1H} n.m.r. Polymer 1983, 24, 53–59. [Google Scholar] [CrossRef]
- Sinnwell, S.; Inglis, A.J.; Davis, T.P.; Stenzel, M.H.; Barner-Kowollik, C. An atom-efficient conjugation approach to well-defined block copolymers using RAFT chemistry and hetero Diels-Alder cycloaddition. Chem. Commun. 2008, 17, 2052–2054. [Google Scholar] [CrossRef]
- Xu, Q.; Song, L.; Zhang, L.; Hu, G.; Chen, Q.; Liu, E.; Liu, Y.; Zheng, Q.; Xie, H.; Li, N. Synthesis of cellulose acetate propionate and cellulose acetate butyrate in a CO2/DBU/DMSO system. Cellulose 2018, 25, 205–216. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymers | PLA | PCL | CAB | |
|---|---|---|---|---|
| F (cal cm3)1/2 | 598 | 1017 | 1848 | |
| V (cm3 mol−1 | 49.5 | 98.3 | 154 | |
| δ (cal cm−3)1/2 | 12.1 | 10.3 | 12.0 | |
| Polymer pairs | Δδ | Interaction types | Δδ°Crit | Miscibility |
| PLA/PCL | 1.8 | Dispersive forces only | ≤0.1 | No |
| Dipole-Dipole | 0.5 | No | ||
| Weak | 1.0 | No | ||
| Weak to moderate | 1.5 | No | ||
| PLA/CAB | 0.1 | Dispersive forces only | ≤0.1 | Yes |
| Dipole-Dipole | 0.5 | Yes | ||
| Weak | 1.0 | Yes | ||
| Weak to moderate | 1.5 | Yes | ||
| Moderate | 2.0 | Yes | ||
| Moderate to strong | 2.5 | Yes | ||
| PCL/CAB | 1.7 | Weak to moderate | 1.5 | No |
| Moderate | 2.0 | Yes | ||
| Moderate to strong | 2.5 | Yes | ||
| Coefficients | r2 | ||||
|---|---|---|---|---|---|
| 2.272000 × 102 | −5.621000 × 100 | 4.618810 × 102 | −1.258204 × 104 | 1.00 | |
| −1.88362667 × 100 | 4.66343800 × 102 | −3.84028203 × 104 | 1.05204673 × 106 | 1.00 | |
| 1.58053333 × 10−1 | −3.62924000 × 101 | 2.76149467× 103 | −6.92923100 × 104 | 1.00 | |
| 1.34602667 × 100 | −2.76103200 × 102 | 1.87995793 × 104 | −4.24739720 × 105 | 1.00 | |
| 3.626400 × 10−1 | −6.873060 × 102 | 4.299589 × 103 | −8.847985 × 104 | 1.00 | |
| Local Model | ||
|---|---|---|
| 28.411 | 77.518 | |
| 393.439 | 86.349 | |
| 393.147 | 70.670 | |
| 367.503 | 63.953 | |
| 449.434 | 56.923 |
| Global Model | Coefficients | r2 | |||
|---|---|---|---|---|---|
| 3.15263333 × 10−1 | −1.58769814 × 101 | 2.53031510 × 102 | −8.76272200× 102 | 0.994 | |
| 1.61313333 × 10−2 | −7.90938571 × 10−1 | 1.01966238 × 101 | 4.49026000× 101 | 0.950 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuancharoensri, N.; Ross, G.M.; Kongprayoon, A.; Mahasaranon, S.; Pratumshat, S.; Viyoch, J.; Petrot, N.; Ruanthong, W.; Punyodom, W.; Topham, P.D.; et al. In Situ Compatibilized Blends of PLA/PCL/CAB Melt-Blown Films with High Elongation: Investigation of Miscibility, Morphology, Crystallinity and Modelling. Polymers 2023, 15, 303. https://doi.org/10.3390/polym15020303
Tuancharoensri N, Ross GM, Kongprayoon A, Mahasaranon S, Pratumshat S, Viyoch J, Petrot N, Ruanthong W, Punyodom W, Topham PD, et al. In Situ Compatibilized Blends of PLA/PCL/CAB Melt-Blown Films with High Elongation: Investigation of Miscibility, Morphology, Crystallinity and Modelling. Polymers. 2023; 15(2):303. https://doi.org/10.3390/polym15020303
Chicago/Turabian StyleTuancharoensri, Nantaprapa, Gareth M. Ross, Arisa Kongprayoon, Sararat Mahasaranon, Supatra Pratumshat, Jarupa Viyoch, Narin Petrot, Wuttipong Ruanthong, Winita Punyodom, Paul D. Topham, and et al. 2023. "In Situ Compatibilized Blends of PLA/PCL/CAB Melt-Blown Films with High Elongation: Investigation of Miscibility, Morphology, Crystallinity and Modelling" Polymers 15, no. 2: 303. https://doi.org/10.3390/polym15020303
APA StyleTuancharoensri, N., Ross, G. M., Kongprayoon, A., Mahasaranon, S., Pratumshat, S., Viyoch, J., Petrot, N., Ruanthong, W., Punyodom, W., Topham, P. D., Tighe, B. J., & Ross, S. (2023). In Situ Compatibilized Blends of PLA/PCL/CAB Melt-Blown Films with High Elongation: Investigation of Miscibility, Morphology, Crystallinity and Modelling. Polymers, 15(2), 303. https://doi.org/10.3390/polym15020303