

Arundo donax L Processing in Catalyzed Butanol–Water Media in the Scope of Lignocellulose Biorefineries
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Removal of Water-Soluble Extractives
2.3. Organosolv Fractionation
2.4. Analytical Methods
3. Results and Discussion
3.1. AD Composition and Aqueous Extraction
3.2. Organosolv Treatments
3.2.1. AD Processing
- Selective delignification leading to pure lignins can be achieved at the normal boiling point of 1-butanol or slightly higher temperatures in media containing high butanol proportions (up to 95%), operating with limited catalyst charges for prolonged reaction times. Under these conditions, lignin was extensively butoxylated, and butyl-xylosides are the major soluble products from hemicelluloses.
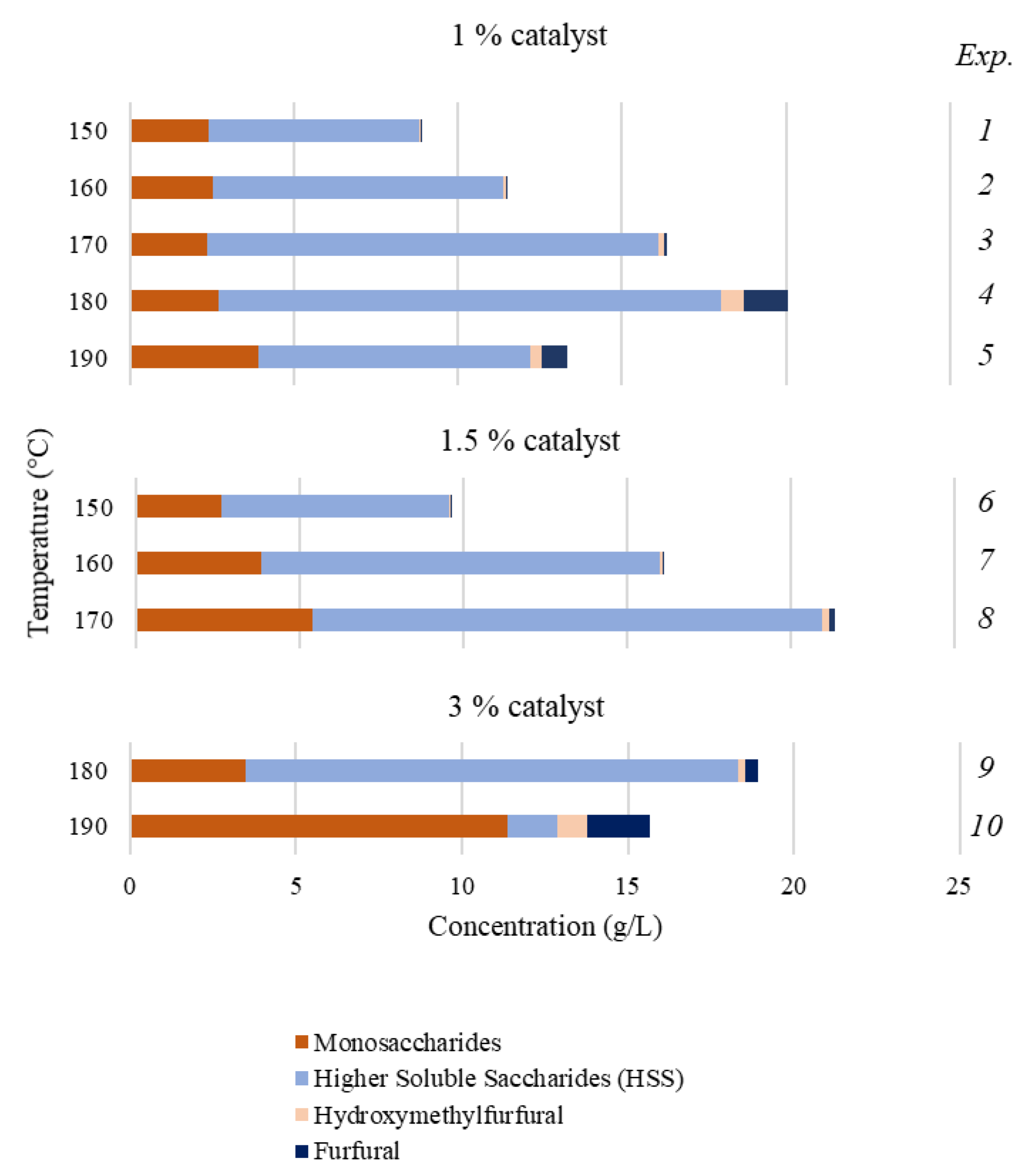
- Conditions of medium severity (defined by temperatures within the range 140–170 °C and/or intermediate catalyst concentrations and/or intermediate water proportions) resulted in higher polysaccharide solubilization. Soluble saccharides were the major hemicellulose-derived products, and increased cellulose dissolution is expected. The generation of soluble saccharides from cellulose and xylan involve the partial breakdown of the glycosidic bonds between anhydroglucose or anhydroxylose units, according to the following reactions:
- (C6H10O5)n + water → (C6H10O5)m (m < n)
- (C5H8O4)p + water → (C5H8O4)q (q < p)
- Harsher conditions may promote the production of monosaccharides (hexoses or pentoses) from oligosaccharides, as well as the monosaccharide dehydration into furans (5-hydroxymethylfurfural from hexoses, and furfural from pentoses), according to the following reactions:
- (C6H10O5)m + m H2O → m C6H12O6 → m C6H6O3 + 3m H2O
- (C5H8O4)p + p H2O → p C5H10O5 → p C5H4O2 + 3p H2O
3.2.2. EF.AD Processing in Catalyzed Media Containing Water and 1-Butanol
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Corno, L.; Pilu, R.; Adani, F. Arundo donax L.: A non-food crop for bioenergy and bio-compound production. Biotechnol. Adv. 2014, 32, 1535–1549. [Google Scholar] [CrossRef] [PubMed]
- Angelini, L.G.; Ceccarini, L.; Bonari, E. Biomass yield and energy balance of giant reed (Arundo donax L.) cropped in central Italy as related to different management practices. Europ. J. Agron. 2005, 22, 375–389. [Google Scholar] [CrossRef]
- Licursi, D.; Antonetti, C.; Bernardini, J.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A.; Martinelli, M.; Raspolli Galletti, A.M. Characterization of the Arundo Donax L. solid residue from hydrothermal conversion: Comparison with technical lignins and application perspectives. Ind. Crops Prod. 2015, 76, 1008–1024. [Google Scholar] [CrossRef]
- Mitchell, R.; Vogel, K.P.; Uden, D.R. The feasibility of switchgrass for biofuel production. Biofuels 2012, 3, 47–59. [Google Scholar] [CrossRef] [Green Version]
- Lewandowski, I.; Scurlock, J.M.; Lindvall, E.; Christou, M. The development and current status of perennial rhizomatous grasses as energy crops in the US and Europe. Biomass Bioenerg. 2003, 25, 335–361. [Google Scholar] [CrossRef]
- Caparrós, S.; Garrote, G.; Ariza, J.; Díaz, M.J.; López, F. Xylooligosaccharides production from Arundo donax. J. Agric. Food Chem. 2007, 55, 5536–5543. [Google Scholar] [CrossRef]
- Caparrós, S.; Ariza, J.; López, F.; Díaz, M.J. Optimizing cellulosic paper obtained from Arundo donax L. under hydrothermal treatment. J. Ind. Eng. Chem. 2007, 13, 465–473. [Google Scholar]
- Raspolli-Galletti, A.M.; Antonetti, C.; Ribechini, E.; Colombini, M.P.; Nassio di Nasso, N.; Bonari, E. From giant reed to levulinic acid and gamma-valerolactone: A high yield catalytic route to valeric biofuels. Appl. Energ. 2013, 102, 157–162. [Google Scholar] [CrossRef]
- Cañada-Barcala, A.; Rodríguez-Llorente, D.; López, L.; Navarro, P.; Hernández, E.; Águeda, V.; Alvarez-Torrellas, S.; Parajó, J.C.; Rivas, S.; Larriba, M. Sustainable production of furfural in biphasic reactors using terpenoids and hydrophobic eutectic solvents. ACS Sust. Chem. Eng. 2021, 9, 10266–10275. [Google Scholar] [CrossRef]
- Renders, T.; Cooreman, E.; Van den Bosch, S.; Schutyser, W.; Koelewijn, S.-F.; Vangeel, T.; Deneyer, A.; Van den Bossche, G.; Courtin, C.M.; Sels, B.F. Catalytic lignocellulose biorefining in n-butanol/water: A one-pot approach toward phenolics, polyols, and cellulose. Green Chem. 2018, 20, 4607–4619. [Google Scholar] [CrossRef]
- Rivas, S.; López, L.; Vila, C.; Parajó, J.C. Organosolv processing of vine shoots: Fractionation and conversion of hemicellulosic sugars into platform chemicals by microwave irradiation. Biores. Technol. 2021, 342, 125967. [Google Scholar] [CrossRef] [PubMed]
- Schmetz, Q.; Teramura, H.; Morita, K.; Oshima, T.; Richel, A.; Ogino, C.; Kondo, A. Versatility of a dilute acid/butanol pretreatment investigated on various lignocellulosic biomasses to produce lignin, monosaccharides and cellulose in distinct phases. ACS Sust. Chem. Eng. 2019, 7, 11069–11079. [Google Scholar] [CrossRef] [Green Version]
- Benito, P.; Vaccari, A.; Antonetti, C.; Licursi, D.; Schiarioli, N.; Rodriguez-Castellón, E.; Raspolli-Galletti, A.M. Tunable copper-hydrotalcite derived mixed oxides for sustainable ethanol condensation to n-butanol in liquid phase. J. Clean. Prod. 2019, 209, 1614–1623. [Google Scholar] [CrossRef]
- Tobiszewski, M.; Namieśnik, J.; Pena-Pereira, F. Environmental risk-based ranking of solvents using the combination of a multimedia model and multi-criteria decision analysis. Green Chem. 2017, 19, 1034–1042. [Google Scholar] [CrossRef] [Green Version]
- Romo, J.E.; Bollar, N.V.; Zimmermann, C.J.; Wettstein, S.G. Conversion of sugars and biomass to furans using heterogeneous catalysts in biphasic solvent systems. ChemCatChem 2018, 10, 4805–4816. [Google Scholar] [CrossRef] [Green Version]
- Ezeji, T.C.; Qureshi, N.; Blaschek, H.P. Bioproduction of butanol from biomass: From genes to bioreactors. Curr. Opin. Biotechnol. 2007, 18, 220–227. [Google Scholar] [CrossRef]
- Aguilar-Reynosa, A.; Romaní, A.; Rodríguez-Jasso, R.M.; Aguilar, C.N.; Garrote, G.; Ruiz, H.A. Microwave heating processing as alternative of pretreatment in second-generation biorefinery: An overview. Energy Convers. Manag. 2017, 137, 50–65. [Google Scholar] [CrossRef] [Green Version]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass, NREL/TP-510-42619; Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2008. Available online: https://www.nrel.gov/docs/gen/fy08/42619.pdf (accessed on 12 February 2023).
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass, NREL/TP-510-42618; Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2012. Available online: https://www.nrel.gov/docs/gen/fy13/42618.pdf (accessed on 12 February 2023).
- Scordia, D.; Cosentino, S.L.; Lee, J.W.; Jeffries, T.W. Bioconversion of giant reed (Arundo donax L) hemicellulose hydrolysate to ethanol by Scheffersomyces stipitis CBS6054. Biomass Bioenerg. 2012, 39, 296–305. [Google Scholar] [CrossRef]
- Shatalov, A.A.; Pereira, H. Xylose production from giant reed (Arundo donax L.): Modeling and optimization of dilute acid hydrolysis. Carbohydrate Polym. 2012, 87, 210–217. [Google Scholar] [CrossRef]
- Zimmermann, C.J.; Bollar, N.V.; Wettstein, S.G. Liquid phase conversion of lignocellulosic biomass using biphasic systems. Biomass Bioenerg. 2018, 118, 163–171. [Google Scholar] [CrossRef]
- Jessop, P.G. Searching for green solvents. Green Chem. 2011, 13, 1391–1398. [Google Scholar] [CrossRef]
- Byrne, F.P.; Jin, S.; Paggiola, G.; Petchey, T.H.M.; Clark, J.H.; Farmer, T.J.; Hunt, A.J.; McElroy, C.R.; Sherwood, J. Tools and techniques for solvent selection: Green solvent selection guides. Sustain. Chem. Process 2016, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- Lancefield, C.S.; Panovic, I.; Deuss, P.J.; Barta, K.; Westwood, N.J. Pre-treatment of lignocellulosic feedstocks using biorenewable alcohols: Towards complete biomass valorization. Green Chem. 2017, 19, 1203–1210. [Google Scholar] [CrossRef] [Green Version]
- Del Rio, L.F.; Chandra, R.P.; Saddler, J.N. The effect of varying organosolv pretreatment chemicals on the physicochemical properties and cellulolytic hydrolysis of mountain pine beetle-killed lodgepole pine. App. Biochem. Biotechnol. 2010, 161, 1–21. [Google Scholar] [CrossRef]
- Zijlstra, D.D.; Korte, J.; de Vries, E.P.C.; Hameleers, L.; Wilbers, E.; Jurak, E.; Deuss, P.J. Highly Efficient Semi-Continuous Extraction and In-Line Purification of High β-O-4 Butanosolv Lignin. Front. Chem. 2021, 9, 655983. [Google Scholar] [CrossRef]
- Panovic, I.; Miles-Barrett, D.M.; Lancefield, C.S.; Westwood, N. Preparation and Reaction of β-O-4 γ-Aldehyde-Containing Butanosolv Lignins. ACS Sust. Chem. Eng. 2019, 7, 12098–12104. [Google Scholar] [CrossRef]
- Amiri, H.; Karimi, K.; Roodpeyma, S. Production of furans from rice straw by single-phase and biphasic systems. Carbohydr. Res. 2010, 345, 2133–2213. [Google Scholar] [CrossRef]
- Ghose, T.K.; Pannir Selvam, P.V.; Ghosh, P. Catalytic solvent delignification of agricultural residues: Organic catalysts. Biotechnol. Bioeng. 1983, 25, 2577–2590. [Google Scholar] [CrossRef]
- Salapa, I.; Katsimpouras, C.; Topakas, E.; Sidiras, D. Organosolv pretreatment of wheat straw for efficient ethanol production using various solvents. Biomass Bioenerg. 2017, 100, 10–16. [Google Scholar] [CrossRef]
- Panovic, I.; Lancefield, C.S.; Phillips, D.; Gronnow, M.J.; Westwood, N.J. Selective Primary Alcohol Oxidation of Lignin Streams from Butanol-Pretreated Agricultural Waste Biomass. ChemSusChem 2019, 12, 542–548. [Google Scholar] [CrossRef] [Green Version]
- Teramura, H.; Sasaki, K.; Oshima, T.; Matsuda, F.; Okamoto, M.; Shirai, T.; Kawaguchi, H.; Ogino, C.; Hirano, K.; Sazuka, T.; et al. Organosolv pretreatment of sorghum bagasse using a low concentration of hydrophobic solvents such as 1-butanol or 1-pentanol. Biotechnol. Biofuels 2016, 9, 27. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Teramura, H.; Sasaki, K.; Oshima, T.; Kawaguchi, H.; Ogino, C.; Sazuka, T.; Kondo, A. Effective usage of sorghum bagasse: Optimization of organosolv pretreatment using 25% 1-butanol and subsequent nanofiltration membrane separation. Bioresour. Technol. 2018, 252, 157–164. [Google Scholar] [CrossRef] [PubMed]
- Huigen, W.J.J.; Smit, A.T.; de Wild, P.J.; den Uil, H. Fractionation of wheat straw by prehydrolysis, organosolv delignification and enzymatic hydrolysis for production of sugars and lignin. Bioresour. Technol. 2012, 114, 389–398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, K.; Yang, H.; Guo, S.; Yao, X.I.; Sun, R.C. Comparative characterization of degraded lignin polymer from the organosolv fractionation process with various catalysts and alcohols. J. Appl. Polym. Sci. 2014, 131, 39673. [Google Scholar] [CrossRef]
- Migliore, N.; Zijlstra, D.S.; Kooten, T.G.V.; Deuss, P.J.; Raffa, P. Amphiphilic Copolymers Derived from Butanosolv Lignin and Acrylamide: Synthesis, Properties in Water Solution, and Potential Applications. ACS App. Polym. Mat. 2020, 2, 5705–5715. [Google Scholar] [CrossRef]
- Foltanyi, F.; Hawkins, J.E.; Panovic, I.; Bird, E.J.; Gloster, T.M.; Lancefield, C.S.; Westwood, N.J. Analysis of the product streams obtained on butanosolv pretreatment of draff. Biomass Bioenerg. 2020, 141, 105680. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
| Exp. | Operational Conditions | Experimental Results | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Catalyst wt% | Temp., °C | OP.AD Yield, g/100 g AD | OP.AD Composition, wt% | ||||||
| Gn | Xn | Arn | AcG | KL | ASL | ||||
| 1 | 1 | 150 | 75.5 | 40.2 | 21.1 | 0.9 | 3.7 | 20.3 | 2 |
| 2 | 1 | 160 | 69.0 | 45.8 | 20.2 | 0.8 | 3.5 | 18.1 | 1.9 |
| 3 | 1 | 170 | 58.8 | 52 | 15.7 | 0.5 | 2.6 | 17.8 | 1.1 |
| 4 | 1 | 180 | 43.9 | 66.6 | 10.3 | 0.2 | 1.4 | 14.5 | 1.4 |
| 5 | 1 | 190 | 36.6 | 77.7 | 4.4 | 0.0 | 0.5 | 10.7 | 1.2 |
| 6 | 1.5 | 150 | 73.2 | 41.2 | 20.2 | 0.8 | 3.4 | 19.5 | 1.8 |
| 7 | 1.5 | 160 | 61.4 | 49.0 | 16.5 | 0.5 | 3.1 | 18.2 | 1.8 |
| 8 | 1.5 | 170 | 47.6 | 62.5 | 10.1 | 0.2 | 1.8 | 15.1 | 1 |
| 9 | 3 | 180 | 33.4 | 83.2 | 3.2 | 0.1 | 0.3 | 7.2 | 1.9 |
| 10 | 3 | 190 | 28.7 | 83.7 | 1.6 | 0 | 0.1 | 8.2 | 1.2 |
| Exp. | %GnSol | %HSol | %LSol |
|---|---|---|---|
| 1 | 15.7 | 22.4 | 17.1 |
| 2 | 12.1 | 32.5 | 32 |
| 3 | 14.9 | 55.9 | 45.2 |
| 4 | 18.7 | 79.1 | 65.6 |
| 5 | 21.0 | 92.8 | 78.6 |
| 6 | 16.3 | 28.6 | 23.2 |
| 7 | 16.5 | 50.9 | 39.7 |
| 8 | 17.4 | 76.9 | 62.2 |
| 9 | 22.7 | 95.2 | 85.0 |
| 10 | 33.3 | 97.9 | 86.7 |
| Experiment | Operational Conditions | Experimental Results | ||||||
|---|---|---|---|---|---|---|---|---|
| Temp., °C | Catalyst wt% | Time (min) | Organic: Aqueous Phase Volume Ratio | OP.EF.AD Yield, g/100 g EF.AD | OP.EF.AD Composition, wt% | |||
| Gn | TotHem | Total Lignin | ||||||
| 11 | 155 | 0.5 | 15 | 23:77 | 83.0 | 42.0 | 26.1 | 22.7 |
| 12 | 155 | 0.5 | 15 | 33:67 | 80.1 | 42.2 | 25.1 | 21.2 |
| 13 | 155 | 0.5 | 15 | 43:57 | 80.0 | 42.9 | 25.3 | 21.4 |
| 14 | 155 | 1.25 | 15 | 23:77 | 41.5 | 78.7 | 4.3 | 10.2 |
| 15 | 155 | 1.25 | 15 | 33:67 | 42.8 | 78.6 | 5.4 | 9.8 |
| 16 | 155 | 1.25 | 15 | 43:57 | 42.4 | 77.2 | 5.7 | 9.6 |
| 17 | 170 | 1.25 | 20 | 23:77 | 42.3 | 79.4 | 4.2 | 10.9 |
| 18 | 170 | 1.25 | 20 | 33:67 | 40.9 | 83.8 | 4.8 | 9.2 |
| 19 | 170 | 1.25 | 20 | 43:57 | 38.8 | 84.3 | 4.8 | 8.8 |
| Experiment | %GnSol | %HSol | %LSol |
|---|---|---|---|
| 11 | 9.9 | 21.4 | 19.5 |
| 12 | 12.6 | 27.1 | 27.3 |
| 13 | 11.4 | 26.6 | 26.8 |
| 14 | 15.7 | 93.6 | 82.0 |
| 15 | 13.1 | 91.6 | 82.1 |
| 16 | 15.3 | 91.3 | 82.7 |
| 17 | 13.2 | 93.6 | 80.4 |
| 18 | 11.5 | 92.8 | 83.9 |
| 19 | 15.4 | 93.2 | 85.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rivas, S.; Baldassari, R.; Parajó, J.C.; Raspolli Galletti, A.M. Arundo donax L Processing in Catalyzed Butanol–Water Media in the Scope of Lignocellulose Biorefineries. Polymers 2023, 15, 1553. https://doi.org/10.3390/polym15061553
Rivas S, Baldassari R, Parajó JC, Raspolli Galletti AM. Arundo donax L Processing in Catalyzed Butanol–Water Media in the Scope of Lignocellulose Biorefineries. Polymers. 2023; 15(6):1553. https://doi.org/10.3390/polym15061553
Chicago/Turabian StyleRivas, Sandra, Rebecca Baldassari, Juan Carlos Parajó, and Anna M. Raspolli Galletti. 2023. "Arundo donax L Processing in Catalyzed Butanol–Water Media in the Scope of Lignocellulose Biorefineries" Polymers 15, no. 6: 1553. https://doi.org/10.3390/polym15061553