1. Introduction
The design of porous polymers has become an area of great interest and the methods of fabrication of these materials are numerous. In general, foaming involves an expansion of the material after the dissolution of a blowing agent that can be chemical or physical. Between the physical blowing agents, supercritical fluids have emerged as the best option, with sc-CO
2 and sc-N
2 being the most employed [
1,
2]. CO
2 is a well-known, cheap, non-toxic, non-flammable, inert and highly available pure gas, and its critical conditions can be easily reached (T
c = 31 °C, P
c = 7.38 MPa). Sc-CO
2 has been largely used as a blowing agent for the different foaming process, i.e., discontinuous (batch), semi-discontinuous (injection) and, continuous (extrusion), and with a wide range of polymers such as polymethyl methacrylate (PMMA), polycarbonate, polyethylene terephthalate (PET), polystyrene (PS), glycol-modified PET, polyvinyl chloride (PVC), polypropylene (PP), polyurethane (PU), polyimide and polycaprolactone [
1,
2]. Nevertheless, (a) generating a great cellular density (i.e., ≥10
15 cells/cm
3), (b) stabilising growing bubbles at an early stage of the process and, (c) obtaining low densities are still challenges. Creating a large number of small bubbles simultaneously at the beginning of the foaming is a difficult task. The properties and morphologies of the foams can be variated by varying either the material design, employed blowing agent, operating conditions (saturation temperature, pressure and time), depressurisation rate (dP/dt), special coolers or mixers, etc. Moreover, new techniques to manage the cellular morphology of the foams were developed including foaming in different stages, enhancing crystallinity or the polymer matrix, and the use of external “actions” such as laser irradiation (LS) and ultrasonic waves (US).
The present work concerns the assistance of (a) LS and (b) US. Our preliminary work on LS-aided scCO2 foaming is new and LS-aided foaming is nearly absent from our literature review. Since we will deal mainly with US, the foaming assisted by laser will be not presented in this introduction.
Few papers studying foaming process aided by additional techniques, such as ultrasonic waves, are currently available. Ultrasonic irradiation (US) is mainly used in industry for filtration, freezing, drying, separation, extraction, cleaning, mixing, emulsion sterilisation, diagnosis, defect detection, etc. [
3,
4,
5]. US is divided into low frequency (16 to 100 kHz), high frequency (>100 kHz) and very high frequency (>1 MHz). Most of the US cleaning baths available in laboratories operate with frequencies between 35 to 45 kHz and, have powers from 100 to 500 W. The mechanisms of action of ultrasound on materials are divided into thermal and non-thermal. Thermal effects occur when the acoustic energy is absorbed and transformed into heat. Such an effect depends on the absorption, frequency and dissipation of the ultrasound energy. Ultrasound can act by (i) cavitation (formation of vapour bubbles of a flowing liquid in a region where the pressure of a liquid falls below the vapour pressure) and by (ii) mass transfer enhancement. US has also been combined with other technologies such as microwaves, supercritical CO
2 extraction, high pressure processing and enzymatic extraction [
6].
The effect of ultrasound can also depend on the state of the polymer. In the liquid state (polymer melt), apparent viscosity reduction, molar mass distribution decrease, crosslinking, increase in the motion of liquid molecular chains and plastic welding can be observed when using ultrasound [
7,
8]. In the work of Yang. et al. [
8], an increase in the melt strength of polypropylene was observed after the application of 300 W of ultrasonic waves that induced chain scission and recombination reactions at the die where an ultrasonic probe was set. In regard to foaming, Yang et al. [
9] used a chemical foaming agent (Azodicarbonamide) to produce a cellular polymer. When US and talc were introduced into the high melt strength polypropylene (HMSPP) melt, the HMSPP foam had a larger cell density and smaller size as well as a more uniform distribution. Regarding thermal properties, compared to the HMSPP foam without ultrasonic oscillation, the minimum thermal conductivity of the HMSPP foam with US reached 0.055 W/m/K. The ultrasound-assisted chemical extrusion was said to be a promising technology to continuously and rapidly fabricate better polymer foams.
In the solid state, a reduction of the intrinsic viscosity or the molecular weight when increasing the frequency of applied ultrasound to the two water-soluble polymers carboxymethyl cellulose (CMC) and polyvinyl alcohol (PVA) was observed, evincing a degradation of the polymers [
10]. In the work of Price et al. [
11], powders of polyethylene (PE), PP, PVC and PMMA were subjected to irradiation with high-intensity ultrasound while suspended in water; changes in the particle sizes and the surface morphology were obtained, and these changes could be correlated with the physical properties of the evaluated materials. Regarding the foaming process, the literature contains rather few examples of US-aided microcellular foaming processing, usually by heating simultaneously the gas-saturated polymer and employing ultrasound waves in a solid state. Adam et al. [
12] foamed PS using a temperature-induced batch foaming assisted by sc-CO
2. The nucleation was triggered by the elevation of the temperature of the super-saturated sample, in this case, the ultrasound were applied during this stage. At a foaming temperature of 50 °C, the cell density of the foams was increased, evincing that the use of ultrasound reduced the nucleation barrier. The cell size ranged from 0.5 to 3.5 µm, with or without US applied at 60 or 70 °C. The smallest cell size (0.3–2.4 µm) was obtained at 50 °C with the aid of ultrasound.
Gandhi et al. [
13] found that there is a critical effective distance from the ultrasonic transducer where the cavitation is maximal and beyond which, the intensity of it decreases drastically. It was found that only when foaming (one-step) acrylonitrile–butadiene-styrene (ABS) at the critical effective distance, a remarkable increase in the cellular density could be observed. The expansion ratio and cell morphology were also found to be significantly affected by the relative placement of gas-saturated polymers with respect to the transducer in the sonication medium. In another study, Gandhi et al. [
14] also showed that longer periods of ultrasound exposure developed foams with smaller cell sizes. The ultrasonic frequency was also found to significantly influence the morphology. Low-frequency sonication resulted in foams with a uniform cell distribution, whereas high frequency sonication developed a bimodal microcellular type of microstructure.
Wang et al. [
15] foamed polylactic acid (PLA) using sc-CO
2 as the blowing agent in a temperature-induced batch process (two-step foaming). Ultrasound was applied during 60 s. It was noticed that before the ultrasound application, most pores were closed. After the ultrasound exposure, the pores became mostly open. This shows that inter-pore connectivity of the foams can be substantially enhanced by applying ultrasound treatment.
This work studied the foaming of amorphous PMMA [
16]. A solid-state, two-step sc-CO
2 batch foaming process was employed, and the assistance of laser irradiation (LS) and ultrasonic waves (US) on the cellular morphology of the foamed samples was investigated. US was especially tested to initiate more nuclei, increase the nuclei density, and break growing bubbles towards micro and nano foams. Measurements of thermal conductivity (λ W/m/K) were also carried out in order to examine a possible effect of US.
2. Materials and Methods
An extrusion grade PMMA (Altuglas ® V825T) produced by Arkema ® (Serquigny, France) was employed. The characteristics of PMMA are: Mn = 43,000 g/mol, Mw = 83,000 g/mol, Tg = 115 °C, amorphous transparent polymer, and bulk density 1.19 g/cm3.
2.1. scCO2 Saturation Stage
All samples were first impregnated with CO
2 for 24 h at 40 °C and 10 MPa using two supercritical CO
2 units [(i) in LCPO Bordeaux, 0.5 L autoclave from Separex, (Champigneulles, France); (ii) in RAPSODEE Albi, extraction unit SF 2 × 0.5 L 4158 pilot, developed by Separex (Champigneulles, France)]. Injected bars 80 × 10 × 12 mm in size were used for LS and conventional US. For localised US, they were cut into smaller samples 10 × 10 × 5 mm in size from which two samples were saturated at the same time in the autoclave to compare the foaming with and without localised US. To avoid foaming during the release of the gas and to ensure that the samples are in a transparent state after the saturation stage, the depressurisation profile similar to the one shown in
Figure 1 was applied.
2.2. Laser Assisted Foaming
A classical CO2 laser for cutting or engraving materials (Trotec SPEEDY 300, FabLab IUT Bordeaux, Bordeaux, France), with a power capacity of 20 to 120 W and scanning capacity of 610 × 305 mm, was used to heat the sample. For this, the sample was scanned by the laser beam. The samples were fixed into the laser equipment after their saturation with CO2.
The engraving mode was chosen to initiate the foaming of the PMMA samples line by line (
Figure 2).
Scanning speed (S) is expressed as % of maximum speed; here, S = 10 or 50%. Laser power (P) is expressed as % of maximum power; here, P= 20 or 90%, i.e., respectively 24 W and 108 W. Pulsation per inch (PPI = 1000) and ‘0′ offset in z (distance between material and laser) are constant values.
2.3. Ultrasound-Assisted Foaming
2.3.1. Conventional Ultrasound Bath
A conventional ultrasound water bath was used in “normal” mode (no pulsation, no sweep, degas modes; Elmasonic S 30 H (Elma Electronic, Strasbourg, France) dimensions of tank: 240 × 137 × 100 mm) with a working frequency of 37 kHz, an ultrasonic power of 320 W (at peak frequency), and an effective ultrasonic power of 80 W. The water temperature was set from 30 up to 100 °C. Three temperatures were chosen; the bath was first regulated for 15 min at 50 °C, 80 °C and 100 °C before immersing the CO2-saturated samples for 90 s (maintaining them inside the water bath—below the water upper level—by a heavy glass beaker).
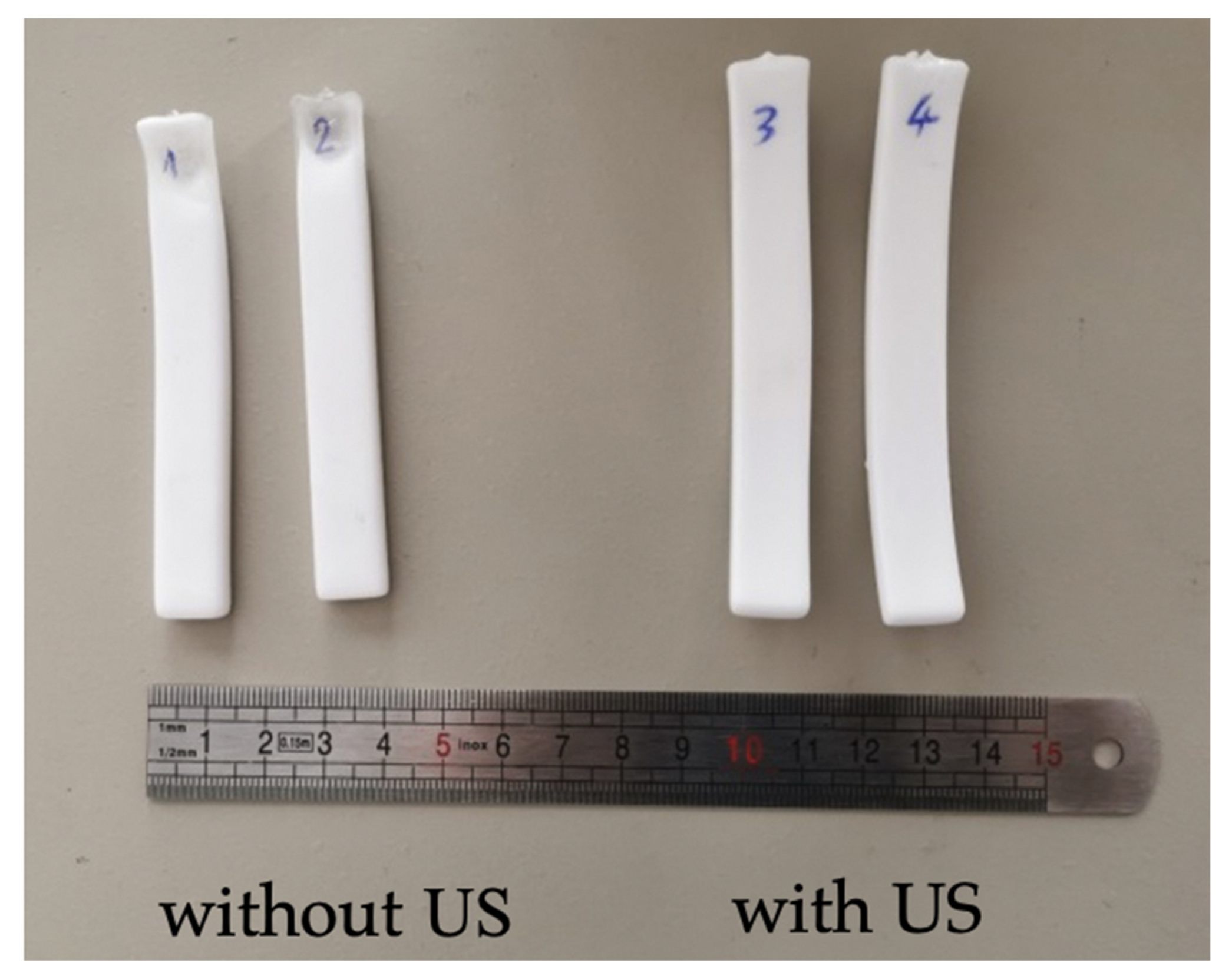
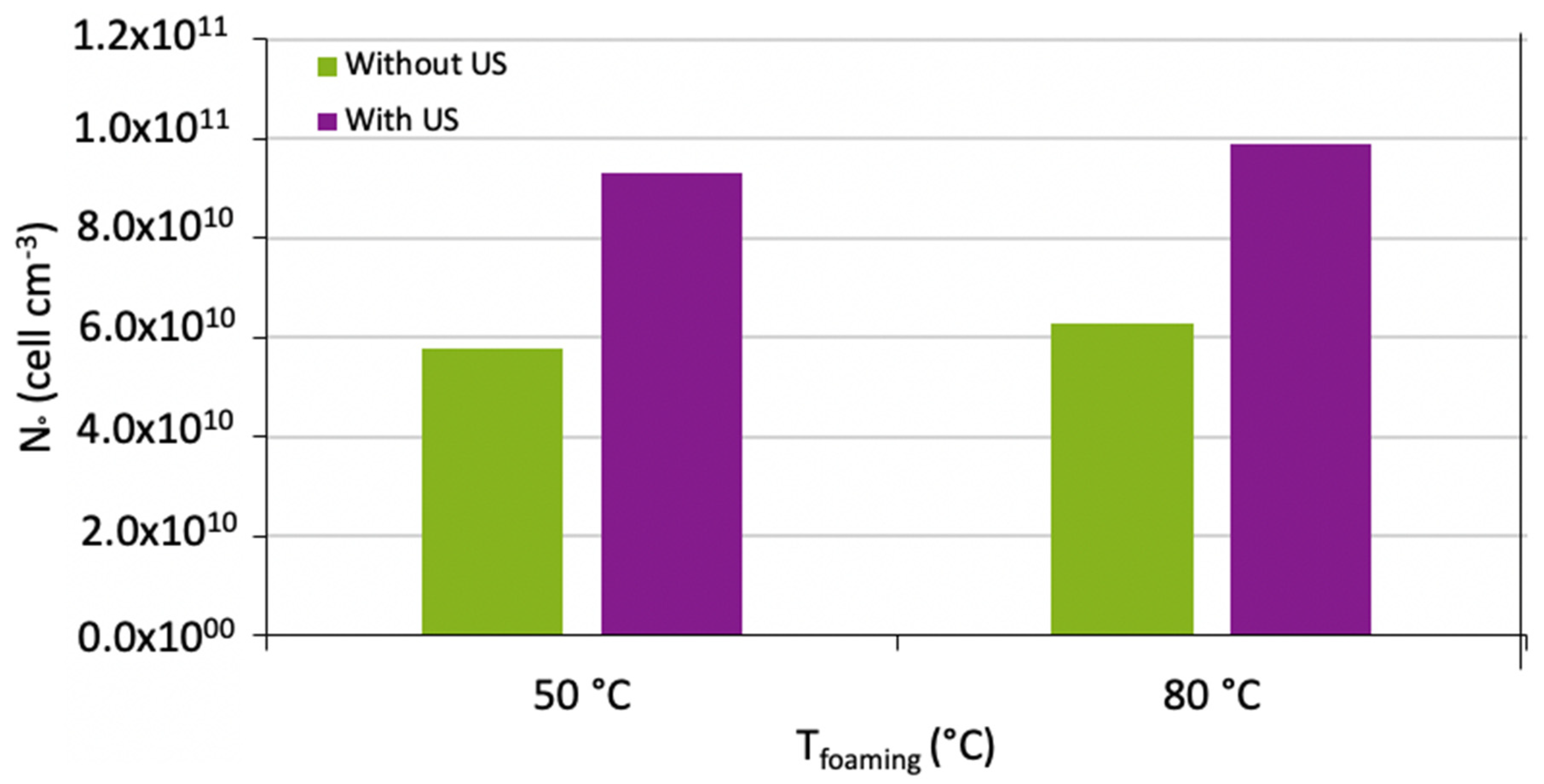
2.3.2. Localised Ultrasound
In
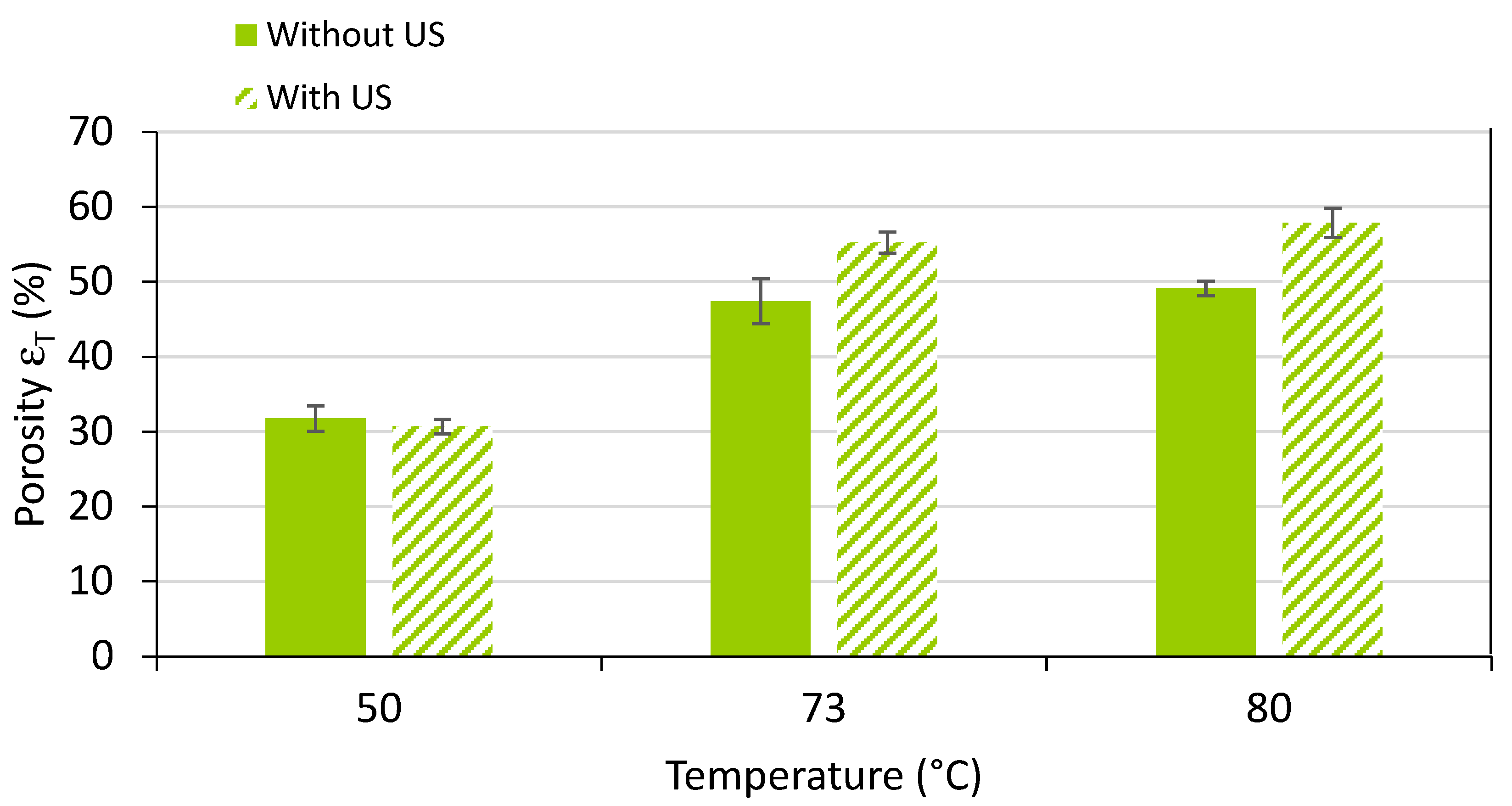
Figure 3, the used setup is shown. Inside a distilled water bath, two beakers were placed and filled with distilled water. An ultrasound probe was placed in one of the beakers, and the distance between the probe and the bottom of the beaker was kept at 10 mm for all the tests. A Vibracell probe model 72441 by Bioblock Scientific (Fisher Bioblock Scientific, Aalst, Belgium) was used. This probe has a maximum power capacity of 600 W and a frequency of 20 kHz. An electronic power of 300 W was applied. After the saturation step, one sample was plunged into the beaker with just water (without US). The other sample was plunged into the beaker with the ultrasound probe (with US), and the samples were always placed under the probe. Three bath temperatures (T
foaming) were tested: 50 °C, 73 °C and 80 °C. The with and without ultrasound samples were plunged into the beaker for 30 s.
2.4. Density and Porosity
Water pycnometry (buoyancy method) was employed to measure the density of the samples (ρ) and the total porosity (
) and the expansion ratio (E) of the foams were calculated as follows:
: foamed sample density (g/mL)
: solid sample density (1.19 g/mL)
2.5. Cellular Morphology
For the study of the cellular morphology of the produced foams, scanning electron microscopy (SEM) was employed (model HITACHI S-3000N). For the preparation of the samples, foams were frozen in liquid nitrogen and fractured to assure that the microstructure remained intact. The surfaces were coated with gold using a sputter coater (model EMSCOPE SC 500), in argon atmosphere.
Cell size distributions were estimated by measuring the maximum Feret diameter of the observable cells on the SEM microphotographs using ImageJ software.
Cell density (
, expressed in cells/cm
3) was estimated using Equation (2).
where
is the average mean diameter of cells, expressed in nm, and
is the porosity (calculated from Equation (1)). It is a rough estimation, since cell distributions are sometimes large.
2.6. Thermal Conductivity
The thermal conductivity of the materials was measured by the thermal plane source method using a TPS2500S apparatus. The thermal plane source consists of monitoring the temperature response due to heating by a disk source over a time . The 7577 sensor with heating area of 4 mm in diameter was used. This sensor was chosen in order to ensure that the possible probing depth was at least twice that of the sensor diameter and fulfilled the assumption that heat does not diffuse to the sample boundaries during measurement time. For each measurement, two identical samples of the material were places in contact with the sensor and pressed without deforming them in order to ensure a good contact between the sensor and the sample. When supplied with a constant electrical current, the nickel spiral of the sensor generates Joule heating and at the same time permits the monitoring of the average temperature ΔT of the heated area through the evolution of its electrical resistance.
In this configuration, the theory gives the time-dependent temperature increase as:
where
is the total heat flux generated by the sensor,
is the radius of the sensor,
is the thermal conductivity of the sample and
is a geometry-related function according to dimensionless time
. In the expression of
,
is the time and
is the characteristic time defined as:
where
is the thermal diffusivity of the sample. Denoting the total measurement time
, a ratio of total measurement time to thermal characteristic time
can be defined.
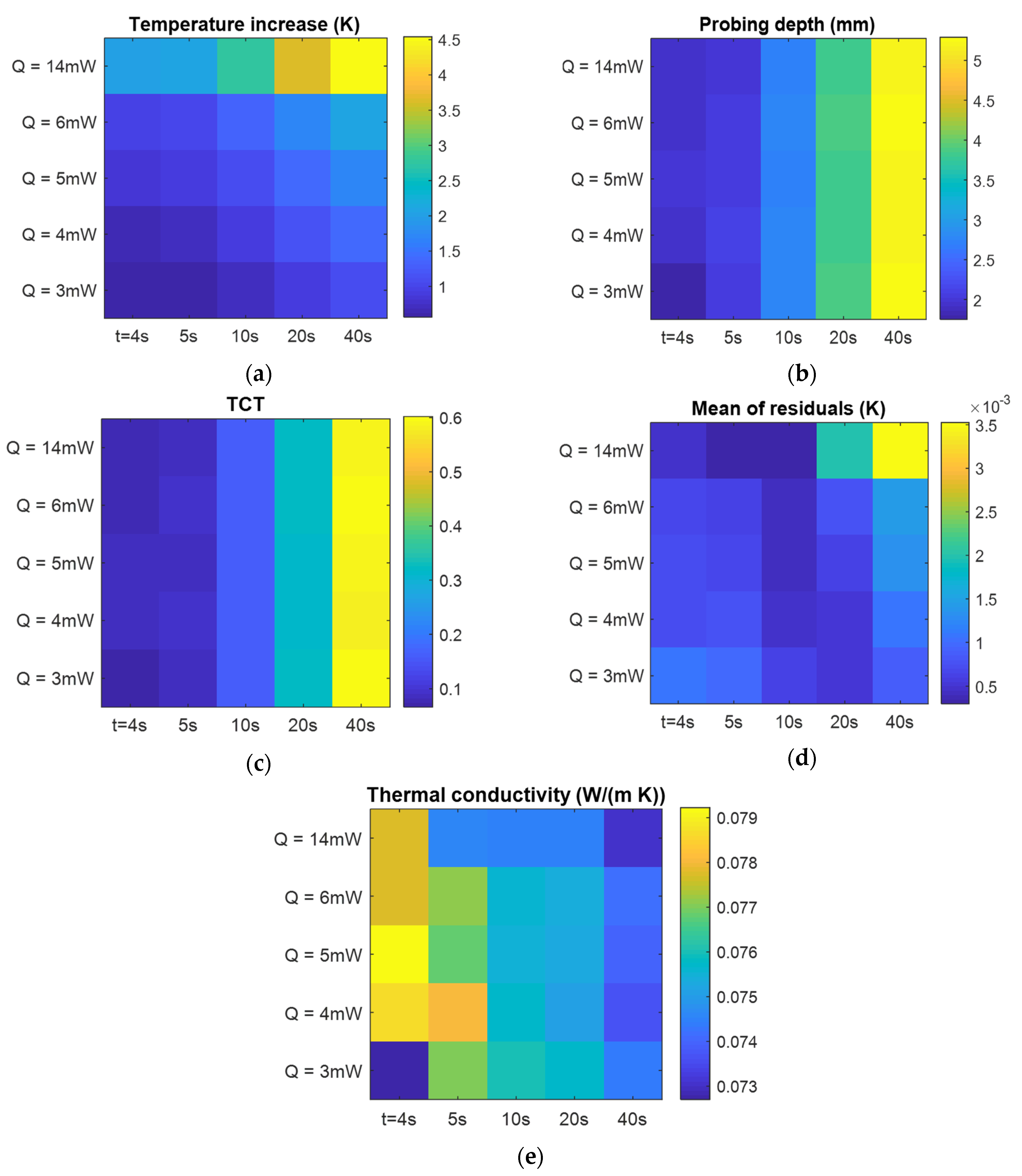
In order to ensure reliable results, two crucial parameters were chosen: the heating power and the measurement time . These two setting parameters are generally fixed through a trial and error approach. The heating power was chosen to obtain a temperature increase not exceeding 5 K over the measurement time in order to avoid any nonlinear behaviour of the sample material. On the other hand, the measurement time was adjusted to allow the heat to diffuse sufficiently into the sample but without achieving its outer boundaries. In order to validate the selected and , three criteria were evaluated from the realized measurements: the probed depth which must not exceed the sample geometry, the ratio of total measurement time to thermal characteristic time which is recommended to be in the interval between 0.33 and 1, and finally the mean value of residuals corresponding to the difference between measured and calculated (Equation (3)) temperature and which is expected to be lower than 10−3 K.
4. Conclusions
Two peculiar assistance methods were tested for polymer gas foaming after saturation of samples by scCO2: heating by laser scans (LS-aided foaming) or thermal foaming in an ultrasound water bath (US-aided foaming). The foaming process itself is traditionally named a two-step, solid-state batch scCO2 process, meaning that, foaming occurs in a second heating step. Here, such an assistance/aid was achieved either with the aid of LS or US. Both aids are easy-to-apply technologies and revealed advantages and difficulties.
LS offers the possibility of local foaming at the micron level onto a surface by a normal laser engraving mode (“line by line”), while the bulk major part remains unfoamed. LS is a surface foaming aid.
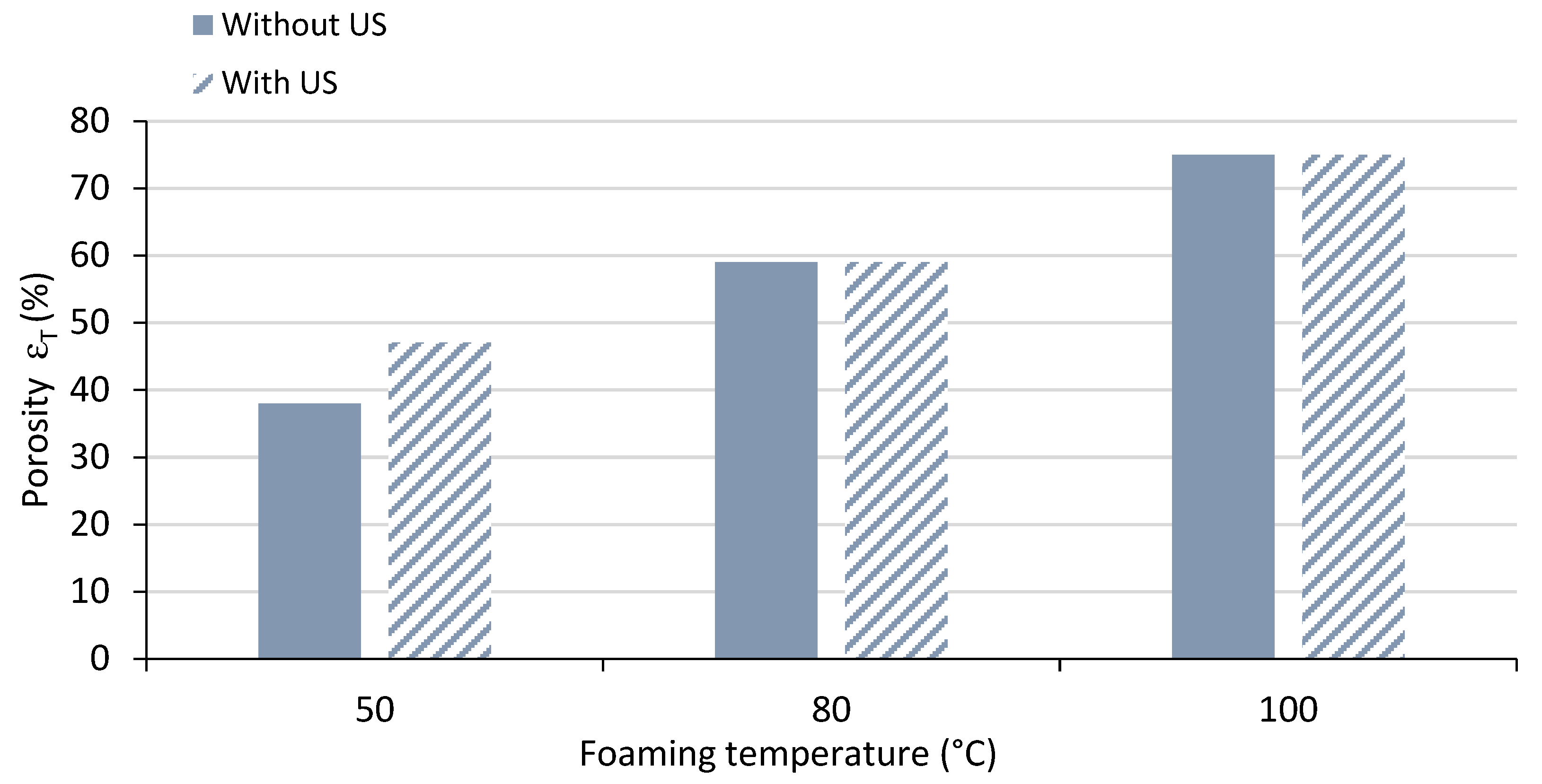
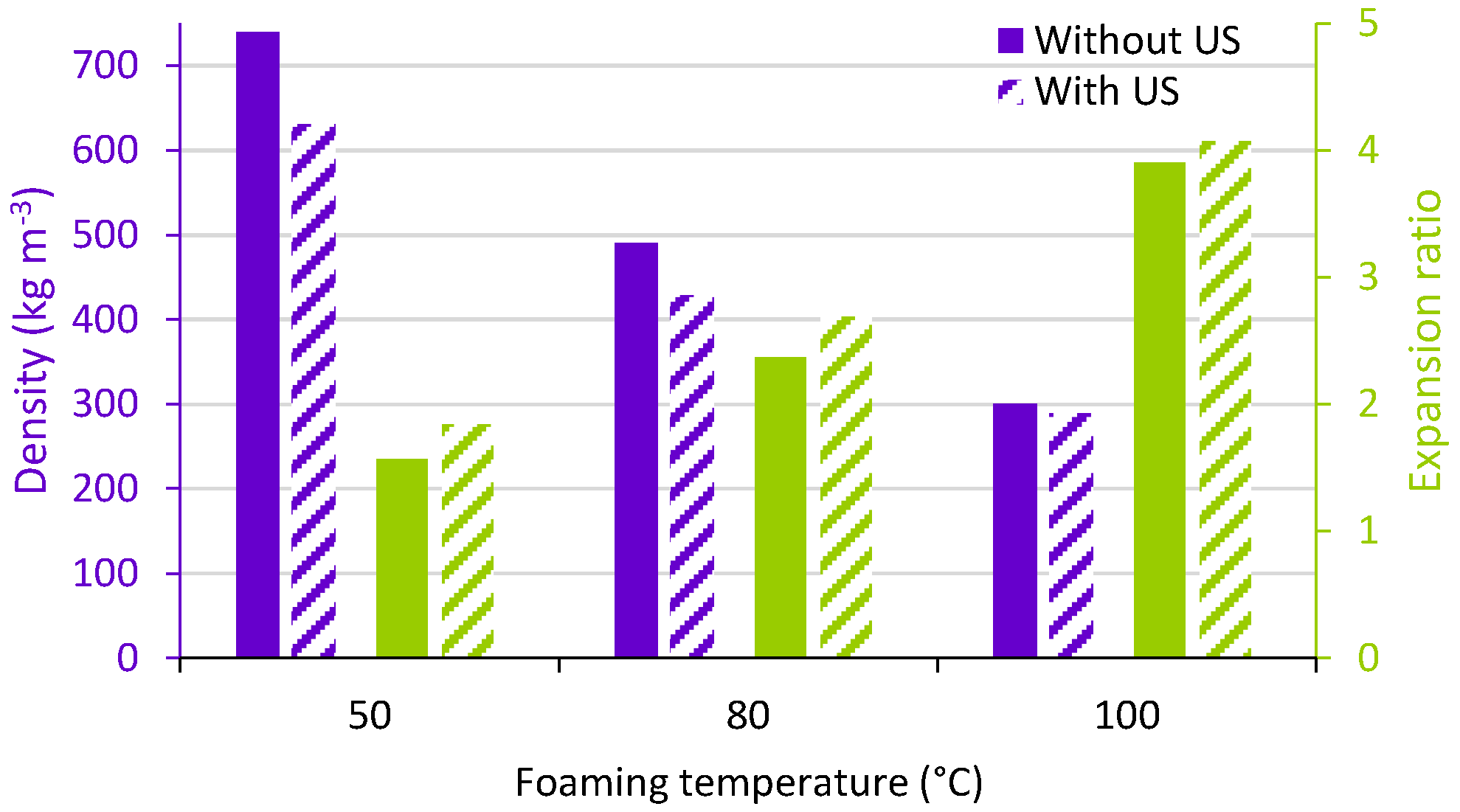
US is a temperature bulk foaming aid (in a solid-state, two-step foaming process). The US aid was revealed to be an efficient technique to improve foam homogeneity, to decrease the bulk density and cell size and to increase the cell density. One difficulty comes from the control of the exposure time, power and localisation of the applied US. This opens a world of possibilities to master the cellular morphology of the foams just by varying the ultrasound parameters. Coupling power, time and temperature requires a balance in order to favour cavitation and nucleation, avoiding “mechanical” damage of the foam structures.
The perks of using ultrasound were confirmed after measuring thermal properties, which showed a decrease in the foam thermal conductivity.



 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















