
Simulation Study and Optimization Strategies for Vacuum Infusion of GFRP Hoses Based on Resin Time-Viscosity Variables


Abstract
:1. Introduction
2. Finite Element Model Building
2.1. Theory of Infusion
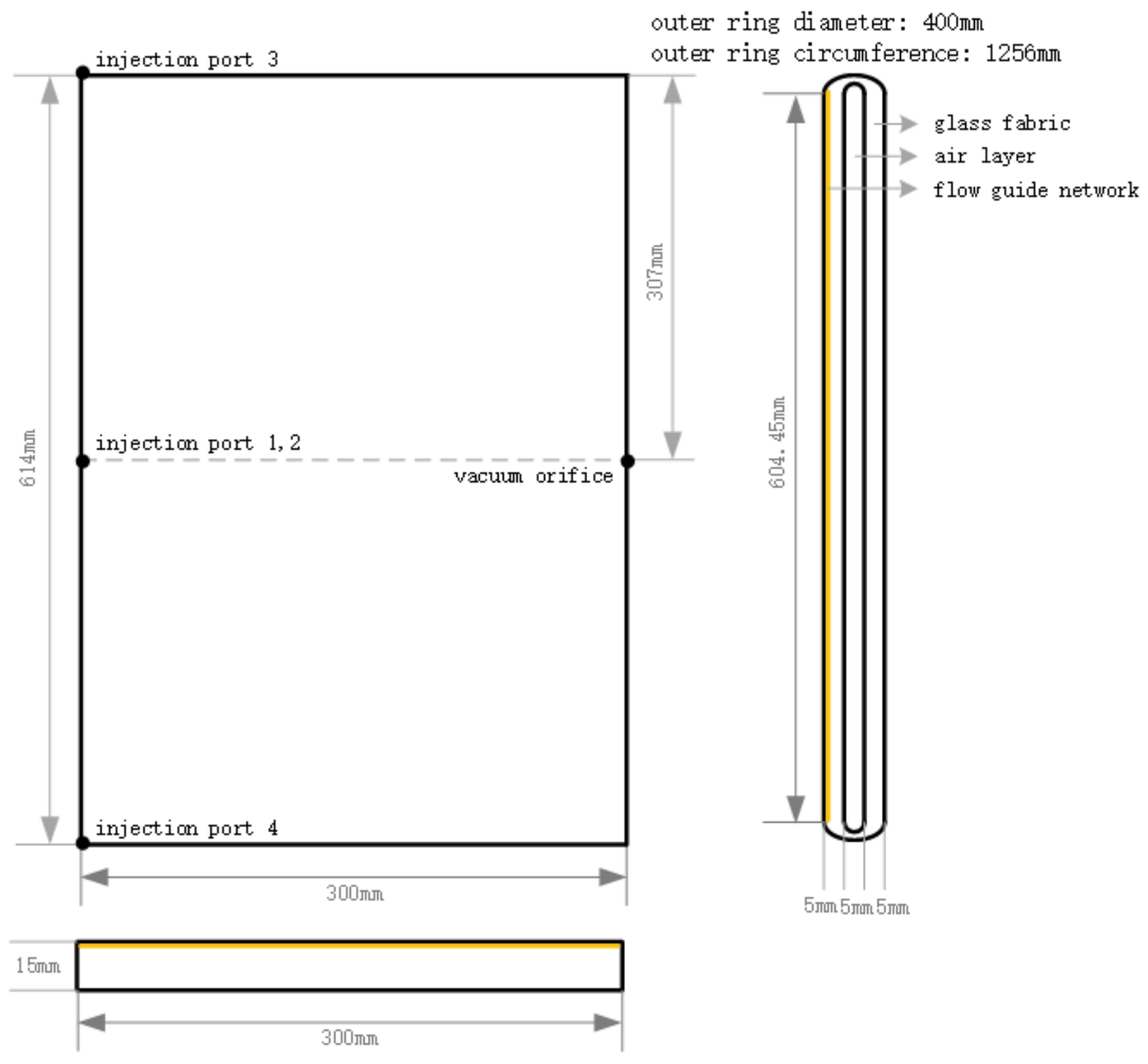
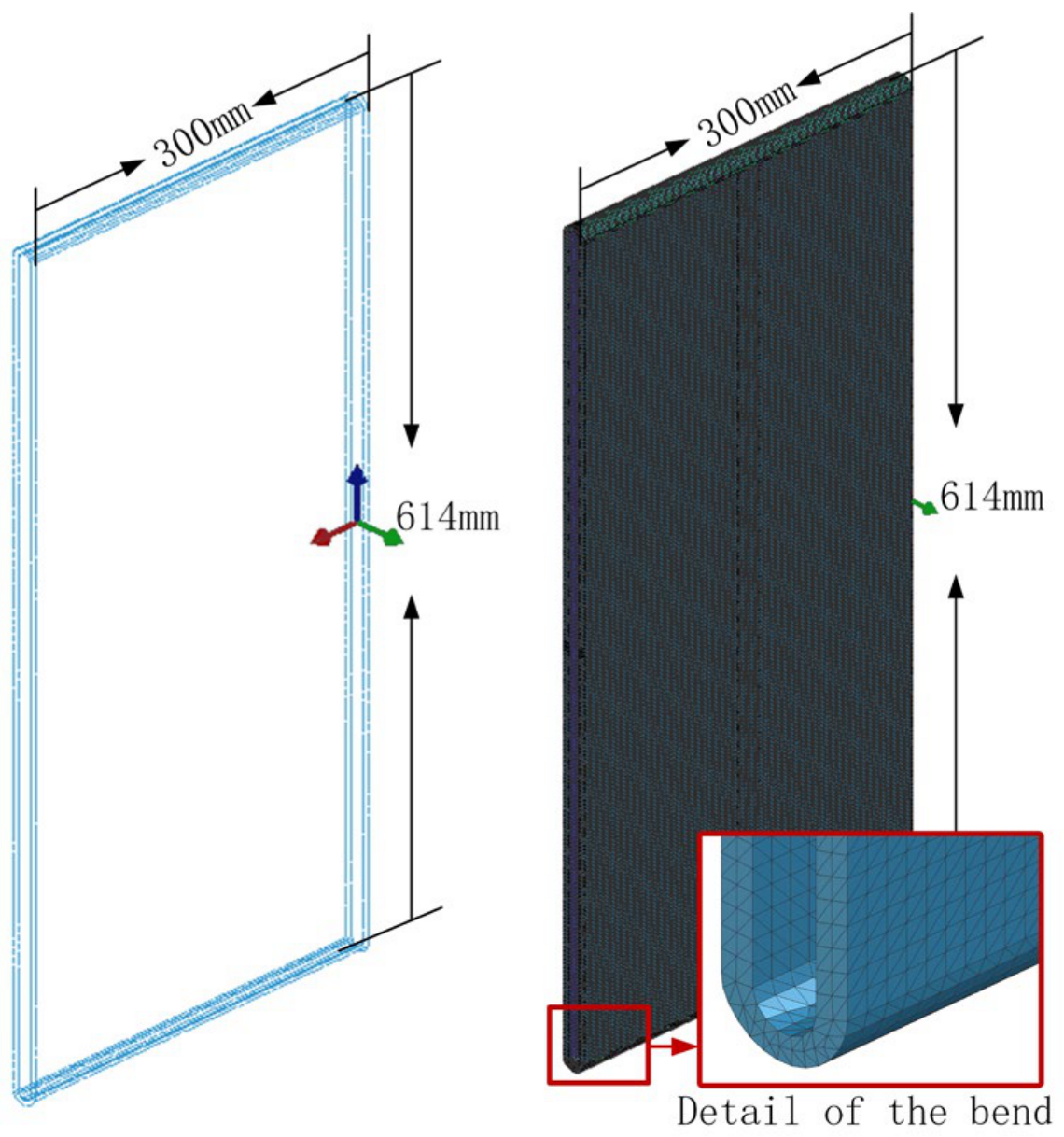
2.2. Geometric Structural Model
2.3. Parameter Settings
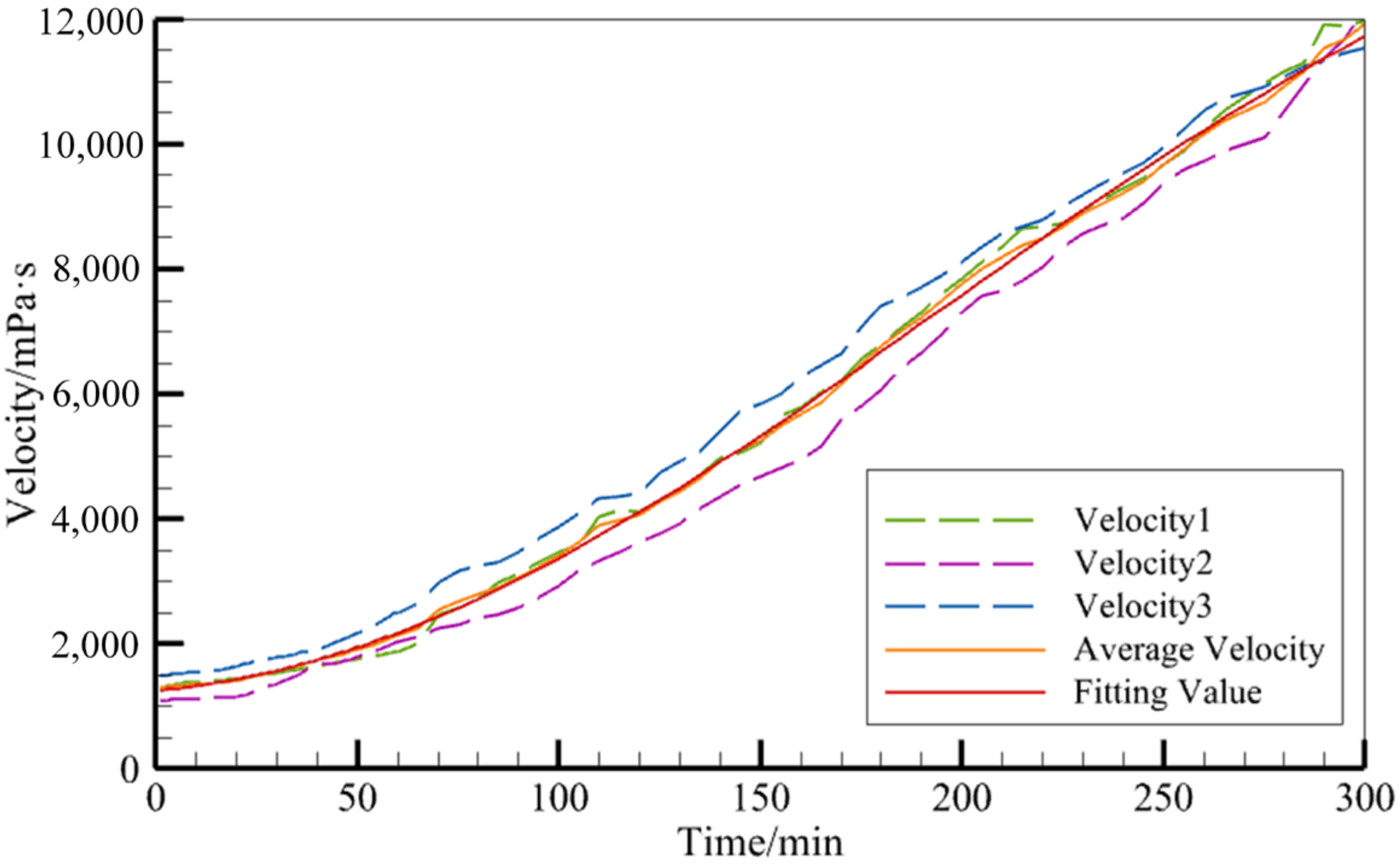
2.3.1. Resin Viscosity
2.3.2. Parameter Settings for Glass Fiber Fabrics
3. Experimental Verification and Method Deign
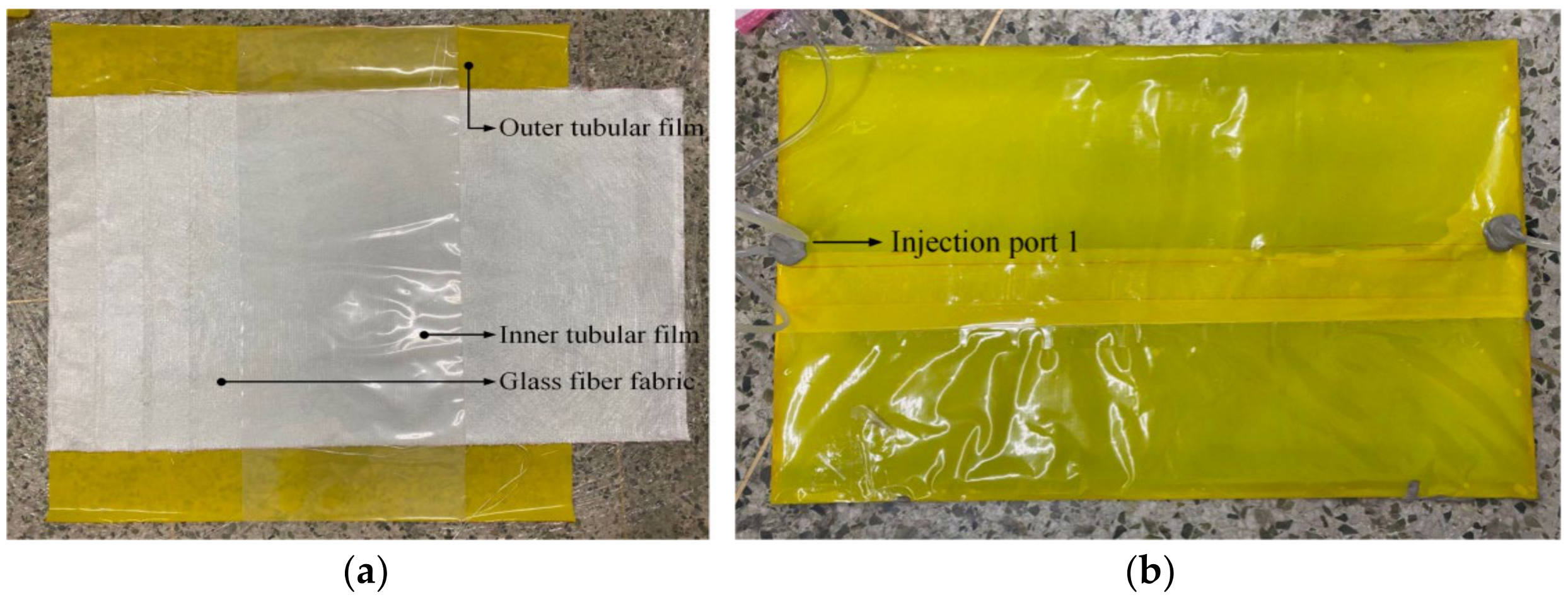
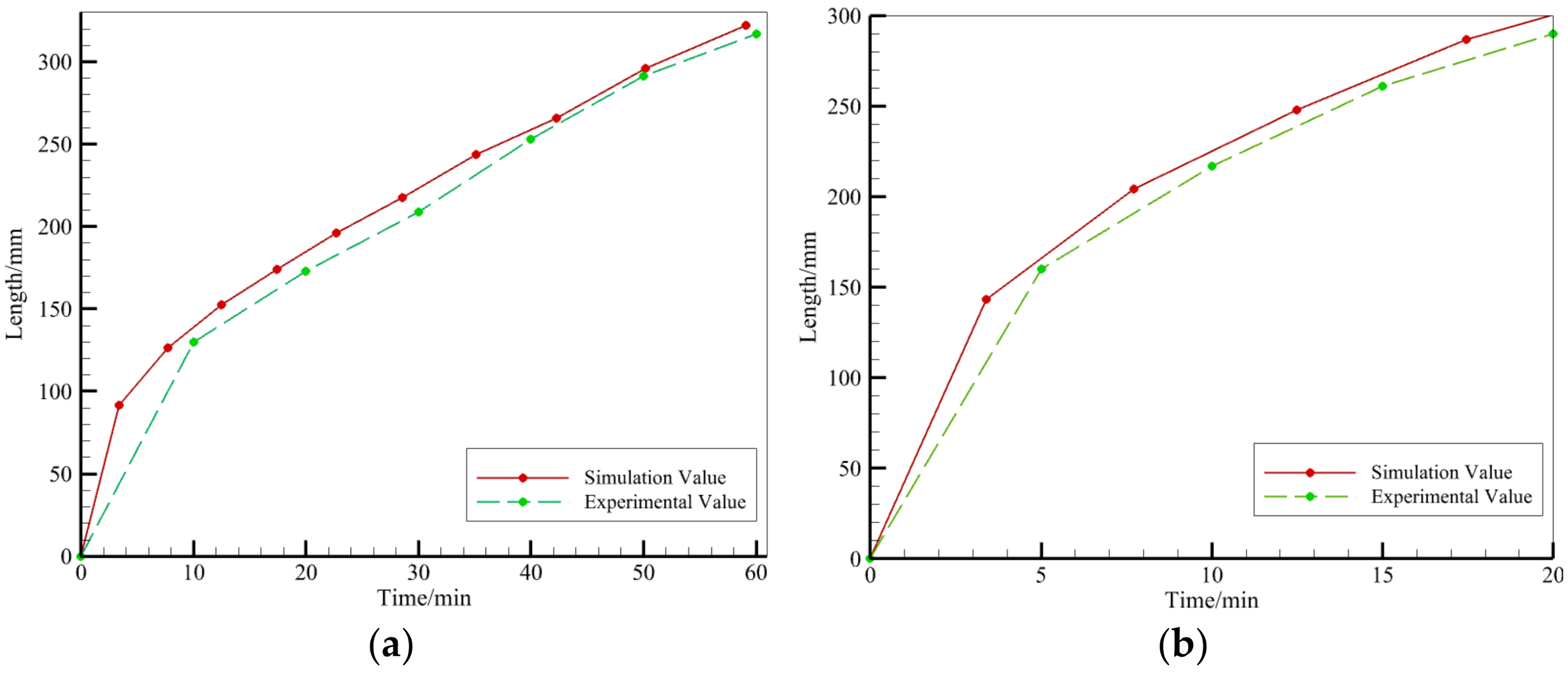
3.1. Experimental Verification
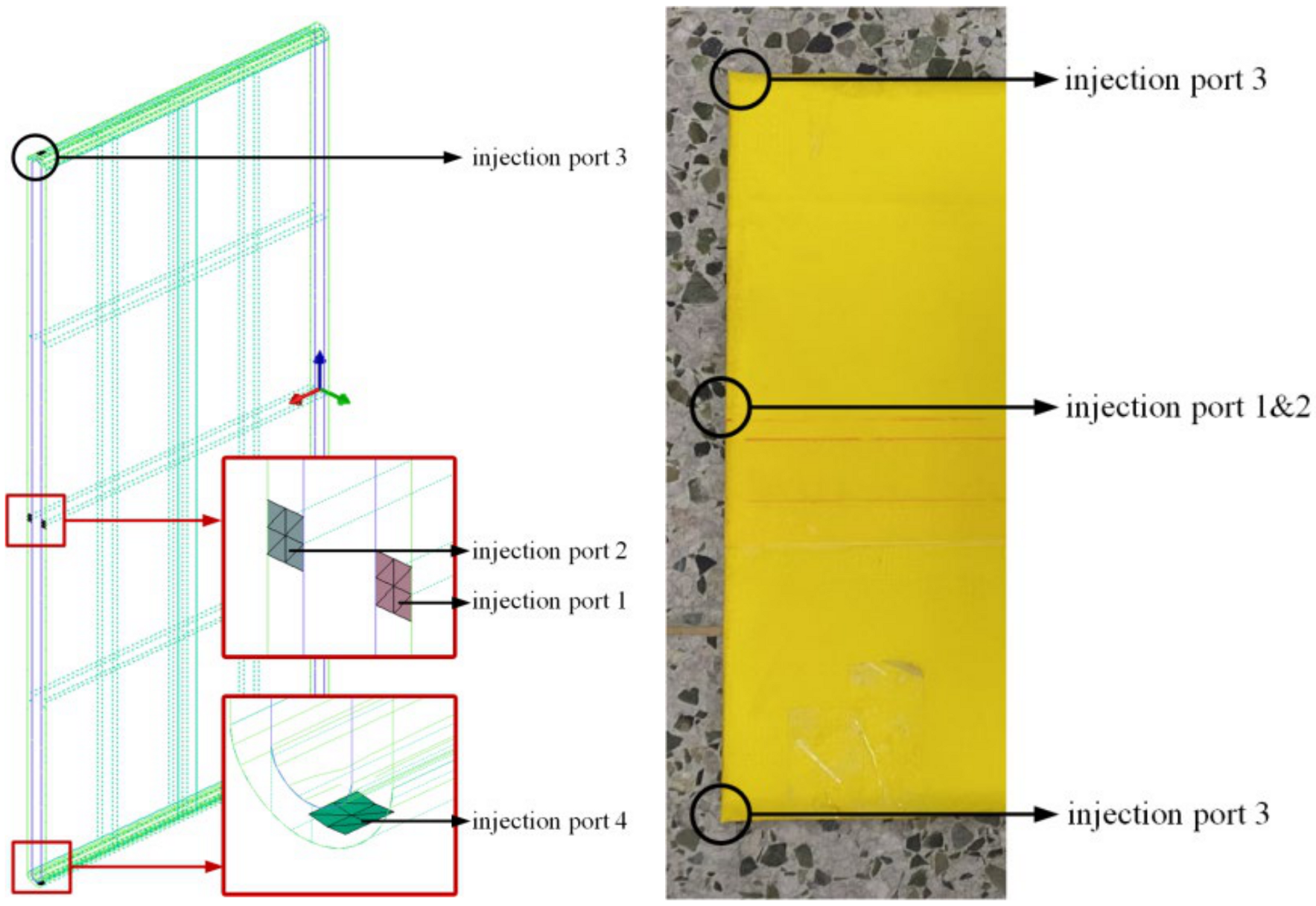
3.2. Infusion Method Design
4. Study and Analysis of the Perfusion Strategy
4.1. Perfusion without Any Diversion Network
4.2. Auxiliary Perfusion of the Diversion Network
4.3. Analysis of the Infusion Process and Strategies
4.4. Mechanical Performance Testing
5. Conclusions
- This paper, through experimentation, acquires the temporal variations in resin viscosity. Considering the changes in fluidity caused by the resin’s temporal evolution within the material, a finite element simulation model is established. This model facilitates the calculation and analysis of the overall infusion effects of resin viscosity changes during the hose infusion process.
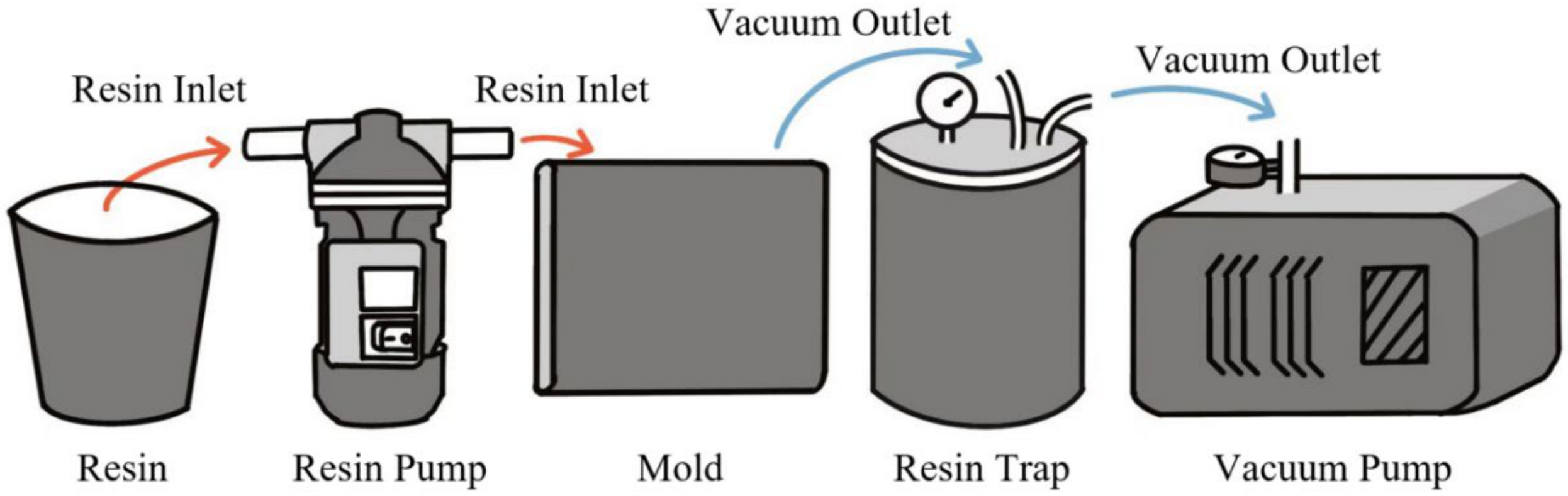
- We conducted experiments on hose infusion using a constant-pressure vacuum infusion method without a flow-guiding network. We extracted the position information of the transverse and radial flow fronts during the infusion process and compared it with simulation results, thus validating the accuracy of the established theoretical model. This provides an intuitive and accurate research methodology for studying VARTM process parameters for hoses.
- Utilizing a finite element model, the infusion process and outcomes for different process parameters were simulated and predicted. The influence of various vacuum infusion parameters on the infusion results was analyzed. By evaluating infusion strategies based on the dimensionless number In, we proposed an infusion strategy involving simultaneous resin injection at the center of the upper surface or the center of both the upper and lower surfaces. The research found that the infusion method that involves maintaining constant flow by controlling the injection pressure can effectively reduce infusion time and minimize the occurrence of dry spots, achieving high-quality molding for large-diameter pipe-shaped pre-impregnated materials.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, J.; Zhang, L.; Wang, Z. Research progress on creep properties of glass fiber reinforced thermosetting plastic pipes. Compos. Sci. Eng. 2020, 7, 123–128. [Google Scholar]
- Beng, Y.K.; Dalimin, M.N.; Salit, M.S.; Faizal, M.A.; Shah, M.K.M. Effect of ply lay-up and curing pressure on void content in GFRP laminates of unsaturated polyester resin-reinforced woven E-glass fibers. J. Mech. Sci. Technol. 2018, 31, 5779–5784. [Google Scholar] [CrossRef]
- Ozbek, O.; Dogan, N.F.; Bozkurt, O.Y. An experimental investigation on lateral crushing response of glass/carbon intraply hybrid filament wound composite pipes. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 389. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, Y.; Liu, M.; Zhang, X.; Zhang, H. Numerical simulation of composite material light-curing process based on the finite element analysis method. Appl. Compos. Mater. 2022, 30, 1–18. [Google Scholar] [CrossRef]
- Chen, J.Z.; Zhen, Y.Q.; Lou, Y.S.; Lv, Y. Stiffness degradation of GFRP pipes under fatigue loading. Mater. Test. 2019, 61, 435–440. [Google Scholar] [CrossRef]
- Topkaya, T.; Celik, Y.H.; Kilickap, E. Mechanical properties of fiber/graphene epoxy hybrid composites. J. Mech. Sci. Technol. 2020, 34, 4589–4595. [Google Scholar] [CrossRef]
- Wang, G.; Gu, S.; Zhang, W.; Wang, C.; Ding, L. Research progress on interfacial modification of plant fiber reinforced epoxy resin composites. J. Cent. South Univ. For. Technol. 2020, 40, 144–152. [Google Scholar]
- Ouezgan, A.; Mallil, E.; Echaabi, J. Manufacturing routes of vacuum assisted resin infusion: Numerical investigation. J. Compos. Mater. 2022, 56, 3221–3236. [Google Scholar] [CrossRef]
- Li, C.; Gao, X.; Li, T. Digital simulation and progress verification of composite cover plate by vari technology. China Plast. Ind. 2020, 48, 92–96. [Google Scholar]
- Shevtsov, S.; Zhilyaev, I.; Chang, S.H.; Wu, J.-K.; Snezhina, N. Multi-criteria decision approach to design a vacuum infusion process layout providing the polymeric composite part quality. Polymers 2022, 14, 313. [Google Scholar] [CrossRef] [PubMed]
- Ricciardi, M.R.; Antonucci, V.; Durante, M. A new cost-saving vacuum infusion process for fiber-reinforced composites: Pulsed infusion. J. Compos. Mater. 2014, 48, 1365–1373. [Google Scholar] [CrossRef]
- Maung, P.P.; Kyaw, P.T.; Malysheva, G.V. Optimization of technological modes for moulding composites using vacuum infusion technology. In Proceedings of the International Conference on Modern Trends in Manufacturing Technologies and Equipment 2020, Sevastopol, Russia, 7–11 September 2020; Volume 971. [Google Scholar]
- Yalcinkaya, M.A.; Sozer, E.M. Effect of part thickness variation on the mold filling time in vacuum infusion process. J. Reinf. Plast. Compos. 2014, 33, 2136–2150. [Google Scholar] [CrossRef]
- Zhai, B.; Zhong, L.; Yang, Q. Analysis vacuum resin infusion process of wind turbine blade root. Fiber Reinf. Plast./Compos. 2014, 11, 54–57. [Google Scholar]
- Yang, B.; Jin, T.G.; Bi, F.Y.; Li, J. Modeling the resin flow and numerical simulation of the filling stage for vacuum-assisted resin infusion process. J. Reinf. Plast. Compos. 2014, 33, 1976–1992. [Google Scholar] [CrossRef]
- Di Fratta, C.; Sun, Y.X.; Causse, P.; Trochu, F. A dimensionless characteristic number for process selection and mold design in composites manufacturing: Part I—Theory. J. Compos. Sci. 2020, 4, 11. [Google Scholar] [CrossRef]
- Liu, M.; Cheng, L.; Xu, J. Improved Genetic Algorithm for 2D Resin Flow Model Optimization in VARTM Process. Model. Simul. Mater. Sci. Eng. 2023, 31, 085009. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Glass Fiber Fabric | Diversion Medium |
|---|---|---|
| 43 | 440 | |
| 3.7 | 350 | |
| 0.65 | 10 | |
| Porosity | 0.5 | 0.8 |
| Thickness (mm) | 5 | 1 |
| NO. | 1 | 2 | 3 | 4 | |
|---|---|---|---|---|---|
| Injection condition | Upper central point | Yes | Yes | No | Yes |
| Lower central point | No | Yes | No | Yes | |
| Left side | No | No | Yes | Yes | |
| Right side | No | No | Yes | Yes | |
| Infusion steady-state result (%) | 23.91 | 56.37 | 22.68 | 68.42 | |
| Infusion time (s) | 360 | 360 | 360 | 360 | |
| NO. | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|
| Injection condition | Upper central point | No | No | Yes | Yes |
| Lower central point | No | No | Yes | Yes | |
| Left side | Yes | Yes | No | Yes | |
| Right side | No | Yes | No | Yes | |
| Infusion steady-state result (%) | 23.91 | 21.18 | 45.12 | 99.59 | |
| Infusion time (s) | 360 | 360 | 360 | 1088.35 | |
| Case | Test | Injection Condition | Filling Time (s) | Injectability Number (107) |
|---|---|---|---|---|
| A | Constant injection pressure | Pinj = 3 bar | 3022.4 | 4.7 |
| Lower central point | Qinj = 3 cm3/s | 374.6 | 4.7 | |
| B | Left side | Pinj = 3 bar | 1088.34 | 3.8 |
| Right side | Qinj = 3 cm3/s | 172.91 | 3.8 |
| Failure Load (N) | Failure Deflection (mm) | Elastic Modulus (MPa) | Flexural Strength (MPa) | Circumferential Stiffness (N/m2) |
|---|---|---|---|---|
| 5984.2452 | 9.3026772 | 17592.03 | 552.5619 | 4242.083 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Xu, J.; Liu, M.; Fu, T. Simulation Study and Optimization Strategies for Vacuum Infusion of GFRP Hoses Based on Resin Time-Viscosity Variables. Polymers 2024, 16, 1328. https://doi.org/10.3390/polym16101328
Jiang Y, Xu J, Liu M, Fu T. Simulation Study and Optimization Strategies for Vacuum Infusion of GFRP Hoses Based on Resin Time-Viscosity Variables. Polymers. 2024; 16(10):1328. https://doi.org/10.3390/polym16101328
Chicago/Turabian StyleJiang, Yue, Jiazhong Xu, Meijun Liu, and Tianyu Fu. 2024. "Simulation Study and Optimization Strategies for Vacuum Infusion of GFRP Hoses Based on Resin Time-Viscosity Variables" Polymers 16, no. 10: 1328. https://doi.org/10.3390/polym16101328
APA StyleJiang, Y., Xu, J., Liu, M., & Fu, T. (2024). Simulation Study and Optimization Strategies for Vacuum Infusion of GFRP Hoses Based on Resin Time-Viscosity Variables. Polymers, 16(10), 1328. https://doi.org/10.3390/polym16101328