

Pinecone-Inspired Humidity-Responsive Paper Actuators with Bilayer Structure

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Formation of Lab-Made Paper Samples
2.3. Formation of Paper Composite with CMC
2.4. Labeling of CMC with Rhodamine B
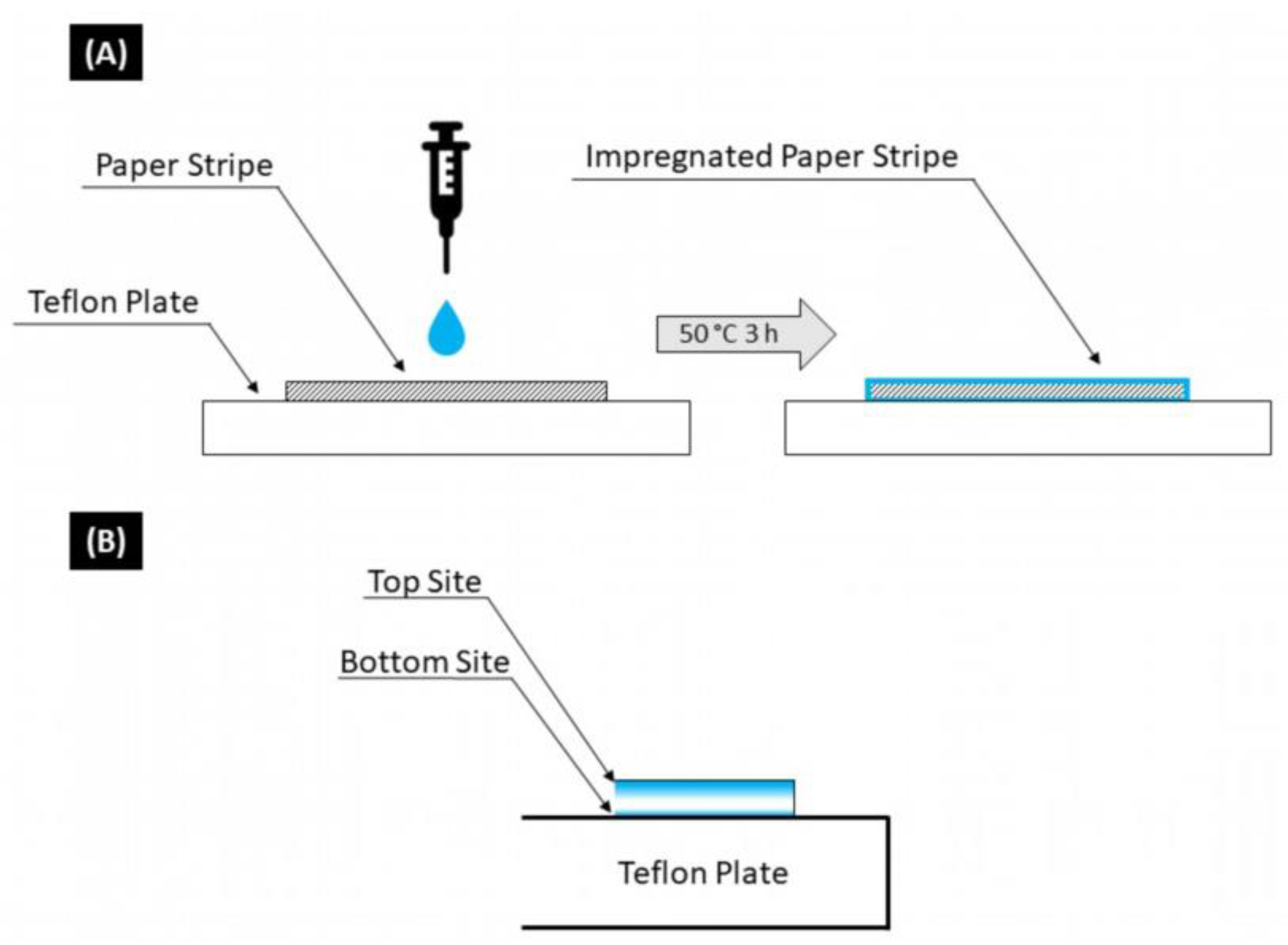
2.5. Paper Bilayer Formation
2.6. Determination of Hygroexpansion and Young’s Moduli of Paper Samples Impregnated with CMC
2.7. Actuator Measurements—General Procedure
3. Results
3.1. Formation of CMC–Paper Composites
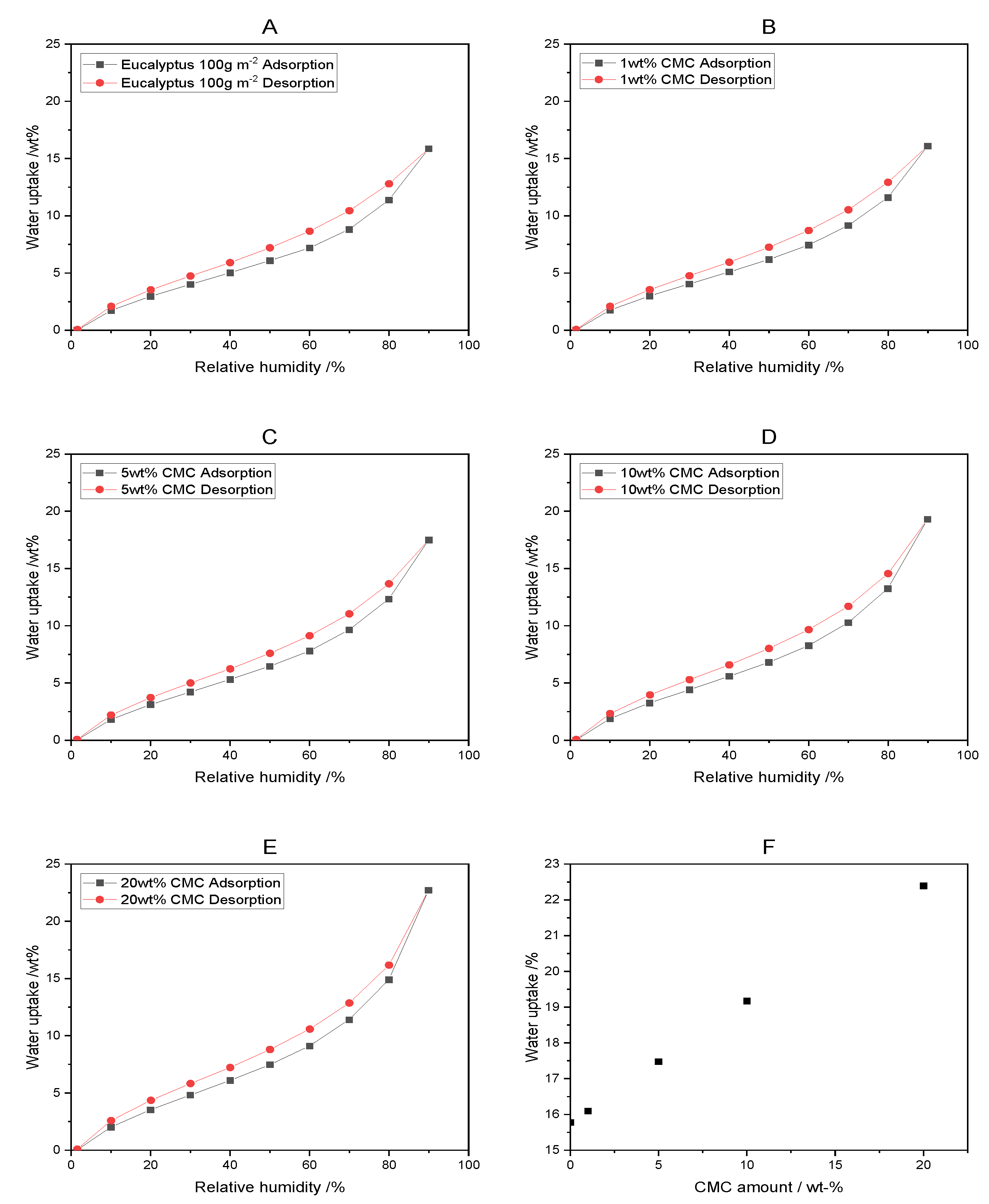
3.2. Dynamic Vapor Sorption of CMC–Paper Composites
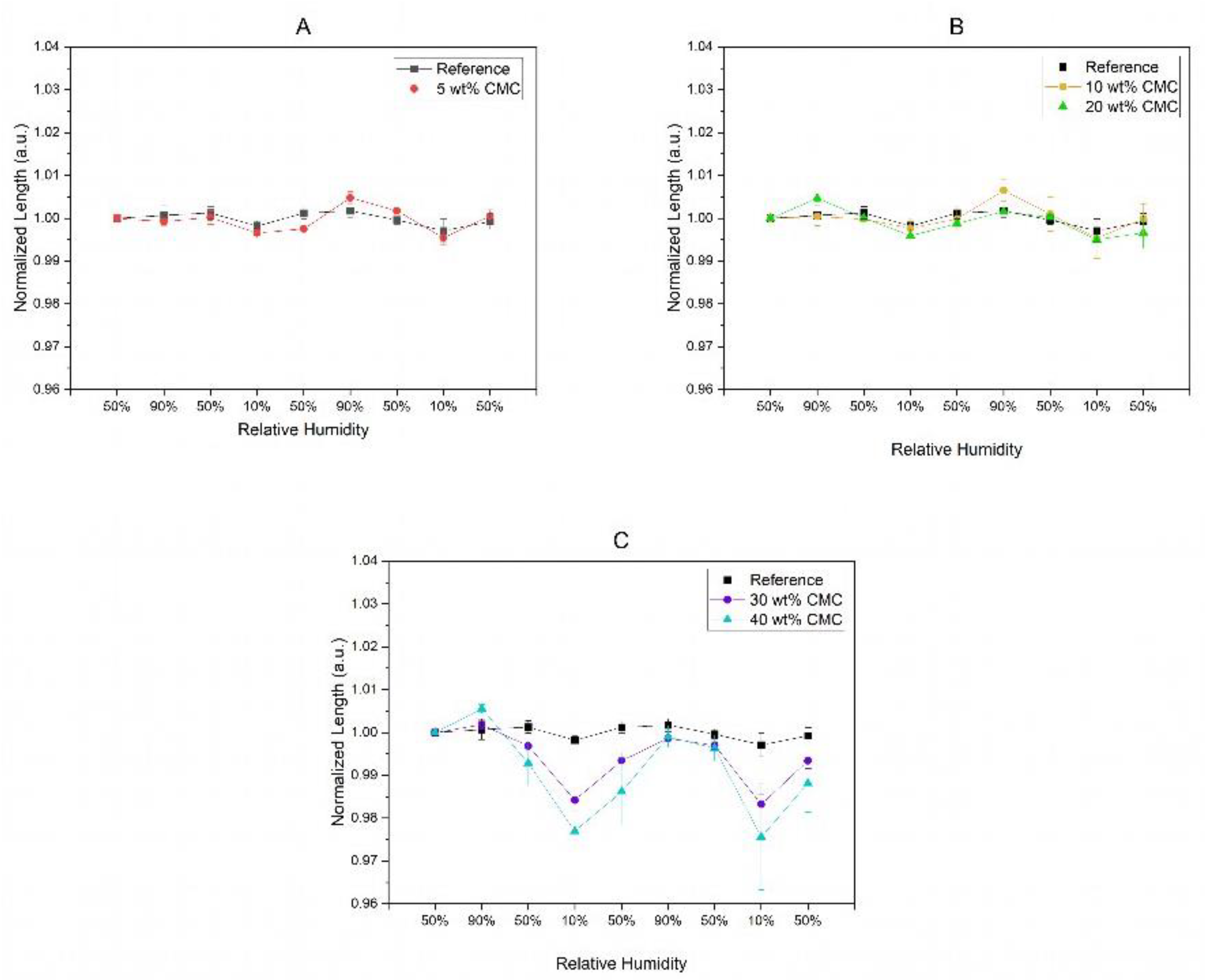
3.3. Hygroexpansion of Paper Samples Impregnated with CMC
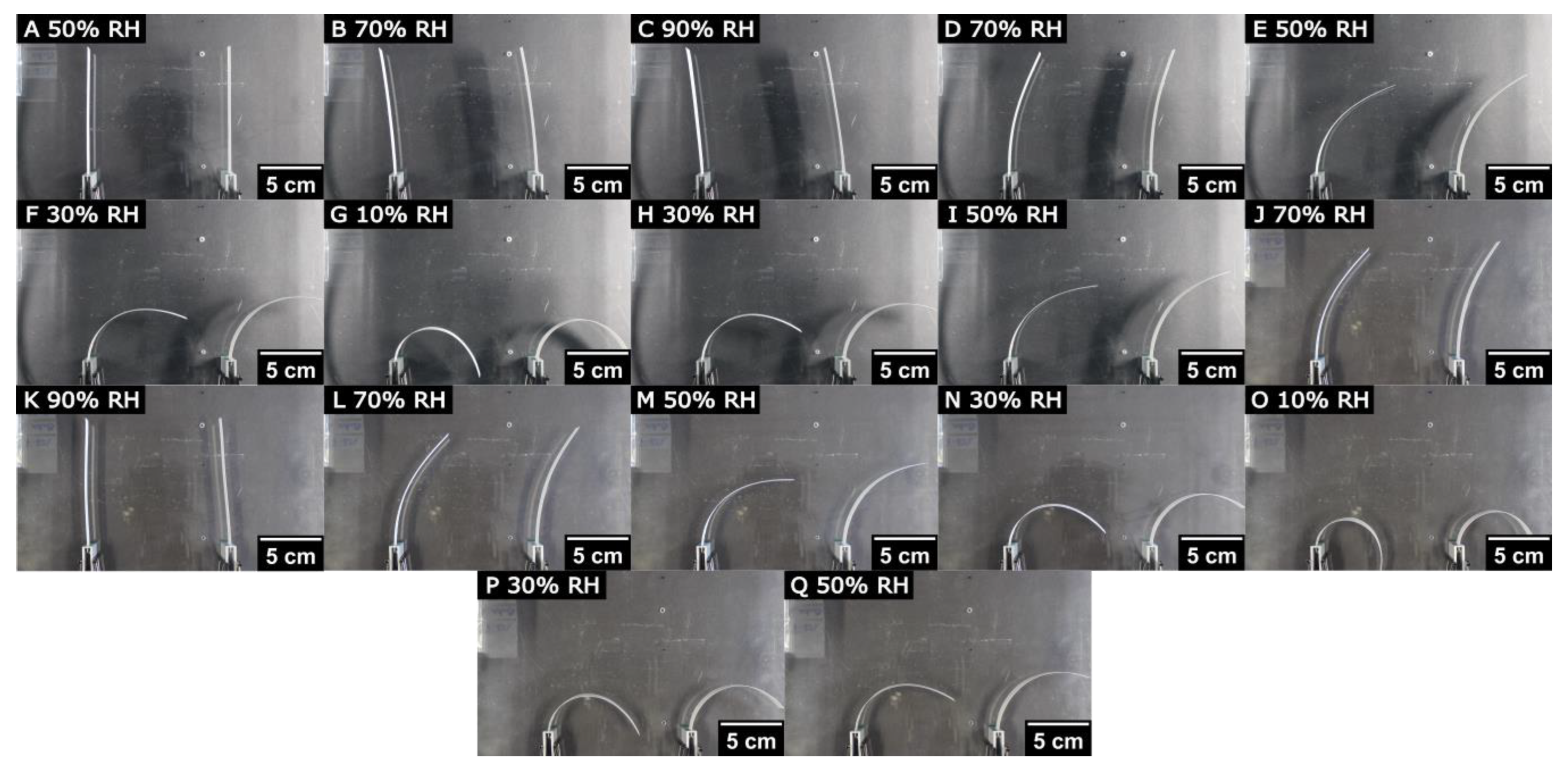
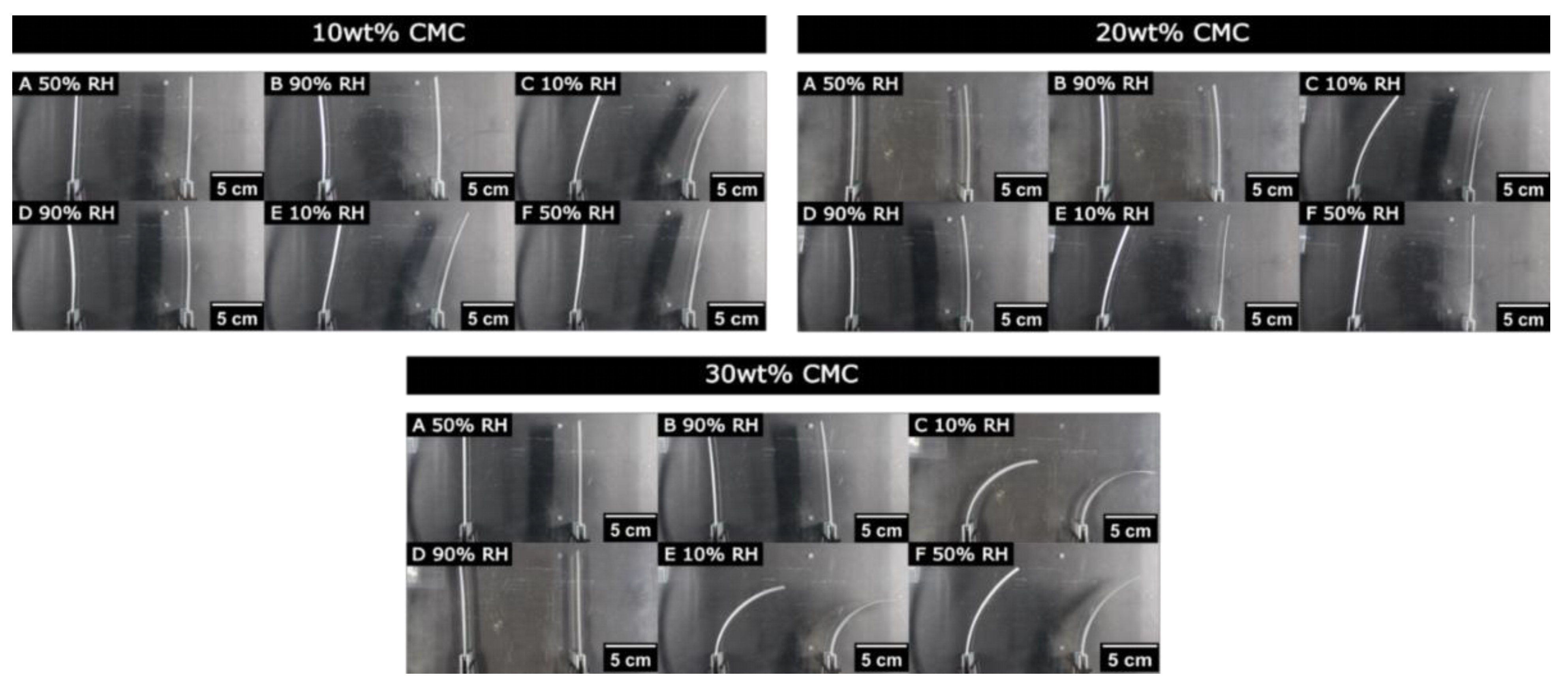
3.4. Humidity-Responsive Movement of Paper Bilayers
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reyssat, E.; Mahadevan, L. Hygromorphs: From Pine Cones to Biomimetic Bilayers. J. R. Soc. Interface 2009, 6, 951–957. [Google Scholar] [CrossRef] [PubMed]
- Fratzl, P.; Barth, F.G. Biomaterial Systems for Mechanosensing and Actuation. Nature 2009, 462, 442–448. [Google Scholar] [CrossRef] [PubMed]
- Dawson, C.; Vincent, J.F.V.; Rocca, A.-M. How Pine Cones Open. Nature 1997, 390, 668. [Google Scholar] [CrossRef]
- Eger, C.J.; Horstmann, M.; Poppinga, S.; Sachse, R.; Thierer, R.; Nestle, N.; Bruchmann, B.; Speck, T.; Bischoff, M.; Rühe, J. The Structural and Mechanical Basis for Passive-Hydraulic Pine Cone Actuation. Adv. Sci. 2022, 9, 2200458. [Google Scholar] [CrossRef] [PubMed]
- Timoshenko, S. Analysis of Bi-Metal Thermostats. J. Opt. Soc. Am. 1925, 11, 233. [Google Scholar] [CrossRef]
- Mittelstedt, C. Theory of Pates and Sells; Springer Vieweg: Berlin/Heidelberg, Germany, 2023; ISBN 978-3-662-66805-4. [Google Scholar]
- Mittelstedt, C.; Becker, W. Strukturmechanik ebener Laminate; 1. Auflage.; Studienbereich Mechanik, Technische Universität Darmstadt: Darmstadt, Germany, 2016; ISBN 978-3-935868-99-0. [Google Scholar]
- Goo, B.; Hong, C.-H.; Park, K. 4D Printing Using Anisotropic Thermal Deformation of 3D-Printed Thermoplastic Parts. Mater. Des. 2020, 188, 108485. [Google Scholar] [CrossRef]
- Yuan, C.; Ding, Z.; Wang, T.J.; Dunn, M.L.; Qi, H.J. Shape Forming by Thermal Expansion Mismatch and Shape Memory Locking in Polymer/Elastomer Laminates. Smart Mater. Struct. 2017, 26, 105027. [Google Scholar] [CrossRef]
- Forterre, Y.; Skotheim, J.M.; Dumais, J.; Mahadevan, L. How the Venus Flytrap Snaps. Nature 2005, 433, 421–425. [Google Scholar] [CrossRef] [PubMed]
- Poppinga, S.; Correa, D.; Bruchmann, B.; Menges, A.; Speck, T. Plant Movements as Concept Generators for the Development of Biomimetic Compliant Mechanisms. Integr. Comp. Biol. 2020, 60, 886–895. [Google Scholar] [CrossRef]
- Amjadi, M.; Sitti, M. Self-Sensing Paper Actuators Based on Graphite-Carbon Nanotube Hybrid Films. Adv. Sci. 2018, 5, 1800239. [Google Scholar] [CrossRef]
- Li, Q.; Le Duigou, A.; Kumar Thakur, V.; Liu, L.; Leng, J.; Scarpa, F. Three-Dimensional Water Diffusion and Modelling of Flax/Shape Memory Epoxy Composites. Compos. Part Appl. Sci. Manuf. 2023, 171, 107574. [Google Scholar] [CrossRef]
- Liu, Y.; Shang, S.; Mo, S.; Wang, P.; Yin, B.; Wei, J. Soft Actuators Built from Cellulose Paper: A Review on Actuation, Material, Fabrication, and Applications. J. Sci. Adv. Mater. Devices 2021, 6, 321–337. [Google Scholar] [CrossRef]
- Ryu, J.; Tahernia, M.; Mohammadifar, M.; Gao, Y.; Choi, S. Moisture-Responsive Paper Robotics. J. Microelectromechanical Syst. 2020, 29, 1049–1053. [Google Scholar] [CrossRef]
- Weng, M.; Tang, Z.; Zhu, J. Multi-Responsive Soft Paper-Based Actuators with Programmable Shape-Deformations. Sens. Actuators Phys. 2021, 331, 113016. [Google Scholar] [CrossRef]
- Hu, Y.; Xu, A.; Liu, J.; Yang, L.; Chang, L.; Huang, M.; Gu, W.; Wu, G.; Lu, P.; Chen, W.; et al. Multifunctional Soft Actuators Based on Anisotropic Paper/Polymer Bilayer Toward Bioinspired Applications. Adv. Mater. Technol. 2019, 4, 1800674. [Google Scholar] [CrossRef]
- Hu, Y.; Qi, K.; Chang, L.; Liu, J.; Yang, L.; Huang, M.; Wu, G.; Lu, P.; Chen, W.; Wu, Y. A Bioinspired Multi-Functional Wearable Sensor with an Integrated Light-Induced Actuator Based on an Asymmetric Graphene Composite Film. J. Mater. Chem. C 2019, 7, 6879–6888. [Google Scholar] [CrossRef]
- Burgert, I.; Frühmann, K.; Keckes, J.; Fratzl, P.; Stanzl-Tschegg, S. Structure-Function Relationships of Four Compression Wood Types: Micromechanical Properties at the Tissue and Fibre Level. Trees 2004, 18, 480–485. [Google Scholar] [CrossRef]
- Gindl, W.; Gupta, H.S.; Schöberl, T.; Lichtenegger, H.C.; Fratzl, P. Mechanical Properties of Spruce Wood Cell Walls by Nanoindentation. Appl. Phys. A 2004, 79, 2069–2073. [Google Scholar] [CrossRef]
- Antonsson, S.; Mäkelä, P.; Fellers, C.; Lindström, M.E. Comparison of the Physical Properties of Hardwood and Softwood Pulps. Nord. Pulp Pap. Res. J. 2009, 24, 409–414. [Google Scholar] [CrossRef]
- Uesaka, T.; Moss, C. Effects of Fibre Morphology on Hygroexpansivity of Paper—A Micromechanics Approach. In The Fundametals of Papermaking Materials; FRC: Cambridge, UK, 1997; p. 21. [Google Scholar]
- Pulkkinen, I.; Fiskari, J.; Alopaeus, V. The Effect of Hardwood Fiber Morphology on the Hygroexpansivity of Paper. BioResources 2009, 4, 126–141. [Google Scholar] [CrossRef]
- Nielsen, I.; Priest, D. Dimensional Stability of Paper in Relation to Lining and Drying Procedures. Pap. Conserv. 1997, 21, 26–36. [Google Scholar] [CrossRef]
- Figueiredo, A.B.; Magina, S.; Evtuguin, D.V.; Cardoso, E.F.; Ferra, J.M.; Cruz, P. Factors Affecting the Dimensional Stability of Decorative Papers under Moistening. BioResources 2016, 11, 2020–2029. [Google Scholar] [CrossRef]
- Kulachenko, A.; Gustafsson, P.-J.; Coffin, D.W.; Hägglund, R.; Mäkelä, P.; Nygards, M.; Östlund, S.; Uesaka, T.; Niskanen, K.; Berglund, L.; et al. Mechanics of Paper Products; DE GRUYTER: Stockholm, Sweden, 2011; ISBN 978-3-11-025461-7. [Google Scholar]
- Lavrykov, S.A.; Ramarao, B.V.; Lyne, O.L. The Planar Transient Hygroexpansion of Copy Paper: Experiments and Analysis. Nord. Pulp Pap. Res. J. 2004, 19, 183–190. [Google Scholar] [CrossRef]
- Larsson, P.A.; Wågberg, L. Influence of Fibre–Fibre Joint Properties on the Dimensional Stability of Paper. Cellulose 2008, 15, 515–525. [Google Scholar] [CrossRef]
- Belbekhouche, S.; Bras, J.; Siqueira, G.; Chappey, C.; Lebrun, L.; Khelifi, B.; Marais, S.; Dufresne, A. Water Sorption Behavior and Gas Barrier Properties of Cellulose Whiskers and Microfibrils Films. Carbohydr. Polym. 2011, 83, 1740–1748. [Google Scholar] [CrossRef]
- Marklund, E.; Varna, J. Modeling the Hygroexpansion of Aligned Wood Fiber Composites. Compos. Sci. Technol. 2009, 69, 1108–1114. [Google Scholar] [CrossRef]
- Reina, J.J.; Domínguez, E.; Heredia, A. Water Sorption-Desorption in Conifer Cuticles: The Role of Lignin. Physiol. Plant. 2001, 112, 372–378. [Google Scholar] [CrossRef] [PubMed]
- Yamamoto, F.; Sassus, F.; Ninomiya, M.; Gril, J. A Model of Anisotropic Swelling and Shrinking Process of Wood. Wood Sci. Technol. 2001, 35, 167–181. [Google Scholar] [CrossRef]
- Joffre, T.; Neagu, R.C.; Bardage, S.L.; Gamstedt, E.K. Modelling of the Hygroelastic Behaviour of Normal and Compression Wood Tracheids. J. Struct. Biol. 2014, 185, 89–98. [Google Scholar] [CrossRef]
- Wang, N.; Liu, W.; Lai, J. An Attempt to Model the Influence of Gradual Transition between Cell Wall Layers on Cell Wall Hygroelastic Properties. J. Mater. Sci. 2014, 49, 1984–1993. [Google Scholar] [CrossRef]
- Lindner, M. Factors Affecting the Hygroexpansion of Paper. J. Mater. Sci. 2018, 53, 1–26. [Google Scholar] [CrossRef]
- Eriksson, M.; Torgnysdotter, A.; Wågberg, L. Surface Modification of Wood Fibers Using the Polyelectrolyte Multilayer Technique: Effects on Fiber Joint and Paper Strength Properties. Ind. Eng. Chem. Res. 2006, 45, 5279–5286. [Google Scholar] [CrossRef]
- Seelinger, D.; Trosien, S.; Nau, M.; Biesalski, M. Tailored Oxidation of Hydroxypropyl Cellulose under Mild Conditions for the Generation of Wet Strength Agents for Paper. Carbohydr. Polym. 2021, 254, 117458. [Google Scholar] [CrossRef]
- DIN 54358-1:1981-02 Testing of Pulps; Preparation of Laboratory Sheets for Physical Testing; Rapid-Köthen Method. Available online: https://www.dinmedia.de/en/standard/din-54358-1/886222 (accessed on 25 February 2024).
- ISO ISO 5269/2 Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. Available online: https://www.iso.org/standard/39341.html (accessed on 25 February 2024).
- Schreiber, A.B.; Haimovich, J. [9] Quantitative Fluorometric Assay for Detection and Characterization of Fc Receptors. In Methods in Enzymology; Elsevier: Amsterdam, The Netherlands, 1983; Volume 93, pp. 147–155. ISBN 978-0-12-181993-4. [Google Scholar]
- Schäfer, J.-L.; Meckel, T.; Poppinga, S.; Biesalski, M. Chemical Gradients in Polymer-Modified Paper Sheets—Towards Single-Layer Biomimetic Soft Robots. Biomimetics 2023, 8, 43. [Google Scholar] [CrossRef] [PubMed]
- Abd El-Mohdy, H.L. Water Sorption Behavior of CMC/PAM Hydrogels Prepared by γ-Irradiation and Release of Potassium Nitrate as Agrochemical. React. Funct. Polym. 2007, 67, 1094–1102. [Google Scholar] [CrossRef]
- Haslach, H.W. The Moisture and Rate-Dependent Mechanical Properties of Paper: A Review. Mech. Time-Depend. Mater. 2000, 4, 169–210. [Google Scholar] [CrossRef]
- Hansen, C.M.; Björkman, A. The Ultrastructure of Wood from a Solubility Parameter Point of View. Holzforschung 1998, 52, 335–344. [Google Scholar] [CrossRef]
- Almgren, K.M.; Gamstedt, E.K.; Varna, J. Contribution of Wood Fiber Hygroexpansion to Moisture Induced Thickness Swelling of Composite Plates. Polym. Compos. 2009, 31, 762–771. [Google Scholar] [CrossRef]
- Wu, N.; Hubbe, M.; Rojas, O.; Park, S. Permeation of Polyelectrolytes and Other Solutes into the Pore Spaces of Water-Swollen Cellulose: A Review. BioResources 2009, 4, 1222–1262. [Google Scholar] [CrossRef]
- Wågberg, L. Polyelectrolyte Adsorption onto Cellulose Fibres—A Review. Nord. Pulp Pap. Res. J. 2000, 15, 586–597. [Google Scholar] [CrossRef]
- Lindström, T.; Wågberg, L.; Larsson, T. Review: On the Nature of Joint Strength in Paper—A Review of Dry and Wet Strength Resins Used in Paper Manufacturing. In Advances in Paper Science and Technology Trans. XIIIth Fund. Res. Symp. Cambridge, 2005; I’Anson, S.J., Ed.; STFI-Packforsk AB: Stockholm, Sweden; Department of Fibre and Polymer Technology, Royal Institute of Technology (KTH): Stockholm, Sweden; Fundamental Research Committee (FRC): Manchester, UK, 2005; pp. 457–562. [Google Scholar]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seelinger, D.; Georges, H.; Schäfer, J.-L.; Huong, J.; Tajima, R.; Mittelstedt, C.; Biesalski, M. Pinecone-Inspired Humidity-Responsive Paper Actuators with Bilayer Structure. Polymers 2024, 16, 1402. https://doi.org/10.3390/polym16101402
Seelinger D, Georges H, Schäfer J-L, Huong J, Tajima R, Mittelstedt C, Biesalski M. Pinecone-Inspired Humidity-Responsive Paper Actuators with Bilayer Structure. Polymers. 2024; 16(10):1402. https://doi.org/10.3390/polym16101402
Chicago/Turabian StyleSeelinger, David, Hussam Georges, Jan-Lukas Schäfer, Jasmin Huong, Rena Tajima, Christan Mittelstedt, and Markus Biesalski. 2024. "Pinecone-Inspired Humidity-Responsive Paper Actuators with Bilayer Structure" Polymers 16, no. 10: 1402. https://doi.org/10.3390/polym16101402
APA StyleSeelinger, D., Georges, H., Schäfer, J.-L., Huong, J., Tajima, R., Mittelstedt, C., & Biesalski, M. (2024). Pinecone-Inspired Humidity-Responsive Paper Actuators with Bilayer Structure. Polymers, 16(10), 1402. https://doi.org/10.3390/polym16101402