


Tribological Performance of Additive Manufactured PLA-Based Parts




Abstract
:1. Introduction
2. Materials and Methods
3. Results
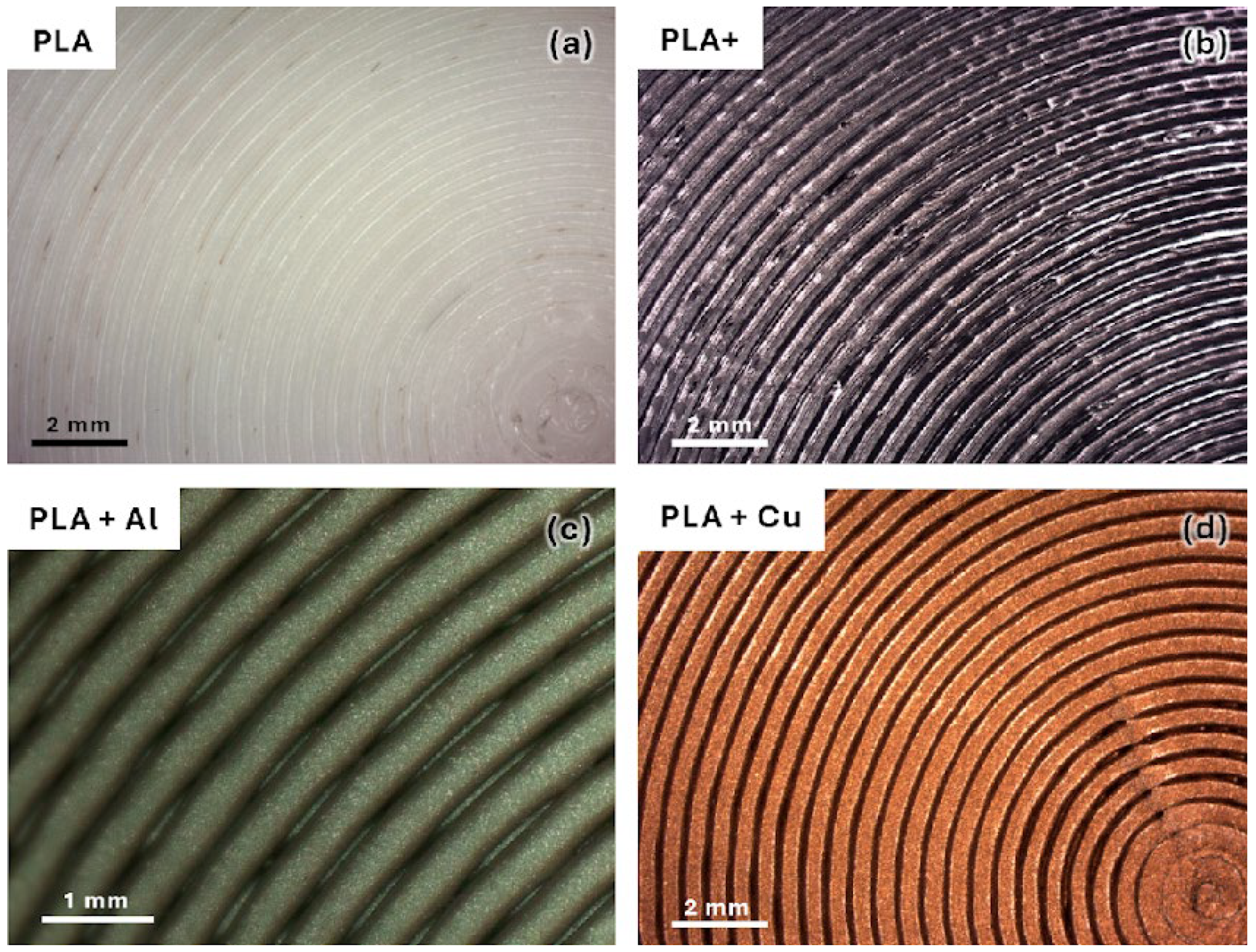
3.1. Manufacturing Analysis
3.2. Surface Quality
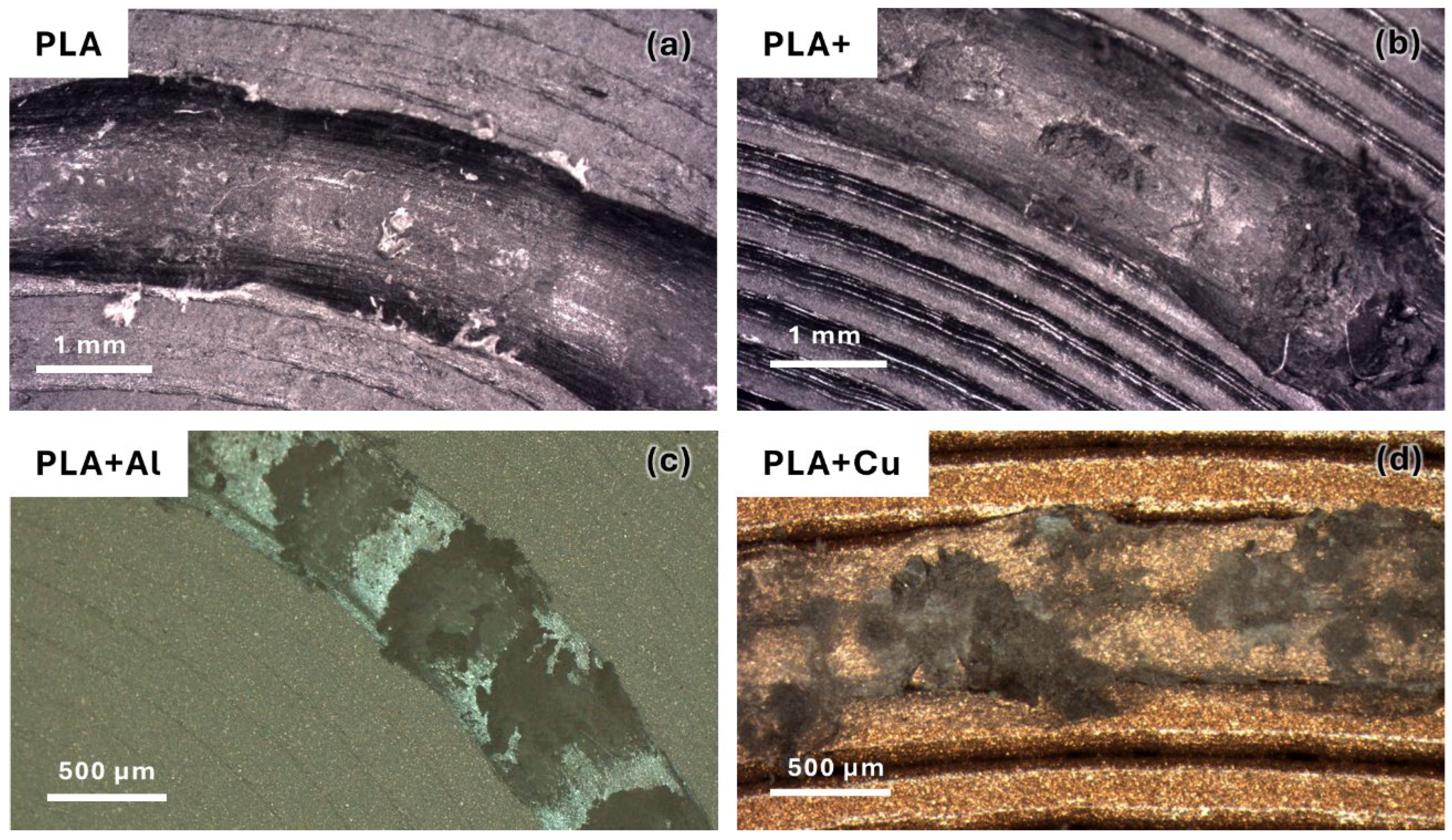
3.3. Friction Analysis
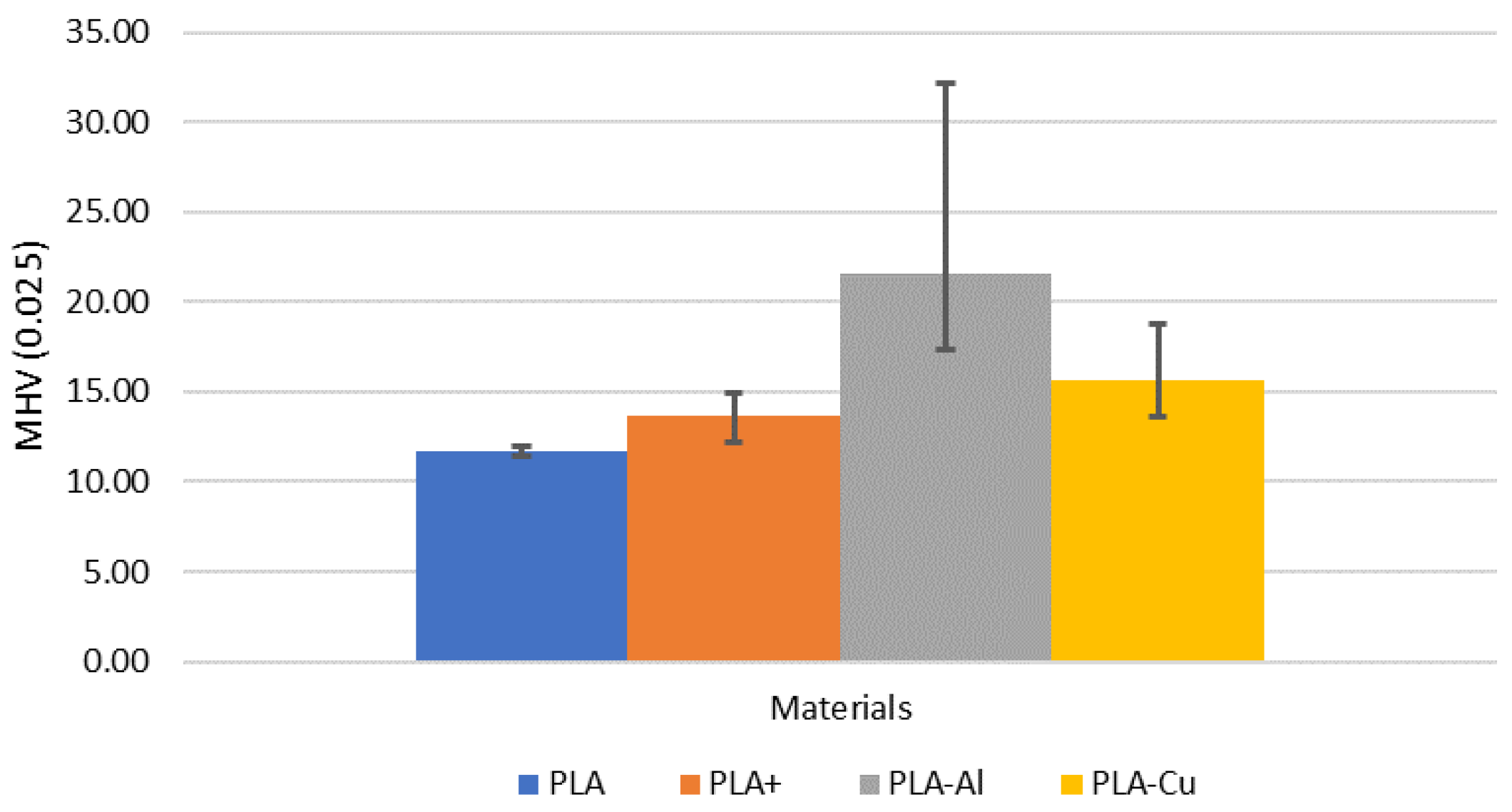
3.4. Statistical Analysis
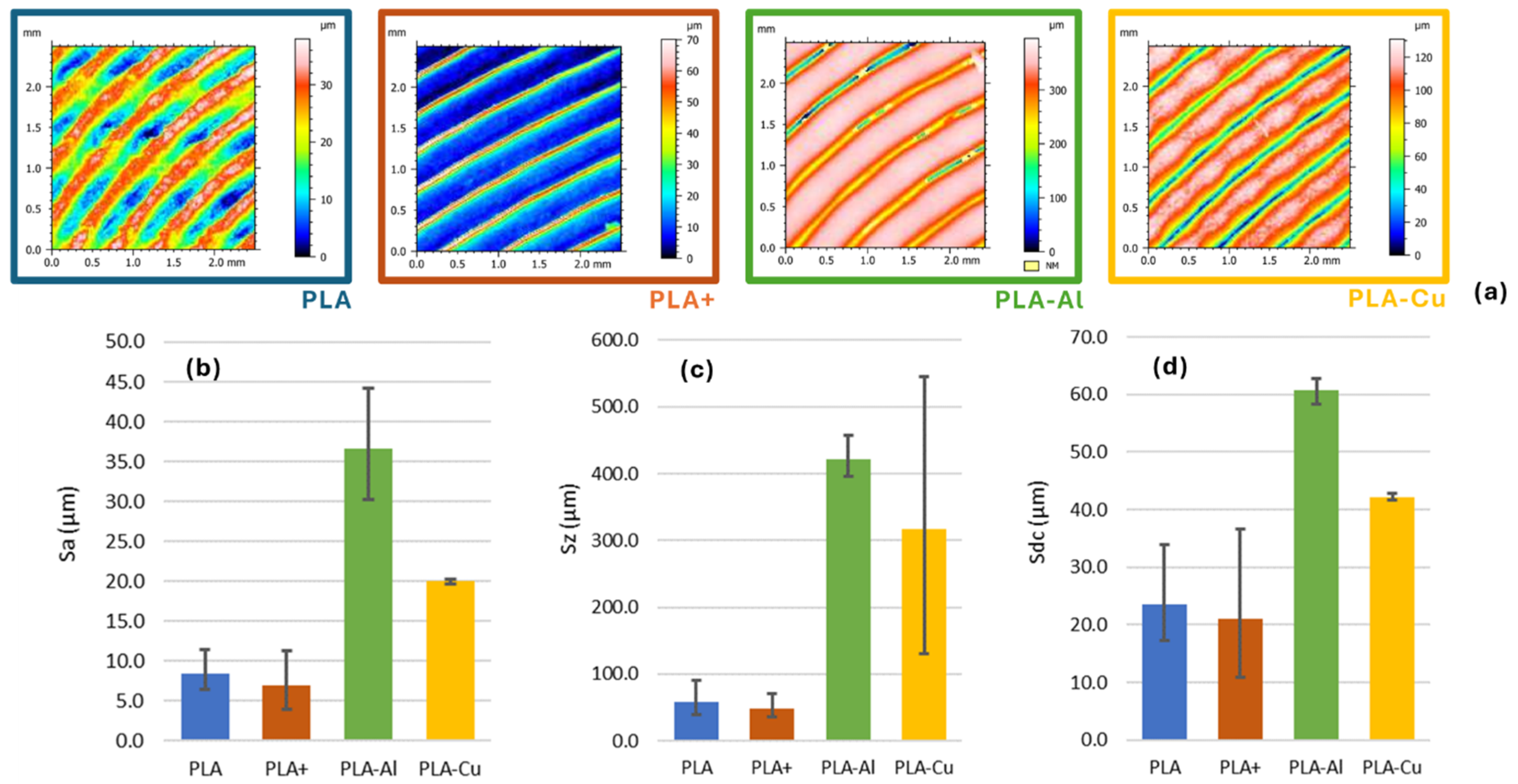
3.4.1. Surface Roughness (Sa)
3.4.2. Maximum Roughness (Sz)
3.4.3. Surface Profile (Sdc)
3.4.4. Average Friction Coefficient
3.4.5. Friction Coefficient Amplitude
3.4.6. Wear Groove Width
3.4.7. Maximum Wear Groove Depth
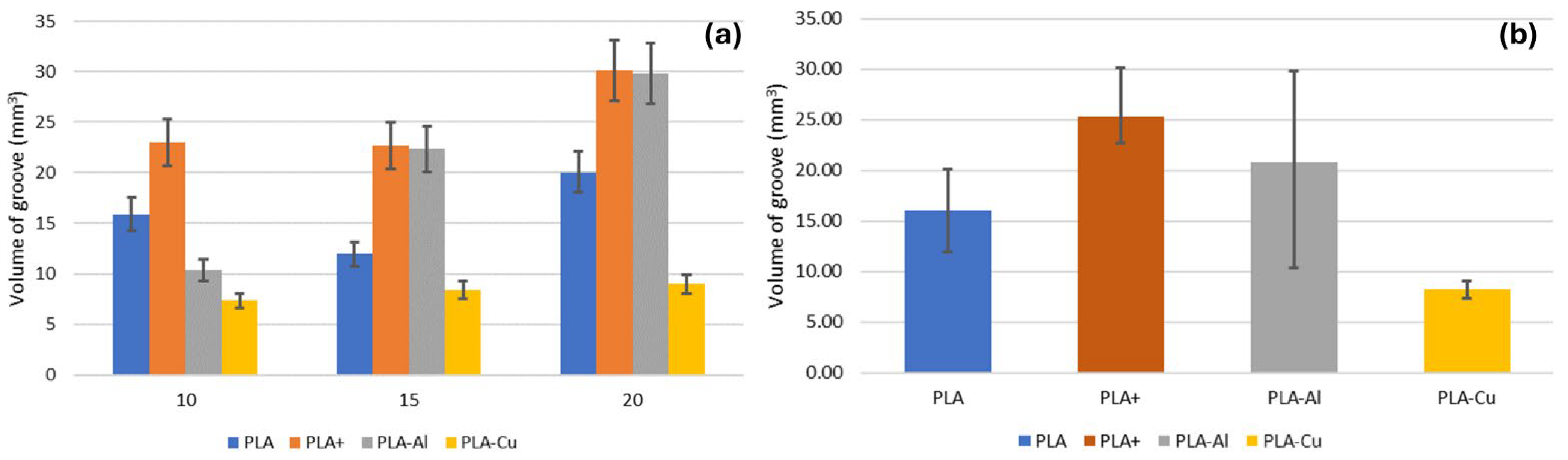
3.4.8. Volume of the Groove Wear
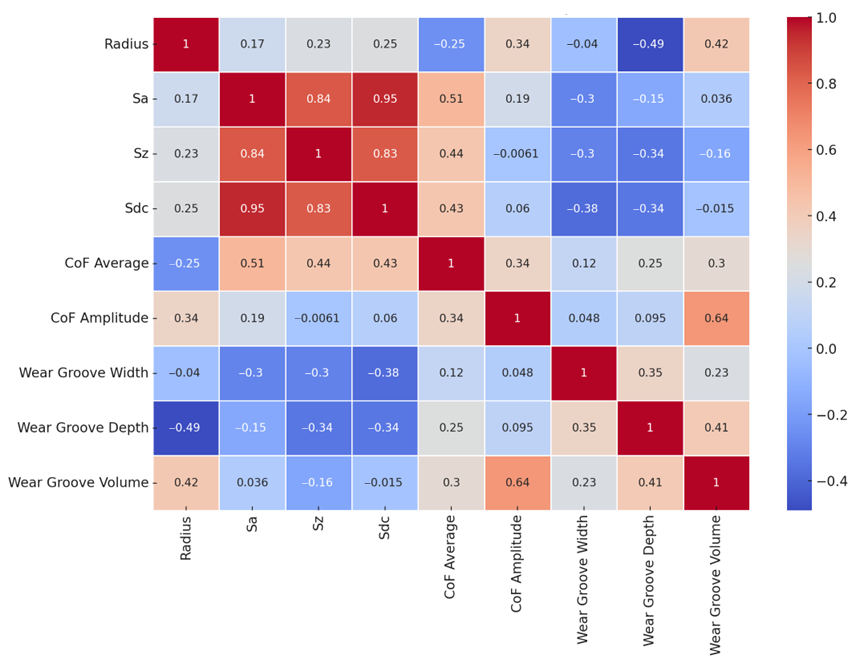
3.4.9. Summary of Statistical Analysis
- Sa and Sz: These parameters have a strong positive correlation (0.97), indicating that as average surface roughness (Sa) increases, maximum surface roughness (Sz) also tends to increase.
- CoF mean and CoF amplitude: The mean friction coefficient and its amplitude are moderately correlated (0.59), suggesting that variations in the mean friction coefficient are somewhat related to changes in its amplitude.
- Material impact: To understand the impact of different materials, we need to examine how these correlations differ when segmented by material type. This would require deeper analysis using grouped data.
- Volume of the groove wear and maximum wear groove depth: There is a strong positive correlation between the volume of the groove wear and the maximum wear groove depth. This indicates that as the maximum average depth of the groove increases, the volume of the groove also increases significantly.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Macovei, G.; Paleu, V. A Review on Tribological Behaviour of 3D Printed Mechanical Components. Bulletin of the Polytechnic Institute of Iași. Bull. Polytech. Inst. Iași. Mach. Constr. Sect. 2022, 68, 41–56. [Google Scholar] [CrossRef]
- Hanon, M.; Zsidai, L. Tribological and mechanical properties investigation of 3D printed polymers using DLP technique. In Proceedings of the 2nd International Conference on Materials Engineering & Science (IConMEAS 2019), Baghdad, Iraq, 25–29 September 2019. [Google Scholar] [CrossRef]
- Roy, R.; Mukhopadhyay, A. Tribological studies of 3D printed ABS and PLA plastic parts. Mater. Today Proc. 2021, 41, 856–862. [Google Scholar] [CrossRef]
- del Rosario Salazar Sánchez, M.; Cañas Montoya, J.A.; Villada Castillo, H.S.; Solanilla Duque, J.F.; Rodríguez Herrera, R.; Avalos Belmotes, F. Biogenerated Polymers: An Environmental Alternative. Dyna 2020, 87, 75–84. [Google Scholar] [CrossRef]
- Wu, W.; Wang, H.; Wang, J.; Liu, Q.; Zhang, Z.; Li, K.; Gong, Y.; Zhao, J.; Ren, L.; Li, G. Hybrid Additive Manufacturing of Fused Filament Fabrication and Ultrasonic Consolidation. Polymers 2022, 14, 2385. [Google Scholar] [CrossRef] [PubMed]
- Somireddy, M.; Singh, C.; Czekanski, A. Analysis of the Material Behavior of 3D Printed Laminates Via FFF. Exp. Mech. 2019, 59, 871–881. [Google Scholar] [CrossRef]
- Amiruddin, H.; Abdollah, M.; Norashid, N. Comparative study of the tribological behaviour of 3D-printed and moulded ABS under lubricated condition. Mater. Res. Express 2019, 6, 085328. [Google Scholar] [CrossRef]
- Hanon, M.; Kovács, M.; Zsidai, L. Tribology behaviour investigation of 3D printed polymers. Int. Rev. Appl. Sci. Eng. 2019, 10, 173–181. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Hakimi, A. Experimental investigation on mechanical characterization of 3D printed PLA produced by fused deposition modeling (FDM). Mater. Res. Express 2021, 8, 035304. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Khajepour, M.; Bayati, A.; Mirasadi, K.; Yousefi, M.A.; Shegeft, A.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; et al. Advancing sustainable shape memory polymers through 4D printing of polylactic acid-polybutylene adipate terephthalate blends. Eur. Polym. J. 2024, 216, 113289. [Google Scholar] [CrossRef]
- Kiandokht, M.; Rahmatabadi, D.; Ghasemi, I.; Khodaei, M.; Baniassadi, M.; Bodaghi, M.; Baghani, M. 3D and 4D Printing of PETG–ABS–Fe3O4 Nanocomposites with Supreme Remotely Driven Magneto-Thermal Shape-Memory Performance. Polymers 2024, 16, 10–1398. [Google Scholar] [CrossRef]
- Ghomi, E.R.; Khosravi, F.; Saedi Ardahaei, A.; Dai, Y.; Neisiany, R.E.; Foroughi, F.; Wu, M.N.; Das, O.; Ramakrishna, S. The life cycle assessment for polylactic acid (PLA) to make it a low-carbon material. Polymers 2021, 13, 1854. [Google Scholar] [CrossRef] [PubMed]
- Fonsêca, A.; Ramalho, E.; Gouveia, A.; Figueiredo, F.; Nunes, J. Life cycle assessment of PLA products: A systematic literature review. Sustainability 2023, 15, 12470. [Google Scholar] [CrossRef]
- Hanon, M.; Zsidai, L. Comprehending the role of process parameters and filament color on the structure and tribological performance of 3D printed PLA. J. Mater. Res. Technol. 2021, 15, 647–660. [Google Scholar] [CrossRef]
- Valerga-Puerta, A.P.; Batista-Ponce, M.; Fernández-Vidal, S.R.; Girot-Mata, F. Post-processing of PLA parts after additive manufacturing by FDM technology. Dyna 2018, 93–96, 625–629. [Google Scholar] [CrossRef]
- Li, L.; Ecke, N.; Huang, M.; Pei, X.; Schlarb, A. Impact of nanosilica on the friction and wear of a PEEK/CF composite coating manufactured by fused deposition modeling (FDM). Compos. Part B 2019, 177, 107428. [Google Scholar] [CrossRef]
- Singh, S.; Singh, R. Study on Tribological Properties of Al–Al2O3 Composites Prepared Through FDMAIC Route Using Reinforced Sacrificial Patterns. J. Manuf. Sci. Eng. 2016, 138, 021009. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S. Effect of processing parameters and graphite content on the tribological behaviour of 3D printed acrylonitrile butadiene styrene. Materialwiss. Werkstofftech. 2015, 46, 1185–1195. [Google Scholar] [CrossRef]
- Fote, A.; Wildvank, A.H.; Slade, R. Coefficient of friction of PTFE-impregnated porous bronze versus temperature. Wear 1978, 47, 255–261. [Google Scholar] [CrossRef]
- Muntean, R.; Ambruș, S.; Sîrbu, N.; Uțu, I. Tribological Properties of Different 3D Printed PLA Filaments. Nano Hybrids Compos. 2022, 36, 103–111. [Google Scholar] [CrossRef]
- Hanon, M.; Alshammas, Y.; Zsidai, L. Effect of print orientation and bronze existence on tribological and mechanical properties of 3D-printed bronze/PLA composite. Int. J. Adv. Manuf. Tech. 2020, 108, 553–570. [Google Scholar] [CrossRef]
- Sood, A.K.; Equbal, A.; Toppo, V.; Ohdar, R.K.; Mahapatra, S.S. An investigation on sliding wear of FDM built parts. CIRP J. Manuf. Sci. Technol. 2012, 5, 48–54. [Google Scholar] [CrossRef]
- Batista, M.; del Sol, I.; Salguero, J.; Piñero, D. Product Design: Study of the Tribological Properties of FDM PETG Products. In Proceedings of the INGEGRAF 2022, Málaga, Spain, 29 June–1 July 2022; pp. 431–443. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. Friction and Wear Behavior of ABS Polymer Parts made by Fused Deposition Modeling (FDM). In Proceedings of the International Conference on Advances of Tribology, Kerala, India, 21–24 February 2014. [Google Scholar]
- Batista, M.; Blanco, D.; del Sol, I.; Piñero, D.; Vazquez, J.M. Tribological characterization of Fused Deposition Modelling parts. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Gijόn, Spain, 23–25 June 2021; Volume 1193, pp. 1–8. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO International: Geneva, Switzerland, 2021.
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- ISO 25178-2:2012(en); Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. ISO International: Geneva, Switzerland, 2012.
- EUR 15178EN; The Development of Methods for the Characterisation of Roughness in Three Dimensions. Commission of the European Communities: Brussels, Belgium, 1993.
- Fayazbakhsh, K.; Movahedi, M.; Kalman, J. The impact of defects on tensile properties of 3D printed parts manufactured by fused filament fabrication. Mater. Today Commun. 2019, 22, 100781. [Google Scholar] [CrossRef]
- Lavecchia, F.; Guerra, M.G.; Galantucci, L. Chemical vapor treatment to improve surface finish of 3D printed polylactic acid (PLA) parts realized by fused filament fabrication. Prog. Addit. Manuf. 2021, 7, 65–75. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H. Flexural strength of fused filament fabricated (FFF) PLA parts on an open-source 3D printer. Adv. Manuf. 2018, 6, 430–441. [Google Scholar] [CrossRef]
- Kallel, A.; Koutiri, I.; Babaeitorkamani, E.; Khavandi, A.; Tamizifar, M.; Shirinbayan, M.; Tcharkhtchi, A. Study of Bonding Formation between the Filaments of PLA in FFF Process. Int. Polym. Process. 2019, 34, 434–444. [Google Scholar] [CrossRef]
- Dong, C.; Shi, L.; Li, L.; Bai, X.; Yuan, C.; Tian, Y. Stick-slip behaviours of water lubrication polymer materials under low speed conditions. Tribol. Int. 2017, 106, 55–61. [Google Scholar] [CrossRef]
- Salih, S.I.; Nayyef, S.; Abd Alsalam, A.H.; Hasan, A.M. Evaluation Mechanical Properties of Polymer Composites Reinforced by different Metal Powders. In Proceedings of the 5th International Scientific Conference for Nanotechnology and Advanced Materials and Their Applications ICNAMA 2015, Baghdad, Iraq, 3–4 November 2015. [Google Scholar]
- Zhang, W.; Ma, Z.; Liu, D.; Xiong, J.; Zhao, H.; Ren, L. Enhanced surface properties of a graphene oxide reinforced high-entropy alloy composite prepared by spark plasma sintering. Nanoscale 2022, 14, 6777–6788. [Google Scholar] [CrossRef]
- Luo, M.; He, Q.; Wang, H.; Chang, L. Tribological Behavior of Surface Textured Short Carbon Fiber-Reinforced Nylon Composites Fabricated by Three-Dimensional Printing Techniques. J. Tribol. 2021, 143, 051105. [Google Scholar] [CrossRef]
- Singh, J.; Chauhan, A. Overview of wear performance of aluminium matrix composites reinforced with ceramic materials under the influence of controllable variables. Ceram. Int. 2016, 42, 56–81. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, S.; Bedi, P.; Hashmi, M. On wear of 3D printed Al2O3 reinforced Nylon6 matrix based functional prototypes. Mater. Today Proc. 2020, 33, 1477–1482. [Google Scholar] [CrossRef]
- Eutionnat-Diffo, P.; Chen, Y.; Guan, J.; Cayla, A.; Campagne, C.; Nierstrasz, V. Study of the Wear Resistance of Conductive Poly Lactic Acid Monofilament 3D Printed onto Polyethylene Terephthalate Woven Materials. Materials 2020, 13, 2334. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G.; Zhang, A. Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behavior, and foaming ability. Polymer 2019, 181, 121803. [Google Scholar] [CrossRef]
- Suresha, B.; Kumar, K.S.; Seetharamu, S.; Kumaran, P. Friction and dry sliding wear behavior of carbon and glass fabric reinforced vinyl ester composites. Tribol. Int. 2010, 43, 602–609. [Google Scholar] [CrossRef]
- Bustillos, J.; Montero, D.; Nautiyal, P.; Loganathan, A.; Boesl, B.; Agarwal, A. Integration of graphene in poly(lactic) acid by 3D printing to develop creep and wear-resistant hierarchical nanocomposites. Polym. Compos. 2018, 39, 3877–3888. [Google Scholar] [CrossRef]
- Labašová, E. The Dependence of the Friction Coefficient on the Size and Course of Sliding Speed. Appl. Mech. Mater. 2014, 693, 305–310. [Google Scholar] [CrossRef]
- Portoacă, A.; Ripeanu, R.; Diniță, A.; Tănase, M. Optimization of 3D Printing Parameters for Enhanced Surface Quality and Wear Resistance. Polymers 2023, 15, 3419. [Google Scholar] [CrossRef] [PubMed]
- Pfleging, J.; Iovita, R.; Buchli, J. Influence of force and duration on stone tool wear: Results from experiments with a force-controlled robot. Archaeol. Anthropol. Sci. 2018, 11, 5921–5935. [Google Scholar] [CrossRef]
- Gadelmoula, A.; Aldahash, S. Effect of Reinforcement with Short Carbon Fibers on the Friction and Wear Resistance of Additively Manufactured PA12. Polymers 2023, 15, 3187. [Google Scholar] [CrossRef]
- Mahmoud, E.R.; Takahashi, M.; Shibayanagi, T.; Ikeuchi, K. Wear characteristics of surface-hybrid-MMCs layer fabricated on aluminum plate by friction stir processing. Wear 2010, 268, 1111–1121. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Gravity (g/cm3) | Impact Strength (KJ/m2) | Tensile Strength (MPa) | Tensile Modulus (Mpa) | Elongation at Break (%) | Softening Temperature (°C) | |
|---|---|---|---|---|---|---|
| PLA | 1.2–1.4 | 6.5–7.0 | 55–60 | 3.2–3.5 | 5.5–6.0 | 50–55 |
| PLA + Advanced | 1.2–1.4 | 7.0–7.5 | 50–53 | 3.5–3.8 | 5.8–6.2 | 55–60 |
| PLA + Al (20%) | 1.4–1.6 | 4.0–4.5 | 43–48 | 4.7–4.9 | 4.8–5.2 | 52–55 |
| PLA + Cu (20%) | 2.4–2.6 | 4.0–4.5 | 38–42 | 4.0–4.3 | 4.3–4.6 | 50–55 |
| Material | T (°C) | Layer Thickness (mm) | Extrusion Velocity (mm/s) | Overlap | Bed Temperature (°C) | Infill |
|---|---|---|---|---|---|---|
| PLA | 210 | 0.25 | 60 | 55% | 60 | Archimedean chords (100%) |
| PLA + Advanced | ||||||
| PLA + Al (20%) | ||||||
| PLA + Cu (20%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Batista, M.; Del Sol, I.; Gómez-Parra, Á.; Vazquez-Martinez, J.M. Tribological Performance of Additive Manufactured PLA-Based Parts. Polymers 2024, 16, 2529. https://doi.org/10.3390/polym16172529
Batista M, Del Sol I, Gómez-Parra Á, Vazquez-Martinez JM. Tribological Performance of Additive Manufactured PLA-Based Parts. Polymers. 2024; 16(17):2529. https://doi.org/10.3390/polym16172529
Chicago/Turabian StyleBatista, Moises, Irene Del Sol, Álvaro Gómez-Parra, and Juan Manuel Vazquez-Martinez. 2024. "Tribological Performance of Additive Manufactured PLA-Based Parts" Polymers 16, no. 17: 2529. https://doi.org/10.3390/polym16172529