
Opportunities and Challenges in the Application of Bioplastics: Perspectives from Formulation, Processing, and Performance



Abstract
:
1. Introduction
2. Bioplastics and Their Formulation
2.1. Plasticizers
2.2. Surfactants
2.3. Compatibilizers
2.4. Cross-Linkers and Coupling Agents
3. Bioplastics and Their Sources
3.1. Cellulose
3.2. Starch
3.3. Lignin
3.4. Chitin/Chitosan
4. Processing of Bioplastics and Biocomposites
4.1. Conventional Techniques for Processing Bioplastics
4.2. Natural Fiber-Reinforced Biocomposites
4.3. 3D Printing Technology

| By-Products | Bioplastics | Extrusion Method | Injection Molding | Compression Molding | Results | Applications |
|---|---|---|---|---|---|---|
| Corn starch | Starch and microcrystalline cellulose | Twin-screw extruder Temperature: At 140 °C and 140 °C | - | 15 min at 140 °C under a load of 5 MPa/m2 | Composite films containing microcrystalline cellulose are improved compared with neat starch | Packaging composites [37]. |
| Bleached sulfite cellulose fibers from softwood | Cellulose fiber and polypropylene | Twin-screw extruder Temperature: 175–190 °C | - | 160 °C at 3 MPa pressure | Pelletization and extrusion at high fiber loading caused the most severe fiber breakage | [155]. |
| Chopped industrial hemp fiber | Cellulose acetate–cellulose acetate butyrate | Twin-screw extruder Temperature: 190–195 °C | Temperatures in zones 1-3 were 195 °C and 60 °C in the die zone. Cooling time: 40 s Pack pressure and hold pressure were 1500 and 1200 psi | - | Extrusion and injection molding processing have sufficient shear forces for the mixing of powder polymer, hemp, and liquid plasticizer | Automotive applications [156]. |
| Cellulose nanofibers were isolated from kenaf pulp | Cellulose nanofiber and polylactic acid | Twin-screw extruder Temperature: 165–200 °C | 400 bar and the mold temperature were 70 °C | - | Extrusion is a promising method for cellulose nanocomposites and achieves improved mechanical and thermal properties for PLA | Food packaging and automotive applications [43]. |
| Cellulose acetate from pure powder free from additives | Cellulose acetate and organophilic clay | Twin-screw extruder—30 mm Temperature: 170 and 180 °C with die temperature around 195 °C. | Temperatures in zones 1–3 were 195 °C, die temperature (60–87 °C), and cooling time of 70 s. Fill, pack, and hold pressure were 8.2, 5.5, and 4.8 MPa, respectively | 195 °C with pressure of 1.1 MPa for 10 min and 2.67 MPa for 5 min | Extrusion and injection molding processes increase the shear force and pressure, producing more homogeneous mixing and more clay intercalation/exfoliation | Structural applications [157]. |
| Chlamydomonas strains microalgae | Starch-based bioplastics | Twin-screw extrusion. Temperature: 100 °C, 120 °C and 150 °C. Screw speed of 100 rpm and a mixing time of 2 min | - | - | Direct plasticization of starch-enriched microalgal biomass | Bioplastics and bioethanol industries [158]. |
| Potato | Thermoplastic starch | Single-screw extruder—45 mm Temperature: 75–140 °C. Screw rotations: 60 to 100 rpm. | Injection speed: 70–90 mm/s Injection time: 3 s Temperature: 100 °C to 180 °C. | - | A high macro-molecular degradation takes place | Biodegradable packaging materials [159]. |
| Passion fruit and starch | Native starches reinforced with passion fruit peel | Twin-screw extruder Automatic feeder at 5 kg/h flow rate Automatic piston liquid: flow of 2.5 L/h of plasticizers | - | At 5 ton and 90 °C for 30 s. | The extrusion process provided greater homogeneity of passion fruit incorporated in starch bioplastic | Non-food applications [138]. |
5. Recycling
5.1. Mechanical Recycling
5.2. Chemical Recycling
5.3. Biodegradation
5.3.1. Composting
5.3.2. Anaerobic Biodegradation
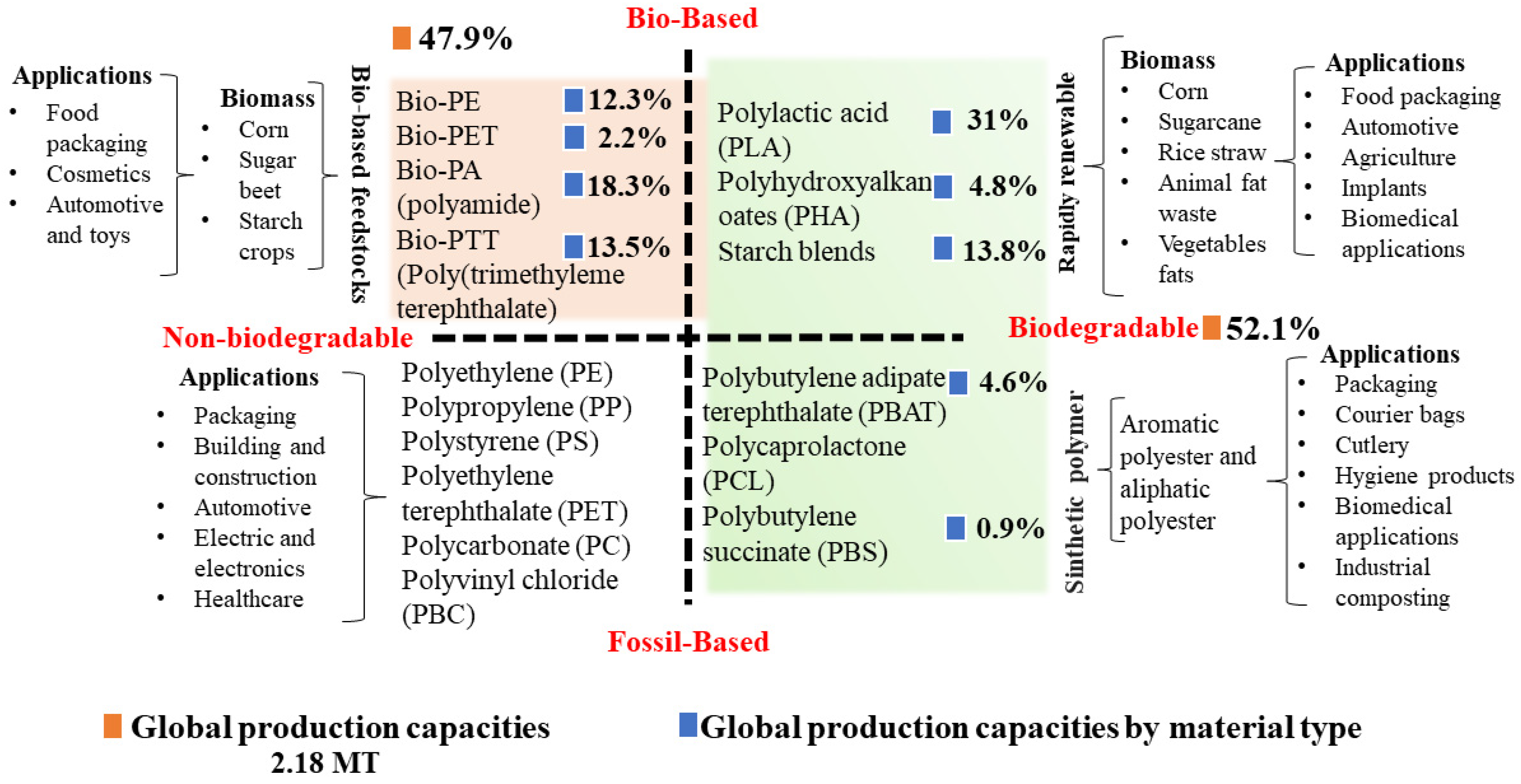
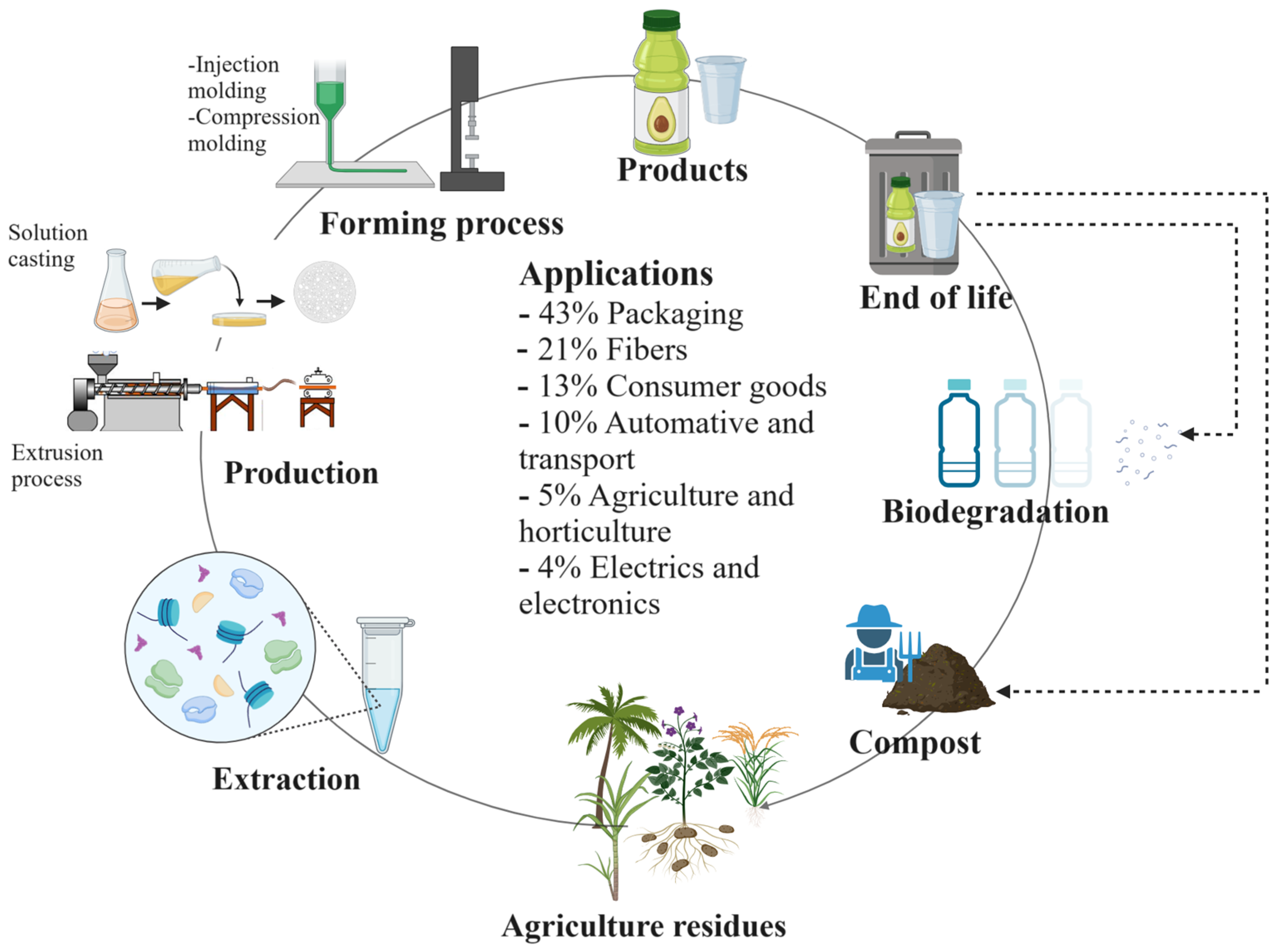
6. Bioplastic Market
| Type of Bioplastic | Packaging Industry | Healthcare | Cosmetics and Personal Care | Consumer Package Good | Electrical and Electronic Industry | Biophotonic Applications | Architecture and Construction | Agriculture | References |
|---|---|---|---|---|---|---|---|---|---|
| Cellulose-based | Food packaging | Coating drugs and capsules | Cosmetic cases | Headphones, eyeglass frames | Photovoltaic cells, sensors | - | Window frames and doors | Biodegradable plastic mulches | [2,82,207,208] |
| Lignin-based | Food packaging films | Biomedical materials | Protect skin from radiation | - | - | Photons and light to image, biophotonics | Window frames and doors | Mulching and packaging | [73,207,209] |
| Chitosan-based | Packing for fruit and vegetables, coatings and aerogels | Biomedical materials | Cosmetic containers | Bags, egg boxes, packaging | [198,210,211,212] | ||||
| Starch-based | Packing for fruit and vegetables | Surgical films, gloves | Cosmetic containers, shampoo bottles, beauty masks | Bio-based bags, egg boxes, packaging of electronic devices | Biodegradable plastic mulches | [44,140,207,208,213] | |||
| PLA-based | Food packaging | Porous scaffolds, orthopedics, drug carriers | Cosmetic field | Bags, egg boxes, packaging of electronic devices | Photovoltaic cells, sensors | Window frames and doors | Plastic films, bags | [214,215] |
7. Future Perspectives and Challenges in the Development of Bioplastics
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Andrady, A.L.; Neal, M.A. Applications and societal benefits of plastics. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 1977–1984. [Google Scholar] [CrossRef]
- Nanda, S.; Patra, B.R.; Patel, R.; Bakos, J.; Dalai, A.K. Innovations in applications and prospects of bioplastics and biopolymers: A review. Environ. Chem. Lett. 2022, 20, 379–395. [Google Scholar] [CrossRef] [PubMed]
- Zanchetta, E.; Damergi, E.; Patel, B.; Borgmeyer, T.; Pick, H.; Pulgarin, A.; Ludwig, C. Algal cellulose, production and potential use in plastics: Challenges and opportunities. Algal Res. 2021, 56, 102288. [Google Scholar] [CrossRef]
- Narancic, T.; Cerrone, F.; Beagan, N.; O’Connor, K.E. Recent advances in bioplastics: Application and biodegradation. Polymers 2020, 12, 920. [Google Scholar] [CrossRef] [PubMed]
- Morici, E.; Carroccio, S.C.; Bruno, E.; Scarfato, P.; Filippone, G.; Dintcheva, N.T. Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future. Polymers 2022, 14, 2038. [Google Scholar] [CrossRef]
- Atiwesh, G.; Mikhael, A.; Parrish, C.C.; Banoub, J.; Le, T.A.T. Environmental impact of bioplastic use: A review. Heliyon 2021, 7, e07918. [Google Scholar] [CrossRef] [PubMed]
- Di Paolo, L.; Abbate, S.; Celani, E.; Di Battista, D.; Candeloro, G. Carbon Footprint of Single-Use Plastic Items and Their Substitution. Sustainability 2022, 14, 16563. [Google Scholar] [CrossRef]
- Jung, H.; Shin, G.; Kwak, H.; Hao, L.T.; Jegal, J.; Kim, H.J.; Jeon, H.; Park, J.; Oh, D.X. Review of polymer technologies for improving the recycling and upcycling efficiency of plastic waste. Chemosphere 2023, 320, 138089. [Google Scholar] [CrossRef]
- Ingrao, C.; Wojnarowska, M. Findings from a streamlined life cycle assessment of PET-bottles for beverage-packaging applications, in the context of circular economy. Sci. Total Environ. 2023, 892, 164805. [Google Scholar] [CrossRef]
- Chen, S.; Hu, Y.H. Advancements and future directions in waste plastics recycling: From mechanical methods to innovative chemical processes. Chem. Eng. J. 2024, 493, 152727. [Google Scholar] [CrossRef]
- Nielsen, T.D.; Holmberg, K.; Stripple, J. Need a bag? A review of public policies on plastic carrier bags—Where, how and to what effect? Waste Manag. 2019, 87, 428–440. [Google Scholar] [CrossRef] [PubMed]
- Sidek, I.S.; Draman, S.F.S.; Abdullah, S.R.S.; Anuar, N. Current Development on Bioplastics and Its Future Prospects: An Introductory Review. INWASCON Technol. Mag. 2019, 1, 3–8. [Google Scholar] [CrossRef]
- Fredi, G.; Dorigato, A. Recycling of bioplastic waste: A review. Adv. Ind. Eng. Polym. Res. 2021, 4, 159–177. [Google Scholar] [CrossRef]
- Filho, W.L.; Barbir, J.; Abubakar, I.R.; Paço, A.; Stasiskiene, Z.; Hornbogen, M.; Fendt, M.T.C.; Voronova, V.; Klõga, M. Consumer attitudes and concerns with bioplastics use: An international study. PLoS ONE 2022, 17, e0266918. [Google Scholar] [CrossRef]
- Gaspar, M.C.; Braga, M.E.M. Edible films and coatings based on agrifood residues: A new trend in the food packaging research. Curr. Opin. Food Sci. 2023, 50, 101006. [Google Scholar] [CrossRef]
- Westlake, J.R.; Tran, M.W.; Jiang, Y.; Zhang, X.; Burrows, A.D.; Xie, M. Biodegradable biopolymers for active packaging: Demand, development and directions. Sustain. Food Technol. 2023, 1, 50–72. [Google Scholar] [CrossRef]
- Trajkovska Petkoska, A.; Daniloski, D.; D’Cunha, N.M.; Naumovski, N.; Broach, A.T. Edible packaging: Sustainable solutions and novel trends in food packaging. Food Res. Int. 2021, 140, 109981. [Google Scholar] [CrossRef]
- Liu, Z.; de Souza, T.S.P.; Holland, B.; Dunshea, F.; Barrow, C.; Suleria, H.A.R. Valorization of Food Waste to Produce Value-Added Products Based on Its Bioactive Compounds. Processes 2023, 11, 840. [Google Scholar] [CrossRef]
- Vert, M.; Doi, Y.; Hellwich, K.-H.; Hess, M.; Hodge, P.; Kubisa, P.; Rinaudo, M.; Schué, F. Terminology for biorelated polymers and applications (IUPAC Recommendations 2012). Pure Appl. Chem. 2012, 84, 377–410. [Google Scholar] [CrossRef]
- Boey, J.Y.; Lee, C.K.; Tay, G.S. Factors Affecting Mechanical Properties of Reinforced Bioplastics: A Review. Polymers 2022, 14, 3737. [Google Scholar] [CrossRef]
- Pathak, S.; Sneha, C.; Mathew, B.B. Bioplastics: Its Timeline Based Scenario & Challenges. J. Polym. Biopolym. Phys. Chem. 2014, 2, 84–90. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Barrow, C.J.; Adhikari, B. The future of bioplastics in food packaging: An industrial perspective. Food Packag. Shelf Life 2024, 43, 101279. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, Y.; Chen, X.; Yu, X.; Li, W.; Zhang, S.; Meng, X.; Zhao, Z.-M.; Dong, T.; Anderson, A.; et al. Sustainable bioplastics derived from renewable natural resources for food packaging. Matter 2023, 6, 97–127. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 14995; Plastics—Evaluation of Compostability Test Scheme and Specifications. European Committee for Standardization: Brussels, Belgium, 2007.
- International Organization for Standarization. ISO 17088; Specifications for Compostable Plastics. International Organization for Standardization: Geneva, Switzerland, 2008.
- ASTM Standard. ASTM D6400-23; Standard Specification for Compostable Plastics. ASTM International: West Conshohocken, PA, USA, 2023.
- European Committee for Standardisation. EN 13432; Packaging—Requirements for Packaging Recoverable through Composting and Biodegradation-Test Scheme and Evaluation Criteria for the Final Acceptance of Packaging. European Committee for Standardisation: Brussels, Belgium, 2008.
- Bhagwat, G.; Gray, K.; Wilson, S.P.; Muniyasamy, S.; Vincent, S.G.T.; Bush, R.; Palanisami, T. Benchmarking Bioplastics: A Natural Step Towards a Sustainable Future. J. Polym. Environ. 2020, 28, 3055–3075. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Lavoine, N.; Lucia, L.A.; Dou, C.; Chang, D. Formulating Bioplastic Composites for Biodegradability, Recycling, and Performance: A Review. BioResources 2021, 16, 2021–2083. [Google Scholar] [CrossRef]
- Attallah, O.A.; Mojicevic, M.; Garcia, E.L.; Azeem, M.; Chen, Y.; Asmawi, S.; Brenan Fournet, M. Macro and Micro Routes to High Performance Bioplastics: Bioplastic Biodegradability and Mechanical and Barrier Properties. Polymers 2021, 13, 2155. [Google Scholar] [CrossRef] [PubMed]
- García-Cruz, H.I.; Jaime-Fonseca, M.R.; Von Borries-Medrano, E.; Vieyra, H. Extrusion parameters to produce a PLA-starch derived thermoplastic polymer. Rev. Mex. Ing. Quim. 2020, 19, 395–412. [Google Scholar] [CrossRef]
- Bracciale, M.P.; De Gioannis, G.; Falzarano, M.; Muntoni, A.; Polettini, A.; Pomi, R.; Rossi, A.; Sarasini, F.; Tirillò, J.; Zonfa, T. Anaerobic biodegradation of disposable PLA-based products: Assessing the correlation with physical, chemical and microstructural properties. J. Hazard. Mater. 2023, 452, 131244. [Google Scholar] [CrossRef]
- Mechraoui, A.; Barzegari, M.R.; Riedl, B.; Rodrigue, D. Compression moulding of polypropylene foams and their properties. Cell. Polym. 2008, 27, 217–233. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Fitch-Vargas, P.R.; Camacho-Hernández, I.L.; Rodríguez-González, F.J.; Martínez-Bustos, F.; Calderón-Castro, A.; Zazueta-Morales, J.d.J.; Aguilar-Palazuelos, E. Effect of compounding and plastic processing methods on the development of bioplastics based on acetylated starch reinforced with sugarcane bagasse cellulose fibers. Ind. Crops Prod. 2023, 192, 116084. [Google Scholar] [CrossRef]
- Gbadeyan, O.J.; Linganiso, L.Z.; Deenadayalu, N. Assessment and Optimization of Thermal Stability and Water Absorption of Loading Snail Shell Nanoparticles and Sugarcane Bagasse Cellulose Fibers on Polylactic Acid Bioplastic Films. Polymers 2023, 15, 1557. [Google Scholar] [CrossRef]
- Chen, J.; Wang, X.; Long, Z.; Wang, S.; Zhang, J.; Wang, L. Preparation and performance of thermoplastic starch and microcrystalline cellulose for packaging composites: Extrusion and hot pressing. Int. J. Biol. Macromol. 2020, 165, 2295–2302. [Google Scholar] [CrossRef] [PubMed]
- Abdullah, A.H.D.; Putri, O.D.; Sugandi, W.W. Effects of Starch-Glycerol Concentration Ratio on Mechanical and Thermal Properties of Cassava Starch-Based Bioplastics. J. Sains Mater. Indones. 2019, 20, 162. [Google Scholar] [CrossRef]
- Kowser, A.; Hossain, S.M.K.; Amin, R.; Chowdhury, M.A.; Hossain, N.; Madkhali, O.; Rahman, R.; Chani, M.T.S.; Asiri, A.M.; Uddin, J.; et al. Development and Characterization of Bioplastic Synthesized from Ginger and Green Tea for Packaging Applications. J. Compos. Sci. 2023, 7, 107. [Google Scholar] [CrossRef]
- Krishnamurthy, A.; Amritkumar, P. Synthesis and characterization of eco-friendly bioplastic from low-cost plant resources. SN Appl. Sci. 2019, 1, 1432. [Google Scholar] [CrossRef]
- Nigam, S.; Das, A.K.; Patidar, M.K. Valorization of Parthenium hysterophorus weed for cellulose extraction and its application for bioplastic preparation. J. Environ. Chem. Eng. 2021, 9, 105424. [Google Scholar] [CrossRef]
- Kesari, A.K.; Mandava, S.; Munagala, C.K.; Nagar, H.; Aniya, V. DES-ultrasonication processing for cellulose nanofiber and its compounding in biodegradable starch based packaging films through extrusion. Ind. Crops Prod. 2022, 188, 115566. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Mathew, A.P.; Oksman, K. Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion. Compos. Sci. Technol. 2010, 70, 1742–1747. [Google Scholar] [CrossRef]
- Shah, M.; Rajhans, S.; Pandya, H.A.; Mankad, A.U. Bioplastic for future: A review then and now. World J. Adv. Res. Rev. 2021, 9, 056–067. [Google Scholar] [CrossRef]
- Ng, J.S.; Kiew, P.L.; Lam, M.K.; Yeoh, W.M.; Ho, M.Y. Preliminary evaluation of the properties and biodegradability of glycerol- and sorbitol-plasticized potato-based bioplastics. Int. J. Environ. Sci. Technol. 2022, 19, 1545–1554. [Google Scholar] [CrossRef]
- Nigam, S.; Das, A.K.; Patidar, M.K. Synthesis, characterization and biodegradation of bioplastic films produced from Parthenium hysterophorus by incorporating a plasticizer (PEG600). Environ. Chall. 2021, 5, 100280. [Google Scholar] [CrossRef]
- Lusiana, R.A.; Suseno, A.; Sa’adah, N.L. The effect of plasticizer on the development of chitosan-based bioplastic. AIP Conf. Proc. 2022, 2553, 020042. [Google Scholar] [CrossRef]
- Ginting, M.H.S.; Lubis, M.; Sidabutar, T.; Sirait, T.P. The effect of increasing chitosan on the characteristics of bioplastic from starch talas (Colocasia esculenta) using plasticizer sorbitol. IOP Conf. Ser. Earth Environ. Sci. 2018, 8, 68–74. [Google Scholar] [CrossRef]
- Samuel, S.; Main, M.; Umar, A.S. A Review on Plasticizers and Eco-Friendly Bioplasticizers: Biomass Sources and Market. Int. J. Eng. Res. 2020, 9, 1138–1144. [Google Scholar]
- Hassan, A.A.; Abbas, A.; Rasheed, T.; Bilal, M.; Iqbal, H.M.N.; Wang, S. Development, influencing parameters and interactions of bioplasticizers: An environmentally friendlier alternative to petro industry-based sources. Sci. Total Environ. 2019, 682, 394–404. [Google Scholar] [CrossRef]
- Narayana Perumal, S.; Suyambulingam, I.; Divakaran, D.; Siengchin, S. Extraction and Physico-Mechanical and Thermal Characterization of a Novel Green Bio-Plasticizer from Pedalium murex Plant Biomass for Biofilm Application. J. Polym. Environ. 2023, 31, 4353–4368. [Google Scholar] [CrossRef]
- Luo, X.; Chu, H.; Liu, M. Synthesis of Bio-Plasticizer from Soybean Oil and Its Application in Poly (Vinyl Chloride) Films. J. Renew. Mater. 2020, 8, 1295–1304. [Google Scholar] [CrossRef]
- AdlieShamsuri, A. Compatibilization Potential of Ionic Liquid-Based Surfactants for Polymer Blends. Acad. J. Polym. Sci. 2018, 1, 555559. [Google Scholar] [CrossRef]
- Maniglia, B.C.; Laroque, D.A.; de Andrade, L.M.; Carciofi, B.A.M.; Tenório, J.A.S.; de Andrade, C.J. Production of active cassava starch films; effect of adding a biosurfactant or synthetic surfactant. React. Funct. Polym. 2019, 144, 104368. [Google Scholar] [CrossRef]
- Shamsuri, A.A.; Siti Nurul, S.N.A. Compatibilization effect of ionic liquid-based surfactants on physicochemical properties of PBS/Rice starch blends: An initial study. Materials 2020, 13, 1885. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.K.; Pal, K. Recent Advances in the Processing of Wood-Plastic Composites; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar] [CrossRef]
- Dianursanti; Noviasari, C.; Windiani, L.; Gozan, M. Effect of compatibilizer addition in Spirulina platensis based bioplastic production. AIP Conf. Proc. 2019, 2092, 030012. [Google Scholar] [CrossRef]
- Gug, J.I.; Soule, J.; Tan, B.; Sobkowicz, M.J. Effects of chain-extending stabilizer on bioplastic poly(lactic acid)/polyamide blends compatibilized by reactive extrusion. Polym. Degrad. Stab. 2018, 153, 118–129. [Google Scholar] [CrossRef]
- Tsou, C.-H.; Suen, M.-C.; Yao, W.-H.; Yeh, J.-T.; Wu, C.-S.; Tsou, C.-Y.; Chiu, S.-H.; Chen, J.-C.; Wang, R.Y.; Lin, S.-M.; et al. Preparation and characterization of Bioplastic-Based green renewable composites from tapioca with acetyl tributyl citrate as a plasticizer. Materials 2014, 7, 5617–5632. [Google Scholar] [CrossRef] [PubMed]
- Balaguer, M.P.; Gómez-Estaca, J.; Gavara, R.; Hernandez-Munoz, P. Biochemical properties of bioplastics made from wheat gliadins cross-linked with cinnamaldehyde. J. Agric. Food Chem. 2011, 59, 13212–13220. [Google Scholar] [CrossRef] [PubMed]
- Mihai, M.; Legros, N.; Alemdar, A. Formulation-properties versatility of wood fiber biocomposites based on polylactide and polylactide/thermoplastic starch blends. Polym. Eng. Sci. 2014, 54, 1325–1340. [Google Scholar] [CrossRef]
- Balaguer, M.P.; Villanova, J.; Cesar, G.; Gavara, R.; Hernandez-Munoz, P. Compostable properties of antimicrobial bioplastics based on cinnamaldehyde cross-linked gliadins. Chem. Eng. J. 2015, 262, 447–455. [Google Scholar] [CrossRef]
- Xie, D.; Zhang, R.; Zhang, C.; Yang, S.; Xu, Z.; Song, Y. A novel, robust mechanical strength, and naturally degradable double crosslinking starch-based bioplastics for practical applications. Int. J. Biol. Macromol. 2023, 253, 126959. [Google Scholar] [CrossRef]
- Yang, J.; Xu, S.; Wang, W.; Ran, X.; Ching, Y.C.; Sui, X.; Wei, Y.; Wang, R.; Al-Hada, N.M. Preparation and characterization of bioplastics from silylated cassava starch and epoxidized soybean oils. Carbohydr. Polym. 2023, 300, 120253. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, T.; Zhou, W.; Chen, H.; Bian, Y.; Gong, S.; Shi, S.Q.; Li, J. A strong and biodegradable wood particles-based bioplastic modified by synergistically dynamic cross-linking with tannic acid and Fe3+. Compos. Part B Eng. 2022, 247, 110349. [Google Scholar] [CrossRef]
- Tripathi, N.; Misra, M.; Mohanty, A.K. Durable Polylactic Acid (PLA)-Based Sustainable Engineered Blends and Biocomposites: Recent Developments, Challenges, and Opportunities. ACS Eng. Au 2021, 1, 7–38. [Google Scholar] [CrossRef]
- Amin, M.R.; Chowdhury, M.A.; Kowser, M.A. Characterization and performance analysis of composite bioplastics synthesized using titanium dioxide nanoparticles with corn starch. Heliyon 2019, 5, e02009. [Google Scholar] [CrossRef] [PubMed]
- Chan, J.X.; Wong, J.F.; Hassan, A.; Zakaria, Z. Bioplastics from agricultural waste. In Biopolymers and Biocomposites from Agro-Waste for Packaging Applications; Woodhead Publishing: Cambridge, UK, 2021; pp. 141–169. [Google Scholar] [CrossRef]
- Chatterjee, R.; Ambhore, S. Production of Bioplastic from Agricultural Wastes. Int. J. Res. Anal. Rev. 2019, 6, 58–60. [Google Scholar]
- Ibrahim, N.I.; Shahar, F.S.; Sultan, M.T.H.; Shah, A.U.M.; Safri, S.N.A.; Mat Yazik, M.H. Overview of Bioplastic Introduction and Its Applications in Product Packaging. Coatings 2021, 11, 1423. [Google Scholar] [CrossRef]
- Kaur, R.; Kaur, P. Chemical valorization of cellulose from lignocellulosic biomass: A step towards sustainable development. Cellul. Chem. Technol. 2021, 55, 207–222. [Google Scholar] [CrossRef]
- Reshmy, R.; Thomas, D.; Philip, E.; Paul, S.A.; Madhavan, A.; Sindhu, R.; Sirohi, R.; Varjani, S.; Pugazhendhi, A.; Pandey, A.; et al. Bioplastic production from renewable lignocellulosic feedstocks: A review. Rev. Environ. Sci. Biotechnol. 2021, 20, 167–187. [Google Scholar] [CrossRef]
- Yang, J.; Ching, Y.; Chuah, C. Applications of Lignocellulosic Fibers and Lignin in Bioplastics: A Review. Polymers 2019, 11, 751. [Google Scholar] [CrossRef]
- Hernández-Hernández, R.N.; Vázquez-García, R.Á.; Hernández-Ávila, J.; Veloz-Rodríguez, M.A.; Villagomez-Ibarra, J.R. Obtención de celulosa cristalina de hoja de maíz de Metztitlán Hidalgo. Pädi Bol. Cient. Cienc. Bás. Ing. ICBI 2021, 9, 7–12. [Google Scholar] [CrossRef]
- Syarif, M.A.; Fahma, F.; Sailah, I. Bioplastic beads composite production based on cellulose acetate-starch blend: A literature study. IOP Conf. Ser. Earth Environ. Sci. 2022, 1063, 012015. [Google Scholar] [CrossRef]
- Nandakumar, A.; Chuah, J.A.; Sudesh, K. Bioplastics: A boon or bane? Renew. Sustain. Energy Rev. 2021, 147, 111237. [Google Scholar] [CrossRef]
- Erzam, H.; Arrifin, M.K.; Salwa, S.; Aziz, A. Bioplastic from mango leaves. Int. Innov. Invent. Des. Compet. 2020, 2020, 288–290. [Google Scholar]
- Muhammad, A.; Roslan, A.; Sanusi, S.N.A.; Shahimi, M.Q.; Nazari, N.Z. Mechanical properties of bioplastic form cellulose nanocrystal (CNC) mangosteen peel using glycerol as plasticizer. J. Phys. Conf. Ser. 2019, 1349, 012099. [Google Scholar] [CrossRef]
- European Bioplastics. Bioplastics Market Development Update 2023. Available online: https://www.european-bioplastics.org/ (accessed on 15 April 2024).
- Azmin, S.N.H.M.; Hayat, N.A.B.M.; Nor, M.S.M. Development and characterization of food packaging bioplastic film from cocoa pod husk cellulose incorporated with sugarcane bagasse fibre. J. Bioresour. Bioprod. 2020, 5, 248–255. [Google Scholar] [CrossRef]
- Syamsu, K.; Maddu, A.; Bahmid, N.A. Synthesis of Nanofiber from Oil Palm Empty Fruit Bunches Cellulose Acetate for Bioplastics Production. Synthesis 2016, 8, 56–62. [Google Scholar]
- Jabeen, N.; Majid, I.; Nayik, G.A. Bioplastics and food packaging: A review. Cogent Food Agric. 2015, 1, 1117749. [Google Scholar] [CrossRef]
- Yin, P.; Zhou, W.; Zhang, X.; Guo, B.; Li, P. Bio-based thermoplastic starch composites reinforced by dialdehyde lignocellulose. Molecules 2020, 25, 3236. [Google Scholar] [CrossRef]
- Agustin, M.B.; Ahmmad, B.; Alonzo, S.M.M.; Patriana, F.M. Bioplastic based on starch and cellulose nanocrystals from rice straw. J. Reinf. Plast. Compos. 2014, 33, 2205–2213. [Google Scholar] [CrossRef]
- Sultan, N.F.K.; Johari, W.L.W. The development of banana peel/corn starch bioplastic film: A preliminary study. Bioremediation Sci. Technol. Res. 2017, 5, 12–17. [Google Scholar] [CrossRef]
- Tan, S.X.; Ong, H.C.; Andriyana, A.; Lim, S.; Pang, Y.L.; Kusumo, F.; Ngoh, G.C. Characterization and Parametric Study on Mechanical Properties Enhancement in Biodegradable Chitosan-Reinforced Starch-Based Bioplastic Film. Polymers 2022, 14, 278. [Google Scholar] [CrossRef]
- Maulida; Siagian, M.; Tarigan, P. Production of Starch Based Bioplastic from Cassava Peel Reinforced with Microcrystalline Celllulose Avicel PH101 Using Sorbitol as Plasticizer. J. Phys. Conf. Ser. 2016, 710, 012012. [Google Scholar] [CrossRef]
- Norgren, M.; Edlund, H. Lignin: Recent advances and emerging applications. Curr. Opin. Colloid Interface Sci. 2014, 19, 409–416. [Google Scholar] [CrossRef]
- Dörrstein, J.; Scholz, R.; Schwarz, D.; Schieder, D.; Sieber, V.; Walther, F.; Zollfrank, C. Effects of high-lignin-loading on thermal, mechanical, and morphological properties of bioplastic composites. Compos. Struct. 2018, 189, 349–356. [Google Scholar] [CrossRef]
- Tran, M.H.; Lee, E.Y. Green Preparation of Bioplastics Based on Degradation and Chemical Modification of Lignin Residue. J. Wood Chem. Technol. 2018, 38, 460–478. [Google Scholar] [CrossRef]
- Rizal, S.; Alfatah, T.; H. P. S., A.K.; Mistar, E.M.; Abdullah, C.K.; Olaiya, F.G.; Sabaruddin, F.A.; Ikramullah; Muksin, U. Properties and characterization of lignin nanoparticles functionalized in macroalgae biopolymer films. Nanomaterials 2021, 11, 637. [Google Scholar] [CrossRef]
- Spiridon, I.; Leluk, K.; Resmerita, A.M.; Darie, R.N. Evaluation of PLA-lignin bioplastics properties before and after accelerated weathering. Compos. Part B Eng. 2015, 69, 342–349. [Google Scholar] [CrossRef]
- Zhu, L.; Dang, B.; Zhang, K.; Zhang, J.; Zheng, M.; Zhang, N.; Du, G.; Chen, Z.; Zheng, R. Transparent Bioplastics from Super-Low Lignin Wood with Abundant Hydrophobic Cellulose Crystals. ACS Sustain. Chem. Eng. 2022, 10, 13775–13785. [Google Scholar] [CrossRef]
- Park, C.-W.; Youe, W.-J.; Kim, S.-J.; Han, S.-Y.; Park, J.-S.; Lee, E.-A.; Kwon, G.-J.; Kim, Y.-S.; Kim, N.-H.; Lee, S.-H. Effect of lignin plasticization on physico-mechanical properties of lignin/poly(lactic acid) composites. Polymers 2019, 11, 2089. [Google Scholar] [CrossRef]
- Suryanegara, L.; Fatriasari, W.; Zulfiana, D.; Anita, S.H.; Masruchin, N.; Gutari, S.; Kemala, T. Novel antimicrobial bioplastic based on PLA-chitosan by addition of TiO2 and ZnO. J. Environ. Health Sci. Eng. 2021, 19, 415–425. [Google Scholar] [CrossRef]
- Kusumastuti, Y.; Putri, N.R.E.; Timotius, D.; Syabani, M.W.; Rochmadi. Effect of chitosan addition on the properties of low-density polyethylene blend as potential bioplastic. Heliyon 2020, 6, e05280. [Google Scholar] [CrossRef] [PubMed]
- Mutmainna, I.; Tahir, D.; Lobo Gareso, P.; Ilyas, S. Synthesis composite starch-chitosan as biodegradable plastic for food packaging. J. Phys. Conf. Ser. 2019, 1317, 6–11. [Google Scholar] [CrossRef]
- Alves, Z.; Ferreira, N.M.; Ferreira, P.; Nunes, C. Design of heat sealable starch-chitosan bioplastics reinforced with reduced graphene oxide for active food packaging. Carbohydr. Polym. 2022, 291, 119517. [Google Scholar] [CrossRef] [PubMed]
- Matonis, S.J.; Zhuang, B.; Bishop, A.F.; Naik, D.A.; Temel, Z.; Bettinger, C.J. Edible Origami Actuators Using Gelatin-Based Bioplastics. ACS Appl. Polym. Mater. 2023, 5, 6288–6295. [Google Scholar] [CrossRef]
- Zhang, Y.; Nian, Y.; Shi, Q.; Hu, B. Protein fibrillation and hybridization with polysaccharides enhance strength, toughness, and gas selectivity of bioplastic packaging. J. Mater. Chem. A 2023, 11, 9884–9901. [Google Scholar] [CrossRef]
- Podshivalov, A.; Zakharova, M.; Glazacheva, E.; Uspenskaya, M. Gelatin/potato starch edible biocomposite films: Correlation between morphology and physical properties. Carbohydr. Polym. 2017, 157, 1162–1172. [Google Scholar] [CrossRef]
- Torres-León, C.; Vicente, A.A.; Flores-López, M.L.; Rojas, R.; Serna-Cock, L.; Alvarez-Pérez, O.B.; Aguilar, C.N. Edible films and coatings based on mango (var. Ataulfo) by-products to improve gas transfer rate of peach. LWT 2018, 97, 624–631. [Google Scholar] [CrossRef]
- Gheorghita Puscaselu, R.; Besliu, I.; Gutt, G. Edible Biopolymers-Based Materials for Food Applications—The Eco Alternative to Conventional Synthetic Packaging. Polymers 2021, 13, 3779. [Google Scholar] [CrossRef] [PubMed]
- Fakhouri, F.M.; Martelli, S.M.; Caon, T.; Velasco, J.I.; Mei, L.H.I. Edible films and coatings based on starch/gelatin: Film properties and effect of coatings on quality of refrigerated Red Crimson grapes. Postharvest Biol. Technol. 2015, 109, 57–64. [Google Scholar] [CrossRef]
- Wang, C.; Gong, C.; Qin, Y.; Hu, Y.; Jiao, A.; Jin, Z.; Qiu, C.; Wang, J. Bioactive and functional biodegradable packaging films reinforced with nanoparticles. J. Food Eng. 2022, 312, 110752. [Google Scholar] [CrossRef]
- Patil, A.S.; Nille, O.S.; Kolekar, G.B.; Sohn, D.; Gore, A.H. UV-Shielding Biopolymer@Nanocomposites for Sustainable Packaging Applications; Springer: Singapore, 2021; pp. 177–202. [Google Scholar] [CrossRef]
- Trajkovska Petkoska, A.; Daniloski, D.; Kumar, N.; Pratibha; Broach, A.T. Biobased Materials as a Sustainable Potential for Edible Packaging; Springer: Singapore, 2021; pp. 111–135. [Google Scholar] [CrossRef]
- Jones, A.; Mandal, A.; Sharma, S. Protein-based bioplastics and their antibacterial potential. J. Appl. Polym. Sci. 2015, 132, 41931. [Google Scholar] [CrossRef]
- Fernandez-Bats, I.; Di Pierro, P.; Villalonga-Santana, R.; Garcia-Almendarez, B.; Porta, R. Bioactive mesoporous silica nanocomposite films obtained from native and transglutaminase-crosslinked bitter vetch proteins. Food Hydrocoll. 2018, 82, 106–115. [Google Scholar] [CrossRef]
- Zhang, R.; Cheng, M.; Wang, X.; Wang, J. Bioactive mesoporous nano-silica/potato starch films against molds commonly found in post-harvest white mushrooms. Food Hydrocoll. 2019, 95, 517–525. [Google Scholar] [CrossRef]
- Brites, P.; Aguiar, M.I.S.; Gonçalves, J.; Ferreira, P.; Nunes, C. Sustainable valorisation of bioactive molecules from rice husks through hydrothermal extraction for chitosan-based bioplastic production. Int. J. Biol. Macromol. 2024, 271, 132489. [Google Scholar] [CrossRef]
- Yong, Y.; Wang, S.; Li, L.; Li, R.; Ahmad, H.N.; Munawar, N.; Zhu, J. A curcumin-crosslinked bilayer film of soy protein isolate and chitosan with enhanced antibacterial property for beef preservation and freshness monitoring. Int. J. Biol. Macromol. 2023, 247, 125778. [Google Scholar] [CrossRef]
- Martínez, I.; Partal, P.; García-Morales, M.; Guerrero, A.; Gallegos, C. Development of protein-based bioplastics with antimicrobial activity by thermo-mechanical processing. J. Food Eng. 2013, 117, 247–254. [Google Scholar] [CrossRef]
- Nyanhongo, G.S.; Rodríguez, R.D.; Prasetyo, E.N.; Caparrós, C.; Ribeiro, C.; Sencadas, V.; Lanceros-Mendez, S.; Acero, E.H.; Guebitz, G.M. Bioactive albumin functionalized polylactic acid membranes for improved biocompatibility. React. Funct. Polym. 2013, 73, 1399–1404. [Google Scholar] [CrossRef]
- Lackner, M.; Mukherjee, A.; Koller, M. What Are “Bioplastics”? Defining Renewability, Biosynthesis, Biodegradability, and Biocompatibility. Polymers 2023, 15, 4695. [Google Scholar] [CrossRef] [PubMed]
- Sapuan Salit, M.; Jawaid, M.; Bin Yusoff, N.; Enamul Hoque, M. Compaction, Permeability and Flow Simulation for Liquid Composite Moulding of Natural Fibre Composites. In Manufacturing of Natural Fibre Reinforced Polymer Composites; Springer: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Isroi, I.; Supeni, G.; Eris, D.D.; Cahyaningtyas, A.A. Biodegradability of Cassava Edible Bioplastics in Landfill Soil and Plantation Soil. J. Kim. Kemasan 2018, 40, 129. [Google Scholar] [CrossRef]
- Ashfaq, J.; Channa, I.A.; Shaikh, A.A.; Chandio, A.D.; Shah, A.A.; Bughio, B.; Birmahani, A.; Alshehri, S.; Ghoneim, M.M. Gelatin- and Papaya-Based Biodegradable and Edible Packaging Films to Counter Plastic Waste Generation. Materials 2022, 15, 1046. [Google Scholar] [CrossRef]
- Kim, J.-H.; Hong, W.-S.; Oh, S.-W. Effect of layer-by-layer antimicrobial edible coating of alginate and chitosan with grapefruit seed extract for shelf-life extension of shrimp (Litopenaeus vannamei) stored at 4 °C. Int. J. Biol. Macromol. 2018, 120, 1468–1473. [Google Scholar] [CrossRef]
- Ni’mah, K.P.; Hakim, M.F.; Julia Putri, L.D.; Rahmawati, F. The Influence of Adding Glycerol and Spirulina on The Characteristics of Starch-Based Bioplastics Film from Potato Peel Waste. Hydrogen J. Kependid. Kim. 2023, 11, 810. [Google Scholar] [CrossRef]
- de Andrade, M.F.C.; Fonseca, G.; Morales, A.R.; Mei, L.H.I. Mechanical recycling simulation of polylactide using a chain extender. Adv. Polym. Technol. 2017, 37, 2053–2060. [Google Scholar] [CrossRef]
- Shrivastava, A. Plastics Processing. Introduction to Plastics Engineering; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar] [CrossRef]
- Faruk, O.; Sain, M. Compression Molding and Thermoforming Process of Green Composite Materials; World Scientific: Singapore, 2014; pp. 175–196. [Google Scholar] [CrossRef]
- Czepiel, M.; Bańkosz, M.; Sobczak-Kupiec, A. Advanced Injection Molding Methods: Review. Materials 2023, 16, 5802. [Google Scholar] [CrossRef] [PubMed]
- Fu, H.; Xu, H.; Liu, Y.; Yang, Z.; Kormakov, S.; Wu, D.; Sun, J. Overview of Injection Molding Technology for Processing Polymers and Their Composites. ES Mater. Manuf. 2020, 8, 3–23. [Google Scholar] [CrossRef]
- Jaszkiewicz, A.; Bledzki, A.K.; Duda, A.; Galeski, A.; Franciszczak, P. Investigation of processability of chain-extended polylactides during melt processing—Compounding conditions and polymer molecular structure. Macromol. Mater. Eng. 2014, 299, 307–318. [Google Scholar] [CrossRef]
- Barletta, M.; Moretti, P.; Pizzi, E.; Puopolo, M.; Vesco, S.; Tagliaferri, V. Thermal behavior of injection- and compression-molded custom-built polylactic acids. Adv. Polym. Technol. 2018, 37, 1444–1455. [Google Scholar] [CrossRef]
- Shenoy, A.V.; Saini, D.R. Melt flow index: More than just a quality control rheological parameter. Part I. Adv. Polym. Technol. 1986, 6, 1–58. [Google Scholar] [CrossRef]
- Demets, R.; Van Kets, K.; Huysveld, S.; Dewulf, J.; De Meester, S.; Ragaert, K. Addressing the complex challenge of understanding and quantifying substitutability for recycled plastics. Resour. Conserv. Recycl. 2021, 174, 105826. [Google Scholar] [CrossRef]
- Aversa, C.; Barletta, M.; Gisario, A.; Pizzi, E.; Puopolo, M.; Vesco, S. Improvements in mechanical strength and thermal stability of injection and compression molded components based on Poly Lactic Acids. Adv. Polym. Technol. 2018, 37, 2158–2170. [Google Scholar] [CrossRef]
- Singsang, W.; Rumjuan, P.; Ausungnoen, Y.; Charentanom, W.; Srakaew, N.; Prasoetsopha, N. Mechanical Properties and Melt Flow Index of Poly (butylene succinate) Blended with a Small Amount of Natural Rubber Compound. IOP Conf. Ser. Mater. Sci. Eng. 2020, 965, 012026. [Google Scholar] [CrossRef]
- Aversa, C.; Barletta, M.; Gisario, A.; Pizzi, E.; Prati, R.; Vesco, S. Corotating twin-screw extrusion of poly(lactic acid) PLA/poly(butylene succinate) PBS/micro-lamellar talc blends for extrusion blow molding of biobased bottles for alcoholic beverages. J. Appl. Polym. Sci. 2021, 138, 51294. [Google Scholar] [CrossRef]
- Ponce, S.; Guerrero, V. Propiedades Mecánicas De Compuestos Biodegradables Elaborados a Base De Ácido Poliláctico Reforzados Con Fibras De Abacá. Rev. EPN 2014, 33. [Google Scholar]
- Campaña, O.; Guerrero and Hugo, V. Caracterización Mecánica y Térmica de Ácido Poliláctico (PLA) Reforzado con Polvo de Bambú (PB). Rev. Politéc. (Quito) 2018, 42, 8. [Google Scholar]
- Simbaña, E.A.; Ordóñez, P.E.; Ordóñez, Y.F.; Guerrero, V.H.; Mera, M.C.; Carvajal, E.A. Abaca: Cultivation, obtaining fibre and potential uses. In Handbook of Natural Fibres, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2020; Volume 1, pp. 197–218. [Google Scholar] [CrossRef]
- Fourati, Y.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P.; Boufi, S. Cellulose nanofibrils reinforced PBAT/TPS blends: Mechanical and rheological properties. Int. J. Biol. Macromol. 2021, 183, 267–275. [Google Scholar] [CrossRef]
- Waluyo, J.; Purba, I.T.; Sani, K.Q.; Sayekti, N.; Ramadhani, S.S.; Pranolo, S.H.; Margono; Kaavessina, M. Bioplastic from empty fruit bunch cellulose/chitosan /starch: Optimization through box-Behnken design to enhance the mechanical properties. J. Plast. Film. Sheeting 2024, 40, 259–282. [Google Scholar] [CrossRef]
- Moro, T.M.A.; Ascheri, J.L.R.; Ortiz, J.A.R.; Carvalho, C.W.P.; Meléndez-Arévalo, A. Bioplastics of Native Starches Reinforced with Passion Fruit Peel. Food Bioprocess Technol. 2017, 10, 1798–1808. [Google Scholar] [CrossRef]
- Thomas, J. A Methodological Outlook on Bioplastics from Renewable Resources. Open J. Polym. Chem. 2020, 10, 21–47. [Google Scholar] [CrossRef]
- Costa, A.; Encarnação, T.; Tavares, R.; Todo Bom, T.; Mateus, A. Bioplastics: Innovation for Green Transition. Polymers 2023, 15, 517. [Google Scholar] [CrossRef] [PubMed]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- da Silva, J.B.A.; Bretas, R.E.S.; Lucas, A.A.; Marini, J.; da Silva, A.B.; Santana, J.S.; Pereira, F.V.; Druzian, J.I. Rheological, mechanical, thermal, and morphological properties of blends poly(butylene adipate-co-terephthalate), thermoplastic starch, and cellulose nanoparticles. Polym. Eng. Sci. 2020, 60, 1482–1493. [Google Scholar] [CrossRef]
- Běhálek, L.; Borůvka, M.; Brdlík, P.; Habr, J.; Lenfeld, P.; Kroisová, D.; Veselka, F.; Novák, J. Thermal properties and non-isothermal crystallization kinetics of biocomposites based on poly(lactic acid), rice husks and cellulose fibres. J. Therm. Anal. Calorim. 2020, 142, 629–649. [Google Scholar] [CrossRef]
- Aranda-García, F.J.; González-Núñez, R.; Jasso-Gastinel, C.F.; Mendizábal, E. Water Absorption and Thermomechanical Characterization of Extruded Starch/Poly(lactic acid)/Agave Bagasse Fiber Bioplastic Composites. Int. J. Polym. Sci. 2015, 2015, 343294. [Google Scholar] [CrossRef]
- Herrera, N.; Mathew, A.P.; Oksman, K. Plasticized polylactic acid/cellulose nanocomposites prepared using melt-extrusion and liquid feeding: Mechanical, thermal and optical properties. Compos. Sci. Technol. 2015, 106, 149–155. [Google Scholar] [CrossRef]
- Sabetzadeh, M.; Bagheri, R.; Masoomi, M. Effect of corn starch content in thermoplastic starch/low-density polyethylene blends on their mechanical and flow properties. J. Appl. Polym. Sci. 2012, 126, 2658–2667. [Google Scholar] [CrossRef]
- Periyasamy, R.; Hemanth Kumar, M.; Rangappa, S.M.; Siengchin, S. A comprehensive review on natural fillers reinforced polymer composites using fused deposition modeling. Polym. Compos. 2023, 44, 3715–3747. [Google Scholar] [CrossRef]
- Tejedor, J.; Cevallos, P.D.; Coro, E.S.; Pontón, P.I.; Guamán, M.; Guerrero, V.H. Effects of annealing on the mechanical, thermal, and physical properties of 3D-printed PLA aged in salt water. Mech. Adv. Mater. Struct. 2024, 1–15. [Google Scholar] [CrossRef]
- Scaffaro, R.; Citarrella, M.C.; Catania, A.; Settanni, L. Green composites based on biodegradable polymers and anchovy (Engraulis encrasicolus) waste suitable for 3D printing applications. Compos. Sci. Technol. 2022, 230, 109768. [Google Scholar] [CrossRef]
- P.P, M.S.; Pitchaimani, J.; Doddamani, M. A short banana fiber—PLA filament for 3D printing: Development and characterization. Polym. Compos. 2024; early view. [Google Scholar] [CrossRef]
- Almeida, V.H.M.; Jesus, R.M.; Santana, G.M.; Pereira, T.B. Polylactic Acid Polymer Matrix (Pla) Biocomposites with Plant Fibers for Manufacturing 3D Printing Filaments: A Review. J. Compos. Sci. 2024, 8, 67. [Google Scholar] [CrossRef]
- Bright, B.M.; Binoj, J.S.; Abu Hassan, S.; Wong, W.L.E.; Suryanto, H.; Liu, S.; Goh, K.L. Feasibility study on thermo-mechanical performance of 3D printed and annealed coir fiber powder/polylactic acid eco-friendly biocomposites. Polym. Compos. 2024, 45, 6512–6524. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Alaimo, G.; Morreale, M. Green Composites Based on PLA and Agricultural or Marine Waste Prepared by FDM. Polymers 2021, 13, 1361. [Google Scholar] [CrossRef]
- Ginoux, G.; Wu, X.; Laqraa, C.; Soulat, D.; Paux, J.; Ferreira, M.; Labanieh, A.R.; Allaoui, S. Continuous additive manufacturing of hemp yarn-reinforced biocomposites with improved impregnation method. Compos. Sci. Technol. 2024, 251, 110561. [Google Scholar] [CrossRef]
- Bengtsson, M.; Baillif, M.L.; Oksman, K. Extrusion and mechanical properties of highly filled cellulose fibre-polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1922–1931. [Google Scholar] [CrossRef]
- Wibowo, A.C.; Mohanty, A.K.; Misra, M.; Drzal, L.T. Chopped industrial hemp fiber reinforced cellulosic plastic biocomposites: Thermomechanical and morphological properties. Ind. Eng. Chem. Res. 2004, 43, 4883–4888. [Google Scholar] [CrossRef]
- Wibowo, A.C.; Misra, M.; Park, H.M.; Drzal, L.T.; Schalek, R.; Mohanty, A.K. Biodegradable nanocomposites from cellulose acetate: Mechanical, morphological, and thermal properties. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1428–1433. [Google Scholar] [CrossRef]
- Mathiot, C.; Ponge, P.; Gallard, B.; Sassi, J.F.; Delrue, F.; Le Moigne, N. Microalgae starch-based bioplastics: Screening of ten strains and plasticization of unfractionated microalgae by extrusion. Carbohydr. Polym. 2019, 208, 142–151. [Google Scholar] [CrossRef]
- Mościcki, L.; Mitrus, M.; Wójtowicz, A.; Oniszczuk, T.; Rejak, A.; Janssen, L. Application of extrusion-cooking for processing of thermoplastic starch (TPS). Food Res. Int. 2012, 47, 291–299. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Sabaruddin, F.A.; Atikah, M.S.N.; Ibrahim, R.; Asyraf, M.R.M.; Huzaifah, M.R.M.; SaifulAzry, S.O.A.; Ainun, Z.M.A. Reuse and Recycle of Biobased Packaging Products. In Bio-Based Packaging: Material, Environmental and Economic Aspects; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2021; pp. 413–426. [Google Scholar] [CrossRef]
- Almeida, C.; Laso, J.; de Sousa, D.B.; Cooney, R.; Quinteiro, P.; Rowan, N.; Dias, A.C.; Clifford, E.; Reboredo, R.G.; Margallo, M.; et al. Seafood consumers engagement in reducing environmental impacts from packaging. Sci. Total Environ. 2023, 863, 160846. [Google Scholar] [CrossRef]
- Thakur, S.; Chaudhary, J.; Sharma, B.; Verma, A.; Tamulevicius, S.; Thakur, V.K. Sustainability of bioplastics: Opportunities and challenges. Curr. Opin. Green Sustain. Chem. 2018, 13, 68–75. [Google Scholar] [CrossRef]
- Miller, L.; Soulliere, K.; Sawyer-Beaulieu, S.; Tseng, S.; Tam, E. Challenges and alternatives to plastics recycling in the automotive sector. Materials 2014, 7, 5883–5902. [Google Scholar] [CrossRef]
- Bartolucci, L.; Cordiner, S.; De Maina, E.; Kumar, G.; Mele, P.; Mulone, V.; Igliński, B.; Piechota, G. Sustainable Valorization of Bioplastic Waste: A Review on Effective Recycling Routes for the Most Widely Used Biopolymers. Int. J. Mol. Sci. 2023, 24, 7696. [Google Scholar] [CrossRef]
- Lamtai, A.; Elkoun, S.; Robert, M.; Mighri, F.; Diez, C. Mechanical Recycling of Thermoplastics: A Review of Key Issues. Waste 2023, 1, 860–883. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Siddique, R.; Khatib, J.; Kaur, I. Use of recycled plastic in concrete: A review. Waste Manag. 2008, 28, 1835–1852. [Google Scholar] [CrossRef] [PubMed]
- Keith, M.; Koller, M.; Lackner, M. Carbon Recycling of High Value Bioplastics: A Route to a Zero-Waste Future. Polymers 2024, 16, 1621. [Google Scholar] [CrossRef] [PubMed]
- Gadaleta, G.; De Gisi, S.; Chong, Z.K.; Heerenklage, J.; Notarnicola, M.; Kuchta, K.; Cafiero, L.; Oliviero, M.; Sorrentino, A.; Picuno, C. Degradation of thermoplastic cellulose acetate-based bioplastics by full-scale experimentation of industrial anaerobic digestion and composting. Chem. Eng. J. 2023, 462, 142301. [Google Scholar] [CrossRef]
- Brüster, B.; Addiego, F.; Hassouna, F.; Ruch, D.; Raquez, J.M.; Dubois, P. Thermo-mechanical degradation of plasticized poly(lactide) after multiple reprocessing to simulate recycling: Multi-scale analysis and underlying mechanisms. Polym. Degrad. Stab. 2016, 131, 132–144. [Google Scholar] [CrossRef]
- Zeller, M.; Netsch, N.; Richter, F.; Leibold, H.; Stapf, D. Chemical Recycling of Mixed Plastic Wastes by Pyrolysis—Pilot Scale Investigations. Chem.-Ing.-Tech. 2021, 93, 1763–1770. [Google Scholar] [CrossRef]
- Achilias, D.S.; Roupakias, C.; Megalokonomos, P.; Lappas, A.A.; Antonakou, V. Chemical recycling of plastic wastes made from polyethylene (LDPE and HDPE) and polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Undri, A.; Rosi, L.; Frediani, M.; Frediani, P. Conversion of poly(lactic acid) to lactide via microwave assisted pyrolysis. J. Anal. Appl. Pyrolysis 2014, 110, 55–65. [Google Scholar] [CrossRef]
- Ariffin, H.; Nishida, H.; Hassan, M.A.; Shirai, Y. Chemical recycling of polyhydroxyalkanoates as a method towards sustainable development. Biotechnol. J. 2010, 5, 484–492. [Google Scholar] [CrossRef]
- Merchan, A.L.; Fischöder, T.; Hee, J.; Lehnertz, M.S.; Osterthun, O.; Pielsticker, S.; Schleier, J.; Tiso, T.; Blank, L.M.; Klankermayer, J.; et al. Chemical recycling of bioplastics: Technical opportunities to preserve chemical functionality as path towards a circular economy. Green Chem. 2022, 24, 9428–9449. [Google Scholar] [CrossRef]
- Li, M.; Witt, T.; Xie, F.; Warren, F.J.; Halley, P.J.; Gilbert, R.G. Biodegradation of starch films: The roles of molecular and crystalline structure. Carbohydr. Polym. 2015, 122, 115–122. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, A.R.; Laforsch, C.; Greiner, A.; Agarwal, S. Fate of So-Called Biodegradable Polymers in Seawater and Freshwater. Glob. Chall. 2017, 1, 1700048. [Google Scholar] [CrossRef] [PubMed]
- da Silva, D.; Kaduri, M.; Poley, M.; Adir, O.; Krinsky, N.; Shainsky-Roitman, J.; Schroeder, A. Biocompatibility, biodegradation and excretion of polylactic acid (PLA) in medical implants and theranostic systems. Chem. Eng. J. 2018, 340, 9–14. [Google Scholar] [CrossRef] [PubMed]
- Stloukal, P.; Pekařová, S.; Kalendova, A.; Mattausch, H.; Laske, S.; Holzer, C.; Chitu, L.; Bodner, S.; Maier, G.; Slouf, M.; et al. Kinetics and mechanism of the biodegradation of PLA/clay nanocomposites during thermophilic phase of composting process. Waste Manag. 2015, 42, 31–40. [Google Scholar] [CrossRef]
- Tan, J.; Liang, Y.; Sun, L.; Yang, Z.; Xu, J.; Dong, D.; Liu, H. Degradation Characteristics of Cellulose Acetate in Different Aqueous Conditions. Polymers 2023, 15, 4505. [Google Scholar] [CrossRef]
- Ahsan, W.A.; Hussain, A.; Lin, C.; Nguyen, M.K. Biodegradation of Different Types of Bioplastics through Composting—A Recent Trend in Green Recycling. Catalysts 2023, 13, 294. [Google Scholar] [CrossRef]
- Rosenboom, J.G.; Langer, R.; Traverso, G. Bioplastics for a circular economy. Nat. Rev. Mater. 2022, 7, 117–137. [Google Scholar] [CrossRef] [PubMed]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Jõgi, K.; Bhat, R. Valorization of food processing wastes and by-products for bioplastic production. Sustain. Chem. Pharm. 2020, 18, 100326. [Google Scholar] [CrossRef]
- Bátori, V.; Åkesson, D.; Zamani, A.; Taherzadeh, M.J.; Sárvári Horváth, I. Anaerobic degradation of bioplastics: A review. Waste Manag. 2018, 80, 406–413. [Google Scholar] [CrossRef]
- Cucina, M.; De Nisi, P.; Trombino, L.; Tambone, F.; Adani, F. Degradation of bioplastics in organic waste by mesophilic anaerobic digestion, composting and soil incubation. Waste Manag. 2021, 134, 67–77. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Torrella, F.; Banks, C.J.; Heaven, S. Data related to anaerobic digestion of bioplastics: Images and properties of digested bioplastics and digestate, synthetic food waste recipe and packaging information. Data Brief 2019, 25, 103990. [Google Scholar] [CrossRef]
- Jayakumar, A.; Radoor, S.; Siengchin, S.; Shin, G.H.; Kim, J.T. Recent progress of bioplastics in their properties, standards, certifications and regulations: A review. Sci. Total Environ. 2023, 878, 163156. [Google Scholar] [CrossRef] [PubMed]
- Nachod, B.; Keller, E.; Hassanein, A.; Lansing, S. Assessment of petroleum-based plastic and bioplastics degradation using anaerobic digestion. Sustainability 2021, 13, 13295. [Google Scholar] [CrossRef]
- Censi, V.; Saiano, F.; Bongiorno, D.; Indelicato, S.; Napoli, A.; Piazzese, D. Bioplastics: A new analytical challenge. Front. Chem. 2022, 10, 971792. [Google Scholar] [CrossRef]
- Döhler, N.; Wellenreuther, C.; Wolf, A. Market dynamics of biodegradable bio-based plastics: Projections and linkages to European policies. EFB Bioecon. J. 2022, 2, 100028. [Google Scholar] [CrossRef]
- Fortune Bussiness Insight. Bioplastics Market Research Report. Available online: https://www.fortunebusinessinsights.com/industry-reports/bioplastics-market-101940 (accessed on 24 May 2024).
- Di Bartolo, A.; Infurna, G.; Dintcheva, N.T. A review of bioplastics and their adoption in the circular economy. Polymers 2021, 13, 1229. [Google Scholar] [CrossRef]
- Futamura Chemical Co., Ltd. Cellulose Films; Futamura Chemical Co., Ltd.: Carlisle, UK, 2024. [Google Scholar]
- Novamont. Home Page. Available online: https://www.novamont.com/eng/mater-bi (accessed on 20 June 2024).
- Cruz, R.M.S.; Krauter, V.; Krauter, S.; Agriopoulou, S.; Weinrich, R.; Herbes, C.; Scholten, P.B.V.; Uysal-Unalan, I.; Sogut, E.; Kopacic, S.; et al. Bioplastics for Food Packaging: Environmental Impact, Trends and Regulatory Aspects. Foods 2022, 11, 3087. [Google Scholar] [CrossRef] [PubMed]
- Degli Esposti, M.; Morselli, D.; Fava, F.; Bertin, L.; Cavani, F.; Viaggi, D.; Fabbri, P. The role of biotechnology in the transition from plastics to bioplastics: An opportunity to reconnect global growth with sustainability. FEBS Open Bio 2021, 11, 967–983. [Google Scholar] [CrossRef]
- Friedrich, D. Market and business-related key factors supporting the use of compostable bioplastics in the apparel industry: A cross-sector analysis. J. Clean. Prod. 2021, 297, 126716. [Google Scholar] [CrossRef]
- Kouhi, M.; Prabhakaran, M.P.; Ramakrishna, S. Edible polymers: An insight into its application in food, biomedicine and cosmetics. Trends Food Sci. Technol. 2020, 103, 248–263. [Google Scholar] [CrossRef]
- Pellis, A.; Malinconico, M.; Guarneri, A.; Gardossi, L. Renewable polymers and plastics: Performance beyond the green. New Biotechnol. 2021, 60, 146–158. [Google Scholar] [CrossRef]
- Fernandéz, I Ohoo!: Material biodegradable hecho con algas alternativo al plástico. Available online: https://www.greenteach.es/ohoo-material-biodegradable-hecho-con-algas-alternativo-al-plastico/ (accessed on 20 June 2024).
- Lactips. Lactips Home Page. Available online: https://www.lactips.com/?lang=en (accessed on 20 June 2024).
- CBINSIGHTS. Candy Cutlery. Available online: https://www.cbinsights.com/company/candy-cutlery (accessed on 20 June 2024).
- Notpla. Home Page. Available online: https://www.notpla.com/ (accessed on 20 June 2024).
- B’Zeos. Home Page. Available online: https://www.bzeos.com/ (accessed on 20 June 2024).
- District, M. Cereplast Expands Bioplastic Applications with Freeze-Tolerant Compostable Resin. Available online: https://materialdistrict.com/article/cereplast-expands-bioplastic-applications-with-freeze-tolerant-compostable-resin/ (accessed on 20 June 2024).
- Kong, U.; Mohammad Rawi, N.F.; Tay, G.S. The Potential Applications of Reinforced Bioplastics in Various Industries: A Review. Polymers 2023, 15, 2399. [Google Scholar] [CrossRef] [PubMed]
- Nasir, N.N.; Othman, S.A. Application of Bioplastic Packaging In Industry. J. Adv. Res. Mater. Sci. 2020, 74, 19–28. [Google Scholar] [CrossRef]
- Wang, H.M.; Yuan, T.Q.; Song, G.Y.; Sun, R.C. Advanced and versatile lignin-derived biodegradable composite film materials toward a sustainable world. Green Chem. 2021, 23, 3790–3817. [Google Scholar] [CrossRef]
- Kongkaoroptham, P.; Piroonpan, T.; Pasanphan, W. Chitosan nanoparticles based on their derivatives as antioxidant and antibacterial additives for active bioplastic packaging. Carbohydr. Polym. 2021, 257, 117610. [Google Scholar] [CrossRef]
- Jin, J.; Luo, B.; Xuan, S.; Shen, P.; Jin, P.; Wu, Z.; Zheng, Y.; Jin, J.; Luo, B.; Xuan, S.; et al. Degradable chitosan-based bioplastic packaging: Design, preparation and applications. Int. J. Biol. Macromol. 2024, 266, 131253. [Google Scholar] [CrossRef]
- Schnabl, K.B.; Mandemaker, L.D.B.; Nierop, K.G.J.; Deen, O.V.B.; Eefting, D.D.; Vollmer, I.; Weckhuysen, B.M. Green Additives in Chitosan-Based Bioplastic Films: Physical, Mechanical, and Chemical Properties. ChemSusChem 2023, 16, e202300585. [Google Scholar] [CrossRef]
- de Moura, I.G.; de Sá, A.V.; Abreu, A.S.L.M.; Machado, A.V.A. Bioplastics from agro-wastes for food packaging applications. In Food Packaging; Elsevier Inc.: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Kumar, R.; Sadeghi, K.; Jang, J.; Seo, J. Mechanical, chemical, and bio-recycling of biodegradable plastics: A review. Sci. Total Environ. 2023, 882, 163446. [Google Scholar] [CrossRef] [PubMed]
- de Albuquerque, T.L.; Marques Júnior, J.E.; de Queiroz, L.P.; Ricardo, A.D.S.; Rocha, M.V.P. Polylactic acid production from biotechnological routes: A review. Int. J. Biol. Macromol. 2021, 186, 933–951. [Google Scholar] [CrossRef]
- Thomas, J.; Patil, R.S.; Patil, M.; John, J. Addressing the Sustainability Conundrums and Challenges within the Polymer Value Chain. Sustainability 2023, 15, 15758. [Google Scholar] [CrossRef]
- Folino, A.; Pangallo, D.; Calabrò, P.S. Assessing bioplastics biodegradability by standard and research methods: Current trends and open issues. J. Environ. Chem. Eng. 2023, 11, 109424. [Google Scholar] [CrossRef]
- Filiciotto, L.; Rothenberg, G. Biodegradable Plastics: Standards, Policies, and Impacts. ChemSusChem 2021, 14, 56–72. [Google Scholar] [CrossRef]
- ASTM Standard. ASTM D6866; Standard Test Methods for Determining the Biobased Content of Solid, Liquid, and Gaseous Samples Using Radiocarbon Analysis. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM Standard. ASTM D6691; Standard Test Method for Determining Aerobic Biodegradation of Plastic Material in the Marine Enviroment by a Defined Microbila Consortium or Natural Sea Water Inoculum. ASTM International: West Conshohocken, PA, USA, 2017.
- European Bioplastics. Certifications for Bioplastics. Available online: https://www.european-bioplastics.org/bioplastics/standards/certification/ (accessed on 20 June 2024).
- Kržan, A.; Petra, H. Certification of Bioplastics. Available online: https://icmpp.ro/sustainableplastics/files/Certification_of_bioplastics.pdf (accessed on 20 June 2024).
- International Organization for Standarization. ISO 14855; Determination of the Ultimate Aerobic Biodegradability of Plastic Materials under Controlled Composting Conditions—Method by Analysis of Evolved Carbon Dioxide—Part 2: Gravimetric Measurement of Carbon Dioxide Evolved in a Laboratory-Scale Test. International Organization for Standardization: Geneva, Switzerland, 2007.
- ASTM. ASTM D5338; Standard Test Method for Determining Aerobic Biodegradation of Plastic Materials under Controlled Composting Conditions. ASTM International: West Conshohocken, PA, USA, 2003.
- European Committee for Standardization. EN 14046:2003; Packaging—Evaluation of the Ultimate Aerobic Biodegradability of Packaging Materials under Controlled Composting Conditions—Method by Analysis of Released Carbon Dioxide. European Committee for Standardization: Brussels, Belgium, 2003.
- International Organization for Standarization. ISO 16929; Plastics—Determination of the Degree of Disintegration of Plastic Materials under Defined Composting Conditions in a Pilot-Scale Test. International Organization for Standardization: Geneva, Switzerland, 2002.
- European Committee for Standardization. EN 14045; Packaging. Evaluation of the Disintegra Tion of Packaging Materials in Practical Oriented Tests under Defined Composting Conditions. European Committee for Standardization: Brussels, Belgium, 2003.
- Mazur-Wierzbicka, E. Circular economy: Advancement of European Union countries. Environ. Sci. Eur. 2021, 33, 1–15. [Google Scholar] [CrossRef]
- European Commission. A Sustainable Bioeconomy for Europe: Strengthening the Connection between Economy, Society and the Environment; European Commission: Ispra, Italy, 2018. [Google Scholar] [CrossRef]
- Moshood, T.D.; Nawanir, G.; Mahmud, F.; Mohamad, F.; Ahmad, M.H.; AbdulGhani, A. Sustainability of biodegradable plastics: New problem or solution to solve the global plastic pollution? Curr. Res. Green Sustain. Chem. 2022, 5, 100273. [Google Scholar] [CrossRef]
- Lenzi, L.; Degli Esposti, M.; Braccini, S.; Siracusa, C.; Quartinello, F.; Guebitz, G.M.; Puppi, D.; Morselli, D.; Fabbri, P. Further Step in the Transition from Conventional Plasticizers to Versatile Bioplasticizers Obtained by the Valorization of Levulinic Acid and Glycerol. ACS Sustain. Chem. Eng. 2023, 11, 9455–9469. [Google Scholar] [CrossRef]
- Patti, A. Challenges to Improve Extrusion-Based Additive Manufacturing Process of Thermoplastics toward Sustainable Development. Macromol. Rapid Commun. 2024, 2400249. [Google Scholar] [CrossRef]
- Samykano, M.; Kumaresan, R.; Kananathan, J.; Kadirgama, K.; Pandey, A.K. An overview of fused filament fabrication technology and the advancement in PLA-biocomposites. Int. J. Adv. Manuf. Technol. 2024, 132, 27–62. [Google Scholar] [CrossRef]
- Singh, A.K.; Bedi, R.; Khajuria, A. A review of composite materials based on rice straw and future trends for sustainable composites. J. Clean. Prod. 2024, 457, 142417. [Google Scholar] [CrossRef]
- Simmons, E.C.; Sanders, M. Building sustainable communities for sustainable development: An evidence-based behavior change intervention to reduce plastic waste and destructive fishing in Southeast Asia. Sustain. Dev. 2022, 30, 1018–1029. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plastic/ Bioplastic | Formulation | Properties | Results and References | ||||
|---|---|---|---|---|---|---|---|
| Additives | Manufacturing Process | Tensile Strength/Elongation at Break | Thermal Stability | Water Permeability | Biodegradability | ||
| Polypropylene/Polyethylene | Extrusion, compression, injection molding | High/High | High | Low | Low | [33,34] | |
| Acetylated starch reinforced with cellulose fibers | Glycerol | Extrusion, compression molding, and injection molding | Increases/Increases | High | High | High biodegradation in soil burial due to the extraction of lower-molecular-weight compounds such as glycerol, sugars, and starch oligomers [35]. | |
| Snail shell nanoparticles and sugarcane bagasse cellulose fibers on polylactic acid (PLA) bioplastic | Acetone and PVA | Solvent casting | High | Low | The presence of acetone catalyzes against the bioplastic water absorption rate, resulting in low water permeability [36]. | ||
| Thermoplastic starch and microcrystalline cellulose | Glycerol plasticizers | Extrusion and hot pressing | Increases/Decreases | High | High | High compatibility between starch matrix and MCC filler [37]. | |
| Cassava starch-based bioplastics | Glycerol | Blended and hot pressing | Increases/Decreases | Low | The interaction of glycerol and starch results in stronger and more rigid structures, improving the shelf life [38]. | ||
| Ginger and green tea | White vinegar and glycerin | Solution casting | Increase/Decreases | High | High | Ginger is highly bioactive, increasing the biodegradability of any product [39]. | |
| PLA and crude palm oil | Glycerol | Solution casting | Decrease/Increases | High | Films are less soluble because of intermolecular attractions within the matrix and cross-linking [40]. | ||
| Cellulose acetate (CA) prepared from Parthenium hysterophorus weed | Polyethylene glycol 600 (PEG600) ranging | Solution casting | Decrease/Increases | High | High | Plasticizers in the film cause a disarrangement of the polymer networks; as a result, there is an increase in flexibility and a reduction in tensile strength [41]. | |
| Starch and cellulose nanofibers | Stearic acid and glycerol | Extrusion and compression molding | Increases/Decreases | High | High | High | Nanofiber decreases melt flow index and hydrophilic nature [42]. |
| Cellulose nanofiber (CNF)-reinforced PLA | Acetone and chloroform | Master batch, extrusion and injection molding | Increases/Decreases | High | High | Dispersion of fibers is adequate in PLA when the cellulose content is low [43]. | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Negrete-Bolagay, D.; Guerrero, V.H. Opportunities and Challenges in the Application of Bioplastics: Perspectives from Formulation, Processing, and Performance. Polymers 2024, 16, 2561. https://doi.org/10.3390/polym16182561
Negrete-Bolagay D, Guerrero VH. Opportunities and Challenges in the Application of Bioplastics: Perspectives from Formulation, Processing, and Performance. Polymers. 2024; 16(18):2561. https://doi.org/10.3390/polym16182561
Chicago/Turabian StyleNegrete-Bolagay, Daniela, and Víctor H. Guerrero. 2024. "Opportunities and Challenges in the Application of Bioplastics: Perspectives from Formulation, Processing, and Performance" Polymers 16, no. 18: 2561. https://doi.org/10.3390/polym16182561