
Experimental and Numerical Investigation of Prepreg-RTM Co-Curing Molding Composite Bolted T-Joint under Bending Load

Abstract
:1. Introduction
2. Experiment
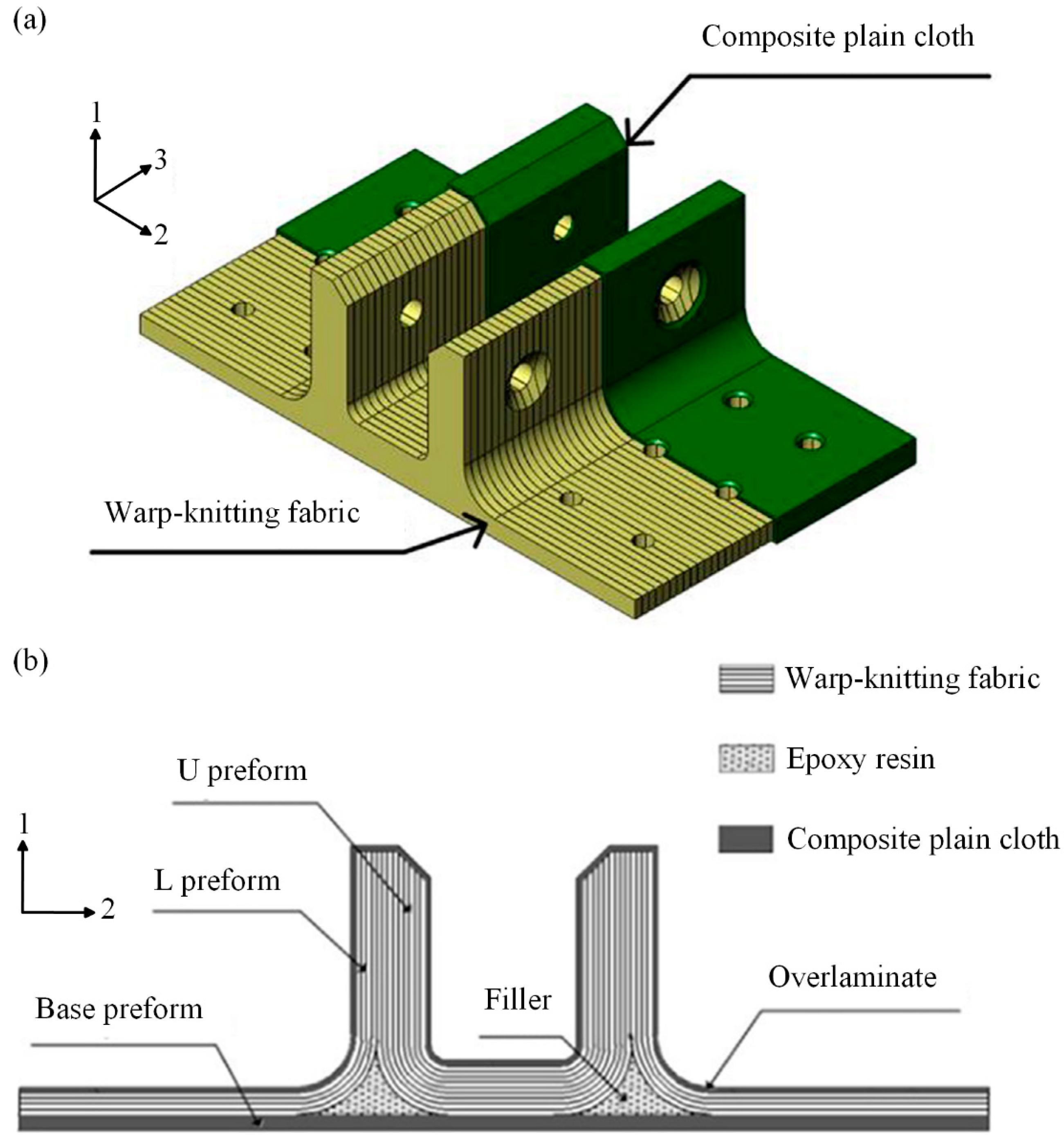
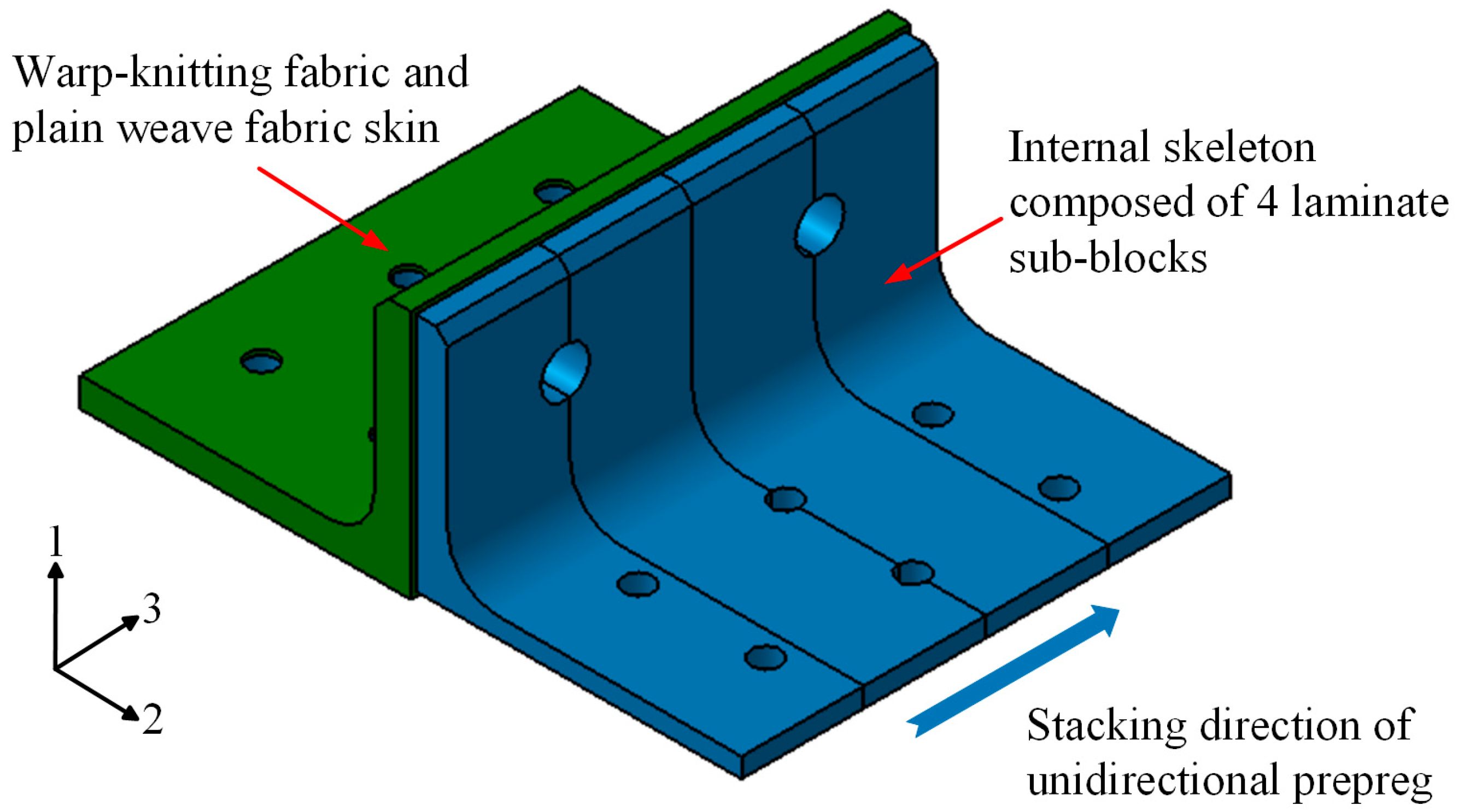
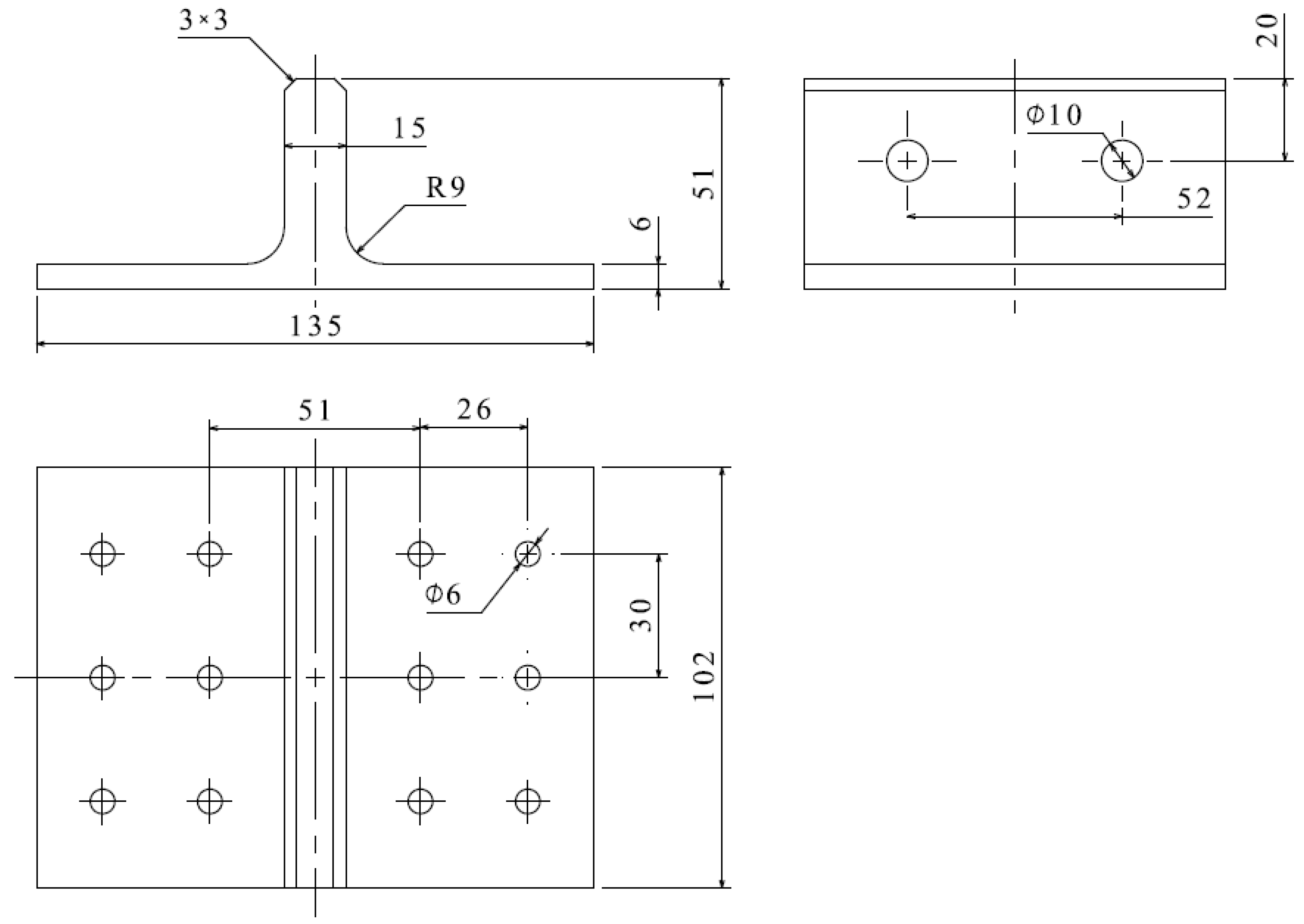
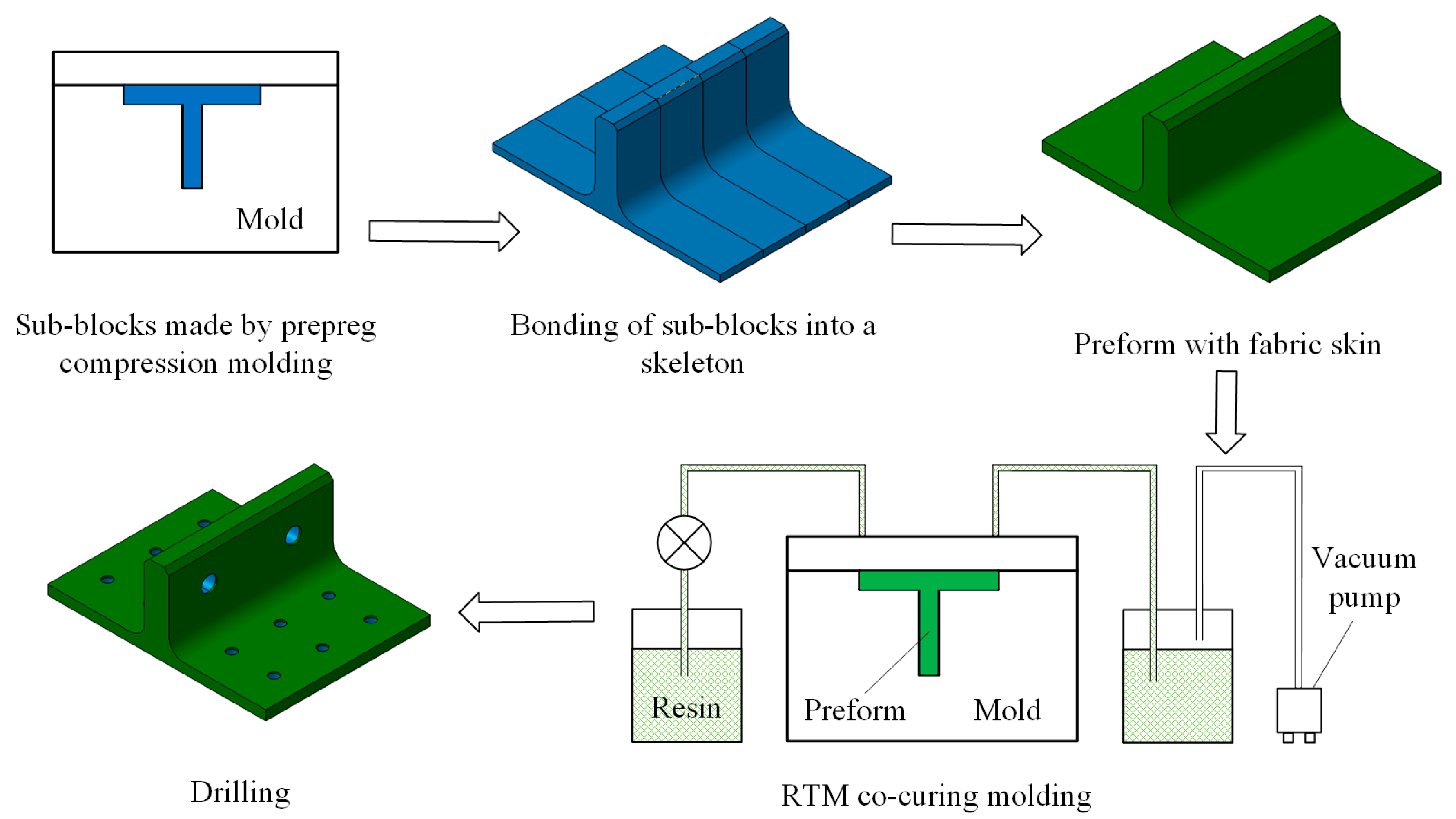
2.1. Specimen Design
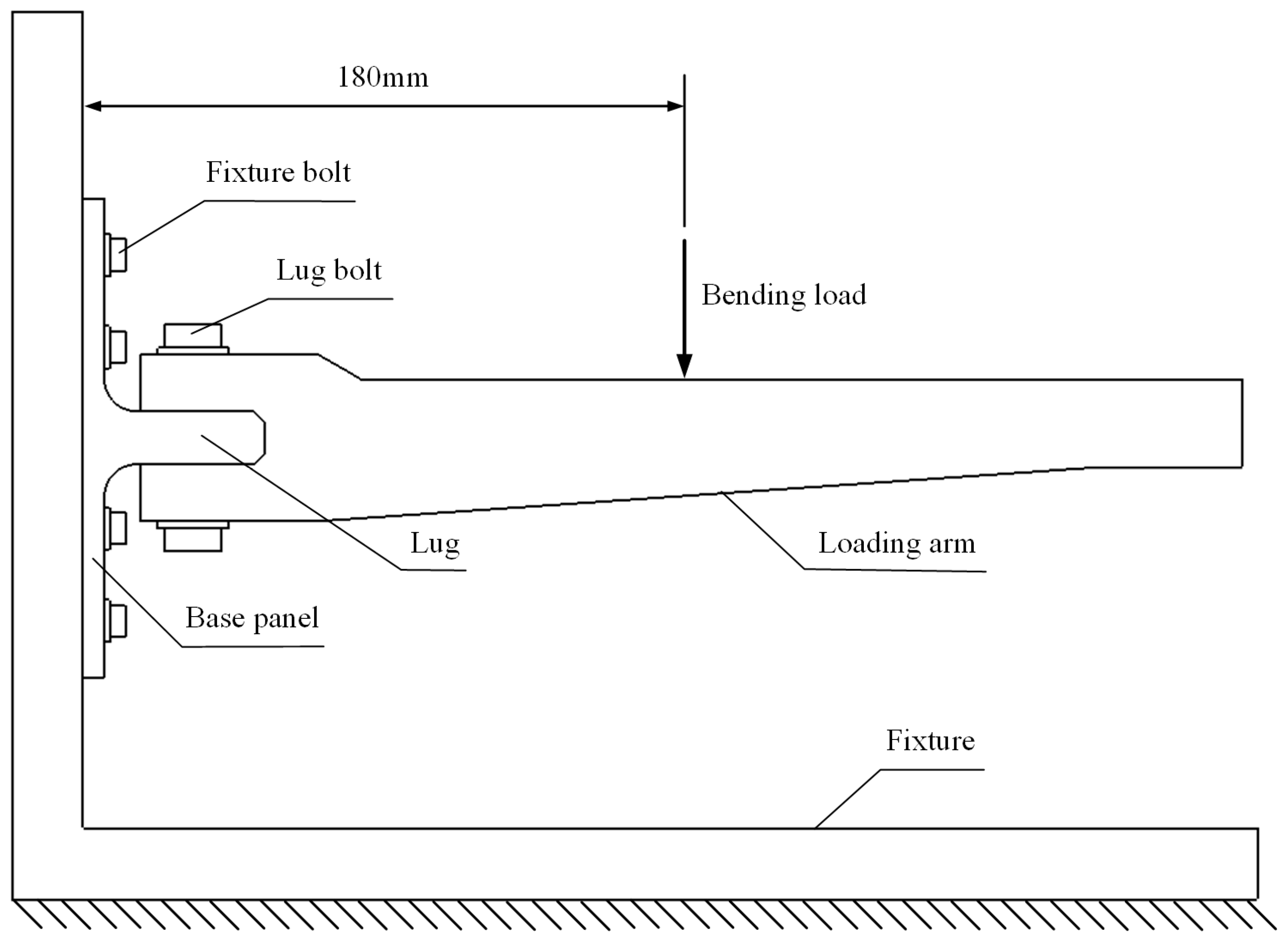
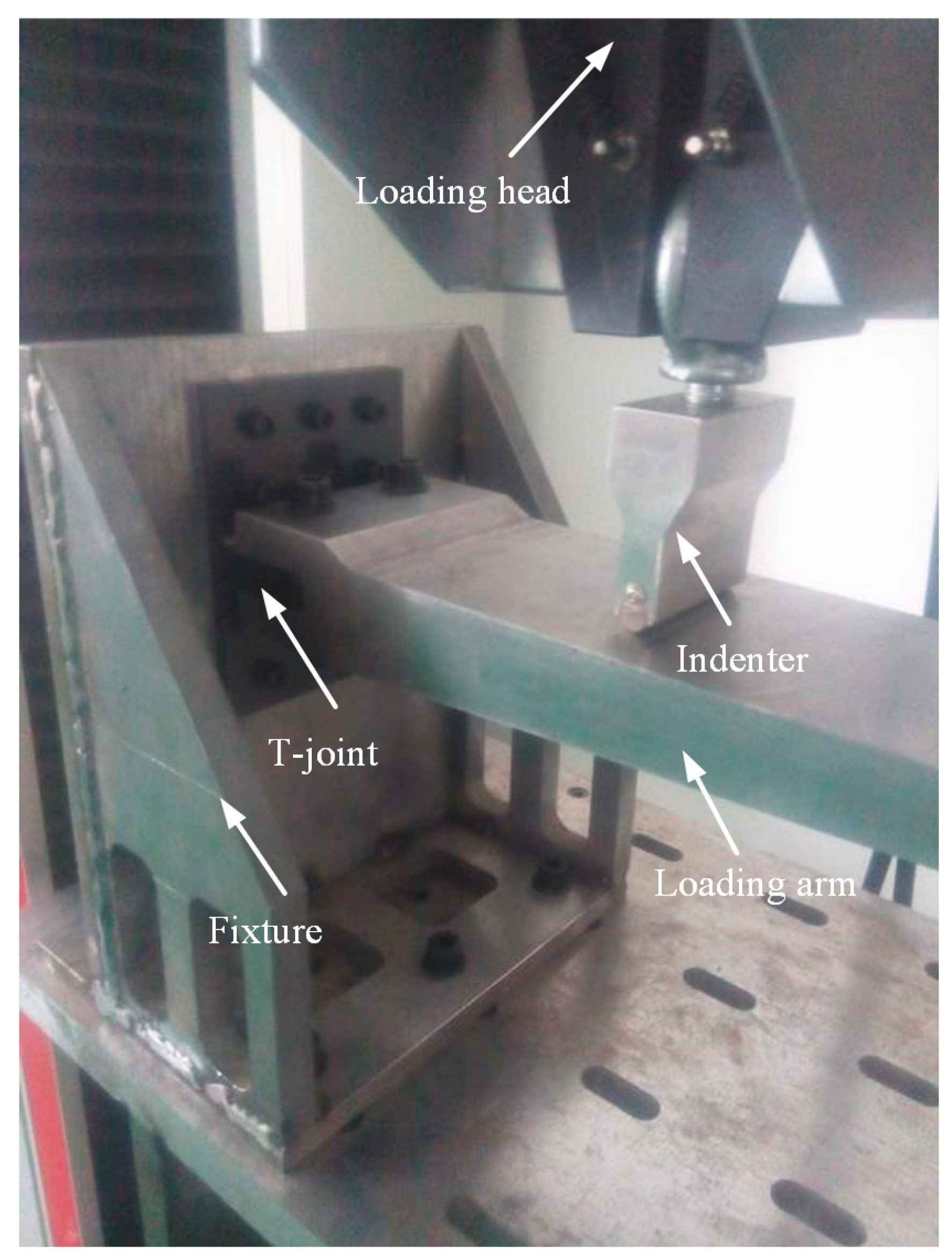
2.2. Test Procedure
2.3. Results and Discussion
3. Numerical Study
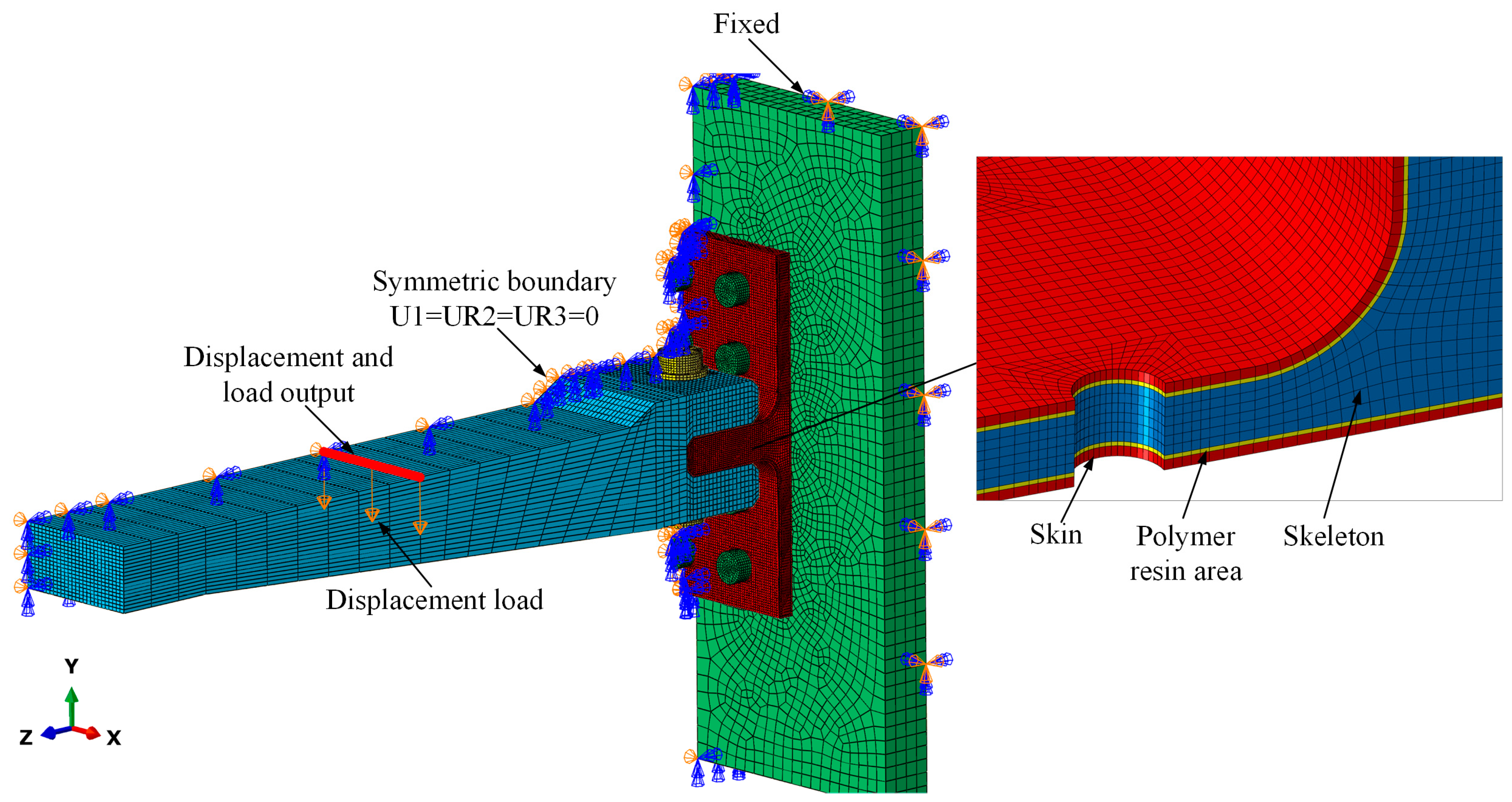
3.1. Finite Element Model
3.2. Material Damage Models
3.3. Verification of the Model
3.4. Failure Mechanism
4. Influencing Factors Analysis
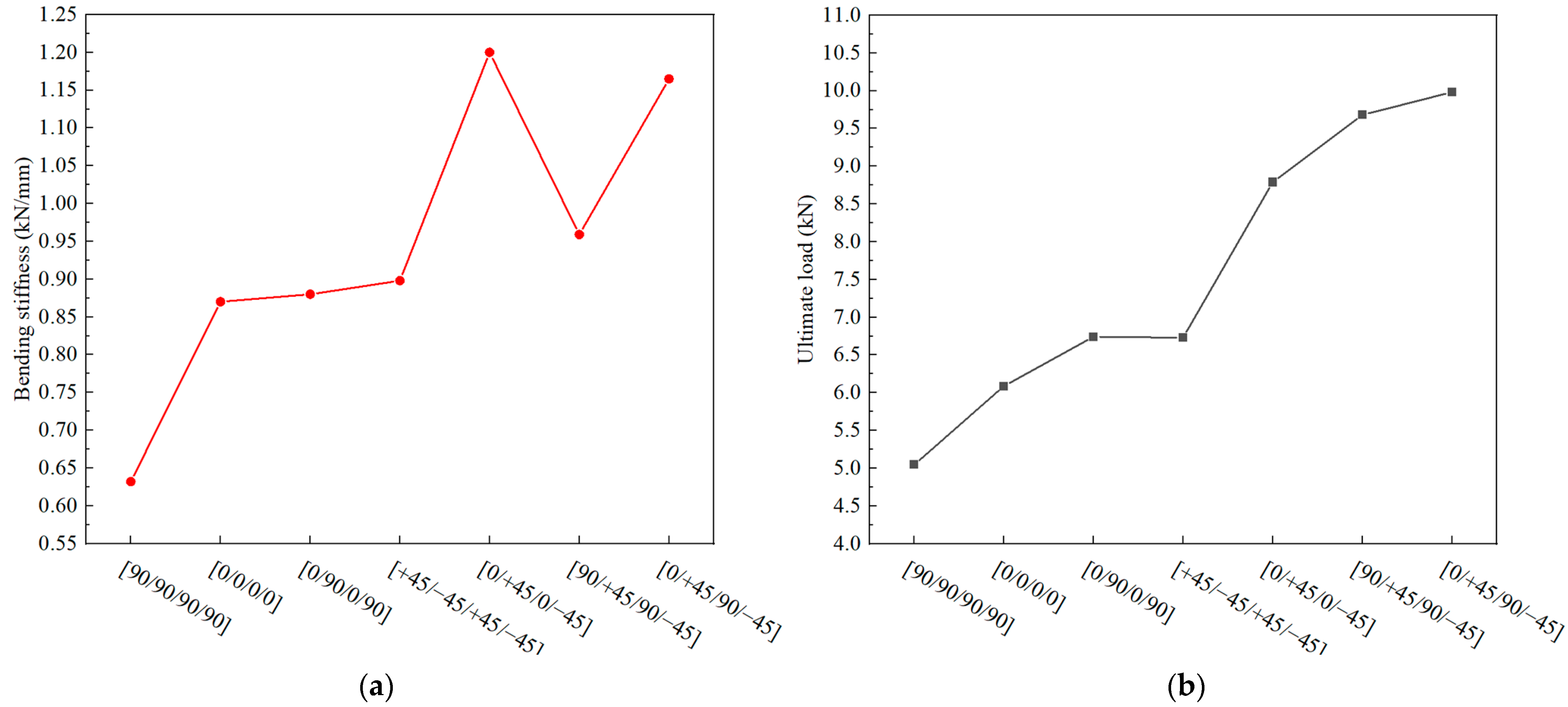
4.1. Effect of the Stacking Sequence of the Skeleton
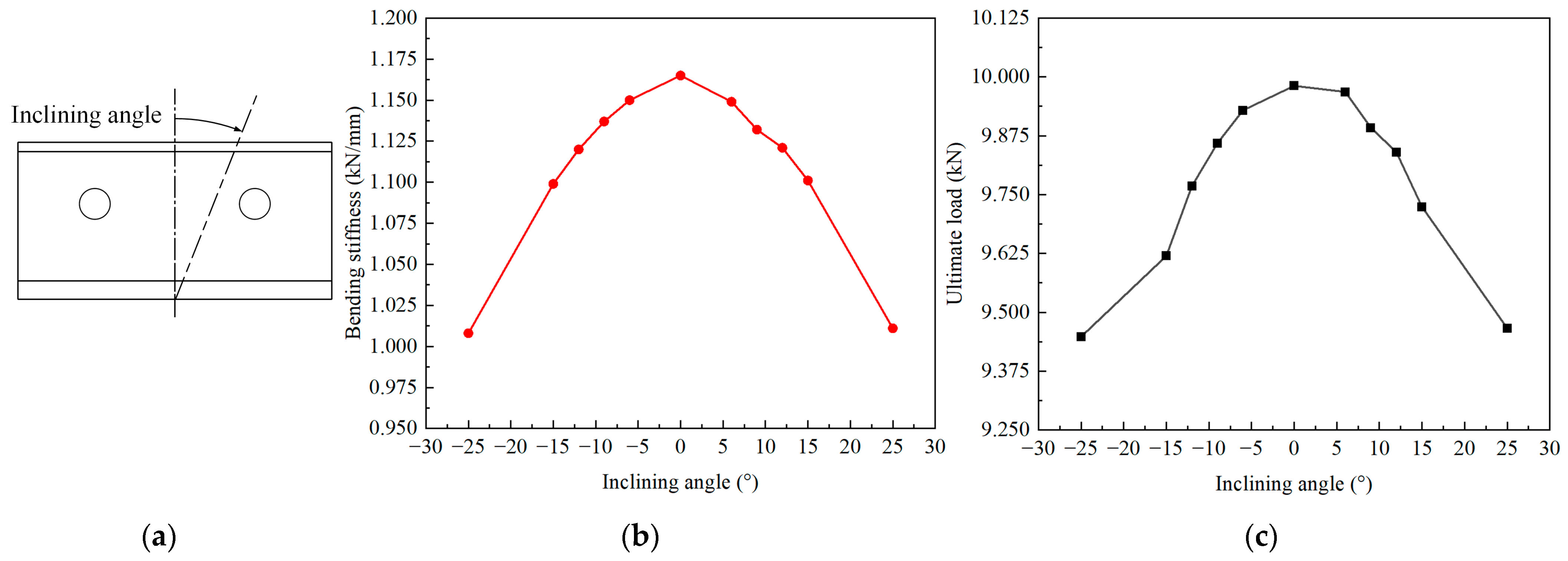
4.2. Effect of the Layer Inclining of the Skeleton
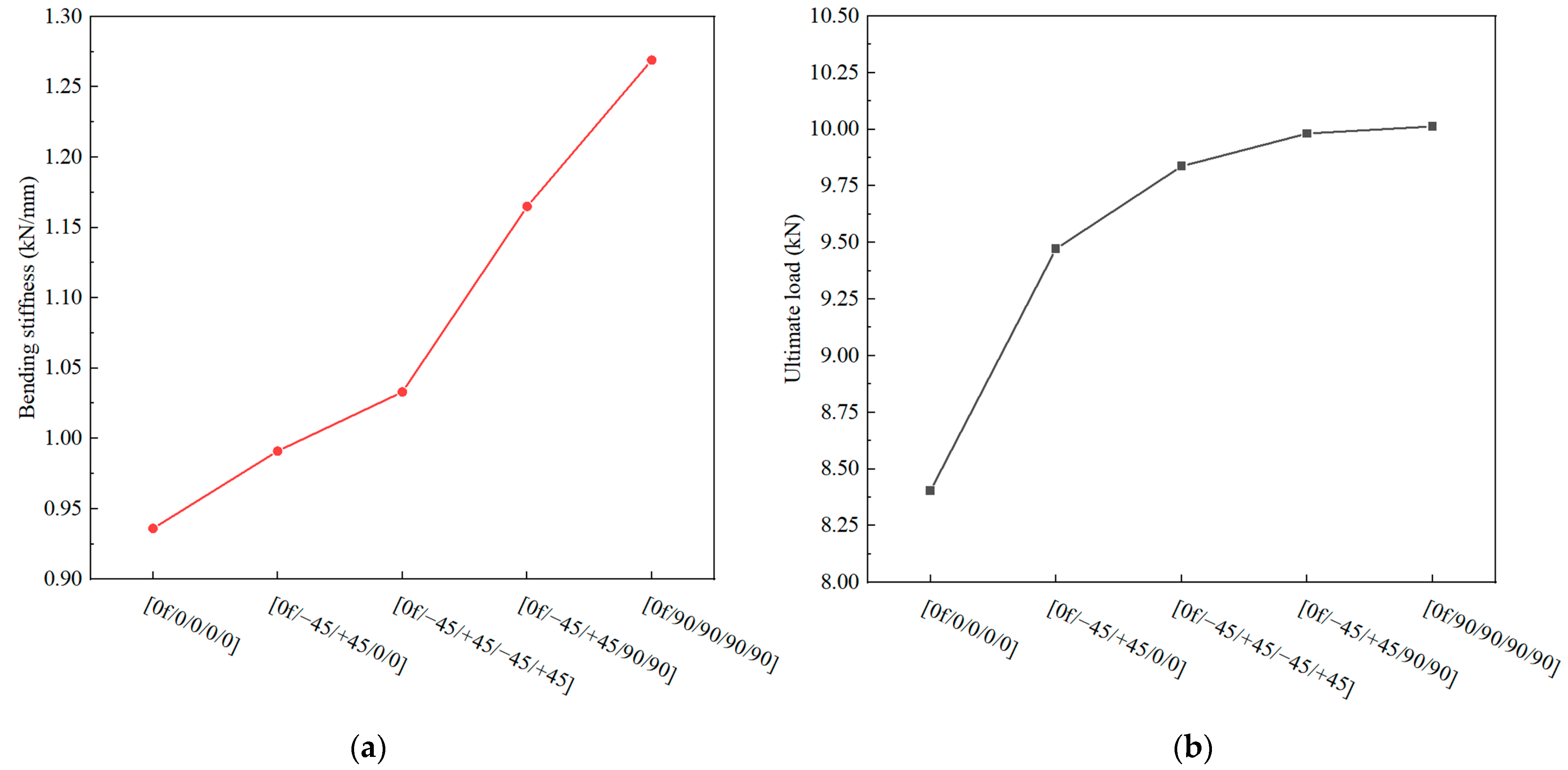
4.3. Effect of the Stacking Sequence of the Skin
5. Conclusions
- (1)
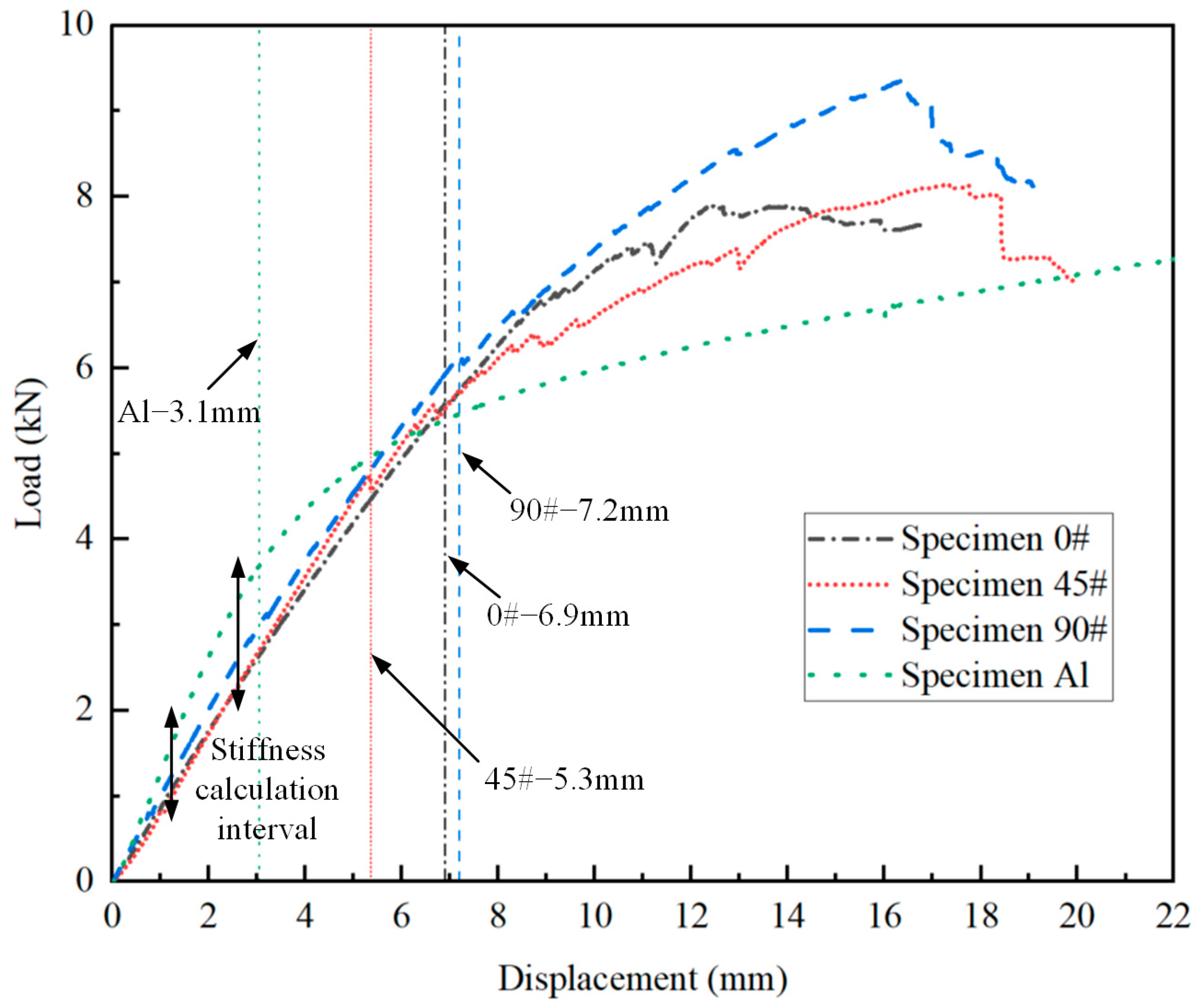
- The bending stiffness and the yield limit load of the novel composite T-joint are 0.81 times and 1.65 times that of the 2A12 aluminum T-joint, respectively, while at only 55.4% of its weight.
- (2)
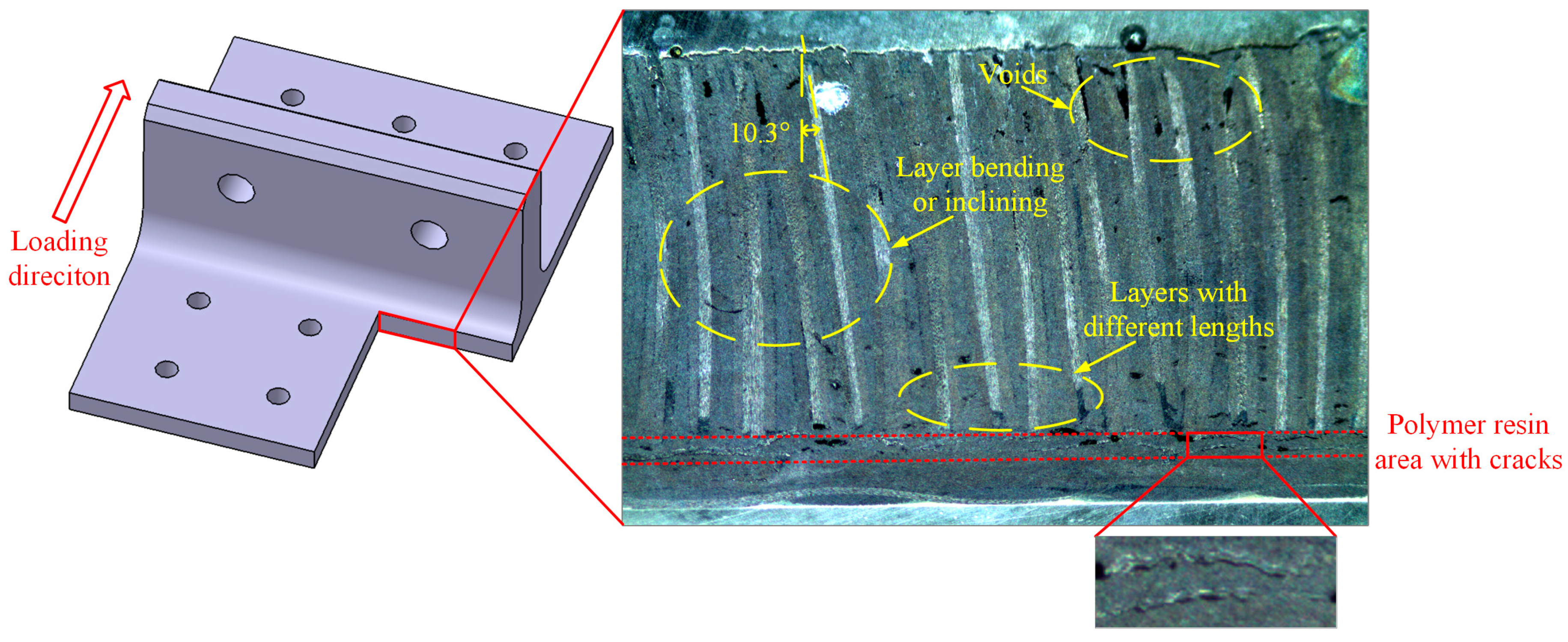
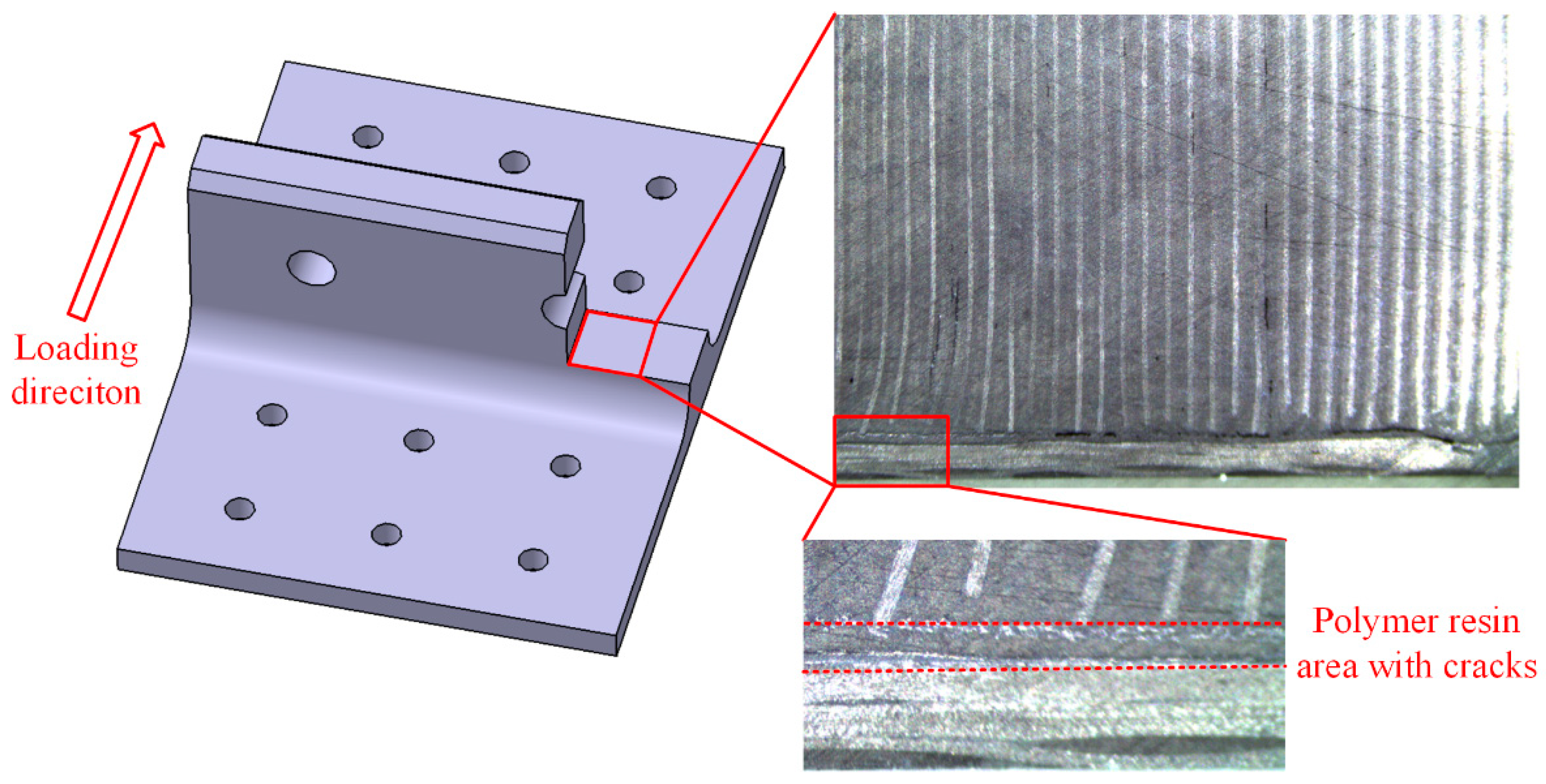
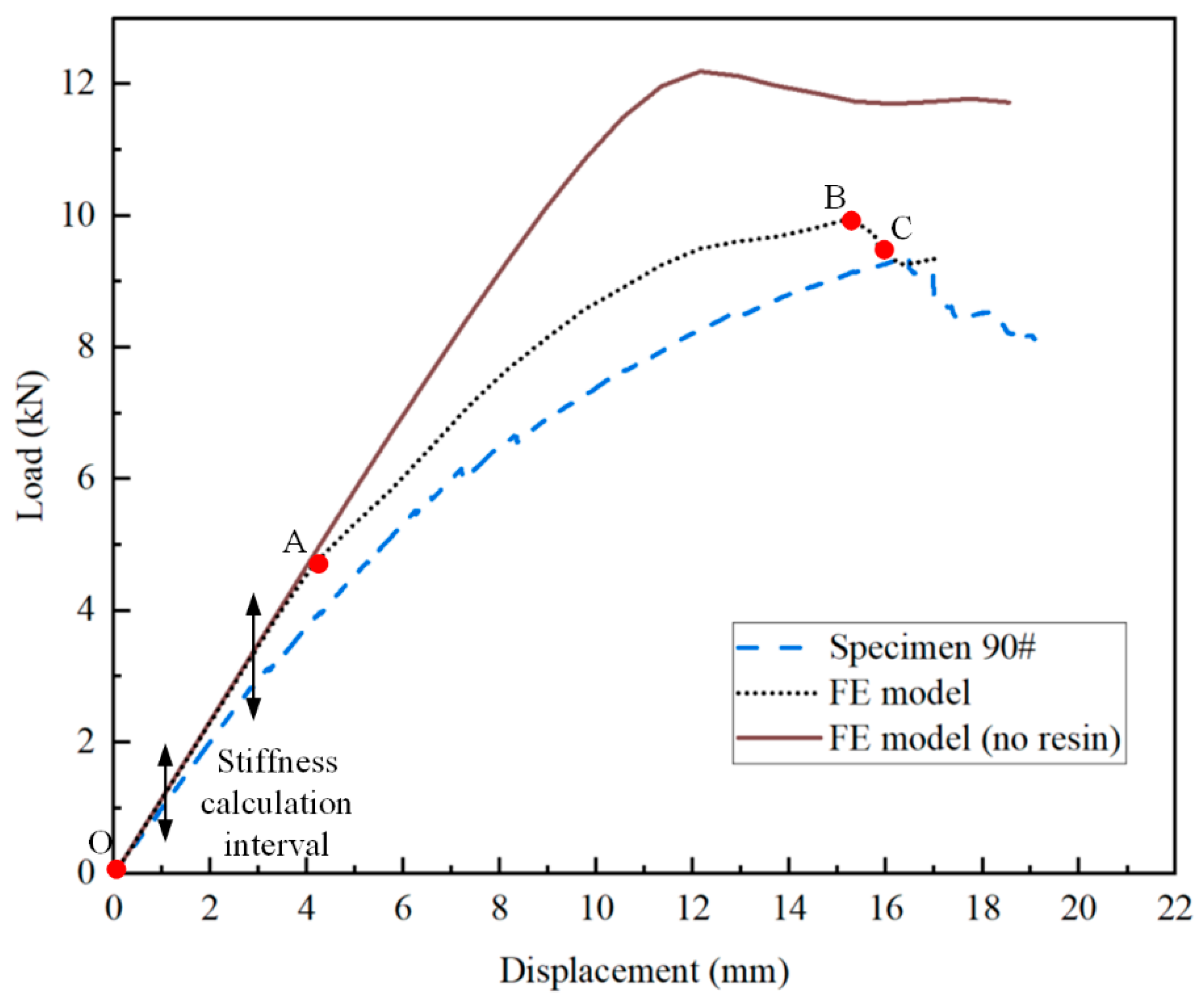
- There exists a layer of polymer resin area between the skin and skeleton of the novel T-joint, and the presence of this area can lead to a significant decrease in the bending performance of the novel T-joint.
- (3)
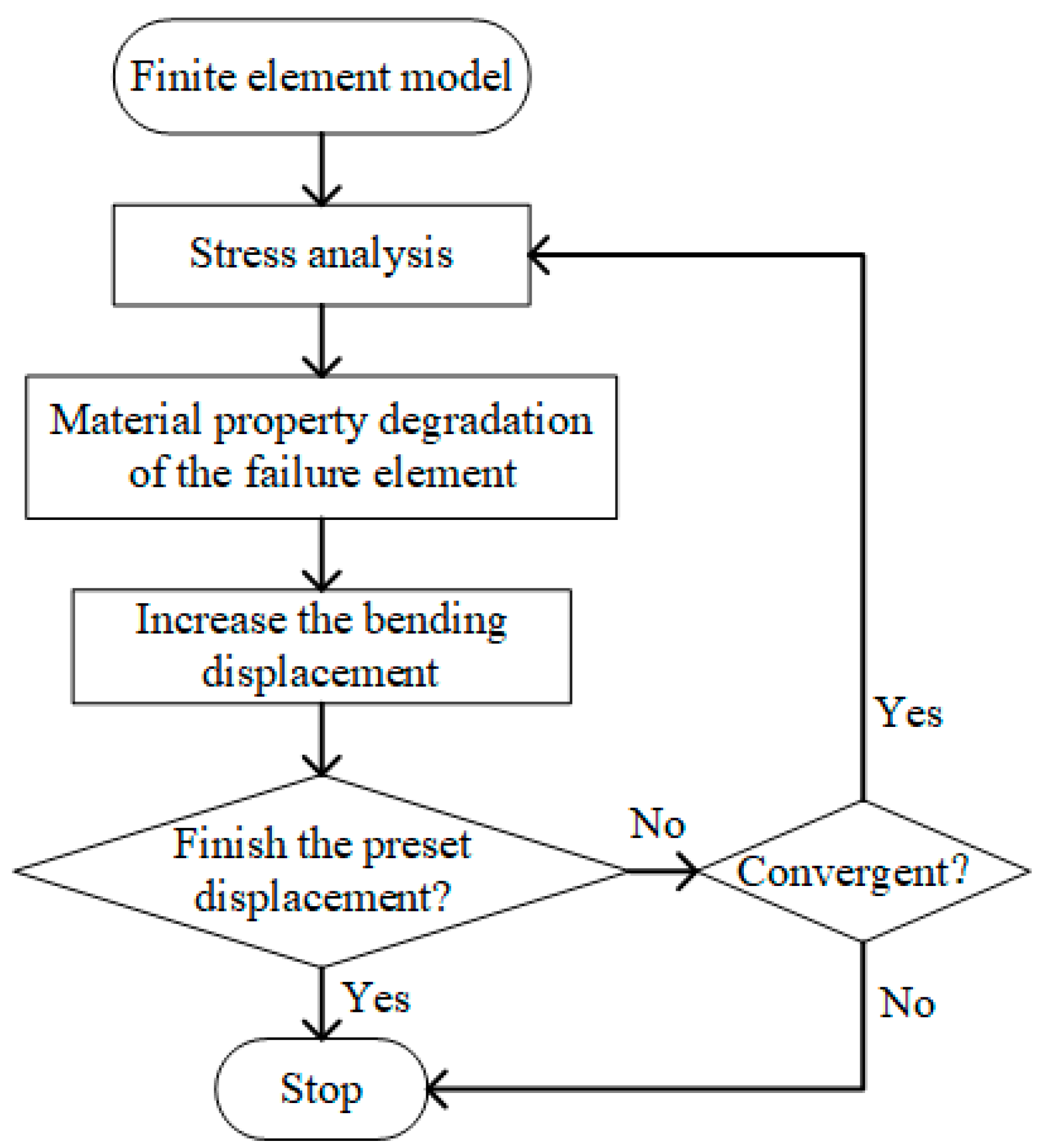
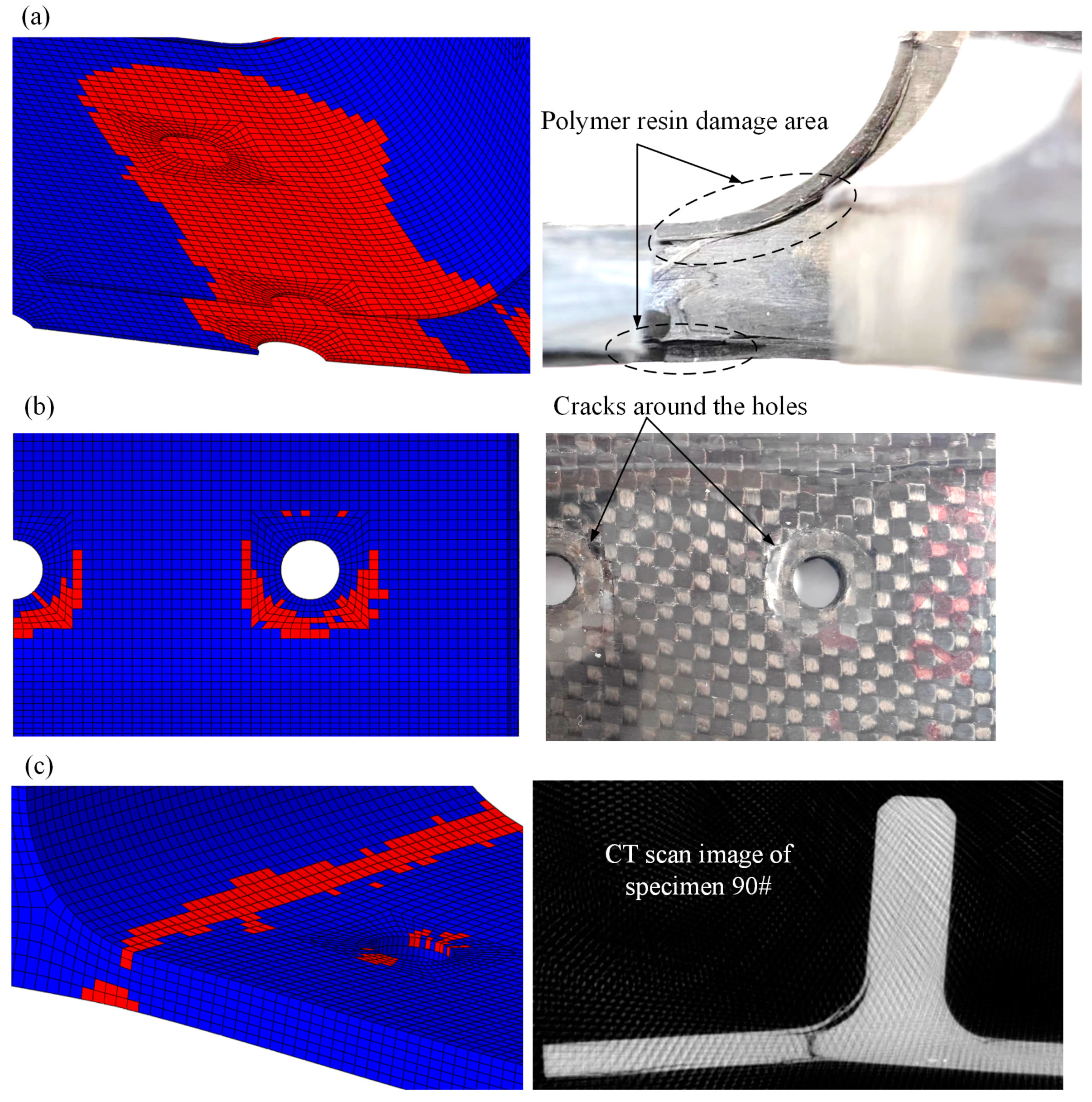
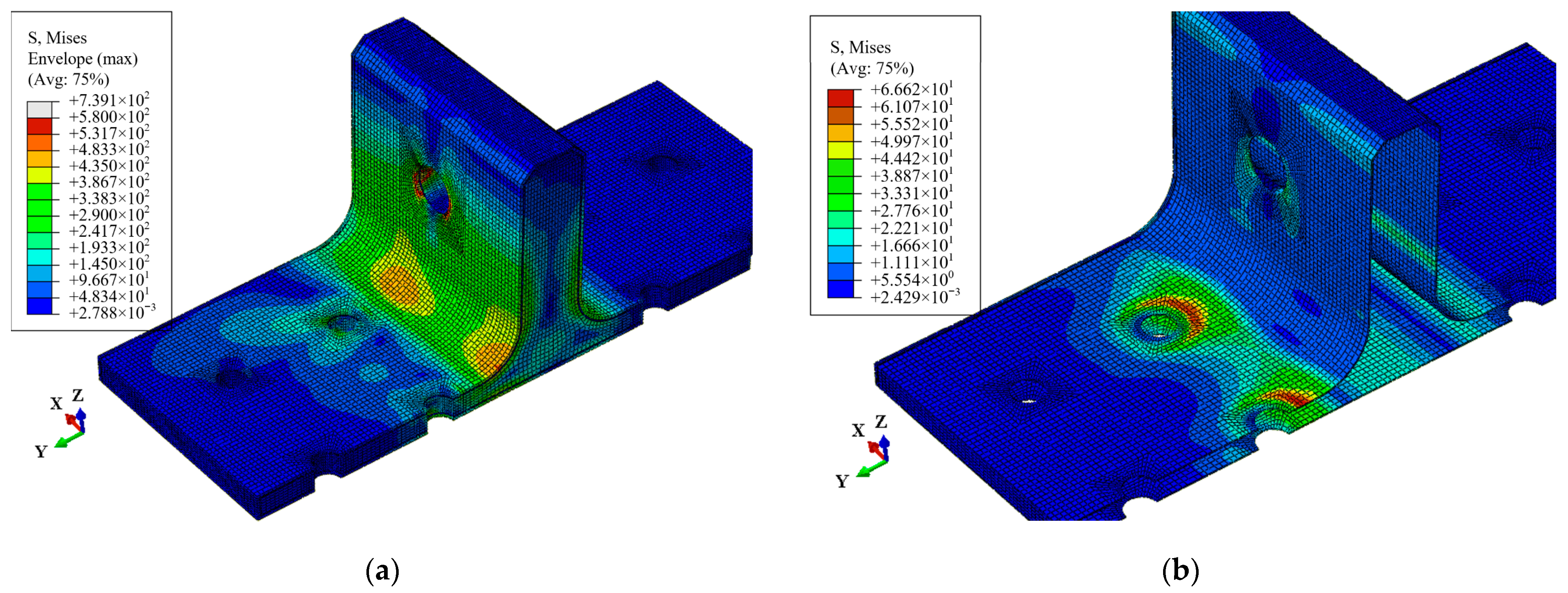
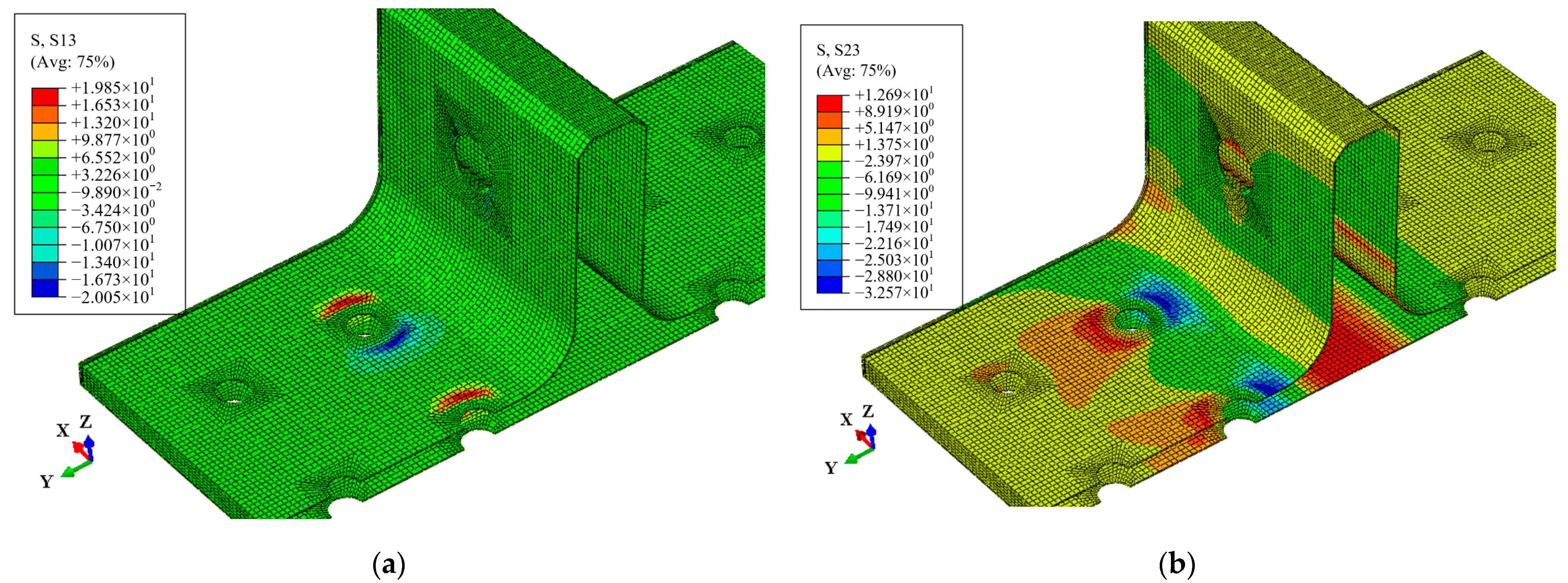
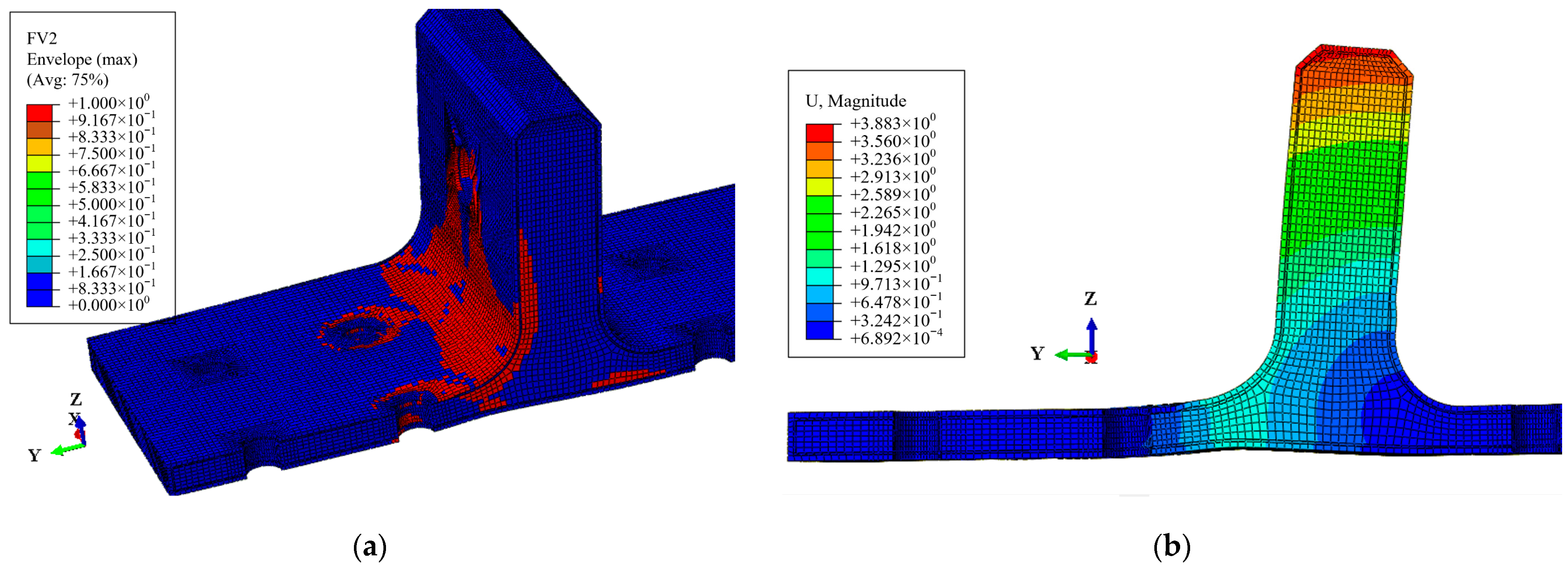
- The finite element model with a layer of resin area between the skin and skeleton exhibits excellent accuracy, and the damage of the novel T-joint initiates in the resin area near the bolt holes on the base panel. Subsequently, the damage within the skin, skeleton, and resin area expands from the areas near the holes towards the edges. Finally, damage within the skeleton penetrates the entire base panel, which results in the final failure of the novel T-joint.
- (4)
- When primarily subjected to bending loads, the optimal stacking sequence for the skeleton is [0/+45/90/−45]ns. Furthermore, when the symmetrically inclining angle of the layer in the skeleton is less than 12°, the decrease in the bending stiffness and in the ultimate load are no more than 2% and 5%, respectively.
- (5)
- For the stacking sequence of the skin, the more 90° layers there are, the better the bending performance, whereas the more 0° layers there are, the poorer the bending performance. The influence of the 45° layers lies between that of the 90° layers and 0° layers.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Mrázová, M. Advanced Composite Materials of the Future in Aerospace Industry. Incas Bull. 2013, 5, 139–150. [Google Scholar] [CrossRef]
- Rana, S.; Fangueiro, R. 1—Advanced Composites in Aerospace Engineering. In Advanced Composite Materials for Aerospace Engineering; Rana, S., Fangueiro, R., Eds.; Woodhead Publishing: Cambridge, UK, 2016; pp. 1–15. [Google Scholar] [CrossRef]
- McCarthy, M.; Stanley, W.; Lawlor, V. Bolt-Hole Clearance Test Results, Part 1: Static Tests; University of Limerick: Limerick, Ireland, 2001; pp. 1–86. [Google Scholar] [CrossRef]
- Peng, Y.Z. Research on Mechanical Properties of Composite T-Joints. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2020. Available online: https://d.wanfangdata.com.cn/thesis/D02306639 (accessed on 15 August 2021).
- Li, L.; Xu, F.; Zhang, S.W. Research and Analysis on the Mechanical Properties and Optimization for Composite T-Joint. Compos. Sci. Eng. 2015, 4, 41–46. [Google Scholar] [CrossRef]
- Zhou, X.S.; Mei, Z.Y. Research on Damage Mechanism and Lateral Bending Strength Characteristic of Sandwich T-Joint. J. Nav. Univ. Eng. 2016, 28, 29–34. [Google Scholar]
- Liu, Y.; Li, M.X.; Lu, X.F.; Zhu, X.L. Failure Mechanism and Strength Prediction Model of T-Joint of Composite Sandwich Structure. Metals 2021, 11, 1197. [Google Scholar] [CrossRef]
- Wu, H.; Xiao, J.Y.; Xing, S.L.; Wen, S.W.; Yang, F.B.; Yang, J.S. The Failure Experiment of Composite T-Joints with Induced Defects under Bending Load. J. Natl. Univ. Def. Technol. 2015, 37, 128–136. [Google Scholar] [CrossRef]
- Koricho, E.G.; Belingardi, G. An Experimental and Finite Element Study of the Transverse Bending Behaviour of CFRP Composite T-Joints in Vehicle Structures. Compos. Part B Eng. 2015, 79, 430–443. [Google Scholar] [CrossRef]
- Barzegar, M.; Moallem, M.D.; Mokhtari, M. Progressive Damage Analysis of an Adhesively Bonded Composite T-Joint under Bending, Considering Micro-Scale Effects of Fiber Volume Fraction of Adherends. Compos. Struct. 2021, 258, 113374. [Google Scholar] [CrossRef]
- Hélénon, F.; Wisnom, M.R.; Hallett, S.R.; Trask, R.S. Investigation into Failure of Laminated Composite T-Piece Specimens under Bending Loading. Compos. Part A Appl. Sci. Manuf. 2013, 54, 182–189. [Google Scholar] [CrossRef]
- Luo, G.; Chai, C.P.; Liu, J.Z.; Xiao, Y.Z.; Chen, Y.S.; Xu, F.X. Investigations on the Mechanical Properties of Composite T-Joints with Defects under Bending Loading. Sustainability 2022, 14, 16609. [Google Scholar] [CrossRef]
- Burns, L.; Mouritz, A.P.; Pook, D.; Feih, S. Strengthening of Composite T-Joints Using Novel Ply Design Approaches. Compos. Part B Eng. 2016, 88, 73–84. [Google Scholar] [CrossRef]
- Cheng, X.Q.; Fan, J.F.; Liu, S.F.; Guo, X.; Xu, Y.H.; Zhang, T. Design and Investigation of Composite Bolted π-Joints with an Unconventional Configuration under Bending Load. Compos. Part B Eng. 2016, 85, 59–67. [Google Scholar] [CrossRef]
- Du, X.Y.; Cheng, X.Q.; Cheng, Y.J.; Huang, W.J.; Chen, G. Analysis and Design Improvement of Composite Bolted π-Joints under Bending Load. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 384. [Google Scholar] [CrossRef]
- Fan, J.F.; Cheng, X.Q.; Wang, S.W.; Guo, X.; Zhang, T. Experimental and Numerical Investigation of Composite Bolted π-Joint Subjected to Bending Load. Compos. Part B Eng. 2015, 78, 324–330. [Google Scholar] [CrossRef]
- Zhao, A.A.; Yang, W.K.; Yu, F.; Liu, W.H.; Lu, S.H. RTM Process for Large-Scale and High-Performances Composite Components. J. Nanjing Univ. Aeronaut. Astronaut. 2020, 52, 39–47. [Google Scholar] [CrossRef]
- Li, W.D.; Liu, G.; Bao, J.W.; Hu, X.L.; Yi, X.S. Research of Processing Characteristics and Mechanical Properties of Semi-Prepreg RTM Composites. J. Aeronaut. Mater. 2014, 34, 57–62. [Google Scholar] [CrossRef]
- Fu, Y.T.; Yao, X.F. A Review on Manufacturing Defects and Their Detection of Fiber Reinforced Resin Matrix Composites. Compos. Part C Open Access 2022, 8, 100276. [Google Scholar] [CrossRef]
- Cheng, X.; Xiong, J.J.; Peng, B.; Cheng, Z.L.; Li, H.Y. Mechanical Properties of RTM-Made Composite Cross-Joints. Chin. J. Aeronaut. 2009, 22, 211–217. [Google Scholar] [CrossRef]
- Starke, E.; Staley, J. Application of Modern Aluminum Alloys to Aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Yu, M.; Liu, Y.; Liu, J.; Li, S.; Xue, B.; Zhang, Y.; Yin, X. Effects of Cerium Salts on Corrosion Behaviors of Si–Zr Hybrid Sol–Gel Coatings. Chin. J. Aeronaut. 2015, 28, 600–608. [Google Scholar] [CrossRef]
- Omairey, S.; Jayasree, N.; Kazilas, M. Defects and Uncertainties of Adhesively Bonded Composite Joints. SN Appl. Sci. 2021, 3, 769. [Google Scholar] [CrossRef]
- Qiao, Y.; Shin, Y.; Pallaka, M.R.; Nickerson, E.K.; Merkel, D.R.; Seffens, R.J.; Ortiz, A.; Ramos, J.L.; Simmons, K.L. Plasma Surface Modification Coupled with Thermal and Step-over Distance Effects on Significant Fracture Improvement of Adhesively-Bonded Metal-CFRTP Dissimilar Materials. Compos. Sci. Technol. 2023, 232, 109833. [Google Scholar] [CrossRef]
- Tserpes, K.I.; Pantelakis, S.; Kappatos, V. The Effect of Imperfect Bonding on the Pull-out Behavior of Non-Crimp Fabric Pi-Shaped Joints. Comput. Mater. Sci. 2011, 50, 1372–1380. [Google Scholar] [CrossRef]
- Hashin, Z. Failure Criteria for Unidirectional Fiber Composites. J. Appl. Mech. 1980, 47, 329–334. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Lessard, L.B. Progressive Fatigue Damage Modeling of Composite Materials, Part I: Modeling. J. Compos. Mater. 2000, 34, 1056–1080. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Lessard, L.B. Progressive Fatigue Damage Modeling of Composite Materials, Part II: Material Characterization and Model Verification. J. Compos. Mater. 2000, 34, 1081–1116. [Google Scholar] [CrossRef]
- Ye, L. Role of Matrix Resin in Delamination Onset and Growth in Composite Laminates. Compos. Sci. Technol. 1988, 33, 257–277. [Google Scholar] [CrossRef]
- Oh, J.H.; Kim, Y.G.; Lee, D.G. Optimum Bolted Joints for Hybrid Composite Materials. Compos. Struct. 1997, 38, 329–341. [Google Scholar] [CrossRef]
- Chen, W.H.; Lee, S.S.; Yeh, J.T. Three-Dimensional Contact Stress Analysis of a Composite Laminate with Bolted Joint. Compos. Struct. 1995, 30, 287–297. [Google Scholar] [CrossRef]
- Chang, F.K.; Chang, K.Y. A Progressive Damage Model for Laminated Composites Containing Stress Concentrations. J. Compos. Mater. 1987, 21, 834–855. [Google Scholar] [CrossRef]
- Tan, S.C. A Progressive Failure Model for Composite Laminates Containing Openings. J. Compos. Mater. 1991, 25, 556–577. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | ZT7G/9368 | ZT7G Warp-Knitting Fabric/6808 | ZT7G Plain Weave Fabric/6808 |
|---|---|---|---|
| Longitudinal elastic modulus, E11 (GPa) | 132 | 132 | 61.5 |
| Transverse elastic modulus, E22 (GPa) | 8.55 | 9 | 61.5 |
| Through-thickness elastic modulus, E33 (GPa) | 8.55 | 9 | 8 |
| In-plane shear modulus, G12 (GPa) | 4.32 | 5.9 | 4.89 |
| Out-of-plane shear modulus, G13 (GPa) | 4.32 | 5.9 | 4.89 |
| Out-of-plane shear modulus, G23 (GPa) | 3.35 | 3.3 | 4.89 |
| Poisson’s ratio, μ12 | 0.33 | 0.3 | 0.06 |
| Poisson’s ratio, μ13 | 0.33 | 0.3 | 0.3 |
| Poisson’s ratio, μ23 | 0.33 | 0.3 | 0.3 |
| Longitudinal tensile strength, XT (MPa) | 2200 | 2170 | 842 |
| Longitudinal compressive strength, XC (MPa) | 1200 | 938 | 628 |
| Transverse tensile strength, YT (MPa) | 38 | 36.2 | 842 |
| Transverse compressive strength, YC (MPa) | 196 | 192 | 628 |
| Through-thickness tensile strength, ZT (MPa) | 38 | 36.2 | - |
| Through-thickness compressive strength, ZC (MPa) | 196 | 192 | - |
| In-plane shear strength, S12 (MPa) | 90 | 88.3 | 92.2 |
| Out-of-plane shear strength, S13 (MPa) | 90 | 88.3 | - |
| Out-of-plane shear strength, S23 (MPa) | 86 | 68.3 | - |
| Material | Modulus, E (GPa) | Poisson’s Ratio, μ | Strength, σT (MPa) |
|---|---|---|---|
| Epoxy resin 6808 | 3.3 | 0.3 | 65.6 |
| 45# steel | 210 | 0.33 | - |
| Specimen | Number of Specimens | Stacking Sequence of the Skin | Weight (g) |
|---|---|---|---|
| Specimen 0# | 1 | [0f/−45/+45/0/0] | 226.22 |
| Specimen 45# | 1 | [0f/−45/+45/−45/+45] | 226.14 |
| Specimen 90# | 1 | [0f/−45/+45/90/90] | 227.35 |
| Specimen Al | 1 | - | 410.51 |
| Specimen | Bending Stiffness (kN/mm) | Yield Limit Load (kN) | Ultimate Load (kN) |
|---|---|---|---|
| Specimen 0# | 0.873 | 5.584 | 7.882 |
| Specimen 45# | 0.953 | 4.702 | 8.118 |
| Specimen 90# | 0.992 | 6.093 | 9.360 |
| Specimen Al | 1.221 | 3.694 | - |
| Material | Failure Mode | Degradation Rule |
|---|---|---|
| ZT7G/9368 | Fiber breakage | E11 = 0.1E11 |
| Matrix cracks | E22 = 0.2E22, G12 = 0.2G12, G23 = 0.2G23 | |
| Delamination | E33 = 0.01E33, G13 = 0.01G13, G23 = 0.01G23, μ13 = 0.01μ13, μ23 = 0.01μ23 | |
| Fiber–matrix shear failure | G12 = 0.2G12, μ12 = 0.2μ12 | |
| ZT7G warp-knitting fabric/6808 | Fiber breakage | E11 = 0.1E11 |
| Matrix cracks | E22 = 0.2E22, G12 = 0.2G12, G23 = 0.2G23 | |
| ZT7G plain weave fabric/6808 | Warp fiber breakage | E11 = 0.1E11, G12 = 0.2G12, G13 = 0.01G13, μ12 = 0.01μ12, μ13 = 0.01μ13 |
| Weft fiber breakage | E22 = 0.1E22, G12 = 0.2G12, G23 = 0.01G23, μ12 = 0.01μ12, μ23 = 0.01μ23 | |
| Epoxy resin 6808 | Polymer resin failure | E = 0.03E, μ = 0.03μ |
| Bending Stiffness (kN/mm) | Ultimate Load (kN) | |
|---|---|---|
| Specimen 90# | 0.992 | 9.360 |
| FE model | 1.165 | 9.981 |
| Difference (%) | 17.4 | 6.63 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, T.; Luo, Z.; Li, K.; Cheng, X. Experimental and Numerical Investigation of Prepreg-RTM Co-Curing Molding Composite Bolted T-Joint under Bending Load. Polymers 2024, 16, 1018. https://doi.org/10.3390/polym16071018
Zhang T, Luo Z, Li K, Cheng X. Experimental and Numerical Investigation of Prepreg-RTM Co-Curing Molding Composite Bolted T-Joint under Bending Load. Polymers. 2024; 16(7):1018. https://doi.org/10.3390/polym16071018
Chicago/Turabian StyleZhang, Tao, Zhitao Luo, Kenan Li, and Xiaoquan Cheng. 2024. "Experimental and Numerical Investigation of Prepreg-RTM Co-Curing Molding Composite Bolted T-Joint under Bending Load" Polymers 16, no. 7: 1018. https://doi.org/10.3390/polym16071018