
Effect of Aging on Tensile and Chemical Properties of Polylactic Acid and Polylactic Acid-Like Polymer Materials for Additive Manufacturing

 ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Specimen Preparation
2.2. Aging
2.3. 3D Scanning
2.4. Mechanical Testing
2.5. Fourier Transform Infrared (FTIR) Spectroscopy
2.6. Statistical Analysis
3. Results and Discussions
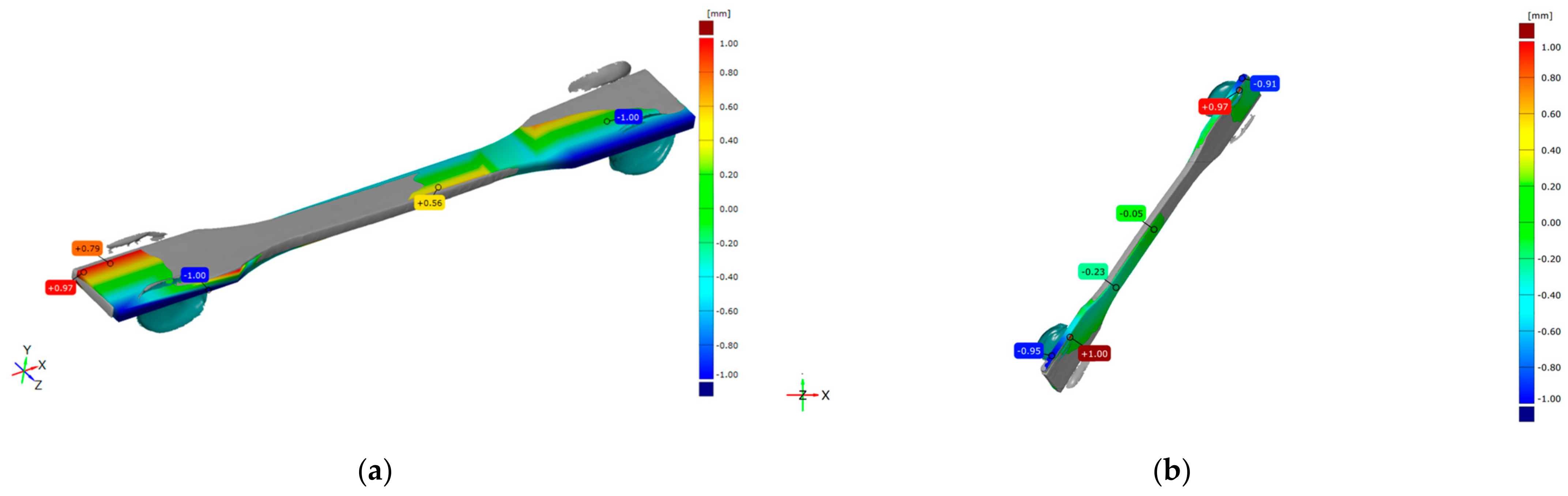
3.1. Dimensional Analysis
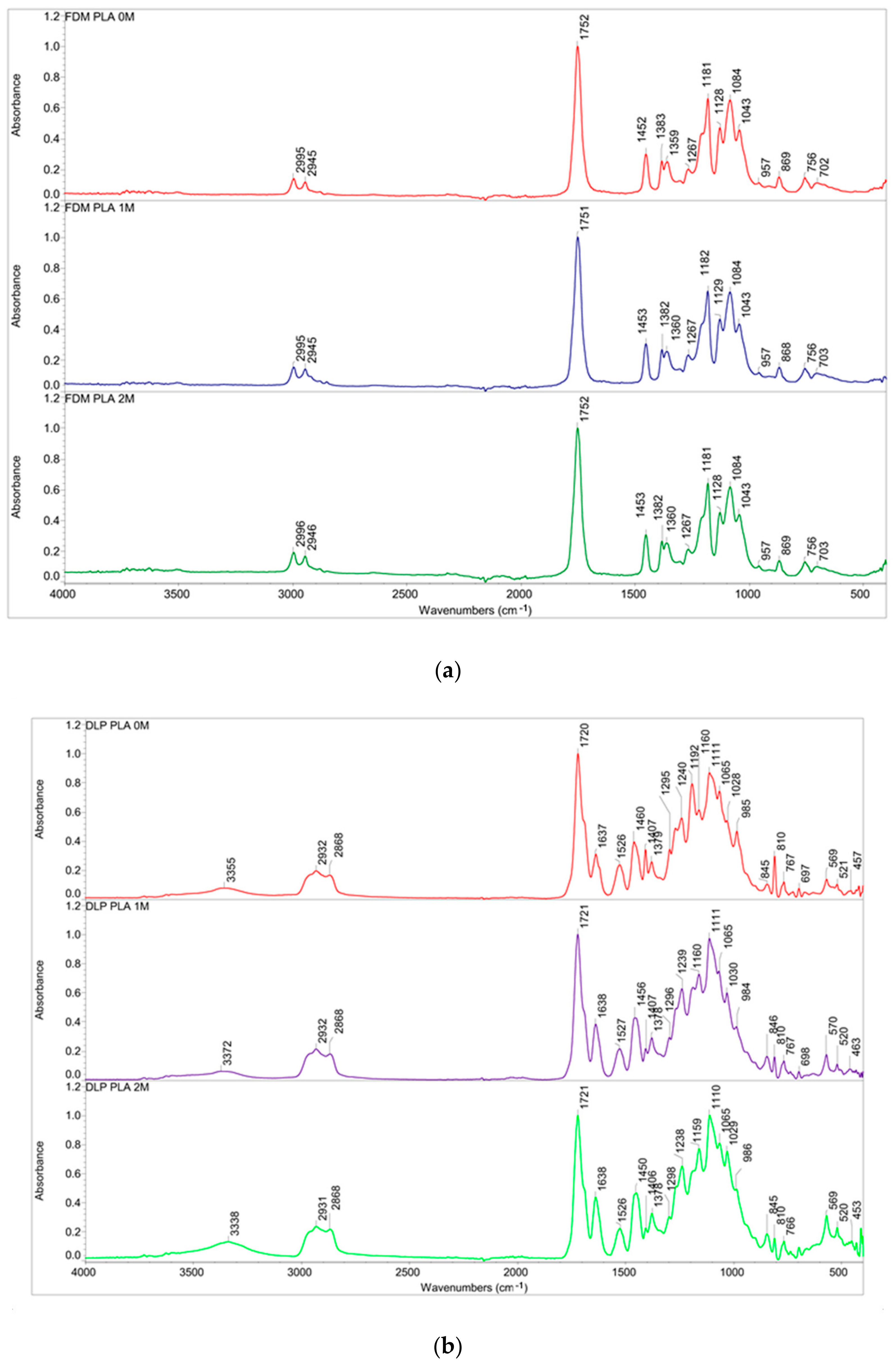
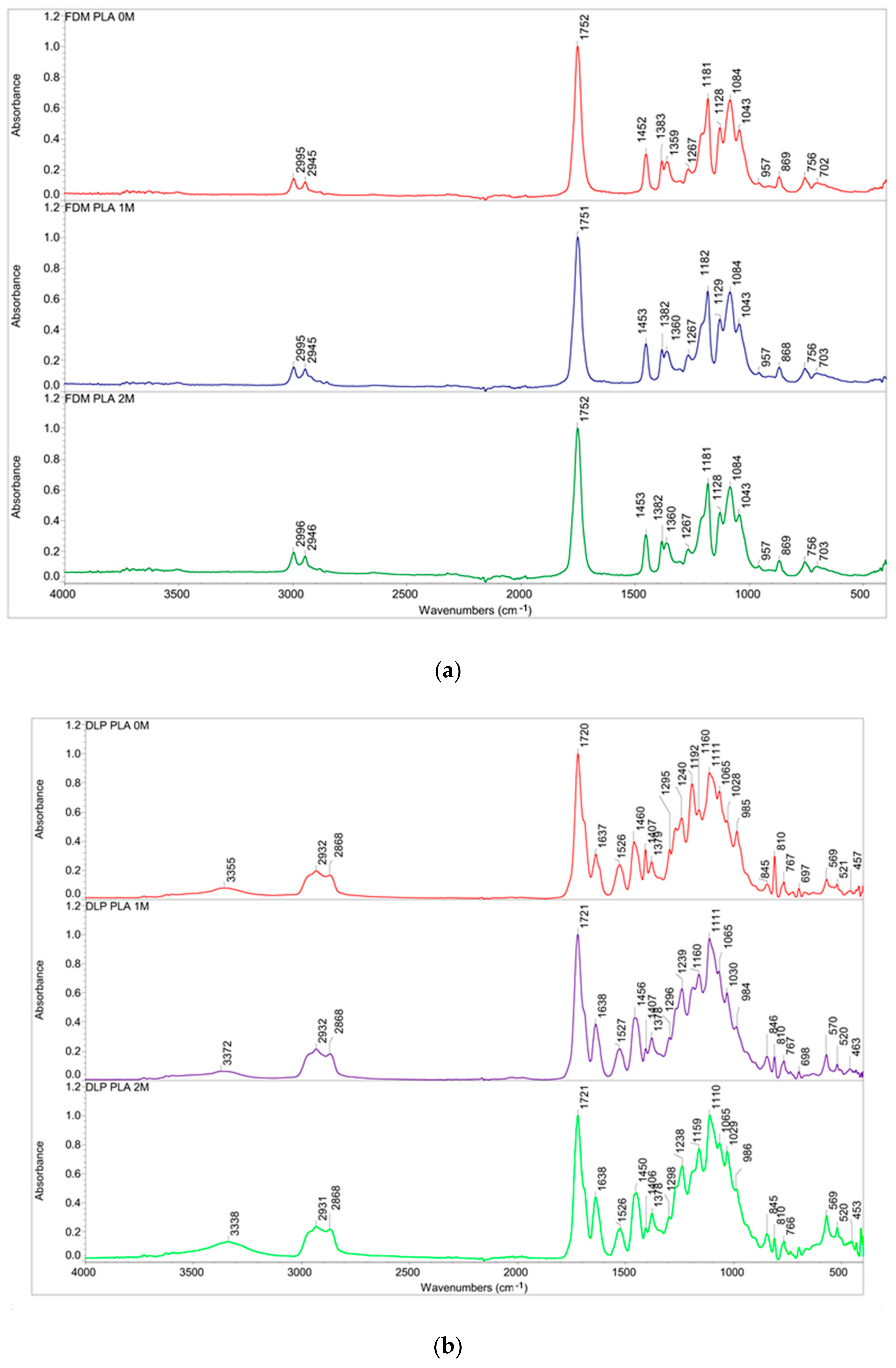
3.2. FTIR Spectroscopy
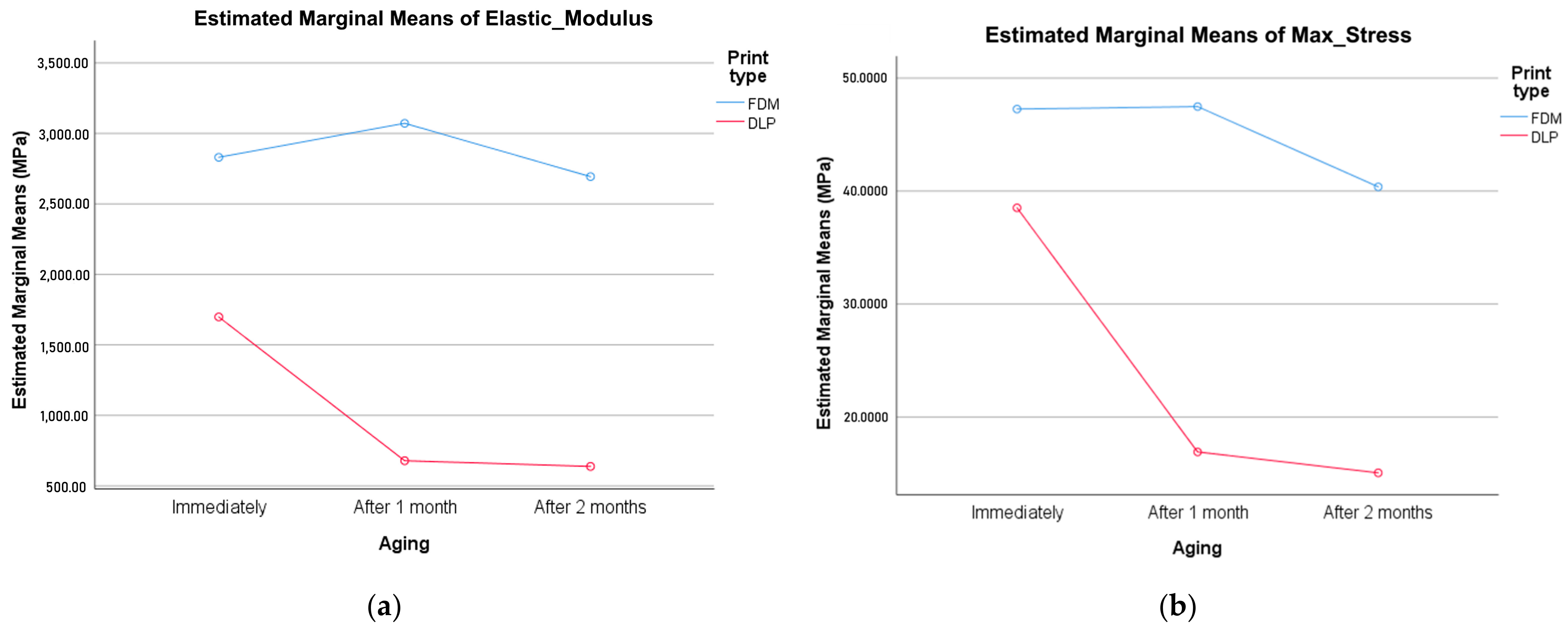
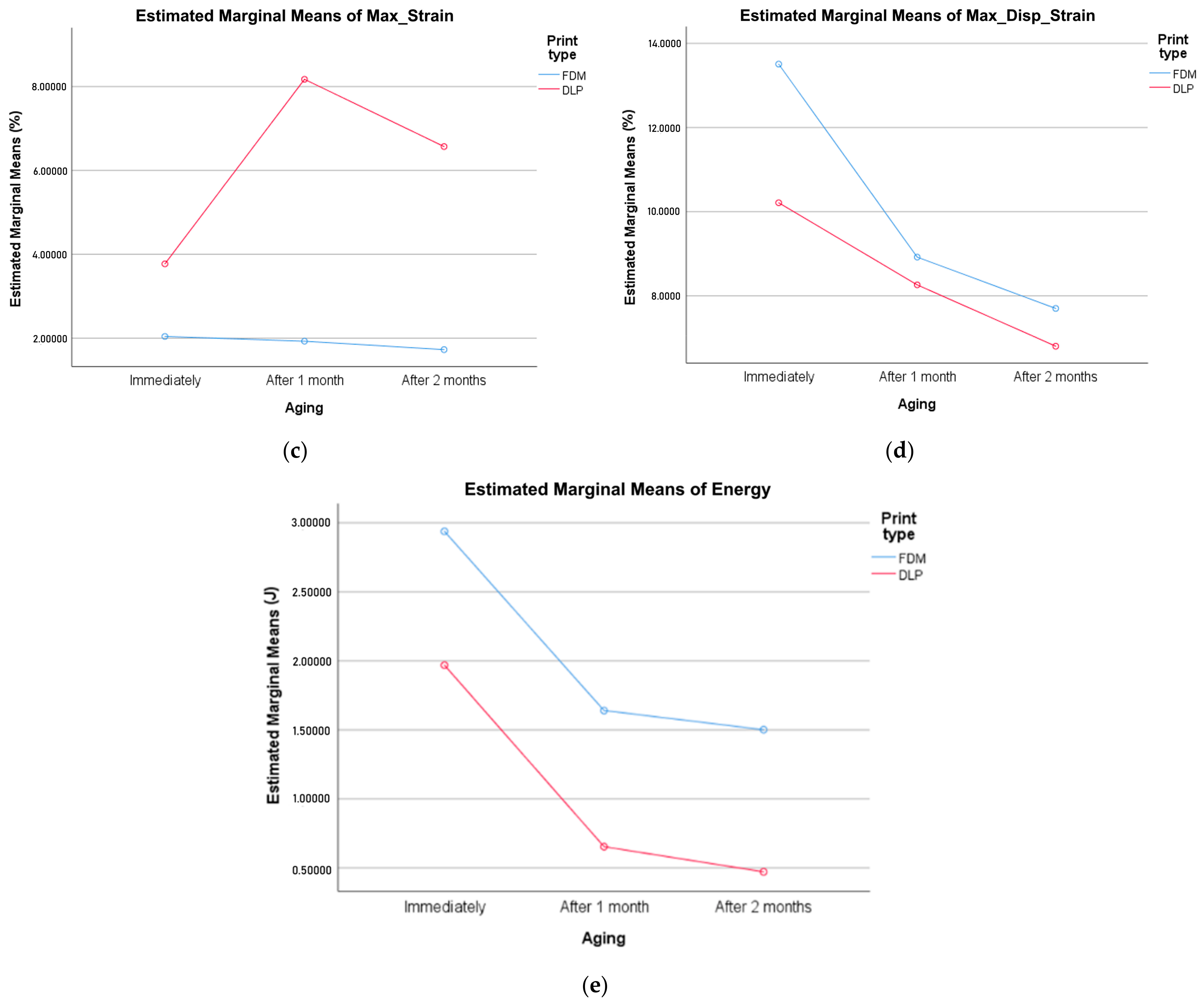
3.3. Statistical Analysis—Two-Way ANOVA
- The main effect of printing method: There is no difference between the mean of observed mechanical properties when using FDM and DLP printing methods.
- The main effect of the aging variable: There are no differences between the mean of observed mechanical properties when using FDM and DLP printing methods during aging (across the three time points).
- Interaction effect: There is no interaction effect between printing method and aging on the observed mechanical properties when using FDM and DLP printing methods.
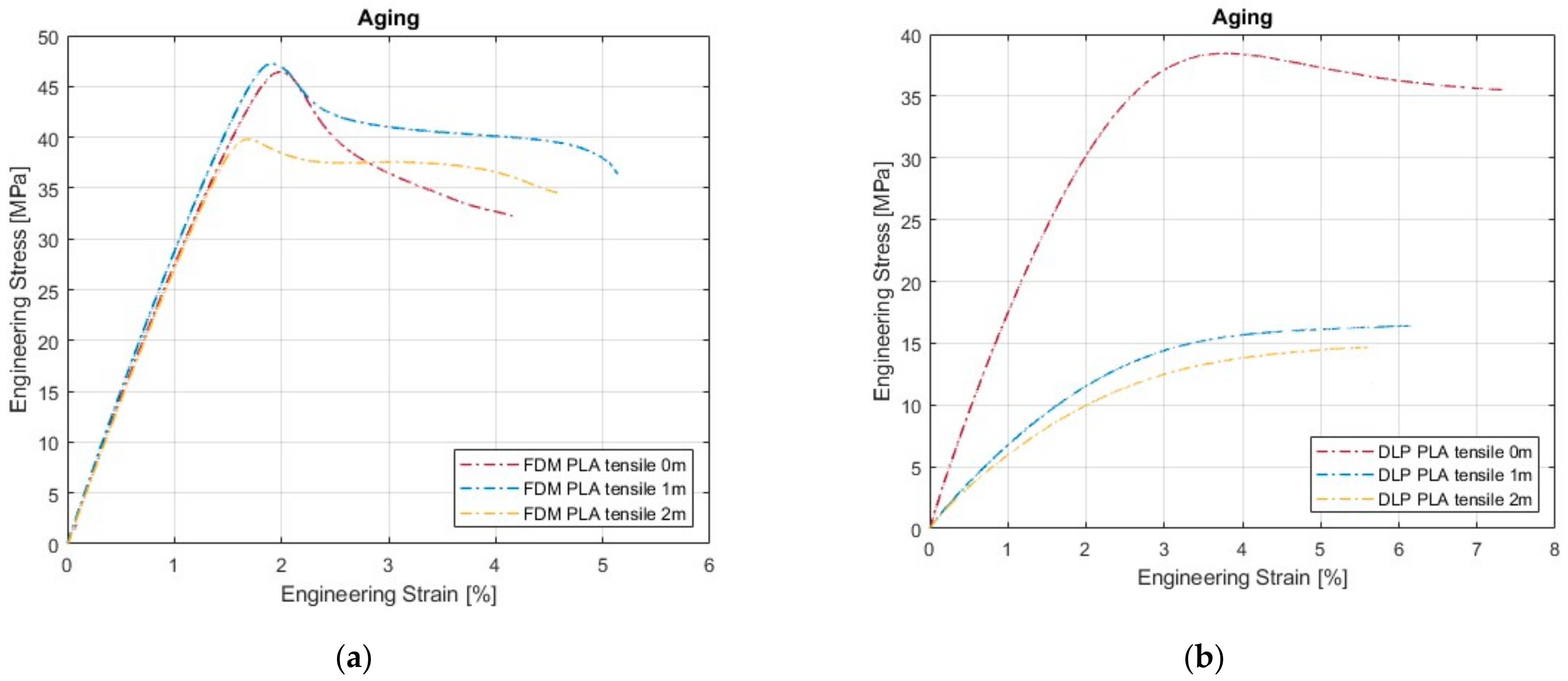
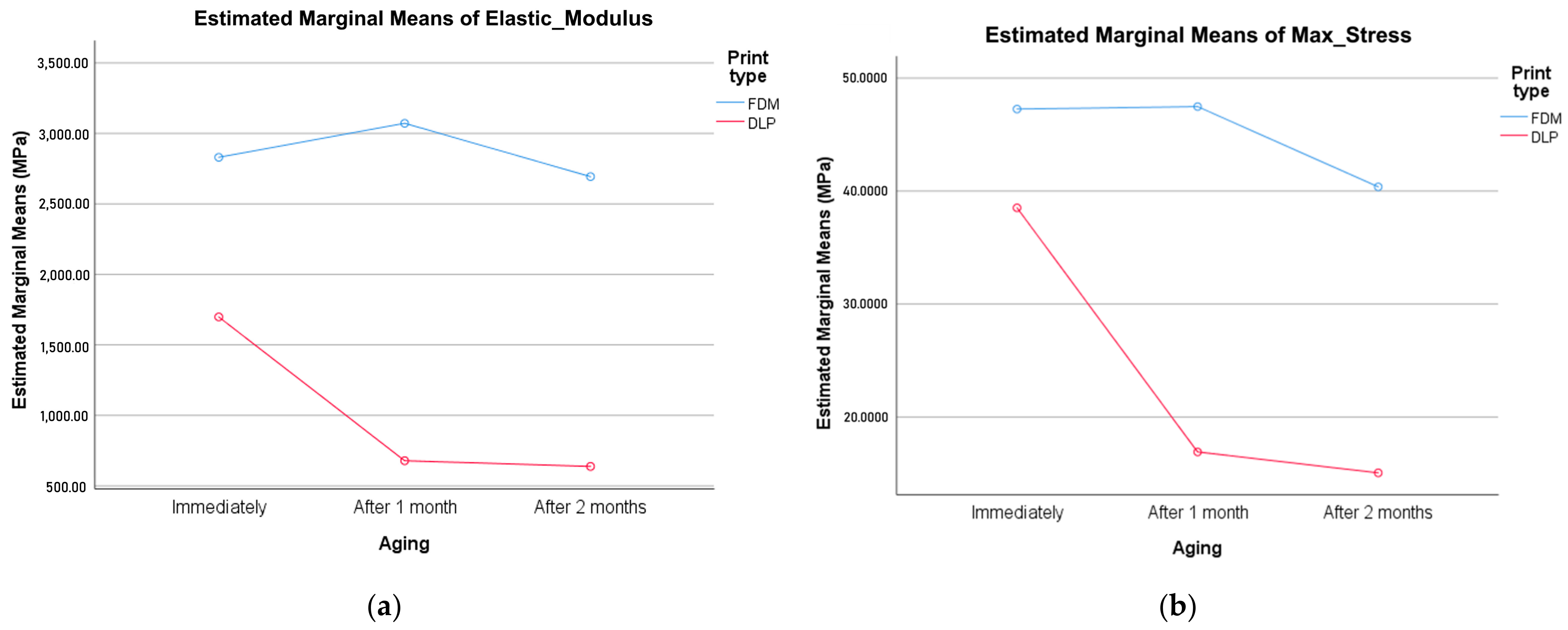
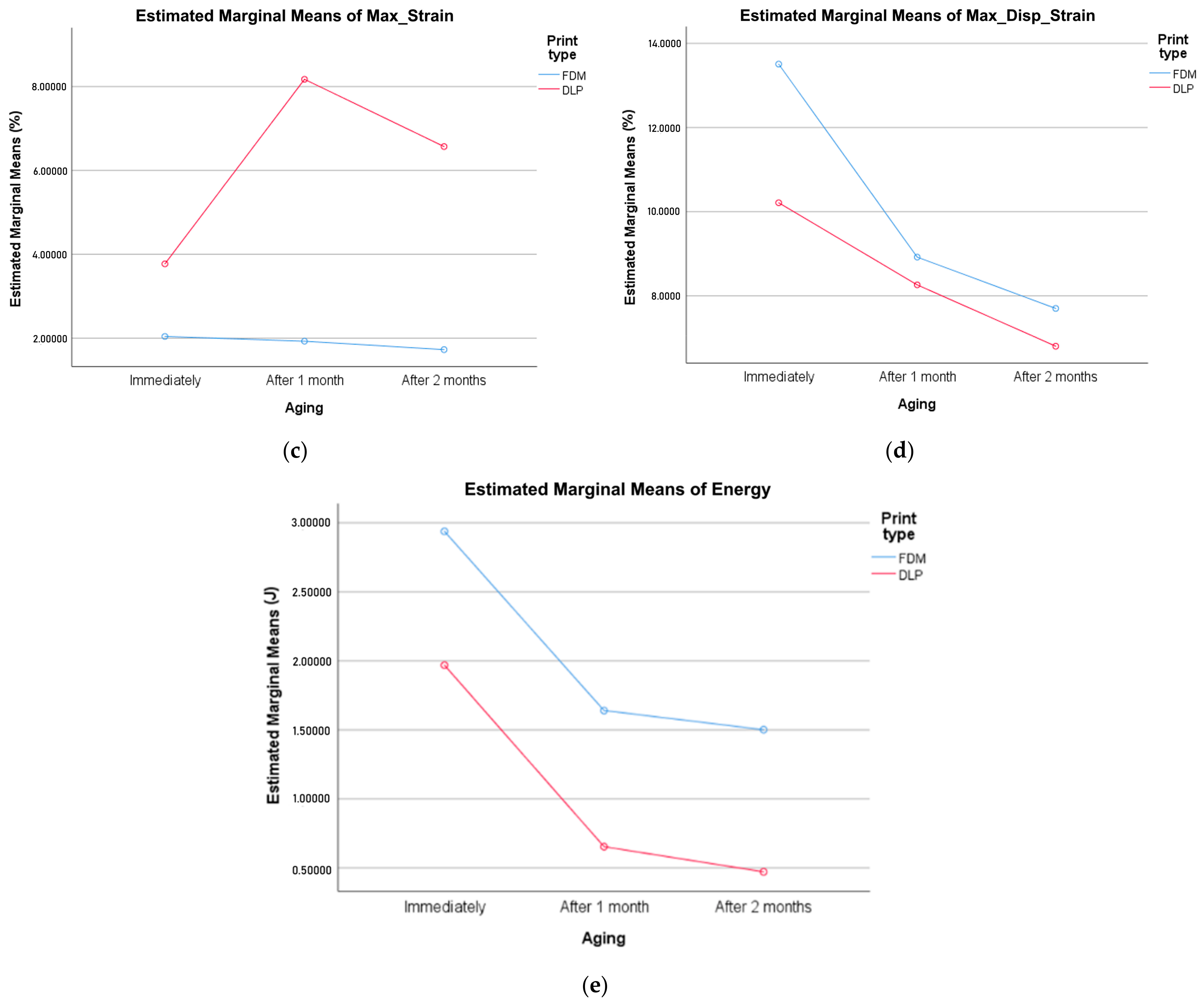
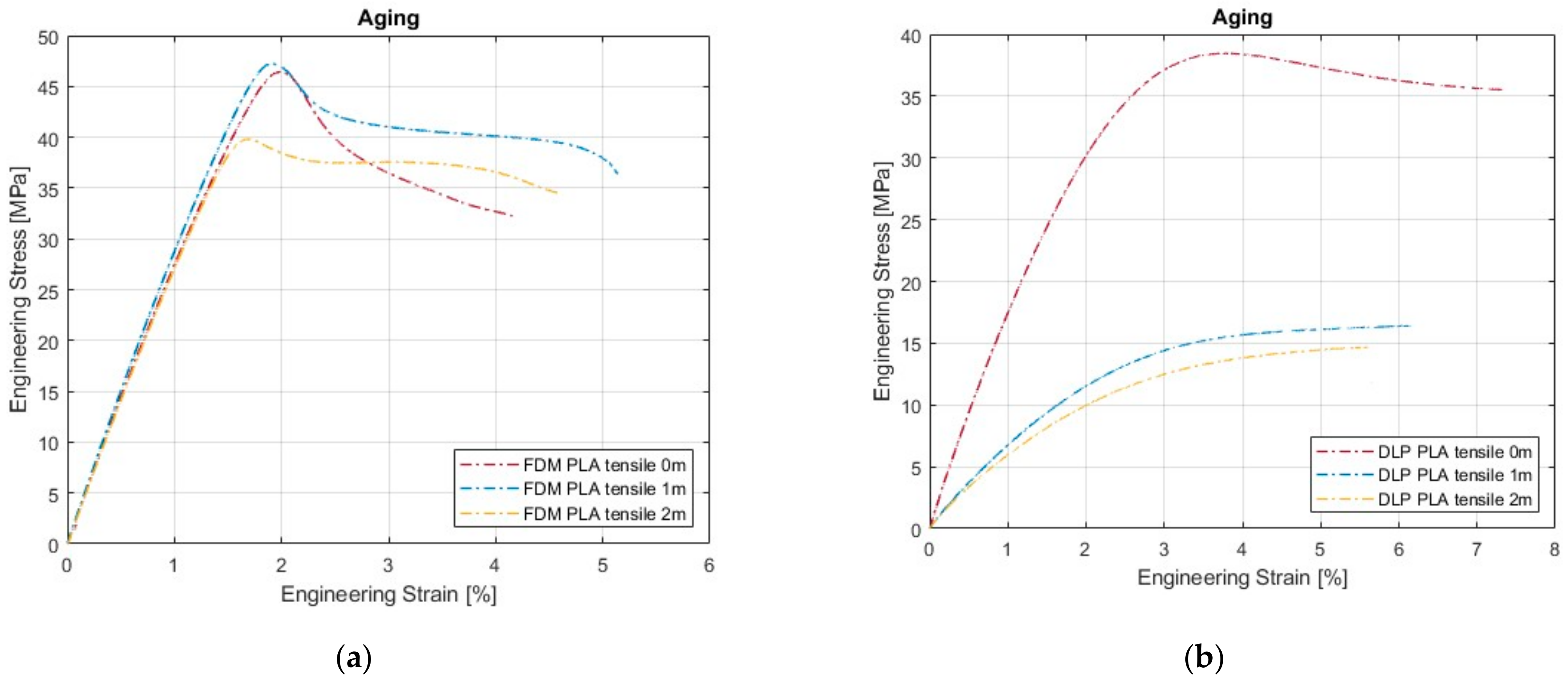
3.4. Mechanical Property Comparison
- (1)
- Ultimate tensile stress—fluctuating less than 15%,
- (2)
- Elongation at yield—around 15%,
- (3)
- Elastic modulus—around 12% (acc. to Table 1).
- (1)
- Ultimate tensile stress decreased by 61%,
- (2)
- Elongation at yield fluctuated around 54%,
- (3)
- Elastic modulus decreased by 62%.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Gibson, R.F. A review of recent research on mechanics of multifunctional composite materials and structures. Compos. Struct. 2010, 92, 2793–2810. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A critical review of fused deposition modeling 3-D printing technology in manufacturing polylactic acid parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Andrzejewska, A. One Year Evaluation of Material Properties Changes of Polylactide Parts in Various Hydrolytic Degradation Conditions. Polymers 2019, 11, 1496. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Schüürmann, J.; Berto, F.; Reinicke, T. On the post-processing of 3D-printed ABS parts. Polymers 2021, 13, 1559. [Google Scholar] [CrossRef]
- Arockiam, A.J.; Subramanian, K.; Padmanabhan, R.G.; Selvaraj, R.; Bagal, D.K.; Rajesh, S. A review on PLA with different fillers used as a filament in 3D printing. Mater. Today Proc. 2022, 50, 2057–2064. [Google Scholar] [CrossRef]
- Bergaliyeva, S.; Sales, D.L.; Delgado, F.J.; Bolegenova, S.; Molina, S.I. Effect of Thermal and Hydrothermal Accelerated Aging on 3D Printed Polylactic Acid. Polymers 2022, 14, 5256. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of poly (lactic acid). J. Polym. Environ. 2001, 9, e63–e84. [Google Scholar] [CrossRef]
- Drumright, E.; Gruber, P.R.; Henton, D.E. Polylactic Acid Technology. Adv. Mater. 2000, 12, 1841–1846. [Google Scholar] [CrossRef]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly(LA) fiber: An overview. Prog. Polym. Sci. 2007, 34, 455–482. [Google Scholar] [CrossRef]
- Jamshidian, M.; Arab-Tehrany, E.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications —A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Sakib Hasan, M.; Ivanov, T.; Vorkapic, M.; Simonovic, A.; Daou, D.; Kovacevic, A.; Milovanovic, A. Impact of Aging Effect and Heat Treatment on the Tensile Properties of PLA (Poly Lactic Acid) Printed Parts. Mater. Plast. 2020, 57, 147–159. [Google Scholar] [CrossRef]
- Wang, L.; Gardner, D.J. Contribution of printing parameters to the interfacial strength of polylactic acid (PLA) in material extrusion additive manufacturing. Prog. Addit. Manuf. 2018, 3, 165–171. [Google Scholar] [CrossRef]
- Joseph, T.M.; Kallingal, A.; Suresh, A.M.; Mahapatra, D.K.; Hasanin, M.S.; Haponiuk, J.; Thomas, S. 3D printing of polylactic acid: Recent advances and opportunities. Int. J. Adv. Manuf. Technol. 2023, 125, 1015–1035. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Wang, Z.; Li, J.; Li, X.; Cheng, L. From materials to devices using fused deposition modeling: A state-of-art review. Nanotechnol. Rev. 2020, 9, 1594–1609. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Chacon, J.M.; Caminero, M.A.; Garcıa-Plaza, E.; Nunez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.-O.; Marginean, G. The Influence of the Process Parameters on the Mechanical Properties of PLA Specimens Produced by Fused Filament Fabrication—A Review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef] [PubMed]
- Saeidlou, S.; Huneault, M.A.; Li, H.; Park, C.B. Poly (lactic acid) crystallization. Prog. Polym. 2012, 37, 1657–1677. [Google Scholar] [CrossRef]
- Sangeetha, V.H.; Deka, H.; Varghese, T.O.; Nayak, S.K. State of the art and future prospectives of poly(lactic acid) based blends and composites. Polym. Compos. 2016, 39, 81–101. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Tribological behavior of natural fiber reinforced PLA composites. Wear 2013, 297, 829–840. [Google Scholar] [CrossRef]
- Moetazedian, A.; Gleadall, A.; Han, X.; Ekinci, A.; Mele, E.; Silberschmidt, V.V. Mechanical performance of 3D printed polylactide during degradation. Addit. Manuf. 2021, 38, 101764. [Google Scholar] [CrossRef]
- Orellana Barrasa, J.; Ferrández-Montero, A.; Ferrari, B.; Pastor, J.Y. Characterisation and Modelling of PLA Filaments and Evolution with Time. Polymers 2021, 13, 2899. [Google Scholar] [CrossRef]
- Milovanović, A.; Sedmak, A.; Grbović, A.; Golubović, Z.; Mladenović, Z.; Čolić, K.; Milošević, M. Comparative analysis of printing parameters effect on mechanical properties of natural PLA and advanced PLA-X material. Procedia Struct. Integr. 2020, 28, 1963–1968. [Google Scholar] [CrossRef]
- Lee, J.T.; Kim, M.W.; Song, Y.S.; Kang, T.J.; Youn, J.R. Mechanical properties of denim fabric reinforced poly(lactic acid). Fibers Polym. 2010, 11, 60–66. [Google Scholar] [CrossRef]
- Lampe, J.; Namba, M.; Silverman, R.; Bjugstad, B.; Mahoney, J. Impact of PLA on cell proliferation and free radical-induced cell death in monolayer cultures of neural precursor cells. Biotechnol. Bioeng. 2009, 103, 1214–1223. [Google Scholar] [CrossRef] [PubMed]
- Nicolas, J.; Mura, S.; Brambilla, D.; Mackiewicz, N.; Couvreur, P. Design, functionalization strategies and biomedical applications of targeted biodegradable/biocompatible polymer-based nanocarriers for drug delivery. Chem. Soc. Rev. 2013, 42, 1147–1235. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Yang, H.W.; Deri, F.; Ko, Y.G. Properties and medical applications of polylactic acid: A review. Express Polym. Lett. 2015, 9, 435–455. [Google Scholar] [CrossRef]
- Singhvi, M.S.; Zinjarde, S.S.; Gokhale, D.V. Polylactic acid: Synthesis and biomedical applications. J. Appl. Microbiol. 2019, 127, 1612–1627. [Google Scholar] [CrossRef]
- Gonçalves, C.; Gonçalves, I.C.; Magalhães, F.D.; Pinto, A.M. Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review. Polymers 2017, 9, 269. [Google Scholar] [CrossRef]
- White, J.R. Polymer ageing: Physics, chemistry or engineering? Time to reflect. Comptes Rendus Chim. 2006, 9, 1396–1408. [Google Scholar] [CrossRef]
- Tsuji, H.; Echizen, Y.; Nishimura, Y. Photodegradation of biodegradable polyesters: A comprehensive study on poly(l-lactide) and poly(ɛ-caprolactone). Polym. Degrad. Stab. 2006, 91, 1128–1137. [Google Scholar] [CrossRef]
- Wachsen, O.; Platkowski, K.; Reichert, K.-H. Thermal degradation of poly-l-lactide—Studies on kinetics, modelling and melt stabilization. Polym. Degrad. Stab. 1997, 57, 87–94. [Google Scholar] [CrossRef]
- Zhang, X.; Espiritu, M.; Bilyk, A.; Kurniawan, L. Morphological behaviour of poly(lactic acid) during hydrolytic degradation. Polym. Degrad. Stab. 2008, 93, 1964–1970. [Google Scholar] [CrossRef]
- Mangin, R.; Vahabi, H.; Sonnier, R.; Chivas-Joly, C.; Lopez-Cuesta, J.-M.; Cochez, M. Improving the resistance to hydrothermal ageing of flame-retarded PLA by incorporating miscible PMMA. Polym. Degrad. 2018, 155, 52–66. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Božić, Z.; Zolfagharian, A.; Reinicke, T. Failure analysis of 3D-printed PLA components: Impact of manufacturing defects and thermal ageing. Eng. Fail. Anal. 2022, 136, 106214. [Google Scholar] [CrossRef]
- Yousif, E.; Haddad, R. Photodegradation and photostabilization of polymers, especially polystyrene: Review. SpringerPlus 2013, 2, 398. [Google Scholar] [CrossRef] [PubMed]
- Chamas, A.; Moon, H.; Zheng, J.; Qiu, Y.; Tabassum, T.; Jang, J.H.; Abu-Omar, M.M.; Scott, S.L.; Suh, S. Degradation Rates of Plastics in the Environment. ACS Sustain. Chem. Eng. 2020, 8, 3494–3511. [Google Scholar] [CrossRef]
- Bigg, D.M. Society of Plastics Engineers—Annual Technical Conference; Society of Plastics Engineers: Danbury, CT, USA, 1996; pp. 2028–2039. [Google Scholar]
- Henton, D.; Gruber, P.; Lunt, J.; Randall, J. Polylactic Acid Technology. In Natural Fibers, Biopolymers, and Biocomposites; Taylor and Francis: Oxfordshire, UK, 2005; pp. e527–e577. [Google Scholar] [CrossRef]
- Proikakis, C.S.; Mamouzelos, N.J.; Tarantili, P.A.; Andreopoulos, A.G. Swelling and hydrolytic degradation of poly (D, l-lactic acid) in aqueous solutions. Polym. Degrad. Stab. 2006, 91, e614–e619. [Google Scholar] [CrossRef]
- Rocca-Smith, J.R.; Whyte, O.; Brachais, C.; Champion, D.; Piasente, F.; Marcuzzo, E.; Sensidoni, A.; Debeaufort, F.; Karbowiak, T. Beyond biodegradability of poly(lactic acid): Physical and chemical stability in humid environments. ACS Sustain. Chem. Eng. 2017, 5, 2751–2762. [Google Scholar] [CrossRef]
- Copinet, C.; Bertrand, C.; Govindin, S.; Coma, V.; Couturier, Y. Effects of ultraviolet light (315 nm), temperature and relative humidity on the degradation of polylactic acid plastic films. Chemosphere 2004, 55, 763–773. [Google Scholar] [CrossRef]
- Marin, E.; Rondinella, A.; Bin Idrus, D.M.; Lanzutti, A.; de Leitenburg, C.; Danielis, M.; Zhu, W.; Xu, H.; Pezzotti, G. Non-destructive spectroscopic diagnostic tools for the assessment of the mechanical strength of 3D-printed PLA. Polym. Degrad. Stab. 2023, 216, 110506. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Nicoara, A.I. Accelerated Aging Effect on Mechanical Properties of Common 3D-Printing Polymers. Polymers 2021, 13, 4132. [Google Scholar] [CrossRef] [PubMed]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Popescu, D. Aging of 3D Printed Polymers under Sterilizing UV-C Radiation. Polymers 2021, 13, 4467. [Google Scholar] [CrossRef] [PubMed]
- Valerga, A.P.; Fernandez-Vidal, S.R.; Girot, F. Impact of In-Soil Ageing Effect on PLA Printed Parts Tensile Properties. Polymers 2023, 15, 862. [Google Scholar] [CrossRef] [PubMed]
- ISO 527-2; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- Golubović, Z.; Travica, M.; Trajković, I.; Petrović, A.; Mišković, Ž.; Mitrović, N. Investigation of Thermal and Dimensional Behavior of 3-D Printed Materials Using Thermal Imaging and 3-D Scanning. Therm. Sci. 2023, 27, 21–31. [Google Scholar] [CrossRef]
- Brischetto, S.; Torre, R. Tensile and Compressive Behavior in the Experimental Tests for PLA Specimens Produced via Fused Deposition Modelling Technique. J. Compos. Sci. 2020, 4, 140. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E.; Tay, B.Y. Characterization of Titanium Lattice Structures Fabricated by Selective Laser Melting Using an Adapted Compressive Test Method. Exp. Mech. 2016, 56, 735–748. [Google Scholar] [CrossRef]
- Rohde, S.; Cantrell, J.; Jerez, A.; Kroese, C.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Steinbach, D.; et al. Experimental Characterization of the Shear Properties of 3D-Printed ABS and Polycarbonate Parts. Exp. Mech. 2018, 58, 871–884. [Google Scholar] [CrossRef]
- Bilsland, C.; Barrow, A.; Ben Britton, T. Correlative statistical microstructural assessment of precipitates and their distribution, with simultaneous electron backscatter diffraction and energy dispersive X-ray spectroscopy. Mater. Charact. 2021, 176, 111071. [Google Scholar] [CrossRef]
- Hu, Y.; Shang, Q.; Bo, C.; Jia, P.; Feng, G.; Zhang, F.; Zhou, Y. Synthesis and Properties of UV-Curable Polyfunctional Polyurethane Acrylate Resins from Cardanol. ACS Omega 2019, 4, 12505–12511. [Google Scholar] [CrossRef] [PubMed]
- Pastore, G.; Gabrielli, S.; Giacomantonio, R.; Lupidi, G.; Capodaglio, S.; Stella, F.; Leone, E.; Compagnucci, T.; Marcantoni, E. An efficient synthesis of bio-based Poly(urethane-acrylate) by SiO2-Supported CeCl3·7H2O–NaI as recyclable Catalyst. Results Mater. 2022, 15, 100294. [Google Scholar] [CrossRef]
- Akin, H.; Tugut, F.; Polat, Z.A. In vitro comparison of the cytotoxicity and water sorption of two different denture base systems. J. Prosthodont. 2015, 24, 152–155. [Google Scholar] [CrossRef] [PubMed]
- Bapat, R.A.; Parolia, A.; Chaubal, T.; Dharamadhikari, S.; Abdulla, A.M.; Sakkir, N.; Arora, S.; Bapat, P.; Sindi, A.; Kesharwani, P. Recent update on potential cytotoxicity, biocompatibility and preventive measures of biomaterials used in dentistry. Biomater. Sci. 2021, 9, 3244–3283. [Google Scholar] [CrossRef]
- Srinivasan, M.; Chaoho Chien, E.; Kalberer, N.; Alambiaga Caravaca, A.M.; López Castelleno, A.; Kamnoedboon, P.; Sauro, S.; Özcan, M.; Müller, F.; Wismeijer, D. Analysis of the residual monomer content in milled and 3D-printed removable CAD-CAM complete dentures: An in vitro study. J. Dent. 2022, 120, 104094. [Google Scholar] [CrossRef] [PubMed]
- Pop, M.A.; Croitoru, C.; Bedő, T.; Geamăn, V.; Radomir, I.; Cosnită, M.; Zaharia, M.S.; Chicos, L.A.; Milosan, I. Structural changes during 3D printing of bioderived and synthetic thermoplastic materials. J. Appl. Polym. Sci. 2018, 136, 47382. [Google Scholar] [CrossRef]
- Ehrmann, G.; Brockhagen, B.; Ehrmann, A. Shape-Memory Properties of 3D Printed Cubes from Diverse PLA Materials with Different Post-Treatments. Technologies 2021, 9, 71. [Google Scholar] [CrossRef]
- San Andrés, M.; Chércoles, R.; Navarro, E.; de la Roja, J.M.; Gorostiza, J.; Higueras, M.; Blanch, E. Use of 3D printing PLA and ABS materials for fine art. Analysis of composition and long-term behaviour of raw filament and printed parts. J. Cult. Herit. 2023, 59, 181–189. [Google Scholar] [CrossRef]
- Faba, S.; Agüero, Á.; Arrieta, M.P.; Martínez, S.; Romero, J.; Torres, A.; Galotto, M.J. Foaming of 3D-Printed PLA/CaCO3 Composites by Supercritical CO2 Process for Sustainable Food Contact Materials. Polymers 2024, 16, 798. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Method | Aging | N | Elastic Modulus (MPa) | Max_Stress (MPa) | Max Strain (%) | MaxDispStrain (%) | Energy (J) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Std.Dev | Mean | Std.Dev | Mean | Std.Dev | Mean | Std.Dev | Mean | Std.Dev | |||
| FDM | 0m | 5 | 2830.29 | 136.379 | 47.2603 | 0.42555 | 2.03999 | 0.12780 | 13.5074 | 5.77845 | 2.93832 | 1.41310 |
| 1m | 5 | 3071.68 | 46.6987 | 47.4790 | 3.36573 | 1.92660 | 0.10414 | 8.92187 | 3.77949 | 1.63997 | 0.86457 | |
| 2m | 5 | 2693.18 | 36.0283 | 40.3750 | 2.12914 | 1.72720 | 0.14180 | 7.70198 | 2.24038 | 1.50123 | 0.52255 | |
| Total | 15 | 2865.05 | 180.382 | 45.0381 | 4.02997 | 1.89793 | 0.17726 | 10.0437 | 4.66350 | 2.02650 | 1.14496 | |
| DLP | 0m | 5 | 1698.15 | 84.4700 | 38.5189 | 1.78268 | 3.77121 | 0.08383 | 10.2137 | 3.21002 | 1.96871 | 0.61411 |
| 1m | 5 | 678.61 | 118.174 | 16.9080 | 1.66109 | 8.17447 | 1.79453 | 8.26229 | 1.81334 | 0.65386 | 0.11958 | |
| 2m | 5 | 638.48 | 104.179 | 15.0601 | 2.25315 | 6.57026 | 1.44566 | 6.80498 | 1.34847 | 0.47149 | 0.18461 | |
| Total | 15 | 1005.08 | 516.474 | 23.4956 | 11.1653 | 6.17198 | 2.25088 | 8.42700 | 2.54805 | 1.03135 | 0.77344 | |
| Total | 0m | 10 | 2264.22 | 606.197 | 42.8896 | 4.76639 | 2.90560 | 0.91810 | 11.8605 | 4.73638 | 2.45352 | 1.14728 |
| 1m | 10 | 1875.14 | 1264.10 | 32.1935 | 16.3054 | 5.05054 | 3.50419 | 8.59208 | 2.81620 | 1.14691 | 0.78018 | |
| 2m | 10 | 1665.83 | 1085.41 | 27.7175 | 13.5012 | 4.14873 | 2.73004 | 7.25348 | 1.80623 | 0.98636 | 0.65654 | |
| Total | 30 | 1935.06 | 1019.40 | 34.2669 | 13.7129 | 4.03496 | 2.68056 | 9.23538 | 3.78279 | 1.52893 | 1.08525 | |
| Source | Type III Sum of Squares | df | Mean Square | F | Sig. | Partial Eta Squared |
|---|---|---|---|---|---|---|
| Corrected Model | 53,45.046 a | 5 | 1069.009 | 237.062 | 0.000 | 0.980 |
| Intercept | 35,226.613 | 1 | 35,226.613 | 7811.811 | 0.000 | 0.997 |
| Print_type | 3480.580 | 1 | 3480.580 | 771.849 | 0.000 | 0.970 |
| Time | 1215.434 | 2 | 607.717 | 134.767 | 0.000 | 0.918 |
| Print_type * Time | 649.033 | 2 | 324.517 | 71.964 | 0.000 | 0.857 |
| Error | 108.226 | 24 | 4.509 | |||
| Total | 40,679.885 | 30 | ||||
| Corrected Total | 5453.272 | 29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golubović, Z.; Bojović, B.; Kirin, S.; Milovanović, A.; Petrov, L.; Anđelković, B.; Sofrenić, I. Effect of Aging on Tensile and Chemical Properties of Polylactic Acid and Polylactic Acid-Like Polymer Materials for Additive Manufacturing. Polymers 2024, 16, 1035. https://doi.org/10.3390/polym16081035
Golubović Z, Bojović B, Kirin S, Milovanović A, Petrov L, Anđelković B, Sofrenić I. Effect of Aging on Tensile and Chemical Properties of Polylactic Acid and Polylactic Acid-Like Polymer Materials for Additive Manufacturing. Polymers. 2024; 16(8):1035. https://doi.org/10.3390/polym16081035
Chicago/Turabian StyleGolubović, Zorana, Božica Bojović, Snežana Kirin, Aleksa Milovanović, Ljubiša Petrov, Boban Anđelković, and Ivana Sofrenić. 2024. "Effect of Aging on Tensile and Chemical Properties of Polylactic Acid and Polylactic Acid-Like Polymer Materials for Additive Manufacturing" Polymers 16, no. 8: 1035. https://doi.org/10.3390/polym16081035
APA StyleGolubović, Z., Bojović, B., Kirin, S., Milovanović, A., Petrov, L., Anđelković, B., & Sofrenić, I. (2024). Effect of Aging on Tensile and Chemical Properties of Polylactic Acid and Polylactic Acid-Like Polymer Materials for Additive Manufacturing. Polymers, 16(8), 1035. https://doi.org/10.3390/polym16081035