


Mechanical Behaviour of As-Manufactured and Repaired Aligned Discontinuous Basalt Fibre-Reinforced Vitrimer Composites



Abstract
1. Introduction
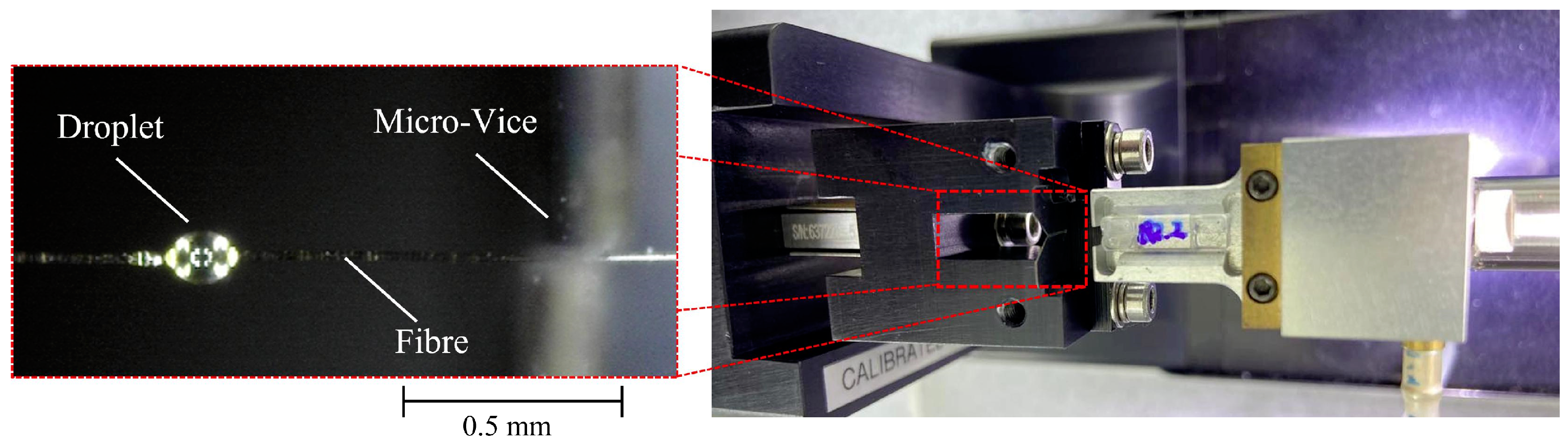
2. Micro-Mechanical Characterisation of Basalt Composites
2.1. Materials and Methods
2.2. Results and Discussion
3. Composite Manufacturing and Testing
3.1. Materials and Methods
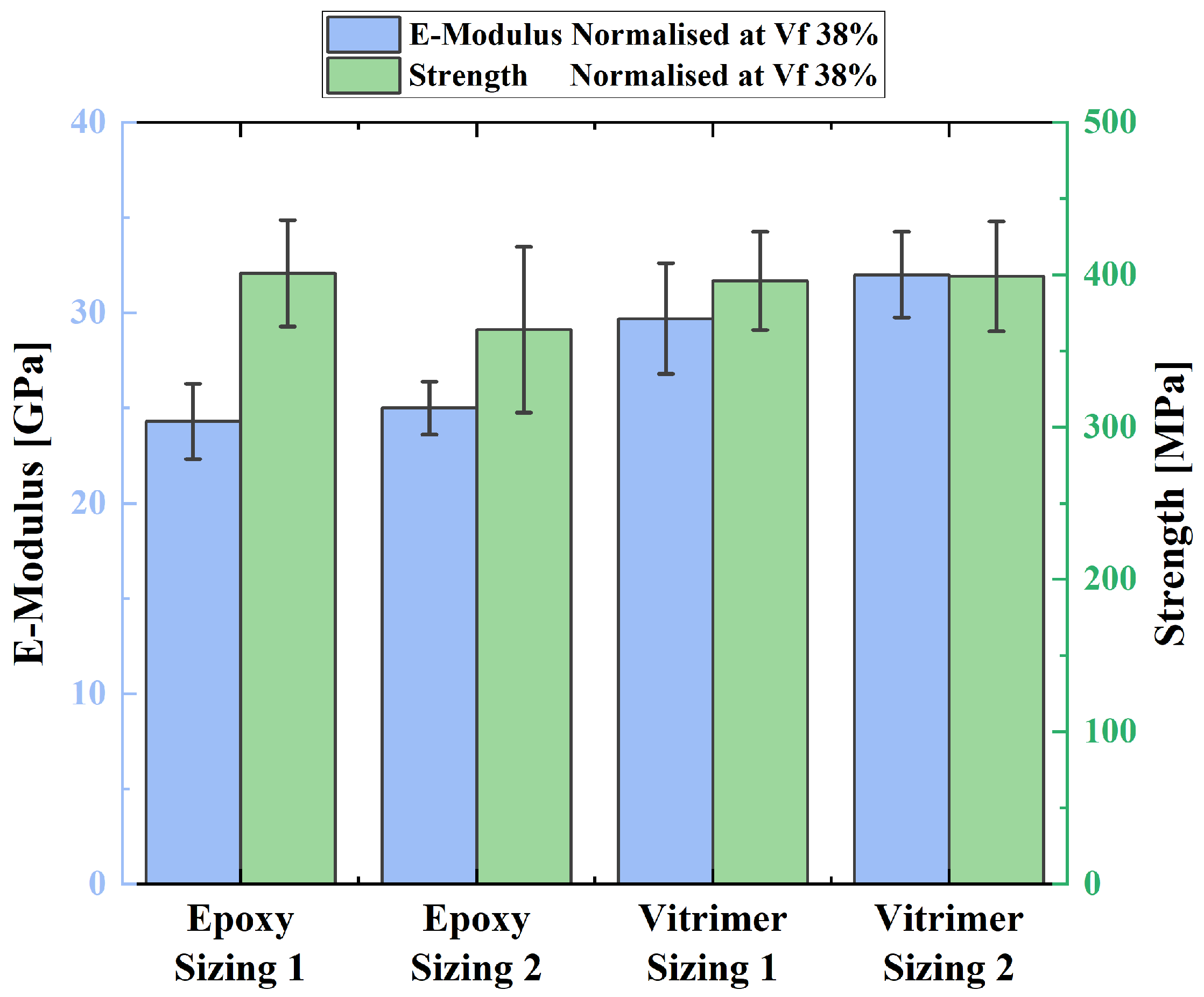
3.2. Results and Discussion
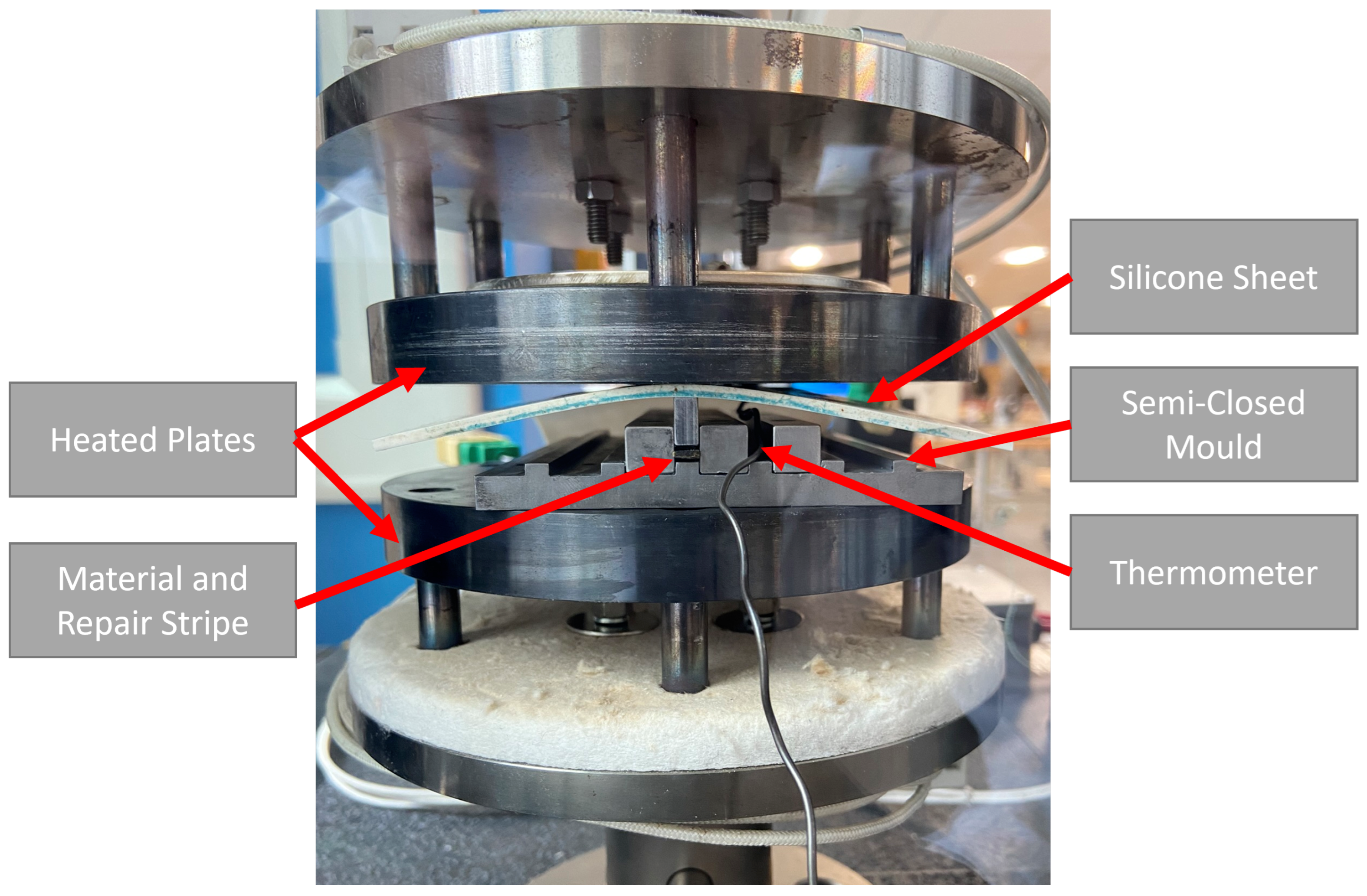
4. Vitrimer Composite Repair Work
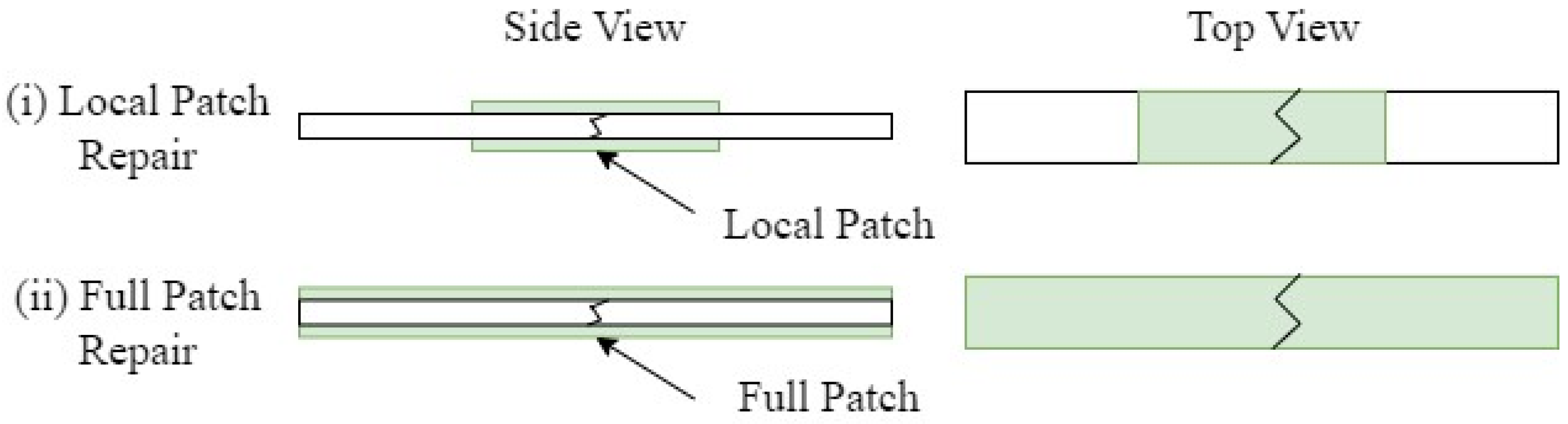
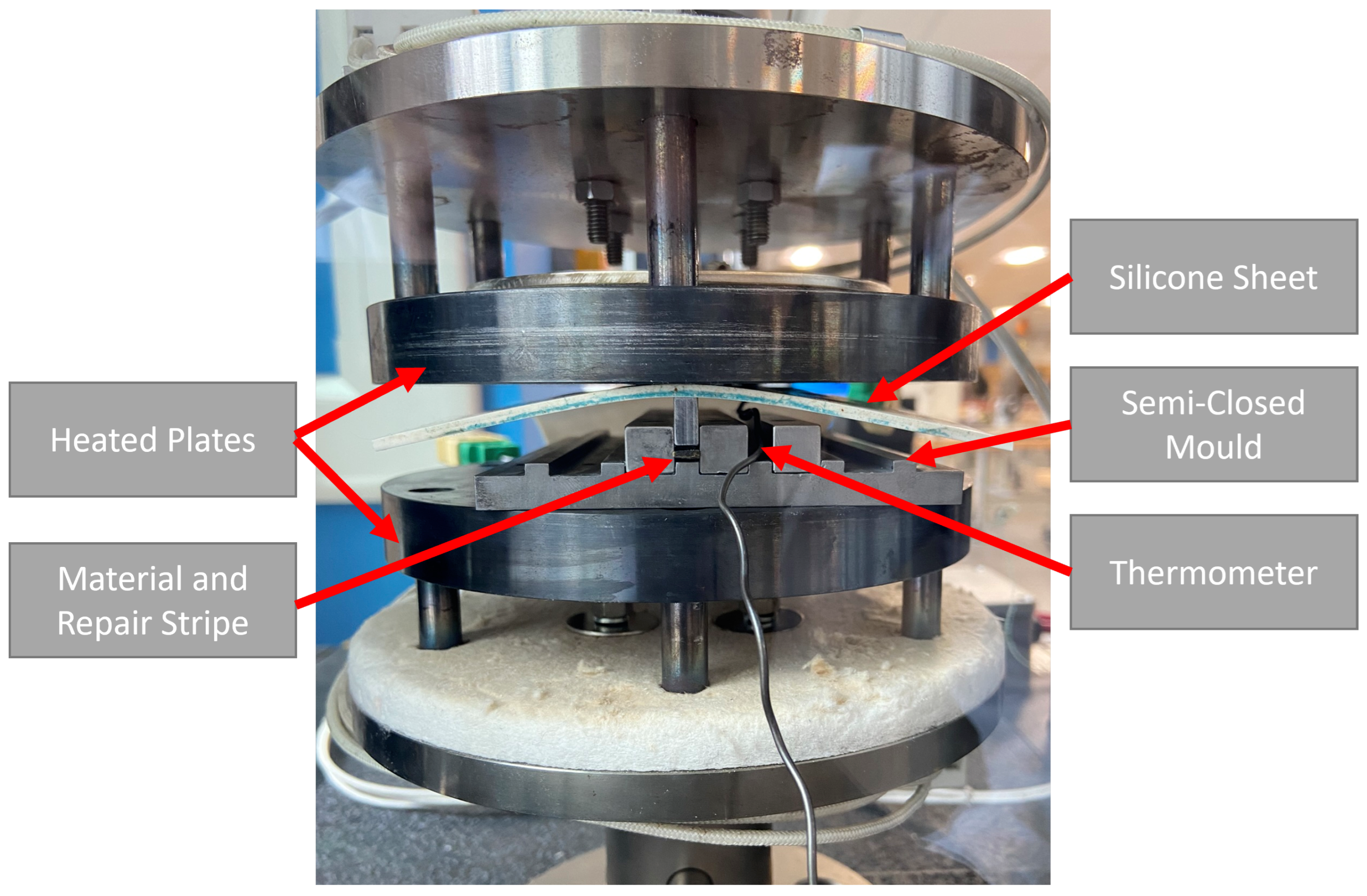
4.1. Vitrimer Specimens Repair Methodology
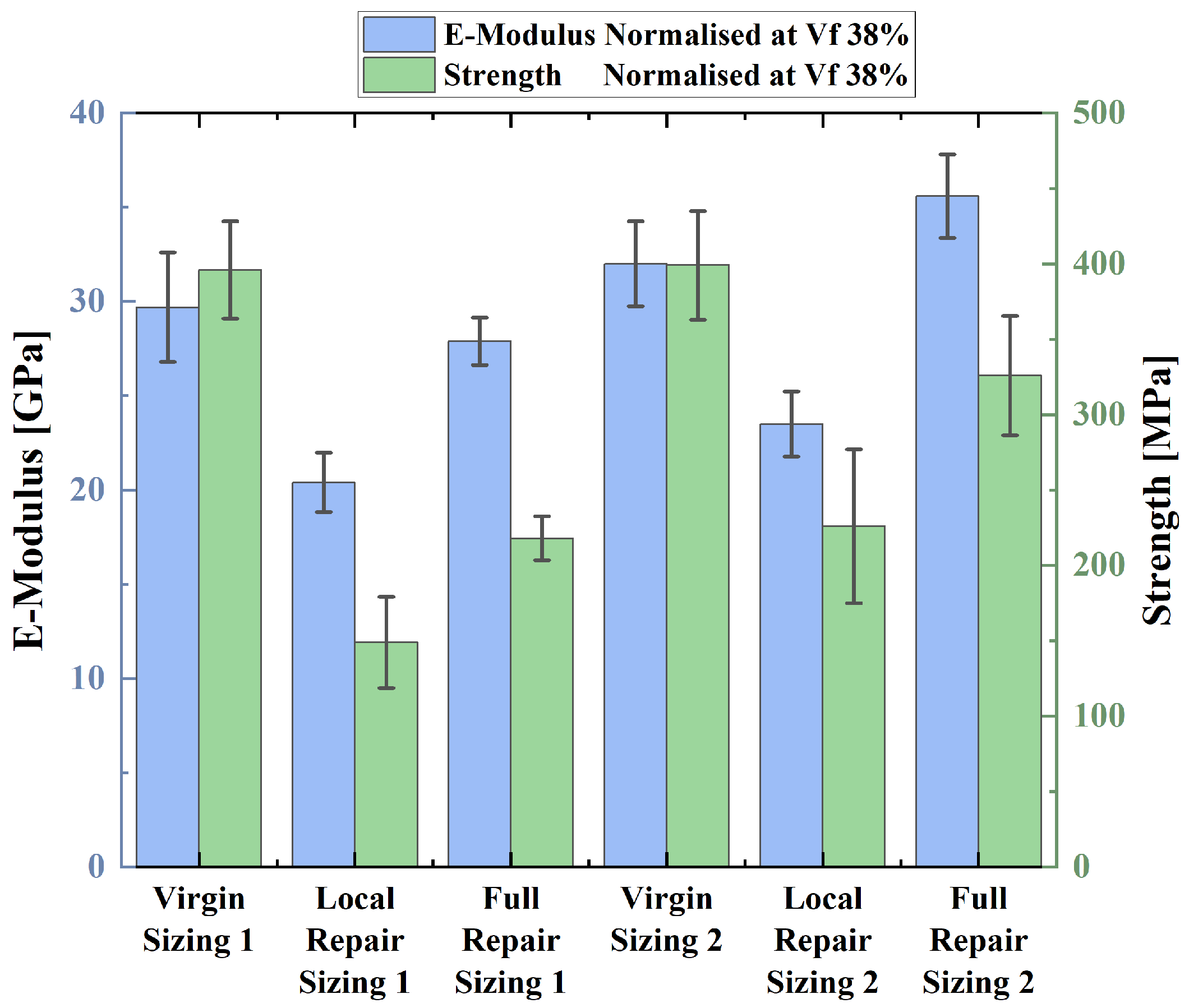
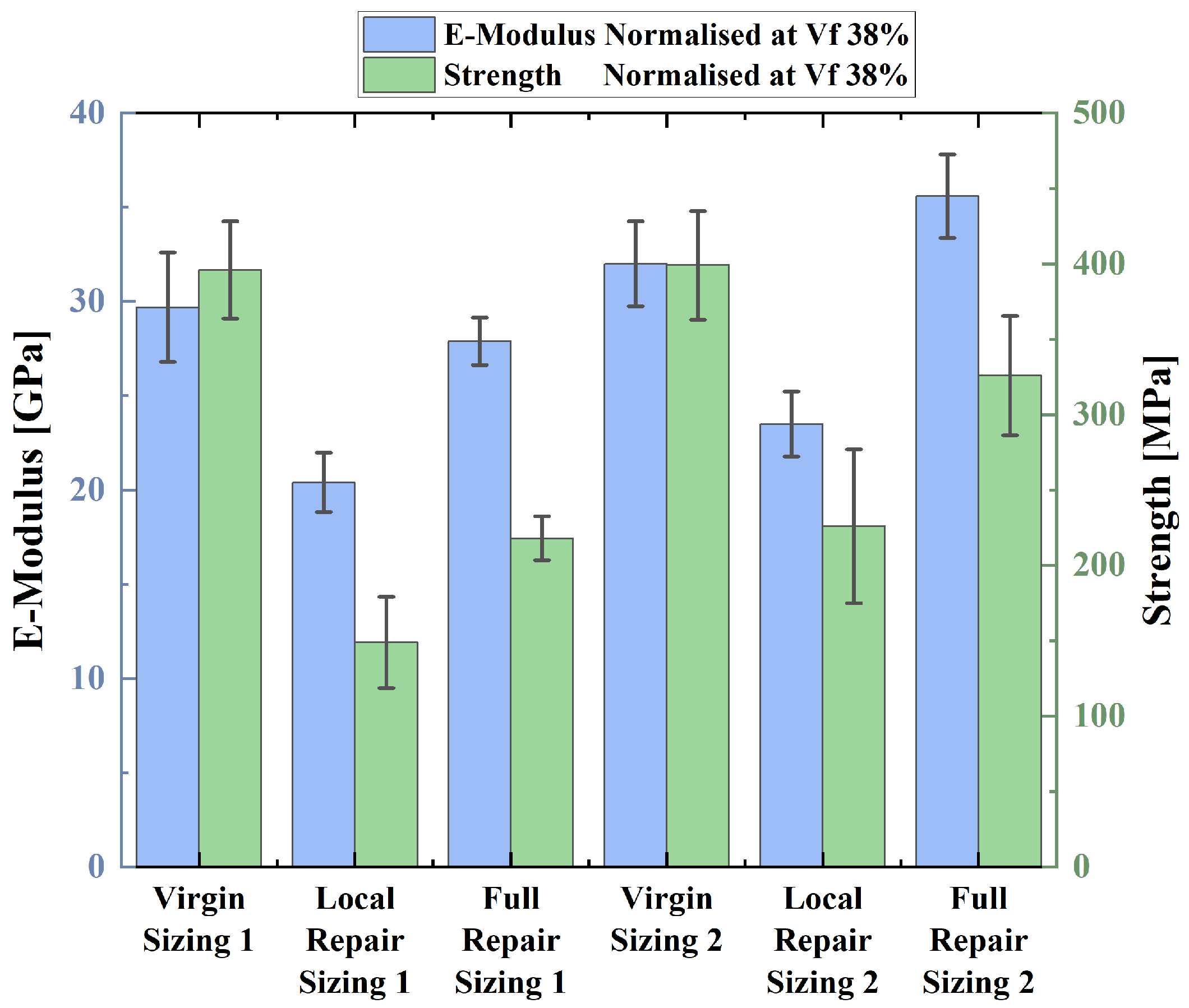
4.2. Results and Discussion
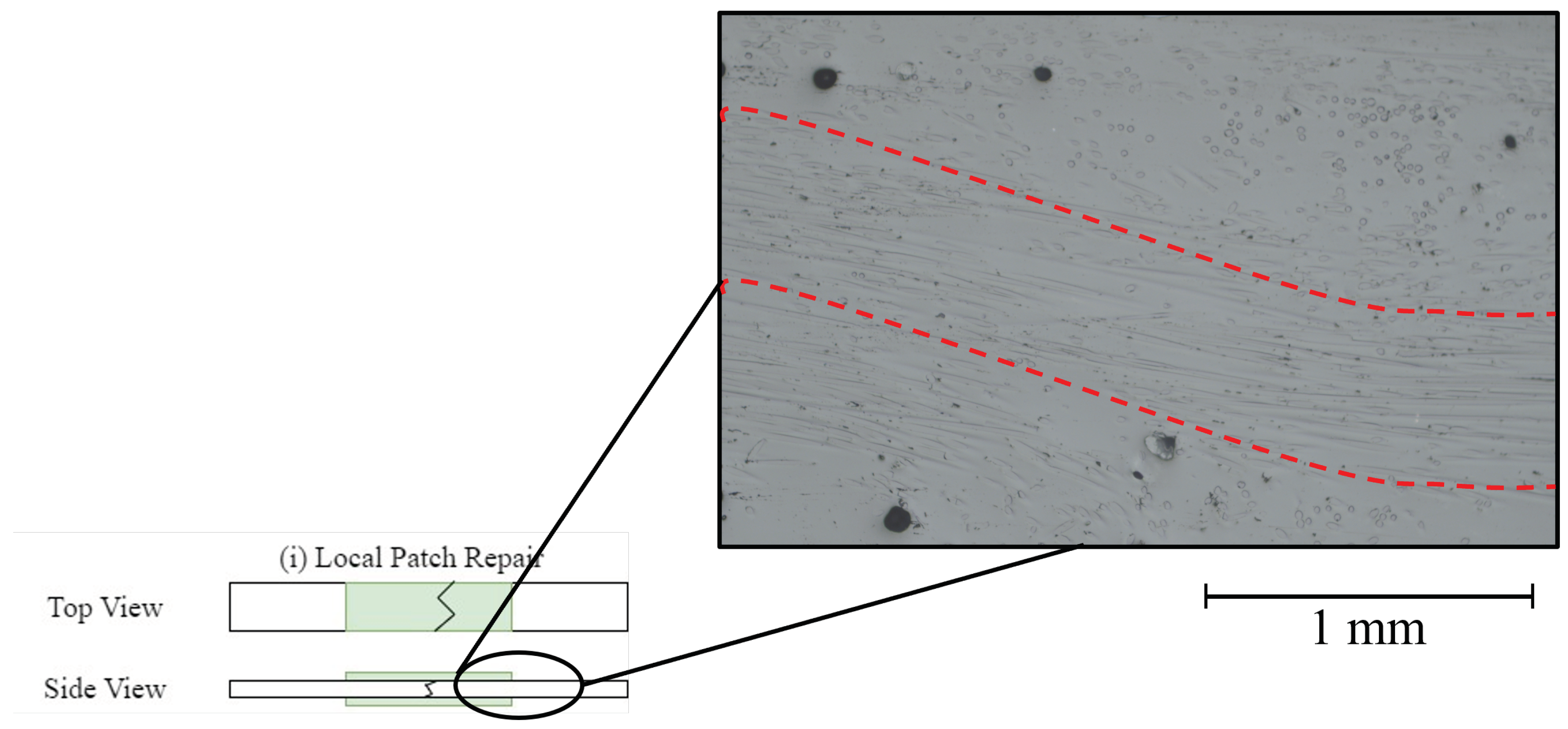
4.2.1. Repair of the Vitrimer Specimens
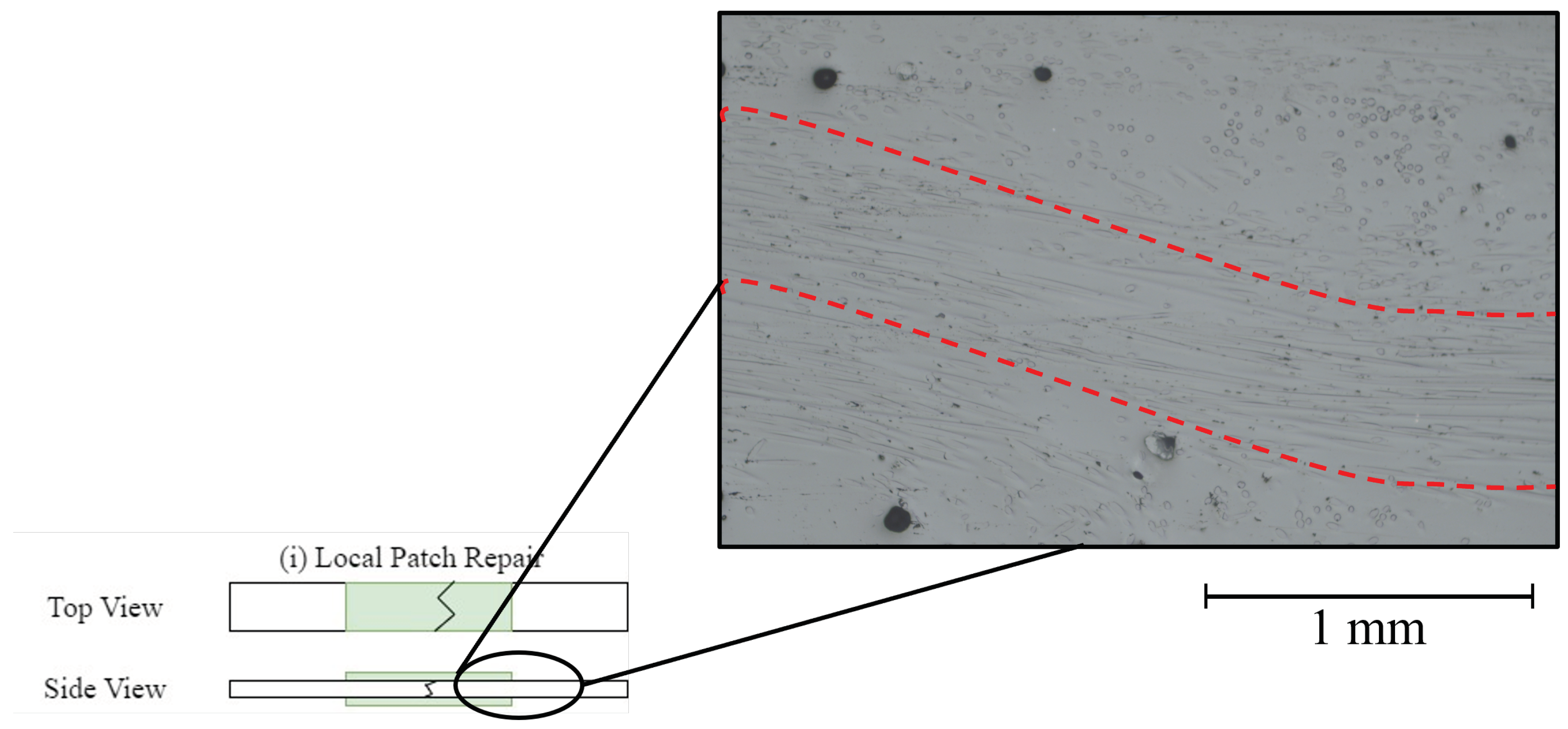
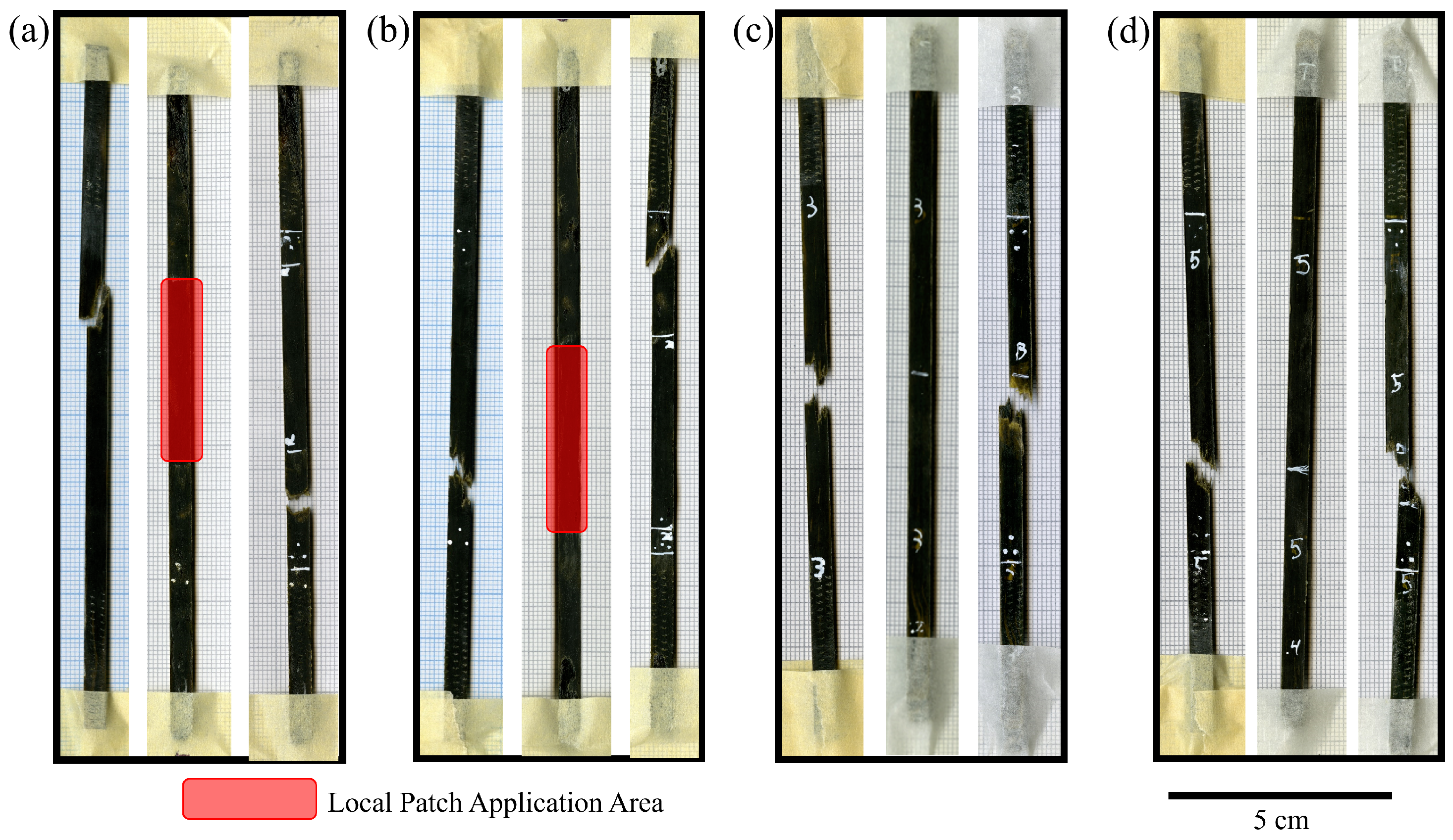
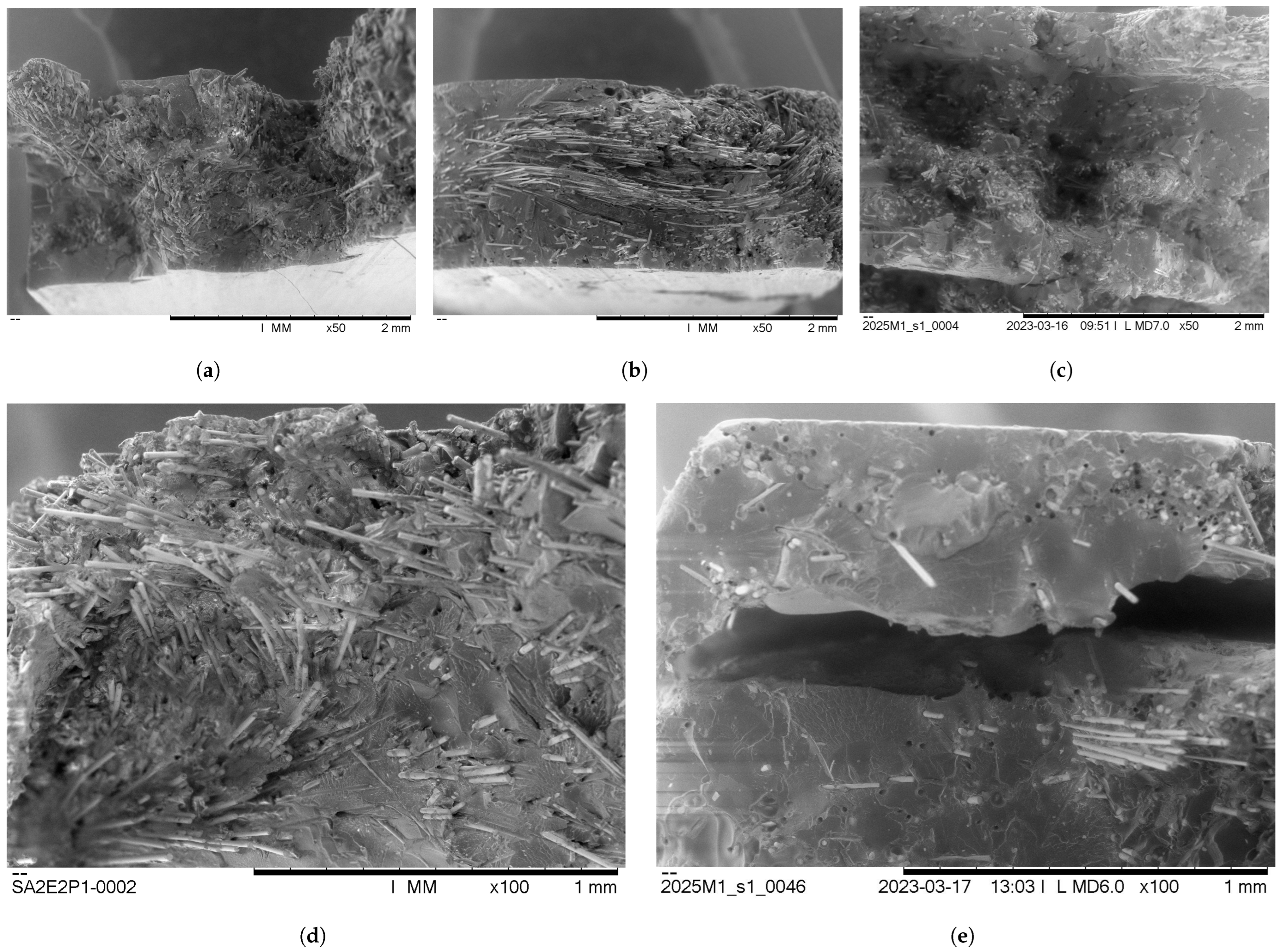
4.2.2. Imaging Results
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ADF | Aligned Discontinuous Fibre |
| ADFRC | Aligned Discontinuous Fibre-Reinforced Composites |
| ADFRP | Aligned Discontinuous Fibre-Reinforced Polymer |
| ASTM | American Society for Testing and Materials |
| CAN | Covalent Adaptable Network |
| GSM | Grams per Square Metre |
| HiPerDiF | High-Performance Discontinuous Fibre |
| IFSS | Interfacial Shear Strength |
| MDPI | Multidisciplinary Digital Publishing Institute |
| DOAJ | Directory of Open Access journals |
| PEEK | Poly Ether Ether Ketone |
| SFTT | Single-Fibre Tensile Test |
| TGA | Thermo-Gravimetric Analysis |
| SEM | Scanning Electron Microscope |
References
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Composites Market Size, Share & Trends Analysis Report. 2022. Available online: https://www.grandviewresearch.com (accessed on 1 April 2024).
- Sreejith, M.; Rajeev, R. 25—Fiber reinforced composites for aerospace and sports applications. In Fiber Reinforced Composites; Woodhead Publishing: Sawston, UK, 2021; pp. 821–859. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for Wind Turbine Blades: An Overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Adam, H. Carbon fibre in automotive applications. Mater. Des. 1997, 18, 349–355. [Google Scholar] [CrossRef]
- Witten, E.; Mathes, V.; Sauer, M.; Kühnel, M. Composites Market Report 2018: Market Developments Trends Outlooks and Challenges; AVK—Industrievereinigung Verstärkte Kunststoffe e.V.: Frankfurt, Germany, 2018. [Google Scholar]
- Naqvi, S.Z.; Ramkumar, J.; Kar, K.K. Fly ash/glass fiber/carbon fiber-reinforced thermoset composites. In Handbook of Fly Ash; Butterworth-Heinemann: Oxford, UK, 2022; pp. 373–400. [Google Scholar] [CrossRef]
- Fitzgerald, A.; Proud, W.; Kandemir, A.; Murphy, R.J.; Jesson, D.A.; Trask, R.S.; Hamerton, I.; Longana, M.L. A Life Cycle Engineering Perspective on Biocomposites as a Solution for a Sustainable Recovery. Sustainability 2021, 13, 1160. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R. A green material from rock: Basalt fiber—A review. J. Text. Inst. 2016, 107, 923–937. [Google Scholar] [CrossRef]
- Deák, T.; Czigány, T. Chemical Composition and Mechanical Properties of Basalt and Glass Fibers: A Comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterisation of basalt fibre reinforced plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Wei, B.; Cao, H.; Song, S. Tensile behavior contrast of basalt and glass fibers after chemical treatment. Mater. Des. 2010, 31, 4244–4250. [Google Scholar] [CrossRef]
- Schenk, V.; Labastie, K.; Destarac, M.; Olivier, P.; Guerre, M. Vitrimer composites: Current status and future challenges. Mater. Adv. 2022, 3, 8012–8029. [Google Scholar] [CrossRef]
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-Like Malleable Materials from Permanent Organic Networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef] [PubMed]
- Kloxin, C.J.; Scott, T.F.; Adzima, B.J.; Bowman, C.N. Covalent Adaptable Networks (CANs): A Unique Paradigm in Cross-Linked Polymers. Macromolecules 2010, 43, 2643–2653. [Google Scholar] [CrossRef] [PubMed]
- Porath, L.E.; Evans, C.M. Importance of Broad Temperature Windows and Multiple Rheological Approaches for Probing Viscoelasticity and Entropic Elasticity in Vitrimers. Macromolecules 2021, 54, 4782–4791. [Google Scholar] [CrossRef]
- Zheng, J.; Png, Z.M.; Ng, S.H.; Tham, G.X.; Ye, E.; Goh, S.S.; Loh, X.J.; Li, Z. Vitrimers: Current research trends and their emerging applications. Mater. Today 2021, 51, 586–625. [Google Scholar] [CrossRef]
- Chakma, P.; Konkolewicz, D. Dynamic Covalent Bonds in Polymeric Materials. Angew. Chem. Int. Ed. 2019, 58, 9682–9695. [Google Scholar] [CrossRef]
- Taynton, P.; Ni, H.; Zhu, C.; Yu, K.; Loob, S.; Jin, Y.; Qi, H.J.; Zhang, W. Repairable Woven Carbon Fiber Composites with Full Recyclability Enabled by Malleable Polyimine Networks. Adv. Mater. 2016, 28, 2904–2909. [Google Scholar] [CrossRef]
- Hecker, M.D.; Longana, M.L.; Eloi, J.C.; Thomsen, O.; Hamerton, I. Recycling end-of-life sails by carbon fibre reclamation and composite remanufacture using the HiPerDiF fibre alignment technology. Compos. Part A Appl. Sci. Manuf. 2023, 173, 107651. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Longana, M.L.; Ong, N.; Yu, H.; Potter, K.D. Multiple closed loop recycling of carbon fibre composites with the HiPerDiF (High Performance Discontinuous Fibre) method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B. Effects of fiber length and fiber orientation distributions on the tensile strength of short-fiber-reinforced polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Longana, M.L.; Yu, H.; Jalavand, M.; Wisnom, M.R.; Potter, K.D. Aligned discontinuous intermingled reclaimed/virgin carbon fibre composites for high performance and pseudo-ductile behaviour in interlaminated carbon-glass hybrids. Compos. Sci. Technol. 2017, 143, 13–21. [Google Scholar] [CrossRef]
- Kandemir, A.; Longana, M.L.; Hamerton, I.; Eichhorn, S.J. Developing aligned discontinuous flax fibre composites: Sustainable matrix selection and repair performance of vitrimers. Compos. Part B Eng. 2022, 243, 110139. [Google Scholar] [CrossRef]
- Hashimoto, M.; Okabe, T.; Sasayama, T.; Matsutani, H.; Nishikawa, M. Prediction of tensile strength of discontinuous carbon fiber/polypropylene composite with fiber orientation distribution. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1791–1799. [Google Scholar] [CrossRef]
- Thomason, J. Glass fibre sizing: A review. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105619. [Google Scholar] [CrossRef]
- VITRIMAX T100 Datasheet. 2022. Mallinda Inc. Available online: https://mallinda.com/wp-content/uploads/2021/10/Mallinda-TDS-T100_10.12.21.pdf (accessed on 4 April 2024).
- Piggott, M.; Ko, M.; Chuang, H. Aligned short-fibre reinforced thermosets: Experiments and analysis lend little support for established theory. Compos. Sci. Technol. 1993, 48, 291–299. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B.; Mäder, E.; Yue, C.Y.; Hu, X. Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- ASTM C1557-20; Plastics—Determination of Fracture Toughness—Linear Elastic Fracture Mechanics (LEFM) Approach. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2020.
- Mesquita, F.; Bucknell, S.; Leray, Y.; Lomov, S.V.; Swolfs, Y. Single carbon and glass fibre properties characterised using large data sets obtained through automated single fibre tensile testing. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106389. [Google Scholar] [CrossRef]
- Gaur, U.; Miller, B. Microbond method for determination of the shear strength of a fiber/resin interface: Evaluation of experimental parameters. Compos. Sci. Technol. 1989, 34, 35–51. [Google Scholar] [CrossRef]
- Yu, H.; Potter, K. Method and Apparatus for Aligning Discontinuous Fibres. European Patent EP2986768B1, 15 April 2013. [Google Scholar]
- ASTM-D3039/D3039M-17; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials—D3039/D3039M-17. ASTM Website: West Conshohocken, PA, USA, 2017.
- Yee, R.; Stephens, T. A TGA technique for determining graphite fiber content in epoxy composites. Thermochim. Acta 1996, 272, 191–199. [Google Scholar] [CrossRef]
- Buehler Sumnotes on Semi-Automatic Preparation Method for Composites. Available online: https://www.buehler.com/assets/solutions/sumnotes/Volume-5-Issue-2-Fiber-reinforced-composite-with-without-metallic-inserts.pdf (accessed on 12 April 2024).
- Niedernhuber, M.; Holtmannspötter, J.; Ehrlich, I. Fiber-oriented repair geometries for composite materials. Compos. Part B Eng. 2016, 94, 327–337. [Google Scholar] [CrossRef]
- Belnoue, J.; Nixon-Pearson, O.; Thompson, A.; Ivanov, D.; Potter, K.; Hallett, S. Consolidation-Driven Defect Generation in Thick Composite Parts. J. Manuf. Sci. Eng. 2018, 140, 071006. [Google Scholar] [CrossRef]
- Toyoda, H.; Sato, W.; Takahashi, J. Effect of thermal welding repair for damaged ultrathin chopped carbon fiber tape reinforced thermoplastics. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 25–28 June 2018. [Google Scholar]
- Erland, S.; Stevens, H.; Savage, L. The re-manufacture and repairability of poly (ether ether ketone) discontinuous carbon fibre composites. Polym. Int. 2021, 70, 1118–1127. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre Type | Gauge Length [mm] | Fibre Diameter [m] | Failure Strain [%] | E-Modulus [GPa] | Strength [MPa] |
|---|---|---|---|---|---|
| Basalt Sizing Type 1 | |||||
| Basalt Sizing Type 2 | |||||
| HYBON 2026 Glass Comparison [35] | 15 | 82 | 2790 |
| Fibre Resin Couple | [MPa] | [MPa] | Fibre Strength [MPa] | [mm] | [mm/mm] |
|---|---|---|---|---|---|
| Sizing Type 1 Epoxy | |||||
| Sizing Type 2 Epoxy | |||||
| Sizing Type 1 Vitrimer | |||||
| Sizing Type 2 Vitrimer |
| Material Type | Aerial Weight [] | Material Density [] |
|---|---|---|
| Basalt Sizing Type 1 HiPerDiF | ||
| Basalt Sizing Type 2 HiPerDiF | 2.67 | |
| VITRIMAX T100 | 200 | 1.05 |
| K51 Epoxy Resin | 43 | 1.21 |
| Material Couple | Repair Method | E-Modulus Vf 38% [GPa] | Max Strength Vf 38% [MPa] | Recovered Strength [%] |
|---|---|---|---|---|
| Vitrimer Basalt Sizing Type 1 | Virgin Specimen | Na | ||
| Local-Patch Repair | ||||
| Full-Patch Repair | ||||
| Vitrimer Basalt Sizing Type 2 | Virgin Specimen | Na | ||
| Local-Patch Repair | ||||
| Full-Patch Repair |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Messmer, L.L.; Kandemir, A.; Yavuz, B.O.; Longana, M.L.; Hamerton, I. Mechanical Behaviour of As-Manufactured and Repaired Aligned Discontinuous Basalt Fibre-Reinforced Vitrimer Composites. Polymers 2024, 16, 1089. https://doi.org/10.3390/polym16081089
Messmer LL, Kandemir A, Yavuz BO, Longana ML, Hamerton I. Mechanical Behaviour of As-Manufactured and Repaired Aligned Discontinuous Basalt Fibre-Reinforced Vitrimer Composites. Polymers. 2024; 16(8):1089. https://doi.org/10.3390/polym16081089
Chicago/Turabian StyleMessmer, Leon L., Ali Kandemir, Burak Ogun Yavuz, Marco L. Longana, and Ian Hamerton. 2024. "Mechanical Behaviour of As-Manufactured and Repaired Aligned Discontinuous Basalt Fibre-Reinforced Vitrimer Composites" Polymers 16, no. 8: 1089. https://doi.org/10.3390/polym16081089
APA StyleMessmer, L. L., Kandemir, A., Yavuz, B. O., Longana, M. L., & Hamerton, I. (2024). Mechanical Behaviour of As-Manufactured and Repaired Aligned Discontinuous Basalt Fibre-Reinforced Vitrimer Composites. Polymers, 16(8), 1089. https://doi.org/10.3390/polym16081089