Abstract
This study investigates the applicability of a microwave–convective dryer (MCD) to the processing of pumpkin slices considering the influence of process variables such as air temperature and microwave power on some thermal (drying time and specific energy consumption (SEC)), quality (rehydration ratio (RR), shrinkage (S), color, and vitamin C content), and bioactive (total phenol (TPC) and antioxidant contents (AC)) features. The impacts of temperature and microwave power were explored on the thermal, quality, and bioactive properties using the the response surface method (RSM). In each experiment, 100 g of the pumpkin samples was dried at an airflow of 1 m/s and various air temperatures (50, 60, and 70 °C) and microwave powers (180, 360, and 540 W). The results indicated that the temperature and microwave power can significantly affect the drying time and SEC (p ≤ 0.01) such that increasing the temperature and microwave power decreased the drying time and SEC. The highest RR, AC, TPC, and vitamin C, as well as the lowest color variation and shrinkage, were observed at microwave power of 360 W and temperature of 60 °C. The optimal drying of the pumpkin samples involved the temperature of 63.66 °C and microwave power of 426.94 W. The predicted response for the mentioned condition included the drying time of 47.38 min, SEC of 30.87 MJ/kg, S of 25.44%, color of 12.74, RR of 5.21, TPC of 658.24 MgGA/100 gdw, AC of 82.11%, and VC of 4.78 mg/g DM.
1. Introduction
Pumpkin (Cucurbita maxima) is a rich source of phenolic, flavonoids, vitamins (A and C), amino acids, polysaccharides, and minerals [1]. The high moisture content of the pumpkin, however, has led to its rapid microbial corruption. Therefore, drying could be an efficient approach to prolonging the useful life of this product while maintaining its properties [2,3].
Drying is a common and classic approach in the processing of agricultural products that can prolong their durability by inhibiting the activities of microorganisms [4]. This method also facilitates transportation at lower costs by decreasing the weight and volume of the product [5]. The space required for the storage of the products will also decline, which can increase the quality and efficiency of the food products [6,7].
The conventional drying of agricultural products with direct sunlight and wind has some drawbacks such as long drying time, undesirable changes in the quality of the product, exposure of the product to uncontrolled situations, and unstable climate conditions [8]. These issues can be resolved by novel and industrial methods that have gradually replaced the traditional approaches. Convective drying with hot air is one of these methods. In a convective dryer, the hot air is in contact with the samples, resulting in the evaporation of the moisture content of the product. The final product, however, experiences considerable chemical and physical alterations due to long exposure to high temperatures, which can decrease the quality of the product while enhancing the energy consumption [2]. Microwave drying involves the radiation of electromagnetic waves, which can heat the product by penetrating its texture, leading to the rapid loss of moisture while preventing surface damage to the samples [9,10]. The high speed of the process, precise control of the operation, low energy consumption, and improved quality are among the advantages of this method compared with conventional convective dryers [11]. The preservation of the quality of the final product such as its physical (form, color, and texture) and nutritional (antioxidants, vitamins, and pigments) features is of crucial significance in attracting the customer’s satisfaction. Samples may experience some changes in these features during heat and mass transfer processes and chemical reactions [12]. Due to their low thermal conductivity, agricultural products require longer drying times and higher temperatures, and therefore, the use of novel dryers (e.g., hybrid microwave–convective dryers) is of vital significance for decreasing the adverse effects on the quality of the product and resolving the process drawbacks such as the poor desorption of water and high energy consumption [13]. The microwave method in combination with the other drying methods is far better than any method alone as the combination can improve the drying efficiency and quality of the final product [14].
Junqueira et al. [1] explored the kinetics of drying pumpkin slices with microwave, convective, and microwave–convective dryers. They found that the microwave dryer can offer higher quality, shorter drying time, higher effective moisture diffusion coefficient, and better color compared with the convective dryer, although convective drying can present a final product with lower shrinkage and better water desorption. Intermediate behavior was observed in the case of a hybrid microwave–convective dryer. Abbaspour-Gilandeh et al. [14] examined the drying of terebinth with various methods including convection, MCD, infrared (IR)–convective, and IR dryers. They showed the better quality of the products dried with MCD in terms of bioactive parameters such as total phenol content (TPC), total flavonoid content (TFC), and antioxidant capacity (AC). The drying time of the hybrid dryers was longer. Horuz et al. [15] investigated the TPC, antioxidant capacity (AC), vitamin C, color, water desorption, texture, and sensory features of apricot slices dried by a MCD and a convective dryer. They found that the use of microwave decreased the drying time by 50%, while the convective dryer achieved better performance in preserving the bioactive properties and vitamin C. The water desorption also increased at high microwave powers. This study introduced a hybrid dryer as an efficient method for drying apricot.
As energy is a major challenge in today’s world and industrial dryers are highly energy-demanding despite their high value, a precise investigation of the currently available systems is necessary for finding the optimal condition with minimum energy consumption; reduced destruction of the samples; and fast, uniform, and controlled heating. The response surface method (RSM) refers to a series of statistical and mathematical modeling methods and analyses for estimating the relationships between response variables under the influence of several independent variables [3,16]. RSM has several superiorities over the other approaches including the presentation of a mathematical equation between the variables. RSM requires fewer experiments to predict the trends in the variations. Moreover, the optimal points can be obtained with this method regarding the target of the problem and the range of the independent variables in an independent and controllable manner.
Pham and Karim [17] optimized various parameters in drying papaya including the drying time, vitamin C, color, and water activities using a MCD. Their results indicated that the microwave power of 1.038 W/g and air temperature of 50 °C are the best treatment; in another study, it was indicated that the best AC, TPC, shrinkage, and drying time for parchment coffee dried in a microwave–fluidized bed dryer can be achieved at an air speed of 1.4 m/s and microwave power of 500 W [18]. Li et al. [19] optimized the extraction of the AC, TPC, and RR of Termitomyces albuminosus mushroom in a MCD. Their results indicated that the best condition (the highest AC, TPC, and RR and lowest color variations) can be obtained at microwave power of 2 W/g and air temperature of 57 °C. Zahoor and Kahn [20] addressed the optimization of various parameters of red bell pepper drying (ascorbic acid, TPC, total flavonoid content, total carotenoid content, DPPH radical scavenging activity, RR, and total color variations) when dried with a microwave–fluid-bed dryer. Their results showed that the optimal point involved 468.04 W, air temperature of 60.14 °C, and air speed of 16.82 m/s. Nanvakenari et al. [21] determined the optimal rice drying parameters in a dryer (IR–microwave–fluid bed) with the temperature of 68 °C, air speed of 5 m/s, microwave power of 900 W, and IR power of 1479 W. Therefore, the optimization of the drying condition is necessary for various types of plants. Investigations of the previous studies indicated that no study had addressed the optimization of the physical–thermal and bioactive properties of pumpkin slices with MCD using RSM. In this regard, the present study is aimed and investigating and predicting the independent variables (air temperature and microwave power) on the response variables (drying time, SEC, RR, color, shrinkage, TPC, and AC) using the RSM.
2. Materials and Methods
2.1. Sample Preparation
Pumpkins (Cucurbita maxima) were purchased from a local market in Sardasht city (West Azerbaijan, Iran). Before the experiments, the samples were kept in plastic bags in the refrigerator at the temperature of 4 ± 1 °C to maintain their initial moisture content (MC). To reach the ambient temperature, the pumpkins were placed at room temperature 2 h before the experiments. The samples were then washed and cut into slices with a thickness of 3 mm using a cutter. They were then placed in the dryer. The pumpkin slices were placed in an oven (Memmert, UFB 500, Schwabach, Germany) to determine their initial MC in three replicates at 105 °C for 24 h [22,23]. The initial MC of the pumpkin samples was determined to be 6.38 (dry basis (d.b.)). Finally, the MC was reduced to the determined value of 0.10 d.b. in all the experiments.
2.2. Hybrid Microwave–Convective Dryer
In this project, pumpkin samples were dried using a hybrid microwave–convective dryer designed by the Department of Biosystems Engineering of Mohaghegh Ardebili University [24]. This dryer incudes a centrifugal blower (1 hp/3000 rpm), an electric engine, air heater elements, a dryer chamber, air-transferring tubes, two microwave magnetrons (LG2M246, Jiangsu, China), a magnetron cooler at the end of the dryer (two fans, P/N 2123XSL, Kaohsiung, Taiwan), a hot air control system, a microwave control system, and an inverter (LS. Gyeonggi-Do, Korea) to adjust the rotation speed of the blower. A thermostat was also utilized to regulate the input air (Atbin, Tehran, Iran). The power control circuit of the dryer was based on the on/off structure. The products were placed on a stainless-steel tray with a Teflon mesh attached to the base. The required hot air was supplied by 3 heaters with a total power of 1200 W. The speed of the hot air was measured with a blade anemometer (Lutron AM-4216, Telangana, India) with a resolution of 0.01 m/s. The pumpkin slices were dried in a MCD at the 3 temperatures of 50, 60, and 70 °C, the 3 microwave powers of 180, 360, and 540 W, and an airflow of 1 m/s. For each experiment, 100 g pumpkin was employed. The variations in the weight of the samples were precisely measured (GF-600, Tokyo, Japan) with accuracy of 0.001 g and recorded every 5 min. This trend continued until the relative moisture content of the samples approached 0.1 d.b.
2.3. Kinetics of Drying
The moisture ratio (MR) during the drying of the samples was determined with Equation (1) [22,25]:
2.4. Specific Energy Consumption
The specific energy consumption of a drying process refers to the energy required to evaporate one kilogram of water from the product. The specific energy consumption in the microwave dryer can be obtained from Equation (2) [4,26]:
The SEC of the convective dryer can be determined with Equation (3) [27]:
Therefore, the SEC of the hybrid MHD (SECMic-Con) can be determined by summing the SEC values of the convection (SECCon) and microwave drying (SECMic) based on Equation (4) [28]:
2.5. Color
Color is often determined by the color characteristics model of RGB, CMYK, and Lab. Here, a Lab model was employed to determine the color of the food products. To this end, a color meter (HP–200, China) was applied. The color variations (ΔE) in the samples before and after the drying were assessed as brightness (L), redness-greenness (a), and yellowness-blueness (b) with Equation (5) [23]:
Values of ∆L*, ∆a*, and ∆b* were determined with Equation (6):
L* (brightness of the image) varies from zero (black) to 100 (complete light reflection). The a* parameter also ranges from −60 to +60 where the positive and negative values represent red and green colors, respectively [29]. The index of b* also varies from −60 to +60 where the positive and negative values correspond to yellow and blue colors, respectively [30]. L*, a*, and b* are related to the samples after drying, while L0, a0, and b0 correspond to the fresh samples.
2.6. Shrinkage
Shrinkage is one of the major physical alterations occurring during the drying process due to moisture evaporation. Shrinkage was determined after measuring the initial and secondary volume of the samples and calculating the volume variation using the toluene liquid displacement method in a glass pycnometer through Equation (7) [31,32,33]:
2.7. Rehydration Ratio
The physical and chemical alterations to the dried products and their rehydration before the final use are shown as RR. The dried pumpkin samples were immersed in distilled water at the ratio of 1:10 at 20 °C. They were removed from the water after 2 h., the surface moisture of the samples was eliminated, and the rehydration ratio was calculated with Equation (8) [34]:
2.8. Total Phenol Content
The total phenol content of the samples was determined with Folin–Ciocâlteu reactant [33]: 0.4 mL of the extract was mixed with 3 mL of Folin–Ciocâlteu reagent (to prepare, Folin–Ciocâlteu solution was diluted distilled with water at the ratio of 1:10). After resting for 5 min at room temperature, 3 mL of 7% sodium bicarbonate was added. The absorbance of the samples was read with a spectrophotometer at 725 nm after 90 min of storage at room temperature (22 °C). The results were reported in terms of milligrams of gallic acid present in 100 mL of extracted extract
2.9. Antioxidant Activities
Antioxidant activity was measured with DPPH free radical inhibition method. The extract (2 mL) was mixed with 2 mL of DPPH methanolic solution. After shaking for 30 min in a dark place, the absorbance of the mixture was measured at 520 nm. The free radical inhibition percentage was calculated with Equation (9) [9,23]:
2.10. Vitamin C
First, the extract was prepared. For extracting, 300 mg of the powdered sample was poured into an Erlenmeyer flask, followed by adding 30 mL of 4.5% metaphosphoric acid solution and 5 min of stirring. The prepared solution was centrifuged at 4000 rpm for 15 min. The centrifuged solution was kept in a refrigerator at 4 °C for 1 h. Vitamin C was measured with HPLC (made in Iran, Danchrom hplc) and separated with a Eurosphere column (Eurospher, C18, 5 × 4/6 × 250). The injection volume was 20 μL, and the column temperature was kept at 25 °C. The absorbance of the samples was read at 245 nm and a flow rate of 1 mL/min, using 0.01% sulfuric acid as the mobile phase. The vitamin C level was determined by comparing the area under the peaks and the inhibition time with the equations obtained by the standard diagram of ascorbic acid [35].
2.11. Statistical Analysis and Optimization
The response surface method was employed to optimize drying conditions in terms of the effects of the independent variables (air temperature and microwave power) on the dependent variables (drying time and SEC, RR, color and shrinkage, AC, TPC, and vitamin C). Experiments were carried out according to the central composite design (CCD) using Design Expert software at three levels for each independent variable (Table 1). The optimal points were separated based on the desirability index, and the highest predicted index represents the best conditions for pumpkin drying. In this study, the common second-order model used in the response surface method is described according to Equation (10) [25,27]:

Table 1.
Independent variables and their levels.
Table 1, Table 2 and Table 3 list the coded levels of the variables, the number of tests, and the 13 experimental data, respectively. The optimization experiments were performed in 13 replications with the central composite design; 5 repetitions were defined for the central point (Table 2). To determine the optimal conditions regarding the goals of the study, drying time, SEC, color, and shrinkage were used at their lowest levels, while RR, AC, TPC, and vitamin C were at their highest amount.
Table 2.
Face-centered central composite design of pumpkin slice drying experiments in an MCD using Design Expert 10 software.
Table 3.
Central composite design and experimental data obtained for the response variables.
3. Results
3.1. Drying Kinetics
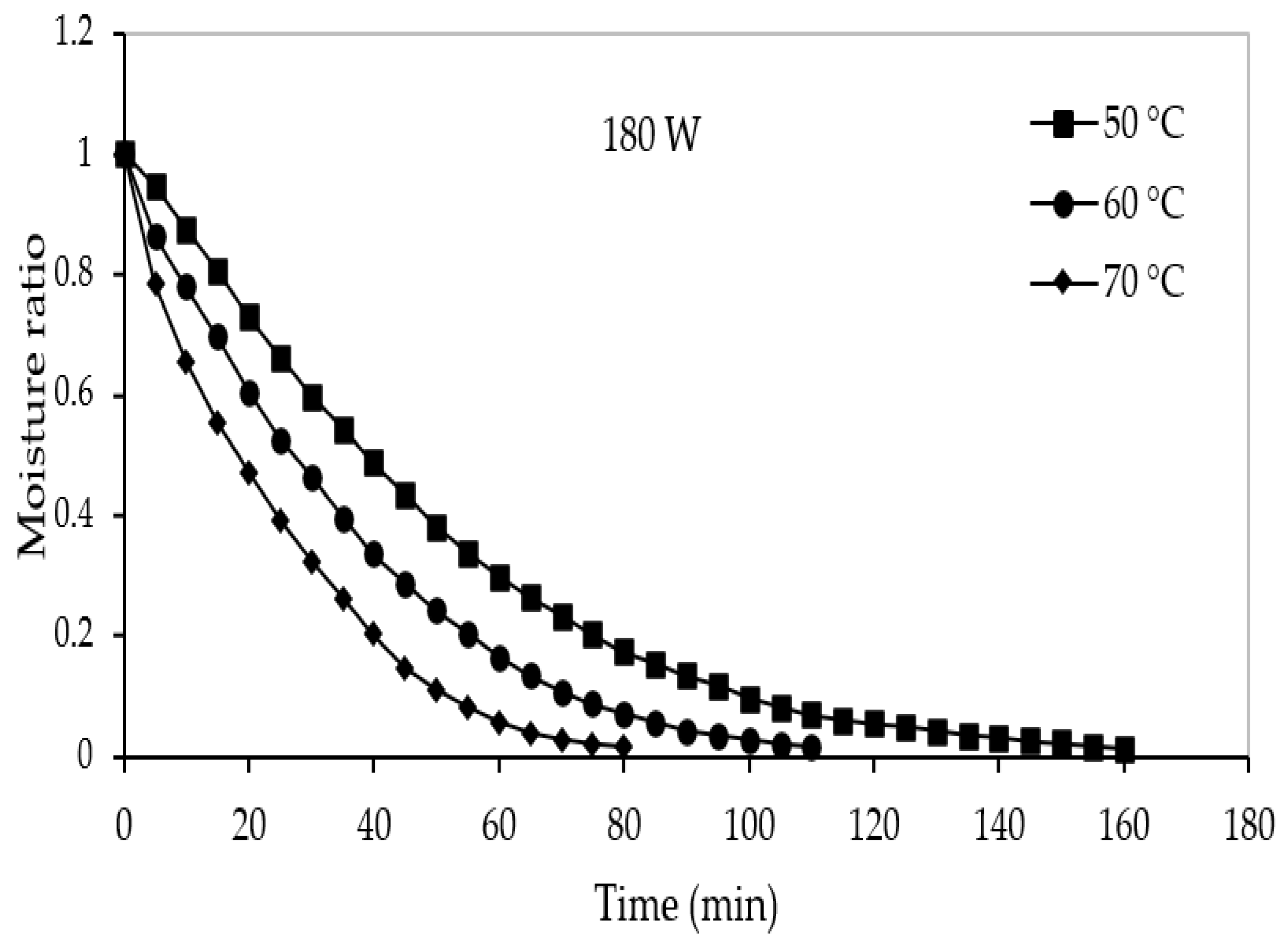
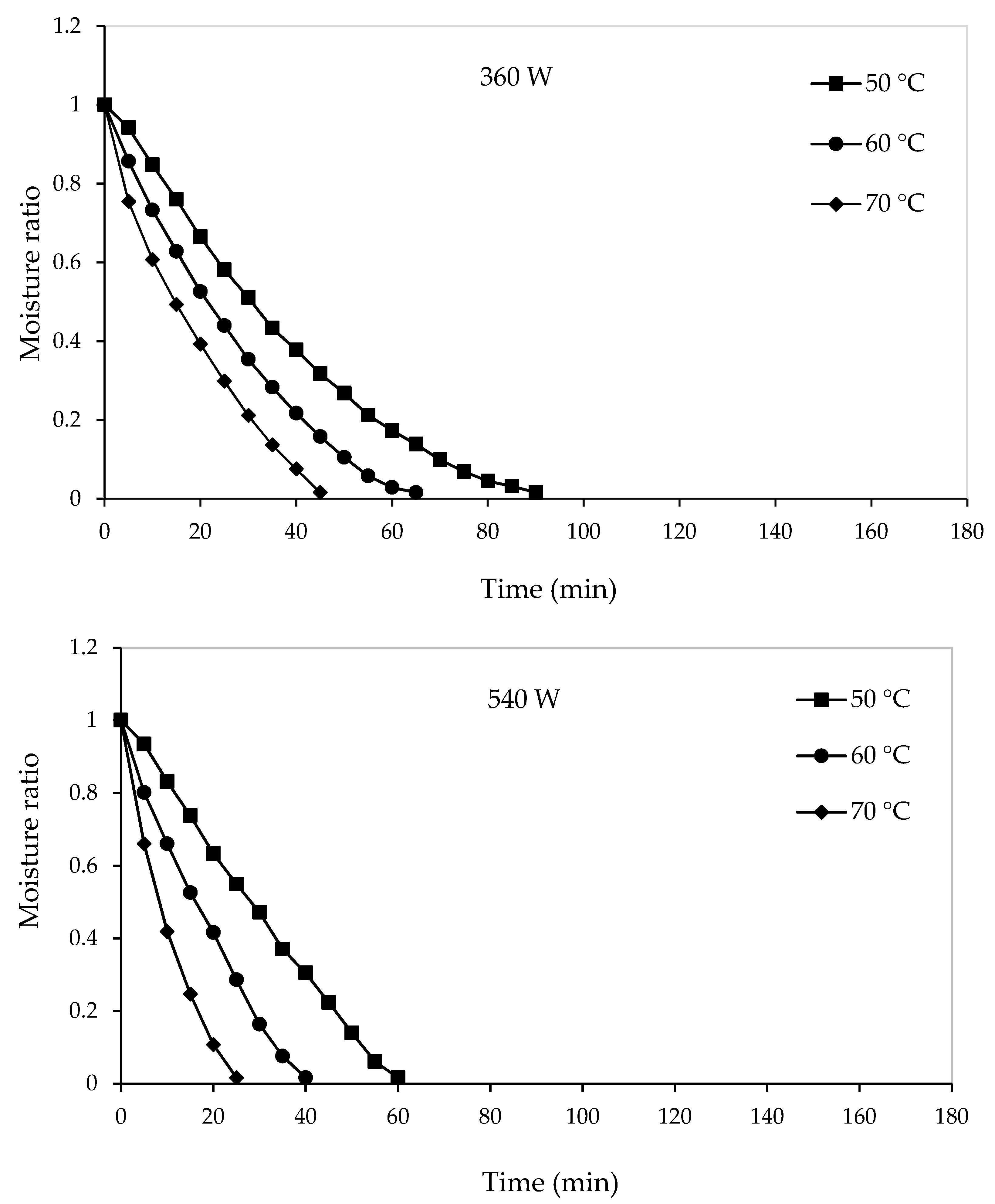
Figure 1 shows the variations in the MR of the pumpkin slices vs. the drying time for various powers. Examining Figure 1 shows that there is no constant drying speed stage in the drying process of pumpkin layers and that the whole drying process takes place in the period of decreasing drying speed. This shows that the physical phenomenon of diffusion is the most likely driving effect of moisture escape. It can be seen that in the initial stages of drying, the slope of the drying speed is high and that in the later stages, this slope decreases. The reason for this could be the high amount of moisture released in the initial stages of the drying process. With the passage of time, the humidity of the product decreases, and then the amount of moisture released from the product decreases; then the drying speed of the pumpkin layers decreases, and then the drying time increases, which can be seen in the final stages of the drying process. By comparing Figure 1, it can be seen that the drying time decreases with the increase in temperature, which can be due to the increase in the movement of water molecules in the product due to heat and the increase in its evaporation rate [26].
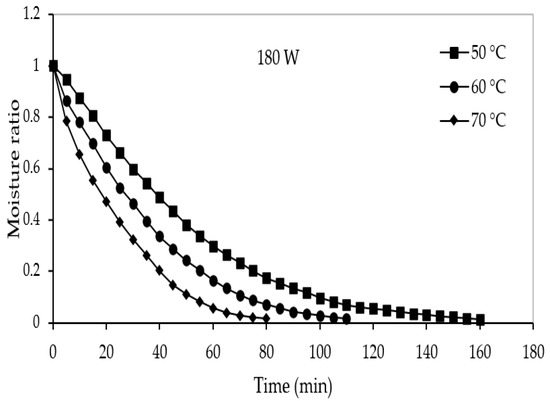
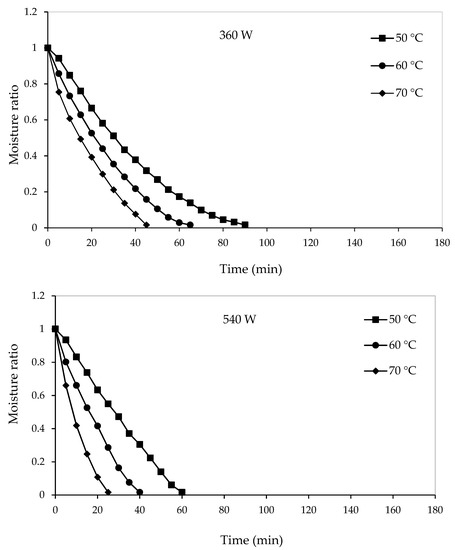
Figure 1.
Change of moisture ratio as a function of drying time at different powers of 180, 360 and 540 W.
The slope of the diagram also rose by increasing the microwave power, while the drying time showed a decremental trend. These trends can be attributed to the volumetric heat induction by the microwave within the samples, which accelerated the vapor release and enhanced the drying rate [36]. In other words, higher microwave power will result in more mass and heat transfer in the pumpkin slices. This will lead to a considerable pressure difference between the center and the surface of the slices [37]. Similar results were reported for drying various crops using the MCD, for instance tomato [26], red bell pepper [20], potato [31], and mushrooms [38]. Rashidi et al. [39] explored the drying of tomato powder compressed tablets using a microwave–convective dryer. They found that the drying time of the tablets varied from 122.4 to 129.2 min. With the simultaneous increase in the input air temperature, input air speed, and microwave treatment time, the moisture evaporation rate of the samples showed an augmentation, shortening the drying time of the compressed tomato power tablet.
3.2. Drying Time
Table 4 and Table 5 respectively show the fitted statistical values of the dependent variables (drying time, SEC, shrinkage, color, RR, TPC, AC, and VC) and the regression-fitted model coefficients of the response variables (microwave power and air temperature). According to Table 4, all the responses had determination coefficients (R2) above 0.93. The variation coefficients of all models were less than 5 except for VC (≈11), indicating the proper repeatability of the models. Regarding the insignificance of the lack-of-fit factor, all the presented models managed to well predict the dependent variables. Table 4 shows the model coefficients fitted for the regression equation for the response variables. For a better understanding of the combined effects of both variables on the response variable, analysis of variance graphs and response surface contours were drawn for each fitted model as a function of two independent variables.
Table 4.
Statistical values fitted for dependent variables by RSM.
Table 5.
Coefficients of the model fitted to the regression equation of response variables (A: air temperature and B: microwave power).
The results of the variance analysis of the drying time using the response surface method in Table 6 showed that only the linear effect of air temperature and microwave power on the drying time response variable is significant (p < 0.01).
Table 6.
Analysis of variance for drying time response using RSM.
Figure 2 shows the individual effect of each independent variable (air temperature and micro-wave power) on drying time. With increasing air temperature or microwave power, the drying time exhibits a decreasing trend. These findings are consistent with previous studies on drying papaya [17], mushrooms [19], tomato [26], and white mushrooms [38]. Higher temperatures lead to the rapid loss of free water in the samples, i.e., the product dries in a shorter time. This phenomenon can be assigned to the increase in the thermal gradient inside the samples [38]. Increasing microwave power also reduces the drying time due to the larger vapor pressure difference between the surface and the interior of the pumpkin with the penetration of microwave energy [20].
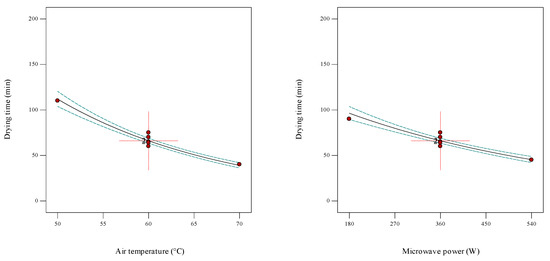
Figure 2.
The effect of air temperature and microwave power alone on drying time.
3.3. SEC
The ANOVA results obtained from the RSM for SEC are listed in Table 7. As seen, only the linear effect of air temperature and microwave power is significant on SEC (p < 0.01).
Table 7.
Analysis of variance for SEC response using RSM.
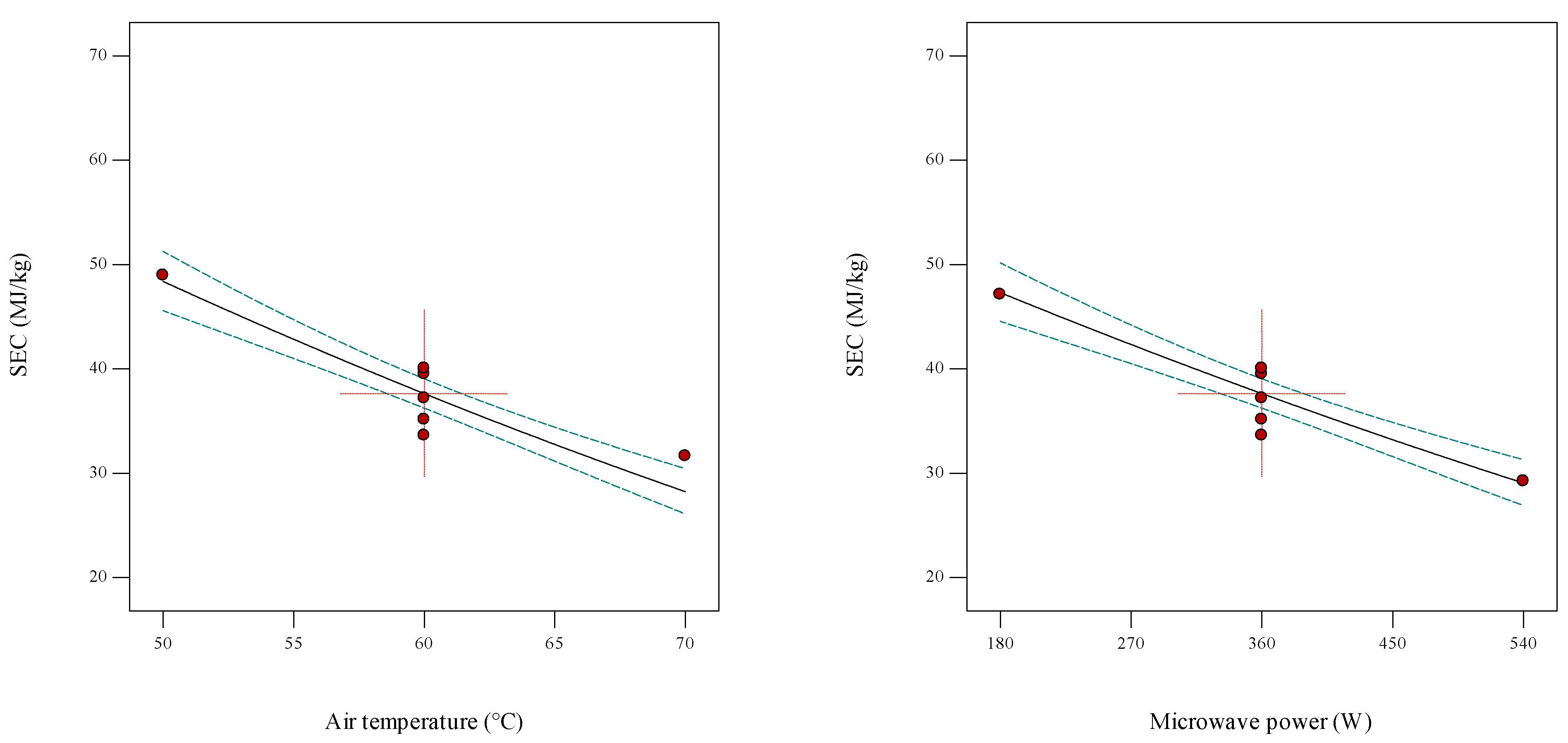
Figure 3 shows the effect of each variable on the SEC. With increasing air temperature and microwave power, the SEC exhibits a descending trend. A decline was reported in the SEC with increasing air temperature and microwave power by Taghinezhad et al. [40], Maftoonazad et al. [41], El-Mesery & El-khawaga [26], and Zia and Alibas, [42], who dried quince, onion, tomato, and blueberry with a MCD, respectively.
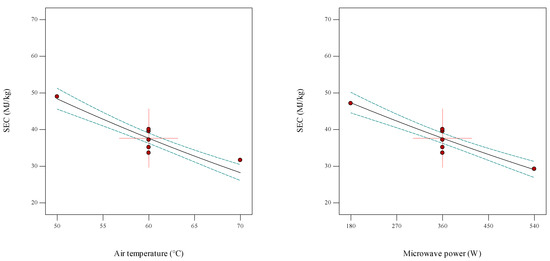
Figure 3.
The effect of air temperature and microwave power alone on SEC.
The microwave increases the internal temperature of the products through the polarization of water molecules. It prevents surface hardening during the drying process with the destructive structure and formation of channels with a larger diameter. This leads to the better removal of moisture and ultimately a reduction in SEC [43]. Other researchers reported that the reduction of SEC is directly related to the shortening of the drying pe-riod [11,26,44]. Therefore, an increment in microwave power reduces the SEC due to the significant reduction in drying time [45].
3.4. Shrinkage
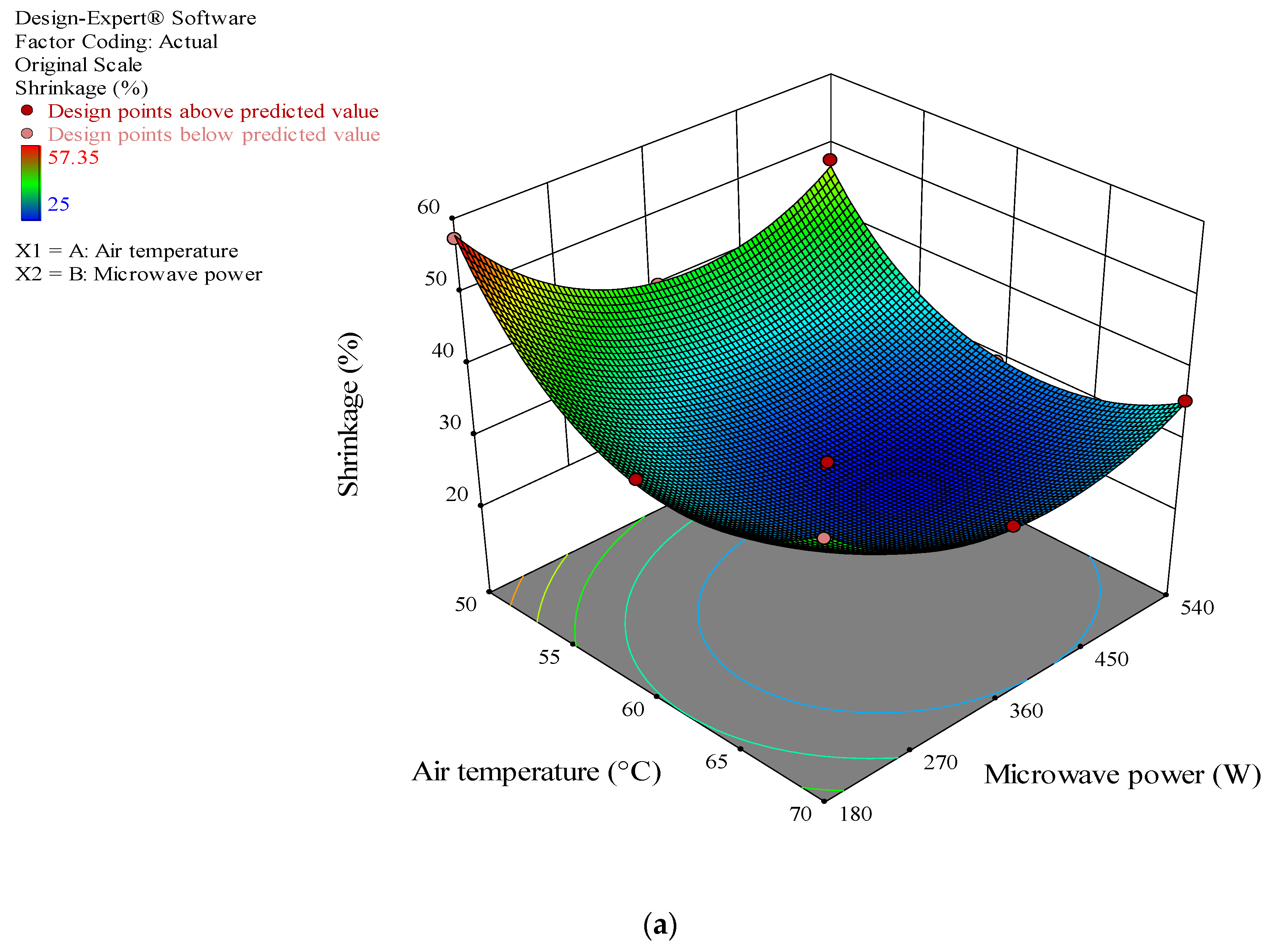
The lowest shrinkage (25.08%) was recorded at 60 °C and a microwave power of 360 W, while the highest shrinkage (57.35%) was observed at 50 °C and a microwave power of 180 W. Additionally, the ANOVA results in Table 8 indicate that the linear effect of air temperature and microwave power, as well as their quadratic expression, is significant on the shrinkage (p < 0.01). The combined effect of these two variables on shrinkage is not significant.
Table 8.
Analysis of variance for shrinkage response using RSM.
Figure 4a depicts the combined effect of air temperature and microwave power on shrinkage, which first decreases followed by an increase. The product will experience more shrinkage at fast mass transfer processes, which is generally due to the pressure imbalance between the internal and the external pressures of the material when the water exits the food, leading to the deformation of the product and sometimes its cracking [46,47].
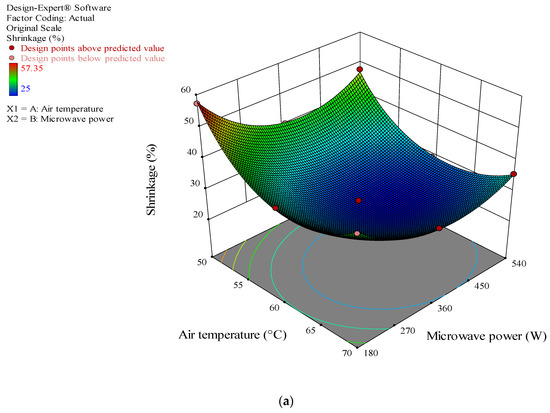
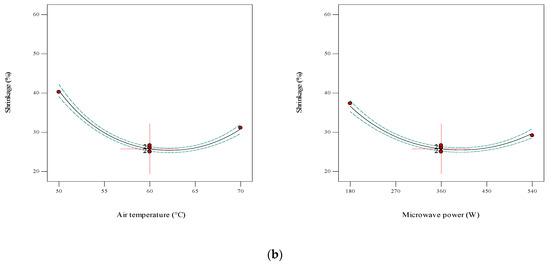
Figure 4.
(a) The combined effect of air temperature and microwave power on shrinkage (b) The effect of air temperature and microwave power alone on shrinkage.
During the drying process, air replaces the intercellular water upon its separation from the product; this causes tension in the cell structure. Finally, the tissue fails to maintain its structural network, and the outer structure of the cell collapses, leading to shrinkage. Similar results have been published for pumpkin [1] and walnut [48].
Figure 4b shows the separate effects of air temperature and microwave power. Temperature enhancement from 50 to 60 °C led to the decremental trend of the shrinkage changes, and the further increase in temperature from 60 to 70 °C caused an ascending trend in the shrinkage with a mild slope. The effect of microwave power on shrinkage also decreased with increasing microwave power from 180 to 360 W. Further increase in the microwave power from 360 to 540 W increased the shrinkage. Therefore, the lowest shrinkage occurred at 60 °C and a microwave power of 360 W. The uniform distribution of heat throughout the samples is effective in reducing the shrinkage.
3.5. Color
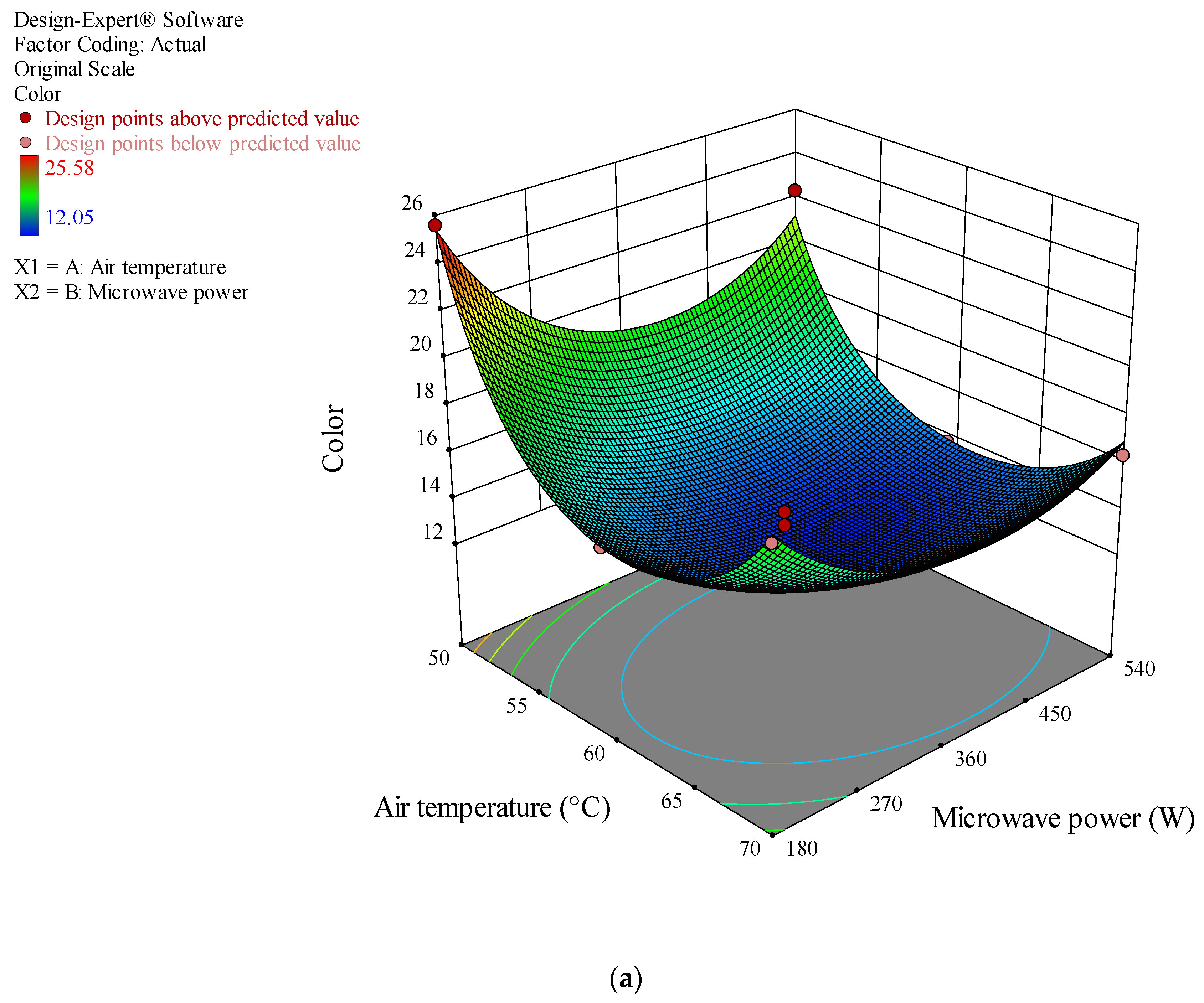
The ANOVA results for the color index in Table 9 suggest the significance of the linear relationship between air temperature and microwave power and their second-order term with the color response. Figure 5 shows the effects of the independent variables of air temperature and microwave power combined (a) and separate (b).
Table 9.
Analysis of variance for color response using RSM.


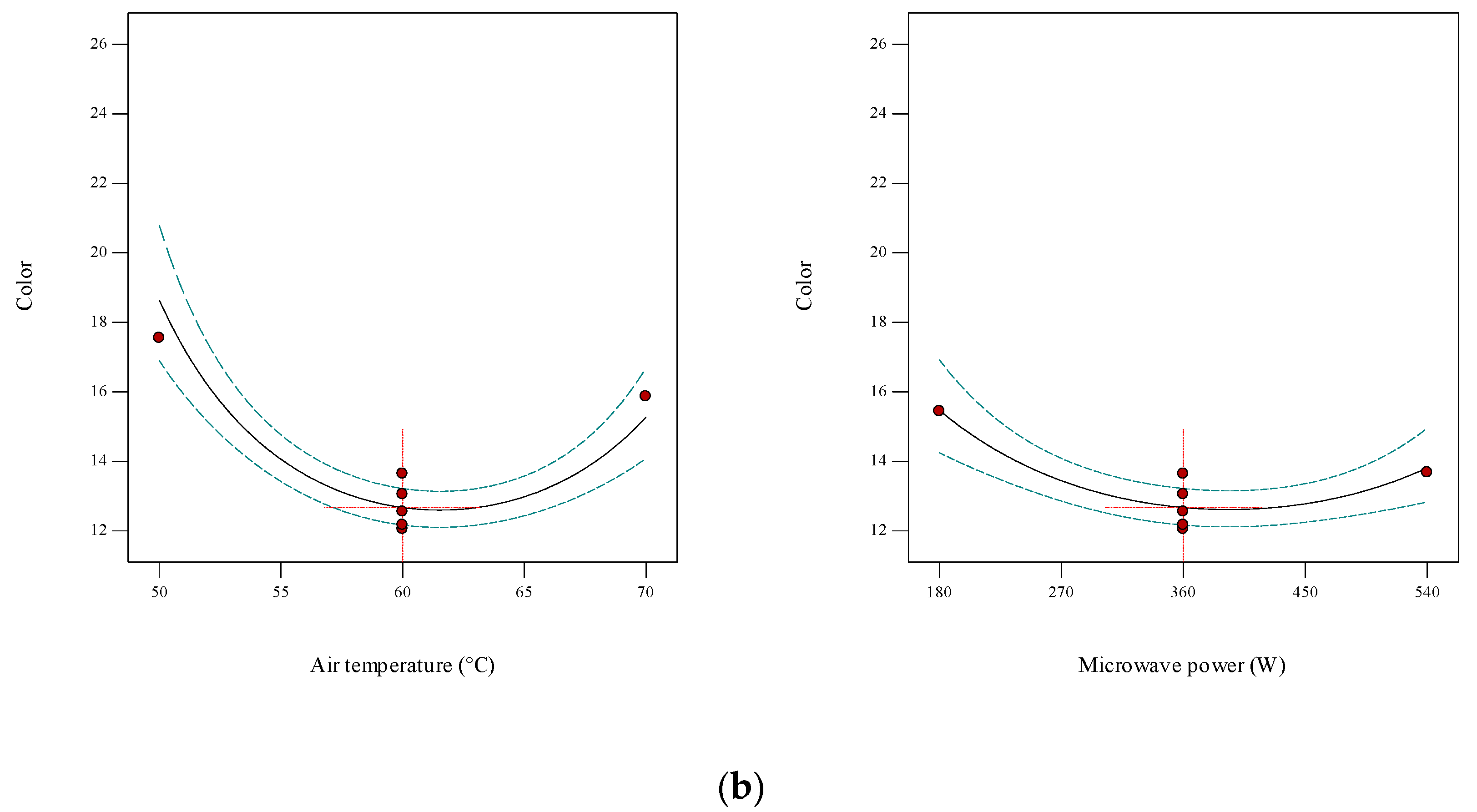
Figure 5.
(a) The combined effect of air temperature and microwave power on color (b) The effect of air temperature and microwave power alone on color.
According to Figure 5a, the combined effect of the independent variables on the color index is not significant as it first decreases and then increases. High air temperature and microwave power showed a negative effect on pumpkin color parameters, indicating that quick drying was not optimal for maintaining the color parameters. Temperature elevation caused significant changes in color. The effect of microwave power was less significant, but the color difference increased at higher microwave powers. Kumar et al. [49] also observed darker okra samples dried at higher air temperatures and microwave powers, which could have been due to the formation of brown pigments through the Maillard reaction. Color variations can be observed in Figure 5b.
To describe the individual effects of air temperature and microwave power on the color index, according to each figure, it can be said that temperature elevation from 50 to 60 °C reduced the color variations. Then, a further increase of the air temperature from 60 to 70 °C enhanced the color changes. Concerning the microwave power, an increase in the power from 180 to 360 W decreased the color changes. While a further increase in the microwave power from 360 to 540 W led to an upward trend. Therefore, the smallest color changes occurred at 60 °C and a power of 360. W. Karimi et al. [50] dried Gundelia tournefortii L. with a MCD and concluded that the total color variation (ΔE) of the dried samples was the lowest at 60 °C (among three temperatures of 60, 70, and 80 °C) and power of 300 W (among microwave powers of 180, 300, and 450 W). Based on their observations, more browning occurred at higher microwave powers. The same trend was reported for purple cabbage [51], sour cherries [52], and bitter gourd [53].
3.6. Rehydration Ratio
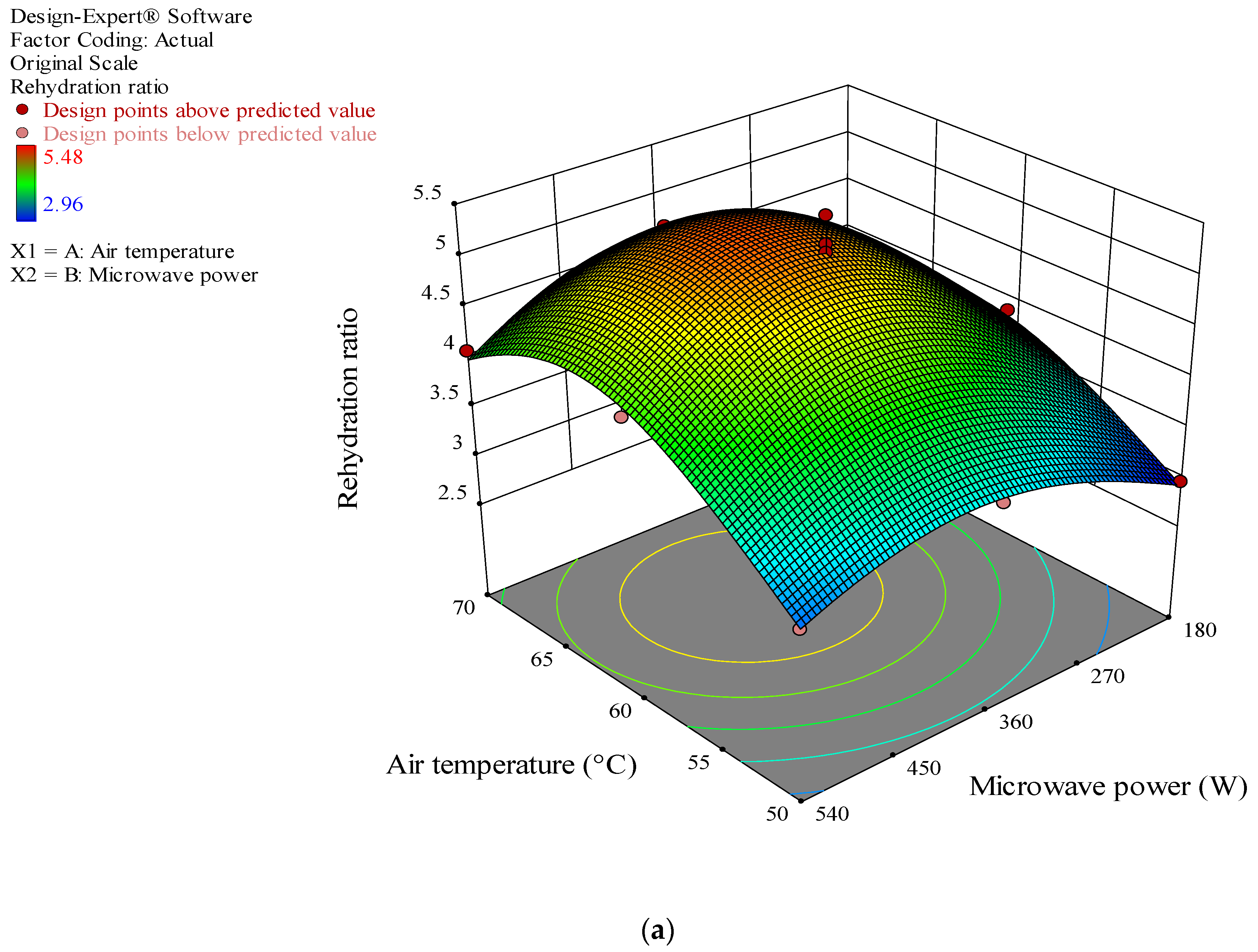
According to Table 10, which presents the ANOVA results for RR, the linear and quadratic relationships of air temperature and microwave power were significant to RR (p < 0.01). For microwave power, only the linear relationship was significant with RR. The combined effect of the air temperature and microwave power with the dependent variable of RR is depicted in Figure 6a; the combined effect of these two factors was not significant on RR as it first increased followed by a decline. The increase in RR with the increase in microwave power may have been due to the high pressure in the empty space of the dried pumpkin samples as a result of high microwave power. The evaporation of internal water by absorbing microwave energy and the creation of pores in dried pumpkins prevent volume contraction and the hardening of the samples, thus increasing the RR [54]. These results are consistent with the reports of Kumar and Shrivastava [55] and Zahoor and Khan [20]. However, when the microwave power exceeded 360 W, the RR decreased due to the damage to the cell structure caused by the excessive microwave power. RR first rose with the increase in air temperature, suggesting that the increase in temperature in the lower levels enhances the water evaporation rate from the surface and the pressure gradient between the inside and the surface of dry materials. Increasing the pressure gradient helps the rapid escape of water from the inside to the surface and improves the RR by forming some capillary channels [56]. However, temperature increase beyond 60 °C led to excessive dehydration, structural destruction, severe volume contraction, and the hardening of the material and thus worse rehydration ratios [57].
Table 10.
Analysis of variance for RR using RSM.
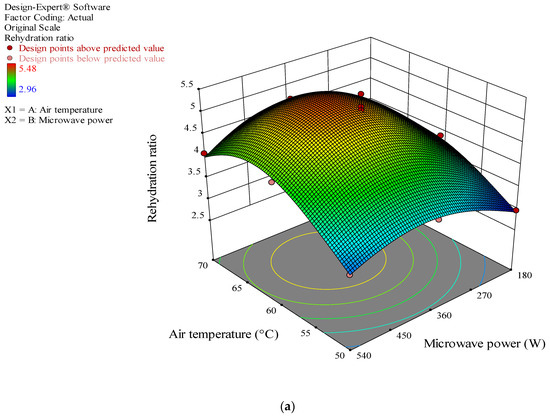
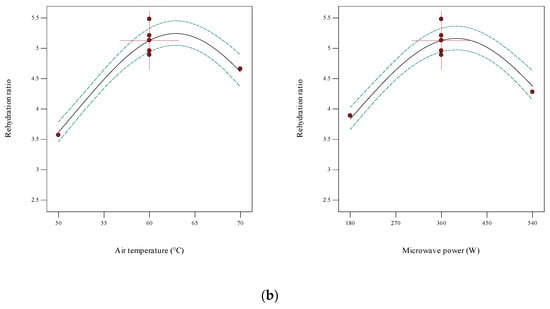
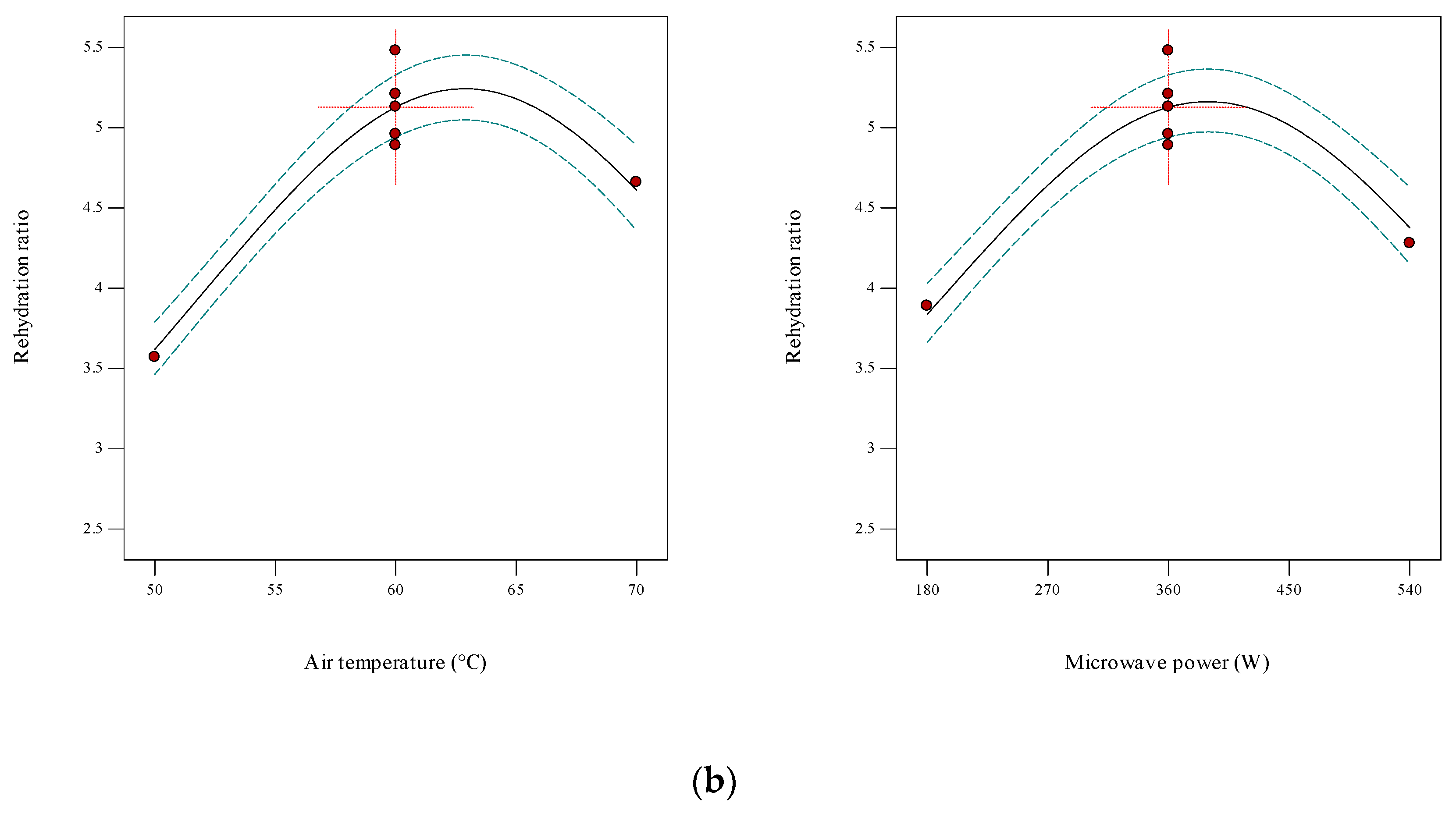
Figure 6.
(a) The combined effect of air temperature and microwave power on rehydration ratio (b) The effect of air temperature and microwave power alone on rehydration ratio.
According to Figure 6b, RR increased with increasing temperature from 50 to 60 °C and then decreased with further increase in temperature from 60 to 70 °C. Regarding the effect of microwave power on RR, an increase in microwave power from 180 to 360 W led to an upward trend, which turned into a descending trend with the further elevation of microwave power from 360 to 540 W. The highest RR is shown in Figure 6b for each of the factors. Specifically, the highest RR was for samples dried at 60 °C and a microwave power of 360 W. Li et al. [19] investigated the drying of mushroom slices in convective and microwave dryers. They observed the highest RR coefficient at 60 °C and microwave power of 2.49 W/g. They also showed that an increase in the temperature from 40 to 60 °C increased the RR, which then decreased with the further elevation of air temperature from 60 to 80 °C. Power levels above and below 2.48 W/g exhibited lower RRs, which is consistent with the results in this research. A similar trend was also reported for drying purple cabbage by Liu et al. [51].
3.7. Total Phenol Content (TPC)
Table 11 presents the ANOVA results for TPC under the influence of the two variables air temperature and microwave power. As seen, the linear relationship between microwave power (p < 0.1) and air temperature (p < 0.5) with TPC is significant. The quadratic term was also significant for both independent variables (p < 0.05).
Table 11.
Analysis of variance for TPC response using RSM.
Figure 7a shows the combined effect of air temperature and microwave power on the TPC. According to part a, their combined effect on the TPC is not significant, as it first showed an upward trend followed by a descending one. Better preservation of TPC was achieved by increasing the microwave power and temperature, which could be attributed to the faster and shorter heating of the product due to high power and temperature, resulting in better TPC preservation. Horuz et al. [52] investigated the TPC of dried sour cherries using a convective dryer and a hybrid MCD and reported a higher loss of polyphenols in the convective dryer, which might be due to the degradation of phenols in the long-term exposure of the product to temperature. However, under different drying methods, phenolic compounds are mainly dependent on the composition and stable changes of these compounds at various drying conditions. Moreover, heating destroys oxidative enzymes, thus helping preserve more phenolic compounds [58].
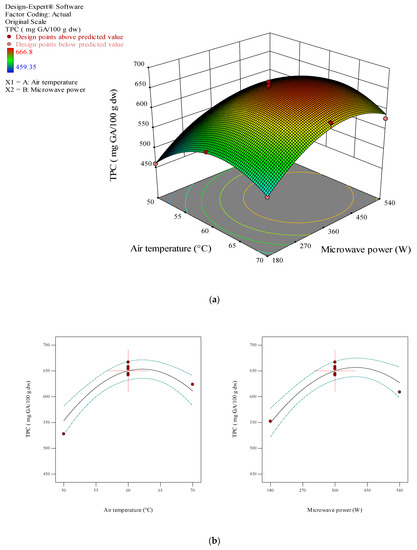
Figure 7.
(a) The combined effect of air temperature and microwave power on TPC. (b) The individual effects of air temperature alone and microwave power alone on TPC.
The impacts of each variable and the variation trend of TPC are separately shown in Figure 7b. As the air temperature increased from 50 to 60 °C, the TPC showed an ascending trend that then decreased with the further increase in air temperature from 60 to 70 °C. For the microwave power, the increase in microwave power from 180 to 360 W increased the TPC, which then declined with the further increase in power from 360 to 540 W.
3.8. Antioxidant Capacity
Table 12 lists the ANOVA results for AC under the influence of the two independent variables, air temperature and microwave power. The linear relationships of temperature and microwave power with AC were significant. The air temperature had a higher influence on the AC than the microwave power. Their quadratic term also showed a significant relationship with an antioxidant response.
Table 12.
Analysis of variance for AC response using RSM.
Figure 8a presents the influence of air temperature against microwave power on the AC. As seen, the AC first increased by enhancing the air temperature and microwave power, which could be attributed to the remarkable decline in the processing time at higher temperatures. With further increases in temperature, antioxidant capacity decreased. According to Table 12, the combined effect of air temperature and microwave power was not significant on AC. Higher AC is related to shorter drying time and higher concentrations of anthocyanins and phenolic compounds. On the other hand, the temperature enhancement in the samples as the result of temperature and microwave power elevation during the drying process can decrease the anthocyanins and phenolic compounds, which are the major causes of AC in food products. These findings aligned with the work of Samoticha et al. [58].
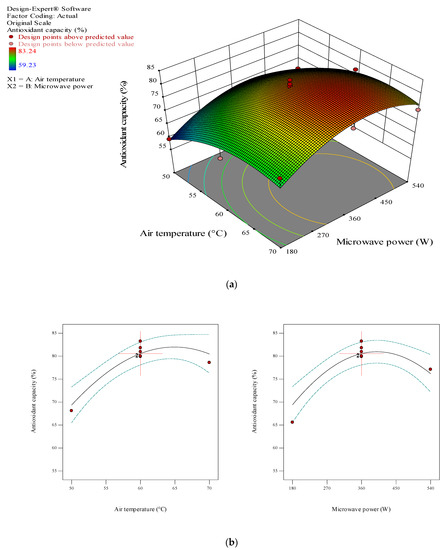
Figure 8.
(a) The combined effect of air temperature and microwave power on AC. (b) The effect of air temperature and microwave power alone on AC.
The effects of the air temperature and microwave power are separately presented in Figure 8b. Increasing the air temperature from 50 to 60 °C led to an increase in the AC, while further temperature elevation to 70 °C resulted in a decline in the AC at a slight slope. Concerning the microwave power, the AC showed an ascending trend with enhancing the microwave power from 180 to 360 W that turned into a descending trend with further power increase to 540. W. Horuz et al. [15] utilized a hybrid MCD drier and convective drier to dry apricots. Their investigation of the AC of the dried samples indicated that the higher drying temperatures and longer times can result in the loss of TPC and AC.
3.9. Vitamin C
Table 13 lists the ANOVA results for the effects of air temperature and microwave power on vitamin C. As can be observed, the linear and quadratic relationships of temperature and microwave power with vitamin C were significant. Microwave power exhibited a stronger effect on the variation in vitamin C as depicted in Figure 9, where the variation in vitamin C with microwave power occurred at a steeper slope compared with the temperature. Ascorbic acid is highly sensitive to high temperatures and long drying procedures.
Table 13.
Analysis of variance for vitamin C response using RSM.
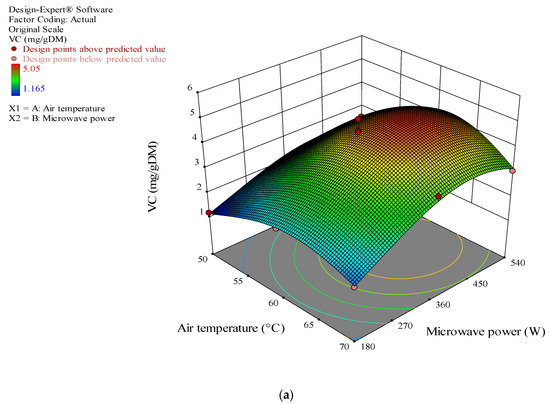
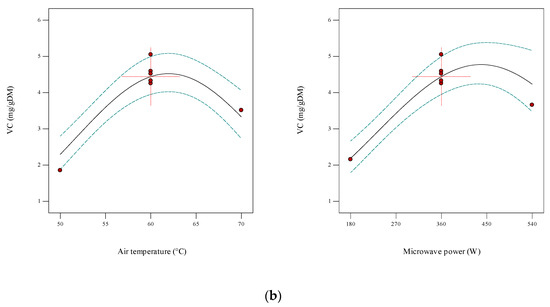
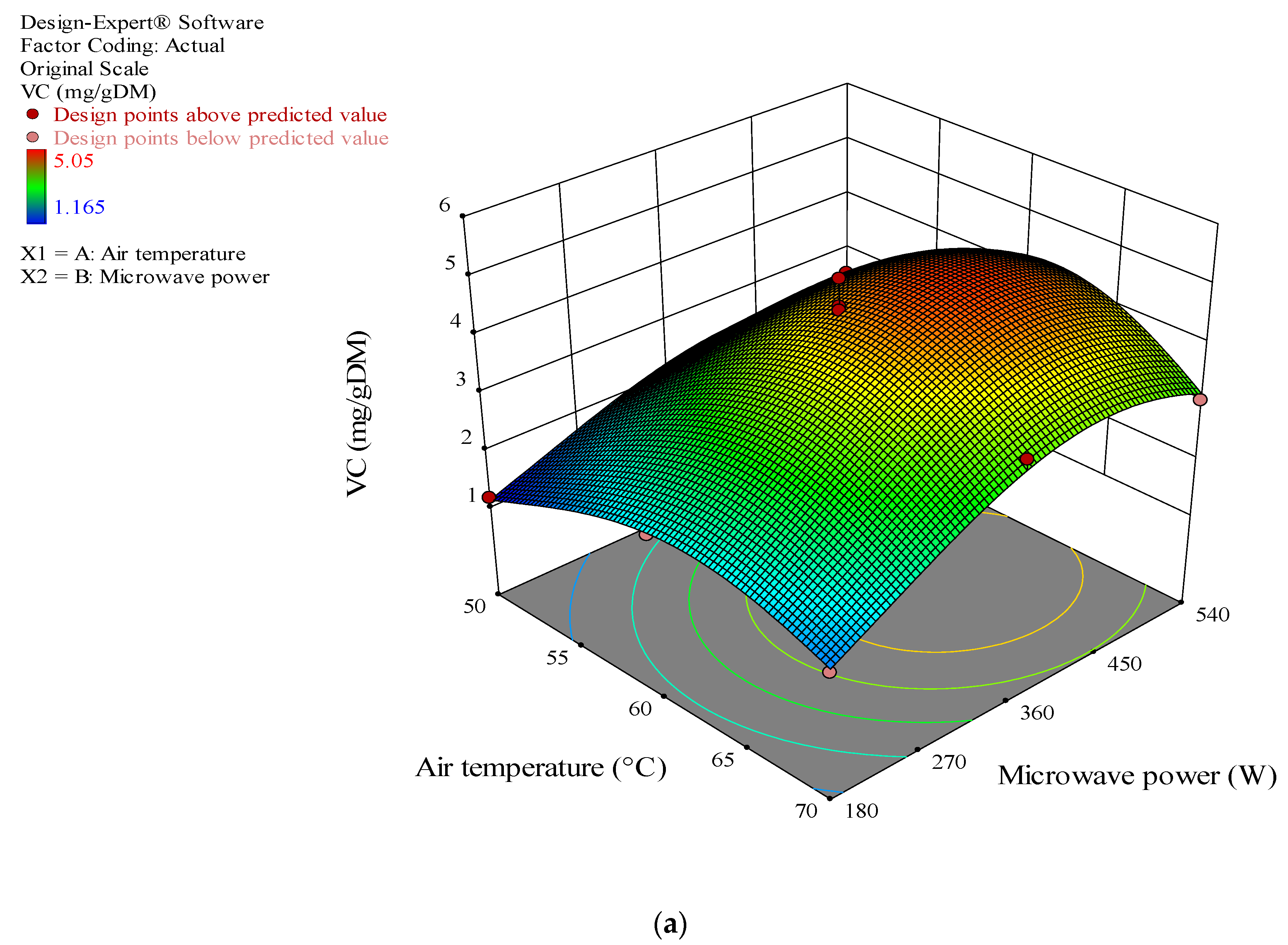
Figure 9.
(a) The combined effect of air temperature and microwave power on vitamin C. (b) The individual effects of air temperature and microwave power on vitamin C.
Figure 9a shows the combined effect of air temperature and microwave power on vitamin C. Increasing the temperature and microwave power up to 60 °C and 360 W, respectively, increased the vitamin C content, beyond which it showed a decline. Regarding this figure and the ANOVA results, the combined effect of temperature and microwave power on vitamin C was not significant. The decline in the vitamin C in the pumpkin slices can be attributed to the heat susceptibility and irreversible oxidative reactions occurring during the drying process, which is in line with the work of Hossain et al. [59], who assessed the nutritional content of tomato powder. The separate effect of each factor (air temperature and microwave power) is depicted in Figure 9b.
Tekgül et al. [60] investigated the vitamin C in nectarine powder dried with a convective dryer at various temperatures and determined that the most vitamin C could be obtained at 50 °C due to the heat susceptibility of this compound.
3.10. Optimization
The operation conditions of a microwave–convective drier for drying pumpkin slices were numerically optimized. The optimization aimed to minimize the drying time, SEC, shrinkage, and color of the samples while maximizing their rehydration ratio, TPC, antioxidant capacity, and vitamin C. The results of the optimization process can be found in Table 14. Figure 10 also shows the predicted and optimized values of the independent and dependent variables defined to optimize the process of pumpkin drying. The optimal conditions for drying pumpkin slices in a hybrid MCD involve the respective air temperature and microwave power of 63.66 °C and 426.94W (independent variables), which resulted in the following dependent variables: drying time = 47.38, SEC = 30.87 MJ/kg, S = 25.44, the color of 12.47, RR = 5.21, TPC = 658.24 MgGA/100 gdw, AC = 82.11%, vitamin C content = 4.78 mg/g, and DM with the confidence level of 0.901.
Table 14.
Results of optimization by desirable function of RSM.
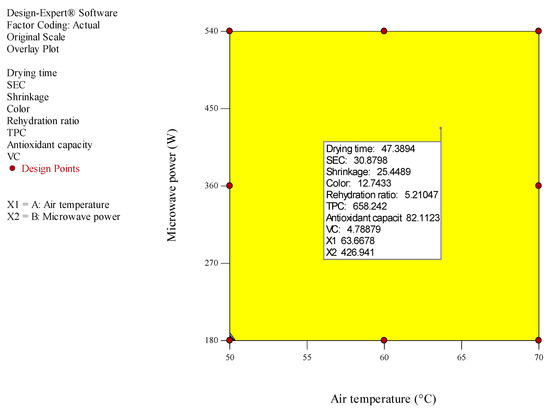
Figure 10.
The values of individual desirability of input and response parameters for MCD.
4. Conclusions
The increase in the awareness of consumers of the prominent role of heat in food processing has guided the food industry to use modern technologies to produce highly nutritional products with the least adverse effects on human health while maintaining the desired quality, appearance, and sensory properties. The results of this study confirmed the applicability of a HMD for drying pumpkin slices with proper features. The conditions of drying pumpkin slices were optimized considering targets including minimum drying time, SEC, shrinkage, and color variation and maximum RR, TPC, and antioxidant capacity. The optimal condition for drying pumpkin slices with a microwave–convective dryer included the temperature of 63.66 °C and microwave power of 426.94 W, which resulted in drying time, SEC, shrinkage, color variation, RR, TPC, antioxidant capacity, and vitamin C of 47.38 min, 30.87%, 25.44, 12.74, 5.21, 658.24 GA/100 gdw, 82.11%, and 4.78 mg/g DM, respectively, with the confidence level of ~0.901.
Author Contributions
Conceptualization, F.J.-S. and M.K.; methodology, F.J.-S. and Y.A.-G.; software, F.J.-S. and M.K.; validation, F.J.-S., Y.A.-G. and M.K.; formal analysis, Y.A.-G. and M.K.; investigation, Y.A.-G., F.J.-S. and M.K.; resources, F.J.-S. and M.K.; data curation, F.J.-S. and Y.A.-G.; writing—original draft preparation, F.J.-S. and M.K.; writing—review and editing, Y.A.-G. and J.L.H.-H.; visualization, F.J.-S. and M.K.; supervision, Y.A.-G.; project administration, Y.A.-G.; funding acquisition, Y.A.-G. and J.L.H.-H. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by University of Mohaghegh Ardabili.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
Conflicts of Interest
The authors declare that they have no known competing financial interest or personal relationship that could have appeared to influence the work reported in this paper.
Nomenclature
| Ai | Sample absorbance |
| At | Control absorbance |
| Cpa | Specific heat capacity of air [and 1828.8 J/kg °C] |
| Cpv | Specific heat capacity of vapor [1004.16 J/kg °C] |
| MR | Moisture ratio [-] |
| Mt | Moisture content [g water/g dry matter] |
| Mw | Weight of loss water [kg] |
| Mb | Initial moisture content [g water/g d.m.] |
| Me | Equilibrium moisture content [g water/g dry matter] |
| ha | Absolute air humidity [kgvapor/kgdry air] |
| k | Number of variables and ε is the error |
| P | Microwave power [W] |
| Q | Input air to drying chamber [m3/min] |
| RR | Rehydration ratio [-] |
| SECCon | Specific energy consumption in convective drying [kJ/kg] |
| SECMic | Specific energy consumption in microwave drying [kJ/kg] |
| SECMic-Con | Specific energy consumption of the hybrid MHD [kJ/kg] |
| Tin | Inlet air to drying chamber and respectively [°C] |
| Tout | Ambient air temperatures [°C] |
| t | Drying time (min) |
| V0 | Initial volume [cm3] |
| V | Final volume [cm3] |
| Vh | Specific air volume [m3/kg] |
| Wr | The weight of wet samples [g] |
| Wd | The initial weight of dry samples [g] |
| y | Predicted response |
| L* | Brightness index |
| b* | Yellow–blue index |
| a* | Red–green index |
| Total color difference | |
| β0 | Constant |
| βi | Linear coefficients |
| βjj | Second-order coefficients |
| βij | Denotes the reciprocal coefficient |
References
- Junqueira, J.R.D.J.; Corrêa, J.L.G.; Ernesto, D.B. Microwave, convective, and intermittent microwave–convective drying of pulsed vacuum osmodehydrated pumpkin slices. J. Food Process. Preserv. 2017, 41, e13250. [Google Scholar] [CrossRef]
- Ouyang, M.; Cao, S.; Huang, Y.; Wang, Y. Phenolics and ascorbic acid in pumpkin (Cucurbita maxima) slices: Effects of hot air drying and degradation kinetics. Food Meas. 2021, 15, 247–255. [Google Scholar] [CrossRef]
- Monteiro, R.L.; Link, J.V.; Tribuzi, G.; Carciofi, B.A.M.; Laurindo, J.B. Microwave vacuum drying and multi-flash drying of pumpkin slices. J. Food Eng. 2018, 232, 1–10. [Google Scholar] [CrossRef]
- Sağlam, C.; Çetin, N. Machine learning algorithms to estimate drying characteristics of apples slices dried with different methods. J. Food Process. Preserv. 2022, in press. [Google Scholar] [CrossRef]
- Hii, C.L.; Ong, S.P.; Yap, J.Y.; Putranto, A.; Mangindaan, D. Hybrid drying of food and bioproducts: A review. Dry. Technol. 2021, 39, 1554–1576. [Google Scholar] [CrossRef]
- Huang, J.; Zhang, M. Effect of three drying methods on the drying characteristics and quality of okra. Dry. Technol. 2016, 34, 900–911. [Google Scholar] [CrossRef]
- Shewale, S.R.; Rajoriya, D.; Hebbar, H.U. Low humidity air drying of apple slices: Effect of EMR pretreatment on mass transfer parameters, energy efficiency and quality. Innov. Food Sci. Emerg. Technol. 2019, 55, 1–10. [Google Scholar] [CrossRef]
- Osae, R.; Essilfie, G.; Alolga, R.N.; Bonah, E.; Ma, H.; Zhou, C. Drying of ginger slices—Evaluation of quality attributes, energy consumption, and kinetics study. J. Food Process Eng. 2020, 43, e13348. [Google Scholar] [CrossRef]
- Grekov, D.; Pré, P.; Alappat, B.J. Microwave mode of heating in the preparation of porous carbon materials for adsorption and energy storage applications—An overview. Renew. Sustain. Energy Rev. 2020, 124, 109743. [Google Scholar]
- Kaveh, M.; Abbaspour-Gilandeh, Y.; Nowacka, M. Optimisation of microwave-rotary drying process and quality parameters of terebinth. Biosyst. Eng. 2021, 208, 113–130. [Google Scholar] [CrossRef]
- Kaveh, M.; Golpour, I.; Gonçalves, J.C.; Ghafouri, S.; Guiné, R. Determination of drying kinetics, specific energy consumption, shrinkage, and colour properties of pomegranate arils submitted to microwave and convective drying. Open Agri. 2021, 6, 230–242. [Google Scholar] [CrossRef]
- Li, Y.; Yang, H.; Yang, H.; Wang, J.; Chen, H. Assessment of drying methods on the physiochemical property and antioxidant activity of Cordyceps militaris. Food Meas. 2019, 13, 513–520. [Google Scholar] [CrossRef]
- Sadeghi, E.; Movagharnejad, K.; Haghighi Asl, A. Parameters optimization and quality evaluation of mechanical properties of infrared radiation thin layer drying of pumpkin samples. J. Food Process Eng. 2020, 43, e13309. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Fatemi, H.; Hernández-Hernández, J.L.; Fuentes-Penna, A.; Hernández-Hernández, M. Evaluation of the changes in thermal, qualitative, and antioxidant properties of terebinth (Pistacia atlantica) fruit under different drying methods. Agronomy 2020, 10, 1378. [Google Scholar] [CrossRef]
- Horuz, E.; Bozkurt, H.; Karataş, H.; Maskan, M. Comparison of quality, bioactive compounds, textural and sensorial properties of hybrid and convection-dried apricots. Food Meas. 2018, 12, 243–256. [Google Scholar] [CrossRef]
- Rashidi, M.; Chayjan, R.A.; Ghasemi, A.; Ershadi, A. Tomato tablet drying enhancement by intervention of infrared-A response surface strategy for experimental design and optimization. Biosyst. Eng. 2021, 208, 199–212. [Google Scholar] [CrossRef]
- Pham, N.D.; Karim, M.A. Investigation of nutritional quality evolution of papaya during intermittent microwave convective drying. Dry. Technol. 2022, 2022, 1–14. [Google Scholar] [CrossRef]
- Chaparro, J.R.; Barón, R.D.; Vargas, M.V.; Arballo, J.R.; Campañone, L.A. Experimental and computational study of fluidized-microwave drying process of shrinking parchment coffee and determination of quality attributes. Int. J. Food Eng. 2022, 18, 383–397. [Google Scholar] [CrossRef]
- Li, X.; Liu, J.; Cai, J.; Xue, L.; Wei, H.; Zhao, M.; Yang, Y. Drying characteristics and processing optimization of combined microwave drying and hot air drying of Termitomyces albuminosus mushroom. J. Food Process. Preserv. 2021, 45, e16022. [Google Scholar] [CrossRef]
- Zahoor, I.; Khan, M.A. Microwave assisted fluidized bed drying of red bell pepper: Drying kinetics and optimization of process conditions using statistical models and response surface methodology. Sci. Hortic. 2021, 286, 110209. [Google Scholar] [CrossRef]
- Nanvakenari, S.; Movagharnejad, K.; Latifi, A. Modelling and experimental analysis of rice drying in new fluidized bed assisted hybrid infrared-microwave dryer. Food Res. Int. 2022, 159, 111617. [Google Scholar] [CrossRef]
- Benseddik, A.; Azzi, A.; Zidoune, M.N.; Khanniche, R.; Besombes, C. Empirical and diffusion models of rehydration process of differently dried pumpkin slices. J. Saudi Soc. Agric. Sci. 2019, 18, 401–410. [Google Scholar] [CrossRef]
- Izli, G.; Yildiz, G.; Berk, D.E. Quality retention in pumpkin powder dried by combined microwave-convective drying. J. Food Sci. Technol. 2022, 59, 1558–1562. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-Gilandeh, Y. Drying characteristics, specific energy consumption, qualitative properties, total phenol compounds, and antioxidant activity during hybrid hot air-microwave- rotary drum drying of green pea. Iran. J. Chem. Chem. Eng. 2022, 40, 655–672. [Google Scholar]
- Dalvand, M.J.; Mohtasebi, S.S.; Rafiee, S. Modeling of electrohydrodynamic drying process using response surface methodology. Food Sci. Nutr. 2014, 2, 200–209. [Google Scholar] [CrossRef]
- EL-Mesery, H.S.; El-khawaga, S.E. Drying process on biomass: Evaluation of the drying performance and energy analysis of different dryers. Case Stud. Therm. Eng. 2022, 33, 101953. [Google Scholar] [CrossRef]
- Zalazar-Garcia, D.; Roman, M.C.; Fernandez, A.; Asensio, D.; Zhang, X.; Fabani, M.P.; Rodriguez, R.; Mazza, G. Exergy, energy, and sustainability assessments applied to RSM optimization of integrated convective air-drying with pretreatments to improve the nutritional quality of pumpkin seeds. Sustain. Energy Technol. Assess. 2022, 49, 101763. [Google Scholar] [CrossRef]
- Heshmati, M.K.; Khiavi, H.D.; Dehghannya, J.; Baghban, H. 3D simulation of momentum, heat and mass transfer in potato cubes during intermittent microwave-convective hot air drying. Heat Mass Transf. 2022, 2022, 1–16. [Google Scholar] [CrossRef]
- Zhang, Y.; Zielinska, M.; Vidyarthi, S.K.; Zhao, J.-H.; Pei, Y.-P.; Li, G.; Zheng, Z.-A.; Wu, M.; Gao, Z.-J.; Xiao, H.-W. Pulsed pressure pickling enhances acetic acid transfer, thiosulfinates degradation, color and ultrastructure changes of “Laba” garlic. Innov. Food Sci. Emerg. Technol. 2020, 65, 102438. [Google Scholar] [CrossRef]
- Xiao, H.-W.; Law, C.-L.; Sun, D.-W.; Gao, Z.-J. Color change kinetics of American Ginseng (Panax quinquefolium) slices during air impingement drying. Dry. Technol. 2014, 32, 418–427. [Google Scholar] [CrossRef]
- Dehghannya, J.; Kadkhodaei, S.; Heshmati, M.K.; Ghanbarzadeh, B. Ultrasound-assisted intensification of a hybrid intermittent microwave—Hot air drying process of potato: Quality aspects and energy consumption. Ultrasonics 2019, 96, 104–122. [Google Scholar] [CrossRef] [PubMed]
- Majdi, H.; Esfahani, J.A.; Mohebbi, M. Optimization of convective drying by response surface methodology. Comput. Electron. Agric. 2019, 156, 574–584. [Google Scholar] [CrossRef]
- Bhat, T.A.; Hussain, S.Z.; Wani, S.M.; Rather, M.A.; Reshi, M.; Naseer, B.; Qadri, T.; Khalil, A. The impact of different drying methods on antioxidant activity, polyphenols, vitamin C and rehydration characteristics of Kiwifruit. Food Biosci. 2022, 48, 101821. [Google Scholar] [CrossRef]
- Matys, A.; Dadan, M.; Witrowa-Rajchert, D.; Parniakov, O.; Wiktor, A. Response Surface methodology as a tool for optimization of pulsed electric field pretreatment and microwave-convective drying of apple. Appl. Sci. 2022, 12, 3392. [Google Scholar] [CrossRef]
- Li, M.; Wang, B.; Wang, Y.; Liu, J.; Zhang, M. Evaluation of the uniformity, quality and energy cost of four types of vegetables and fruits after pilot-scale pulse-spouted bed microwave (915 MHz) freeze-drying. Dry. Technol. 2022, in press. [Google Scholar] [CrossRef]
- Kesbi, O.M.; Sadeghi, M.; Mireei, S.A. Quality assessment and modeling of microwave convective drying of lemon slices. Eng. Agric. Environ. Food 2016, 9, 216–223. [Google Scholar] [CrossRef]
- Kouhila, M.; Moussaoui, H.; Bahammou, Y.; Tagnamas, Z.; Lamsyehe, H.; Lamharrar, A.; Idlimam, A. Exploring drying kinetics and energy exergy performance of Mytilus chilensis and Dosidicus gigas undergoing microwave treatment. Heat Mass Transf. 2020, 56, 2985–2999. [Google Scholar] [CrossRef]
- Szadzinska, J.; Mierzwa, D. The influence of hybrid drying (microwave-convective) on drying kinetics and quality of white mushrooms. Chem. Eng. Process.-Process Int. 2021, 167, 108532. [Google Scholar] [CrossRef]
- Rashidi, M.; Amiri Chayjan, R.; Ghasemi, A. Optimization of tomato compressed tablet production based on physical, mechanical and thermal properties in a hot air condition with microwave pretreatment. Iran. Food Sci. Technol. Res. J. 2020, 16, 29–42. (In Persian) [Google Scholar]
- Taghinezhad, E.; Kaveh, M.; Jahanbakhshi, A.; Golpour, I. Use of artificial intelligence for the estimation of effective moisture diffusivity, specific energy consumption, color and shrinkage in quince drying. J. Food Process Eng. 2020, 43, e13358. [Google Scholar] [CrossRef]
- Maftoonazad, N.; Dehghani, M.R.; Ramaswamy, H.S. Hybrid microwave-hot air tunnel drying of onion slices: Drying kinetics, energy efficiency, product rehydration, color, and flavor characteristics. Dry. Technol. 2022, 40, 966–986. [Google Scholar] [CrossRef]
- Zia, M.P.; Alibas, I. Influence of the drying methods on color, vitamin C, anthocyanin, phenolic compounds, antioxidant activity, and in vitro bioaccessibility of blueberry fruits. Food Biosci. 2021, 42, 101179. [Google Scholar] [CrossRef]
- Torki-Harchegani, M.; Ghanbarian, D.; Pirbalouti, A.G.; Sadeghi, M. Dehydration behaviour, mathematical modelling, energy efficiency and essential oil yield of peppermint leaves undergoing microwave and hot air treatments. Renew. Sustain. Energy Rev. 2016, 58, 407–418. [Google Scholar] [CrossRef]
- Motevali, A.; Tabatabaee Koloor, R. A comparison between pollutants and greenhouse gas emissions from operation of different dryers based on energy consumption of power plants. J. Clean. Prod. 2017, 154, 445–461. [Google Scholar] [CrossRef]
- Aghilinategh, N.; Rafiee, S.; Hosseinpur, S.; Omid, M.; Mohtasebi, S.S. Optimization of intermittent microwave–convective drying using response surface methodology. Food Sci. Nutr. 2015, 3, 331–341. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Zhou, L.; Bi, J.; Liu, X.; Lyu, J.; Chen, Q.; Wu, X. Drying kinetics and quality attributes of peach cylinders as affected by osmotic pretreatments and infrared radiation drying. Int. J. Food Eng. 2017, 13, 20160023. [Google Scholar] [CrossRef]
- Onwude, D.I.; Hashim, N.; Abdan, K.; Janius, R.; Chen, G. The effectiveness of combined infrared and hot-air drying strategies for sweet potato. J. Food Eng. 2019, 241, 75–87. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Jahanbakhshi, A. The effect of microwave and convective dryer with ultrasound pre-treatment on drying and quality properties of walnut kernel. J. Food Process. Preserv. 2019, 43, e14178. [Google Scholar] [CrossRef]
- Kumar, D.; Prasad, S.; Murthy, G.S. Optimization of microwave-assisted hot air drying conditions of okra using response surface methodology. J. Food Sci. Technol. 2014, 51, 221–232. [Google Scholar] [CrossRef]
- Karimi, S.; Layeghinia, N.; Abbasi, H. Microwave pretreatment followed by associated microwave-hot air drying of Gundelia tournefortii L.: Drying kinetics, energy consumption and quality characteristics. Heat Mass Transf. 2021, 57, 133–146. [Google Scholar] [CrossRef]
- Liu, J.; Li, X.; Yang, Y.; Wei, H.; Xue, L.; Zhao, M.; Cai, J. Optimization of combined microwave and hot air drying technology for purple cabbage by response surface methodology (RSM). Food Sci. Nutr. 2021, 9, 4568–4577. [Google Scholar] [CrossRef]
- Horuz, E.; Bozkurt, H.; Karataş, H.; Maskan, M. Effects of hybrid (microwave-convectional) and convectional drying on drying kinetics, total phenolics, antioxidant capacity, vitamin C, color and rehydration capacity of sour cherries. Food Chem. 2017, 230, 295–305. [Google Scholar] [CrossRef] [PubMed]
- Zahoor, I.; Khan, M.A. Microwave assisted convective drying of bitter gourd: Drying kinetics and effect on ascorbic acid, total phenolics and antioxidant activity. Food Meas. 2019, 13, 2481–2490. [Google Scholar] [CrossRef]
- Beşir, A.; Gökmen, S.; Gül, L.B.; Yazıcı, F.; Gül, O. Evaluating of microwave drying for hawthorn slice as alternative to convective drying. Braz. Archiv. Biol. Technol. 2022, 65, e22210614. [Google Scholar] [CrossRef]
- Kumar, V.; Shrivastava, S.L. Optimization of vacuum-assisted microwave drying parameters of green bell pepper using response surface methodology. Food Meas. 2017, 11, 1761–1772. [Google Scholar] [CrossRef]
- Izli, N.; Polat, A. Effect of convective and microwave methods on drying characteristics, color, rehydration and microstructure properties of ginger. Food Sci. Technol. 2019, 39, 652–659. [Google Scholar] [CrossRef]
- Wang, H.; Liu, D.; Yu, H.; Wang, D.; Li, J. Optimization of Microwave Coupled Hot Air Drying for Chinese Yam Using Response Surface Methodology. Processes 2019, 7, 745. [Google Scholar] [CrossRef]
- Samoticha, J.; Wojdyło, A.; Lech, K. The influence of different the drying methods on chemical composition and antioxidant activity in chokeberries. LWT 2016, 66, 484–489. [Google Scholar] [CrossRef]
- Hossain, M.; Mitra., S.; Belal, M.; Zzaman, W. Effect of foaming agent concentration and drying temperature on biochemical properties of foam mat dried tomato powder. Food Res. 2021, 5, 291–297. [Google Scholar] [CrossRef]
- Tekgül, Y. Optimization of foaming process: Drying behaviour, physicochemical, and powder properties of hot air-assisted foam-mat dried nectarine. Int. J. Food Eng. 2021, 17, 815–826. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).