Abstract
In order to fight climate change and decouple economic growth from material use, valorization of waste will be fundamental. Sorghum is one of the most important summer crops in the world. The non-edible parts of the plant, the stalks and leaves are left over and must be disposed of. This work proposes to use sorghum waste particles as a raw material to manufacture boards and analyze the influence of its density. Particles were sprayed with 10% wt of water and placed in a hot press at 2.1 MPa and 110 °C for 30 min. Eight types of panels were produced with densities ranging from 950 kg/m3 to 1250 kg/m3. The results indicated that the water absorption (WA), modulus of rupture (MOR), modulus of elasticity (MOE) and internal bounding strength (IB) depended on the density. With higher densities, the particleboards showed better physical and mechanical behavior. This study demonstrates that it is technically possible to manufacture adhesive-free particleboards from sorghum residues that comply with European standards and can be used as boards for general applications. The use of these particleboards could be beneficial in fighting climate change and in minimizing the use of natural wood.
1. Introduction
In recent years, scientific research has shown that climate change is one of the most serious and complex threats to be faced on a global scale. The variation in the average temperature of the planet can affect ecosystems and natural communities, generating negative impacts on their life cycle. Greenhouse gases generated by human activities are causing global warming which leads to changes in the global climate, producing increasingly severe negative effects on the population, the environment and the economy [1,2].
The European Union (EU) is at the forefront of the international fight against climate change, applying ambitious measures to reduce its emissions to make the EU the first climate-neutral continent by 2050 [2].
Agricultural activity generates a large amount of biomass that is often not reused, such as stubbles, cereal straws and prunings from crops. Traditionally, the way to dispose of this waste is by burning it onsite. This is the common practice for economic and technical reasons in countries such as Spain, since the cost of this process is lower than other alternatives. However, burning agricultural residues also entails an environmental cost [3], since it constitutes an important source of direct greenhouse gas emissions, such as carbon dioxide (CO2), methane (CH4) and nitrous oxide (N2O), and indirect ones such as carbon monoxide (CO), nitrogen oxide (NOx) and sulfur oxide (SOx). On the other hand, the burning of agricultural residues has an impact on the fauna and flora of the area, as well as causing problems for human health (respiratory conditions) and posing a risk for the spread of fires.
Between 1990 and 2020, forest area decreased from 32.5% to 30.8% of the total land area, representing a net loss of 178 million hectares due to the production of wood for industrial and fuel purposes, and to deforestation caused by agricultural expansion, the last being the main driver of deforestation and forest degradation [4]. Wood is the most widely used lignucellulosic material worldwide for the manufacture of paper pulp, furniture, the construction industry and as fuel. However, in this industry, due to the lack of wood, the use of particleboard (chipboard) is continuously growing. Agricultural waste could replace wood as the raw material in particleboard production, making this industry more environmentally friendly [5].
Sorghum is one of the most important summer crops in the world after soya, corn and sunflower. The present global production is about 57 million tons of grain from 42.6 million hectares [6]. Besides its traditional use for food, animal fodder and the production of alcoholic beverages, sorghum is a source of starches and glucose for the pharmaceutical industry and for biofuel. After harvest, the non-edible parts of the plant, the stalks and leaves are left over and must be disposed of. One option to solve this problem is using this waste as raw material for producing wood-based composites [7].
In order to make these composites more environmentally friendly, investigations have been focused on obtaining particleboards without using any binder product: rice stalk [8,9], kenaf [10,11], cotton stalk [12], sugarcane [13], coconut shell [14], almond residues [15], date palm [16,17,18], oil palm [19,20,21], canary palm [22], bamboo [23] and olive tree leaves [24].
Sorghum was successfully used in the manufacturing of particleboards with urea formaldehyde (UF) [25,26], phenol formaldehyde (PF) [26], isocyanate [26], citric acid (CA) [27,28,29] and maleic acid (MA) [30]. However, when this residue was used without adhesives, it showed reduced mechanical properties [27].
For the reasons mentioned above, this work proposes to use sorghum straw waste particles as a raw material to manufacture boards, with the main goal of developing a value-added application for this residue. The objective was to obtain a totally ecological product without adhesives and to assess the influence of the density of the panels on its physical and mechanical characteristics.
2. Materials and Methods
2.1. Materials
The raw material used in this study was sorghum waste, comprising straw and leaves, and water from the municipal network.
The sorghum was obtained from a field in the city of Orihuela, Alicante (Spain). It was cleaned from impurities and left outside for air drying (Figure 1). The particles were obtained using a ring knife chipper and then they were screened using a sieving machine to obtain particles of less of 0.25 mm. Before manufacturing, the material had a moisture content approximately of 10% wt.

Figure 1.
Sorghum waste used for manufacturing the experimental boards.
No binders or waxes were used in the process.
2.2. Methods
Boards were manufactured by following a dry process. After pressing, the finished particleboards were trimmed to avoid edge effects and then cut into various sizes for an evaluation of their properties according to the European standards established for wood particleboards [31]. Finally, the results of the panels were determined [32], evaluated [33] and assessed by statistical methods: analysis of variance (ANOVA) for a significance level of α < 0.05 and the standard deviation for the mean values of the tests (SPSS v. 28.0 software (IBM, Chicago, IL, USA).
2.2.1. Board Manufacture
The process started by forming a mat in a mold of 400 × 600 mm. Particles were then sprayed with 10% wt of water and placed in a hot press at 2.1 MPa and 110 °C for 30 min.
In order to analyze the influence of the density of the boards, 8 target densities were set, from 900 to 1250 kg/m3, varying the amount of material of the boards while maintaining the thickness of the particleboards at 7 mm.
The mat formation was in a single layer. Four sample panels were made for each combination of parameters, as seen in Table 1. The finished panels were conditioned at 20 °C and 65% relative air humidity for a week.

Table 1.
Characteristics of the experimental panels.
2.2.2. Experimental Tests
The experimental tests consisted of measuring the physical properties of the panels, namely density [34], thickness swelling (TS) and water absorption (WA) after 2 and 24 h of immersion [35], and the mechanical properties: modulus of rupture (MOR), modulus of elasticity (MOE) [36] and internal bonding strength (IB) [37].
Each panel was cut to obtain six samples for determining the density (50 mm × 50 mm), three for the determining WA and TS (70 mm × 70 mm), six for the measurements of MOR and MOE (different lengths, depending on the thickness, ×50 mm width) and three for the measurement of IB (50 mm × 50 mm).
The moisture content of the material was measured in a laboratory moisture meter (model UM2000, Imal S.R.L, Modena, Italy) and the water immersion test was carried out in a heated tank.
The density and the mechanical properties were evaluated with a universal testing machine (model IB700, Imal, S.R.L., Modena, Italy) operating at a velocity of 5 mm·min−1 for the bending test and 2 mm·min−1 for internal bonding strength.
3. Results
3.1. Physical Properties
In Table 2, the average density and standard deviation of the 8 types of particleboards manufactured are shown.
Table 2.
Target and average density and standard deviation of the experimental panels.
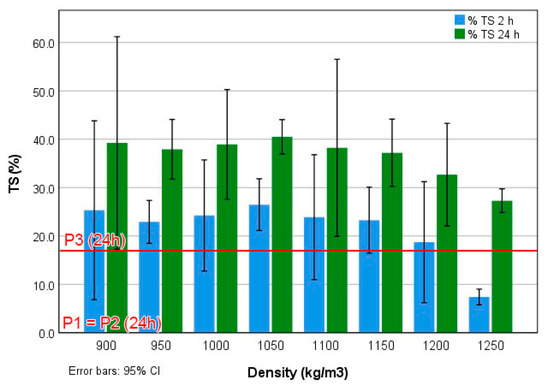
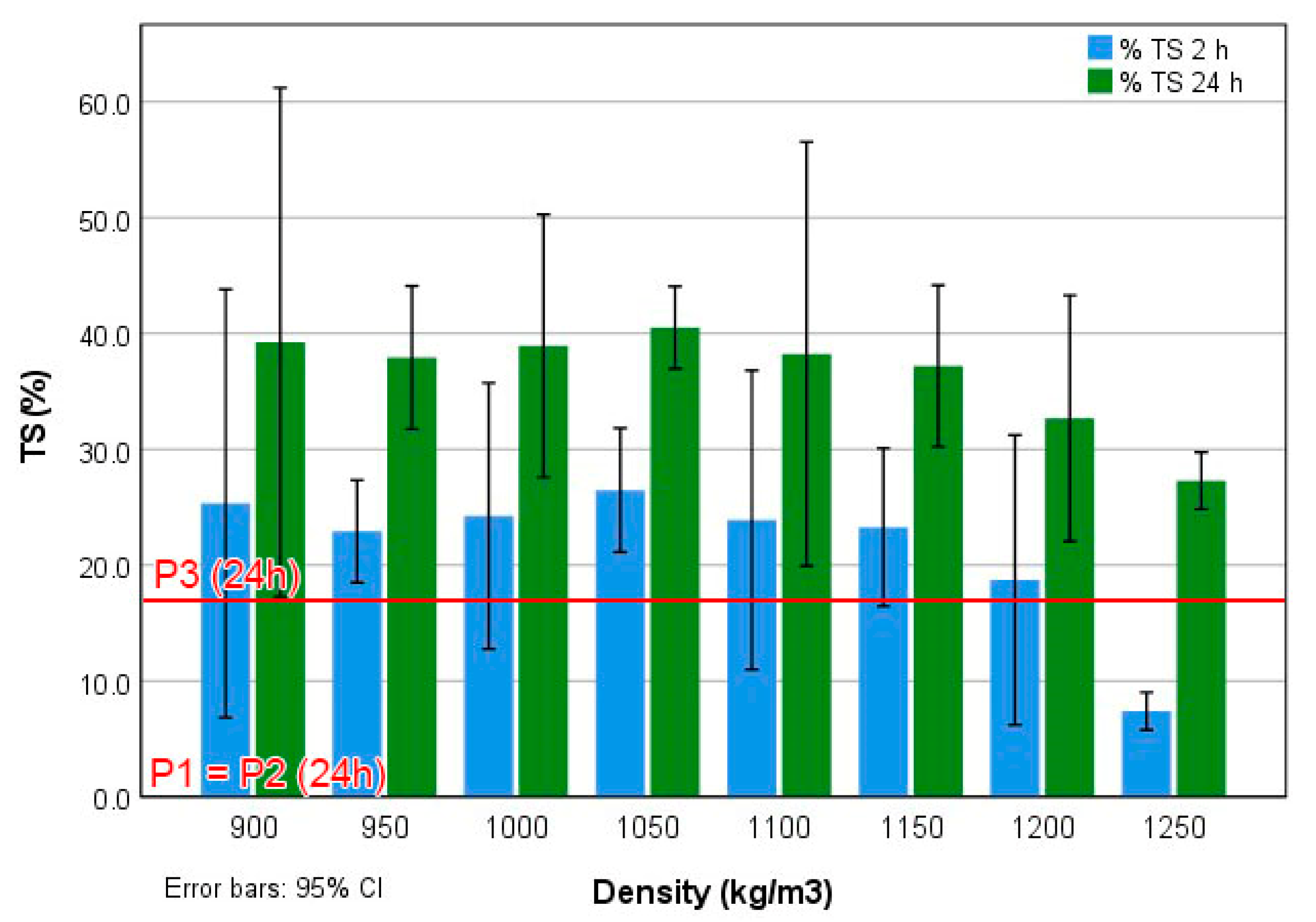
Figure 2.
Thickness swelling (TS) after 2 and 24 h of the experimental panels and the minimum requirements of the European standards [33].
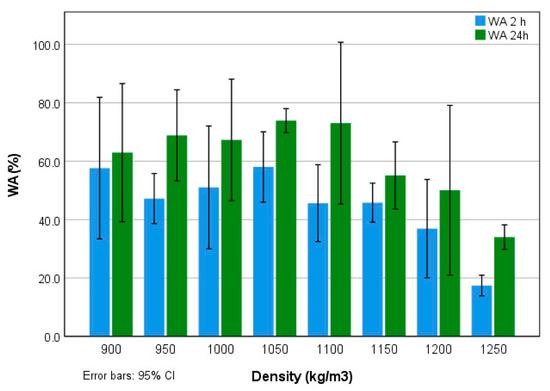
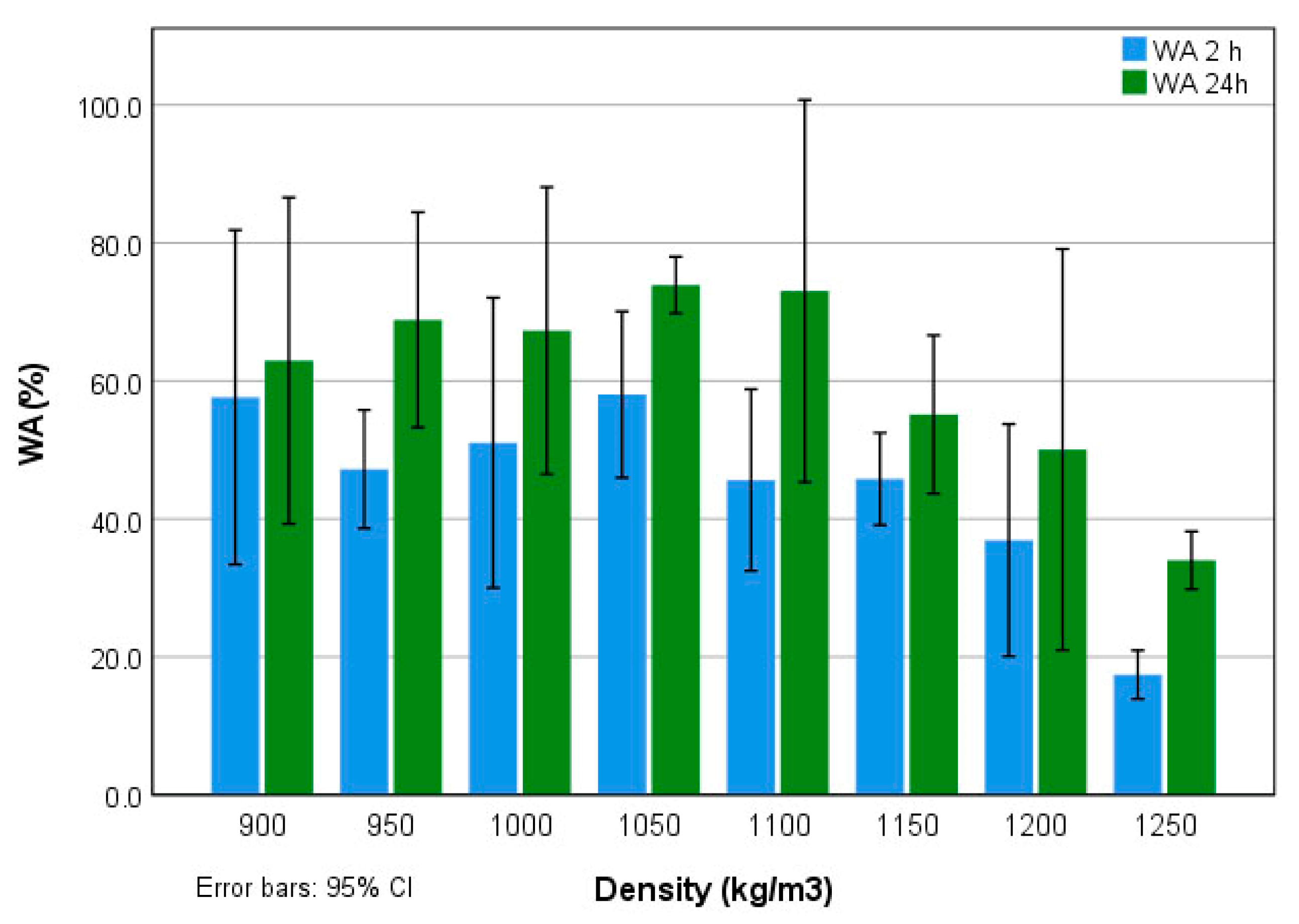
Figure 3.
Water absorption (WA) after 2 and 24 h of the experimental panels. European standards [33] do not apply to this property.
A large standard deviation of the values was found after 2 h and 24 h of immersion in water, probably due to the fact that some samples came from center of the particleboards while others were extracted from the outer part. However, it appears that particleboards with lower density had higher swelling results.
Similar to TH, a significant deviation in the WA results was observed for each type of panel. Starting from a target density of 1150 kg/m3, the particleboards absorbed less water. The boards with the lowest WA value were Type 1250 with a WA of 34.02%, whereas the boards that absorbed the highest amount of water were Type 1050 with a WA of 73.91%. Therefore, the WA results were influenced by the density.
Since the thickness of the particleboards had been fixed, boards with lower density had fewer particles. This produced air gaps inside the panels, which then were more easily filled with water. To increase the stability against water in the particleboard industry, different water-repellent substances are added. This could improve the results of the particleboards made from sorghum.
3.2. Mecanical Properties
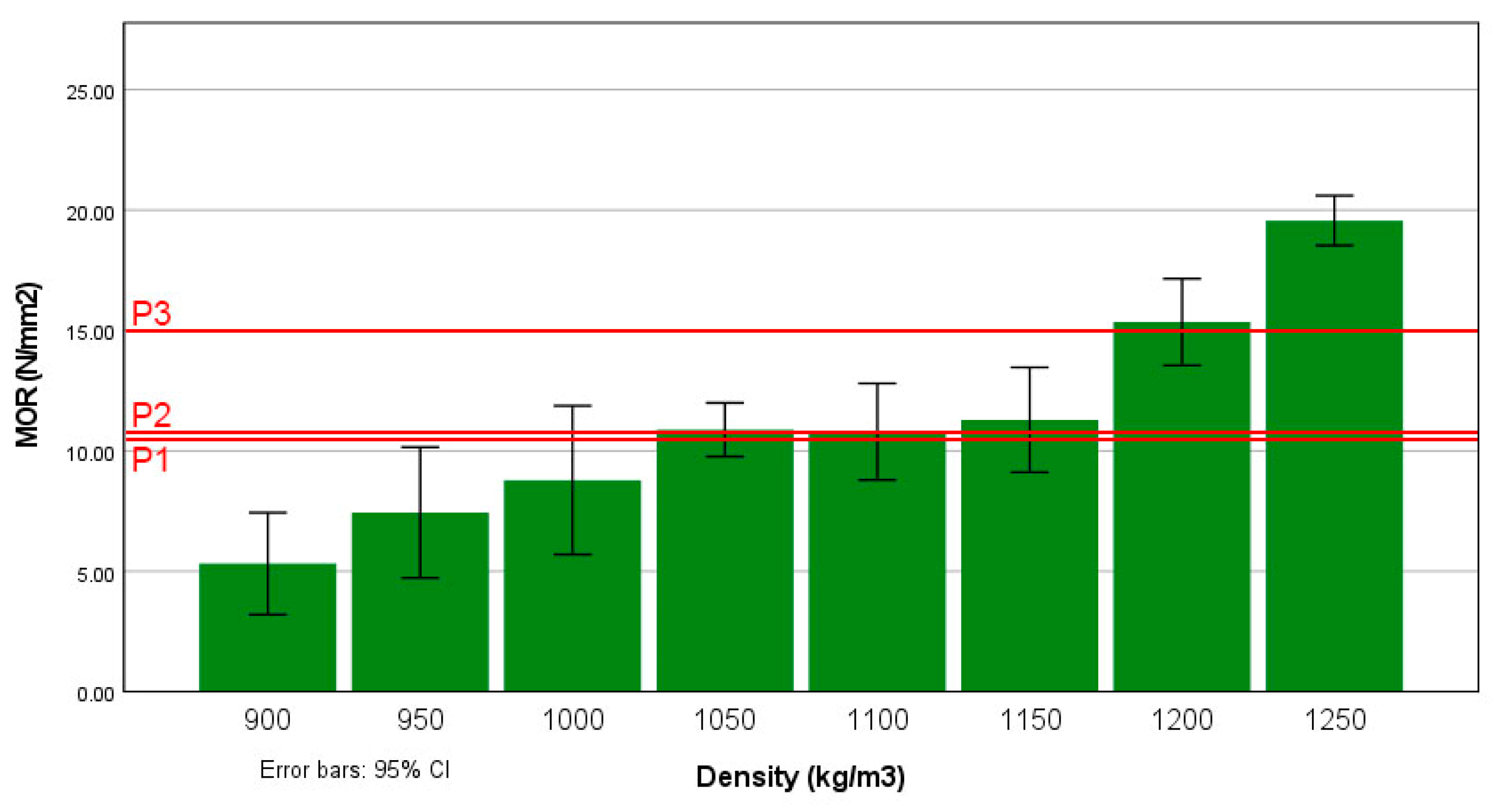
Figure 4, Figure 5 and Figure 6 shows the test results for MOR, MOE and IB respectively. The MOR values ranged between 5.4 N/mm2 and 19.6 N/mm2. It can be observed that types with lower density had lower MOR values, while their performance improved as the density increased until reaching good results according to the European standards [33] from the Type 1050 particleboards and thereinafter.
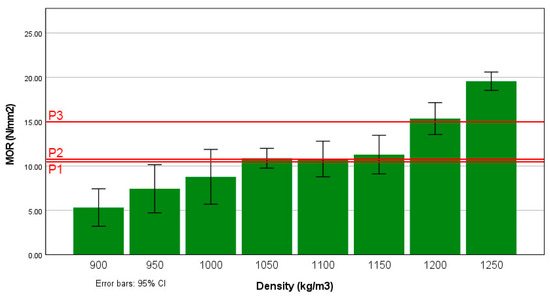
Figure 4.
Modulus of rupture (MOR) results of the experimental panels and the minimum requirements of the European standards [33].
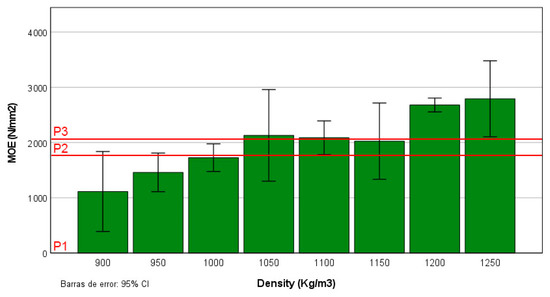
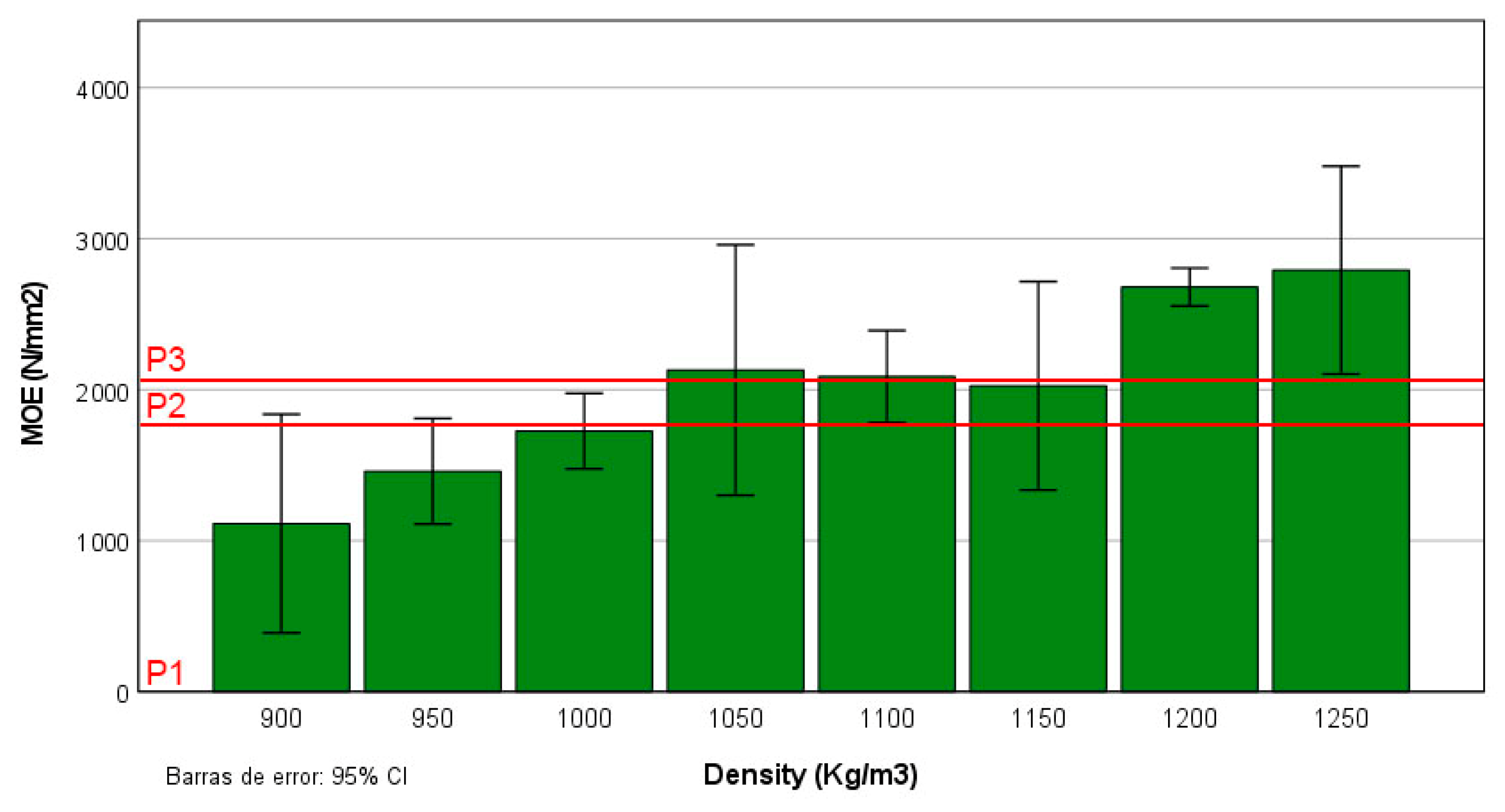
Figure 5.
Modulus of elasticity (MOE) results of the experimental panels and the minimum requirements of the European standards [33].
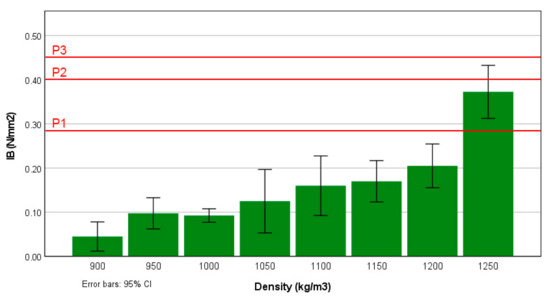
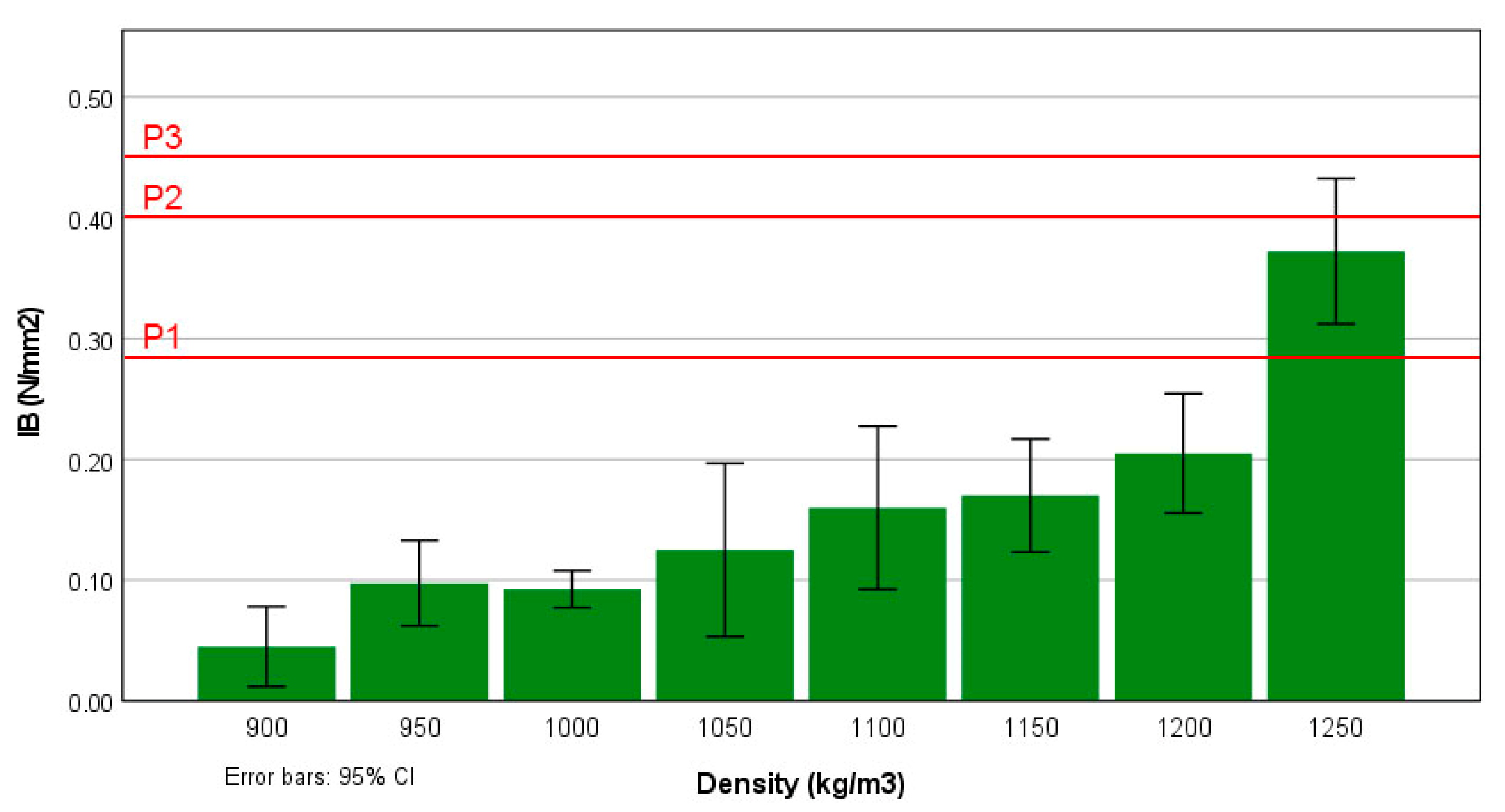
Figure 6.
Internal bonding strength (IB) results of the experimental panels and the minimum requirement of the European standards [33].
The MOE test results had a large deviation for some of the types; however, a trend can be inferred from the figure. Type 900 had a MOR value of 1113 N/mm2, whereas Type 1250 had a value of 2792 N/mm2. According to the results, density had a great influence on the MOE results.
The great difference in the MOR and MOE values among the types of experimental particleboards can be justified again by the fact that the higher the density, the higher the number of particles in the particleboard. Therefore, boards with higher density had a lower total volume of air gaps, and hence, the amount of particles to resist stress was greater.
The IB values, as in the previous cases, increased with higher densities. Type 1250 boards reached average values of 0.37 N/mm2; in contrast, Type 900 boards had average values of 0.05 N/mm2.
3.3. Statistical Analysis
To elucidate whether TS and WA depended on the density of the particleboards, an ANOVA was carried out and is shown in Table 3. The results indicated that WA was influenced by the density; however, contrary to all the other properties, TS did not have a significant dependence on the density.
Table 3.
ANOVA of the results of the tests.
3.4. Comparison with European Standards
A comparison between the properties obtained for the experimental particleboards and the required values specified in the European standards [33] with a thickness of 6 to 13 mm is shown in Table 4 in order to determine the boards’ classification.
Table 4.
Average properties of the experimental panels and the European standards’ requirements [33].
Type 1050, 1100, 1150, 1200 and 1250 boards could be classified as P1 boards, which are specified for general use in a dry environment, according to their MOR values. However, only Type 1250 can meet the requirements, since its IB value is higher than 0.28 N/mm2. This type of panel cannot be classified as P2 or P3 because it could not reach the necessary IB and TS values.
4. Discussion
The majority of the studies consulted [38] indicated that in order to manufacture boards without adhesives, temperatures higher than 180 °C are needed. Table 5 shows some other investigations that used lower pressing temperatures than 180 °C and achieved particleboards with good results.
Table 5.
Properties obtained for binderless particleboards made from vegetable fibers.
Boards manufactured from sorghum consume less energy than those made from oil palm [40], canary palm [22] and rice straw [9], and had, in general, better results than those made from giant reed rhizome [39] and date palm [17]. The properties of the sorghum particleboards could be improved by changing the manufacturing parameters such as time or temperature, but further research is needed.
It can be concluded that with low pressing temperatures and short pressing times, it is feasible to manufacture sorghum particleboards with good properties in comparison with other materials that could be commercialized, since they comply with the specifications of the European standards [33].
In Table 6, a comparison of the characteristics and behavior of other particleboards made from sorghum can be observed.
Table 6.
Properties obtained for particleboards made from sorghum residues.
From the results of these investigations, it can be concluded that, when using a binder in the same proportion, isocyanate resin is a better adhesive than UF and PF for improving the physical and mechanical properties of particleboards. It is also possible that increasing the pressing temperature results in better MOE value for all adhesives [26].
Investigating the effect of adding AC to manufacture sorghum particleboards [27], the authors used a binderless panel as control group that showed bad mechanical properties. However, this panel was manufactured without adding any water to the particles. These authors recommended drying the particles as a pretreatment, since it improved the results.
According to Kusumah et al. [28] sorghum bagasse-based particleboard using CA adhesive requires a temperature of 200 °C, but higher temperatures are considered inefficient. In their study, this pressing temperature was the most effective in terms of mechanical behavior, since at 220 °C, the properties decreased. They noted that this might be due to material degradation and lead to embrittlement of the surface layer. The authors also indicated that 10 min is an effective pressing time to obtain good bending properties, since their panels had a slight decrease in their mechanical behavior at 15 min due to degradation of the material and adhesive. In the present work, the panels were pressed for 30 min but no adhesive was used. It could be that the decrease in the properties was only related to the addition of CA.
Other research [29] investigated the addition of sucrose to the sorghum panels and concluded that it effectively reduced the brittleness of the particleboard bonded with CA. With a proportion of 10:90 CA/sucrose, the particleboards achieved the best results.
Sutiawan et al. [30] used MA instead of CA in the same proportion. Their results showed that while the TS improved, the mechanical values were not as high as with CA.
In all these studies, a similar range of density was used. However, in comparison with these authors, the present work showed that density had a great influence on the physical and mechanical behavior of the particleboards and that it is feasible to manufacture sorghum boards with good mechanical properties without any binder or adhesive.
5. Conclusions
It is feasible to manufacture adhesive-free particleboards from sorghum residues with reduced energy costs (low temperature and pressure), which achieved good mechanical properties.
Sorghum particleboards without adhesives manufactured with a density of 1250 kg/m3 meet the European standards and could be used in general applications.
The mechanical properties of the particleboards increased with higher densities, probably caused by boards with higher density having fewer air gaps; hence, the amount of particles to resist mechanical effort is higher.
Author Contributions
Idea and methodology: A.F.-G. and M.T.F.-G. Experiments: A.F.-G. and M.T.F.-G. Resources: M.F.-V. Statistics: T.G.-O. Project administration: A.F.-G. and T.G.-O. Supervision: T.G.-O. and M.F.-V. Writing: A.F.-G. Review: M.F.-V. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded thanks to Agreement No. 4/20 between the company Aitana, Actividades de Construcciones y Servicios, S.L., and Universidad Miguel Hernandez, Elche.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available within the article.
Acknowledgments
The authors would like to thank the company Aitana, Actividades de Construcciones y Servicios, S.L., for its support by signing Agreement No. 4/20 with Universidad Miguel Hernández, Elche, on 20 December 2019.
Conflicts of Interest
The authors declare no conflict of interest.
References
- IPCC. Summary for Policymakers. In Global Warming of 1.5 °C. An IPCC Special Report on the Impacts of Global Warming of 1.5 °C above Pre-Industrial Levels and Related Global Greenhouse Gas Emission Pathways, in the Context of Strengthening the Global Response to the Threat of Climate Change, Sustainable Development, and Efforts to Eradicate Poverty; World Meteorological Organization: Geneva, Switzerland, 2018; 32p. [Google Scholar]
- European Commission. Communication From The Commission to the European Parliament, The European Council, The Council, The European Economic and Social Committee and the Committee of the Regions. In The European Green Deal; European Commission: Brussels, Belgium, 2019; COM/2019/640 final. [Google Scholar]
- Ley 22/2011 de 28 de Julio, de Residuos y Suelos Contaminados. BOE, Boletín Oficial del Estado. 2011. Available online: https://www.boe.es/buscar/act.php?id=BOE-A-2011-13046 (accessed on 7 March 2022).
- FAO; UNEP. The State of the World’s Forests 2020. Forests, Biodiversity and People; FAO & UNEP: Rome, Italy, 2020; ISBN 978-92-5-132419-6. [Google Scholar] [CrossRef]
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. In A New EU Forest Strategy: For Forests and the Forest-Based Sector; European Commission: Brussels, Belgium, 2013; SWD/2013/0343 final. [Google Scholar]
- FAOSTAT. Available online: https://www.fao.org/faostat/en/#search/sorghum (accessed on 7 March 2022).
- Mantau, U.; Saal, U.; Prins, K.; Steierer, F.; Lindner, M.; Verkerk, H.; Eggers, J.; Leek, N.; Oldenburguer, J.; Asikainen, A.; et al. Real Potential for Changes in Growth and Use of EU Forests; EUwood: Hamburg, Germany, 2010. [Google Scholar]
- Kurokochi, Y.; Sato, M. Effect of surface structure, wax and silica on the properties of binderless board made from rice straw. Ind. Crops Prod. 2015, 77, 949–953. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, C.C.; Garcia-Ortuño, T.; Ferrandez-Garcia, M.T.; Ferrandez-Villena, M.; García, C.E.F. Fire-resistance, physical, and mechanical characterization of binderless rice straw particleboards. BioResources 2017, 12, 8539–8549. [Google Scholar] [CrossRef]
- Xu, J.; Sugawara, R.; Widyorini, R.; Han, G.; Kawai, S. Manufacture and properties of low-density binderless particleboard from kenaf core. J. Wood Sci. 2004, 50, 62–67. [Google Scholar] [CrossRef]
- Widyorini, R.; Xu, J.; Watanabe, T.; Kawai, S. Chemical changes in steam-pressed kenaf core binderless particleboard. J. Wood Sci. 2005, 51, 26–32. [Google Scholar] [CrossRef]
- Ferrández-Garcia, M.T.; Ferrández-García, C.E.; Andreu-Rodriguez, J.; Ferrández-Villena, M.; García-Ortuño, T. The suitability of utilising cotton stalk for low cost binderless panels. In Proceedings of the 41 International Symposium on Agricultural Engineering, University of Zagreb Faculty of Agriculture, Opatija, Croatia, 19–22 February 2013; pp. 388–392. [Google Scholar]
- Nonaka, S.; Umemura, K.; Kawai, S. Characterization of bagasse binderless particleboard manufactured in high-temperature range. J. Wood Sci. 2013, 59, 50–56. [Google Scholar] [CrossRef]
- Van Dam, J.E.; van den Oever, M.J.; Keijsers, E.R. Production process for high density high performance binderless boards from whole coconut husk. Ind. Crops Prod. 2004, 20, 97–101. [Google Scholar] [CrossRef]
- Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; García-Ortuño, T.; Ferrandez Garcia, A.; Ferrandez-Garcia, M.T. Study of the utilisation of almond residues for low-cost panels. Agronomy 2019, 9, 811. [Google Scholar] [CrossRef] [Green Version]
- Amirou, S.; Zerizer, A.; Pizzi, A.; Haddadou, I.; Zhou, X. Particleboards production from date palm biomass. Eur. J. Wood Wood Prod. 2013, 71, 717–723. [Google Scholar] [CrossRef]
- Saadaoui, N.; Rouilly, A.; Fares, K.; Rigal, L. Characterization of date palm lignocellulosic by-products and self-bonded composite materials obtained thereof. Mater. Des. 2013, 50, 302–308. [Google Scholar] [CrossRef]
- Hegazy, S.; Ahmed, K.; Hiziroglu, S. Oriented strand board production from water-treated date palm fronds. BioResources 2014, 10, 448–456. [Google Scholar] [CrossRef] [Green Version]
- Laemsak, N.; Okuma, M. Development of boards made from oil palm frond II: Properties of binderless boards from steam-exploded fibers of oil palm frond. J. Wood Sci. 2000, 46, 322–326. [Google Scholar] [CrossRef]
- Lammaming, J.; Sulaiman, O.; Sugimoto, T.; Hashim, R.; Said, N.; Sato, M. Influence of chemical components of oil palm on properties of binderless particleboard. BioResources 2013, 8, 3358–3371. [Google Scholar] [CrossRef] [Green Version]
- Henao, E.M.; Quintana, G.C.; Ogunsile, B.O. Development of binderless fiberboards from steam-exploded and oxidized oil palm wastes. BioResources 2014, 9, 2922–2936. [Google Scholar]
- Ferrández-García, A.; Ferrández-Villena, M.; Ferrández-García, C.E.; García-Ortuño, T.; Ferrández-García, M.T. Potential Use of Phoenix canariensis Biomass in Binderless Particleboards at Low Temperature and Pressure. BioResources 2017, 12, 6698–6712. [Google Scholar] [CrossRef] [Green Version]
- Widyorini, R.; Yudha, A.P.; Prayitno, T.A. Some of the properties of binderless particleboard manufactured from bamboo. Wood Res. J. 2011, 2, 89–93. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T.; Ortuño, T.G.; Mata-Cabrera, F.; Ferrandez-Villena, M. Analysis of the Manufacturing Variables of Binderless Panels Made of Leaves of Olive Tree (Olea europaea L.) Pruning Waste. Agronomy 2021, 12, 93. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, C.; Andreu-Rodriguez, J.; Ferrandez-Villena, M.; Ferrandez-Garcia, M.T.; Garcia-Ortuno, T. Properties of thermal insulating panels from sorghum waste. In Proceedings of the 41 International Symposium on Agricultural Engineering, Actual Tasks on Agricultural Engineering, Opatija, Croatia, 22 February 2013; pp. 19–22. Available online: http://atae.agr.hr/Zbornik_2013.pdf (accessed on 8 June 2022).
- Iswanto, A.H.; Azhar, I.; Supriyanto, M.; Susilowati, A. Effect of resin type, pressing temperature and time on particleboard properties made from sorghum bagasse. Agric. For. Fish. 2014, 3, 62–66. [Google Scholar] [CrossRef]
- Kusumah, S.S.; Umemura, K.; Yoshioka, K.; Miyafuji, H.; Kanayama, K. Utilization of sweet sorghum bagasse and citric acid for manufacturing of particleboard I: Effects of pre-drying treatment and citric acid content on the board properties. Ind. Crops Prod. 2016, 84, 34–42. [Google Scholar] [CrossRef] [Green Version]
- Kusumah, S.S.; Umemura, K.; Guswenrivo, I.; Yoshimura, T.; Kanayama, K. Utilization of sweet sorghum bagasse and citric acid for manufacturing of particleboard II: Influences of pressing temperature and time on particleboard properties. J. Wood Sci. 2017, 63, 161–172. [Google Scholar] [CrossRef] [Green Version]
- Kusumah, S.S.; Arinana, A.; Hadi, Y.S.; Guswenrivo, I.; Yoshimura, T.; Umemura, K.; Tanaka, S.; Kanayama, K. Utilization of sweet sorghum bagasse and citric acid in the manufacturing of particleboard. III: Influence of adding sucrose on the properties of particleboard. BioResources 2017, 12, 7498–7514. [Google Scholar] [CrossRef]
- Sutiawan, J.; Hadi, Y.S.; Nawawi, D.S.; Abdillah, I.B.; Zulfiana, D.; Lubis, M.A.R.; Nugroho, S.; Astuti, D.; Zhao, Z.; Handayani, M.; et al. The properties of particleboard composites made from three sorghum (Sorghum bicolor) accessions using maleic acid adhesive. Chemosphere 2022, 290, 133163. [Google Scholar] [CrossRef] [PubMed]
- EN 326; Wood-Based Panels, Cutting and Inspection. Part 1: Sampling and Cutting of Test Pieces and Expression of Test. European Committee for Standardization: Brussels, Belgium, 1994.
- EN 309; Particleboards. Definitions and Classification. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 312; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- EN 323; Wood-Based Panels. Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fiberboards. Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 319; Particleboards and Fiberboards. Determination of Tensile Strength Perpendicular to the Plane of de Board. European Committee for Standardization: Brussels, Belgium, 1993.
- Pintiaux, T.; Viet, D.; Vandenbossche, V.; Rigal, L.; Rouilly, A. Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A comprehensive review. BioResources 2015, 10, 1915–1963. [Google Scholar]
- Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T. The influence of processing and particle size on binderless particleboards made from Arundo donax L. rhizome. Polymers 2020, 12, 696. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hashim, R.; Wan Nadhari, W.N.A.; Sulaiman, O.; Kawamura, F.; Hiziroglu, S.; Sato, M.; Sugimoto, T.; Seng, T.G.; Tanaka, R. Characterization of raw materials and manufactured binderless particleboard from oil palm biomass. Mater. Des. 2011, 32, 246–254. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).