

Implementation of Finite Element Method Simulation in Control of Additive Manufacturing to Increase Component Strength and Productivity


Abstract
:1. Introduction
1.1. Pros and Cons of Additive Manufacturing
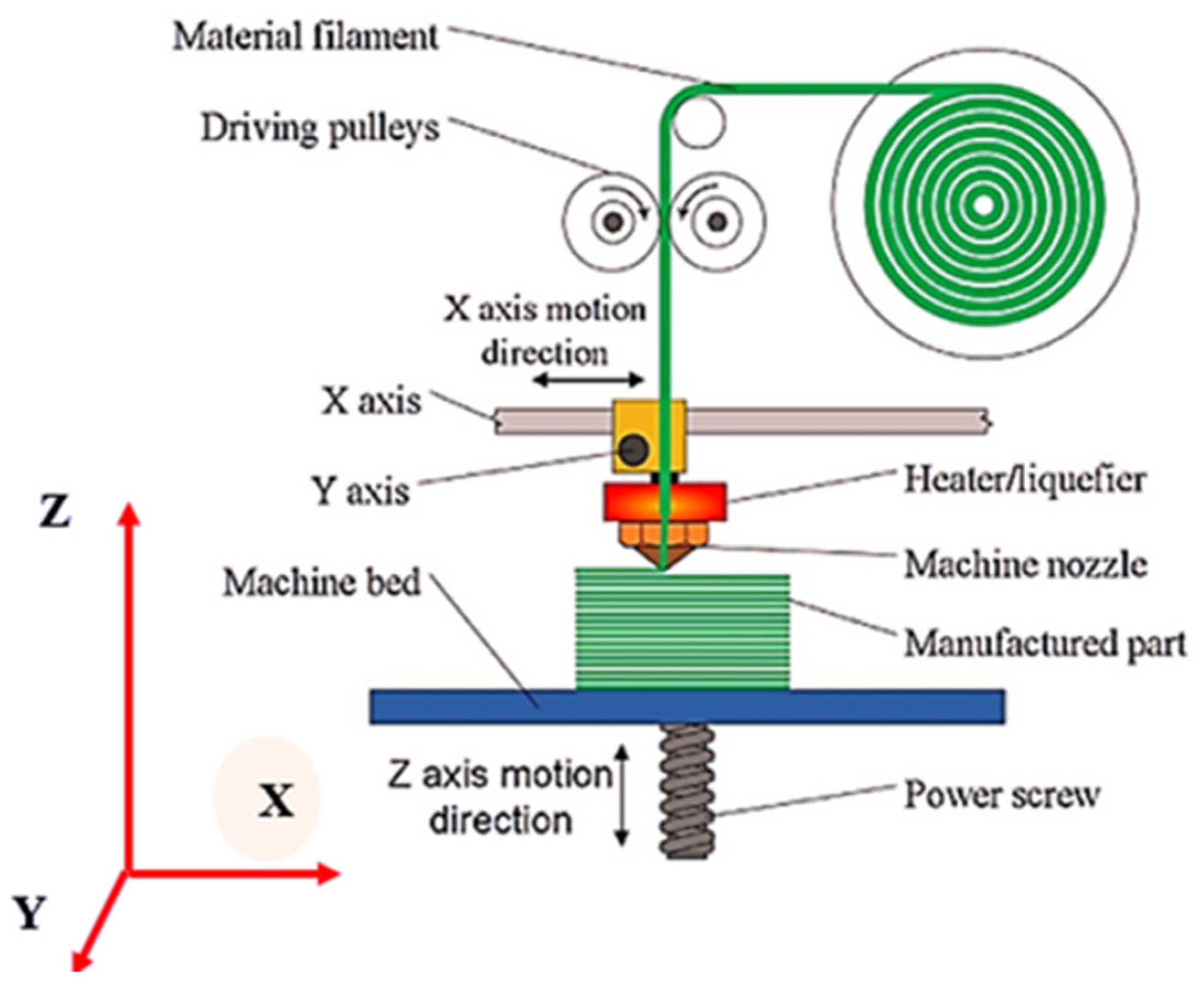
1.2. Fused Deposition Modeling
1.3. Structure of the Printed Part
2. Methodology of AM Control Based on Stress Analysis
3. Application of FEM Tools in Control of Additive Manufacturing
3.1. Finite Element Method
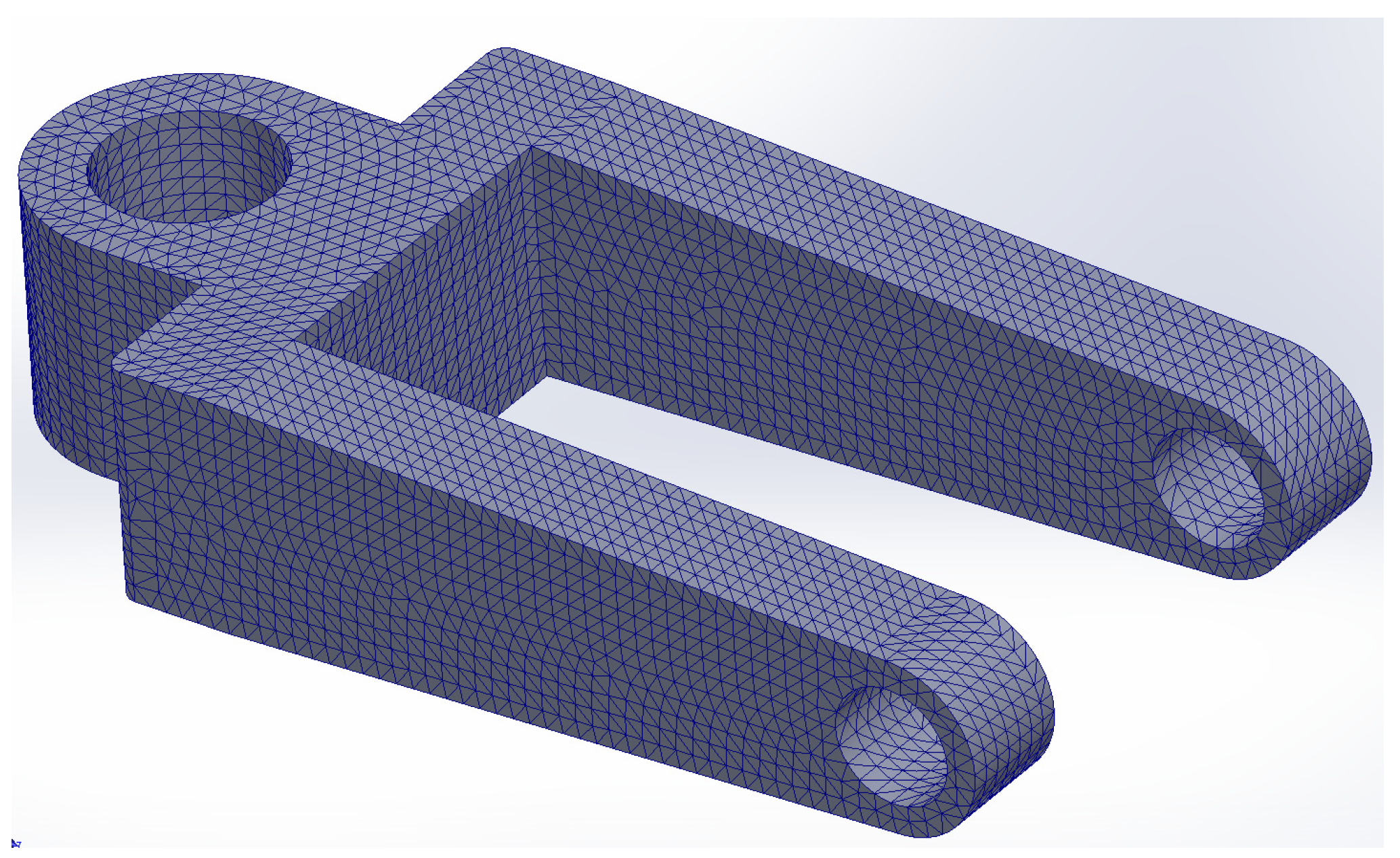
- CAD model.
- Discretization of the model (replacement of the continuous volume of the model with a finite number of elements or nodal points).
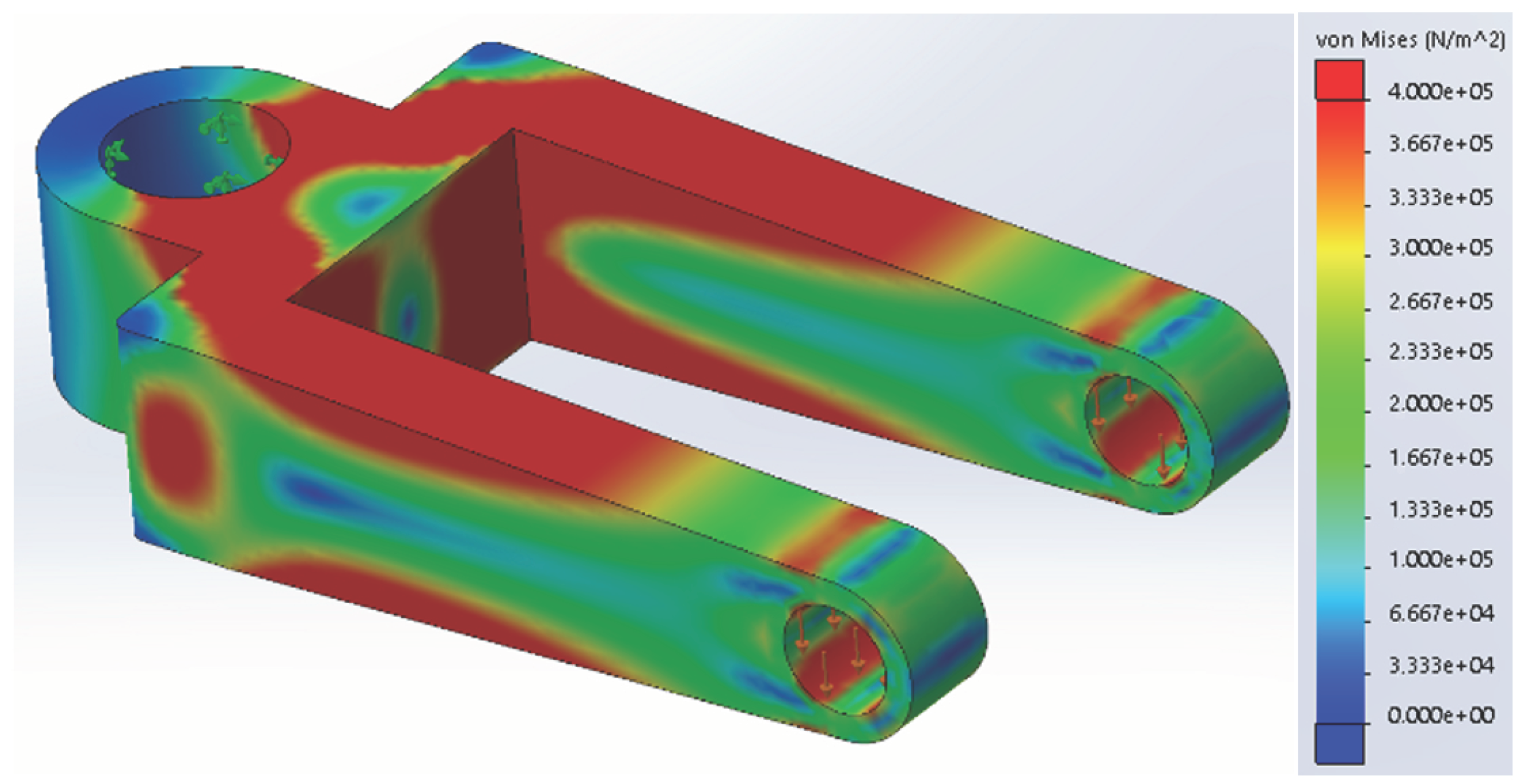
- For each discrete point, we obtain three equations—displacement field in all directions (x, y, z)—and we try to calculate the deformation field (six equations) and von Mises stress field (six equations).
- Replacing the displacement function with a polynomial and expressing the displacement function.
- Introduction of boundary conditions.
- Calculation of a system of linear algebraic equations.
- Calculation of deformations and stresses for individual nodal points.
- Mostly graphic display on the model with a list of important values.
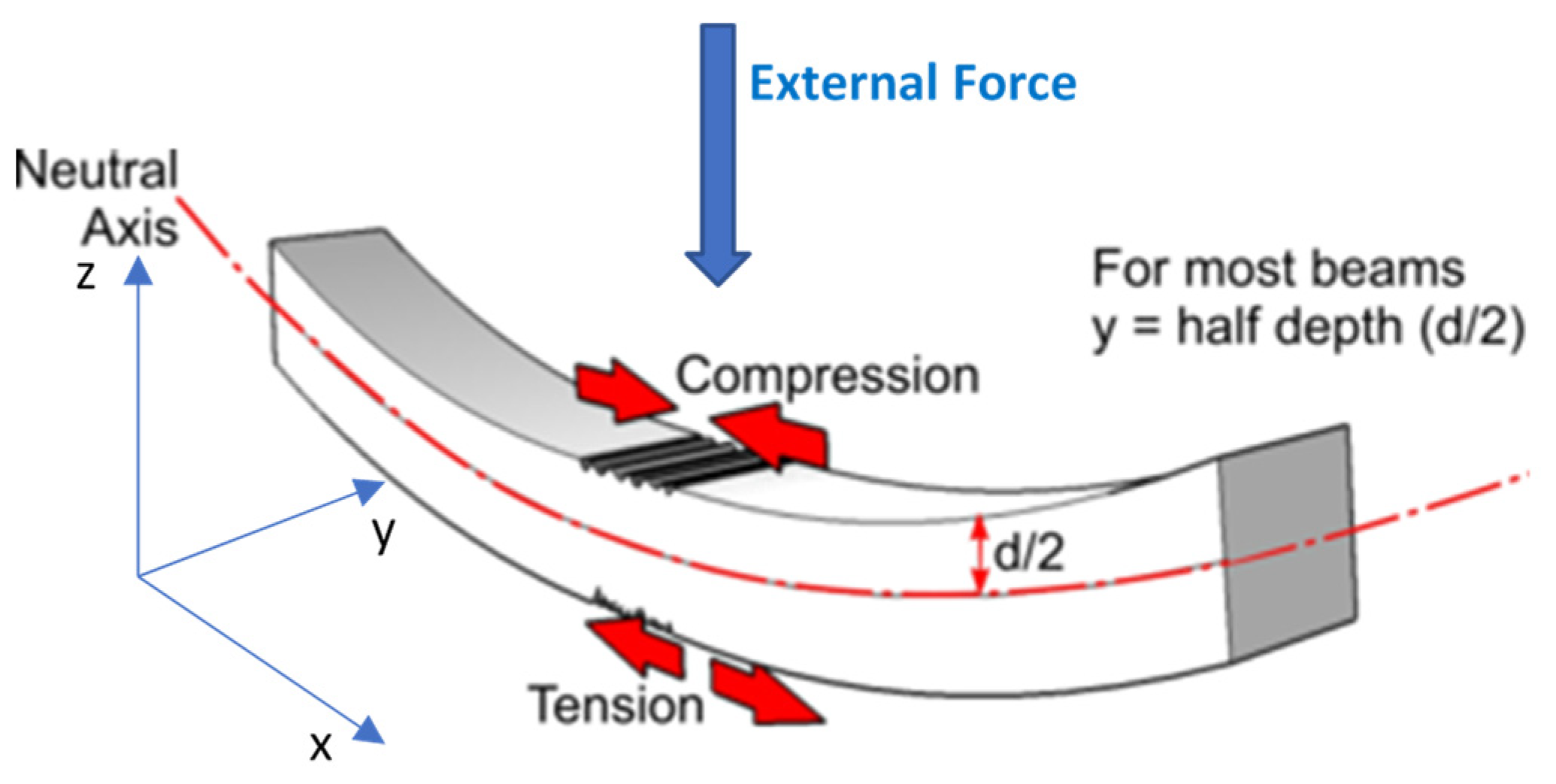
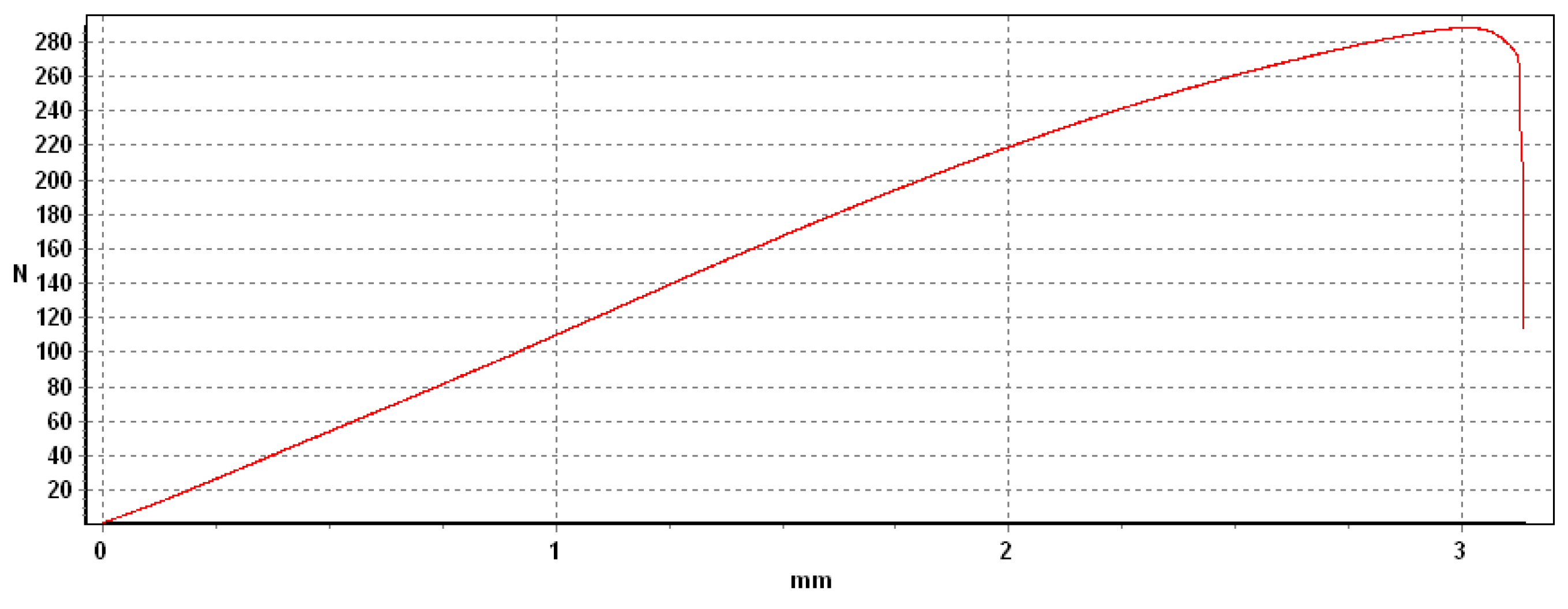
3.2. Loading of a Simple Beam Made by FDM
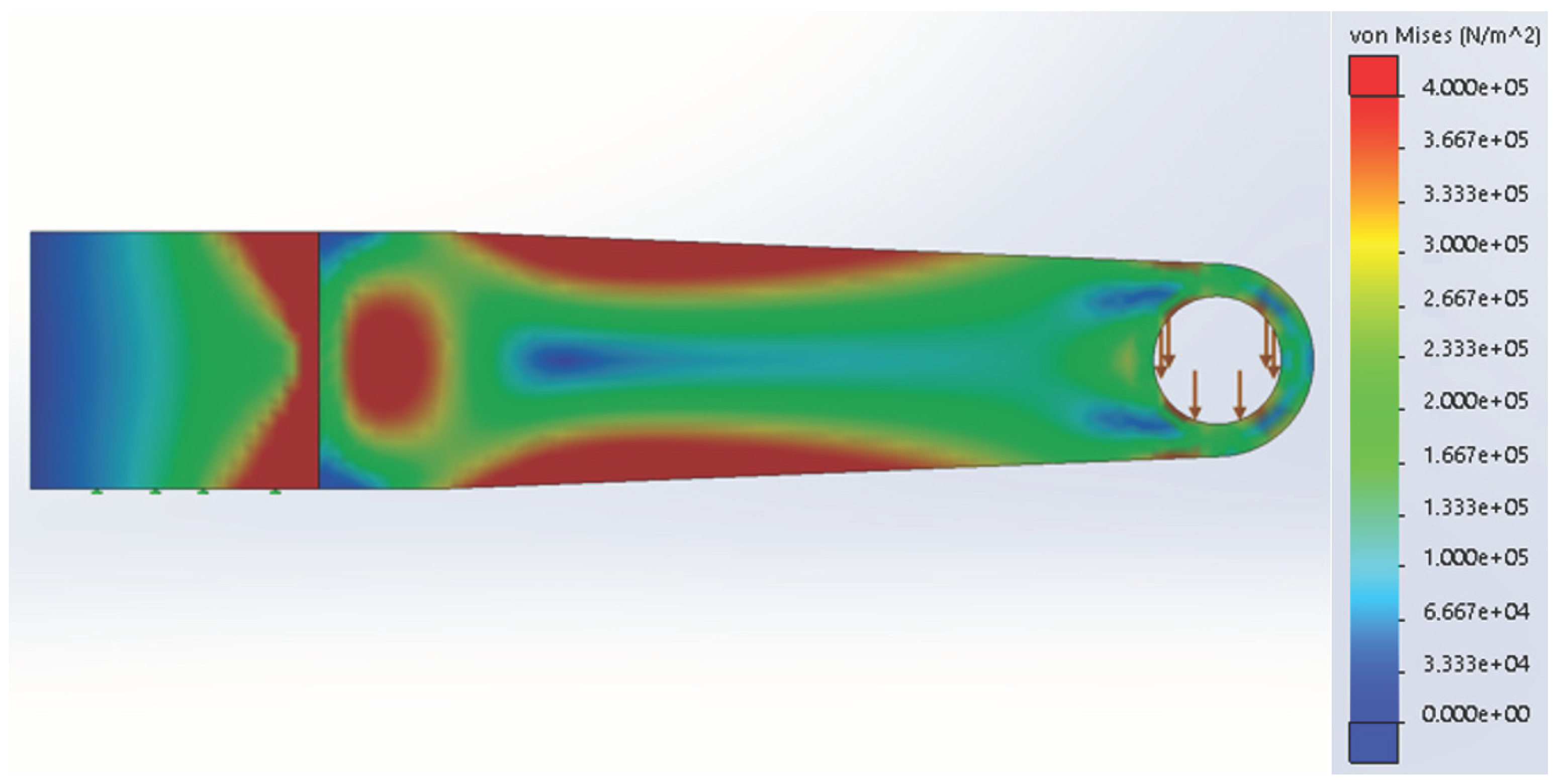
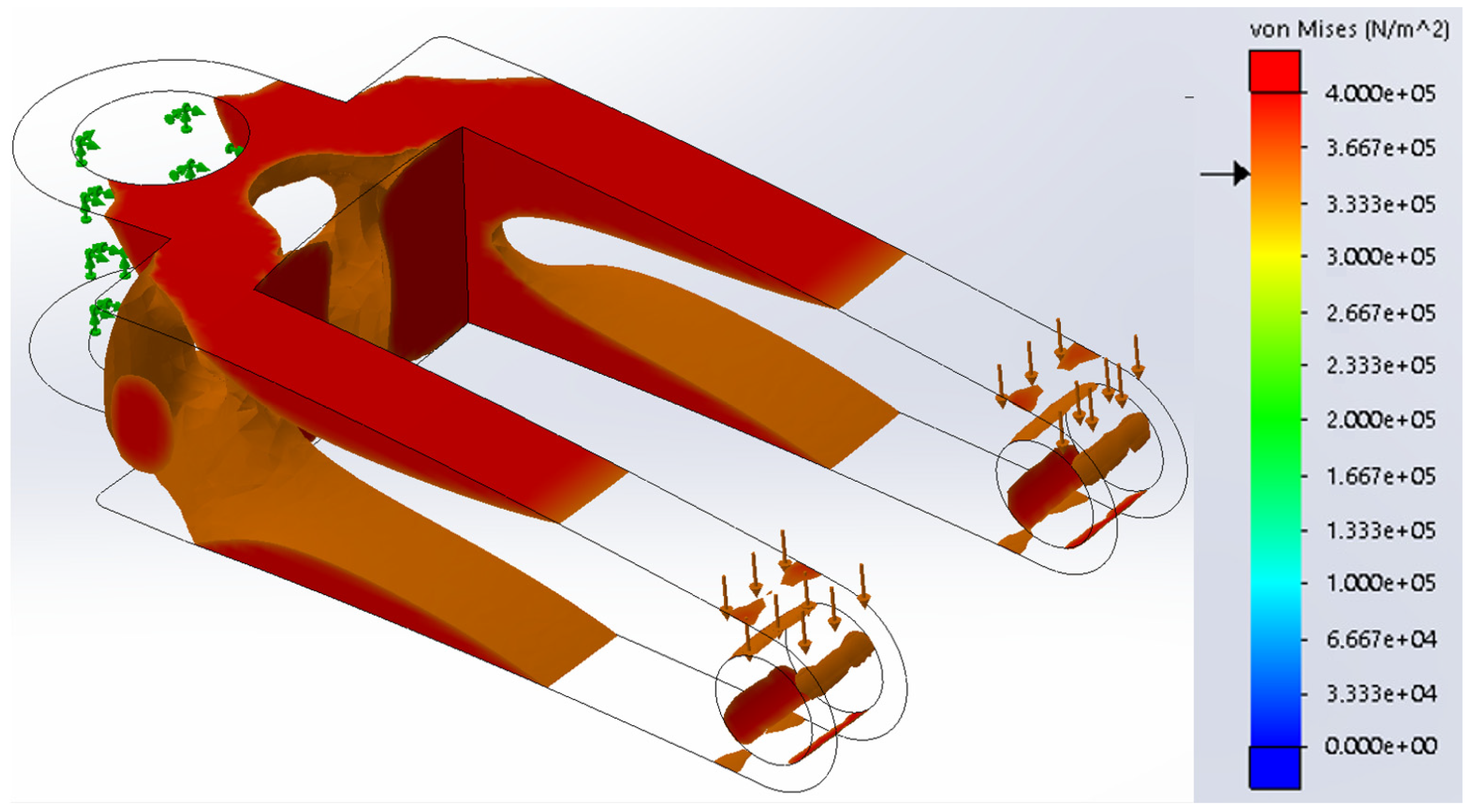
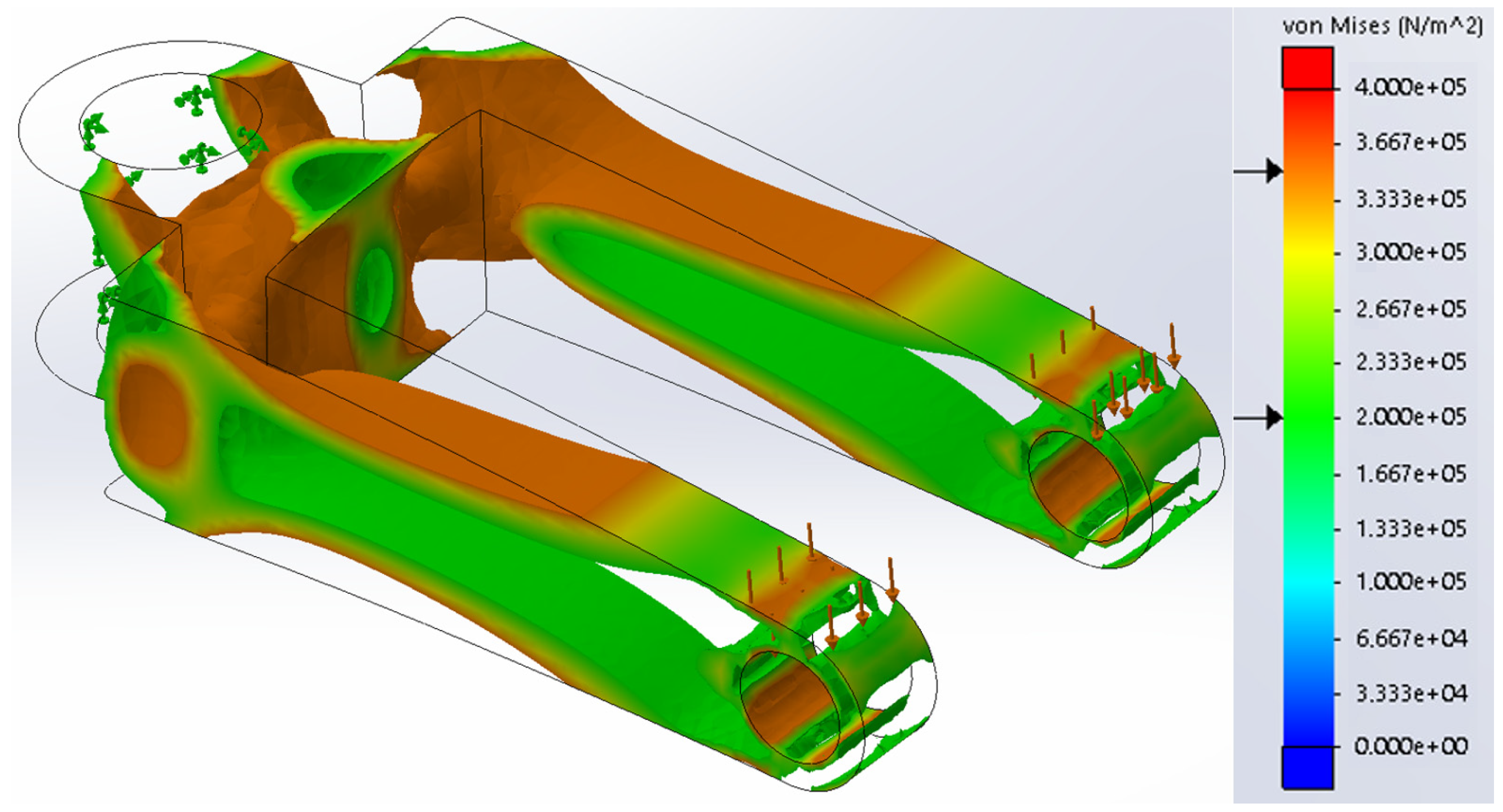
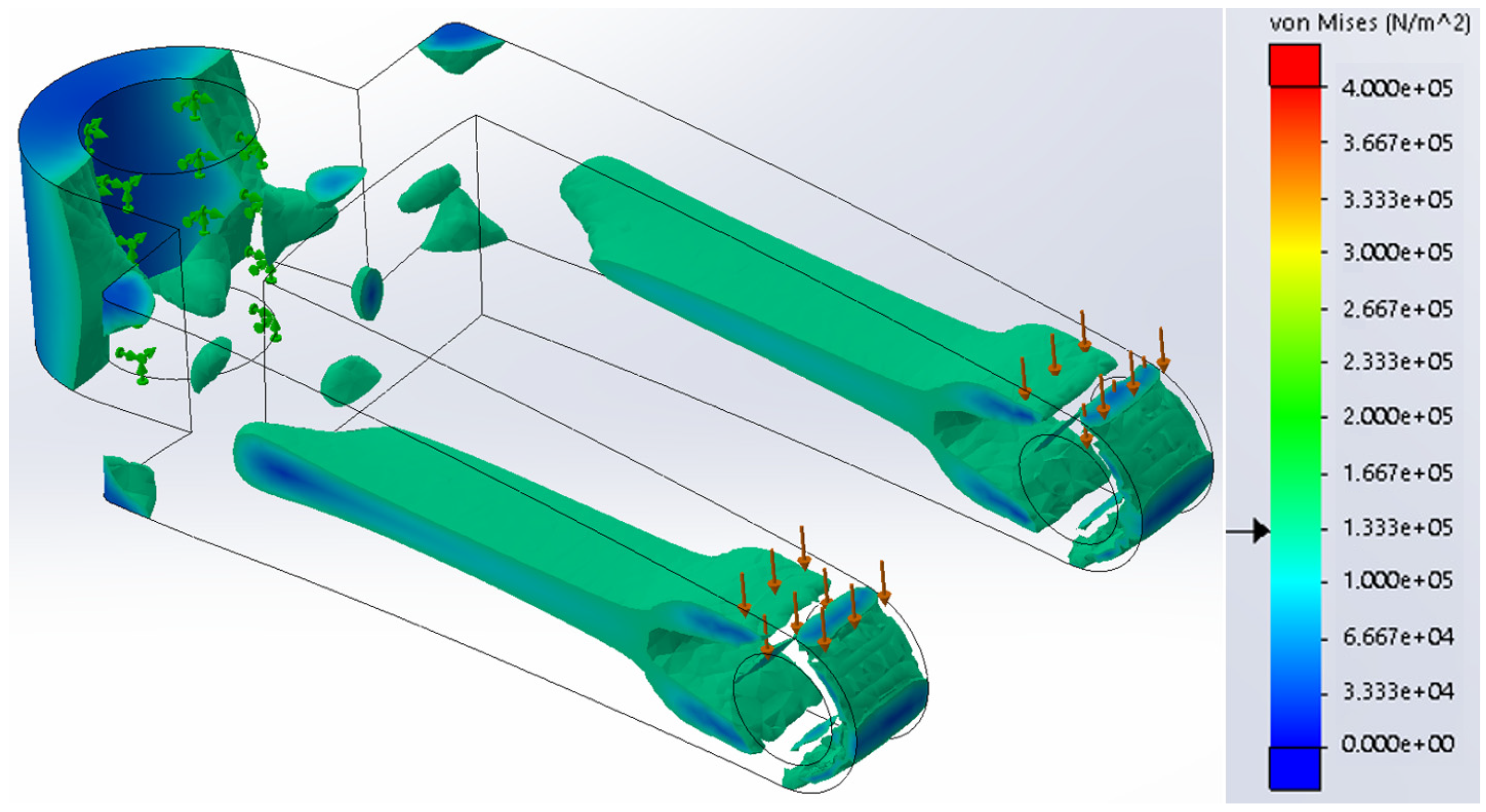
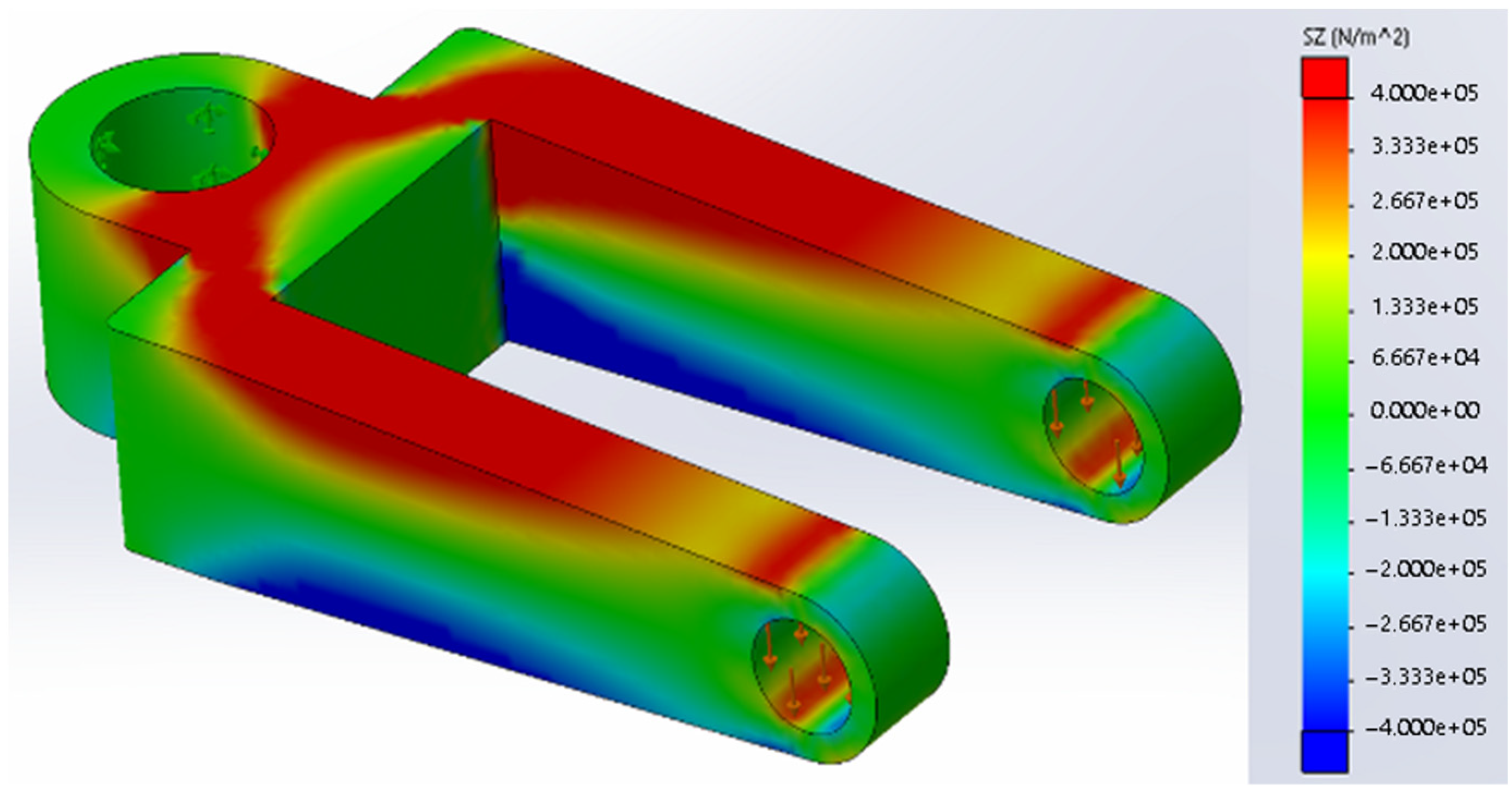
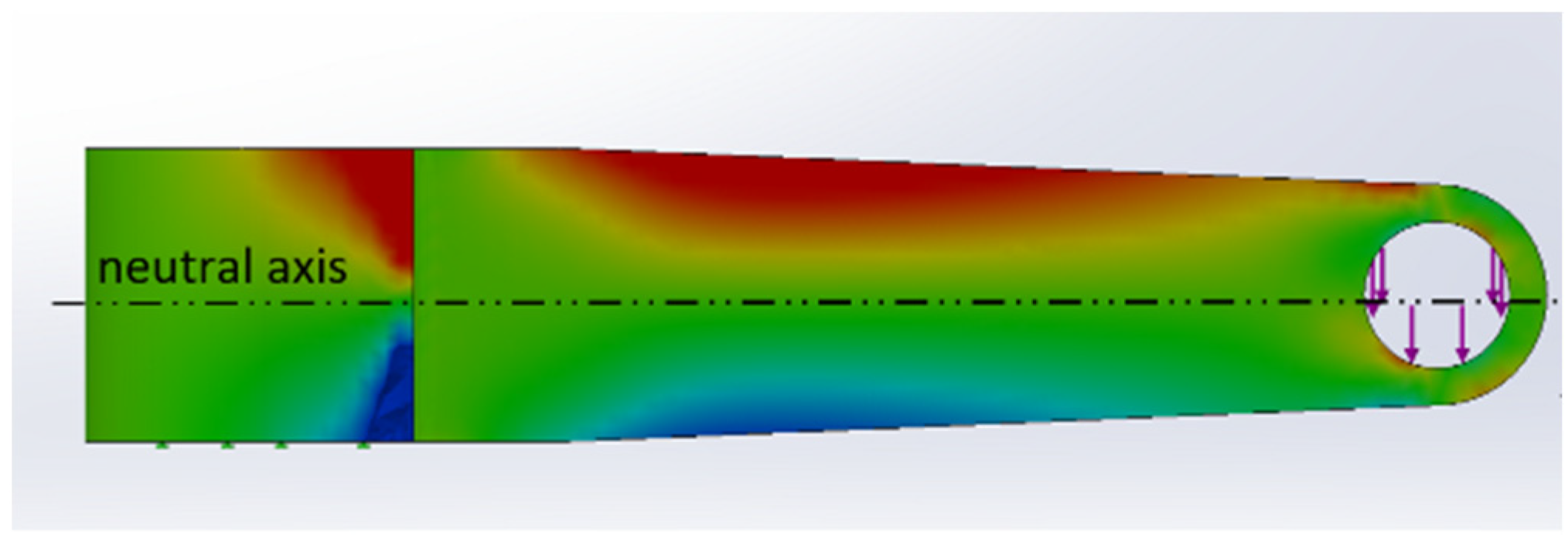
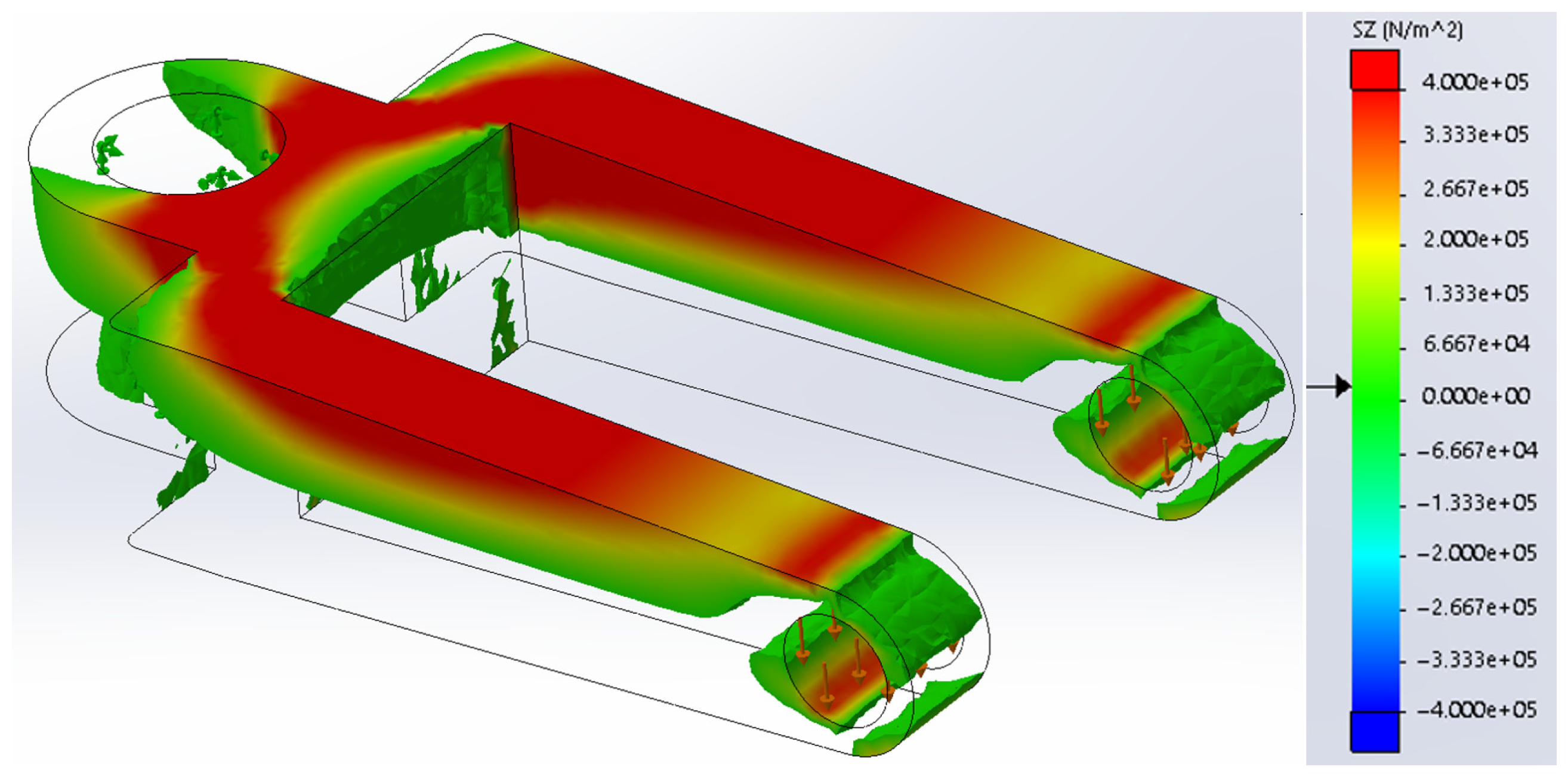
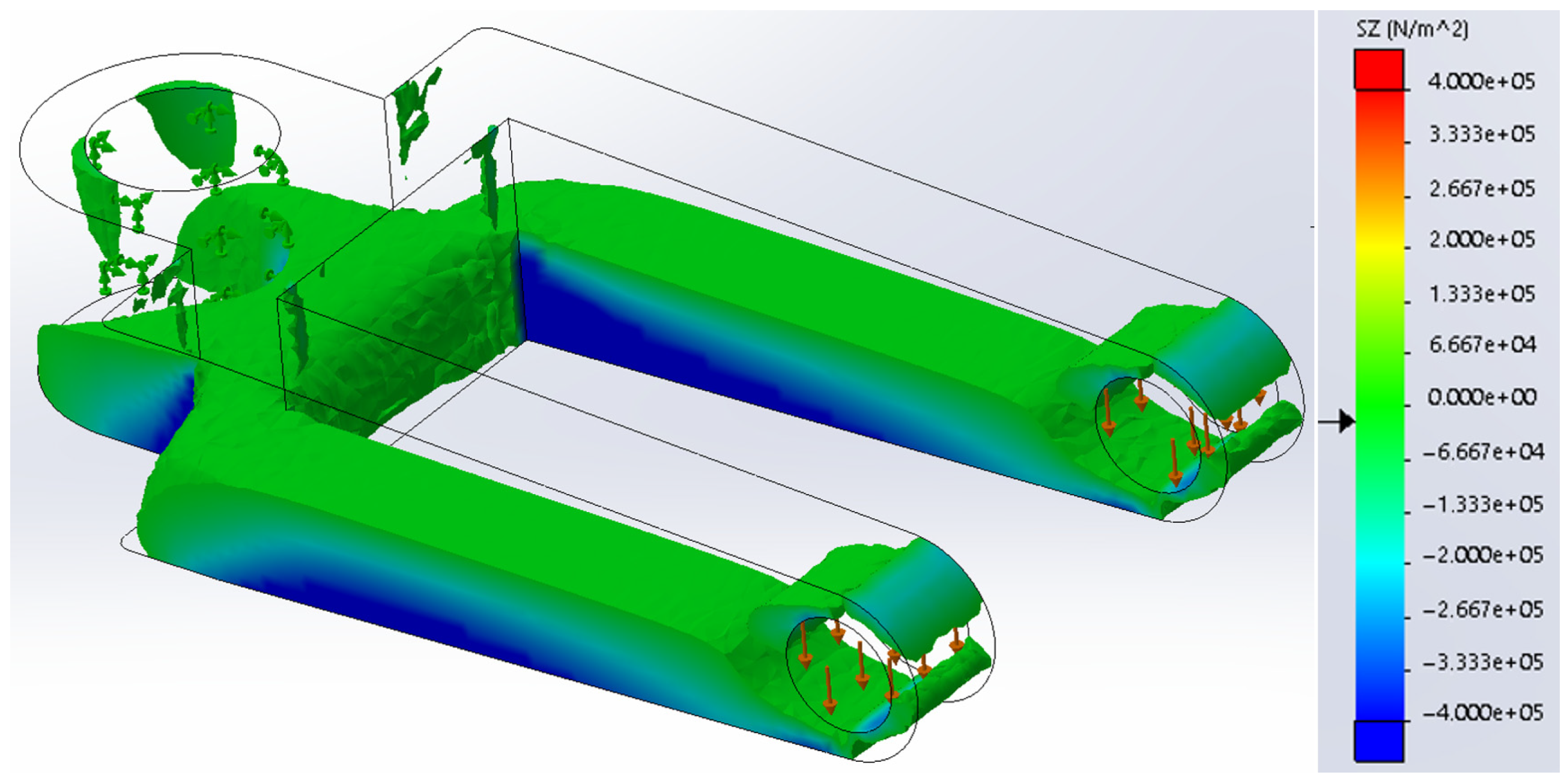
3.3. Strength Analysis Based on FEM Simulation
3.4. Infill Geometry and Infill Density Based on Different Levels of Von Mises Stress
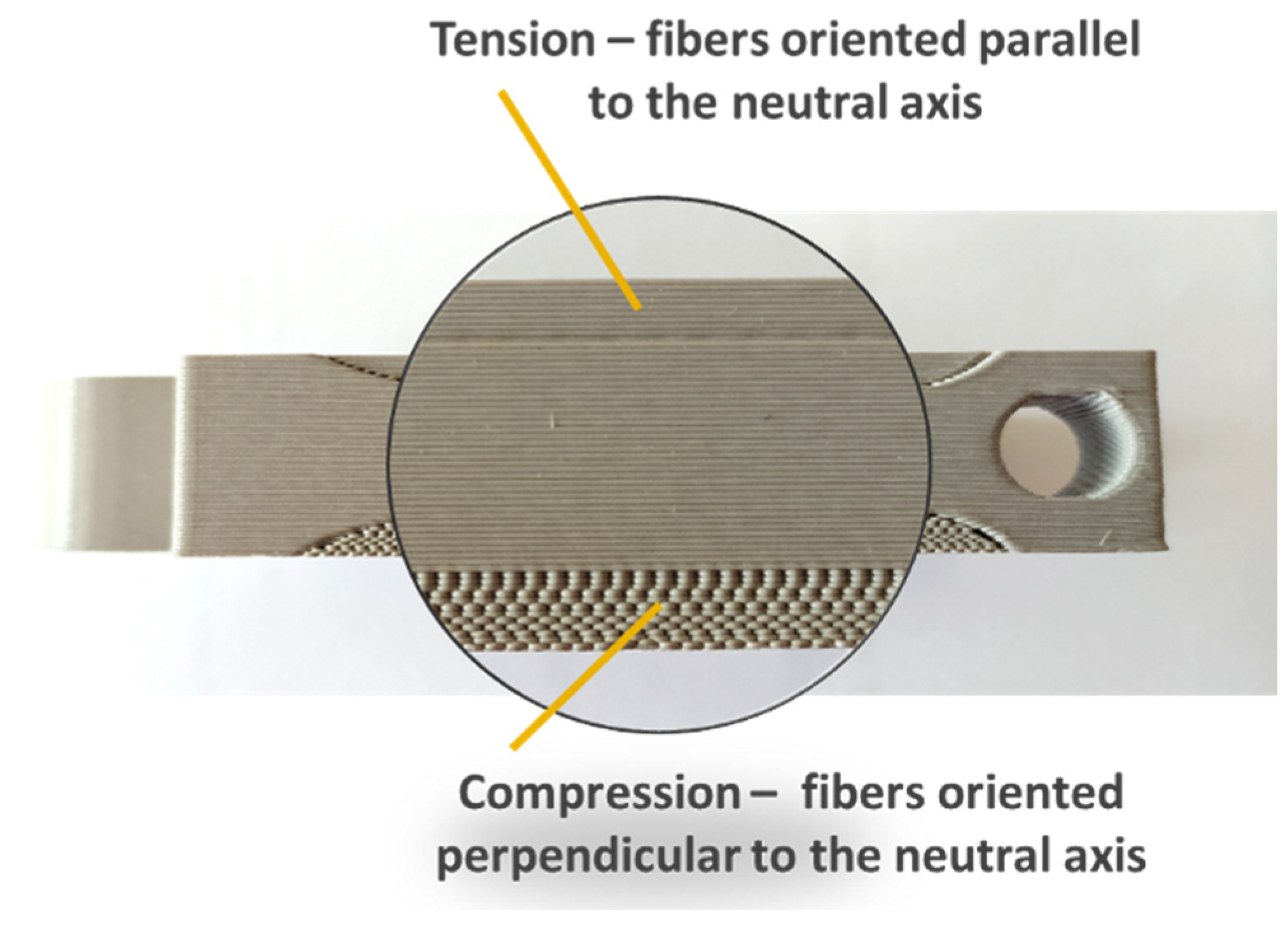
3.5. Orientation of Fibers Based on FEM Simulation
4. Flexural Strength Experimental Verification
4.1. Material and Methods
4.2. Results and Discussion
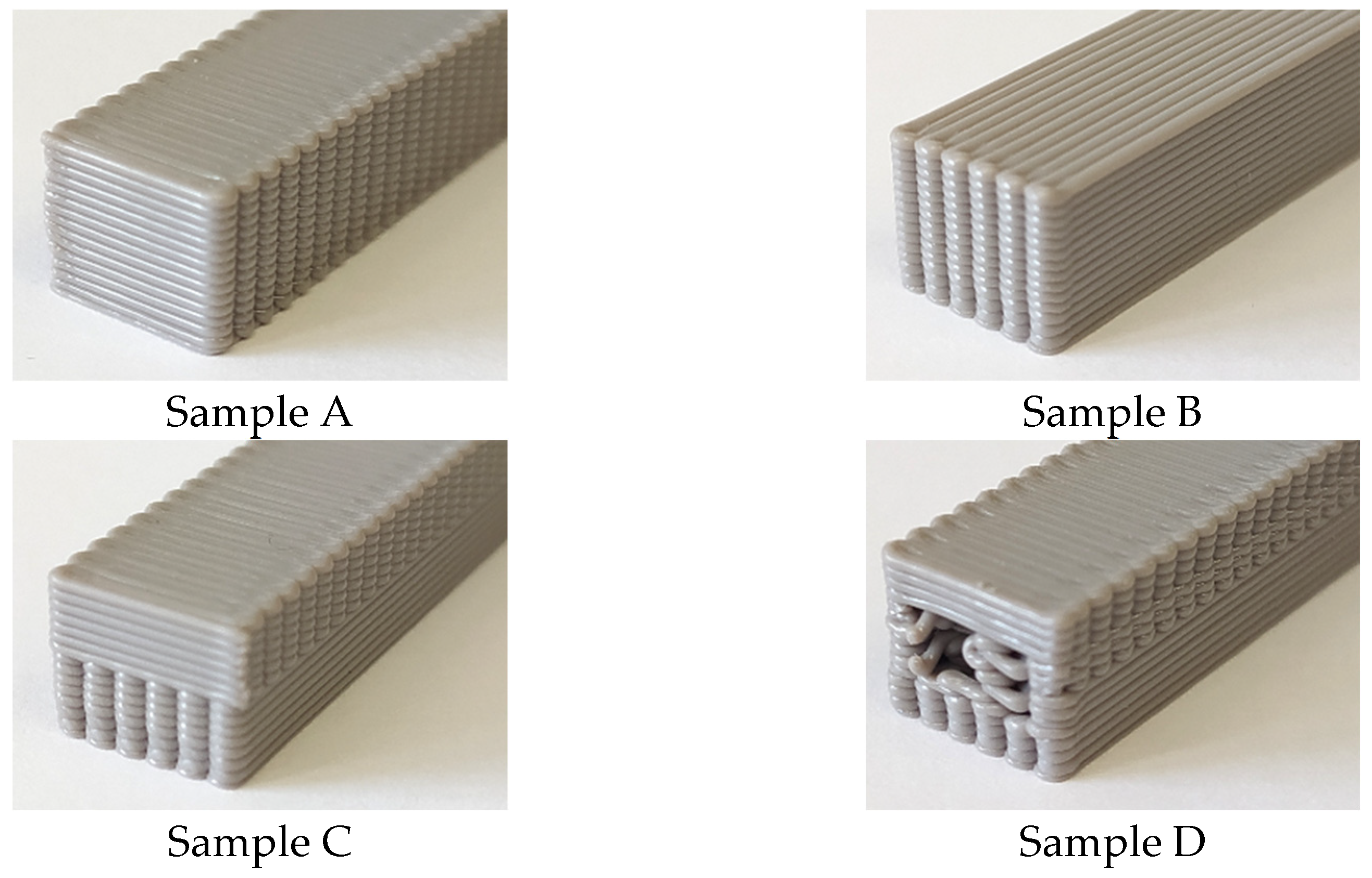
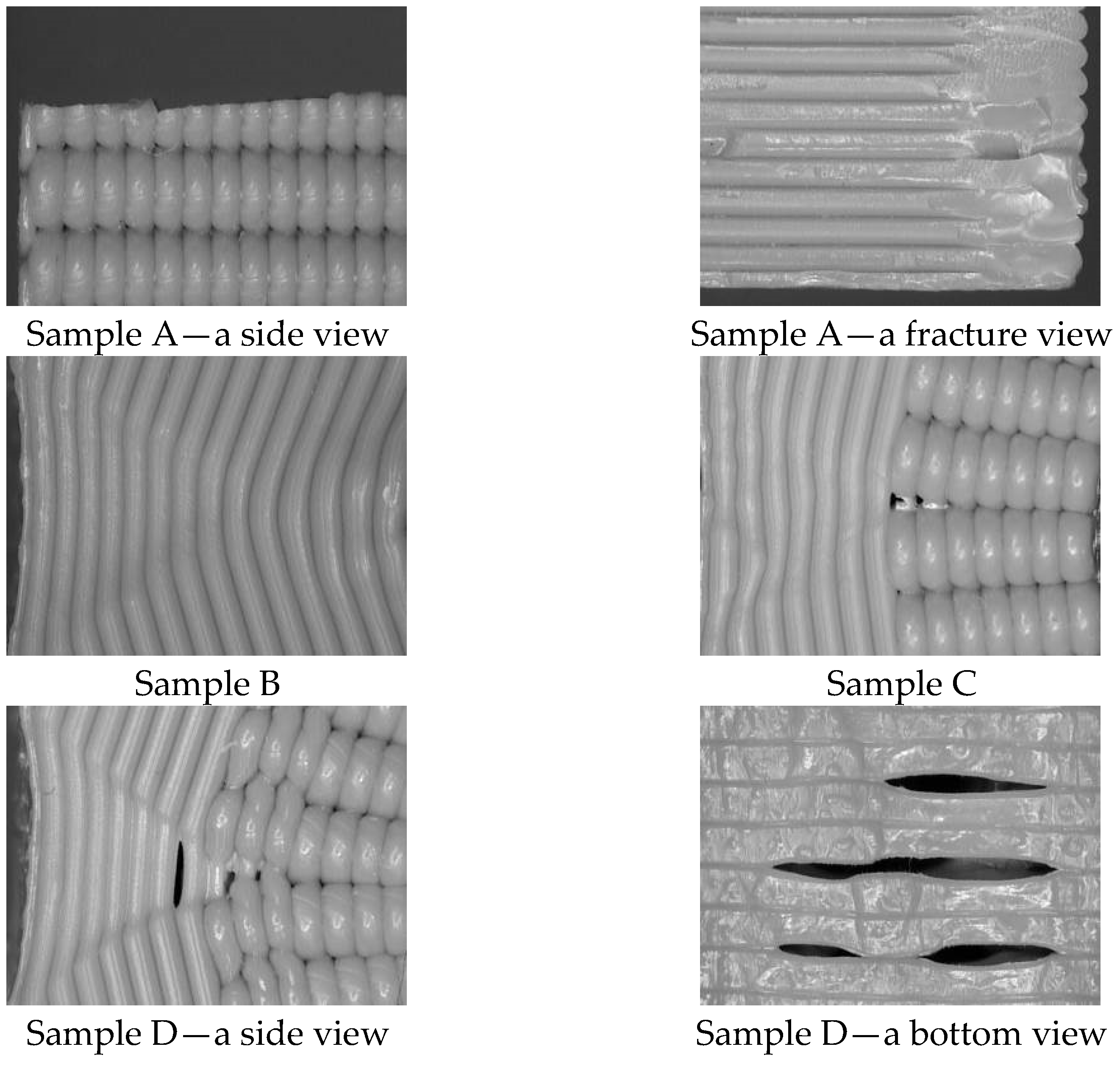
4.3. Analysis of Structural Failures during the Bending Test
5. Implementation of Experimental Results and FEM Analysis into AM Control
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2021. Available online: https://www.iso.org/standard/74514.html (accessed on 30 May 2019).
- ASTM F2792-10; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2010.
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Talagani, M.; DorMohammadi, S.; Dutton, R.; Godines, C.; Baid, H.; Abdi, F.; Kunc, V.; Compton, B.; Simunovic, S.; Duty, C.; et al. Numerical simulation of big area additive manufacturing (3D printing) of a full size car. SAMPE J. 2015, 51, 27–36. [Google Scholar]
- Do, A.V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D printing of scaffolds for tissue regeneration applications. Adv. Healthc. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [PubMed]
- Zhu, W.; Ma, X.; Gou, M.; Mei, D.; Zhang, K.; Chen, S. 3D printing of functional biomaterials for tissue engineering. Curr. Opin. Biotechnol. 2016, 40, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.O.; Vorwald, C.E.; Dreher, M.L.; Mott, E.J.; Cheng, M.H.; Cinar, A.; Mehdizadeh, H.; Somo, S.; Dean, D.; Brey, E.M.; et al. Evaluating 3D-printed biomaterials as scaffolds for vascularized bone tissue engineering. Adv. Mater. 2014, 27, 138–144. [Google Scholar] [CrossRef] [PubMed]
- Blaeser, A.; Campos, D.F.D.; Puster, U.; Richtering, W.; Stevens, M.M.; Fischer, H. Controlling shear stress in 3D bioprinting is a Key factor to balance printing resolution and stem cell integrity. Adv. Healthc. Mater. 2016, 5, 326–333. [Google Scholar] [CrossRef]
- Klocke, F.; Arntz, K.; Teli, M.; Winands, K.; Wegener, M.; Oliari, S. State-of-the-Art Laser Additive Manufacturing for Hotwork Tool Steels. Procedia CIRP 2017, 63, 58–63. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Strucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer Nature: Cham, Switzerland, 2021; ISBN 978-3-030-56127-7. [Google Scholar]
- Adel, M.; Abdelaal, O.; Gad, A.; Nasr, A.B.; Khalil, A.M. Polishing of fused deposition modeling products by hot air jet: Evaluation of surface roughness. J. Mater. Process. Technol. 2018, 251, 73–82. [Google Scholar] [CrossRef]
- Kartikeyan, B.; Ponshanmugakumar, A.; Saravanan, G.; BharathGanesh, S.; Hemamalini, V. Experimental and theoretical analysis of FDM AM PLA mechanical properties. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- B3D-ONLINE 2019, Anon FFF/FDM 3D Print 101-Layer Height, Infill & Support. Available online: https://www.b3d-online.com/blog-news/ffffdm-3d-print-101-layer-height-infill-support (accessed on 30 May 2019).
- Bergonzi, L.; Vettori, M.; Stefanini, L.; D’Alcamo, L. Different infill geometry influence on mechanical properties of FDM produced PLA. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1038, 012071. [Google Scholar] [CrossRef]
- Beniak, J.; Matúš, M.; Šooš, Ľ.; Križan, P. Strength produced parts by fused deposition modeling. Glob. J. Eng. Technol. Adv. 2020, 5, 57–62. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Dave, H.K.; Raval, H.K. Effect of fiber volume fraction on the impact strength of fiber reinforced polymer composites made by FDM process. Mater. Today Proc. 2021, 44, 2102–2106. [Google Scholar] [CrossRef]
- Dev, S.; Srivastava, R. Optimization of fused deposition modeling (FDM) process parameters for flexural strength. Mater. Today Proc. 2021, 44, 3012–3016. [Google Scholar] [CrossRef]
- Beniak, J.; Križan, P.; Matúš, M. A comparison of the tensile strength of plastic parts produced by a fused deposition modeling device. Acta Polytech. 2015, 55, 359–365. [Google Scholar] [CrossRef]
- Yao, T.; Ye, J.; Deng, Z.; Zhang, K.; Ma, Y.; Ouyang, H. Tensile failure strength and separation angle of FDM 3D printing PLA material: Experimental and theoretical analyses. Compos. Part B Eng. 2020, 188, 107894. [Google Scholar] [CrossRef]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and fatigue behavior of layered acrylonitrile butadiene styrene. Rapid Prototyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Ulu, E.; Korkmaz, E.; Yay, K.; Ozdoganlar, O.B.; Kara, L.B. Enhancing the structural performance of additively manufactured objects through build orientation optimization. J. Mech. Des. 2015, 137, 111410. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, G.; Zheng, X.; Ni, Y.; Liu, F.; Liu, Y.; Xu, L.R. Efficient characterization on the interlayer shear strengths of 3D printing polymers. J. Mater. Res. Technol. 2023, 22, 2768–2780. [Google Scholar] [CrossRef]
- Zou, R.; Xia, Y.; Liu, S.; Hu, P.; Hou, W.; Hu, Q.; Shan, C. Isotropic and anisotropic elasticity and yielding of 3D printed material. Compos. Part B Eng. 2016, 99, 506–513. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing 3D. Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Alvarez, C.K.L.; Lagos, C.R.F.; Aizpun, M. Investigating the influence of infill percentage on the mechanical properties of fused deposition modelled ABS parts. Ing. Investig. 2016, 36, 110–116. [Google Scholar] [CrossRef]
- Gopsill, J.A.; Shindler, J.; Hicks, B.J. Using finite element analysis to influence the infill design of fused deposition modelled parts. Prog. Addit. Manuf. 2018, 3, 145–163. [Google Scholar] [CrossRef]
- Khan, S.A.; Siddiqui, B.A.; Fahad, M.; Khan, M.A. Evaluation of the Effect of Infill Pattern on Mechanical Stregnth of Additively Manufactured Specimen. MSF 2017, 887, 128–132. [Google Scholar] [CrossRef]
- Lužanin, O.; Movrin, D.; Plan, M. Effect of layer thickness, deposition angle, and infill on maximum flexural force in FDM-built specimens. J. Technol. Plast. 2014, 39, 11. [Google Scholar]
- Fiuk, G.; Mrzygłód, M. Topology optimization of structures with stress and additive manufacturing constraints. J. Theor. Appl. Mech. 2020, 58, 459–468. [Google Scholar] [CrossRef] [PubMed]
- Feng, Y.; Noda, M.; Noguchi, Y.; Matsushima, K.; Yamada, T. Multi-material topology optimization for additive manufacturing considering dimensional constraints. Comput. Methods Appl. Mech. Eng. 2023, 410, 116027. [Google Scholar] [CrossRef]
- Sung, M.K.; Schwerin, M.; Badhe, Y.; Porter, D. Influence of topology optimization parameters on the mechanical response of an additively manufactured test structure. J. Mech. Behav. Biomed. Mater. 2023, 142, 105844. [Google Scholar] [CrossRef]
- Tajima, M.; Yamada, T. Topology optimization with geometric constraints for additive manufacturing based on coupled fictitious physical model. Comput. Methods Appl. Mech. Eng. 2023, 417, 116415. [Google Scholar] [CrossRef]
- Shimoda, M.; Umemura, M.; Ali, M.; Tsukihara, R. Shape and topology optimization method for fiber placement design of CFRP plate and shell structures. Compos. Struct. 2023, 309, 116729. [Google Scholar] [CrossRef]
- Zhang, J.; An, Q. Topology optimization of fibre reinforced polymer lattice structures for additive manufacturing. Compos. Sci. Technol. 2023, 242, 110144. [Google Scholar] [CrossRef]
- Liu, J.; Huang, J.; Zheng, Y.; Hou, S.; Xu, S.; Ma, Y.; Huang, C.; Zou, B.; Li, L. Challenges in topology optimization for hybrid additive–subtractive manufacturing: A review. Comput. Aided Des. 2023, 161, 103531. [Google Scholar] [CrossRef]
- Matúš, M.; Beniak, J.; Križan, P. Implementation of FEM analysis into additive manufacturing to increase productivity and components strength. Glob. J. Eng. Technol. Adv. 2022, 10, 87–93. [Google Scholar] [CrossRef]
- Vala, J. On a Computational Smeared Damage Approach to the Analysis of Strength of Quasi-Brittle Materials. WSEAS Trans. Appl. Theor. Mech. 2021, 16, 283–292. [Google Scholar] [CrossRef]
- ISO 178:2019; Plastics—Determination of Flexural Properties. International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/70513.html (accessed on 30 May 2019).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Structure by Height (8 mm) |
|---|---|
| A | 100% Transverse fibers (16 layers) |
| B | 100% Longitudinal fibers (16 layers) |
| C | 50% Transverse fibers (8 top layers) and 50% longitudinal fibers (8 bottom layers) |
| D | 25% Transverse fibers (4 top layers) and 50% honeycomb infill (8 middle layers) and 25% longitudinal fibers (4 bottom layers) |
| Parameters | Sample A | Sample B |
|---|---|---|
| Nozzle diameter | 0.80 mm | 0.80 mm |
| Building orientation | Flat | Flat |
| Layer thickness | 0.55 mm | 0.55 mm |
| Top solid layers | 0 layers | 0 layers |
| Bottom solid layers | 0 layers | 0 layers |
| Outline perimeters shell | 0 outlines | 0 outlines |
| Internal fill pattern | Aligned Rectilinear | Aligned Rectilinear |
| Top fill pattern | Aligned Rectilinear | Aligned Rectilinear |
| Bottom fill pattern | Aligned Rectilinear | Aligned Rectilinear |
| Internal fill percentage | 100% | 100% |
| Fill angle | 0° | 90° |
| Extruder temperature | 250 °C | 250 °C |
| Heated bed temperature | 90 °C | 90 °C |
| Default printing speed | 50 mm·s−1 | 50 mm·s−1 |
| Filament diameter | 1.75 mm | 1.75 mm |
| Filament density | 1.27 g·cm−3 | 1.27 g·cm−3 |
| Total printing time | 45 min | 36 min |
| Parameters | Sample C | Sample D |
|---|---|---|
| Nozzle diameter | 0.80 mm | 0.80 mm |
| Building orientation | Flat | Flat |
| Layer thickness | 0.55 mm | 0.55 mm |
| Top solid layers | 0 layers | 0 layers |
| Bottom solid layers | 0 layers | 0 layers |
| Outline perimeters shell | 0 outlines | 0 outlines |
| Internal fill pattern | Aligned Rectilinear | Aligned Rectilinear |
| Internal fill pattern of central part | - | Honeycomb |
| Top fill pattern | Aligned Rectilinear | Aligned Rectilinear |
| Bottom fill pattern | Aligned Rectilinear | Aligned Rectilinear |
| Internal fill percentage | 100% | 100% |
| Internal fill percentage of central part | - | 40% |
| Fill angle of longitudinal part | 90° | 90° |
| Fill angle of transverse part | 0° | 0° |
| Fill angle of central part | - | 45° |
| Extruder temperature | 250 °C | 250 °C |
| Heated bed temperature | 90 °C | 90 °C |
| Default printing speed | 50 mm/s | 50 mm/s |
| Filament diameter | 1.75 mm | 1.75 mm |
| Filament density | 1.27 g/cm3 | 1.27 g/cm3 |
| Total printing time | 41 min | 45 min |
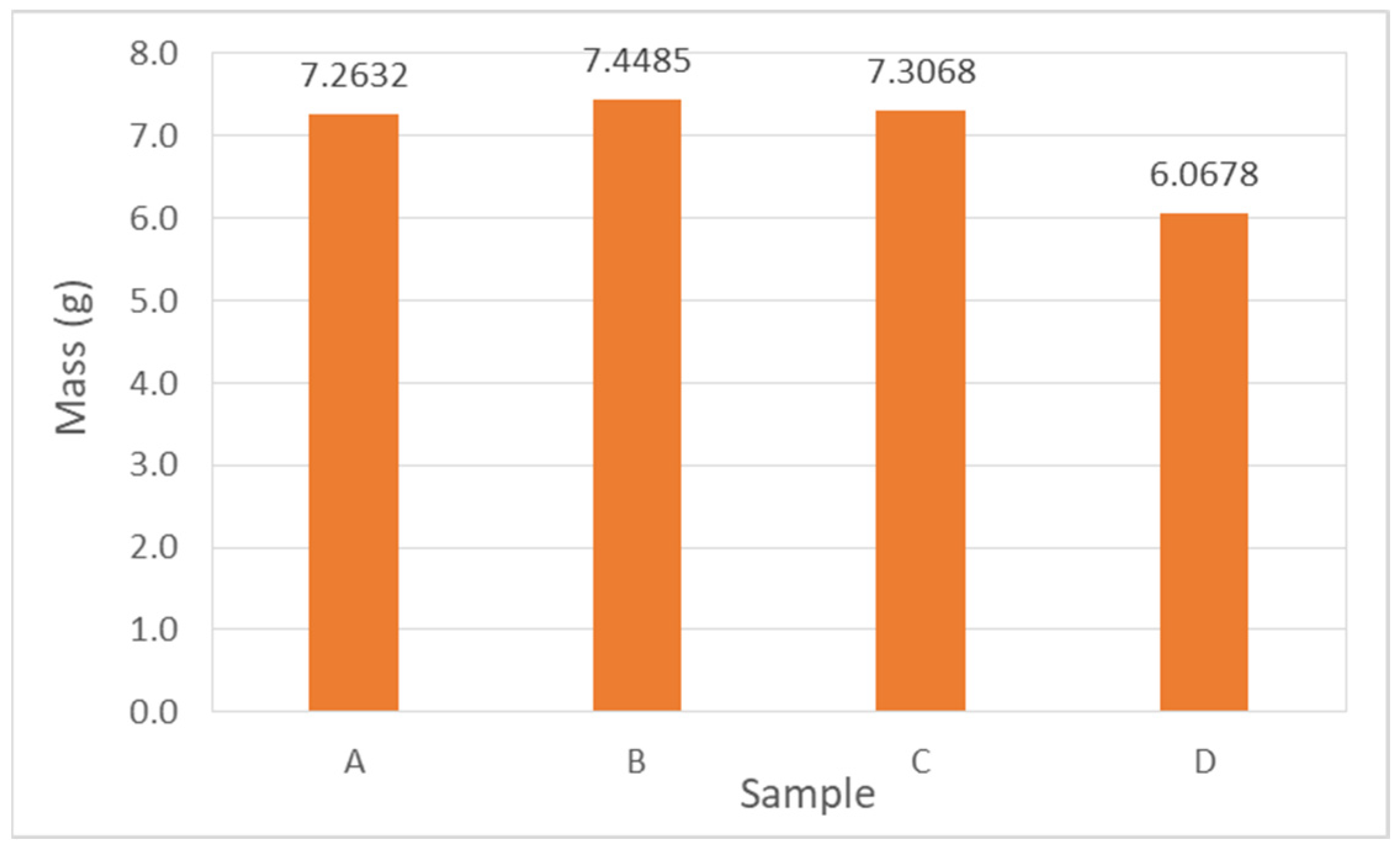
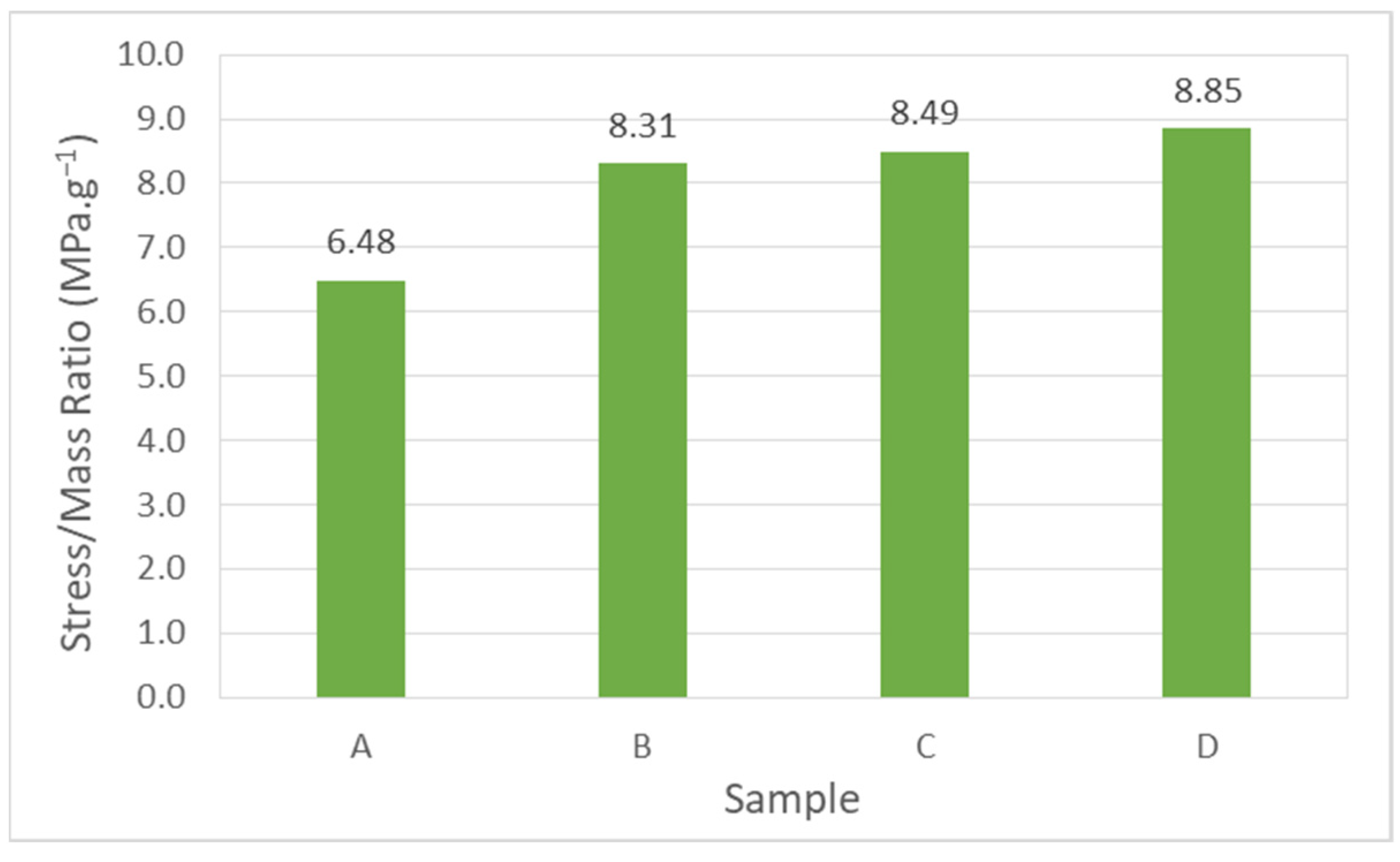
| Sample | A | B | C | D |
|---|---|---|---|---|
| Flexural strength (MPa) | 47.03 | 61.86 | 62.02 | 53.68 |
| Mass (g) | 7.2632 | 7.4485 | 7.3068 | 6.0678 |
| Strength/Mass ratio (MPa·g−1) | 6.48 | 8.31 | 8.49 | 8.85 |
| Strength ratio D/C (%) | - | - | - | 86.55 |
| Mass ratio D/C (%) | - | - | - | 83.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matúš, M.; Križan, P.; Kijovský, J.; Strigáč, S.; Beniak, J.; Šooš, Ľ. Implementation of Finite Element Method Simulation in Control of Additive Manufacturing to Increase Component Strength and Productivity. Symmetry 2023, 15, 2036. https://doi.org/10.3390/sym15112036
Matúš M, Križan P, Kijovský J, Strigáč S, Beniak J, Šooš Ľ. Implementation of Finite Element Method Simulation in Control of Additive Manufacturing to Increase Component Strength and Productivity. Symmetry. 2023; 15(11):2036. https://doi.org/10.3390/sym15112036
Chicago/Turabian StyleMatúš, Miloš, Peter Križan, Ján Kijovský, Stanislav Strigáč, Juraj Beniak, and Ľubomír Šooš. 2023. "Implementation of Finite Element Method Simulation in Control of Additive Manufacturing to Increase Component Strength and Productivity" Symmetry 15, no. 11: 2036. https://doi.org/10.3390/sym15112036
APA StyleMatúš, M., Križan, P., Kijovský, J., Strigáč, S., Beniak, J., & Šooš, Ľ. (2023). Implementation of Finite Element Method Simulation in Control of Additive Manufacturing to Increase Component Strength and Productivity. Symmetry, 15(11), 2036. https://doi.org/10.3390/sym15112036