1. Introduction
At present, industrial flotation processes face several challenges, such as the treatment of minerals that are more complex, lower feed grades, and larger particle sizes that result in lower liberation. This finally decreases the recovery of fine and coarser particles, which also decreases the concentrate grades.
Another critical issue is water constraints because the use of continental water has been gradually limited or eliminated. The water constraints relate to the increase in the global water demand and environmental changes due to global warming. For this reason, the alternative use of seawater, as either seawater or desalted water, is now a common practice in several plants around the world. The metallurgical performance of plants depends on the water quality (ionic strength) and will vary for each type of mineral and conditioning.
The impact of ionic strength on minerals’ flotation is well known, and it shows that industrial flotation requires a certain ionic strength for optimal performance. The industrial flotation operations at a large scale typically operate with recycled water, which is combined with fresh water or makeup water to feed the flotation process. Recycled water normally contains a certain number of ions, which depends on the feed fresh water and the type of ore that can be partially dissolved during the flotation process, and finally reaches an equilibrium for each operation. Le at al. [
1] illustrate this point in their study on water quality changes due to the effect of dissolved solids and water recirculation.
Li et al. [
2] studied the effect of some ions in batch flotation and showed that for copper sulphide flotation, chlorides, such as NaCl, KCl, and CaCl
2, have a positive influence on the adsorption of SBX on the chalcopyrite surface, increasing the mineral recovery, while MgCl
2 and CaCl
2 decreased the recovery. Le at al. [
1] reported that the presence of Na
+, Cl
−, and Ca
2+ showed a tendency to inhibit the bubble coalescence, in addition to the frother effect.
In terms of reagents addition, Hassanzadeh [
3] showed that a proper distribution of reagents along the bank increases the final copper grade and recovery due to the excess of reagent consumption in fine particles, which limited the surface coverage and recovery of coarse particles. This practice applies in some industrial concentrator plants.
Other studies based on the “touch of froth” methodology have shown that the grade of the minerals collected by true flotation, or bubble–particle aggregate formation, along industrial flotation banks does not change significantly with operating conditions that affect physical separation, such as the gas rate and froth depth [
4,
5]. Thus, the evolution of the type and grade of collected minerals along a flotation bank will depend mainly on the feed mineralogy and reagents conditioning, while manipulated variables will affect the mass pull and entrainment, and thus, the final concentrate grade and recovery.
Regarding flotation circuits optimization, Jowett and Sutherland [
6] stated that the potential usefulness of optimizing criteria was prevented because of the lack of case data that could be used for a numerical simulation and optimization of a complex circuit. The authors claim that a detailed evaluation of the mineralogical matrix of streams within the circuit would be required, but the available techniques were either too laborious or technically too difficult to obtain the necessary data. By that time, some researchers, e.g., Miller et al. [
7], reported instruments were under development based on QEM*SEM image analysis to solve the data acquisition problem. Currently, image analysis has reached a good reliable level, and different commercial instruments are available for analysis, which has allowed for obtaining periodic mineralogical information for the main streams in many plants around the world [
8].
To improve the flotation metallurgical performance in plant circuits, more robust data and enhanced control strategies are required. Chemical and mineralogical data are fundamental for improving the knowledge of the minerals collected and their transport into the concentrate along the flotation banks, which will allow the selection of the optimal profiles of manipulated variables and reagent dosages to improve the recovery of fine and coarser particles.
There are many studies on flotation kinetics, but most refer to laboratory testing data or plant modelling and/or simulation, as shown in recent wide reviews [
9,
10]. On the other hand, the literature reporting data on industrial plant flotation kinetics is scarce. Some older literature has provided data on flotation kinetics from industrial plants, for example, Kalapudas [
11]. Recently, Kupka et al. [
12] reported a case study of an industrial rougher bank for Scheelite flotation. The industrial data were obtained by sampling the rougher concentrate in three groups of cells (1–4, 5–8, and 9–12). The results allowed for estimating the recovery of Scheelite—in terms of liberation, particle size, and shape factors—along the flotation bank with an automated process mineralogy data analysis.
In this way, planning future flotation operation requires a careful analysis of future minerals, considering their physical and mineralogical characteristics, as well as the type of water makeup that will be available [
13]. On the other hand, the actual flotation process characterization—in terms of kinetics and mineralogical analysis, including size and liberation classes—will contribute to the process knowledge to improve the industrial flotation models and to predict future operations under different mineral associations and water quality.
In this work, overall sampling campaigns were performed at Compañía Minera Doña Inés de Collahuasi, Chile, to advance the process knowledge in terms of the mineralogy and operating conditions in order to face future challenges of the plant, including minerals that are more complex, increased plant capacity, and changes in water quality.
2. Methodology
Sampling surveys were carried out in two rougher flotation banks at an industrial concentrator in Chile. The surveys included chemical and mineralogical (Qemscan®) analyses in the streams (feed, concentrates, and tails), followed by mass balancing to characterize the mineral behaviour cell-to-cell along the banks. Thus, the recovery per mineral species, particle size, and liberation class, as well as the concentrates composition and gangue entrainment characterization, were analysed along the banks.
2.1. Sampling Surveys at an Industrial Concentrator
Three overall sampling campaigns were carried out at Compañía Minera Doña Inés de Collahuasi (CMDIC) concentrator, located on the high plateau of the Atacama Desert, Chile, at 4.400 masl. This concentrator consists of a rougher stage with 9 flotation rows in parallel: 5 rows with 9 cells of 130 m3 each and 4 rows with 6 cells of 300 m3 each. The rougher concentrate is processed in a regrinding stage, whose product is sent to a first cleaner stage consisting of 5 parallel rows: 3 rows with 3 cells of 160 m3 and 2 rows with 4 and 3 cells of 130 m3 each. The first cleaner concentrate is sent to a second cleaner composed of 10 flotation columns. The first cleaner tail is sent to a scavenger stage, which has 5 parallel rows: 3 rows with 6 cells of 160 m3 each and 2 rows with 4 and 5 cells of 130 m3 each. The scavenger concentrate is sent back to the regrinding stage, while the scavenger tail is combined with the rougher tail to form the final tail. The second cleaner tail is sent to another stage, consisting of two Jameson cells. The Jameson cells’ tail is sent back to the first cleaner. The Jameson cells concentrate and the second cleaner concentrate are combined and correspond to the final Cu-Mo concentrate.
The study reported in this work was focused on the rougher stage of the CMDIC concentrator. Overall, 2 flotation banks were analysed: a rougher bank with 9 self-aerated cells of 130 m
3 (
Figure 1) and another with 6 self-aerated cells of 300 m
3 (
Figure 2). Note that each flotation bank is fed from different grinding lines; therefore, the two feed streams do not have the same characteristics. However, the pH adjustment and the reagent types and dosages were the same for both banks, making them comparable to each other in this regard. In addition, since these are self-aerated cells, the superficial gas velocity is in a narrow range (1–1.2 cm/s below the pulp–froth interface) and is similar for all cells along the banks.
The surveys included the sampling of the feed, concentrates, and tails streams of each cell in both flotation banks. The feed samples were collected with automatic cutters, while the concentrate and tails samples were manually cut from the overflow lip, with open cutters, and inside each cell (near the tail outlet), with submergible cutters. The sampling surveys were carried out for about 3 h in each bank, and the products of several sampling rounds were combined to gather enough mass for chemical and mineralogical analyses.
2.2. Feed Characterization from Chemical and Mineralogical Analyses
All samples collected from the sampling surveys were submitted to chemical and mineralogical analyses (Qemscan
®). The samples were classified per particle size class by screening and then submitted to chemical analysis. This allowed for obtaining the particle size distributions and the element grades per particle size class, in addition to the bulk grades.
Table 1,
Table 2,
Table 3 and
Table 4 show the characterization of the feed samples from Banks A and B.
Table 1 shows the feed characteristics for Banks A (nine 130 m
3 cells) and B (six 300 m
3 cells) observed during the sampling surveys. These data represent the average of each variable during the sampling time. It can be observed that Bank A has a lower tonnage, lower Cu and Mo grades, and a coarser particle size (P
80, %−20 µm and %+212 µm). The solid content is similar in both feed streams, about 30%.
Table 2 shows the mass distribution of minerals in the feed streams of Banks A and B. Bank B has a higher content of Cu sulphides and pyrite, which is consistent with the higher Cu and Fe grades showed in
Table 1, respectively. Additionally, Bank B also has a higher content of clays.
The total Cu sulphides presented in
Table 2 are composed of different minerals, which are detailed in
Table 3. Both feed streams have a similar Cu sulphide distribution and are mainly composed of chalcopyrite.
Table 4 shows the mass distribution of Cu sulphides per liberation class for Banks A and B. The total mass of Cu sulphides is divided into 5 liberation classes: free (>95% lib.), liberated (>80% lib.), middling (>50% lib.), sub-middling (>20% lib.), and locked (<20% lib.). The data show that the Cu sulphides mass is contained mainly in the free liberation class for both streams. In general, a similar liberation distribution in the feed is observed for both banks.
2.3. Mass Balancing
The results from chemical and mineralogical analyses of the streams along the banks were reconciled for mass balancing, using in-house software based on the minimization of grades differences and variance estimated as proportional to the mean grade of each stream [
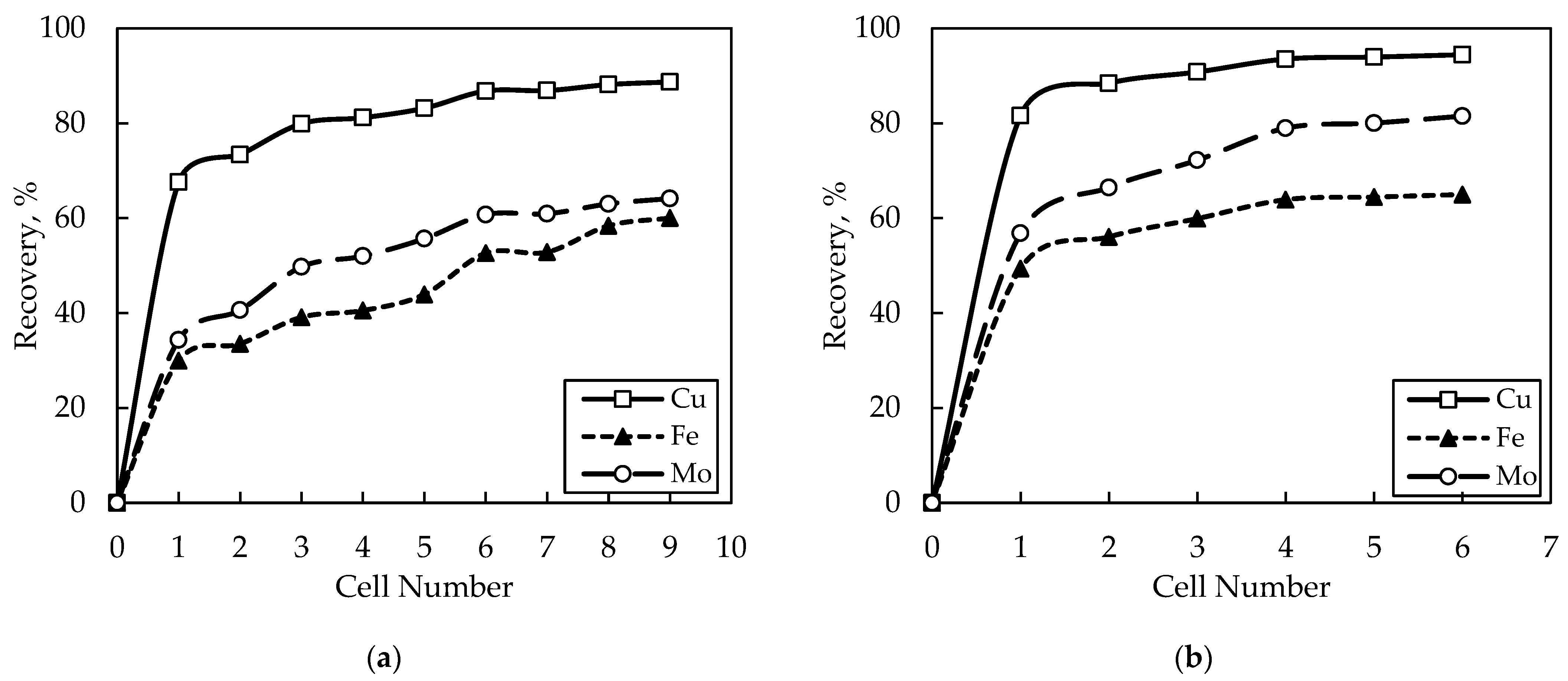
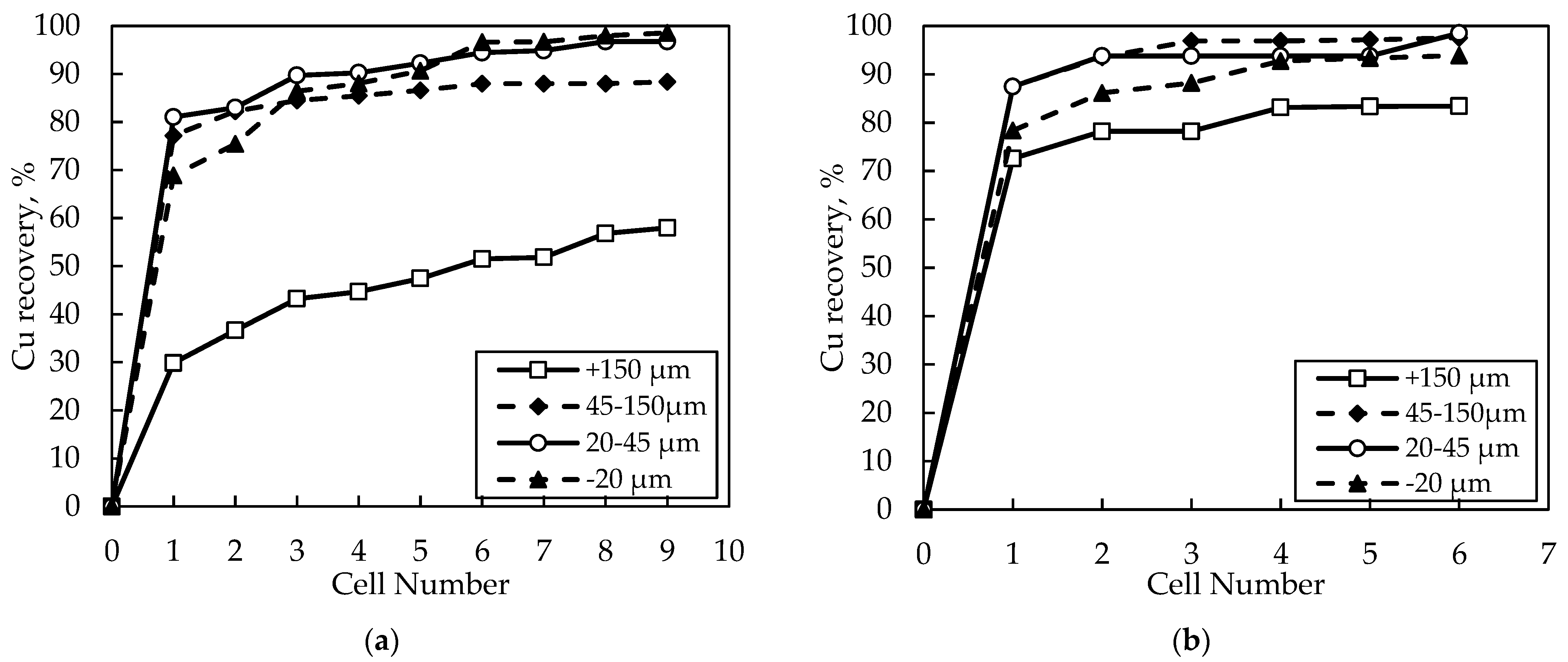
14]. First, bulk grades were reconciled to obtain the recovery profiles for Cu, Mo, and Fe. Then, the Cu grades per particle size class were mass balanced, considering 4 classes: −20 µm, 20–45 µm, 45–150 µm, and +150 µm. Thus, we built four Cu recovery profiles, in which the weighted recovery for each particle size corresponded to the previously reconciled bulk Cu recovery.
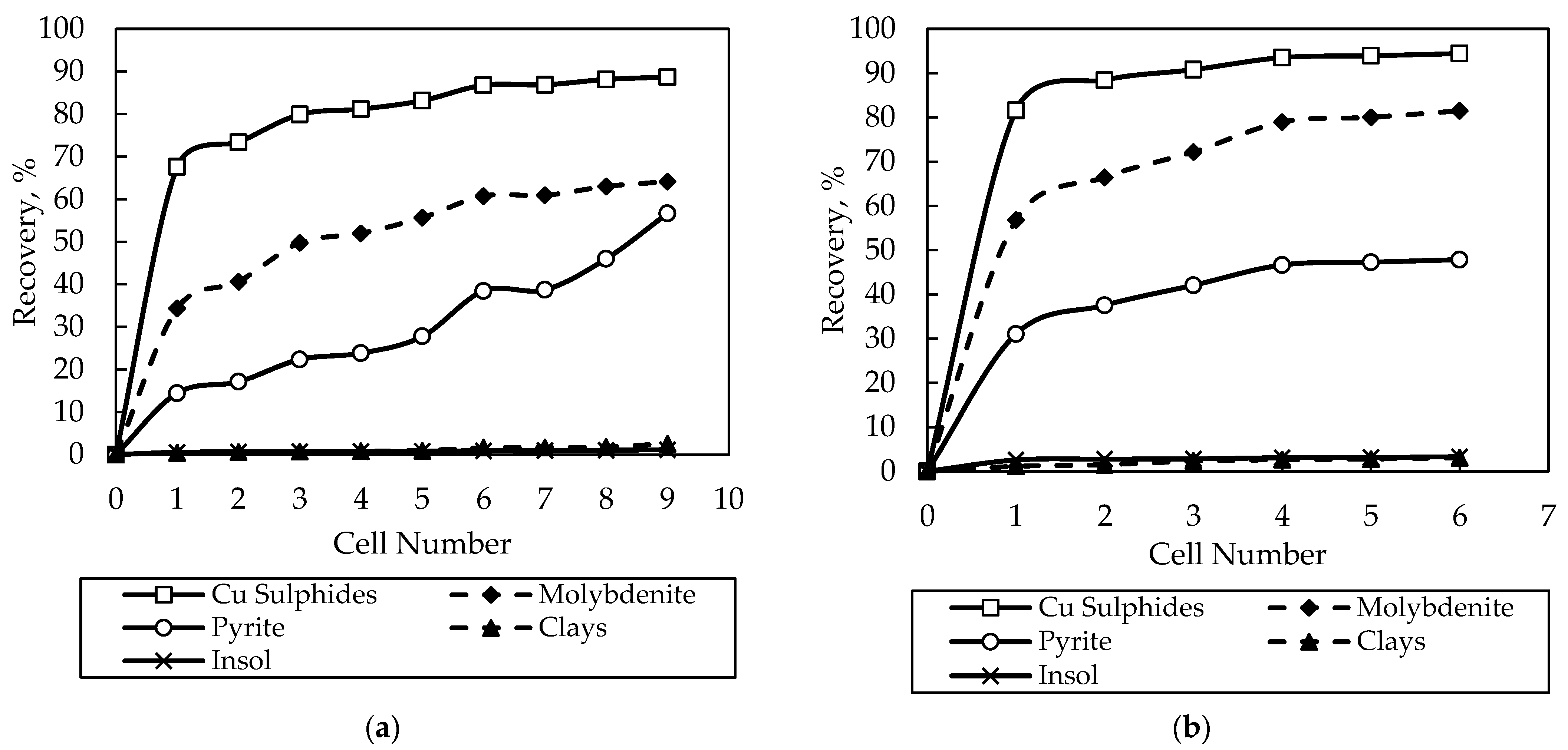
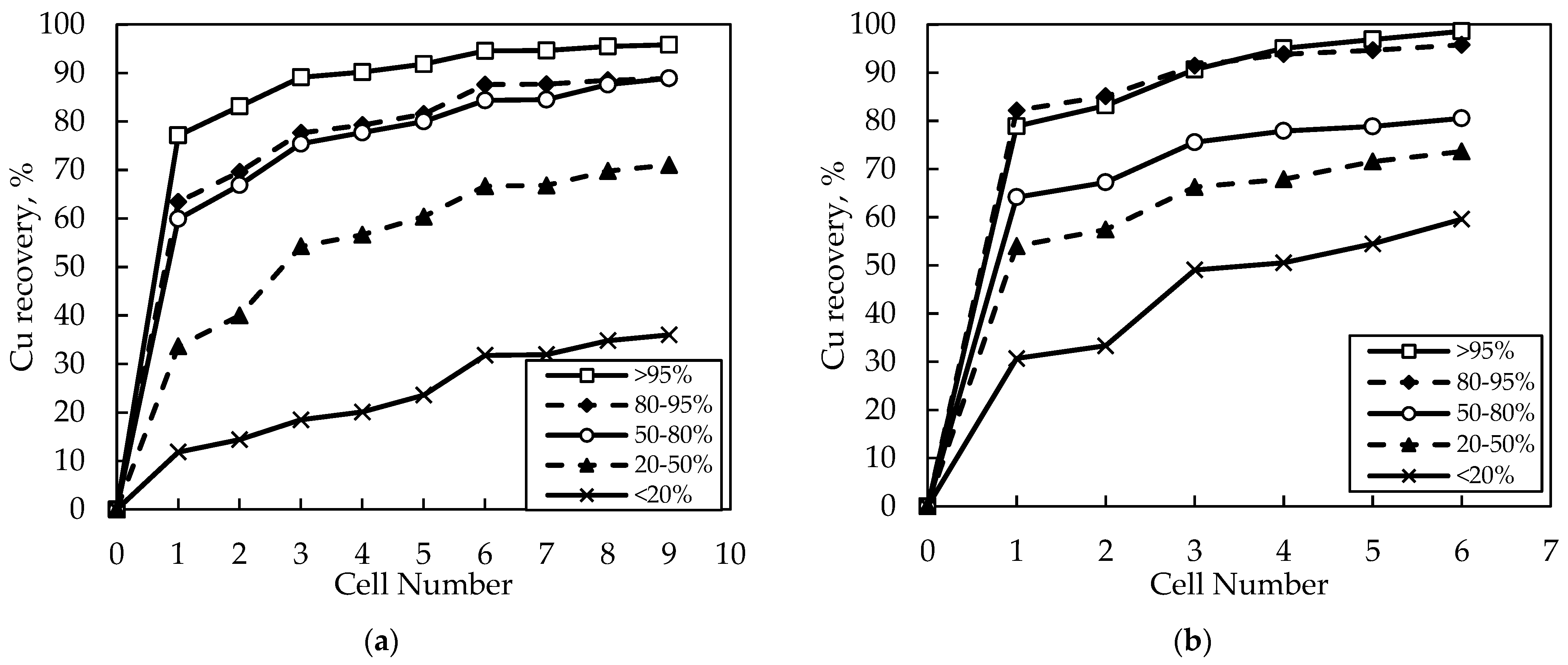
Once the bulk grades were mass balanced, the results from the mineralogical analysis along the banks were reconciled, considering the content of the main minerals in each stream (Cu sulphides, pyrite, molybdenite, insoluble, and clays). In this case, the recovery profiles for each mineral were consistent with those for the elements, e.g., Cu sulphides and Cu or molybdenite and Mo. Additionally, the content of Cu sulphides per liberation class in each stream was reconciled to obtain recovery profiles per 5 liberation class: free (>95% lib.), liberated (>80% lib.), middling (>50% lib.), sub-middling (>20% lib.), and locked (<20% lib.). The weighted recovery for each liberation class corresponded to the Cu sulphides recovery.
4. Conclusions
The metallurgical performance of two industrial rougher flotation banks was characterized using particle size and mineralogical data for a copper sulphide mineral. This approach gives a better understanding of the whole flotation process than traditional approaches, as it is a useful tool for flotation circuit diagnosis and for improving the industrial operation.
Two flotation rougher banks with cells of 130 m3 and 300 m3 at a CMDIC concentrator were characterized, including the recovery per mineral species, particle size and liberation class, as well as the concentrates composition and gangue entrainment along the banks.
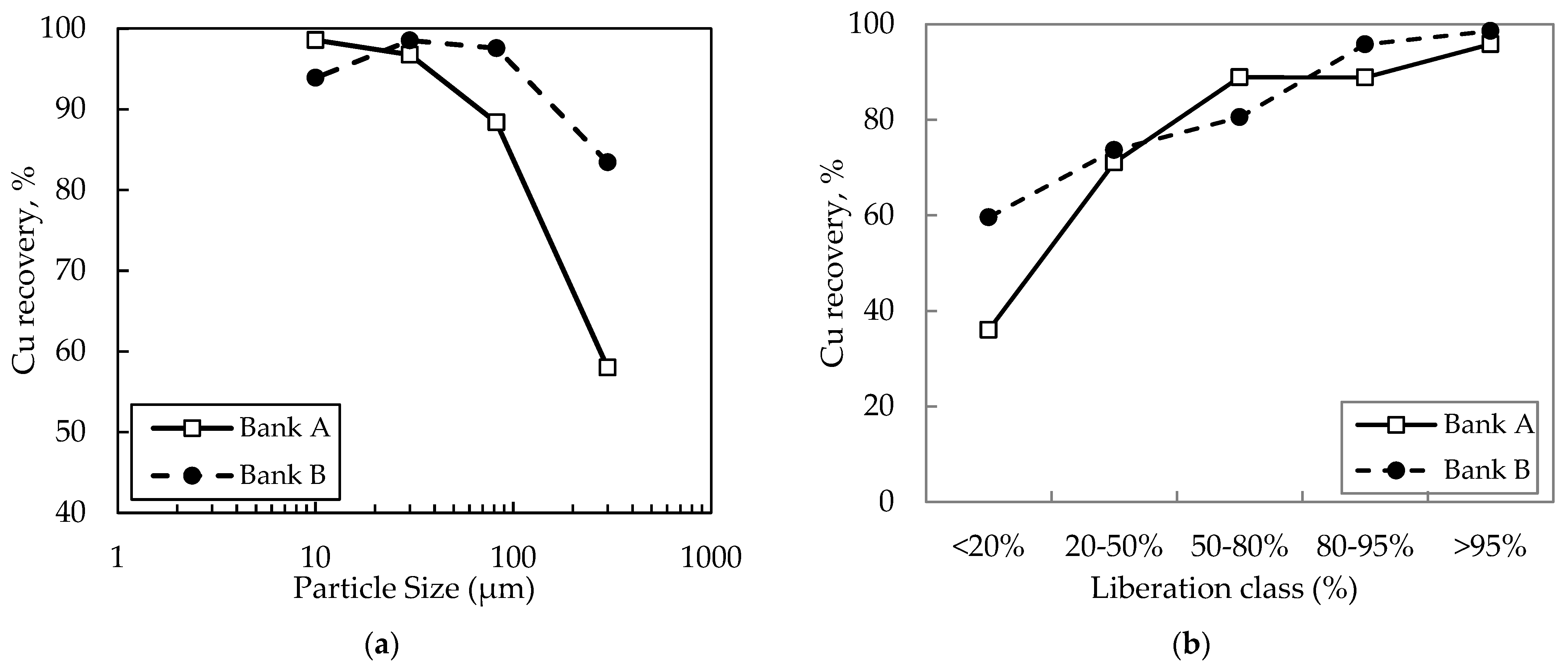
The results from both banks showed that the recovery per particle size class followed the common trend, in which recovery decreases for finer and coarser particles. We observed that Bank B (six 300 m3 cells) was more efficient in recovering coarser and locked particles, because the cells had shorter froth transport distances, and the mineral feed was finer (less presence of overly coarse particles). On the other hand, Bank A (nine 130 m3 cells) allowed for reaching a higher recovery of ultrafine particles, which can be associated with the coarser mineral feed (less presence of ultrafine particles) and the operating conditions of this bank.
The recovery per liberation class showed an apparent linear increase from sub-middling to free particles in both banks. These results validated the relationships observed in previous studies at the laboratory and industrial scale. We found that the changes in liberation caused a more significant effect on recovery than the particle size.
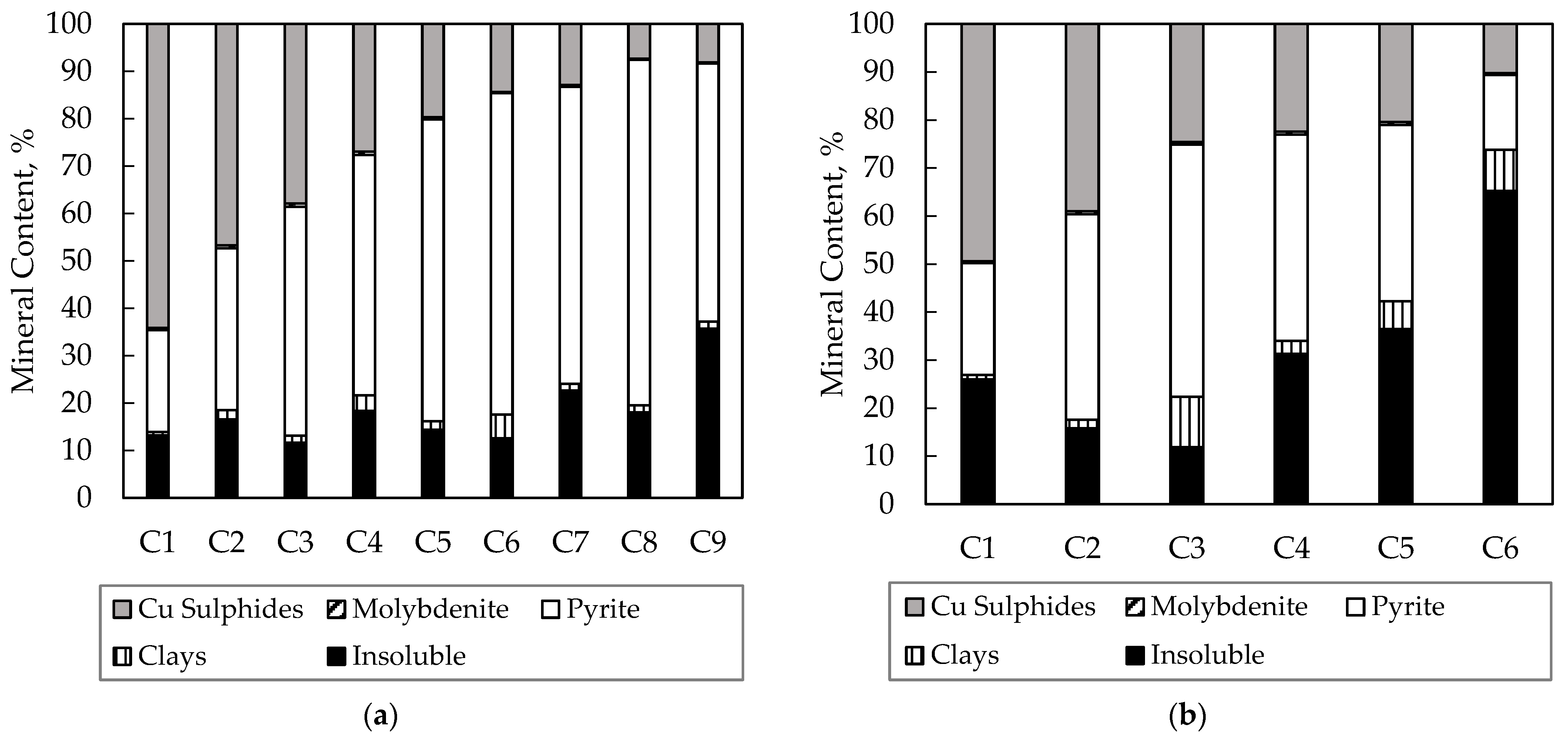
The characterization of concentrate streams along the banks showed a strong decrease in the content of Cu sulphides towards the end of the banks due to the valuable mineral depletion, while the content of pyrite and insoluble increased. We observed that Bank B achieved a better selective depression of pyrite, while Bank A showed better gangue entrainment control (because of the lower presence of ultrafine particles). Bank A showed a higher recovery of pyrite, which can be associated with a higher liberation of this mineral and a higher pyrite-Cu sulphides association in the feed of this bank.
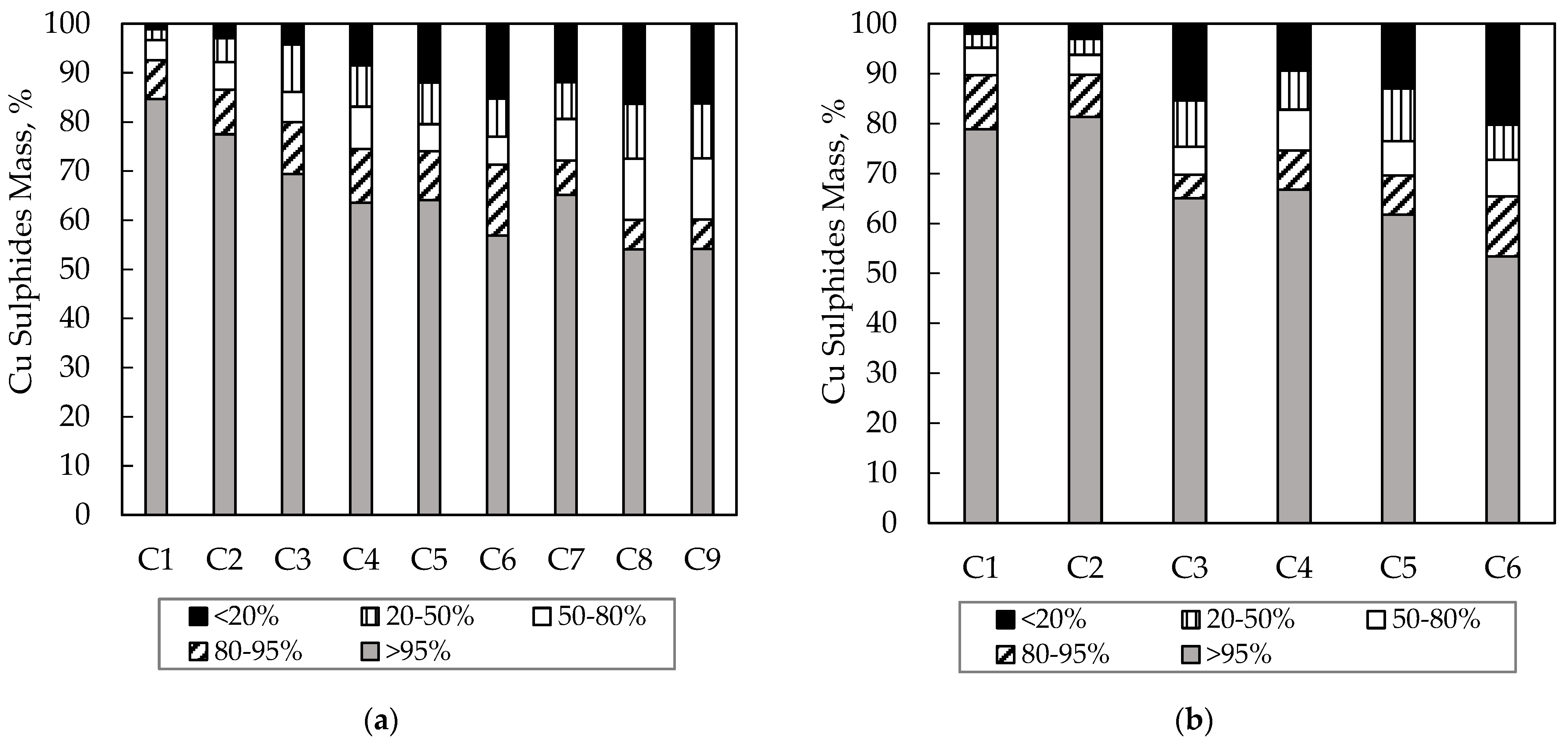
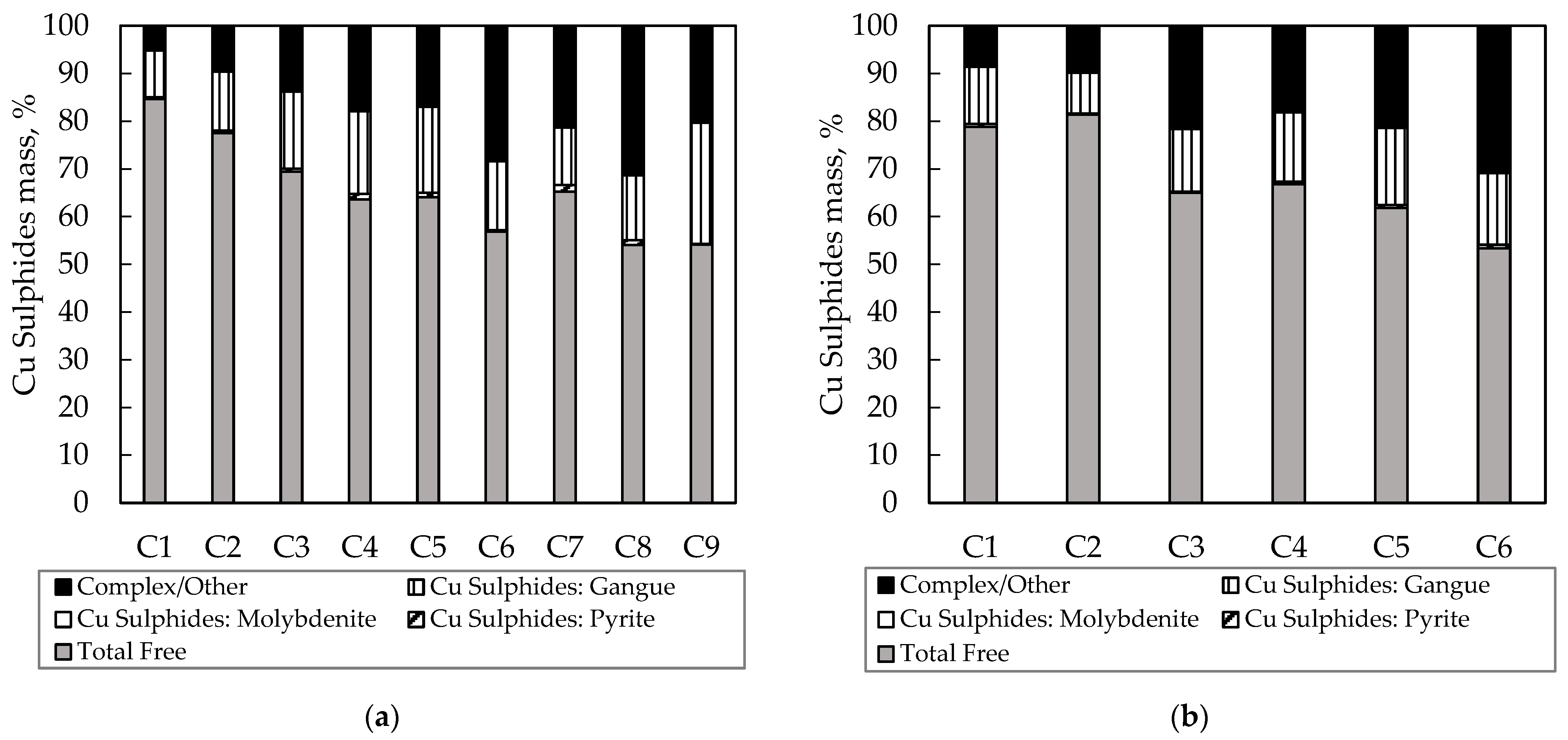
We found that most of the Cu sulphides were free (>95%) in the concentrates and decreased along the banks, while the content of middling and locked particles increased. This occurred because free, liberated, and part of the middling particles were recovered in the first cells and were depleted throughout the banks. Additionally, a smaller portion of the Cu sulphides was associated with gangue or was in a complex association, which increased along the bank as the content of free Cu sulphides decreased.
The results showed that the pyrite recovered into the concentrates was free or in association with gangue. Therefore, this mineral was partially activated and was mainly recovered by true flotation (particularly for Bank A).
We observed that the decrease in the concentrate Cu grades along the flotation banks was mainly due to the recovery of middling minerals and free pyrite, and to a lesser extent, to free insoluble.
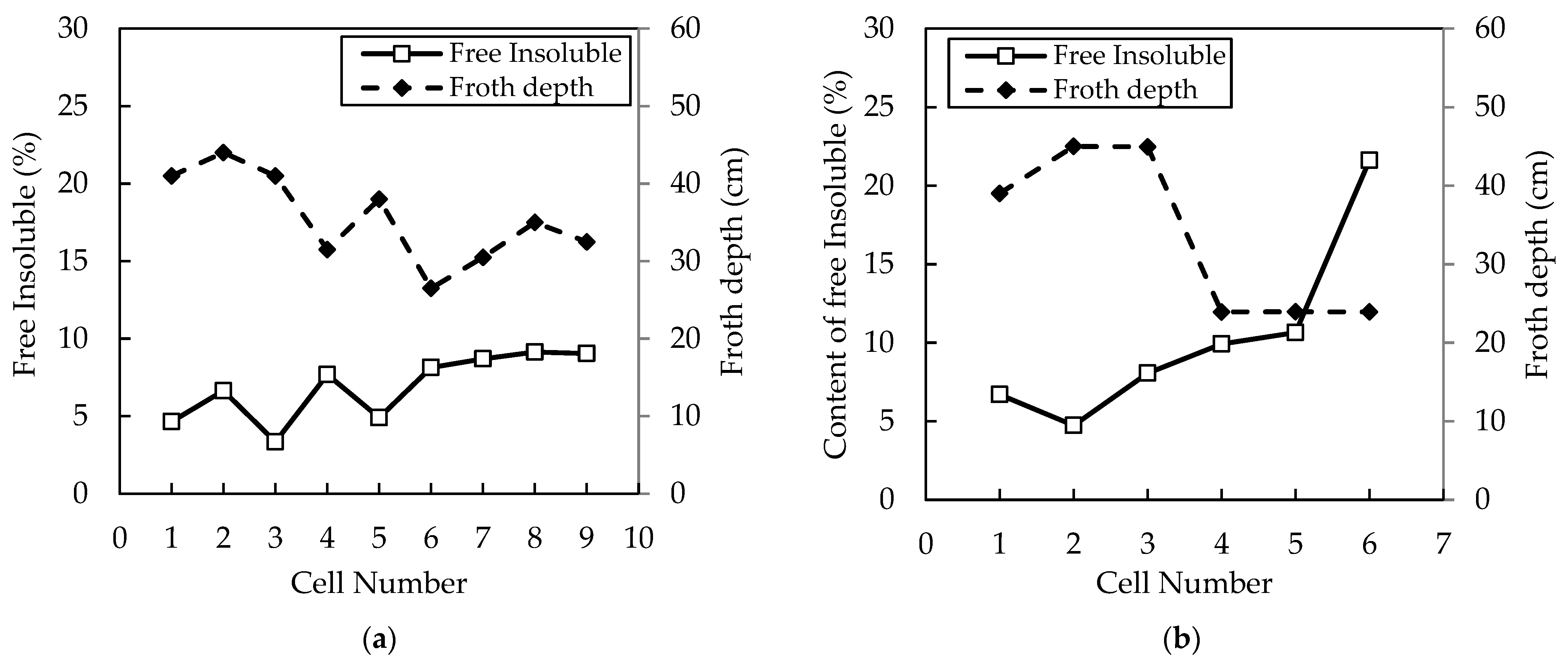
Finally, the results showed an increase in gangue entrainment throughout the banks, which was more significant for Bank B. In addition, a strong relationship between the gangue entrainment and froth depth was observed. Therefore, the froth depth and other variables, such as the gas flowrate, became critical to regulating the gangue entrainment, especially in the last cells of the flotation banks, in order to maintain a suitable selectivity of the flotation process.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}