
Calibrating the Digital Twin of a Laboratory Ball Mill for Copper Ore Milling: Integrating Computer Vision and Discrete Element Method and Smoothed Particle Hydrodynamics (DEM-SPH) Simulations


Abstract
:1. Introduction
2. Theoretical Background
2.1. Simulation Environment
2.2. SPH Formulation
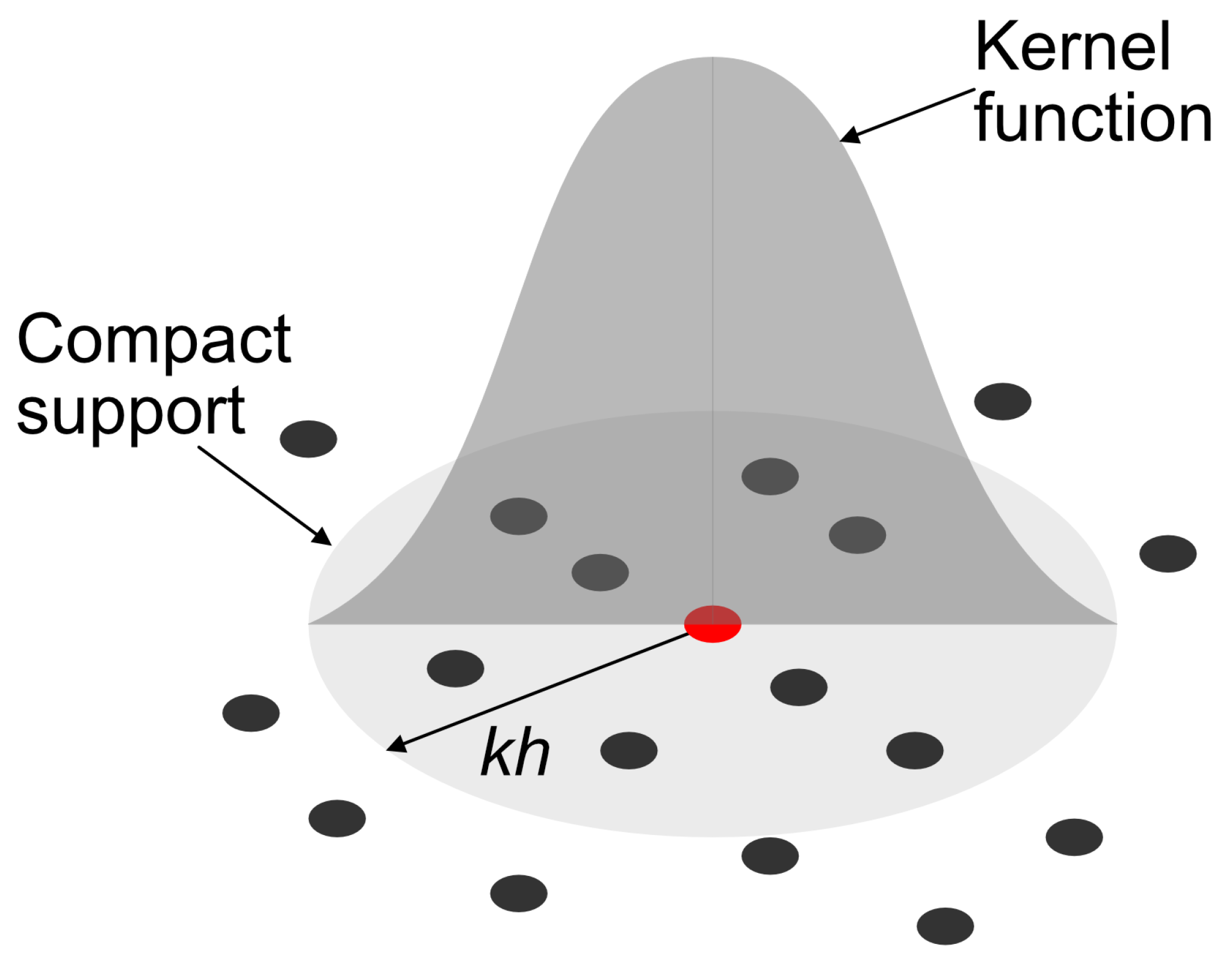
2.2.1. Interpolants and Kernel Functions
2.2.2. Governing Equations
2.2.3. SPH Discretization of the Governing Equations
Density Diffusion Terms
Dissipation Terms: Artificial Viscosity
Dissipation Terms: Laminar Viscosity
Dissipation Terms: Subparticle Scale Model
2.2.4. Equation of State and Compressibility
2.2.5. Time Integrators and Time Step
Verlet Time Integration Scheme
Symplectic Time Integration Scheme
Variable Time Step
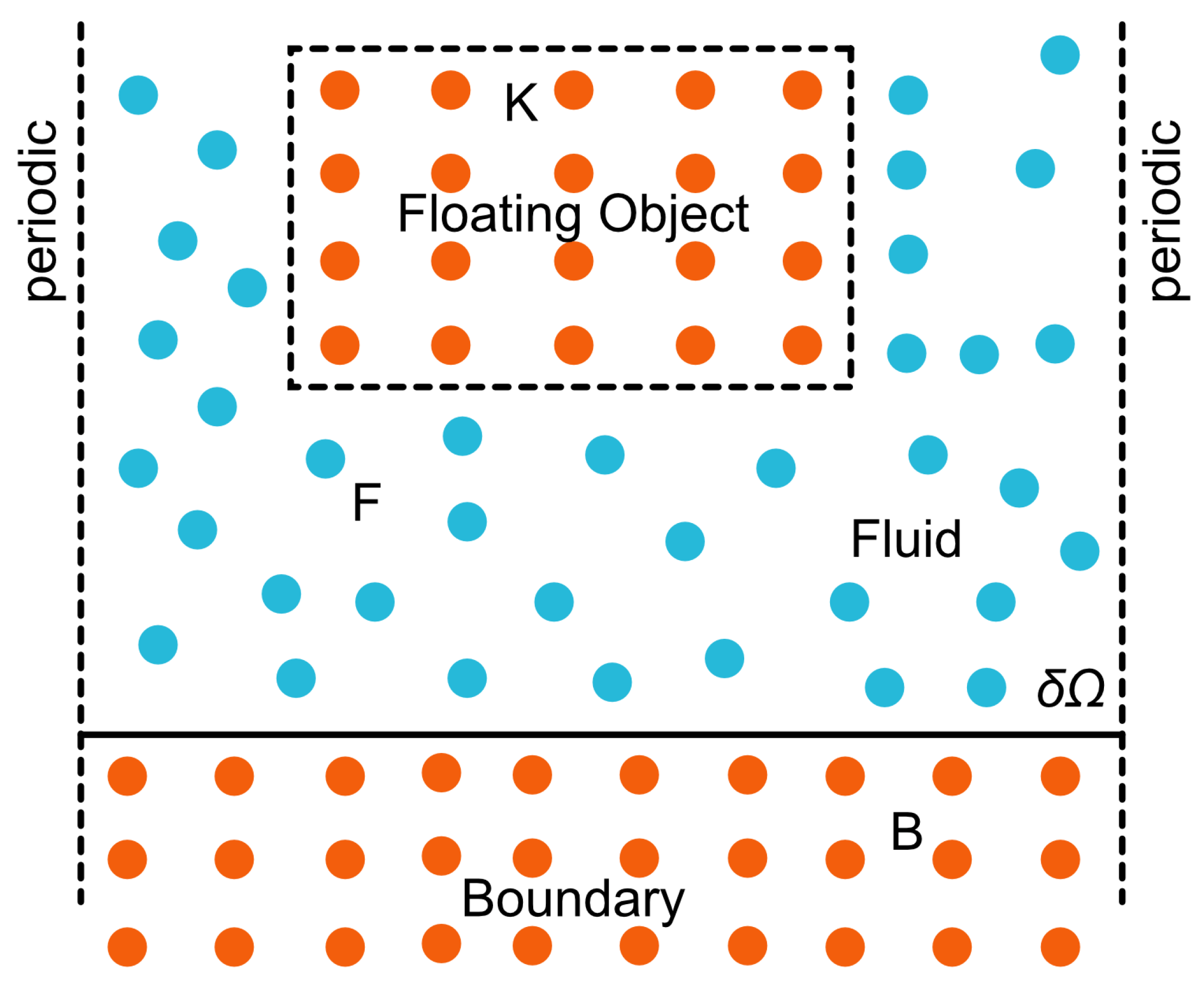
2.2.6. Boundary Conditions
2.2.7. Particle Shifting Algorithm
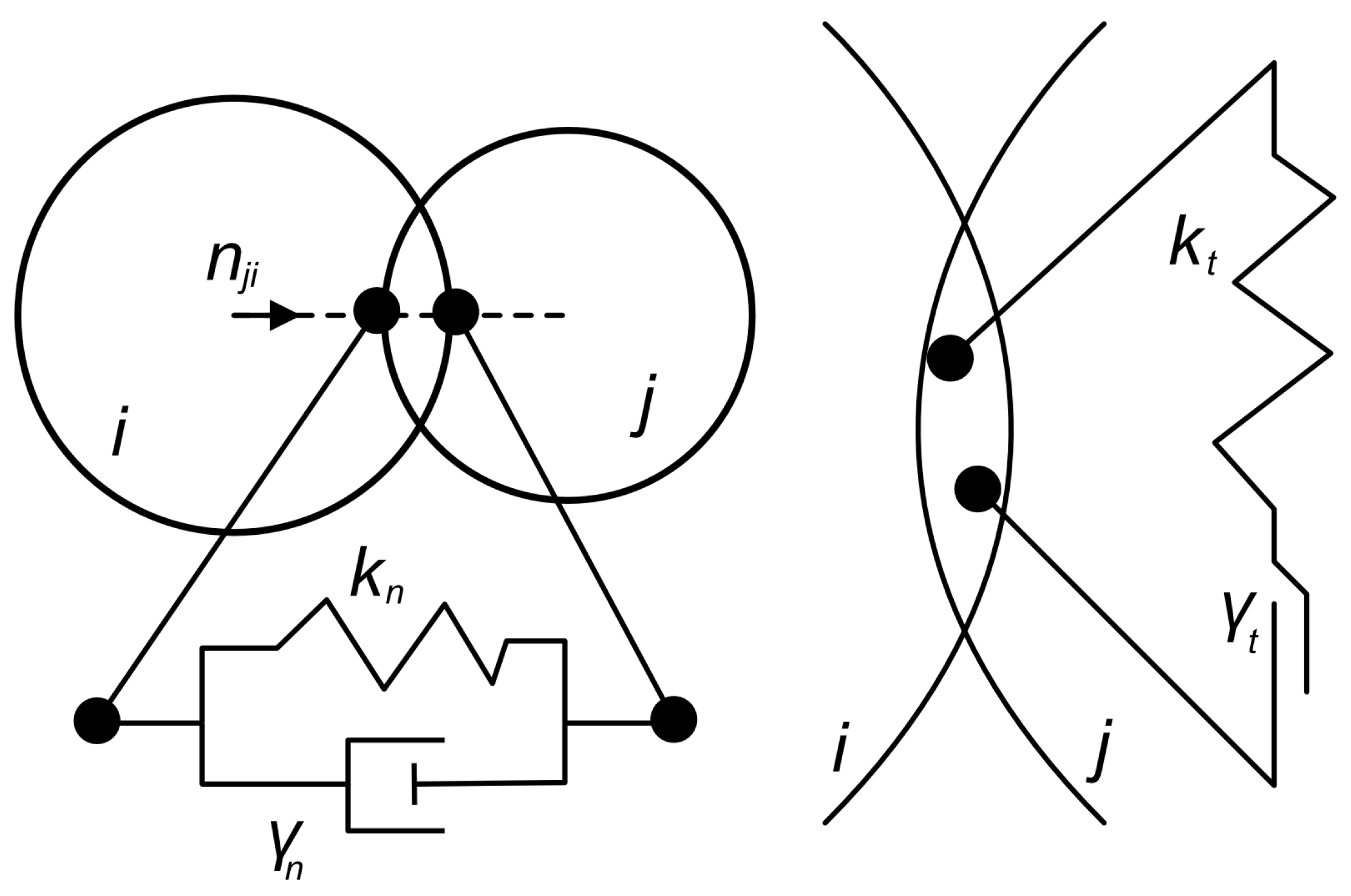
2.3. DEM and DCDEM
2.3.1. Method Formulation
2.3.2. Discretization of Rigid Body Equations and Contact Forces with DCDEM
3. Materials and Methods
3.1. Experimental Setup
3.2. Copper Ore and Its Slurry Properties
3.3. Viscosity
3.4. Application to Copper Ore Slurry
3.5. Grinding Media
- y represents the percentage of the total equilibrium charge that passes a given size x (mm);
- B denotes the makeup/recharge size of the balls (mm).
3.6. Operational Parameters
- g is the acceleration due to gravity ();
- R is the radius of the mill (in meters);
- r is the radius of the balls (in meters).
3.7. Computer Vision Analysis
3.7.1. Only Balls
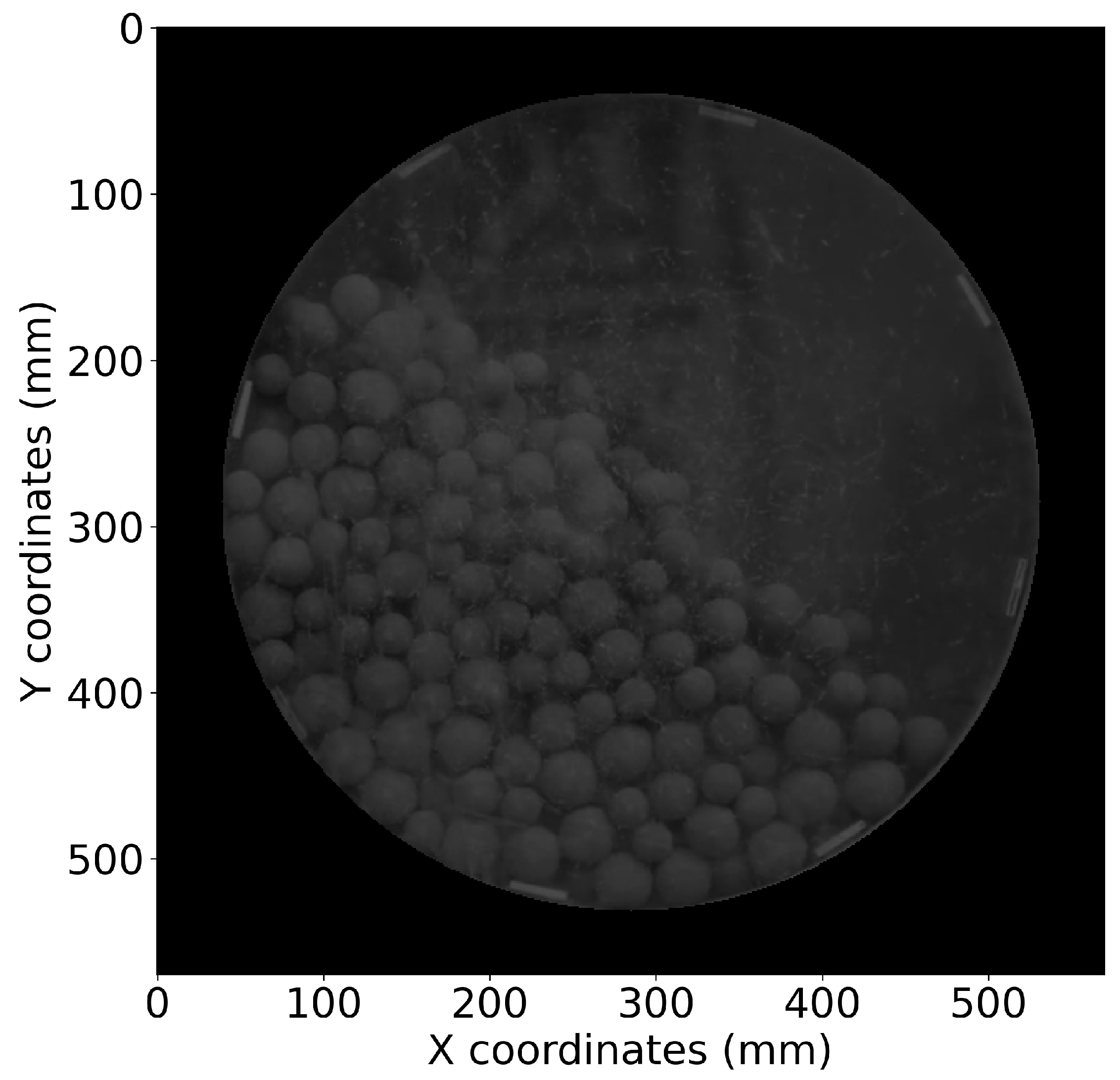
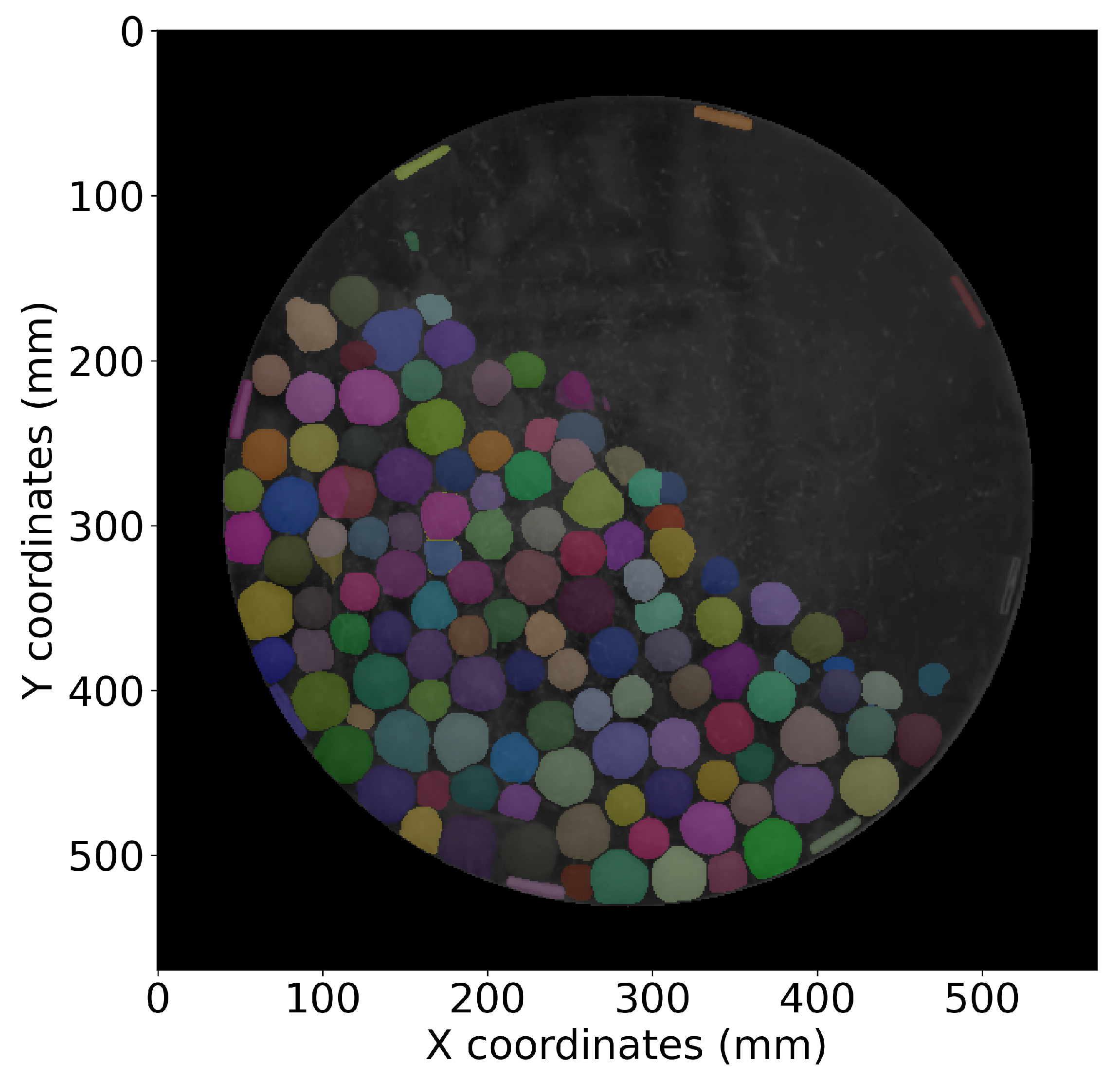
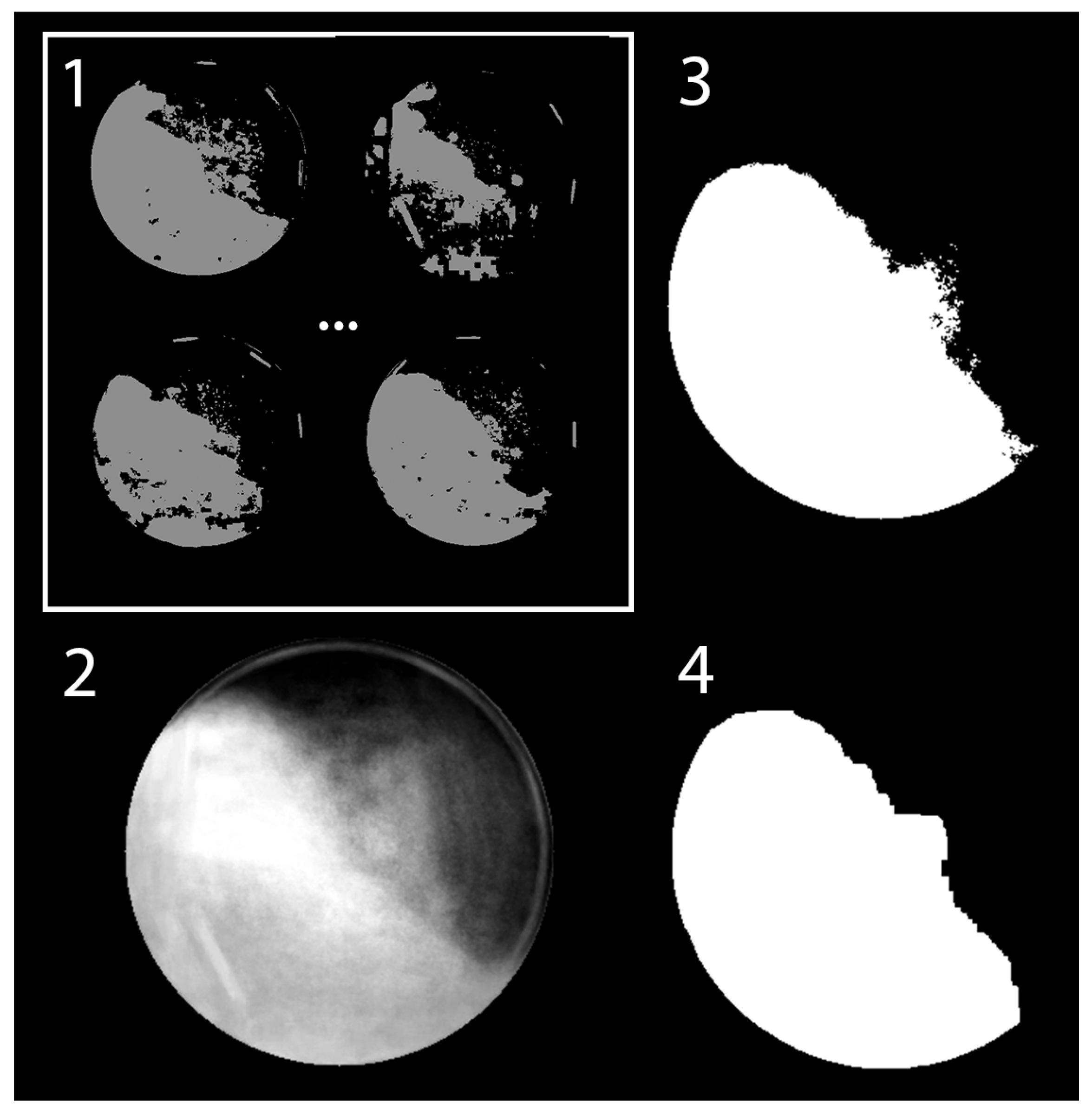
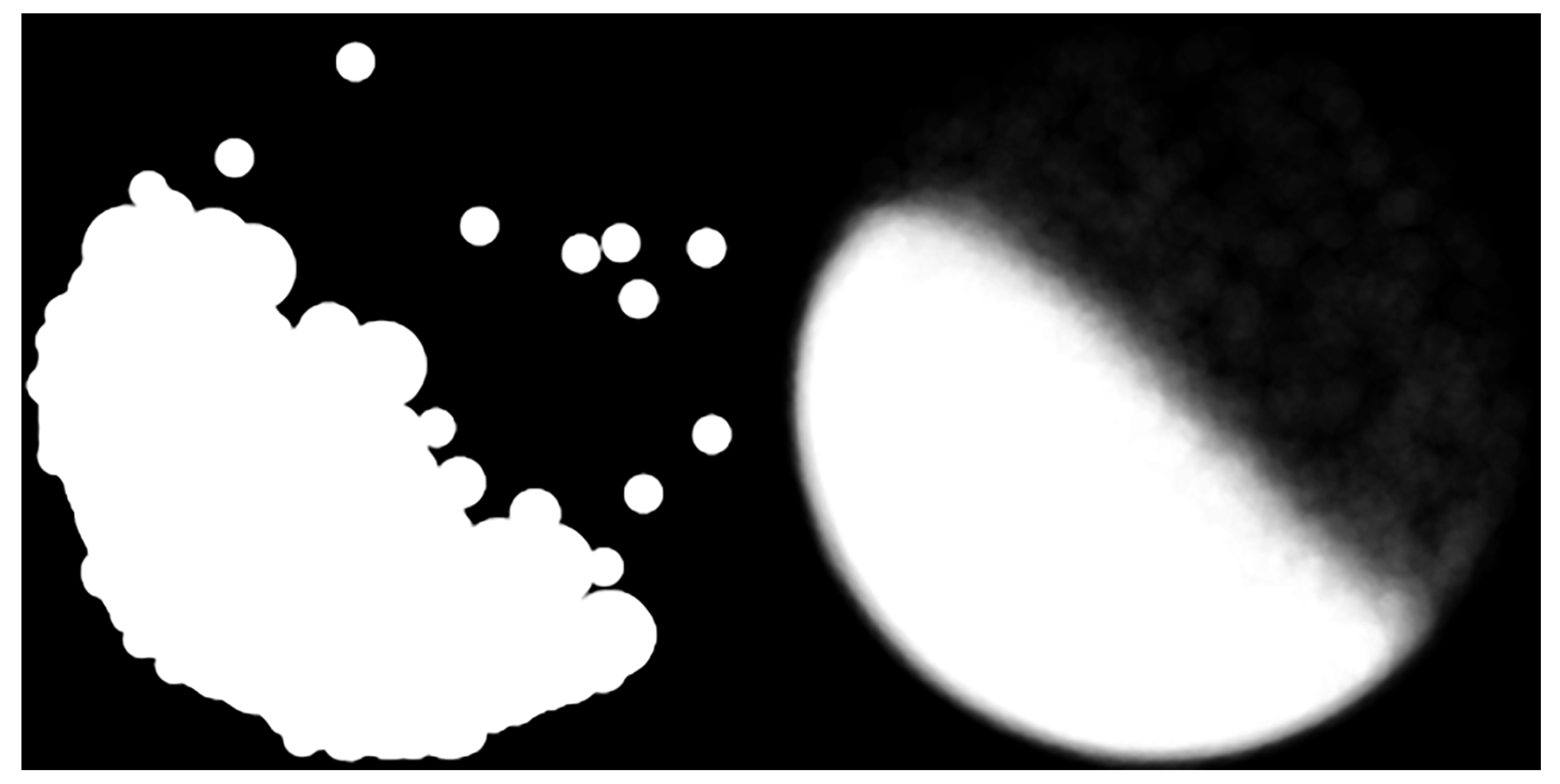
- Ball Detection and Mask Generation: Utilize the SamAutomaticMaskGenerator from the SAM library to produce masks for the detected balls (Figure 9).
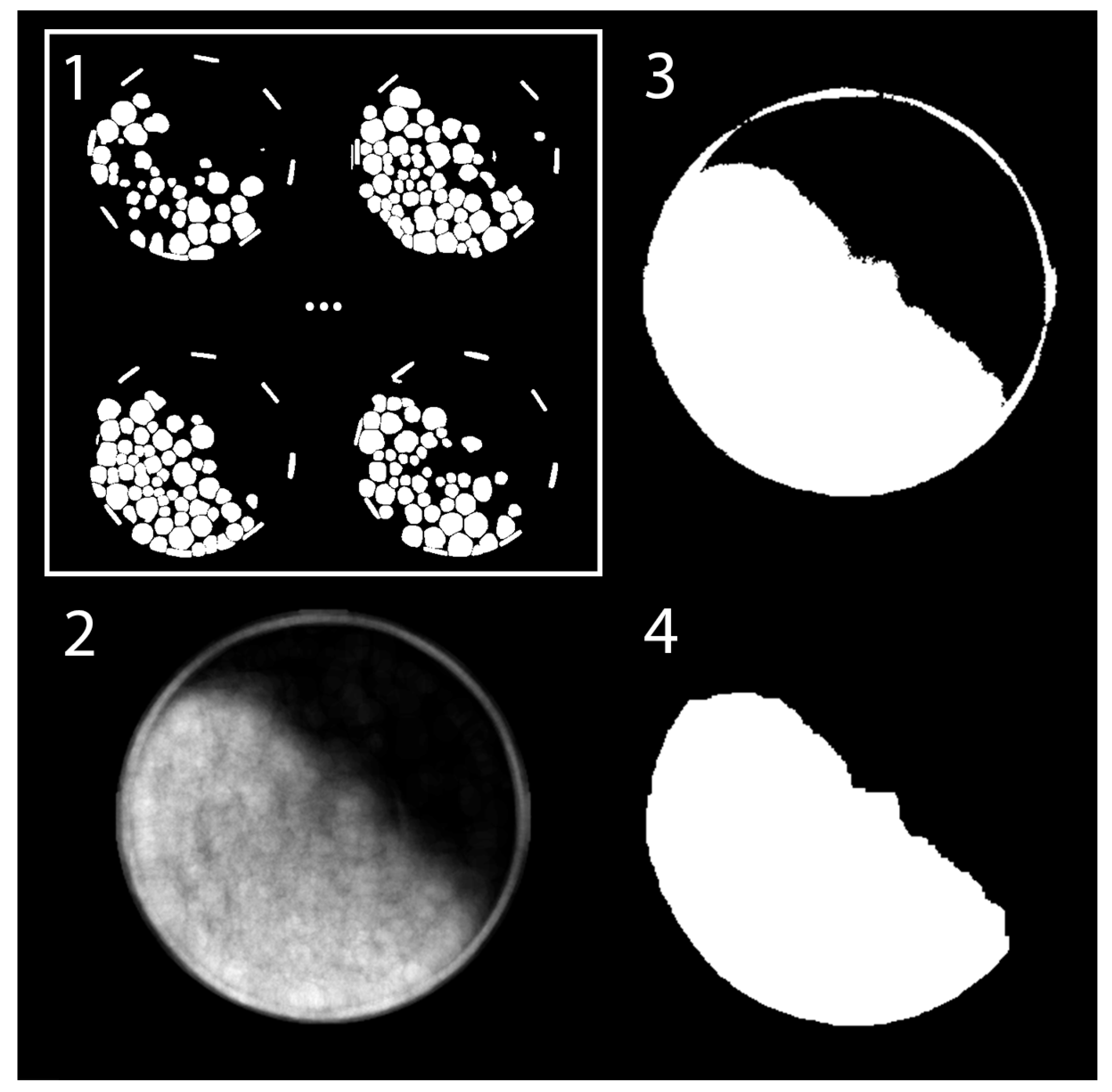
- Heatmap Generation and Processing: Generate a heatmap from accumulated binary masks to pinpoint regions with frequent ball presence. Then, to the heatmap, thresholding is applied, and finally the image is smoothed with the smoothing kernel (Figure 10).
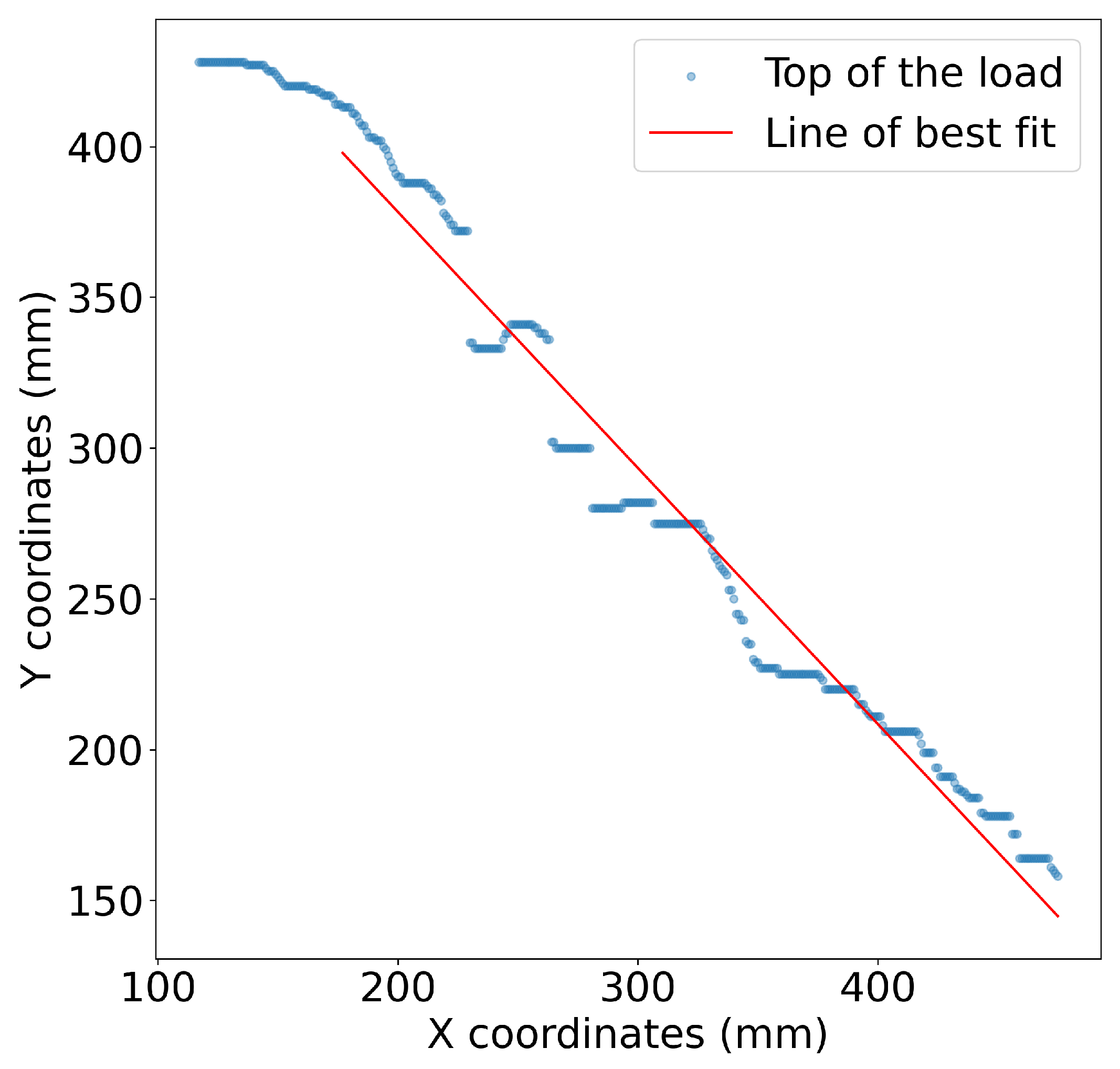
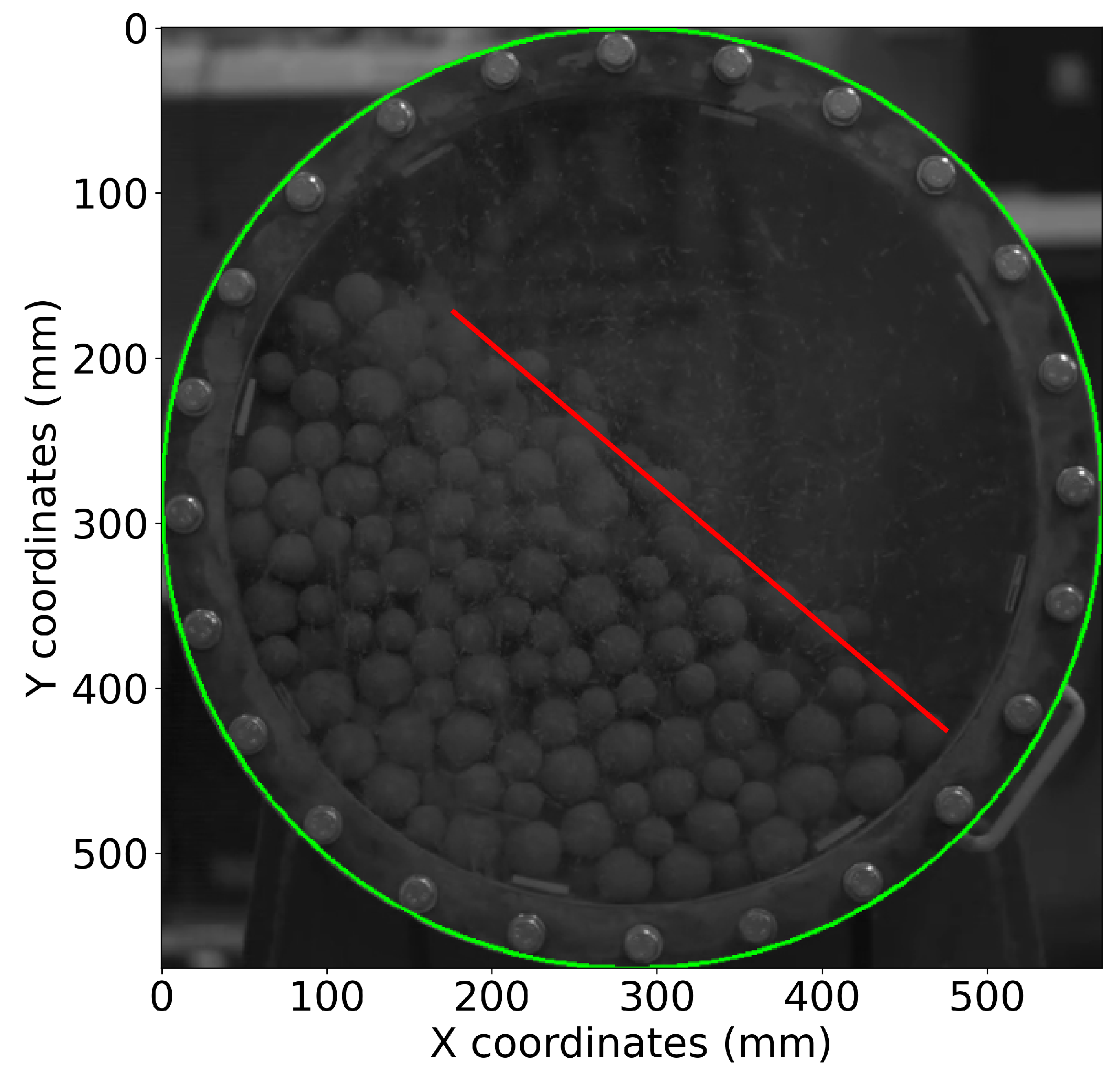
- Top Edge Detection and Angle Calculation: Then processed image is used to detect highest position of the white pixel, and a set of y coordinates for each x coordinate is extracted from the image. Dynamic angle of repose is obtained through linear regression, employing the scikit-learn Python library. Linear regression is performed on the points starting from the 60 mm to the right from the highest detected point, so the most linear part of the repose surface would be analyzed (Figure 11).
- Visualization and Output: Display the line obtained from the calculated dynamic angle of repose for debugging and threshold adjustment purposes (Figure 12).
3.7.2. Dry Milling
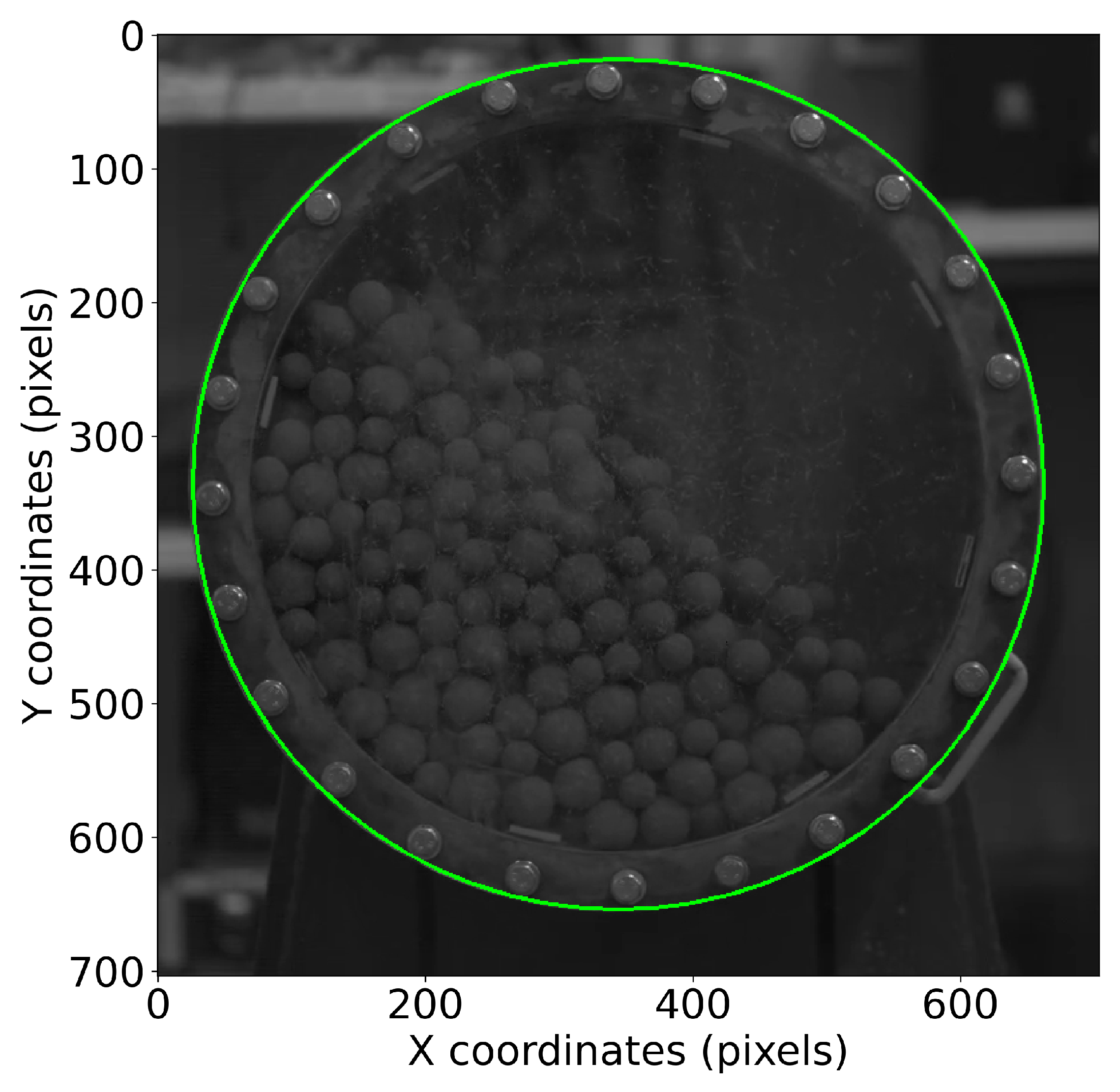
3.7.3. Wet Milling
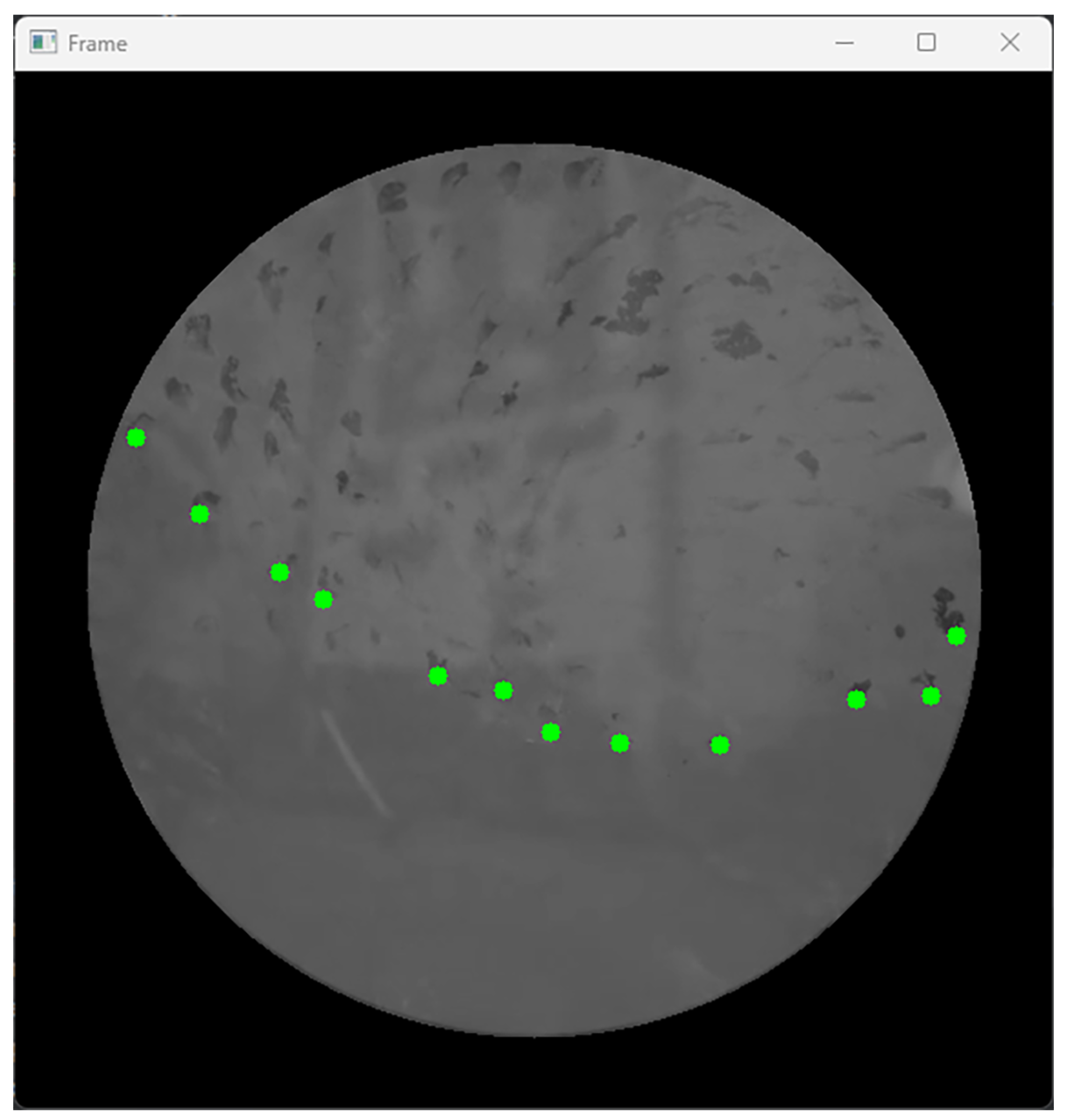
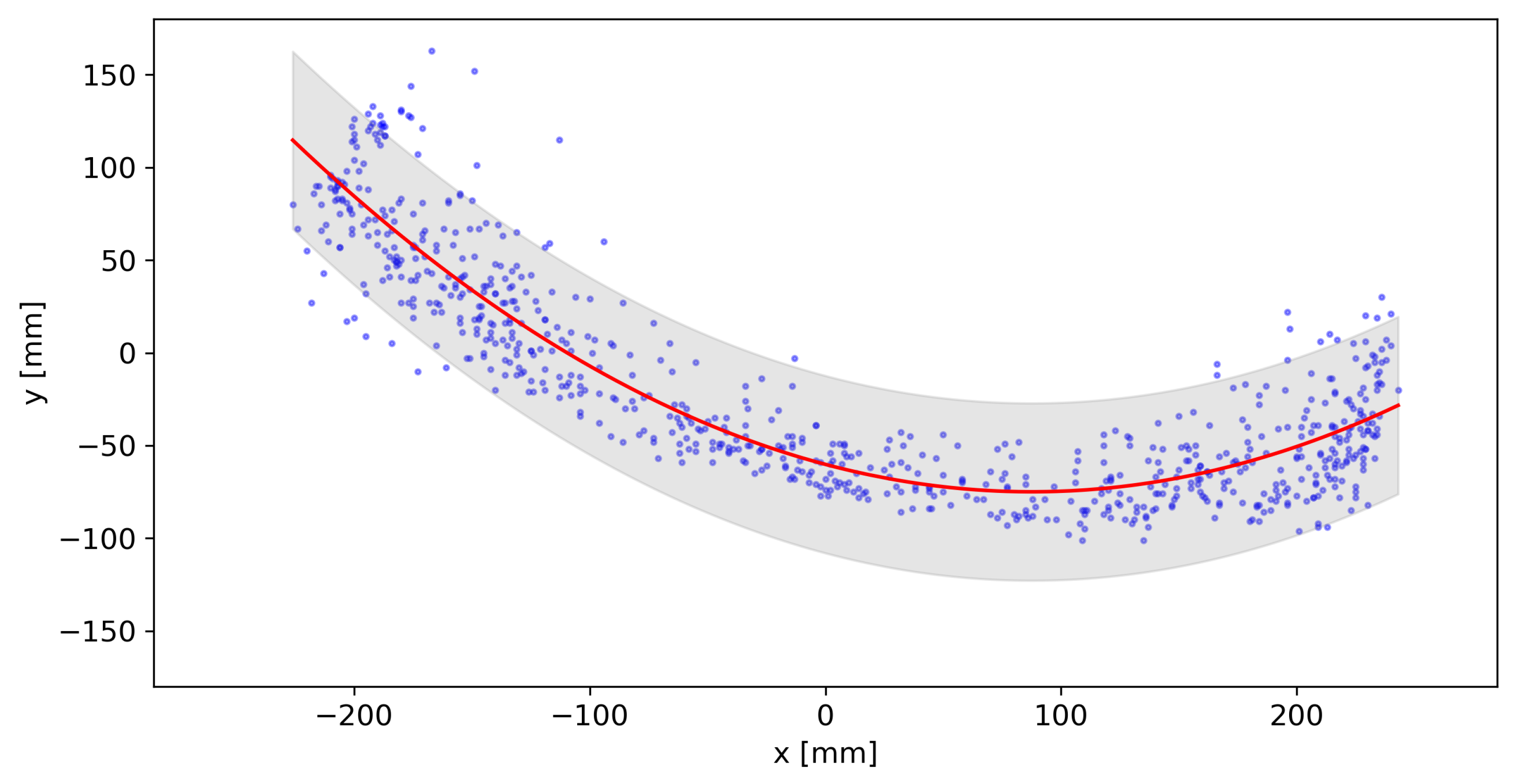
- Manual Point Selection: Conduct a manual analysis using a custom interface to select points delineating the wet load’s boundary (Figure 14).
- Data Preparation and Correction: Prepare and correct the selected points for the analysis coordinate system, emphasizing accuracy verification.
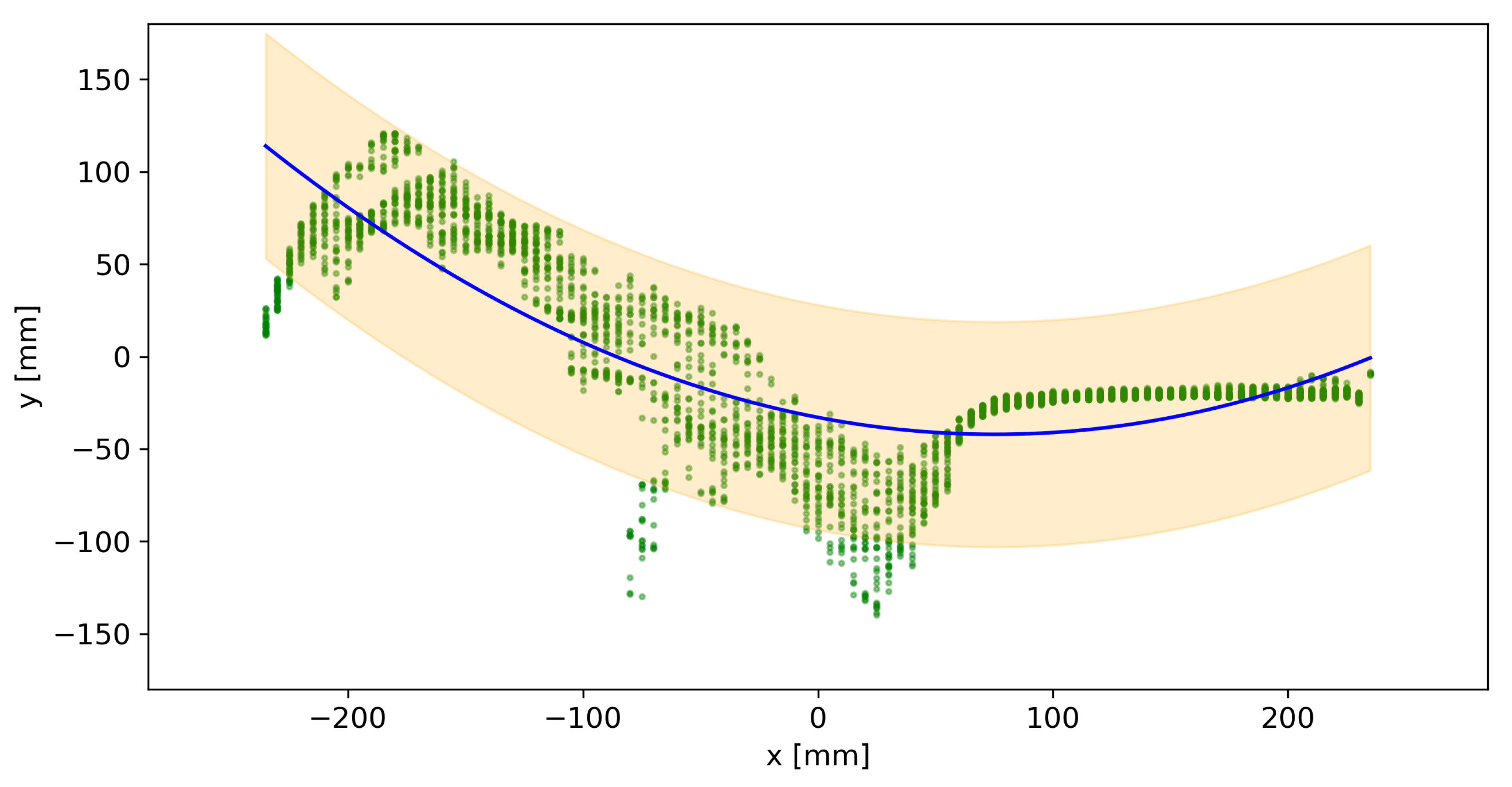
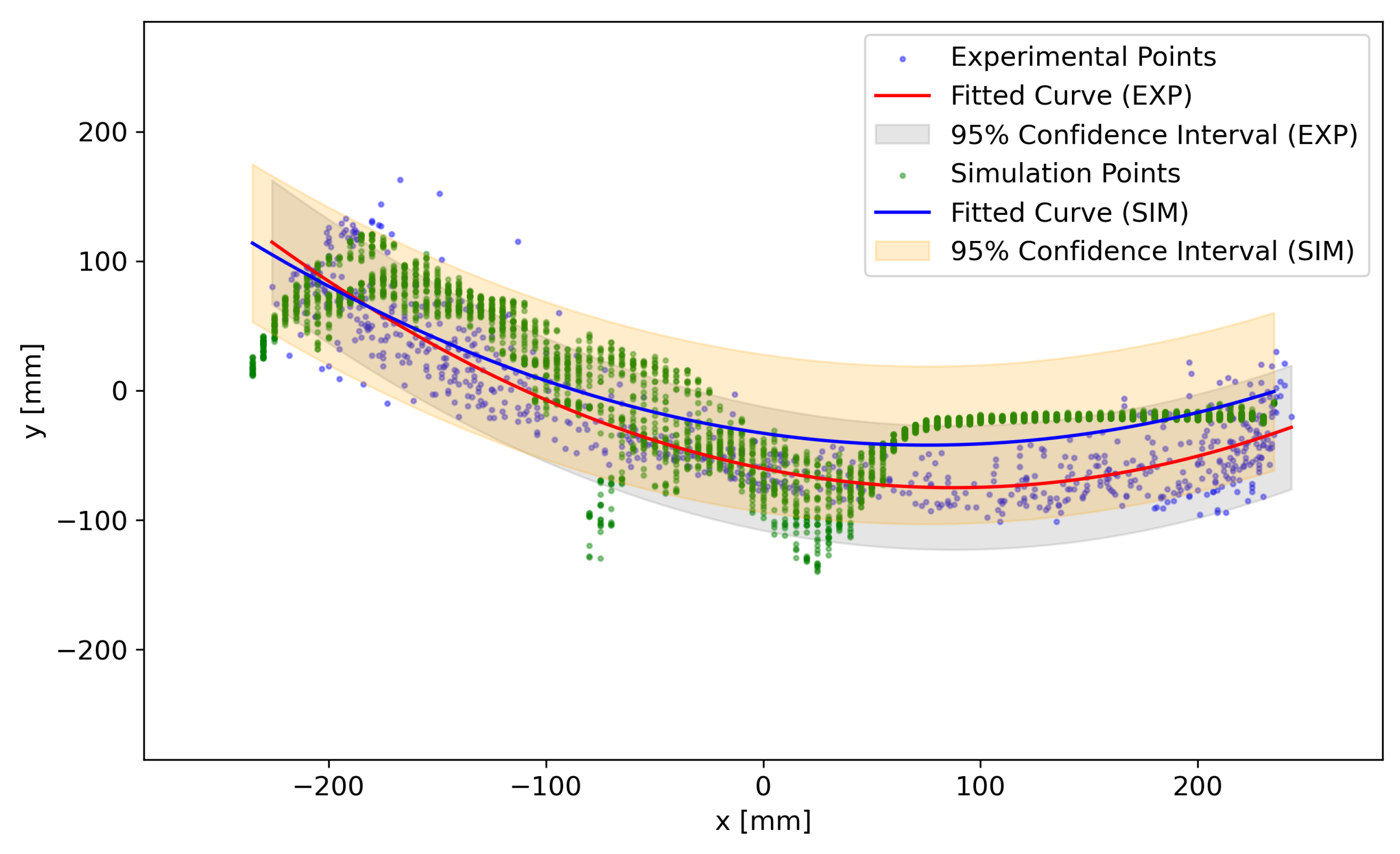
- Curve Fitting and Analysis: Perform curve fitting to model the load’s boundary, calculate the fit’s parameters, and evaluate the fit’s uncertainty.
- Visualization and Interpretation: Display the fitted curve alongside the original data points and confidence interval bounds.
3.8. DualSPHysics Simulation
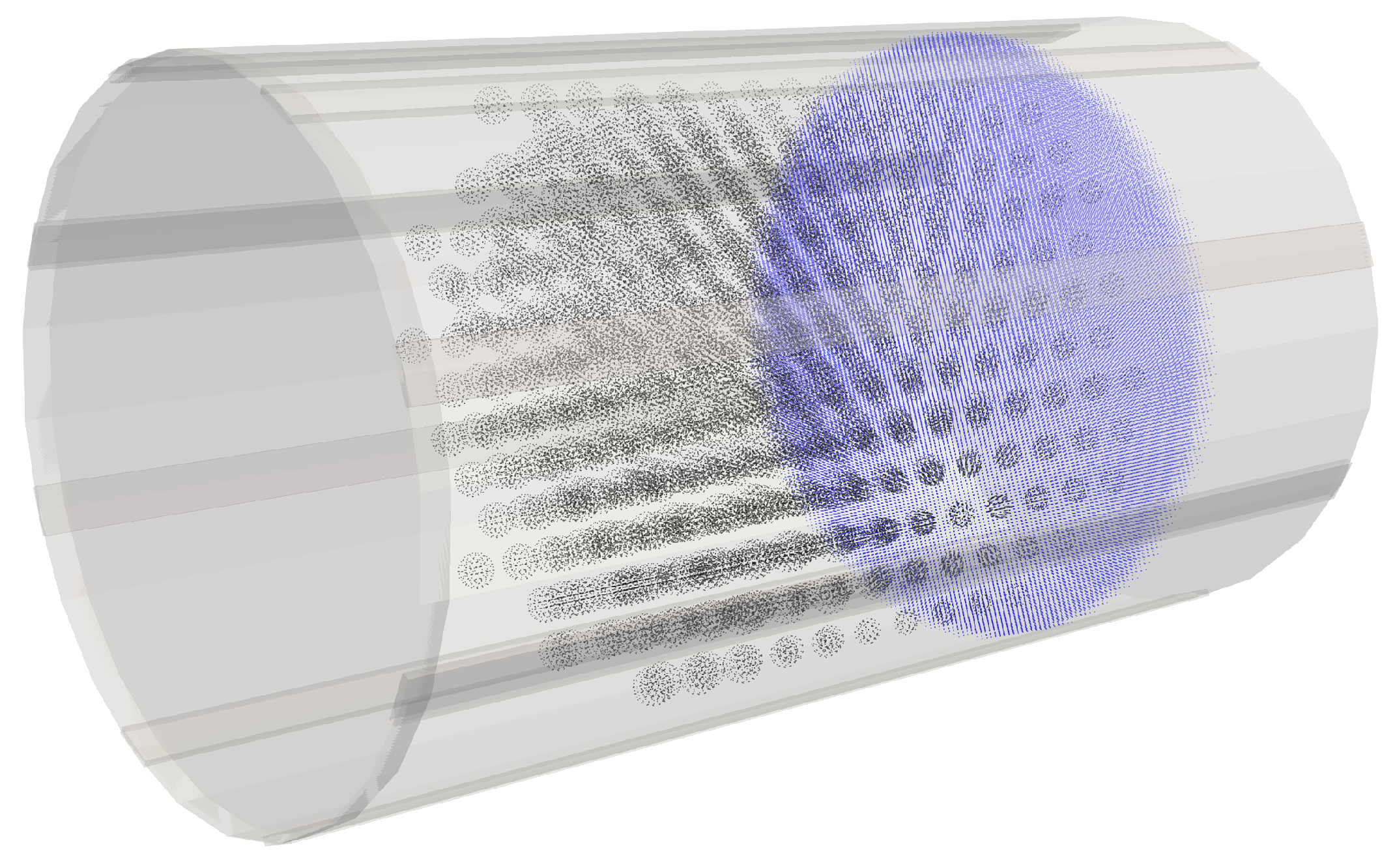
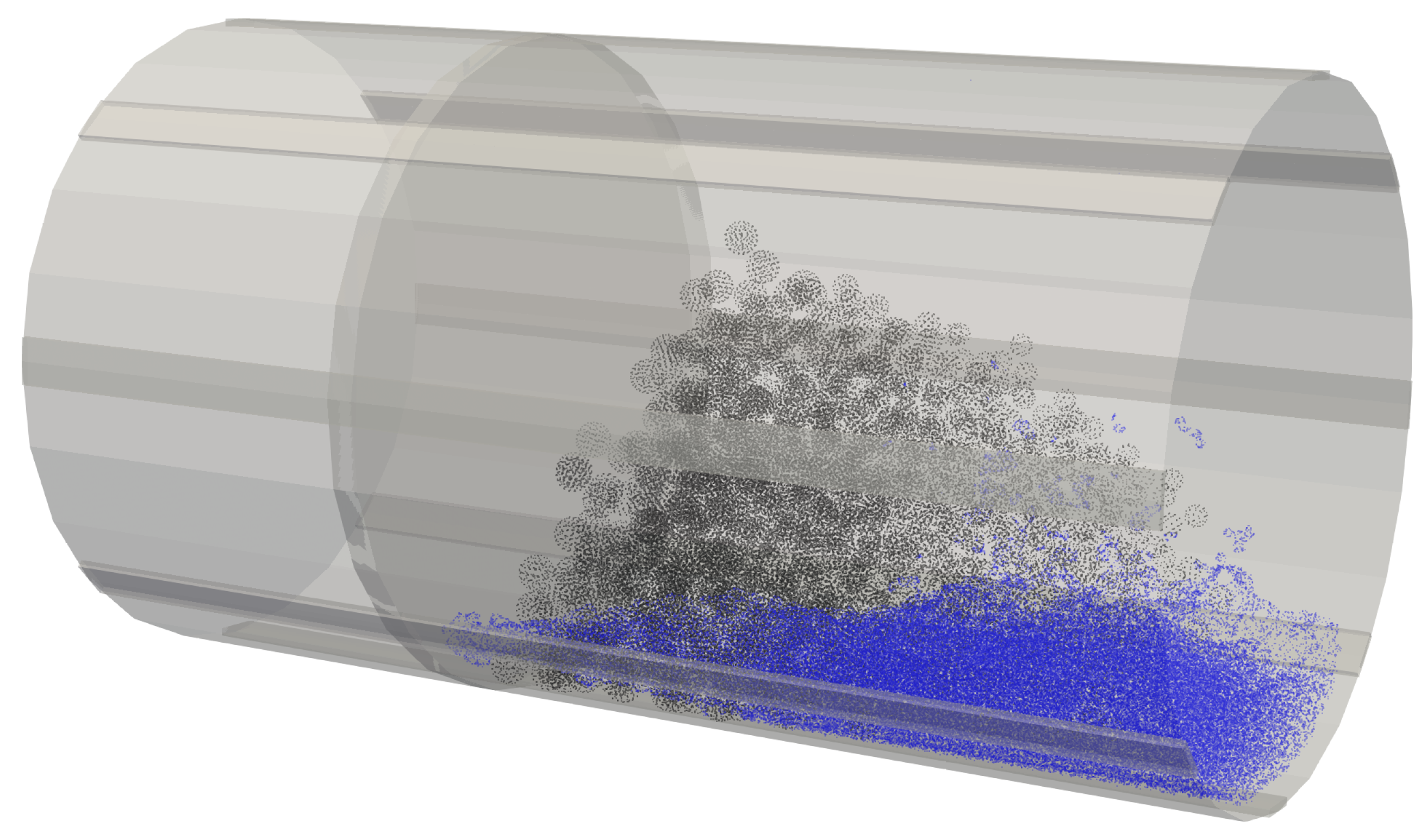
3.8.1. Geometry Definition
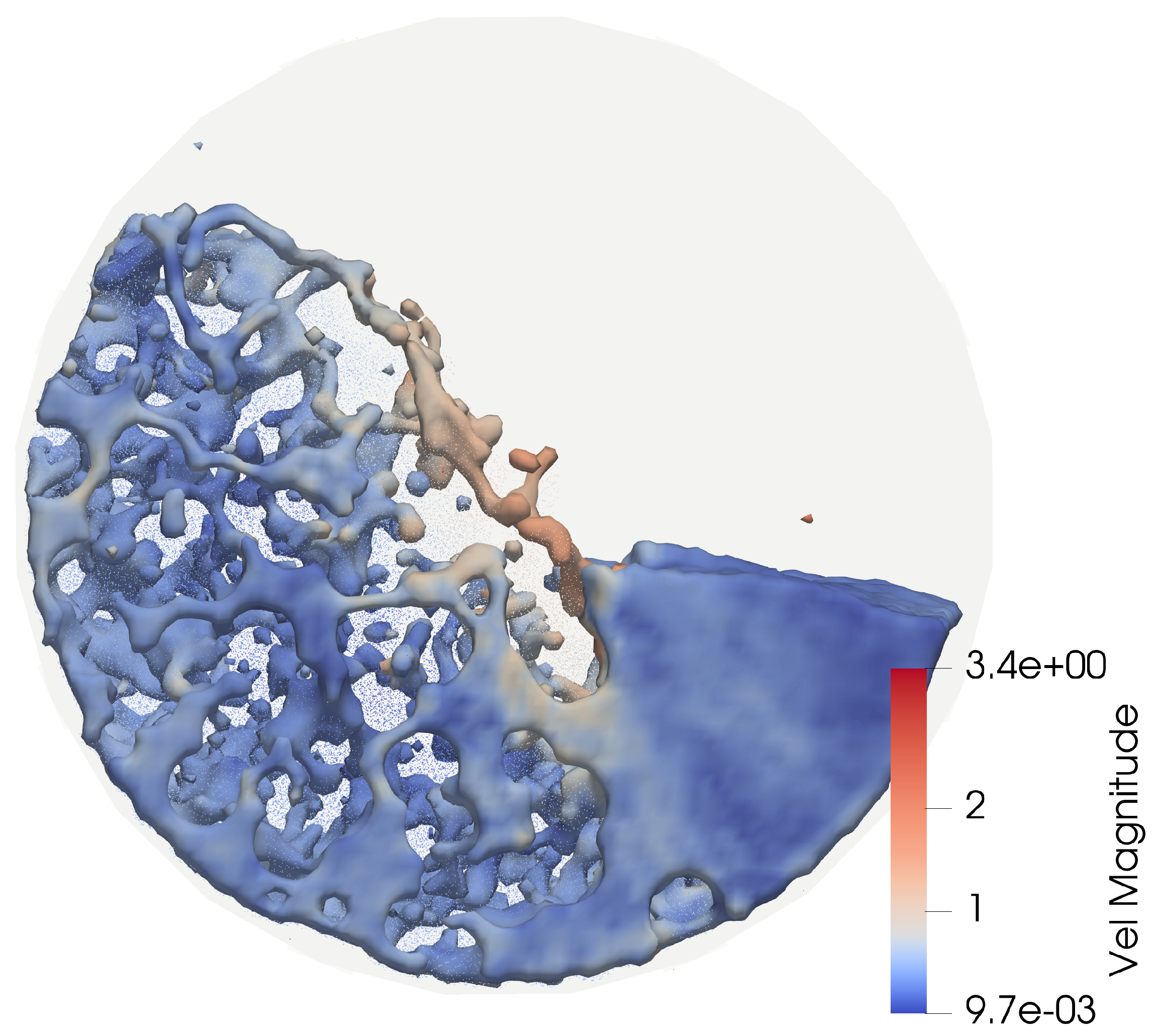
3.8.2. Data Extraction
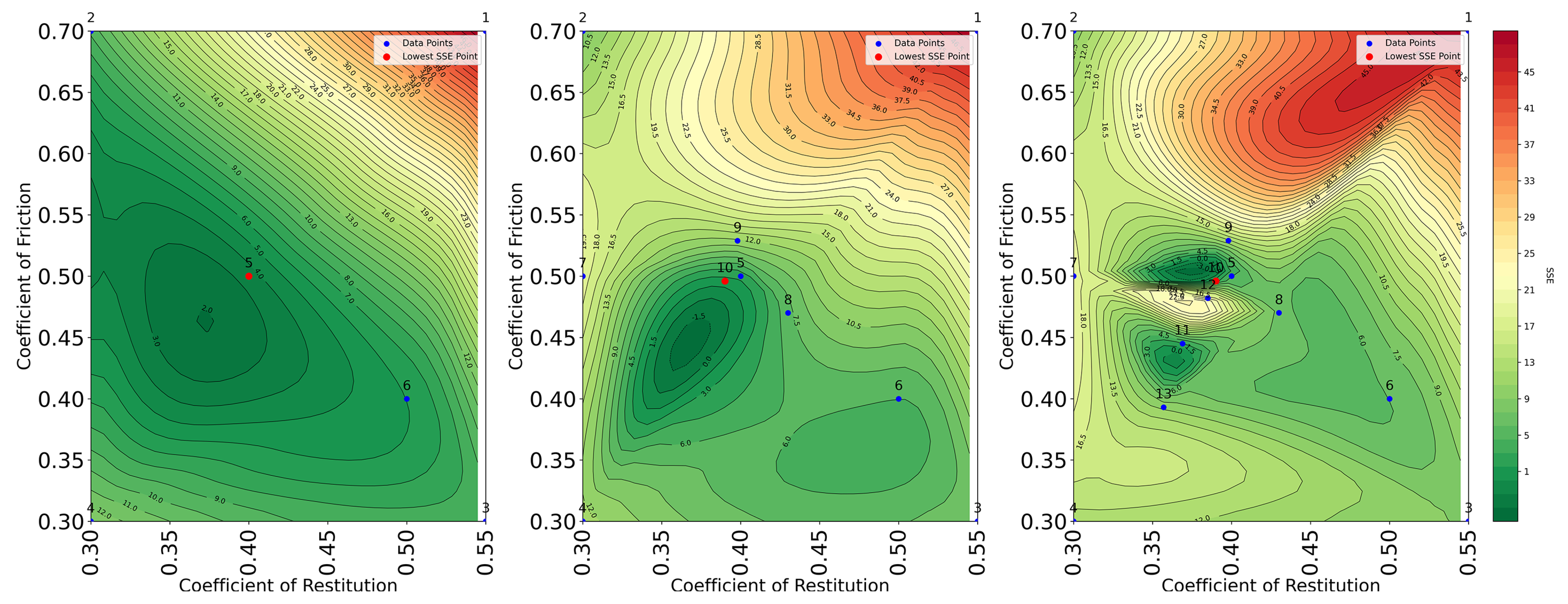
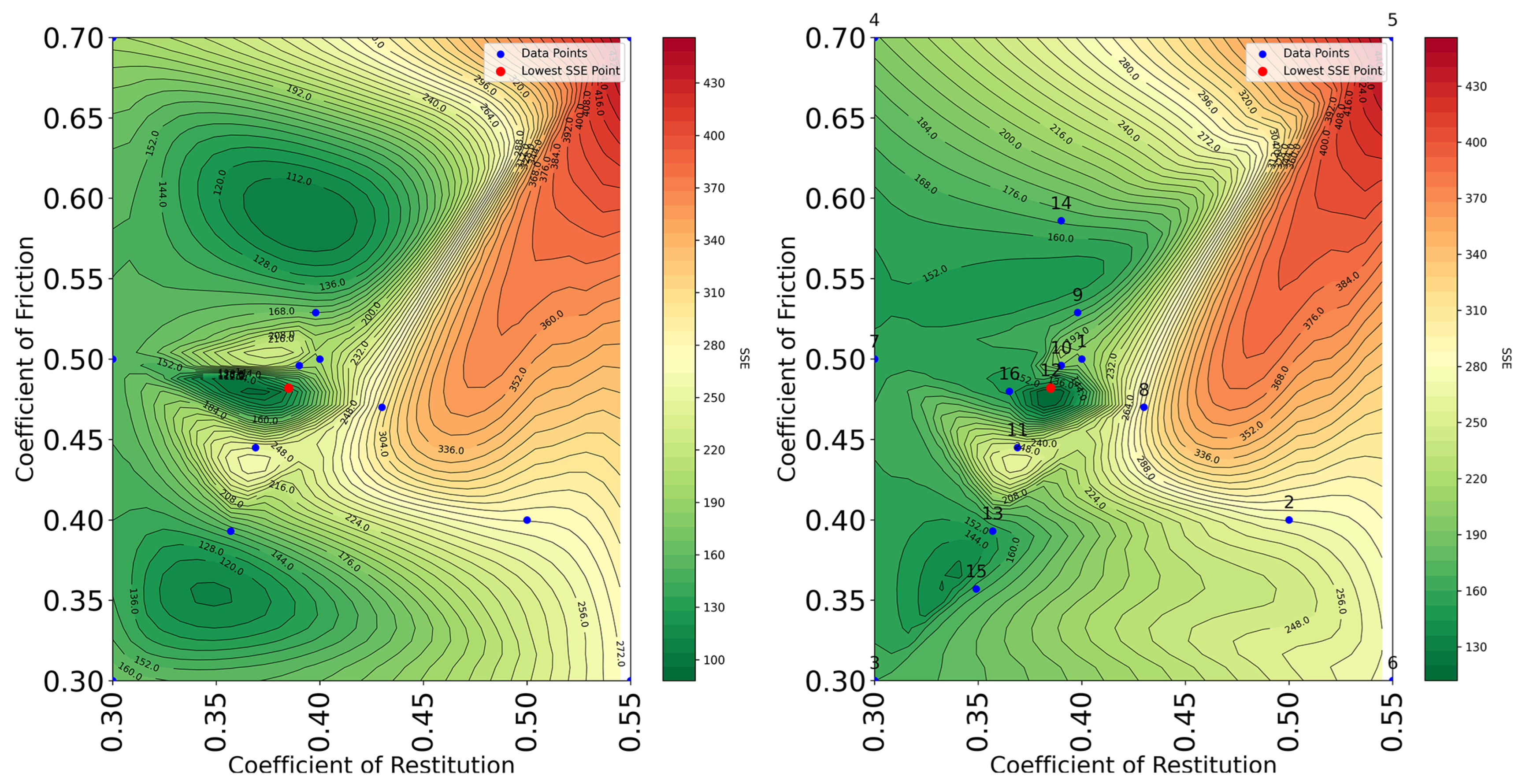
3.9. Calibration
4. Results
5. Discussion
5.1. Embracing Advanced Computer Vision
5.2. Advancing DEM-SPH Calibration
5.3. The Road Ahead for Digital Twin Calibration
5.4. Leveraging Digital Twins for Milling Efficiency
5.5. Exploring New Research Avenues
6. Conclusions
- Enhanced Calibration Precision: Integrating computer vision for data extraction and applying DEM-SPH simulations for various milling scenarios significantly improved the accuracy of the digital twin’s behavior compared to actual mill operations. This enhanced precision is pivotal for optimizing milling strategies, leading to more efficient processing and energy utilization.
- Optimization of Milling Processes: The calibrated digital twin provides a powerful tool for understanding and optimizing the grinding process. By accurately simulating the dynamics of the grinding media and slurry, the study paves the way for developing milling processes that are energy efficient and capable of producing high-quality milled products. This optimization potential extends beyond copper ore milling to other materials and milling environments.
- Future Research and Applications: While the current study focuses on copper ore milling, the methodology developed has broader applications. Future research can extend this approach to other milling operations, materials, and industrial processes. Additionally, the integration of further advancements in computer vision and machine learning could automate and refine the calibration process, making digital twins even more accurate and valuable across various sectors.
- Contribution to Sustainable Practices: By enabling the optimization of milling operations for energy efficiency and material usage, the study contributes to more sustainable industrial practices. Simulating and predicting the outcomes of various operational parameters without the need for extensive physical testing conserves resources reduces the environmental footprint of mineral processing industries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Farjana, S.H.; Huda, N.; Parvez Mahmud, M.; Saidur, R. A review on the impact of mining and mineral processing industries through life cycle assessment. J. Clean. Prod. 2019, 231, 1200–1217. [Google Scholar] [CrossRef]
- Cleary, P.W.; Morrison, R.D.; Sinnott, M.D. Prediction of slurry grinding due to media and coarse rock interactions in a 3D pilot SAG mill using a coupled DEM + SPH model. Miner. Eng. 2020, 159, 106614. [Google Scholar] [CrossRef]
- Al-Thyabat, S.; Nakamura, T.; Shibata, E.; Iizuka, A. Adaptation of minerals processing operations for lithium-ion (LiBs) and nickel metal hydride (NiMH) batteries recycling: Critical review. Miner. Eng. 2013, 45, 4–17. [Google Scholar] [CrossRef]
- Tohry, A.; Chehreh Chelgani, S.; Matin, S.; Noormohammadi, M. Power-draw prediction by random forest based on operating parameters for an industrial ball mill. Adv. Powder Technol. 2020, 31, 967–972. [Google Scholar] [CrossRef]
- Fuerstenau, D.; Abouzeid, A.Z. The energy efficiency of ball milling in comminution. Int. J. Miner. Process. 2002, 67, 161–185. [Google Scholar] [CrossRef]
- Sverak, T.; Baker, C.; Kozdas, O. Efficiency of grinding stabilizers in cement clinker processing. Miner. Eng. 2013, 43-44, 52–57. [Google Scholar] [CrossRef]
- Bu, X.; Chen, Y.; Ma, G.; Sun, Y.; Ni, C.; Xie, G. Wet and dry grinding of coal in a laboratory-scale ball mill: Particle-size distributions. Powder Technol. 2020, 359, 305–313. [Google Scholar] [CrossRef]
- Shi, F.; Xie, W. A specific energy-based size reduction model for batch grinding ball mill. Miner. Eng. 2015, 70, 130–140. [Google Scholar] [CrossRef]
- Ogonowski, S.; Wołosiewicz-Głąb, M.; Ogonowski, Z.; Foszcz, D.; Pawełczyk, M. Comparison of Wet and Dry Grinding in Electromagnetic Mill. Minerals 2018, 8, 138. [Google Scholar] [CrossRef]
- He, M.; Wang, Y.; Forssberg, E. Slurry rheology in wet ultrafine grinding of industrial minerals: A review. Powder Technol. 2004, 147, 94–112. [Google Scholar] [CrossRef]
- Breitung-Faes, S.; Kwade, A. Mill, material, and process parameters—A mechanistic model for the set-up of wet-stirred media milling processes. Adv. Powder Technol. 2019, 30, 1425–1433. [Google Scholar] [CrossRef]
- Chelgani, S.C.; Parian, M.; Parapari, P.S.; Ghorbani, Y.; Rosenkranz, J. A comparative study on the effects of dry and wet grinding on mineral flotation separation–a review. J. Mater. Res. Technol. 2019, 8, 5004–5011. [Google Scholar] [CrossRef]
- Kotake, N.; Kuboki, M.; Kiya, S.; Kanda, Y. Influence of dry and wet grinding conditions on fineness and shape of particle size distribution of product in a ball mill. Adv. Powder Technol. 2011, 22, 86–92. [Google Scholar] [CrossRef]
- Cleary, P.W.; Morrison, R.D. Prediction of 3D slurry flow within the grinding chamber and discharge from a pilot scale SAG mill. Miner. Eng. 2012, 39, 184–195. [Google Scholar] [CrossRef]
- Morrell, S. Modelling the influence on power draw of the slurry phase in Autogenous (AG), Semi-autogenous (SAG) and ball mills. Miner. Eng. 2016, 89, 148–156. [Google Scholar] [CrossRef]
- Sinnott, M.; Cleary, P.; Morrison, R. Combined DEM and SPH simulation of overflow ball mill discharge and trommel flow. Miner. Eng. 2017, 108, 93–108. [Google Scholar] [CrossRef]
- Mayank, K.; Malahe, M.; Govender, I.; Mangadoddy, N. Coupled DEM-CFD Model to Predict the Tumbling Mill Dynamics. Procedia IUTAM 2015, 15, 139–149. [Google Scholar] [CrossRef]
- Soleymani, M.M.; Fooladi, M.; Rezaeizadeh, M. Effect of slurry pool formation on the load orientation, power draw, and impact force in tumbling mills. Powder Technol. 2016, 287, 160–168. [Google Scholar] [CrossRef]
- Yin, Z.; Peng, Y.; Zhu, Z.; Ma, C.; Yu, Z.; Wu, G. Effect of mill speed and slurry filling on the charge dynamics by an instrumented ball. Adv. Powder Technol. 2019, 30, 1611–1616. [Google Scholar] [CrossRef]
- Yuan, C.; Wu, C.; Fang, X.; Liao, N.; Tong, J.; Yu, C. Effect of Slurry Concentration on the Ceramic Ball Grinding Characteristics of Magnetite. Minerals 2022, 12, 1569. [Google Scholar] [CrossRef]
- Xie, C.; Ma, H.; Song, T.; Zhao, Y. DEM investigation of SAG mill with spherical grinding media and non-spherical ore based on polyhedron-sphere contact model. Powder Technol. 2021, 386, 154–165. [Google Scholar] [CrossRef]
- Dubé, O.; Alizadeh, E.; Chaouki, J.; Bertrand, F. Dynamics of non-spherical particles in a rotating drum. Chem. Eng. Sci. 2013, 101, 486–502. [Google Scholar] [CrossRef]
- Tang, J.; Yu, W.; Chai, T.; Liu, Z.; Zhou, X. Selective ensemble modeling load parameters of ball mill based on multi-scale frequency spectral features and sphere criterion. Mech. Syst. Signal Process. 2016, 66–67, 485–504. [Google Scholar] [CrossRef]
- Senapati, P.; Mishra, B.; Parida, A. Modeling of viscosity for power plant ash slurry at higher concentrations: Effect of solids volume fraction, particle size and hydrodynamic interactions. Powder Technol. 2010, 197, 1–8. [Google Scholar] [CrossRef]
- Roco, M.; Shook, C. Modeling of slurry flow: The effect of particle size. Can. J. Chem. Eng. 1983, 61, 494–503. [Google Scholar] [CrossRef]
- Lakhdissi, E.M.; Fallahi, A.; Guy, C.; Chaouki, J. Effect of solid particles on the volumetric gas liquid mass transfer coefficient in slurry bubble column reactors. Chem. Eng. Sci. 2020, 227, 115912. [Google Scholar] [CrossRef]
- Zhang, X.; Ahmadi, G. Eulerian–Lagrangian simulations of liquid-gas-solid flows in three-phase slurry reactors. Chem. Eng. Sci. 2005, 60, 5089–5104. [Google Scholar] [CrossRef]
- Buszko, M.H.; Krella, A.K. An Influence of Factors of Flow Condition, Particle and Material Properties on Slurry Erosion Resistance. Adv. Mater. Sci. 2019, 19, 28–53. [Google Scholar] [CrossRef]
- Olhero, S.; Ferreira, J. Influence of particle size distribution on rheology and particle packing of silica-based suspensions. Powder Technol. 2004, 139, 69–75. [Google Scholar] [CrossRef]
- Zhang, J.; Zhao, H.; Wang, C.; Li, W.; Xu, J.; Liu, H. The influence of pre-absorbing water in coal on the viscosity of coal water slurry. Fuel 2016, 177, 19–27. [Google Scholar] [CrossRef]
- Senapati, P.K.; Panda, D.; Parida, A. Predicting viscosity of limestone–water slurry. J. Miner. Mater. Charact. Eng. 2009, 8, 203. [Google Scholar] [CrossRef]
- Gillies, R.G.; Shook, C.A. Modelling high concentration settling slurry flows. Can. J. Chem. Eng. 2000, 78, 709–716. [Google Scholar] [CrossRef]
- Andersson, V.; Gudmundsson, J.S. Flow properties of hydrate-in-water slurries. Ann. N. Y. Acad. Sci. 2000, 912, 322–329. [Google Scholar] [CrossRef]
- Domínguez, J.M.; Fourtakas, G.; Altomare, C.; Canelas, R.B.; Tafuni, A.; García-Feal, O.; Martínez-Estévez, I.; Mokos, A.; Vacondio, R.; Crespo, A.J.C.; et al. DualSPHysics: From fluid dynamics to multiphysics problems. Comput. Part. Mech. 2021, 9, 867–895. [Google Scholar] [CrossRef]
- Shadloo, M.; Oger, G.; Le Touzé, D. Smoothed particle hydrodynamics method for fluid flows, towards industrial applications: Motivations, current state, and challenges. Comput. Fluids 2016, 136, 11–34. [Google Scholar] [CrossRef]
- Gotoh, H.; Khayyer, A. On the state-of-the-art of particle methods for coastal and ocean engineering. Coast. Eng. J. 2018, 60, 79–103. [Google Scholar] [CrossRef]
- Mogan, S.C.; Chen, D.; Hartwig, J.; Sahin, I.; Tafuni, A. Hydrodynamic analysis and optimization of the Titan submarine via the SPH and Finite—Volume methods. Comput. Fluids 2018, 174, 271–282. [Google Scholar] [CrossRef]
- Manenti, S.; Wang, D.; Domínguez, J.M.; Li, S.; Amicarelli, A.; Albano, R. SPH Modeling of Water-Related Natural Hazards. Water 2019, 11, 1875. [Google Scholar] [CrossRef]
- Domínguez, J.M.; Crespo, A.J.C.; Gómez-Gesteira, M.; Marongiu, J.C. Neighbour lists in smoothed particle hydrodynamics. Int. J. Numer. Methods Fluids 2011, 67, 2026–2042. [Google Scholar] [CrossRef]
- Domínguez, J.M.; Crespo, A.J.; Gómez-Gesteira, M. Optimization strategies for CPU and GPU implementations of a smoothed particle hydrodynamics method. Comput. Phys. Commun. 2013, 184, 617–627. [Google Scholar] [CrossRef]
- Dehnen, W.; Aly, H. Improving convergence in smoothed particle hydrodynamics simulations without pairing instability. Mon. Not. R. Astron. Soc. 2012, 425, 1068–1082. [Google Scholar] [CrossRef]
- Liu, M.; Liu, G.; Lam, K. Constructing smoothing functions in smoothed particle hydrodynamics with applications. J. Comput. Appl. Math. 2003, 155, 263–284. [Google Scholar] [CrossRef]
- Monaghan, J.J. Smoothed Particle Hydrodynamics. Annu. Rev. Astron. Astrophys. 1992, 30, 543–574. [Google Scholar] [CrossRef]
- Wendland, H. Piecewise polynomial, positive definite and compactly supported radial functions of minimal degree. Adv. Comput. Math. 1995, 4, 389–396. [Google Scholar] [CrossRef]
- Robinson, M. Turbulence and Viscous Mixing Using Smoothed Particle Hydrodynamics. Ph.D. Thesis, Monash University, Clayton, Australia, 2010. [Google Scholar]
- Monaghan, J. Smoothed particle hydrodynamics. Rep. Prog. Phys. 2005, 68, 1703–1759. [Google Scholar] [CrossRef]
- Violeau, D. Fluid Mechanics and the SPH Method; Oxford University Press: Oxford, UK, 2012. [Google Scholar]
- Violeau, D.; Rogers, B. Smoothed particle hydrodynamics (SPH) for free-surface flows: Past, present and future. J. Hydraul. Res. 2016, 54, 1–26. [Google Scholar] [CrossRef]
- Antuono, M.; Colagrossi, A.; Marrone, S. Numerical diffusive terms in weakly-compressible SPH schemes. Comput. Phys. Commun. 2012, 183, 2570–2580. [Google Scholar] [CrossRef]
- Bonet, J.; Lok, T.S. Variational and momentum preservation aspects of smooth particle hydrodynamic formulations. Comput. Methods Appl. Mech. Eng. 1999, 180, 97–115. [Google Scholar] [CrossRef]
- Molteni, D.; Colagrossi, A. A simple procedure to improve the pressure evaluation in hydrodynamic context using the SPH. Comput. Phys. Commun. 2009, 180, 861–872. [Google Scholar] [CrossRef]
- Fourtakas, G.; Dominguez, J.; Vacondio, R.; Rogers, B. Local uniform stencil (LUST) boundary condition for arbitrary 3-D boundaries in parallel smoothed particle hydrodynamics (SPH) models. Comput. Fluids 2019, 190, 346–361. [Google Scholar] [CrossRef]
- Monaghan, J.; Gingold, R. Shock simulation by the particle method SPH. J. Comput. Phys. 1983, 52, 374–389. [Google Scholar] [CrossRef]
- Español, P.; Revenga, M. Smoothed dissipative particle dynamics. Phys. Rev. E 2003, 67, 026705. [Google Scholar] [CrossRef] [PubMed]
- Lo, Y.; Shao, S. Simulation of near-shore solitary wave mechanics by an incompressible SPH method. Appl. Ocean. Res. 2002, 24, 275–286. [Google Scholar] [CrossRef]
- Colagrossi, A.; Antuono, M.; Souto-Iglesias, A.; Le Touzé, D. Theoretical analysis and numerical verification of the consistency of viscous smoothed-particle-hydrodynamics formulations in simulating free-surface flows. Phys. Rev. E Stat. Nonlinear Soft Matter Phys. 2011, 84, 026705. [Google Scholar] [CrossRef] [PubMed]
- Gotoh, H.; Shibahara, T.; Sakai, T. Sub-particle-scale Turbulence Model for the MPS Method: Lagrangian flow model for hydraulic engineering. In Advanced Methods for Computational Fluid Dynamics; TIB: Hannover, Germany, 2001. [Google Scholar]
- Dalrymple, R.; Rogers, B. Numerical modeling of water waves with the SPH method. Coast. Eng. 2006, 53, 141–147. [Google Scholar] [CrossRef]
- Monaghan, J. Simulating free surface flows with SPH. J. Comput. Phys. 1994, 110, 399–406. [Google Scholar] [CrossRef]
- Batchelor, G. An Introduction to Fluid Dynamics; Cambridge University Press: Cambridge, UK, 2000. [Google Scholar]
- Verlet, L. Computer ‘experiments’ on classical fluids. I. Thermodynamical properties of Lennard-Jones molecules. Phys. Rev. 1967, 159, 98–103. [Google Scholar] [CrossRef]
- Leimkuhler, B.; Matthews, C. Introduction In Molecular Dynamics: With Deterministic and Stochastic Numerical Methods; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1–51. [Google Scholar]
- Parshikov, A.; Medin, S.; Loukashenko, I.; Milekhin, V. Improvements in SPH method by means of interparticle contact algorithm and analysis of perforation tests at moderate projectile velocities. Int. J. Impact Eng. 2000, 24, 779–796. [Google Scholar] [CrossRef]
- Monaghan, J.; Kos, A. Solitary waves on a Cretan beach. J. Waterw. Port Coast. Ocean. Eng. 1999, 125, 145–155. [Google Scholar] [CrossRef]
- Altomare, C.; Crespo, A.; Rogers, B. Numerical modelling of armour block sea breakwater with smoothed particle hydrodynamics. Comput. Struct. 2014, 130, 34–45. [Google Scholar] [CrossRef]
- Zhang, F.; Crespo, A.; Altomare, C. DualSPHysics: A numerical tool to simulate real breakwaters. J. Hydrodyn. 2018, 30, 95–105. [Google Scholar] [CrossRef]
- English, A.; Domínguez, J.; Vacondio, R. Modified dynamic boundary conditions (mDBC) for general purpose smoothed particle hydrodynamics (SPH): Application to tank sloshing, dam break and fish pass problems. Comput. Part. Mech. 2021, 9, 1–5. [Google Scholar] [CrossRef]
- Crespo, A.; Gómez-Gesteira, M.; Dalrymple, R. Boundary conditions generated by dynamic particles in SPH methods. Comput. Mater. Contin. 2007, 5, 173–184. [Google Scholar] [CrossRef]
- Lind, S.; Xu, R.; Stansby, P.; Rogers, B. Incompressible smoothed particle hydrodynamics for free-surface flows: A generalised diffusion-based algorithm for stability and validations for impulsive flows and propagating waves. J. Comput. Phys. 2012, 231, 1499–1523. [Google Scholar] [CrossRef]
- Skillen, A.; Lind, S.; Stansby, P.; Rogers, B. Incompressible smoothed particle hydrodynamics (SPH) with reduced temporal noise and generalised Fickian smoothing applied to body–water slam and efficient wave-body interaction. Comput. Methods Appl. Mech. Eng. 2013, 265, 163–173. [Google Scholar] [CrossRef]
- Canelas, R.B.; Crespo, A.J.; Domínguez, J.M.; Ferreira, R.M.; Gómez-Gesteira, M. SPH-DCDEM model for arbitrary geometries in free surface solid-fluid flows. Comput. Phys. Commun. 2016, 202, 131–140. [Google Scholar] [CrossRef]
- Brilliantov, N.; Pöschel, T. Granular gases with impact-velocity-dependent restitution coefficient. In Granular Gases; Springer: Berlin/Heidelberg, Germany, 2001; pp. 100–124. [Google Scholar]
- Cummins, S.; Cleary, P. Using distributed contacts in DEM. Appl. Math. Model. 2011, 35, 1904–1914. [Google Scholar] [CrossRef]
- Colagrossi, A.; Landrini, M. Numerical simulation of interfacial flows by smoothed particle hydrodynamics. J. Comput. Phys. 2003, 191, 448–475. [Google Scholar] [CrossRef]
- Koshizuka, S.; Nobe, A.; Oka, Y. Numerical analysis of breaking waves using the moving particle semi-implicit method. Int. J. Numer. Methods Fluids 1998, 26, 751–769. [Google Scholar] [CrossRef]
- Canelas, R.B.; Domínguez, J.M.; Crespo, A.J.; Gómez-Gesteira, M.; Ferreira, R.M. A Smooth Particle Hydrodynamics discretization for the modelling of free surface flows and rigid body dynamics. Int. J. Numer. Methods Fluids 2015, 78, 581–593. [Google Scholar] [CrossRef]
- Price, D.J. Modelling discontinuities and Kelvin–Helmholtz instabilities in SPH. J. Comput. Phys. 2008, 227, 10040–10057. [Google Scholar] [CrossRef]
- Saitoh, T.R.; Makino, J. A density-independent formulation of smoothed particle hydrodynamics. Astrophys. J. 2013, 768, 44. [Google Scholar] [CrossRef]
- Kuwabara, G.; Kono, K. Restitution coefficient in a collision between two spheres. Jpn. J. Appl. Phys. 1987, 26, 1230. [Google Scholar] [CrossRef]
- Kruggel-Emden, H.; Simsek, E.; Rickelt, S.; Wirtz, S.; Scherer, V. Review and extension of normal force models for the discrete element method. Powder Technol. 2007, 171, 157–173. [Google Scholar] [CrossRef]
- Lemieux, M.; Léonard, G.; Doucet, J.; Leclaire, L.A.; Viens, F.; Chaouki, J.; Bertrand, F. Large-scale numerical investigation of solids mixing in a V-blender using the discrete element method. Powder Technol. 2008, 181, 205–216. [Google Scholar] [CrossRef]
- Vetsch, D. Numerical Simulation of Sediment Transport with Meshfree Methods. Ph.D. Thesis, ETH, Zurich, Switzerland, 2011. [Google Scholar]
- Hoomans, B. Granular Dynamics of Gas-Solid Two-Phase Flows. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2000. [Google Scholar]
- Francis, W.; Peters, M.C. Data Sheet No.101-Classification, Properties and Units. In Fuels and Fuel Technology, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 1980; pp. 313–319. [Google Scholar] [CrossRef]
- Dunne, R.M.E. SME Mineral Processing & Extractive Metallurgy Handbook; Society for Mining, Metallurgy & Exploration (SME): Englewood, CO, USA, 2019. [Google Scholar]
- Bond, F. Crushing and Grinding Calculations; Allis-Chalmers Manufacturing: Milwaukee, WI, USA, 1961. [Google Scholar]
- Gupta, A.; Yan, D.S. Mineral Processing Design and Operations: An Introduction, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Kirillov, A.; Mintun, E.; Ravi, N.; Mao, H.; Rolland, C.; Gustafson, L.; Xiao, T.; Whitehead, S.; Berg, A.C.; Lo, W.Y.; et al. Segment Anything. arXiv 2023, arXiv:2304.02643. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constant | Value | Description |
|---|---|---|
| Lattice | 1 (bound), 2 (fluid) | Type of lattice to create initial particles |
| Gravity | z = −9.81 | Gravitational acceleration, m/ |
| Reference Density () | 1400.0 | Reference density of the fluid, kg/ |
| Density Gradient | Rho0 | Initial density gradient method |
| HSWL | 0.8 (dry), Auto (wet) | Max still water level for sound speed calculation. |
| 7 (default) | Polytropic constant for water | |
| System Speed | Auto | Max system speed for calculations |
| Coef. of Sound | 20 (default) | Coefficient to multiply system speed |
| Sound Speed | Auto | Speed of sound in the simulation |
| Coef. h | 0.15 (dry) 0.8 (wet) | Coefficient for smoothing length calculation |
| CFL Number | 0.2 | Coefficient to multiply dt |
| Parameter | Value | Description |
|---|---|---|
| SavePosDouble | 0 (default) | Precision for saving particle position |
| Boundary | DBC | Boundary method used |
| Step Algorithm | Verlet | Step algorithm for integration |
| Verlet Steps | 40 (default) | Steps for Eulerian equations in Verlet |
| Kernel | Wendland | Interaction kernel type |
| Visco Treatment | Artificial | Viscosity formulation |
| Viscosity () | Viscosity value /s | |
| Visco Bound Factor | 0.1 | Multiplier for boundary viscosity |
| Density Diffusion Term | Fourtakas | Method for density diffusion |
| DDT Value | 0.1 (default) | Value for density diffusion term |
| Shifting | Full | Shifting mode for corrections |
| Shift Coef | −2 (default) | Coefficient for shifting computation |
| Shift TFS | 2.75 (default) | Threshold to detect free surface |
| Rigid Algorithm | DEM | Algorithm for rigid body dynamics |
| DtFixed | s | Fixed time step value, s |
| DtAllParticles | 1 | Inclusion of particles for DT calc. |
| TimeOut | 0.01 s | Time out for data output, s |
| PartsOutMax | 1% | Max fluid particles out of domain |
| RhopOutMin | 700 kg/ | Minimum valid density |
| RhopOutMax | 2000 kg/ | Maximum valid density |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Doroszuk, B.; Bortnowski, P.; Ozdoba, M.; Król, R. Calibrating the Digital Twin of a Laboratory Ball Mill for Copper Ore Milling: Integrating Computer Vision and Discrete Element Method and Smoothed Particle Hydrodynamics (DEM-SPH) Simulations. Minerals 2024, 14, 407. https://doi.org/10.3390/min14040407
Doroszuk B, Bortnowski P, Ozdoba M, Król R. Calibrating the Digital Twin of a Laboratory Ball Mill for Copper Ore Milling: Integrating Computer Vision and Discrete Element Method and Smoothed Particle Hydrodynamics (DEM-SPH) Simulations. Minerals. 2024; 14(4):407. https://doi.org/10.3390/min14040407
Chicago/Turabian StyleDoroszuk, Błażej, Piotr Bortnowski, Maksymilian Ozdoba, and Robert Król. 2024. "Calibrating the Digital Twin of a Laboratory Ball Mill for Copper Ore Milling: Integrating Computer Vision and Discrete Element Method and Smoothed Particle Hydrodynamics (DEM-SPH) Simulations" Minerals 14, no. 4: 407. https://doi.org/10.3390/min14040407