Analysis of Lubrication Characteristics and Friction Test of Texture Topography of Angular Contact Ball Bearing Based on Computational Fluid Dynamics


Abstract
1. Introduction
2. Fluid Domain Model of Angular Contact Ball Bearing
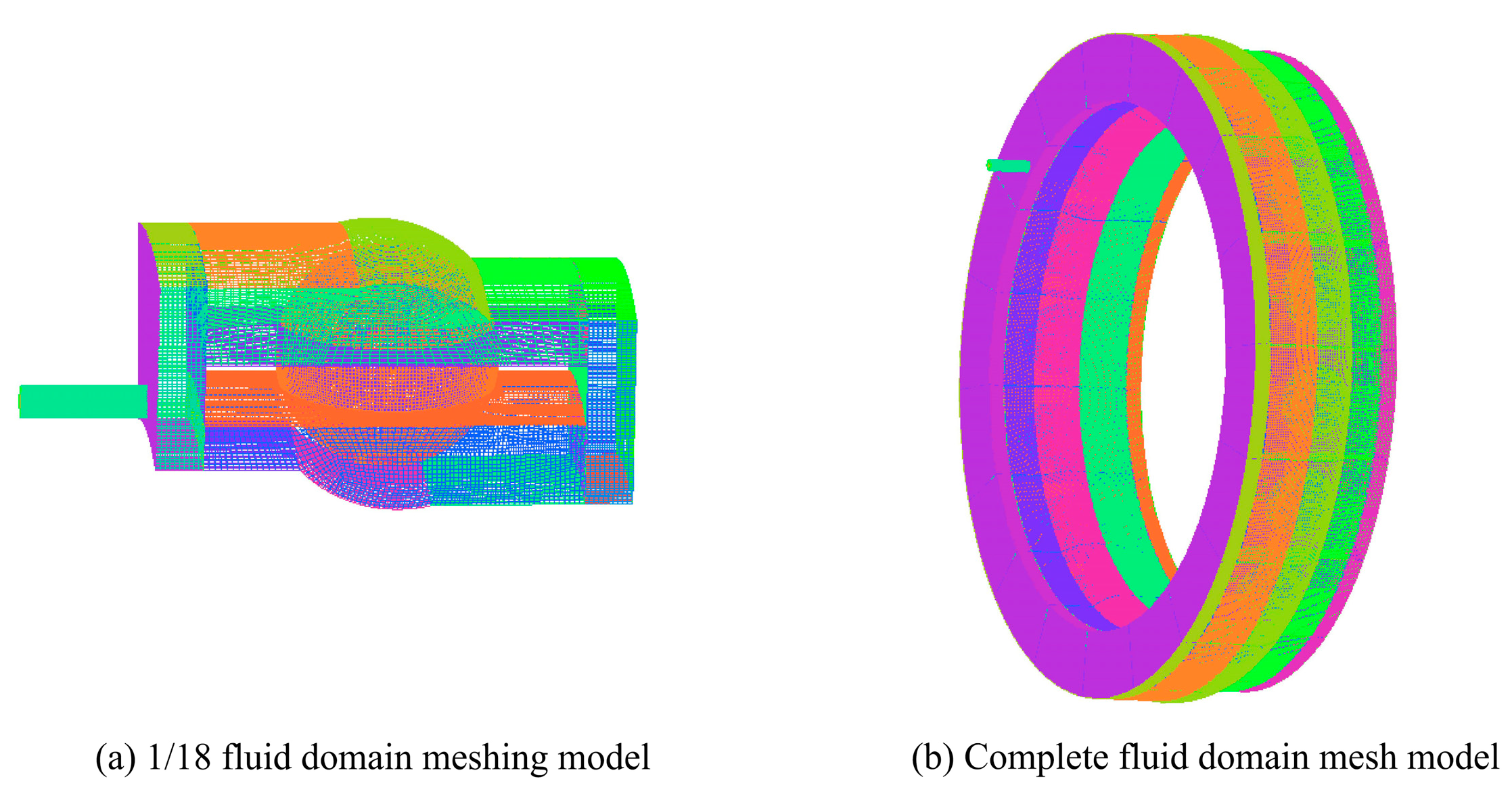
2.1. Geometric Model and Meshing
2.2. Boundary Conditions and Solution Method Settings
3. Simulation Results and Analysis
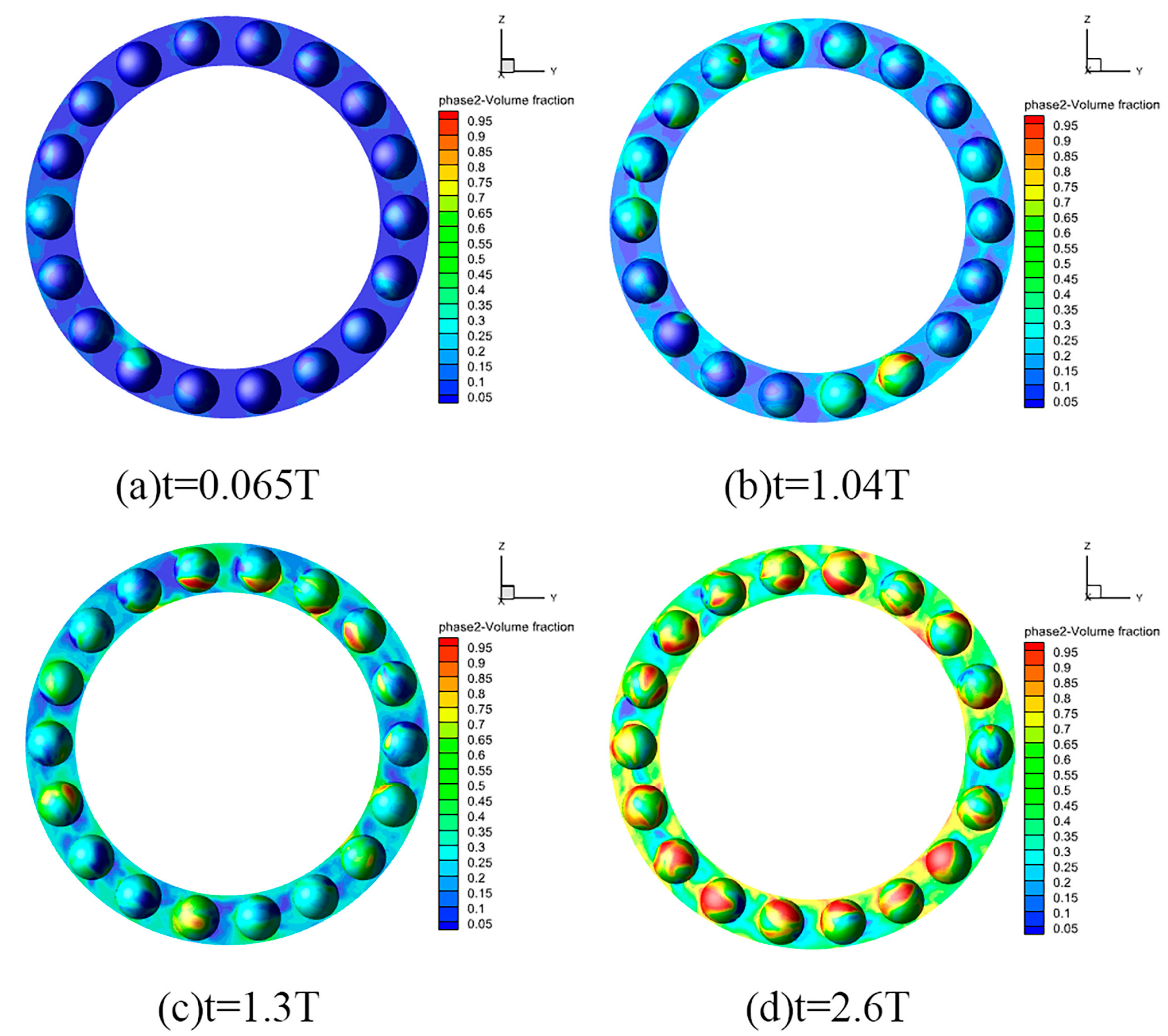
3.1. Oil Diffusion Process
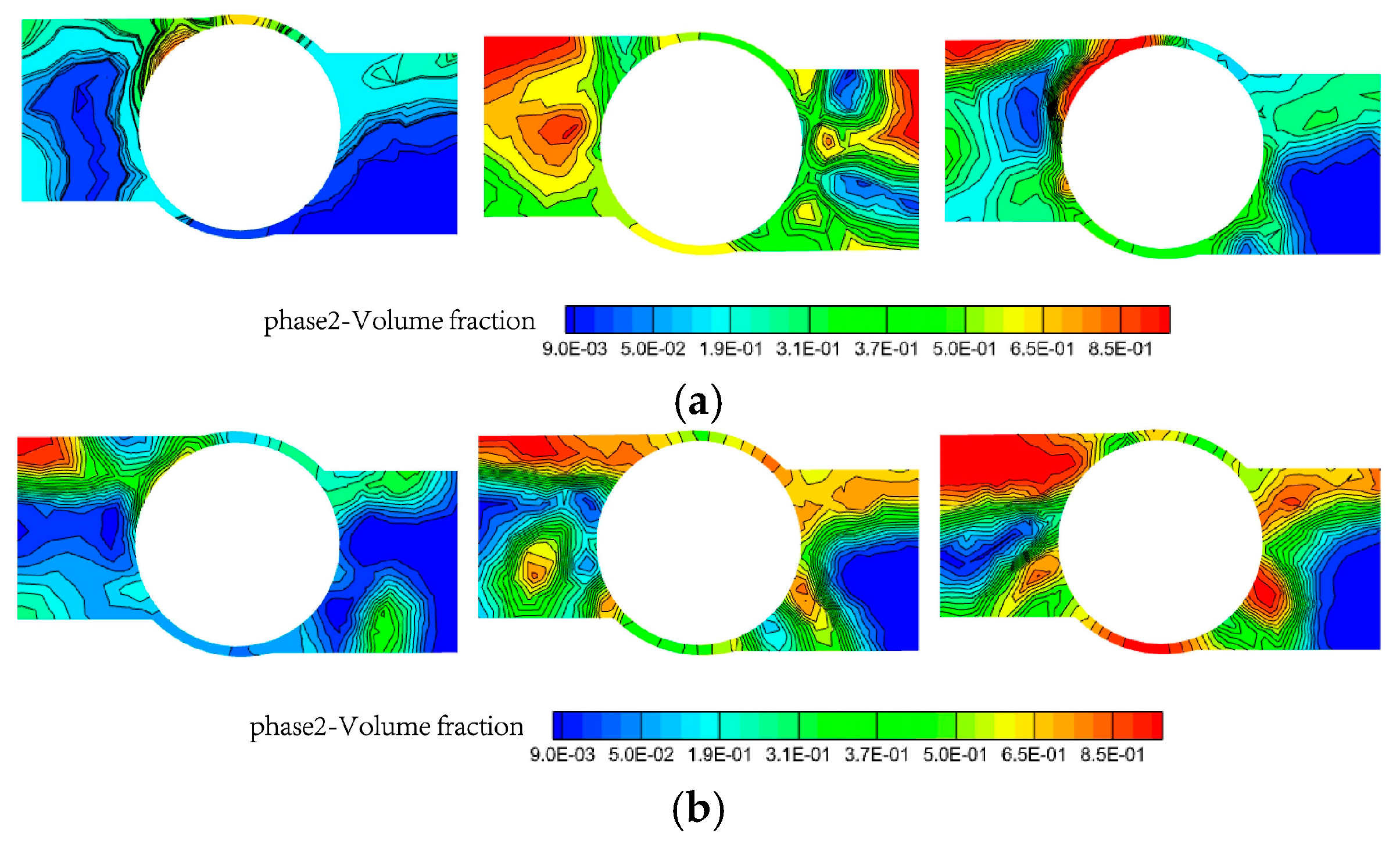
3.2. Phase Interface Diagram Analysis
3.3. Effects of Rotational Speed and Oil Inlet Speed on Oil Film State
4. Study on Lubrication Characteristics of Textured Rolling Bearing
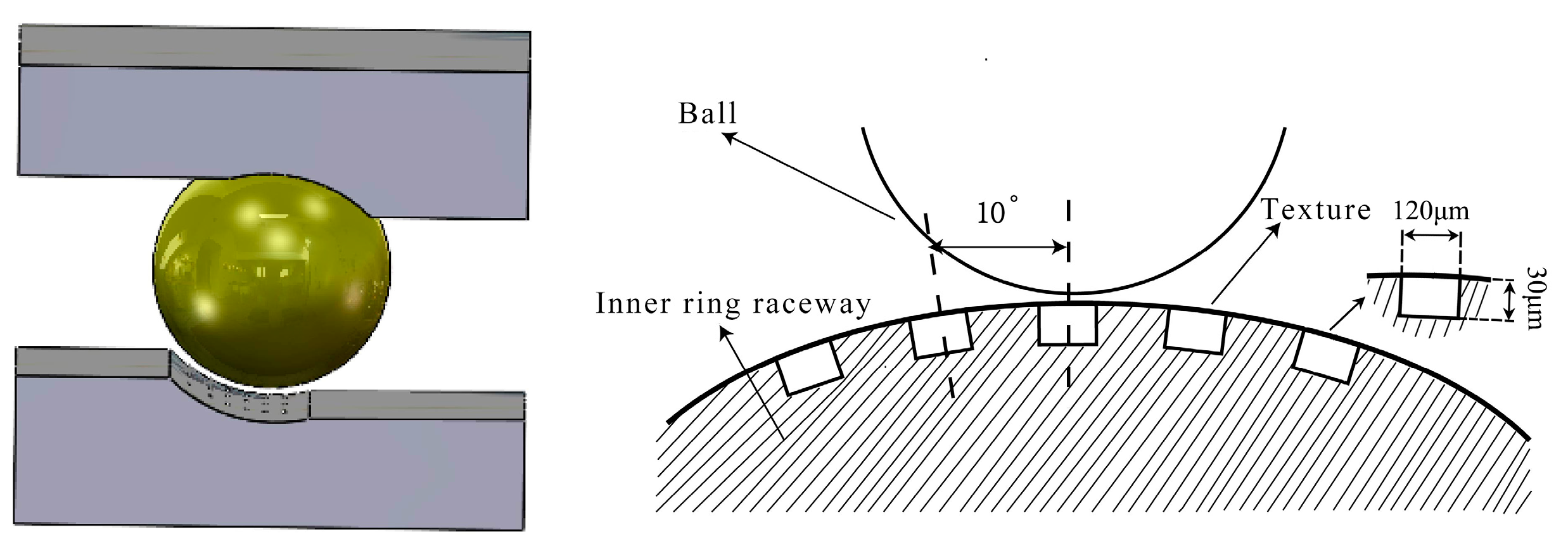
4.1. Simplified Model and Meshing
4.2. Effect of Surface Texture on Bearing Oil-Phase Distribution
4.3. Effect of Texture Area Occupancy Ratio on Lubrication Performance
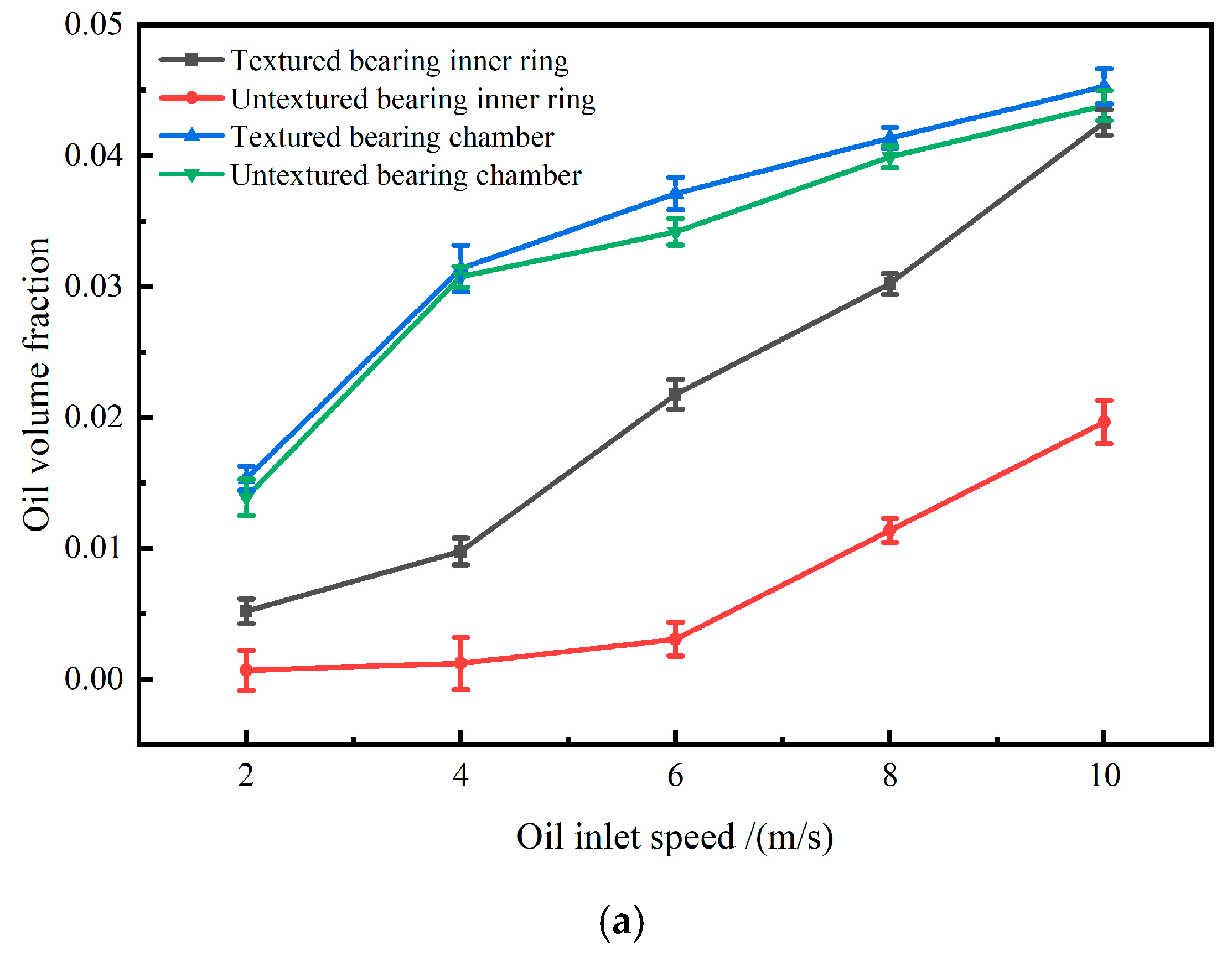
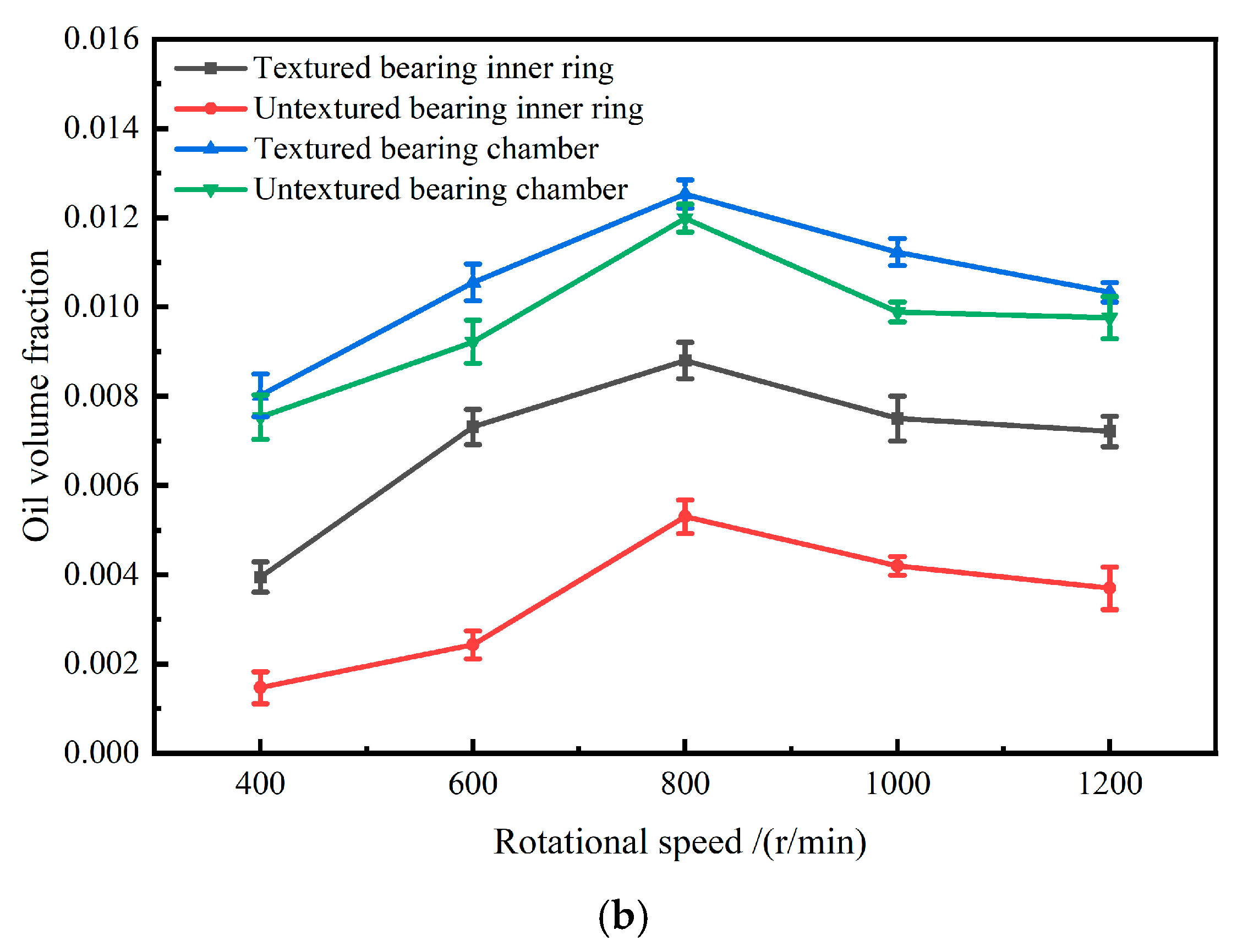
4.4. Effect of Oil Inlet Speed and Rotational Speed on Lubrication Performance
5. Frictional Experiment
5.1. Design and Processing of Textured Specimens
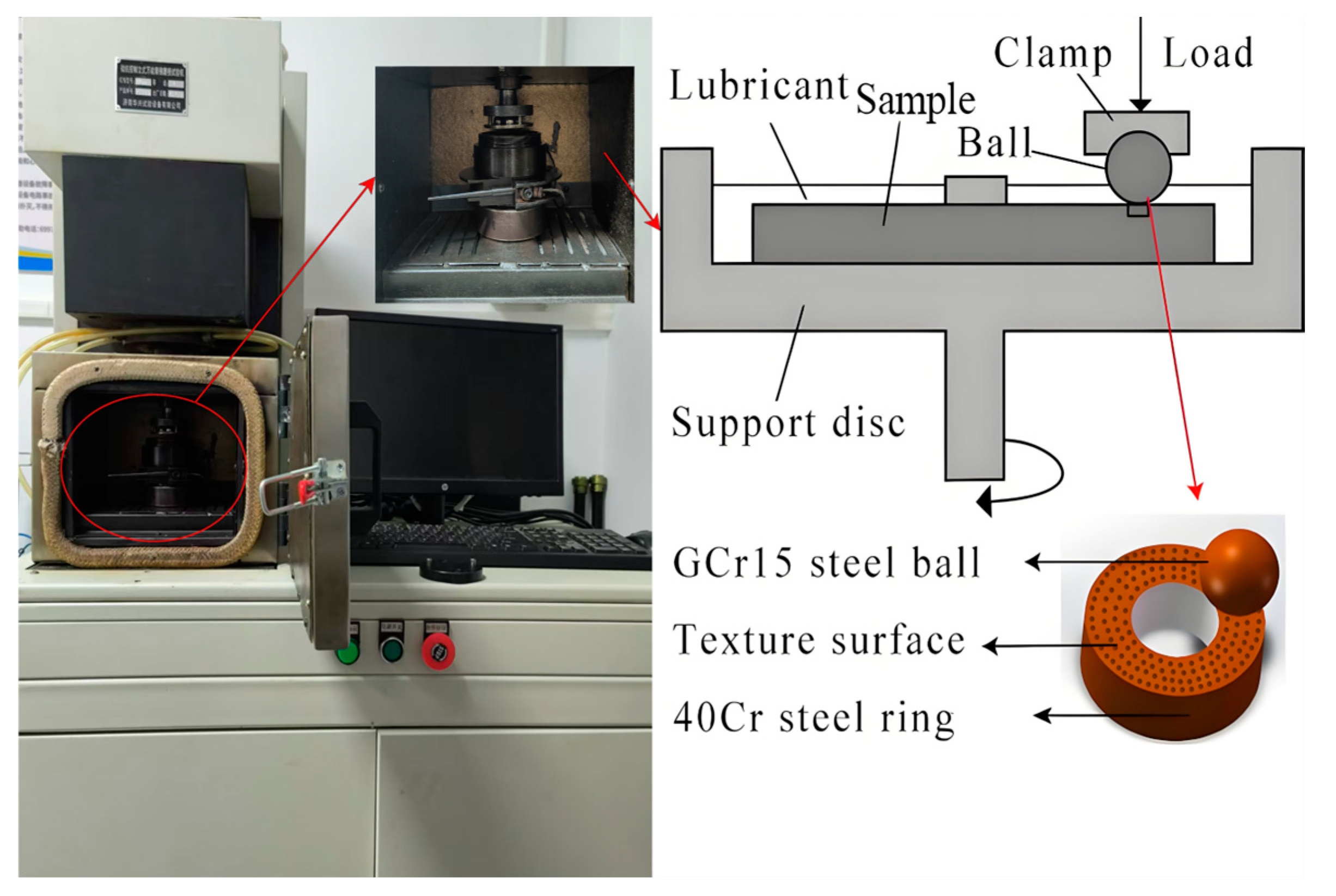
5.2. Experimental Method
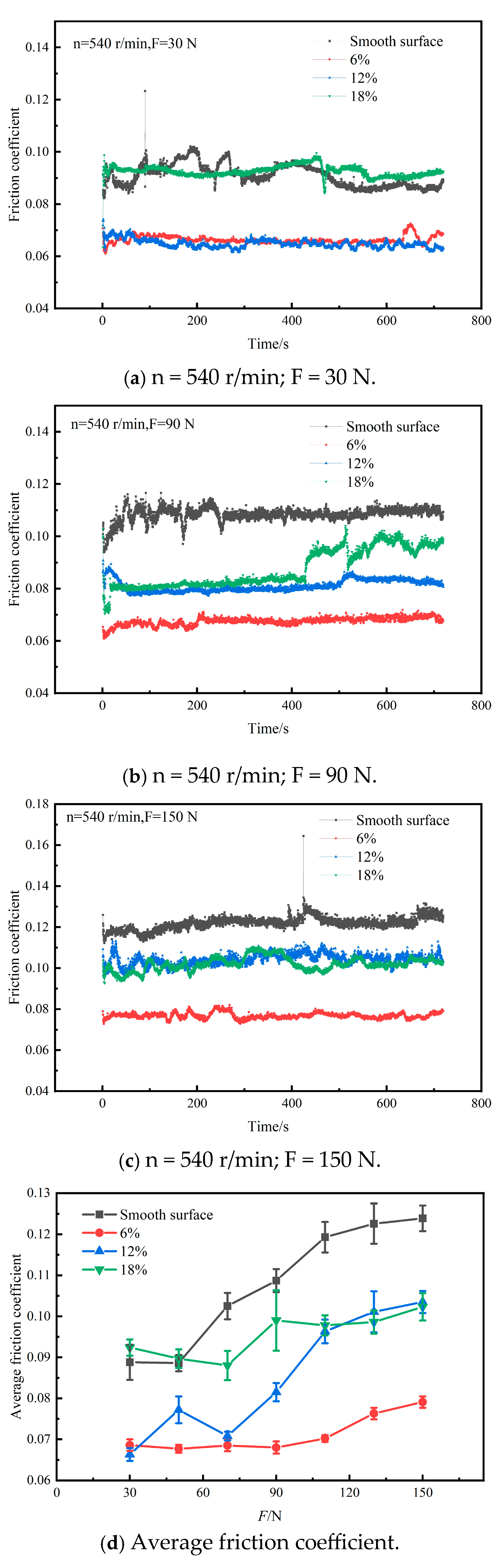
5.3. Effect of Load on Friction Characteristics of Textured Surface
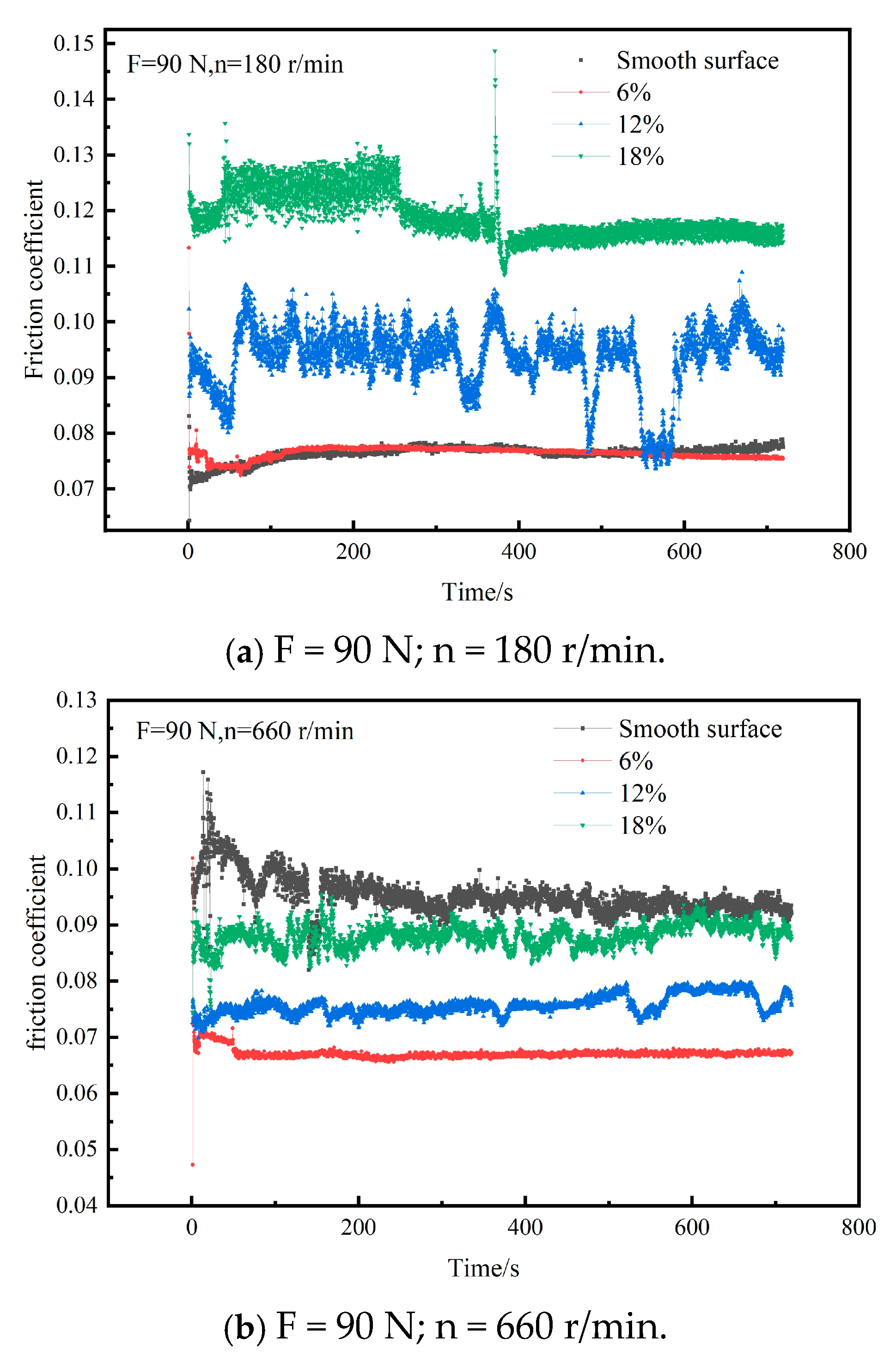
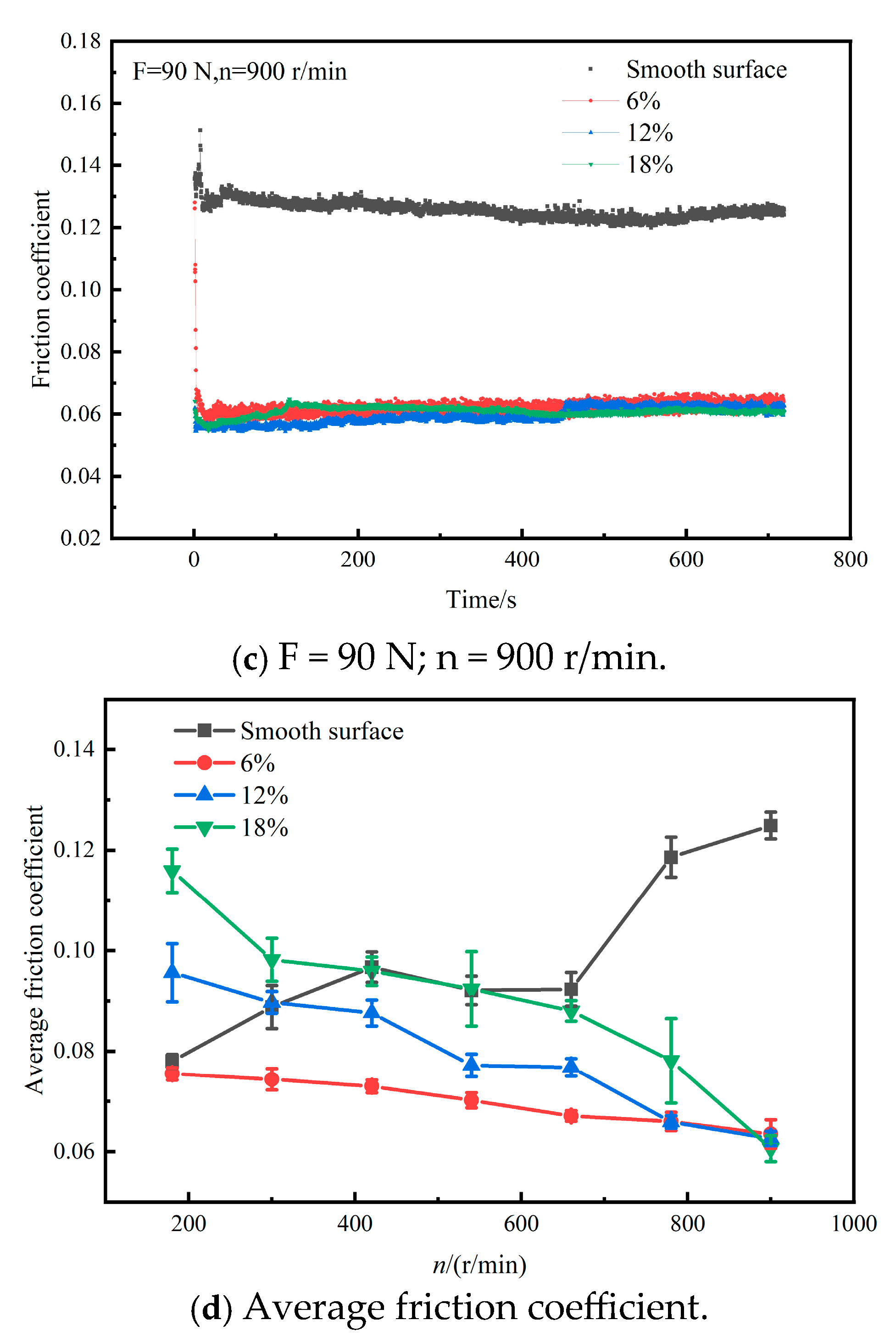
5.4. Effect of Rotational Speed on Friction Characteristics of Textured Surface
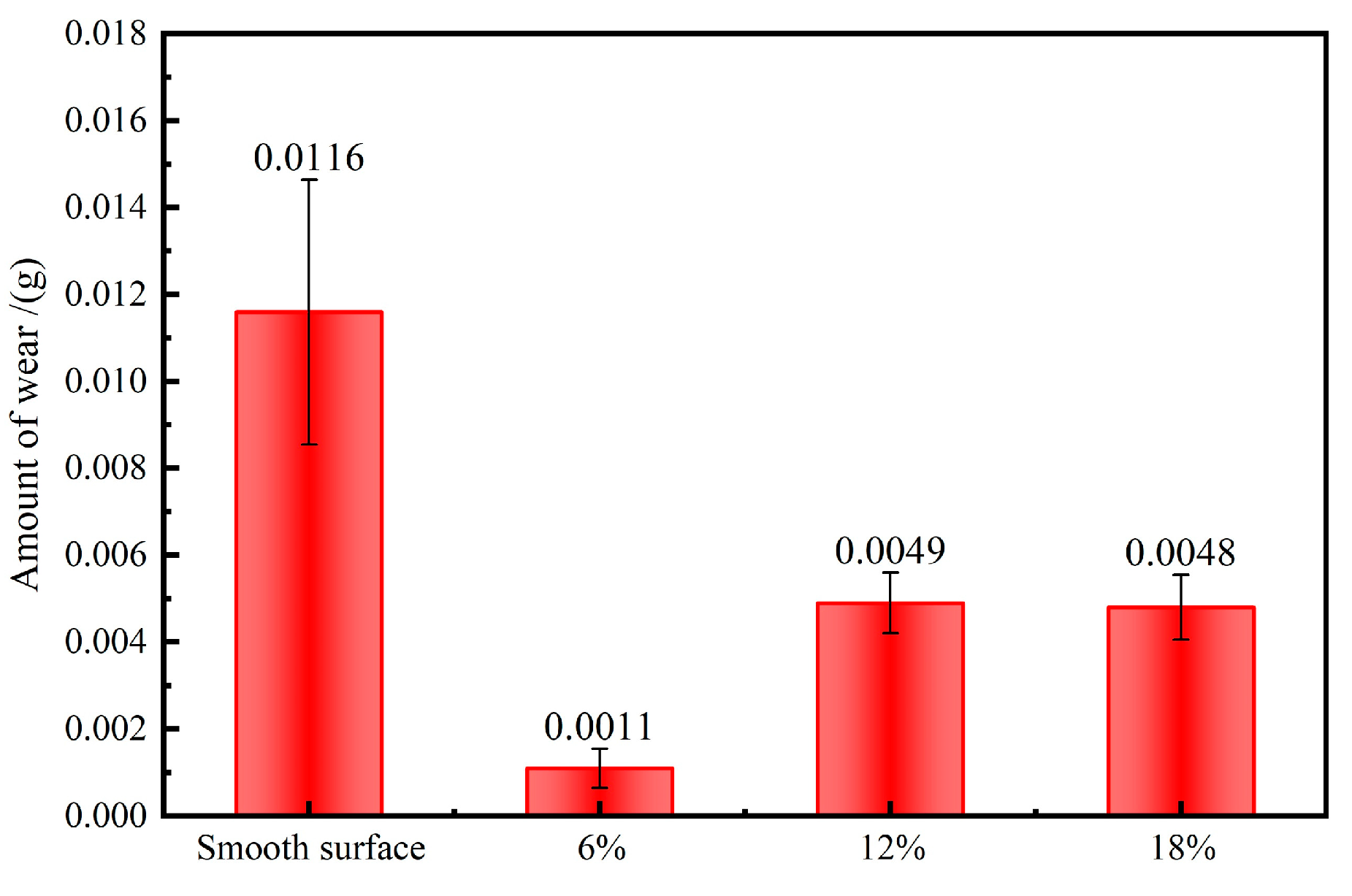
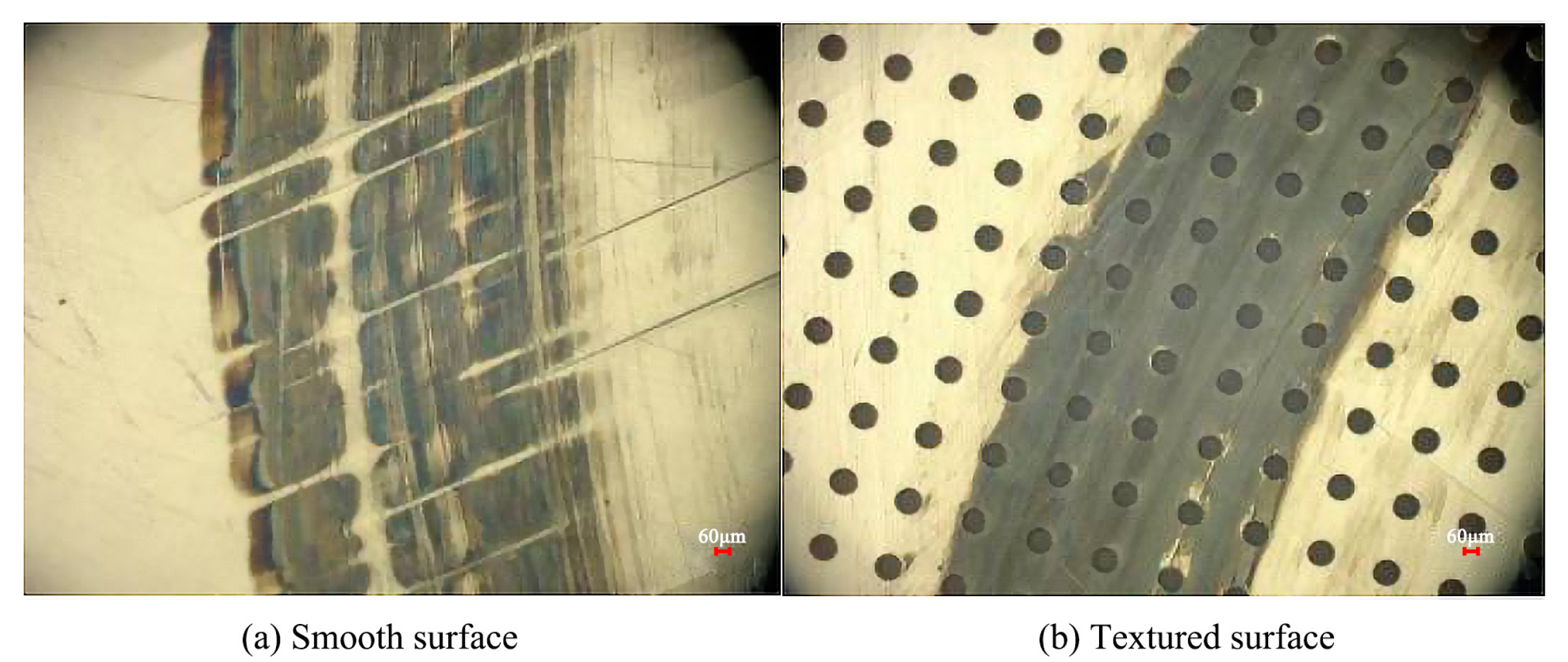
5.5. Analysis of Surface Wear and Wear Traces
6. Conclusions
- From the two-phase flow model of the untextured bearing, it can be seen that the oil film of the angular contact ball bearing was nonuniformly distributed during operation and that the lubrication conditions were poor in some areas. Under appropriate rotational speeds and oil inlet speeds, the oil-phase distribution in the bearing chamber became gradually uniform, and the lubrication state of the bearing became relatively good. However, some areas continued to experience poor lubrication.
- From the CFD model of the textured bearing, it is clear that compared with the untextured bearing, the textured bearing exhibited a relatively good lubricating performance under the same working conditions and could effectively overcome the poor lubrication of the bearings. The influence of texture on the oil-phase volume in the inner ring was greater than that on the bearing chamber. Among the three different texture area occupancy ratios, the oil-phase volume fraction in the bearing chamber was the highest when the texture area occupancy ratio was 6%. However, the oil-phase volume fraction in the bearing chamber of all textured bearings was higher than that in the untextured bearing.
- As demonstrated by the experimental findings, the textured surface was effective in reducing friction and enhancing wear resistance. Among the surfaces, the textured surface with a 6% area occupancy ratio showed the best anti-friction and anti-wear performance, and the data are in line with the simulation results. Due to the increase in the oil-phase volume fraction on the textured surface, the thickness of the oil film increased. The lubrication effect of the specimens was improved, and the friction coefficient was, consequently, reduced. The test results for three textured surfaces show that a textured surface is more conducive to the improvement of tribological properties under a high load and high rotational speed.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Chen, Z.; Zhai, W.; Lei, Y. Investigation on skidding behavior of a lubricated rolling bearing with fluid-solid-heat coupling effect. Mech. Syst. Signal Process. 2024, 206, 110922. [Google Scholar] [CrossRef]
- Qin, Y.; Li, C.; Wu, X.; Wang, Y.; Chen, H. Multiple-degree-of-freedom dynamic model of rolling bearing with a localized surface defect. Mech. Mach. Theory 2020, 154, 104047. [Google Scholar] [CrossRef]
- Meng, F.; Zheng, Y.; Liu, Y.; Gong, J.; Wang, B. Multi-ellipsoid contact elastohydrodynamic lubrication performance for deep groove ball bearing. Tribol. Int. 2020, 150, 106367. [Google Scholar] [CrossRef]
- Yan, K.; Zhang, J.; Hong, J.; Wang, Y.; Zhu, Y. Structural optimization of lubrication device for high speed angular contact ball bearing based on internal fluid flow analysis. Int. J. Heat Mass Transfer. 2016, 95, 540–550. [Google Scholar] [CrossRef]
- Yao, Q.; Dai, L.; Tang, J.; Wu, H.; Liu, T. High-speed rolling bearing lubrication reliability analysis based on probability box model. Probab. Eng. Mech. 2024, 76, 103612. [Google Scholar] [CrossRef]
- Kim, S.; Seo, Y.H.; Park, J. Transformer-based novel framework for remaining useful life prediction of lubricant in operational rolling bearings. Reliab. Eng. Syst. Saf. 2024, 251, 110377. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, W.; Li, Y.; Zhao, Z. Lubrication and Thermal Failure Mechanism Analysis in High-Speed Angular Contact Ball Bearing. ASME J. Tribol. 2018, 140, 031503. [Google Scholar]
- Liu, J.; Ni, H.; Xu, Z.; Pan, G. A simulation analysis for lubricating characteristics of an oil-jet lubricated ball bearing. Simul. Model. Pract. Theory 2021, 113, 102371. [Google Scholar] [CrossRef]
- Liu, C.; Li, W.; Guo, F.; Wong, P.; Li, X. Effect of Oil Dispersion on Lubricating Film Thickness Generation under Oil Droplet Supply Conditions. Lubricants 2023, 11, 512. [Google Scholar] [CrossRef]
- Yu, X.; Sun, Y.; Wu, S. A complete deterministic model of point contact mixed lubrication coupling dual-mode effects of surface fractal characteristics. Int. J. Non. Linear Mech. 2024, 161, 104669. [Google Scholar] [CrossRef]
- Zhang, X.; Glovnea, R. Grease film thickness measurement in rolling bearing contacts. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 235, 1430–1439. [Google Scholar] [CrossRef]
- Wen, B.; Li, Y.; Wang, M.; Yang, Y. Measurement for Lubricant Distribution in an Angular Contact Ball Bearing and Its Influence Investigation. Lubricants 2023, 11, 63. [Google Scholar] [CrossRef]
- Liang, H.; Zhang, Y.; Wang, W. Influence of the cage on the migration and distribution of lubricating oil inside a ball bearing. Friction 2022, 10, 1035–1045. [Google Scholar]
- Su, B.; Zou, X.; Wang, Z.; Huang, L. Numerical analysis of lubrication properties on a bio-inspired parabolic textured surface. Meccanica 2024, 59, 987–1000. [Google Scholar] [CrossRef]
- Peta, K. Multiscale Wettability of Microtextured Irregular Surfaces. Materials 2024, 17, 5716. [Google Scholar] [CrossRef] [PubMed]
- Fang, J.; Liu, X.; Wang, T.; Song, Z. Micro Lubrication and Heat Transfer in Wedge-Shaped Channel Slider with Convex Surface Texture Based on Lattice Boltzmann Method. Nanomaterials 2024, 14, 295. [Google Scholar] [CrossRef]
- Wang, W.; He, Y.; Li, Y.; Wei, B.; Hu, Y.; Luo, J. Investigation on inner flow field characteristics of groove textures in fully lubricated thrust bearings. Ind. Lubr. Tribol. 2018, 70, 754–763. [Google Scholar]
- Adeyemi, K.; Sun, B.; Xue, W.; Liu, W.; Cao, Y. Friction and Wear Characteristics Modification via Laser Surface Textured Grooves. Surf. Eng. 2020, 37, 658–668. [Google Scholar] [CrossRef]
- Bonse, J.; Kirner, S.V.; Griepentrog, M.; Spaltmann, D.; Krüger, J. Femtosecond Laser Texturing of Surfaces for Tribological Applications. Materials 2018, 11, 801. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, Y. Analysis of the tribological and dynamic performance of textured bearings under contaminated conditions. Tribol. Int. 2023, 187, 108732. [Google Scholar]
- Kango, S.; Sharma, R.K.; Pandey, R.K. Thermal analysis of microtextured journal bearing using non-Newtonian rheology of lubricant and JFO boundary conditions. Tribol. Int. 2014, 69, 19–29. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, Y. Tribological and dynamic performance analysis of rolling bearings with varied surface textures operating under lubricant contamination. Wear 2023, 532–533, 205109. [Google Scholar] [CrossRef]
- Sep, J.; Tomczewski, L.; Galda, L.; Dzierwa, A. The study on abrasive wear of grooved journal bearings. Wear 2017, 376–377, 54–62. [Google Scholar] [CrossRef]
- Liu, W.; Ni, H.; Wang, P.; Chen, H. Investigation on the tribological performance of micro-dimples textured surface combined with longitudinal or transverse vibration under hydrodynamic lubrication. Int. J. Mech. Sci. 2020, 174, 105474. [Google Scholar] [CrossRef]
- Vidyasagar, K.E.C.; Pandey, R.K.; Kalyanasundaram, D. Improvement of Deep Groove Ball Bearing’s Performance Using a Bionic Textured Inner Race. J. Bionic. Eng. 2021, 18, 974–990. [Google Scholar] [CrossRef]
- Bhardwaj, V.; Pandey, R.K.; Agarwal, V.K. Experimental exploration for the performance improvement of a thrust ball bearing using circumferential micro-grooved races. Surf. Topogr. Metrol. Prop. 2021, 9, 035017. [Google Scholar] [CrossRef]
- Wu, C.; Yang, K.; Ni, J.; Lu, S.; Yao, L.; Li, X. Investigations for vibration and friction torque behaviors of thrust ball bearing with self-driven textured guiding surface. Friction 2023, 11, 894–910. [Google Scholar] [CrossRef]
- Gouda, B.; Tandon, N.; Pandey, R.K.; Babu, C.K. Performance improvement of a radial ball bearing using a micro-groove on stationary outer race. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 11521–11536. [Google Scholar] [CrossRef]
- Han, K.; Li, J.; Wang, Q.; Chen, W.; Xue, J. Study on oil film pressure distribution and load capacity of textured rolling bearings. Ind. Lubr. Tribol. 2020, 72, 961–967. [Google Scholar] [CrossRef]
- Wen, S.; Huang, P.; Tian, Y.; Ma, L. Principles of Tribology, 5th ed.; Tsinghua University Press: Beijing, China, 2018; p. 96. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Inner diameter | 40 mm |
| Outer diameter | 68 mm |
| Width | 15 mm |
| Ball diameter | 3.5 mm |
| Number of balls | 18 |
| Contact angle | 15° |
| Ring materials | GCr15 |
| Ball materials | GCr15 |
| Inner Ring Speed (r/min) | Pitch Diameter (mm) | Rolling Element Diameter (mm) | Contact Angle (°) | Rolling Element Revolution Speed (r/min) | Rolling Element Rotation Speed (r/min) |
|---|---|---|---|---|---|
| 800 | 54 | 3.5 | 15 | 424 | −3221 |
| 1000 | 54 | 3.5 | 15 | 518 | −3774 |
| 1200 | 54 | 3.5 | 15 | 623 | −4529 |
| Parameters | Air | Oil |
|---|---|---|
| Density ρ (kg/m3) | 1.225 | 876 |
| Specific heat Cp (J/(kg·K) | 1013 | 1995 |
| Dynamic viscosity η (Pa·s) | 1.79 × 10−5 | 0.0525 |
| Temperature T (K) | 298.15 | 298.15 |
| Texture Shape | Texture Diameter (d)/μm | Area Occupancy Ratio (Sp)/% | Numbers (n) | Depth (h)/μm |
|---|---|---|---|---|
| Circular pit | 120 | 6 | 4774 | 4 |
| Circular pit | 120 | 12 | 9549 | 4 |
| Circular pit | 120 | 18 | 14,323 | 4 |
| Equipment | Laser Power /W | Pulse Frequency /kHz | Scanning Speed /(mm/s) | Scanning Time |
|---|---|---|---|---|
| Nanosecond laser | 30 | 20 | 200 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Yin, S.; Zhang, Q.; Zhang, X.; Zhang, H. Analysis of Lubrication Characteristics and Friction Test of Texture Topography of Angular Contact Ball Bearing Based on Computational Fluid Dynamics. Lubricants 2025, 13, 41. https://doi.org/10.3390/lubricants13020041
Li Z, Yin S, Zhang Q, Zhang X, Zhang H. Analysis of Lubrication Characteristics and Friction Test of Texture Topography of Angular Contact Ball Bearing Based on Computational Fluid Dynamics. Lubricants. 2025; 13(2):41. https://doi.org/10.3390/lubricants13020041
Chicago/Turabian StyleLi, Zhi, Shijie Yin, Qisheng Zhang, Xiqing Zhang, and Hong Zhang. 2025. "Analysis of Lubrication Characteristics and Friction Test of Texture Topography of Angular Contact Ball Bearing Based on Computational Fluid Dynamics" Lubricants 13, no. 2: 41. https://doi.org/10.3390/lubricants13020041
APA StyleLi, Z., Yin, S., Zhang, Q., Zhang, X., & Zhang, H. (2025). Analysis of Lubrication Characteristics and Friction Test of Texture Topography of Angular Contact Ball Bearing Based on Computational Fluid Dynamics. Lubricants, 13(2), 41. https://doi.org/10.3390/lubricants13020041