Abstract
Development of a small and highly efficient heat exchanger is an important issue for energy saving. In this study, the fabrication method of unidirectional (UniPore) composite cellular structure with long and uniform unidirectional cells was investigated to be applied as a heat exchanger. The composite UniPore structure was achieved by the unique fabrication method based on the explosive compaction of a particular arrangement of thin copper and stainless steel pipes. Slightly smaller thin stainless steel pipes filled with paraffin are inserted into small thin copper pipes, which are then arranged inside bigger and thicker outer copper pipes. Such an arrangement of pipes is placed centrally into a cylindrical explosion container and surrounded with explosive. Upon explosive detonation, the pipes are compacted and welded together, which results in a UniPore structure with a stainless steel covered inner surface of unidirectional pores to improve the corrosion resistance and high temperature resistance performance. Two different composite UniPore structures arrangements were studied. The microstructure of the new composite UniPore structure was investigated to confirm good bonding between the components (pipes).
1. Introduction
Cellular metals with countless small pores have various applicable characteristics such as low density, efficient damping, high grade of deformation, high-energy absorption capability, durability in dynamic loadings, and high thermal and acoustic isolation [1,2]. They can be used in a wide range of applications, since various (multi) functions can be obtained by a proper combination of the pore shape/size/distribution and base metal. Recently, cellular metals have been quite successfully applied as small and efficient heat exchangers [3,4,5,6] to improve energy saving from the viewpoint of environmental challenges and requirements.
Sato Y. et al. demonstrated that a heat exchanger could be downsized to one-tenth of its usual size by applying the unidirectional (UniPore) copper structure as the inner pipe of a double-pipe heat exchanger [7]. Hokamoto et al. proposed the fabrication method of the UniPore copper structure with an outer copper pipe completely filled with smaller inner copper pipes [8,9,10,11]. This proposed fabrication method is based on the explosive compaction of cylindrical copper pipes assembly [12,13,14,15,16]. It is possible to fabricate specimens with a constant cross-section in the order of several meters by using an explosive compaction technique. There is a lotus-type metal that is known to be similar to the UniPore material and is fabricated by unidirectional solidification in a pressurized gas atmosphere, as described by Nakajima [17,18]. However, the shape of its pores is mostly non-uniform and the length of the final products is expected to be limited [17].
Several studies have been conducted on the fabrication method and mechanical properties of the single metal UniPore structure. For instance, Vesenjak et al. [9] conducted extensive research on the microstructural and mechanical analyses of UniPore copper and confirmed that the fabricated UniPore specimens had good compressive properties with high-energy absorption capability under quasi-static compression. On the other hand, there have been studies regarding the composite cellular structure [19,20,21], since it is possible to combine the benefits of each material. Sun et al. [19] proposed a metal–foam-composite hybrid tubular sandwich structures, which combine low-cost metallic materials and high-strength composites with low-density cellular materials. In the other case, Gunji Co. Ltd. (Osaka, Japan) [20] fabricated a grooved double-tube heat exchanger with corrosion resistance and high temperature resistance by using stainless steel for one inner pipe. This grooved double tube heat exchanger was fabricated by the drawing process.
In this study, we conducted experiments to fabricate two types of copper & stainless steel composite UniPore structures as heat exchangers to combine the benefit of copper with high thermal conductivity and stainless steel with improved corrosion and high temperature resistance. These structures had a stainless steel cover layer for all of the inner surfaces of the copper pipes. Microstructure analysis of the fabricated samples demonstrated good interface bonding between the pipe walls.
2. Experimental Investigation
2.1. Sample Preparation
Two types of metal composite samples were produced in this study. Sample A, shown in Figure 1a, consists of an arrangement of inner pipes completely filling the inside of the outer pipe while Sample B, shown in Figure 1b, comprises a concentric arrangement of pipes and rods positioned between the outer and central pipes. Figure 1 shows the composite UniPore structures: the inner pipes in Figure 1a consist of a copper pipe and a steel pipe from the outside, and there is a steel inner pipe and copper inner solid bar in Figure 1b.
Figure 1.
Schematic illustration of samples. (a) Sample A; (b) Sample B.
The original UniPore copper structures [8] consist of the outer copper pipe being completely filled with a number of inner copper pipes [9,10,11]. Sample A represents the upgraded UniPore copper structure, where slightly smaller and corrosion resistant stainless steel pipes were inserted into the inner copper pipes. The inner pipes in both cases were filled with paraffin to prevent their collapse during explosive compaction. The dimensions and number of used pipes to fabricate Sample A are given in Table 1, while the arrangement of pipes before the explosive compaction is shown in Figure 2.

Table 1.
Dimensions and composition of Sample A.

Figure 2.
The pipe assembly of Sample A before explosive compaction (outer copper pipe, inner copper and steel pipes with paraffin).
Sample B consists of a concentric structure of the outer and center copper pipe. Solid copper bars and stainless steel pipes with paraffin were placed in the space between the outer and the central pipe. Table 2 provides the dimension and composition of Sample B, while Figure 3 shows its assembly before explosive compaction.
Table 2.
Dimensions and composition of Sample B.
Figure 3.
The pipe assembly of Sample B before explosive compaction (concentric outer and center copper pipe, inner solid copper bars, and steel pipes with paraffin).
For reference, the mechanical characteristics of copper, stainless steel, and paraffin are shown in Table 3.
Table 3.
Value of mechanical characteristics.
2.2. Fabrication Method
The UniPore structure is produced by the cylindrical explosion welding method. Figure 4 shows the schematic setup of the fabrication method based on the principle of the radial explosion welding method [8]. A vinyl chloride pipe (PVC tube with outer diameter 89 mm, inner diameter 83 mm and length 270 mm, Figure 4) was used as the explosion container. The sample was aligned with the central axis of the PVC tube by acrylic support plates (PMMA). The space between the PVC tube and the UniPore specimen was filled with the primary explosive (ANFO-A: initial density 764 kg⁄m3 and initial internal energy 1.254 MJ/kg, ratio of the specific heat 1.98), as shown in Figure 4. The electric detonator was used for the ignition of the high-performance explosive (SEP: density 1310 kg/m3, Chapman-Jouguet detonation velocity 6.7 km/s, Chapman-Jouguet detonation pressure 15.9 GPa, source [22]), acting as a booster (to prevent any unexploded primary explosive), which was mounted at the center top of the PVC tube. A cylindrical plaster was placed on the top of the sample to absorb and reduce the impact from the top.
Figure 4.
Schematic illustration of the experimental explosive compaction method (cross-section).
The pipes filled with paraffin were welded together by high radial pressure acting toward the central axis of the assembly upon explosive detonation (Figure 5), resulting in the UniPore cellular structure [8]. The length and porosity of the proposed cellular metals can be easily controlled by changing the diameter, thickness and number of the outer and inner pipes.
Figure 5.
Schematic illustration of the top view of the fabrication process.
3. Results and Discussion—Sample A
The recovered Sample A is shown in Figure 6. No cracks or wrinkles or any other damage were observed after the fabrication process. Figure 7a shows the transversal cross-section of the sample of Sample A after cutting off both ends of the recovered structure, and the outer and inner diameter after forming are shown in Figure 7b. The remained paraffin in the sample was easily removed by melting just by heating the sample up to 373 K. All cells were empty and completely separated between each other, thus a fluid could flow through them without physical interaction. However, a few unevenly shaped cells could be noticed, since some inner pipes in the outer layer deformed more during the fabrication process. This can be attributed to the slightly irregular arrangement of the inner pipes in this region before explosive compaction [7], as can be seen in Figure 2. However, the shape of the cells can be improved with respect to uniformity by setting up a regular arrangement of the inner pipes.

Figure 6.
The recovered Sample A (longitudinal direction).
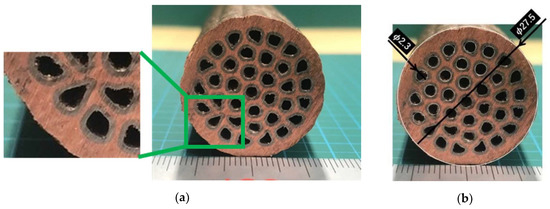
Figure 7.
The transversal cross-section of Sample A: (a) final state form and enlarged view and (b) the approximate diameter of pipes after the experiment.
The magnified transversal cross-section of the sample at the welded pipes junction is shown in Figure 8. Here, the cross-section of the sample was observed by polishing in the etching process with ammonia solution and a small amount of hydrogen peroxide. It was confirmed that the copper pipes were tightly joined together with only a few points, where welding between the copper pipe and stainless-steel pipe was not achieved. This can be attributed to the insufficient velocity to achieve explosive welding since the copper pipe could sustain only a limited acceleration due to insufficient gap between the pipes. Wavy interfaces commonly encountered in impact welding were not observed in Figure 8, and the cause was also related to the low collision velocity between the pipes. Since it is difficult to obtain the collision by experiment, the information during compression such as the collision velocity, the impact pressure, etc. shall be analyzed by computational simulation in future. The Vickers hardness test was used to determine the bonding strength at the pipe junctions, Figure 9. The original hardness of the phosphorous deoxidized copper and stainless steel before explosive compaction was approximately HV 120 and HV 280, respectively. A significant decrease in hardness was observed in the melted area at the triple collision point located at the center of the joint boundary, while the hardness of the pipes generally increased elsewhere due to the work-hardening process. In addition, the interfacial bonding between the pipes was analyzed by scanning electron microscopy (SEM; JEOL Ltd., Tokyo, Japan, JSM-6390LV). From the result of the SEM measurements shown in Figure 10, strong bonding was achieved since the bonding interface could not be observed.
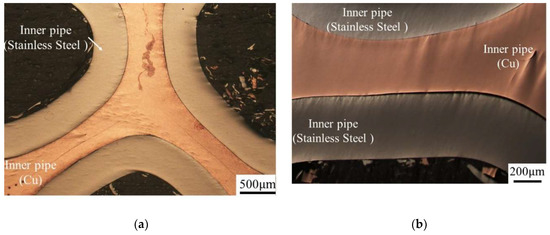
Figure 8.
The magnified transversal cross-section of Sample A: (a) the copper pipes were tightly joined together and (b) welding between the copper pipe and stainless-steel pipe was not achieved.
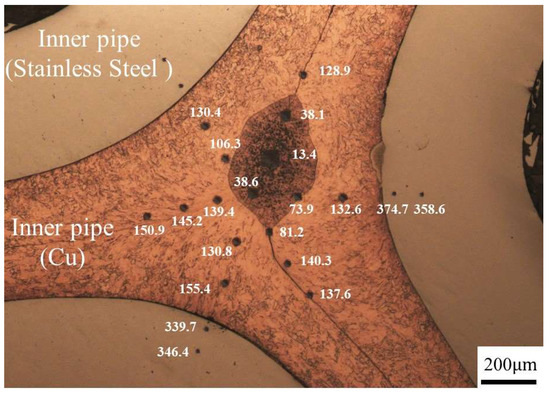
Figure 9.
The results of the Vickers hardness test in the vicinity of the triple collision point (transversal cross-section of Sample A).
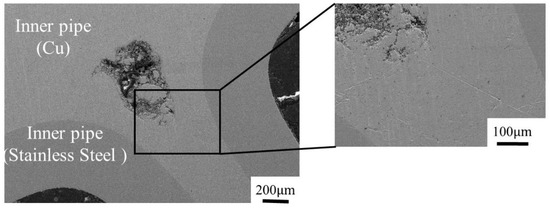
Figure 10.
The results of scanning electron microscopy (SEM) in the vicinity of the triple collision point (transversal cross-section of Sample A).
4. Results and Discussion—Sample B
The longitudinal and transversal views of Sample B are shown in Figure 11 and Figure 12, respectively. It can be seen that during the fabrication process, the outer pipe did not crack. All inner pipes with an initially circular cross-section were formed into a rectangular shape by explosive compaction [8]. It was confirmed that the inner pipes were well-bonded and that the transversal cross-section remained generally uniform through the length of the specimen.

Figure 11.
The recovered Sample B (longitudinal direction).
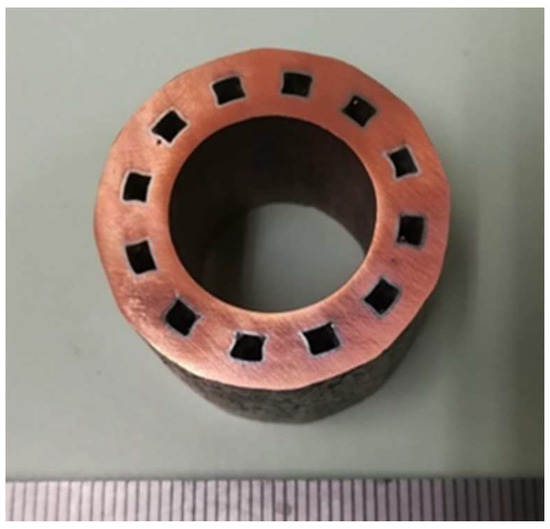
Figure 12.
The transversal cross-section of Sample B.
Figure 13 shows the transversal cross-section of one cell of Sample B observed with an optical microscope. The inner pipes and inner solid bars were well joined together without any gaps. The connectivity of the interfaces confirmed good bonding conditions during the fabrication process. In Figure 13a, the melted parts generated during the compaction process were observed and confirmed by optical microscopy.
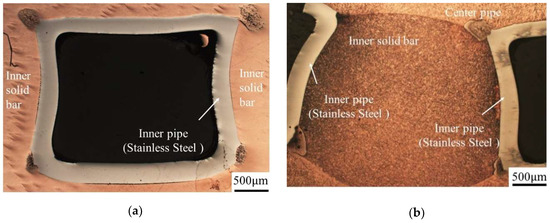
Figure 13.
The transversal cross-section of Sample B. (a) Inner pipe and (b) inner solid bar.
The Vickers hardness test was performed on the transversal cross-section of Sample B to check and confirm the bonding strength. In Figure 14, the melted area at the triple collision point between the outer pipe, inner pipe, and inner solid bar is shown. The hardness of the stainless steel was remarkably increased due to work hardening by plastic deformation of the materials. However, the hardness of the outer copper pipe and inner copper bar decreased in the melted area. The reason for this is presumed to be the thermal effect during the compaction process. Strong bonding was achieved between the outer copper pipes and copper bar, which can be deduced from the high hardness in the welding area, Figure 15.
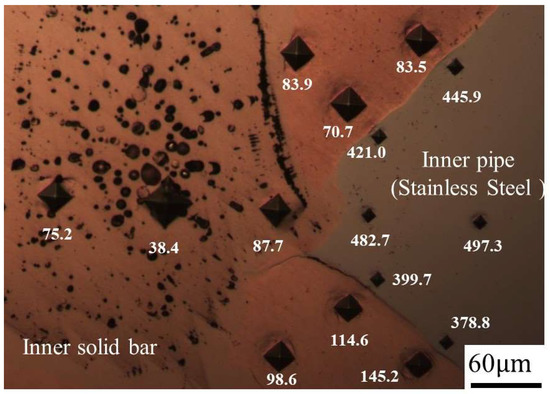
Figure 14.
The results of the Vickers hardness test around the melted area in the triple collision point (Enlarged view of Figure 13a).
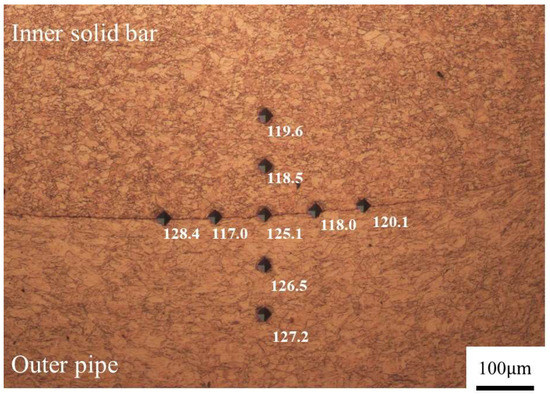
Figure 15.
The results of the Vickers hardness test at the welding point between the outer copper pipe and copper bar.
5. Conclusions
The fabrication method of a novel composite metal UniPore structure with longitudinal pores was investigated in this study. For the first time, the surfaces of the longitudinal copper cellular structure were covered by a second metal, a thin layer of corrosion resistant stainless steel. Two assembly arrangements of the copper UniPore structure with stainless steel pipes layered at the inner surface of the inner copper pipes were successfully fabricated. Microstructure analysis of the fabricated samples demonstrated good interface bonding between the component walls as well as providing efficient and mechanical properties in the case of structural applications. The authors believe that the proposed composite UniPore structures have corrosion resistance, high temperature resistance, and high efficiency when used as heat exchangers or heat sinks, which will be proven in further study.
Author Contributions
Conceptualization, K.H.; Methodology, K.H.; Validation, M.N., S.T., and M.V.; Investigation, M.N. and M.V.; Resources, S.T.; Data evaluation, M.N. and S.T.; Writing—original draft preparation, M.N.; Writing—review and editing, M.V., Z.R., and K.H.; Supervision, Z.R. and K.H.; Project administration, Z.R. and K.H. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the financial support from the Slovenian Research Agency—ARRS (research core funding No. P2-0063).
Conflicts of Interest
There are no conflicts of interest.
References
- Banhart, J. Manufacture, characterization and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Meyers, M.A.; Lin, A.Y.M.; Seki, Y.; Chen, P.Y.; Kad, B.; Bodde, S. Structural biological composites: An overview. J. Min. Met. Mat. Soc. 2006, 7, 35–41. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G.; Gibson, L.J. Metal Foams: A Design Guide; Elsevier Science: Amsterdam, Netherlands, 2000. [Google Scholar]
- Fiedler, T.; White, N.; Dahari, M.; Hooman, K. On the electrical and thermal contact resistance of metal foam. Int. J. Heat Mass Transf. 2014, 72, 565–571. [Google Scholar] [CrossRef]
- Lefebvre, L.P.; Banhart, J.; Dunand, D.C. Porous metals and metallic foams: Current status and recent developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef]
- Fiedler, T.I.; Belova, V.I.; Murch, G.E. On the thermal properties of expanded perlite–Metallic syntactic foam. Int. J. Heat Mass Transf. 2015, 90, 1009–1014. [Google Scholar] [CrossRef]
- Sato, Y.; Yuki, K.; Abe, Y.; Kibushi, R.; Unno, N.; Hokamoto, K.; Tanaka, S.; Tomimura, T. Heat transfer characteristics of a gas flow in uni-directional porous copper pipes. Int. Heat Trans. Conf. 2018, 16, 8189–8193. [Google Scholar]
- Hokamoto, K.; Vesenjak, M.; Ren, Z. Fabrication of cylindrical uni-directional porous metal with explosive compaction. Mater. Lett. 2014, 137, 323–327. [Google Scholar] [CrossRef]
- Vesenjak, M.; Hokamoto, K.; Sakamoto, M.; Nishi, T.; Krstulović-Opara, L.; Ren, Z. Mechanical and microstructural analysis of unidirectional porous (UniPore) copper. Mater. Des. 2016, 90, 867–880. [Google Scholar] [CrossRef]
- Vesenjak, M.; Hokamoto, K.; Matsumoto, S.; Marumo, Y.; Ren, Z. Uni-directional porous metal fabricated by rolling of copper sheet and explosive compaction. Mater. Lett. 2016, 170, 39–43. [Google Scholar] [CrossRef]
- Hokamoto, K.; Shimomiya, K.; Nishi, M.; Krstulovic-Opara, L.; Vesenjak, M.; Ren, Z. Fabrication of unidirectional porous-structured aluminum through explosive compaction using cylindrical geometry. J. Mater. Process. Tech. 2018, 251, 262–266. [Google Scholar] [CrossRef]
- Crossland, B. Explosive Welding of Metals and Its Application; Clarendon Press: Oxford, UK, 1982; pp. 84–129. [Google Scholar]
- Mori, A.; Nishi, M.; Hokamoto, K. Underwater shock wave weldability window for Sn-Cu plates. J. Mater. Process. Tech. 2019, 267, 262–266. [Google Scholar]
- Parchuri, P.; Kotegawa, S.; Yamamoto, H.; Ito, K.; Mori, A.; Hokamoto, K. Benefits of intermediate-layer formation at the interface of Nb/Cu and Ta/Cu explosive clads. Mater. Des. 2019, 166, 107610. [Google Scholar] [CrossRef]
- Saravanan, S.; Raghukandan, K.; Hokamoto, K. Improved microstructure and mechanical properties of dissimilar explosive cladding by means of interlayer technique. Arch. Civ. Mech. Eng. 2016, 16, 563–568. [Google Scholar] [CrossRef]
- Bataev, I.A.; Hokamoto, K.; Keno, H.; Bataev, A.A.; Balagansky, I.A.; Vinogradov, A.V. Metallic glass formation at the interface of explosively welded Nb and stainless steel. Met. Mater. Int. 2015, 21, 713–718. [Google Scholar] [CrossRef]
- Nakajima, H. Fabrication, properties and application of porous metals with directional pores. Prog. Mater. Sci. 2007, 52, 1091–1173. [Google Scholar] [CrossRef]
- Hyun, S.K.; Ikeda, T.; Nakajima, H. Fabrication of lotus-type porous iron and its mechanical properties. Sci. Technol. Adv. Mat. 2004, 5, 201–205. [Google Scholar] [CrossRef]
- Sun, G.; Wang, Z.; Yu, H.; Gong, Z.; Li, Q. Experimental and numerical investigation into the crashworthiness of metal foam-composite hybrid structures. Compos. Struct. 2019, 209, 535–547. [Google Scholar] [CrossRef]
- Heat exchangers. Available online: http://www.gunji.co.jp/products/heat_exchanger.html (accessed on 18 October 2019). (In Japanese).
- Jung, A.; Pullen, A.D.; Proud, W.G. Strain-rate effects in Ni/Al composite metal foams from quasi-static to low-velocity impact behavior. Compos. Part A 2016, 85, 1–11. [Google Scholar] [CrossRef]
- Itoh, S.; Kira, A.; Nagano, S.; Fujita, M. Optical study of underwater explosion of high explosive. Kayaku Gakkaishi (Sci. Tech. Energetic Mater.) 1995, 56, 188–194. (In Japanese) [Google Scholar]















© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).