Physical and Structural Characterization of Monocrystalline Cu-13.7% Al-4.2% Ni Alloy Submitted to Thermo-Cyclical Treatments under Applied Loads

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results
3.1. Analysis of the Monocrystalline Cu-13.7% Al-4.2% Ni Alloy in the Initial State
3.2. Differential Scanning Calorimetry of the Monocrystalline Cu-13.7% Al-4.2% Ni Alloy after TCT under Loads
3.2.1. Reverse RMT Curves during the First Cycle of DSC Analysis
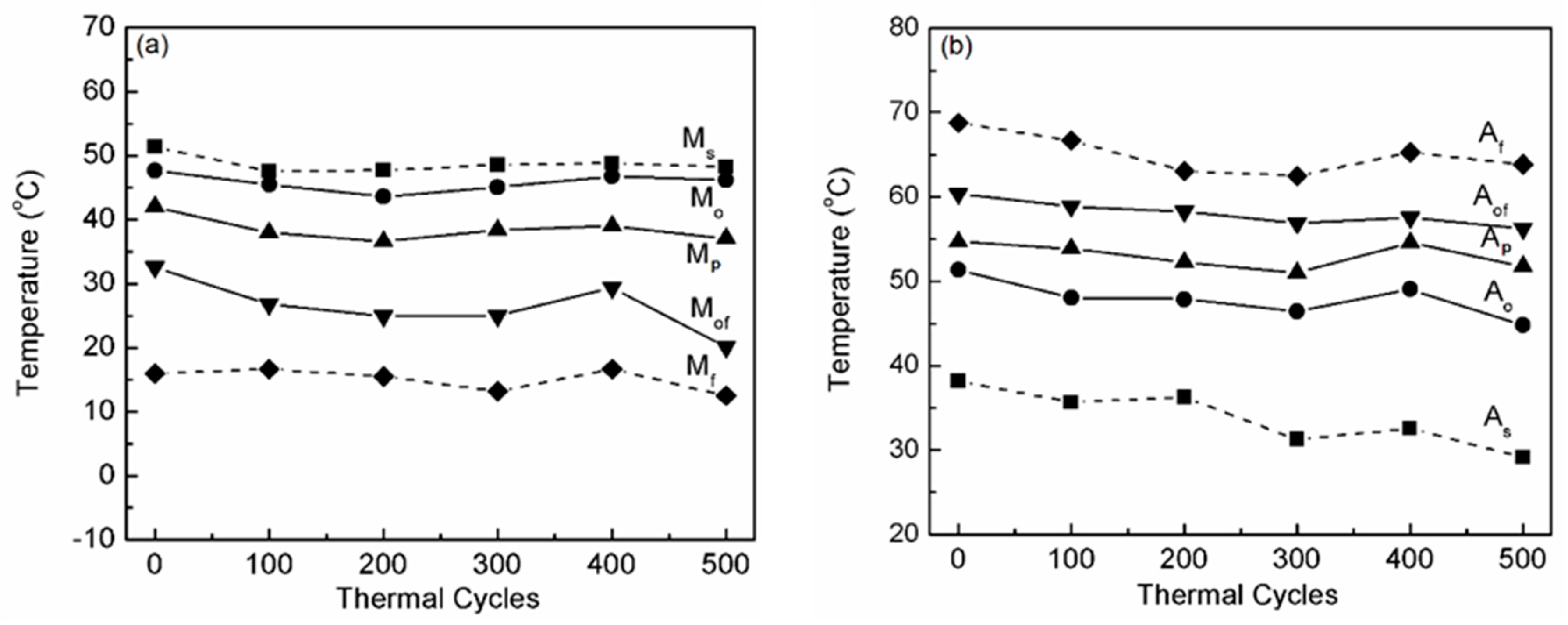
3.2.2. Direct and Reverse RMT of the Monocrystalline Cu-13.7% Al-4.2% Ni Alloy Curves after TCT under Loads
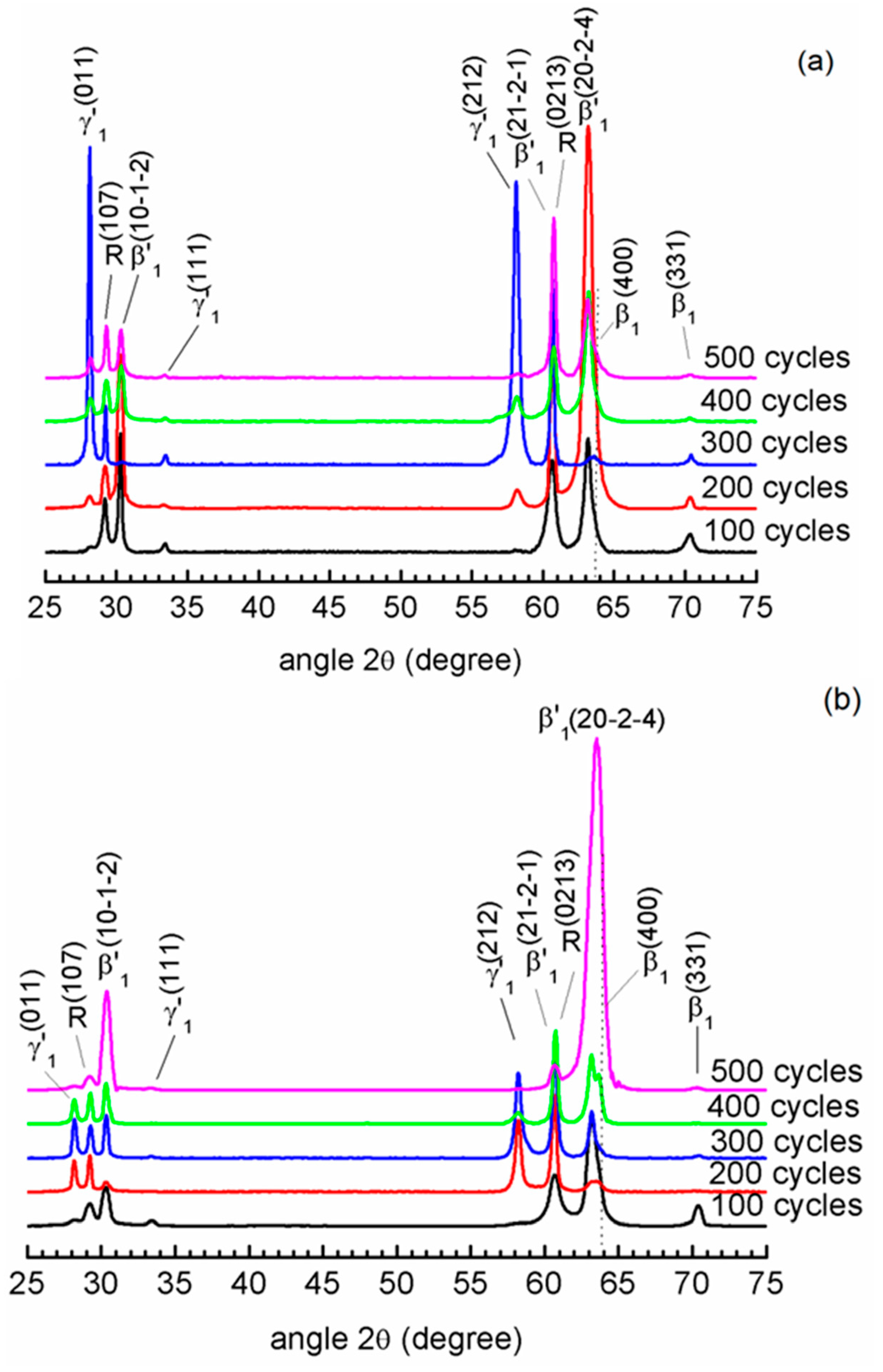
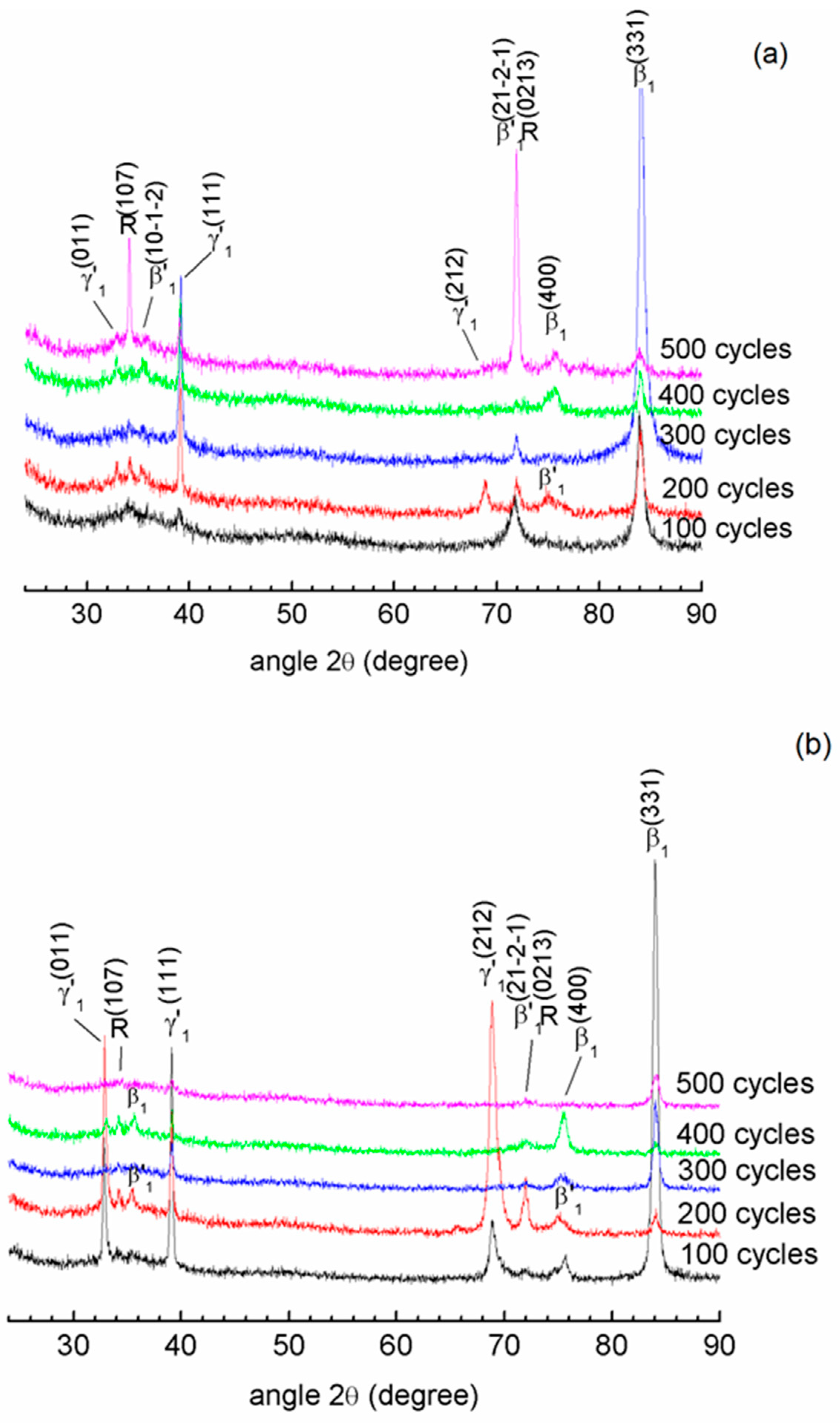
3.3. XRD Analysis of the Monocrystalline Cu-13.7% Al-4.2% Ni Alloy after TCT under Load
3.3.1. XRD Analysis after TCT under Loading of 0.11 MPa Ending with the ½ Cooling Cycle
3.3.2. XRD Analysis after TCT under Loading of 0.11 MPa Ending with ½ Heating Cycle
3.3.3. XRD Analysis after TCT under Loading of 0.26 MPa Ending with ½ Cooling Cycle
3.3.4. XRD Analysis after TCT under Loading of 0.26 MPa Ending with ½ Heating Cycle
3.3.5. XRD Analysis after TCT under Loading of 0.53 MPa Ending with ½ Cooling Cycle
3.3.6. XRD Analysis after TCT under Loading of 0.53 MPa Ending with ½ Heating Cycle
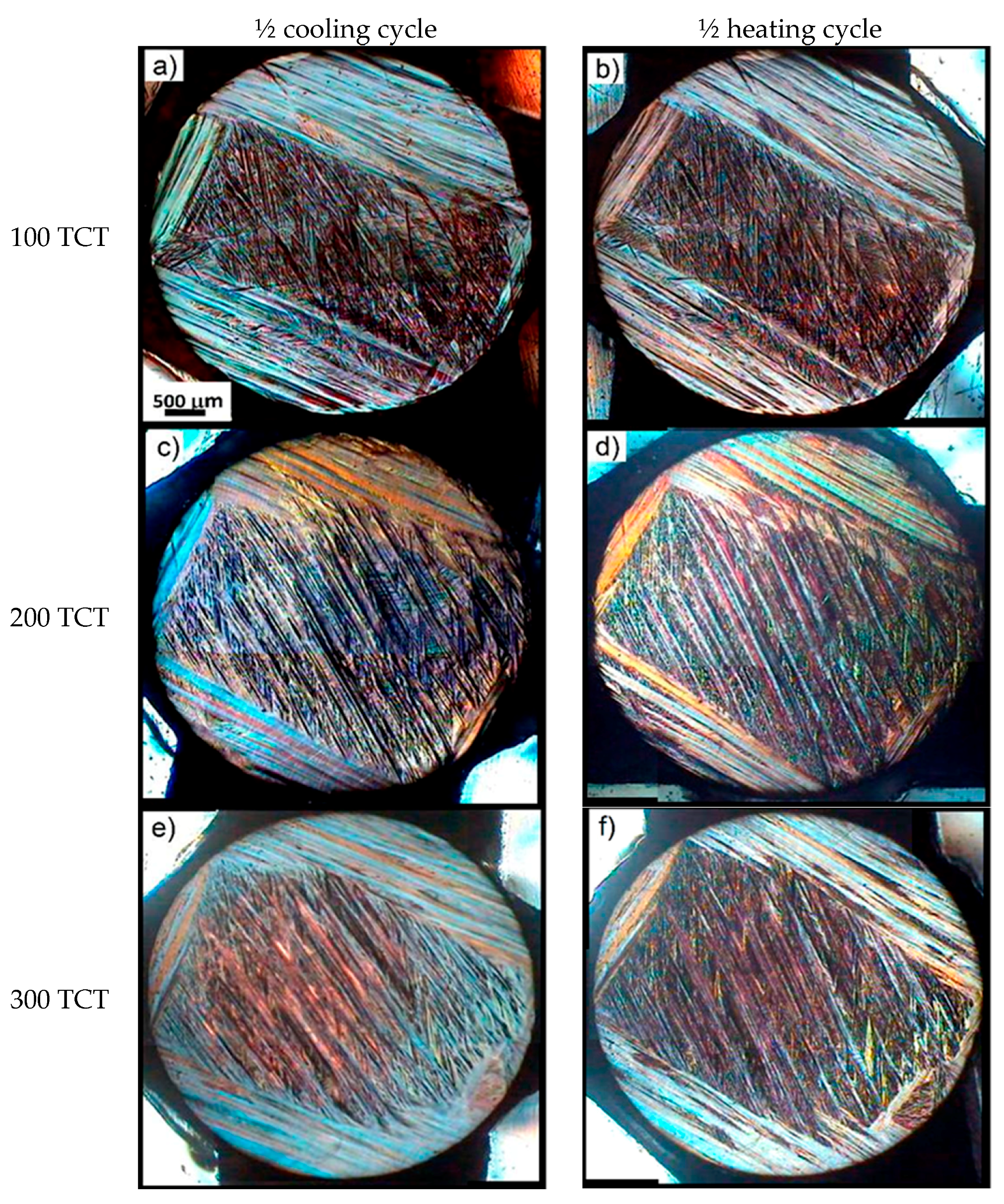
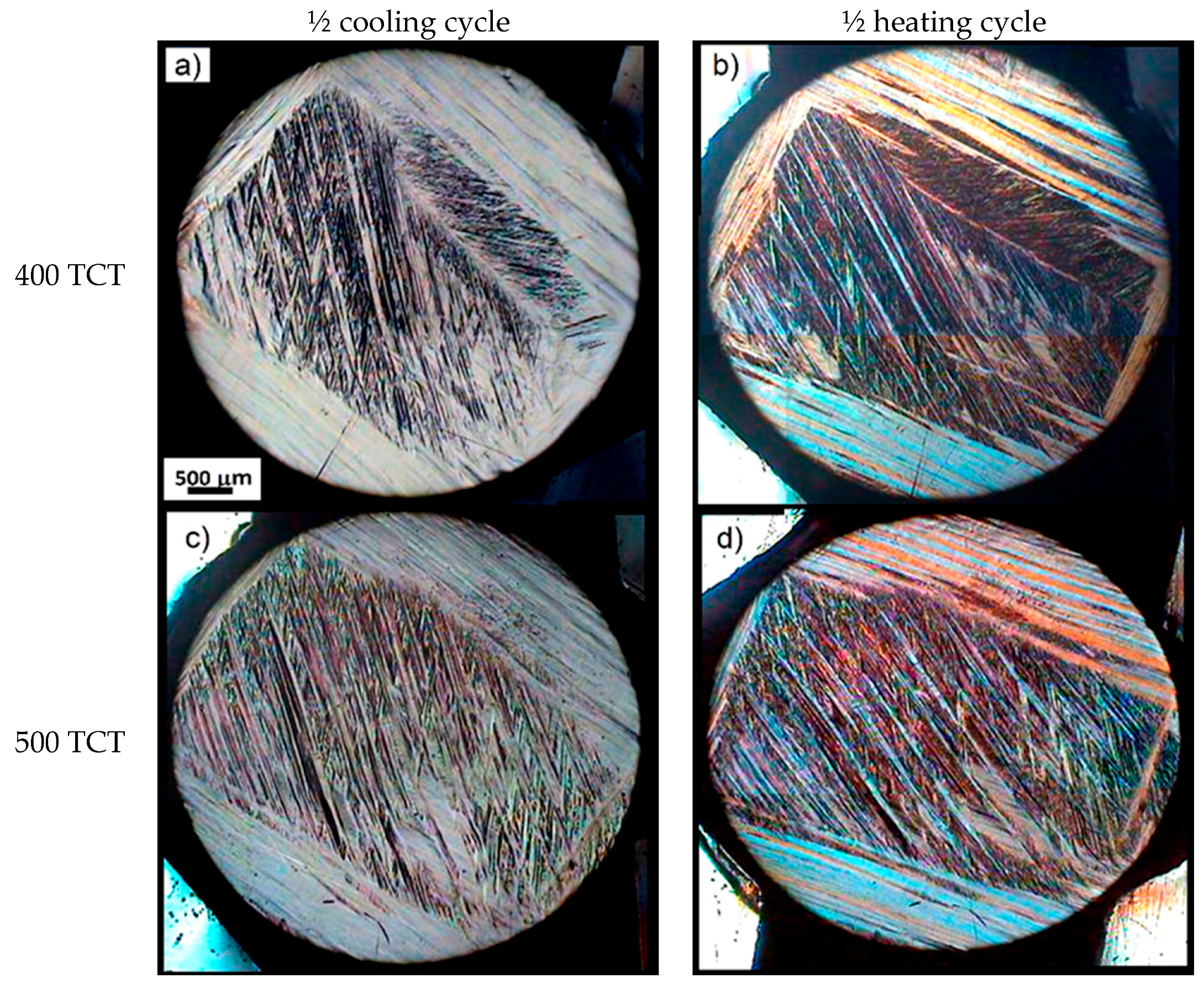
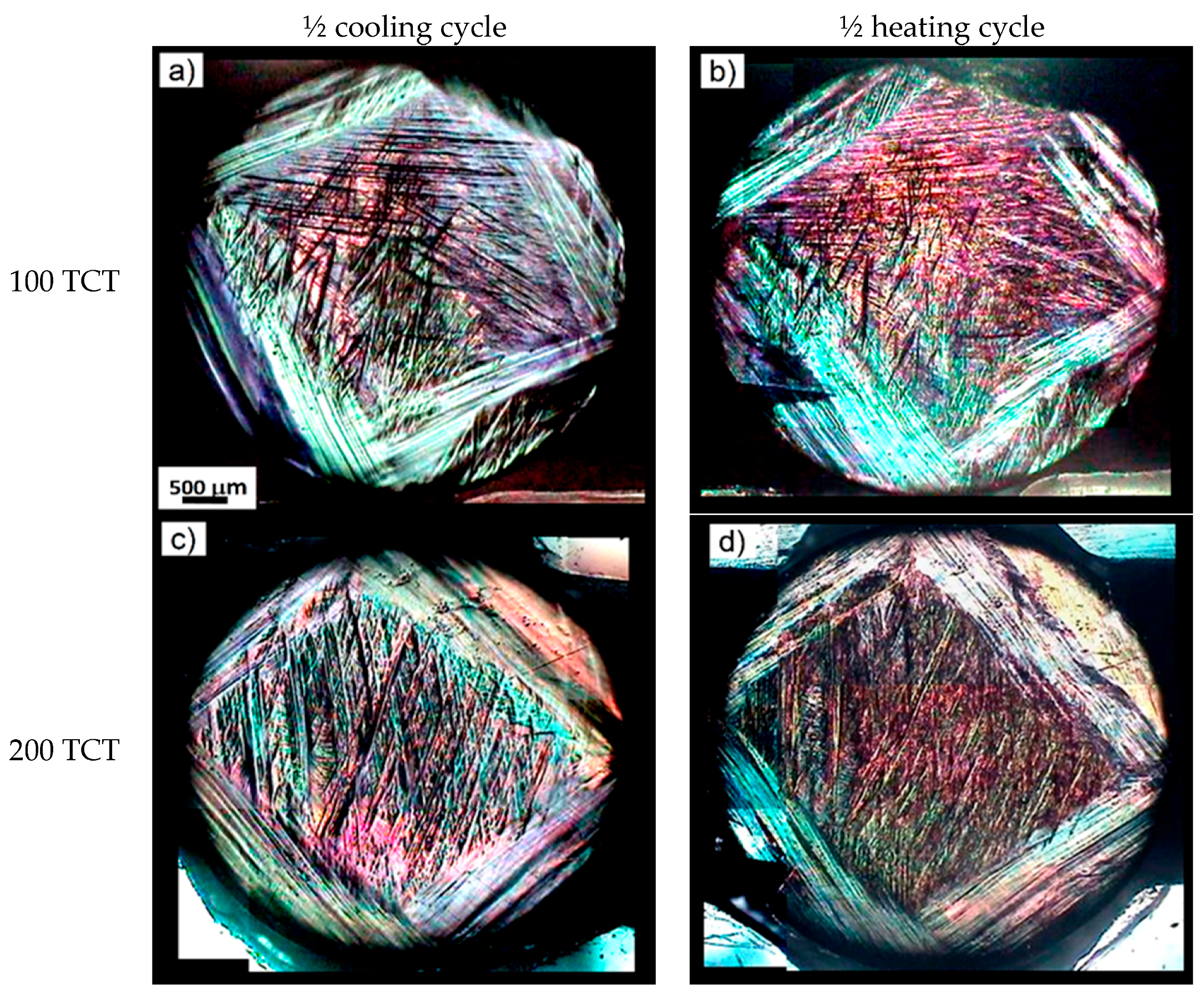
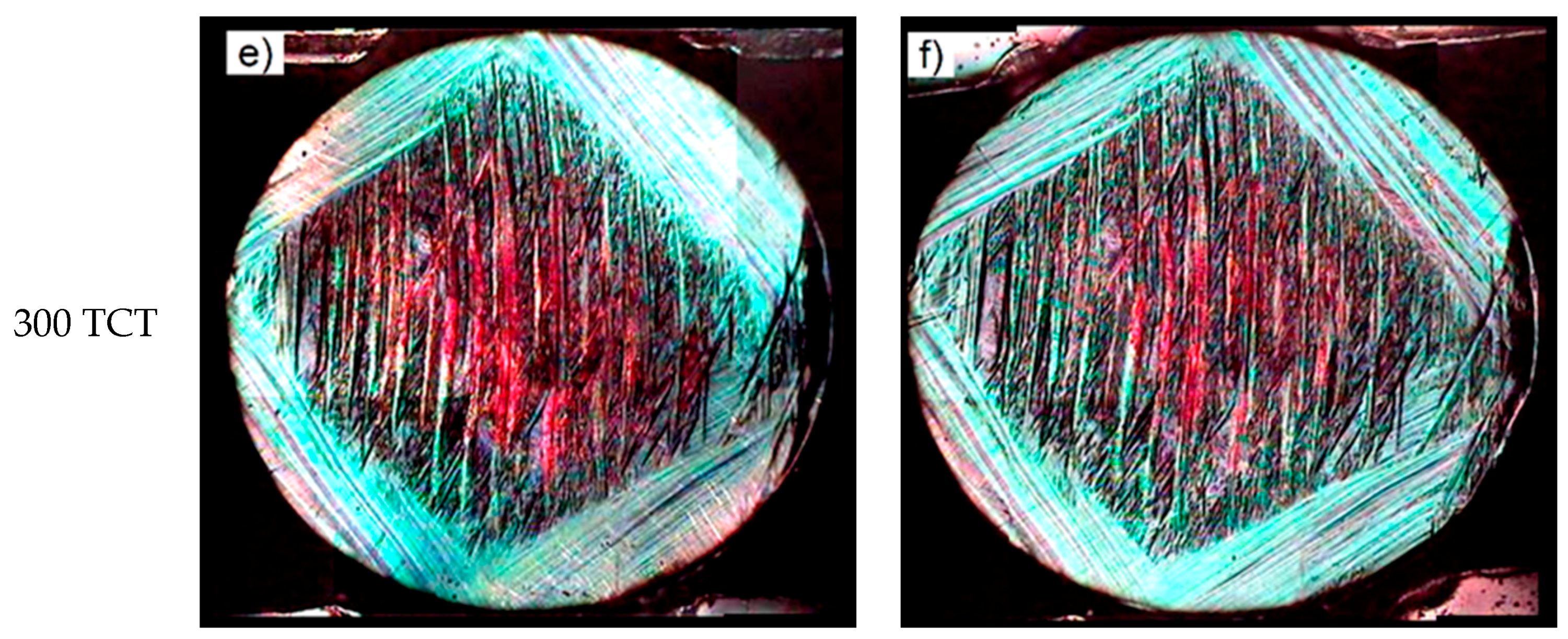
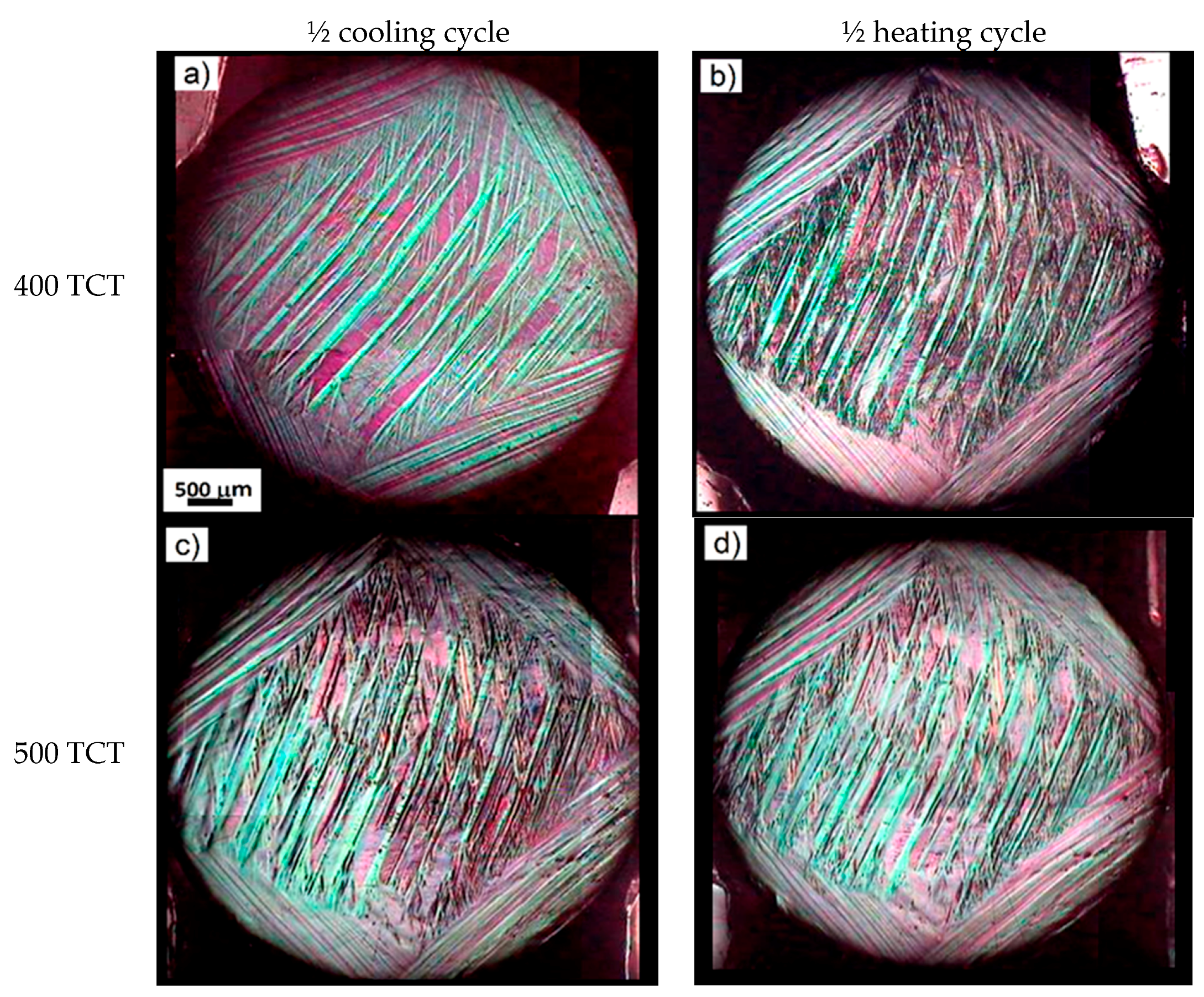
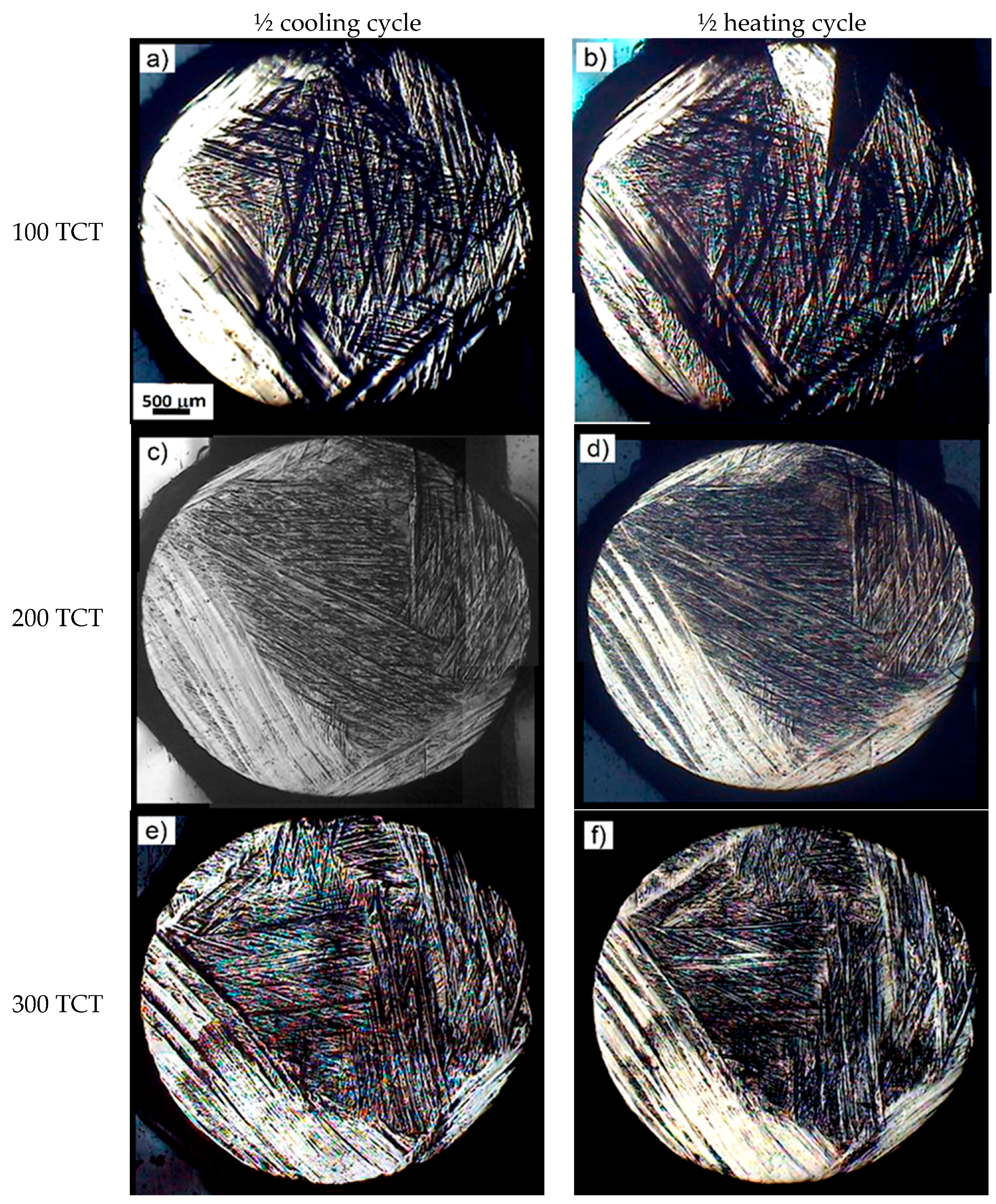
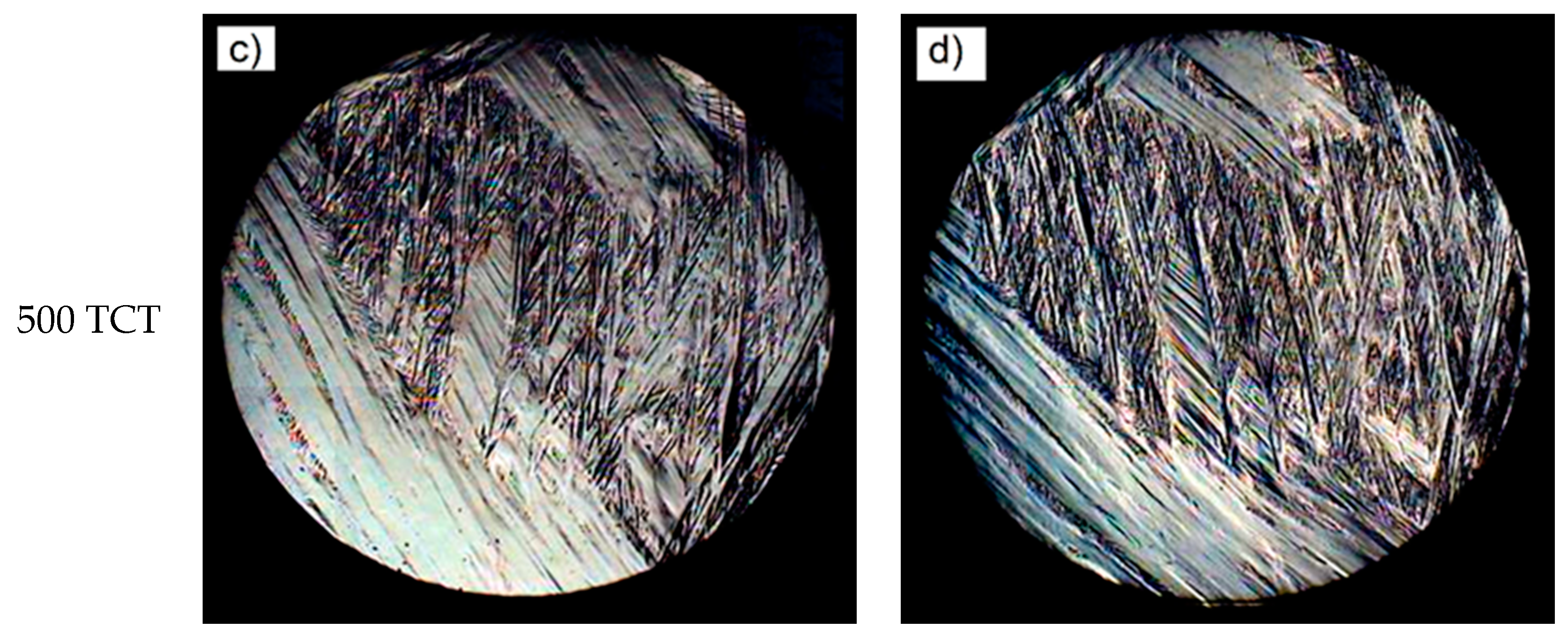
3.4. Optical Microscopy after TCT under Loading
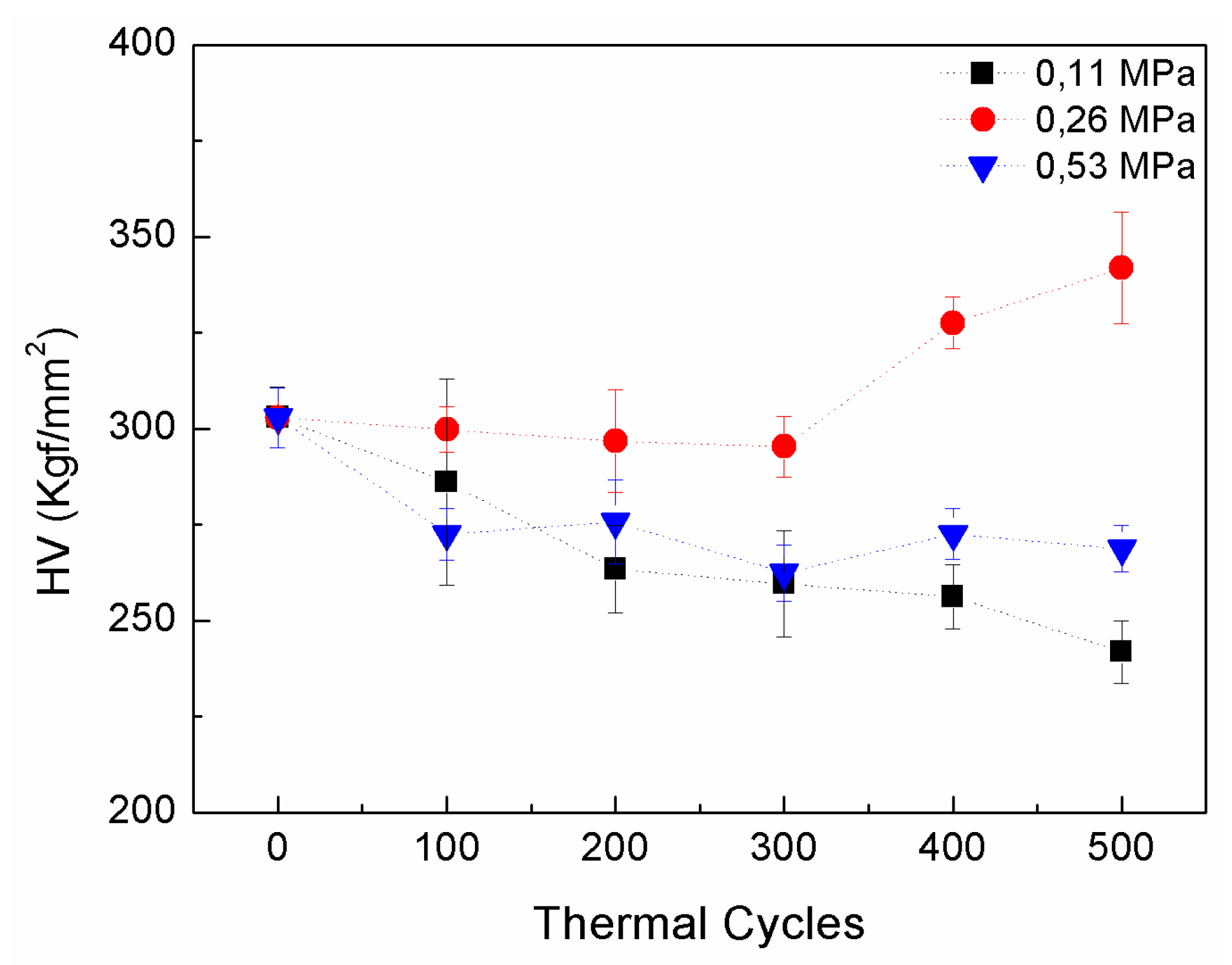
3.5. Vickers Microhardness after TCT under Loads
4. Discussion
5. Conclusions
- The monocrystalline Cu-13.7% Al-4.2% Ni alloy represents complex mixed transformation, revealing the RMT sequence β1 ↔ R ↔ β′1 + γ′1, where the present phases are coherent with each other and are very sensitive to structural changes.
- Alterations in the alloy structure by finishing the ½ cycle heating treatment (TA → 90 °C → TA) show good consistency with the critical temperatures of direct RMT. The martensite γ′1 field lies below the end of the intensive direct RMT (below Mof). Above this temperature, a greater participation of martensite β′1 is observed, coherent to phase R.
- The participation of the high-temperature phase β1 in the alloy structure, mainly after TCTs under the load of 0.26 MPa, appears as a response of the load applied during the treatment which promotes partially the reverse RMT γ′1 + β′1 → R → β1.
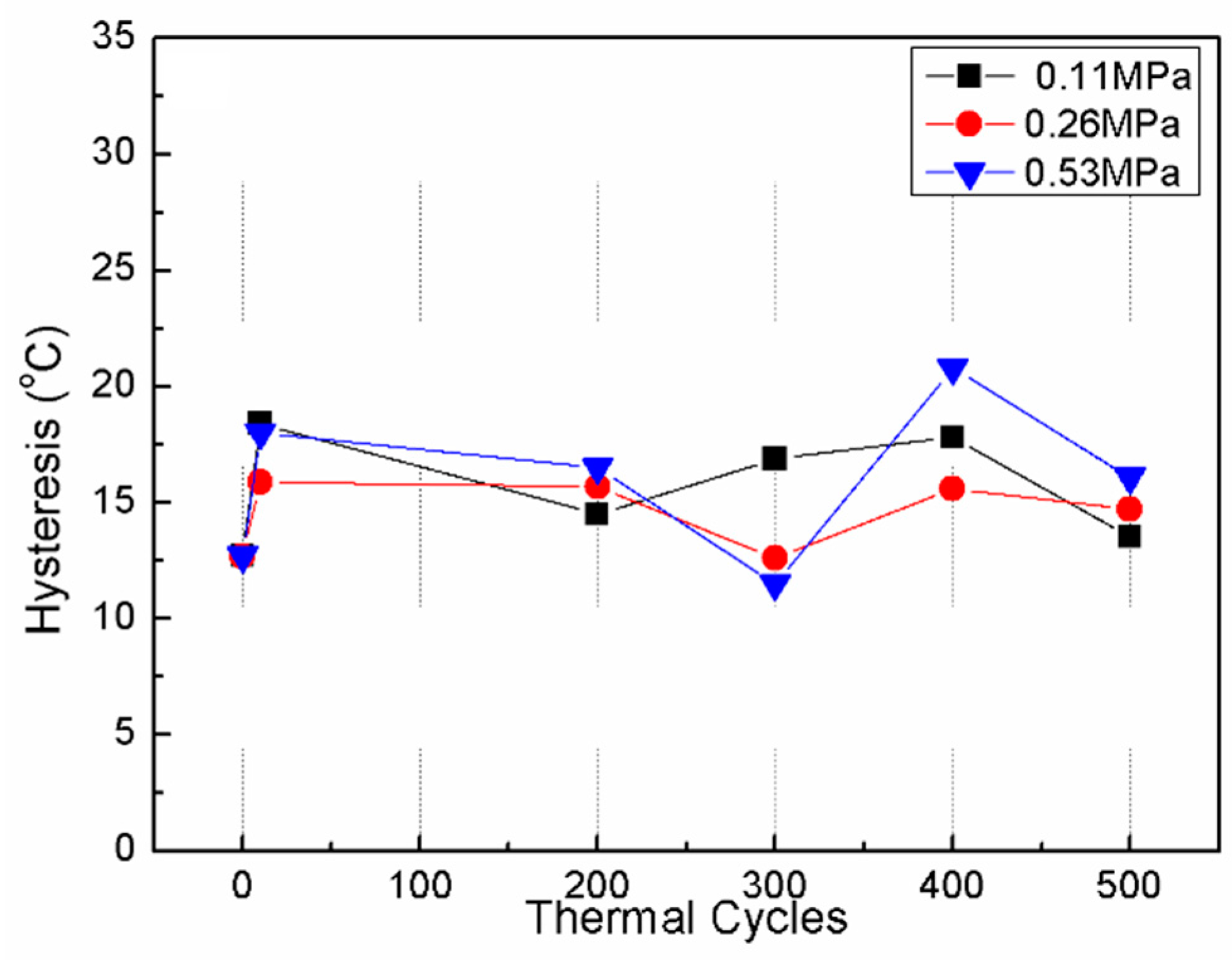
- During TCTs performed under optimized load (0.26 MPa), where the RMT range was not changed, the reorientation, hardening, and stabilization of the structure during RMT occur more intensively, resulting in a reduction of critical intervals, increasing and stabilizing of the microhardness, from 300 thermal cycles.
- The changes in the main RMT parameters of monocrystalline Cu-13.7% Al-4.2% Ni alloy during TCT under load are not very significant, especially after complete RMT cycles, which indicate good resistance of the alloy investigated to irreversible changes, making its practical use feasible.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kurdyumov, G.V.; Khandros, L.G. On the thermoelastic equilibrium on martensitic transformations. Dokl. Akad. Nauk SSSR 1949, 66, 211–214. Available online: http://archive.ujp.bitp.kiev.ua/files/journals/53/si/53SI20p.pdf (accessed on 25 January 2020).
- Perkins, J. Shape memory effects in alloys. In Proceedings of the International Symposium on Shape Memory Effects and Applications, Toronto, ON, Canada, 19–20 May 1975; Available online: https://www.springer.com/gp/book/9781468422139 (accessed on 25 January 2020).
- Otsuka, K.; Wayman, C.M. (Eds.) Shape Memory Materials; Cambridge University Press: Cambridge, UK, 1999; Available online: https://ru.scribd.com/document/368059783/K-Otsuka-C-M-Wayman-Shape-Memory-Materials-Cambridge-University-Press-1998 (accessed on 25 January 2020).
- Duerig, T.W.; Pelton, A.; Stöckel, D. An overview of nitinol medical applications. Mater. Sci. Eng. A 1999, 273, 149–160. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical metallurgy of Ti–Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- SMST-2017: Nitinol and Beyond. In Proceedings of the International Conference on Shape Memory and Superelastic Technologies (SMST 2017), San Diego, CA, USA, 15–19 May 2017; Volume 1, p. 230. Available online: https://www.asminternational.org/web/smst/events/proceedings/-/journal_content/56/10192/37425484/PUBLICATION (accessed on 25 January 2020).
- Font, J.; Cesari, E.; Muntasell, J.; Pons, J. Thermomechanical cycling in Cu–Al–Ni-based melt-spun shape-memory ribbons. Mater. Sci. Eng. A 2003, 354, 207–211. [Google Scholar] [CrossRef]
- Tadaki, T. Cu-based shape memory alloys. In Shape Memory Materials; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: Cambridge, UK, 1999; pp. 97–116. [Google Scholar]
- Martynov, V.; Bokate, M.D.; Johnson, A.D.; Grey, G.R. Superelastic and shape memory single Crystal Cu-Al-Ni: Fabrication and Applications. In Proceedings of the International Conference on Shape Memory and Superelastic Technologies, Pacific Grove, CA, USA, 7–11 May 2006; pp. 427–439. Available online: http://docplayer.net/50163627-Smst-shape-memory-and-superelastic-technologies-proceedings-of-the-international-conference-on.html (accessed on 25 January 2020).
- Pulnev, S.; Nikolaev, V.; Priadko, A.; Rogov, A.; Vahhi, I. Actuators and drivers based on CuAlNi shape memory single crystals. J. Mater. Eng. Perform. 2011, 20, 497–499. [Google Scholar] [CrossRef]
- Morin, M.; Trivero, F. Influence of thermal cycling on the reversible martensitic transformation in a Cu-Al-Ni shape memory alloy. Mater. Sci. Eng. A 1995, 196, 177–181. [Google Scholar] [CrossRef]
- Silva, R.J.C.; Matlakhova, L.A.; Pereira, E.C.; Matlakhov, A.N.; Monteiro, S.N.; Rodríguez, R.J.S. Thermal cycling treatment and structural changes in Cu-Al-Ni monocrystalline alloys. Mater. Sci. Forum Trans. Tech. Publ. 2006, 514, 692–696. [Google Scholar] [CrossRef]
- Matlakhova, L.A.; Motta, A.C.; Matlakhov, A.N.; Pereira, E.C.; Toledo, R.; Monteiro, S.N. Estrutura de ligas monocristalinas Cu-Al-Ni após ciclagem térmica. Technol. Metall. Mater. Min. 2009, 6, 80–85. [Google Scholar]
- Hund, F.; Fricke, R. Der Kristallbau von α-BiF3. Z. Anorg. Chem. 1949, 258, 198–204. [Google Scholar] [CrossRef]
- Vol, A.E. The Structure and Properties of Binary Systems; Fizmatgiz: Moscow, Russia, 1959; Volume 1, p. 755. [Google Scholar]
- Bown, M.G. The structure of rhombohedral T (NiCuAl). Acta Crystallogr. 1956, 9, 70–74. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Yadroitsev, I.; Morozov, Y. Laser-assisted synthesis in Cu-Al-Ni system and some of its properties. J. Alloys Compd. 2016, 658, 875–879. [Google Scholar] [CrossRef]
- Matlakhova, L.A.; Pereira, E.C.; Matlakhov, A.N.; Monteiro, S.N. Structure and properties of a monocrystalline Cu-Al-Ni alloy submitted to thermal cycling under load. In Shape Memory Alloys: Manufacture, Properties and Applications; Nova Publishers: Hauppauge, NY, USA, 2010; ISBN 978-1-60741-789-7. Available online: http://www.novapublishers.org/catalog/product_info.php?products_id=20903 (accessed on 25 January 2020).
- Pereira, E.C.; Matlakhova, L.A.; Matlakhov, A.N.; Monteiro, S.N.; Rodriguez, R.S. Effect of applied load on the characteristics of reversible martensitic transformation during thermal cycling treatment of a monocrystalline Cu-13.5Al-4Ni alloy. Mater. Sci. Res. J. 2010, 4, 15–36. Available online: https://www.researchgate.net/publication/286317945_Effect_of_applied_load_on_the_characteristics_of_reversible_martensitic_transformation_during_thermal_cycling_treatment_of_a_monocrystalline_Cu-13.5Al-4Ni_alloy (accessed on 25 January 2020).
- Matlakhova, L.A.; Pereira, E.C.; Matlakhov, A.N.; Monteiro, S.N.; Rodriguez, R.S. Stress assisted thermal cycling treatment of a monocrystalline Cu-Al-Ni alloy. Mater. Sci. Res. J. 2011, 5, 31–50. [Google Scholar]
- Pereira, E.C.; Matlakhova, L.A.; Matlakhov, A.N.; Shigue, C.Y.; Monteiro, S.N. Physical and Structural Characterization of a Monocrystalline Cu-13.7Al-4.2Ni Alloy Subjected to Thermal Cycling Treatments. Metall. Mater. Trans. A 2014, 45, 1866–1875. [Google Scholar] [CrossRef]
- Pereira, E.C.; Matlakhova, L.A.; Matlakhov, A.N.; Araújo, C.J.; Shigue, C.Y.; Monteiro, S.N. Reversible martensite transformations in thermal cycled polycrystalline Cu-13.7% Al-4.0% Ni alloy. J. Alloys Compd. 2016, 688, 436–446. [Google Scholar] [CrossRef]
- Pul’nev, S.A.; Nikolaev, V.I.; Malygin, G.A.; Kuz’min, S.L.; Shpeizman, V.V.; Nikanorov, S.P. Generation and relaxation of reactive stresses in Cu-Al-Ni shape-memory alloy. Tech. Phys. 2006, 51, 1004–1007. [Google Scholar] [CrossRef]
- Recarte, V.; Pérez-Sáez, R.B.; Bocanegra, E.H.; Nó, M.L.; San Juan, J. Dependence of the martensitic transformation characteristics on concentration in Cu–Al–Ni shape memory alloys. Mater. Sci. Eng. A 1999, 273, 380–384. [Google Scholar] [CrossRef]
- Recarte, V.; Pérez-Sáez, R.B.; Nó, M.L.; San Juan, J. Evolution of martensitic transformation in Cu–Al–Ni shape memory alloys during low-temperature aging. J. Mater. Res. 1999, 14, 2806–2813. [Google Scholar] [CrossRef]
- Recarte, V.; Pérez-Sáez, R.B.; Nó, M.L.; San Juan, J. Ordering kinetics in Cu–Al–Ni shape memory alloys. J. Appl. Phys. 1999, 86, 5467–5473. [Google Scholar] [CrossRef]
- Recarte, V.; Pérez-Sáez, R.B.; San Juan, J.; Bocanegra, E.H.; Nó, M.L. Influence of Al and Ni concentration on the martensitic transformation in Cu-Al-Ni shape-memory alloys. Metall. Mater. Trans. A 2002, 33, 2581–2591. [Google Scholar] [CrossRef]
- Ibarra, A.; Caillard, D.; San Juan, J.; Nó, M.L. Martensite nucleation on dislocations in Cu–Al–Ni shape memory alloys. Appl. Phys. Lett. 2007, 90, 101–107. [Google Scholar] [CrossRef]
- Ibarra, A.; San Juan, J.; Bocanegra, E.H.; Nó, M.L. Evolution of microstructure and thermomechanical properties during superelastic compression cycling in Cu–Al–Ni single crystals. Acta Mater. 2007, 55, 4789–4798. [Google Scholar] [CrossRef]
- Nishiyama, Z. Martensitic Transformations; Fine, M.E., Meshii, M., Wayman, C.M., Eds.; Academic Press: San Francisco, NY, USA, 1978; p. 480. [Google Scholar]
- Swann, P.R.; Warlimont, H. The electron-metallography and crystallography of copper-aluminum martensites. Acta Metall. 1963, 11, 511–527. [Google Scholar] [CrossRef]
- Wasilewski, R.J. The effects of applied stress on the martensitic transformation in TiNi. Metall. Mater. Trans. 1971, 2, 2973–2981. [Google Scholar] [CrossRef]
- Kovneristy, Y.K.; Fedotov, S.G.; Matlakhova, L.A. Effect of deformation on phase transformations and modulus of elongation in titanium nickelide—Based alloy. In Proceedings of the 5th International Conference on Titanium, Munich, Germany, 10–14 September 1984; Volume 3, pp. 1673–1681. [Google Scholar]
- Kovneristy, Y.K.; Fedotov, S.G.; Matlakhova, L.A.; Oleynikova, S.V. Shape memory and shape reversibility effects in a TiNi alloy as a function of deformation. Fiz. Met. Metallogr. (USSR) 1986, 62, 124–129. [Google Scholar]
- Kovneristy, Y.K.; Fedotov, S.G.; Matlakhova, L.A. The influence of plastic deformation on the structure, shape memory effect and other properties of TiNi alloy. In Proceedings of the International Symposium CN Shape Memory Alloys, Guilin, China, 6–9 September 1986; pp. 175–180. [Google Scholar]
- Fedotov, S.G.; Kovneristy, Y.K.; Matlakhova, L.A.; Zhebynieva, N.F. Structural changes in alloy TiNi with the shape memory effect during deformation. Phys. Met. Metall. 1988, 65, 564–569. [Google Scholar]
- Matlakhova, L.A.; Belousov, O.K.; Palii, N.A. Elastic Modulus and structure changes in TiNi during SME and RSME. Available online: https://www.lap-publishing.com/catalog/details//store/gb/book/978-613-9-85937-5/elastic-modulus-and-structure-changes-in-tini-during-sme-and-rsme?locale=ru (accessed on 25 January 2020).
- Matlakhova, L.A.; Motta, A.C.; Matlakhov, A.N.; Kolmakov, A.G.; Sevostianov, M.A. Módulo de elasticidade da liga monocristalina Cu-Al-Ni deformada por compressão. In Proceedings of the 18th Brazilian Congress of Engineering and Materials Science—CBECiMat, Porto de Galinhas, Brazil, 24–28 November 2008; pp. 6463–6474. Available online: https://www.scribd.com/document/50128870/18Cbecimat (accessed on 25 January 2020).
- Pérez-Landazábal, J.I.; Recarte, V.; Pérez-Sáez, R.B.; Nó, M.L.; Campo, J.; San Juan, J. Determination of the next-nearest neighbor order in β phase in Cu-Al-Ni shape memory alloys. Appl. Phys. Lett. 2002, 81, 1794–1796. [Google Scholar] [CrossRef]
- Antipov, A.I.; Matlakhova, L.A.; Tolmachev, A.N.; Oleinikova, S.V.; Zebyneva, N.F. Effect of Thermomechanical Treatment on the Shape Memory Effect in TN-1 Alloys. Fiz. Khim. Obrab. Mater. 1981, 6, 67–70. [Google Scholar]







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matlakhova, L.A.; Pereira, E.C.; Pulnev, S.A.; Shigue, C.Y.; Palii, N.A. Physical and Structural Characterization of Monocrystalline Cu-13.7% Al-4.2% Ni Alloy Submitted to Thermo-Cyclical Treatments under Applied Loads. Metals 2020, 10, 219. https://doi.org/10.3390/met10020219
Matlakhova LA, Pereira EC, Pulnev SA, Shigue CY, Palii NA. Physical and Structural Characterization of Monocrystalline Cu-13.7% Al-4.2% Ni Alloy Submitted to Thermo-Cyclical Treatments under Applied Loads. Metals. 2020; 10(2):219. https://doi.org/10.3390/met10020219
Chicago/Turabian StyleMatlakhova, Lioudmila A., Elaine C. Pereira, Serguey A. Pulnev, Carlos Y. Shigue, and Natalia A. Palii. 2020. "Physical and Structural Characterization of Monocrystalline Cu-13.7% Al-4.2% Ni Alloy Submitted to Thermo-Cyclical Treatments under Applied Loads" Metals 10, no. 2: 219. https://doi.org/10.3390/met10020219