
Optimal Design of the Submerged Entry Nozzle for Thin Slab Continuous Casting Molds

Abstract
:1. Introduction
2. Experimental Methodology
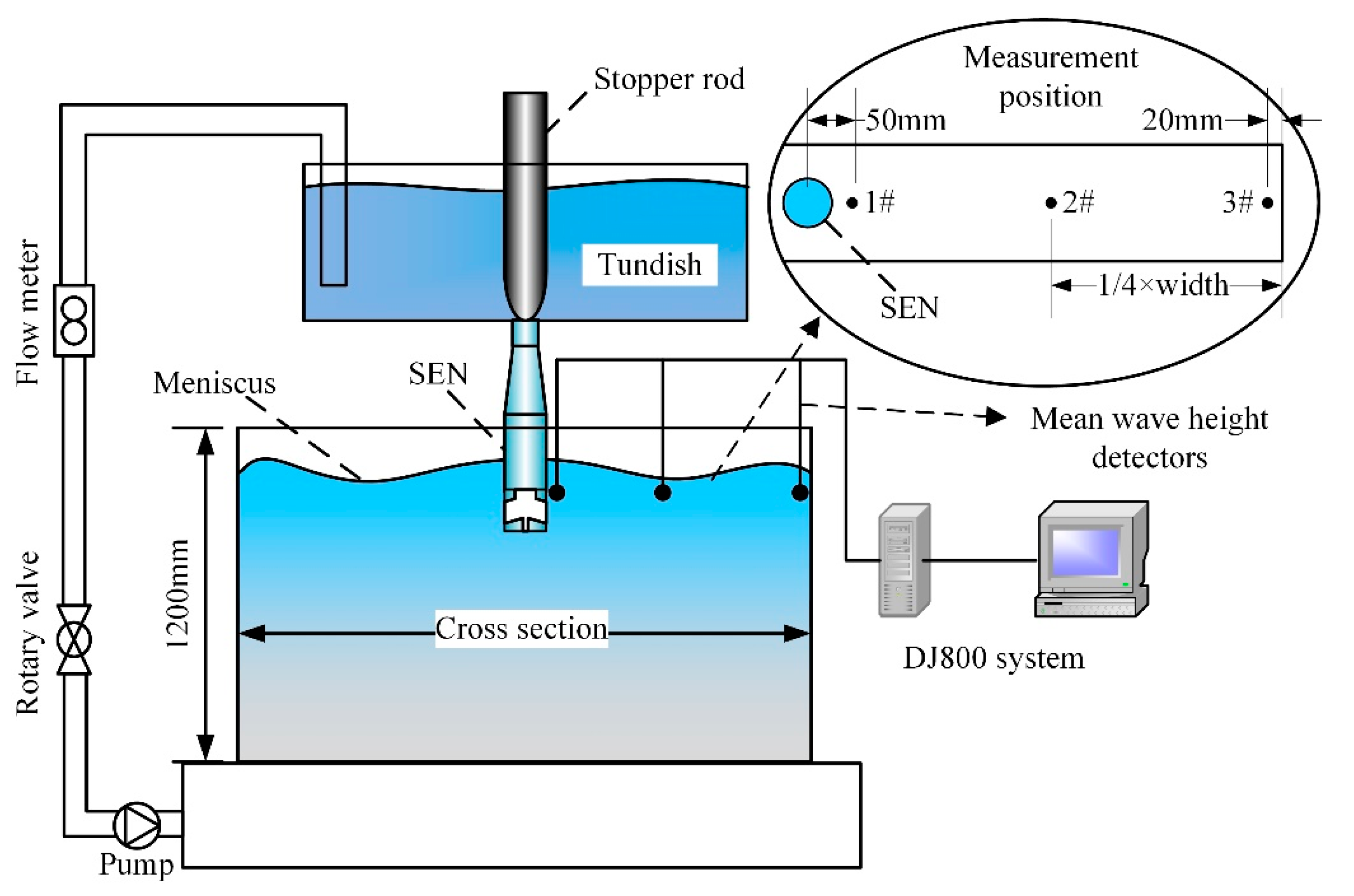
2.1. Physical Modeling
2.2. Mathematical Modeling
2.2.1. Governing Equations
2.2.2. Initial and Boundary Conditions
- (1)
- The inlet velocity was determined by the inlet area, casting speed and cross-sectional area of mold, the initial and inlet temperature were both assumed to be the sum of the liquidus temperature and the superheat;
- (2)
- (3)
- The full development flow boundary condition was adopted at the outlet plane, which means that the gradients of all variables were set to zero in the normal direction;
- (4)
- Following the previous approach [7], a square-root function simplification of the local heat profile was loaded into the mold, and a constant convective heat transfer coefficient was loaded into the secondary cooling zone.
2.2.3. Numerical Procedure
2.2.4. Modeling Verification and Plant Measurement
3. Results and Discussion
3.1. Fluid Flow Characteristic and Temperature Distribution with the 3P-0 SEN
3.2. Effect SEN Geometric Parameters on Fluid Flow Characteristic and Temperature Distribution
3.3. Practical Measurement and Application Performance
4. Conclusions
- (1)
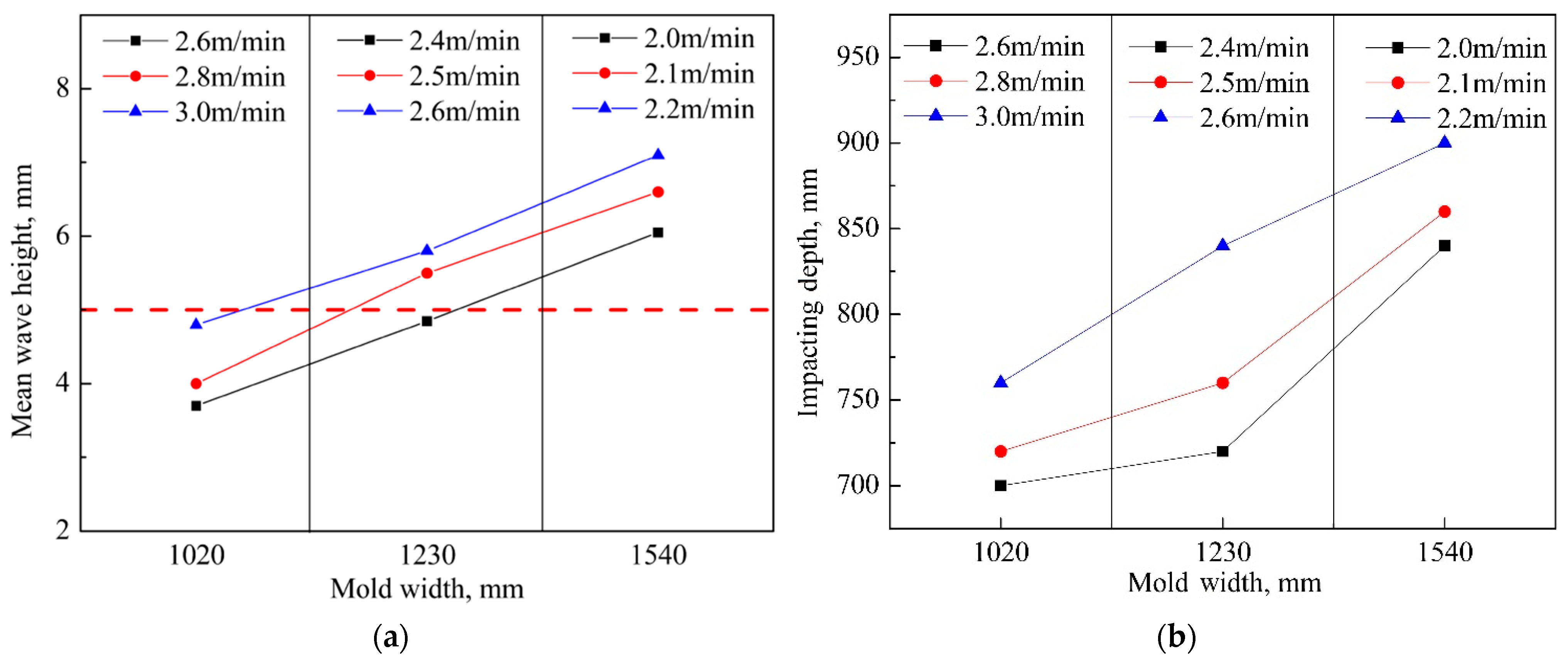
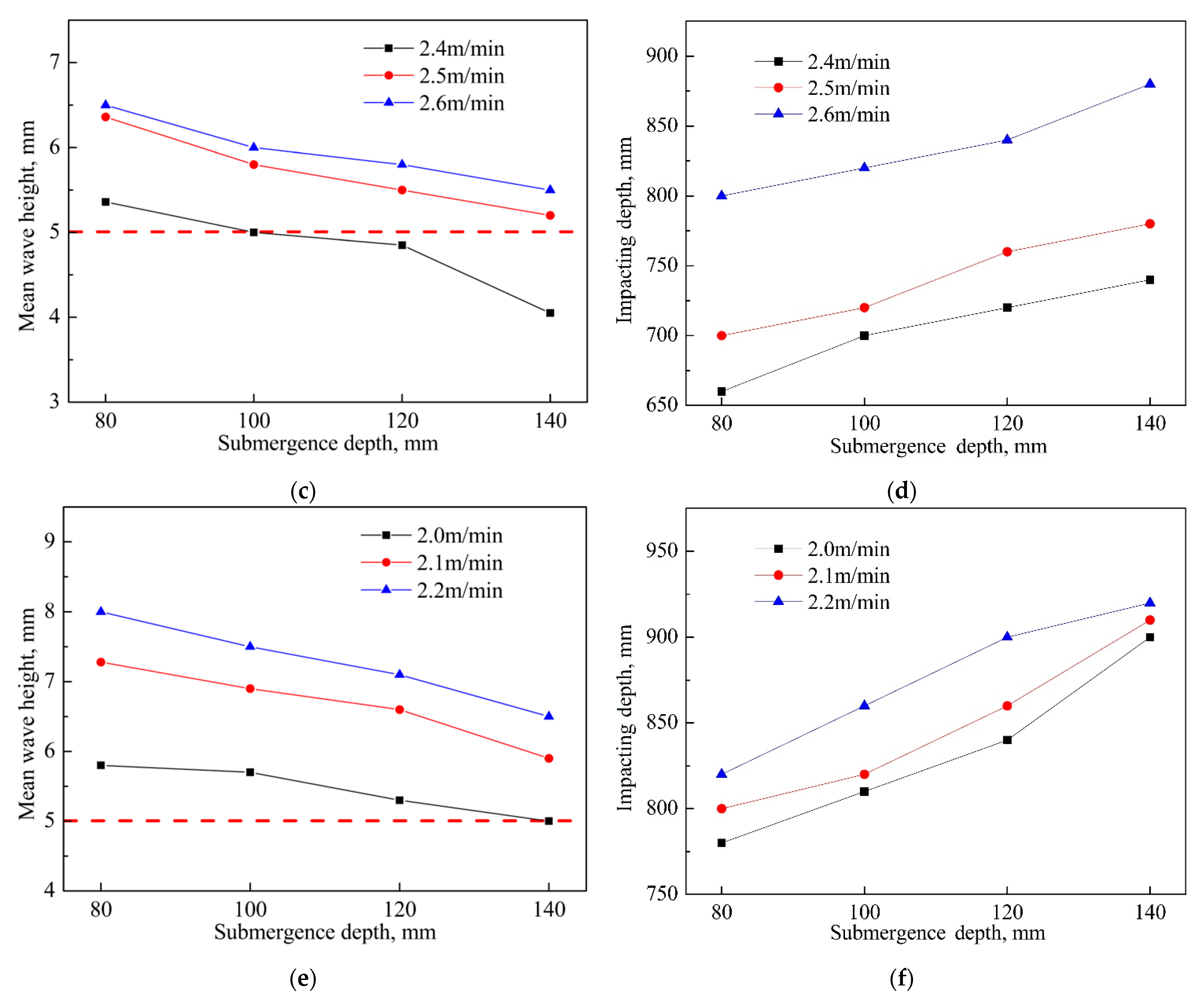
- The flow pattern in the ASP mold could be described as a typical “double-roll” flow formed by the jet from the side port and a central jet from the bottom port, and the flow field and temperature distribution were strongly dependent on the SEN structure design except for the casting speed and the SEN submergence depth. Particularly, the level fluctuation was enhanced with the increment of mold width at the same throughput.
- (2)
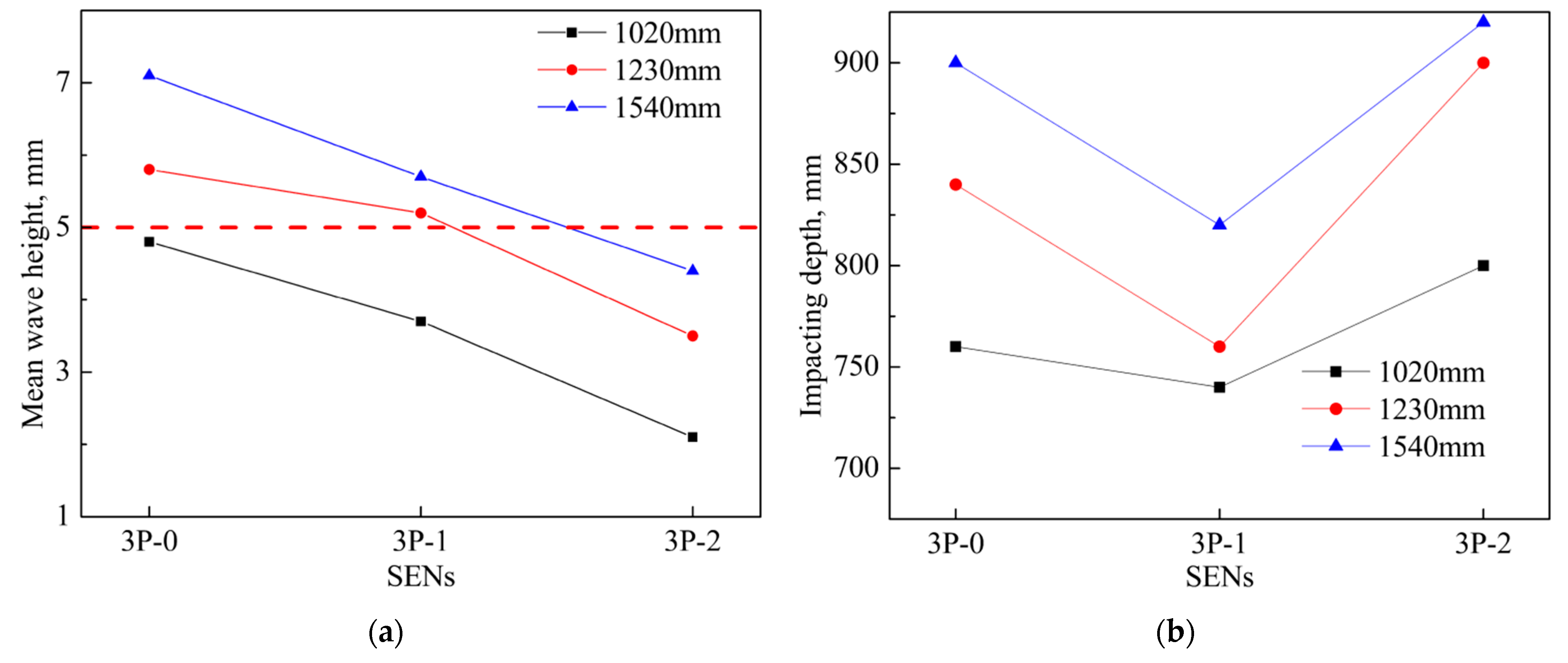
- The 3P-0 SEN did not satisfy the requirement on increasing casting speed due to strong level fluctuation, with the mean wave heights of 4.8 mm, 5.8 mm and 7.1 mm, respectively, for the three widths of mold. At the same time, the optimization of the SEN structure design by increasing the side port angle and bottom port area could effectively depress the level fluctuation, with the mean wave height below 4.4 mm for the three widths of mold.
- (3)
- The temperature distribution was slightly changed by the application of the optimized SEN, with the maximum temperature increased to about 1.7 K at the mold exit and 0.3 K on the free surface.
- (4)
- Practical application performance showed that the surface quality of the medium-thin slab was effectively improved by the application of the 3P-2 SEN after the throughput was increased to 3.96 t/min, with the breakout rate decreased from 0.349% to 0.107% and the surface defect decreased from 0.54% to 0.19%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Wang, X.; Sun, Y.; Yao, M.; Gao, Y.; Wang, F.; Wang, J. Research on a new detection method of slab surface crack in mould during continuous casting. Metall. Res. Technol. 2017, 115, 108. [Google Scholar] [CrossRef]
- Dos Anjos, T.P.D.; De Cassia Lima Pimenta, P.V.; Marcondes, F. Analysis of the heat transfer coefficients of the whole process of continuous casting of carbon steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 107. [Google Scholar] [CrossRef]
- Li, Y.; Li, L.; Zhang, J. Study and application of a simplified soft reduction amount model for improved internal quality of continuous casting bloom. Steel Res. Int. 2017, 88, 1700176. [Google Scholar] [CrossRef]
- Botelho, T.; Medeiros, G.; Ramos, G.L.; Costa e Silva, A. The application of computational thermodynamics in the understanding and control of clogging and scum in continuous casting of steel. J. Phase Equilib. Diffus. 2017, 38, 201–207. [Google Scholar] [CrossRef]
- Jin, K.; Vanka, S.P.; Thomas, B.G. Large eddy simulations of the effects of EMBR and SEN submergence depth on turbulent flow in the mould region of a steel caster. Metall. Mater. Trans. B 2016, 48, 162–178. [Google Scholar] [CrossRef]
- Asad, A.; Kratzsch, C.; Schwarze, R. Numerical investigation of the free surface in a model mold. Steel Res. Int. 2016, 87, 181–190. [Google Scholar] [CrossRef]
- Liu, H.; Yang, C.; Zhang, H.; Zhai, Q.; Gan, Y. Numerical simulation of fluid flow and thermal characteristics of thin slab in the funnel-type molds of two casters. ISIJ Int. 2011, 51, 392–401. [Google Scholar] [CrossRef] [Green Version]
- Deng, X.; Ji, C.; Cui, Y.; Li, L.; Yin, X.; Yang, Y.; McLean, A. Flow pattern control in continuous slab casting moulds: Physical modelling and plant trials. Ironmak. Steelmak. 2017, 44, 461–471. [Google Scholar] [CrossRef]
- Shen, J.L.; Chen, D.F.; Xie, X.; Zhang, L.L.; Dong, Z.H.; Long, M.J.; Ruan, X.B. Influences of SEN structures on flow characters, temperature field and shell distribution in 420 mm continuous casting mould. Ironmak. Steelmak. 2013, 40, 263–275. [Google Scholar] [CrossRef]
- Calderón-Ramos, I.; Morales, R.D. The role of submerged entry nozzle port shape on fluid flow turbulence in a slab mold. Metall. Mater. Trans. B 2015, 46, 1314–1325. [Google Scholar] [CrossRef]
- Xu, M.; Zhu, M. Transport phenomena in a beam-blank continuous casting mold with two types of submerged entry nozzle. ISIJ Int. 2015, 55, 791–798. [Google Scholar] [CrossRef] [Green Version]
- He, M.; Wang, N.; Chen, M.; Xuan, M. Physical and numerical simulation of the fluid flow and temperature distribution in bloom continuous casting mold. Steel Res. Int. 2017, 88, 1600447. [Google Scholar] [CrossRef]
- Liu, R.; Blazek, K.; Forman, B.; Fritz, C.; Graham, C. Effect of submerged-entry nozzle (SEN) design on fluid flow and heat transfer in a thin-slab steel caster. Steel Res. Int. 2019, 90, 1800398. [Google Scholar] [CrossRef]
- Salazar-Campoy, M.M.; Morales, R.D.; Najera-Bastida, A.; Calderon-Ramos, I.; Cedillo-Hernandez, V.; Delgado-Pureco, J.C. A physical model to study the effects of nozzle design on dispersed two-phase flows in a slab mold casting ultra-low-carbon steels. Metall. Mater. Trans. B 2018, 49, 812–830. [Google Scholar] [CrossRef]
- Real-Ramirez, C.A.; Carvajal-Mariscal, I.; Sanchez-Silva, F.; Cervantes-De-La-Torre, F.; Diaz-Montes, J.; Gonzalez-Trejo, J. Three-dimensional flow behavior inside the submerged entry nozzle. Metall. Mater. Trans. B 2018, 49, 1644–1657. [Google Scholar] [CrossRef]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Effect of nozzle port angle on transient flow and surface slag behavior during continuous steel slab casting. Metall. Mater. Trans. B 2019, 50, 52–76. [Google Scholar] [CrossRef]
- Gan, M.; Pan, W.; Wang, Q.; Zhang, X.; He, S. Effect of exit shape of submerged entry nozzle on flow field and slag entrainment in continuous casting mold. Metall. Mater. Trans. B 2020, 51, 2862–2870. [Google Scholar] [CrossRef]
- Calderon-Ramos, I.; Morales, R.D.; Servin-Castaneda, R.; Perez-Alvarado, A.; Garcia-Hernandez, S.; Barreto, J.D.J.; Arreola-Villa, S.A. Modeling study of turbulent flow in a continuous casting slab mold comparing three ports SEN designs. ISIJ Int. 2019, 59, 76–85. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Lu, H.; Shen, Z.; Sun, X.; Zhong, Y.; Ren, Z.; Lei, Z. Physical modeling of asymmetrical flow in slab continuous casting mold due to submerged entry nozzle clogging with the effect of electromagnetic stirring. ISIJ Int. 2019, 59, 2264–2271. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Lu, H.; Zhong, Y.; Ren, Z.; Lei, Z. Numerical simulation for the influence of EMS position on fluid flow and inclusion removal in a slab continuous casting mold. ISIJ Int. 2020, 60, 1204–1212. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, L.; Ma, D.; Wang, E. Numerical simulation on flow characteristic of molten steel in the mold with freestanding adjustable combination electromagnetic brake. Metall. Mater. Trans. B 2020, 51, 2609–2627. [Google Scholar] [CrossRef]
- Schurmann, D.; Glavinic, I.; Willers, B.; Timmel, K.; Eckert, S. Impact of the electromagnetic brake position on the flow structure in a slab continuous casting mold: An experimental parameter study. Metall. Mater. Trans. B 2020, 51, 61–78. [Google Scholar] [CrossRef]
- Han, S.W.; Cho, H.J.; Jin, S.Y.; Seden, M.; Lee, I.B.; Sohn, I. Effects of simultaneous static and traveling magnetic fields on the molten steel flow in a continuous casting mold. Metall. Mater. Trans. B 2018, 49, 2757–2769. [Google Scholar] [CrossRef]
- Xu, L.; Wang, E.; Karcher, C.; Deng, A.; Xu, X. Numerical simulation of the effects of horizontal and vertical EMBR on jet flow and mold level fluctuation in continuous casting. Metall. Mater. Trans. B 2018, 49, 2779–2793. [Google Scholar] [CrossRef]
- Lee, J.H.; Han, S.; Cho, H.J.; Park, I.S. Numerical and experimental study of the meniscus vortex core in a water model of continuous casting mold. Metall. Mater. Trans. B 2021, 52, 178–189. [Google Scholar] [CrossRef]
- Zhang, K.T.; Liu, J.H.; Cui, H. Simulation for mass transfer kinetics at slag-steel interface during high al steel continuous casting. ISIJ Int. 2019, 59, 2256–2263. [Google Scholar] [CrossRef] [Green Version]
- Singh, V.; Das, S.K. Mathematical model and plant investigation to characterize effect of casting speed on thermal and solidification behavior of an industrial slab caster. ISIJ Int. 2018, 58, 2308–2317. [Google Scholar] [CrossRef] [Green Version]
- Zhao, P.; Zhou, L. Mathematical modelling of slag entrainment and entrained droplets in a continuous casting mould. Ironmak. Steelmak. 2019, 46, 886–895. [Google Scholar] [CrossRef]
- Zhang, K.T.; Liu, J.H.; Cui, H. Effect of flow field on surface slag entrainment and inclusion adsorption in a continuous casting mold. Steel Res. Int. 2020, 91, 1900437. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, X.; Zhang, J.; Wang, W. Effect of SEN structure on the mold level fluctuation and heat transfer for a medium thin slab caster. J. Univ. Sci. Technol. B 2008, 15, 120–124. [Google Scholar] [CrossRef]
- Thomas, B.G.; O’Malley, R.; Shi, T.; Meng, Y.; Creech, D.; Stone, D. Validation of Fluid Flow and Solidification Simulation of a Continuous Thin-Slab Caster, Modeling of Casting, Welding, and Advanced Solidification Processes IX, Aachen, Germany, August 20–25; Sahm, P.R., Hansen, P.N., Conley, J.G., Eds.; Shaker Verlag GmbH: Aachen, Germany, 2000. [Google Scholar]
- Pfeiler, C.; Thomas, B.G.; Wu, M.; Ludwig, A.; Kharicha, A. Solidification and particle entrapment during continuous casting of steel. Steel Res. Int. 2008, 79, 599–607. [Google Scholar] [CrossRef] [Green Version]
- Gupta, D.; Lahiri, A.K. A water model study of the flow asymmetry inside a continuous slab casting mold. Metall. Mater. Trans. B 1996, 27, 757–764. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SEN | Side Port Angle α, ° | Bottom Port Area A, mm2 |
|---|---|---|
| 3P-0 | 15 | 1133.5 |
| 3P-1 | 18 | 1133.5 |
| 3P-2 | 18 | 1656.6 |
| Object | Mold Width, mm | Casting Speed, m/min | Mold Thickness, mm | Effective Length of Mold, mm | SEN Submergence Depth, mm |
|---|---|---|---|---|---|
| Actual mold | 1020 | 2.6–3.0 | 150 | 1100 | 80–140 |
| 1230 | 2.4–2.6 | ||||
| 1540 | 2.0–2.2 | ||||
| Physical model | 510 | 1.84–2.12 | 75 | 550 | 40–70 |
| 615 | 1.70–1.84 | ||||
| 770 | 1.41–1.56 |
| Parameter | value |
|---|---|
| Density, kg/m3 | 7000 |
| Dynamic viscosity, kg/(m·s) | 0.0055 |
| Specific heat, J/(kg·K) | 680 |
| Thermal conductivity, W/(m·K) | 34 |
| Liquidus temperature, K | 1804 |
| Solidus temperature, K | 1769 |
| Superheat, K | 25 |
| Latent heat, J/kg | 270,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xuan, M.; Chen, M. Optimal Design of the Submerged Entry Nozzle for Thin Slab Continuous Casting Molds. Metals 2021, 11, 1223. https://doi.org/10.3390/met11081223
Xuan M, Chen M. Optimal Design of the Submerged Entry Nozzle for Thin Slab Continuous Casting Molds. Metals. 2021; 11(8):1223. https://doi.org/10.3390/met11081223
Chicago/Turabian StyleXuan, Mingtao, and Min Chen. 2021. "Optimal Design of the Submerged Entry Nozzle for Thin Slab Continuous Casting Molds" Metals 11, no. 8: 1223. https://doi.org/10.3390/met11081223