
Deformation Rate and Temperature Sensitivity in TWIP/TRIP VCrFeCoNi Multi-Principal Element Alloy


 ,
,  , ,
, , 

Abstract
:1. Introduction
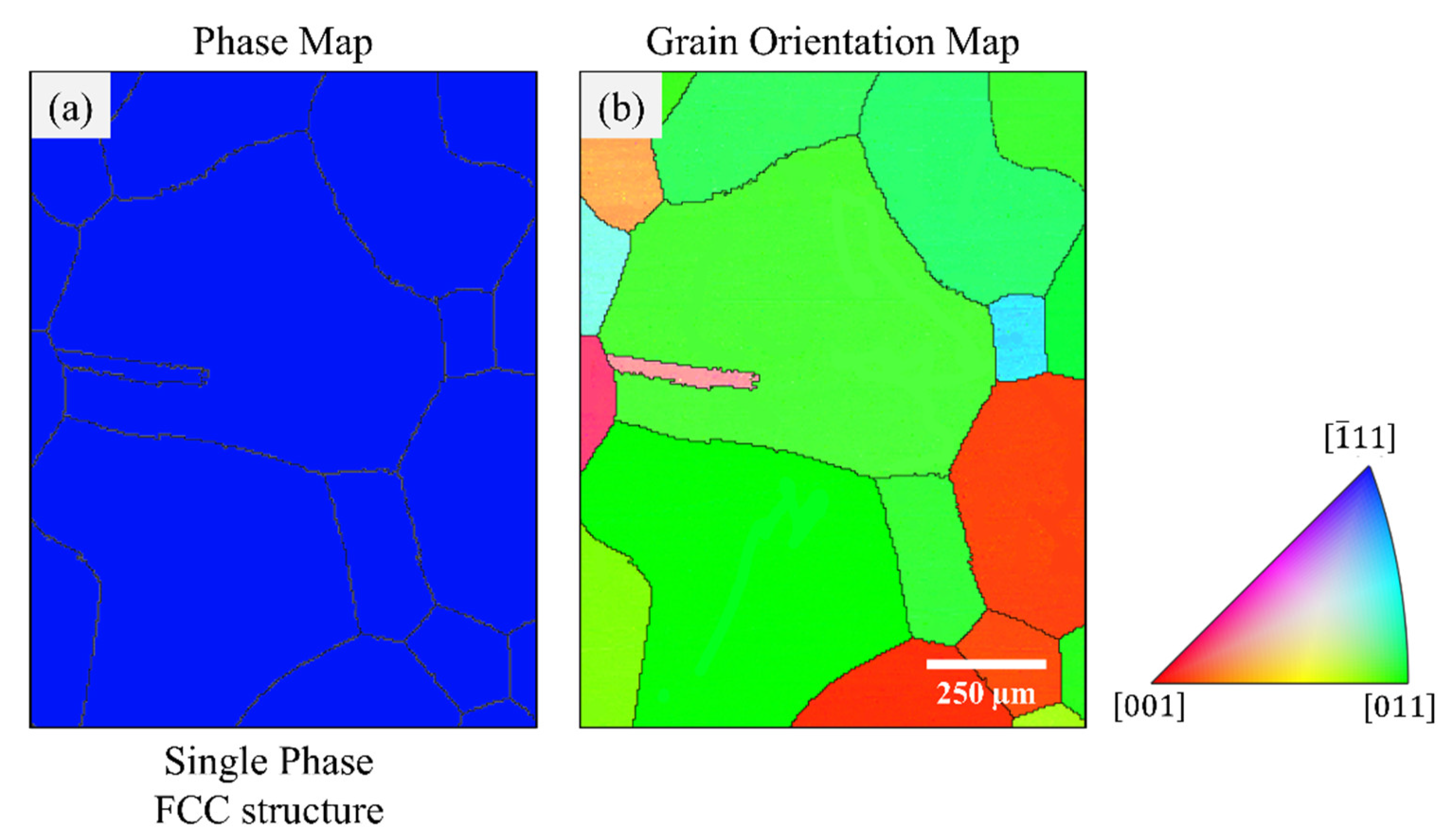
2. Materials and Methods
3. Results and Discussion
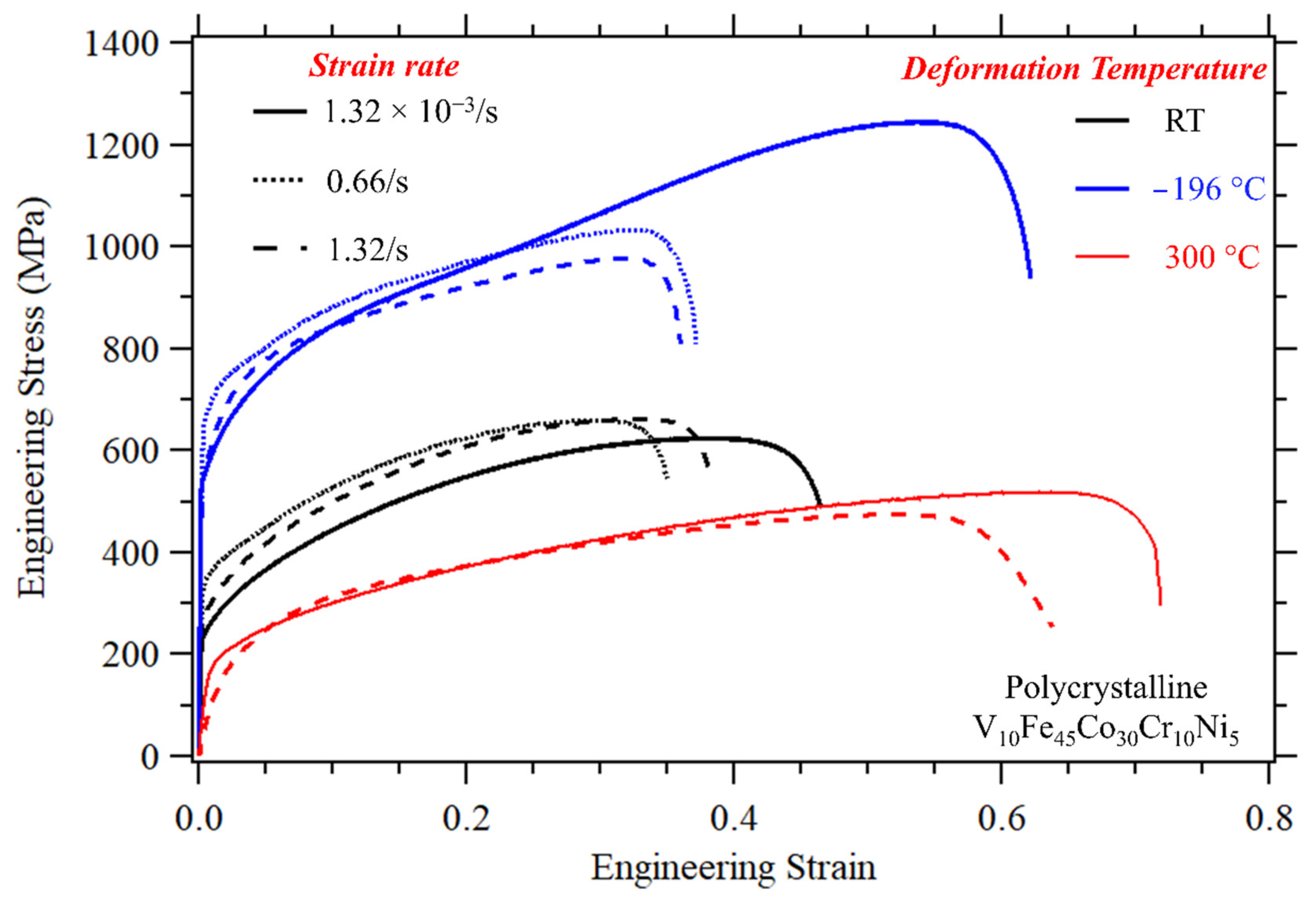
3.1. Tensile Mechanical Properties
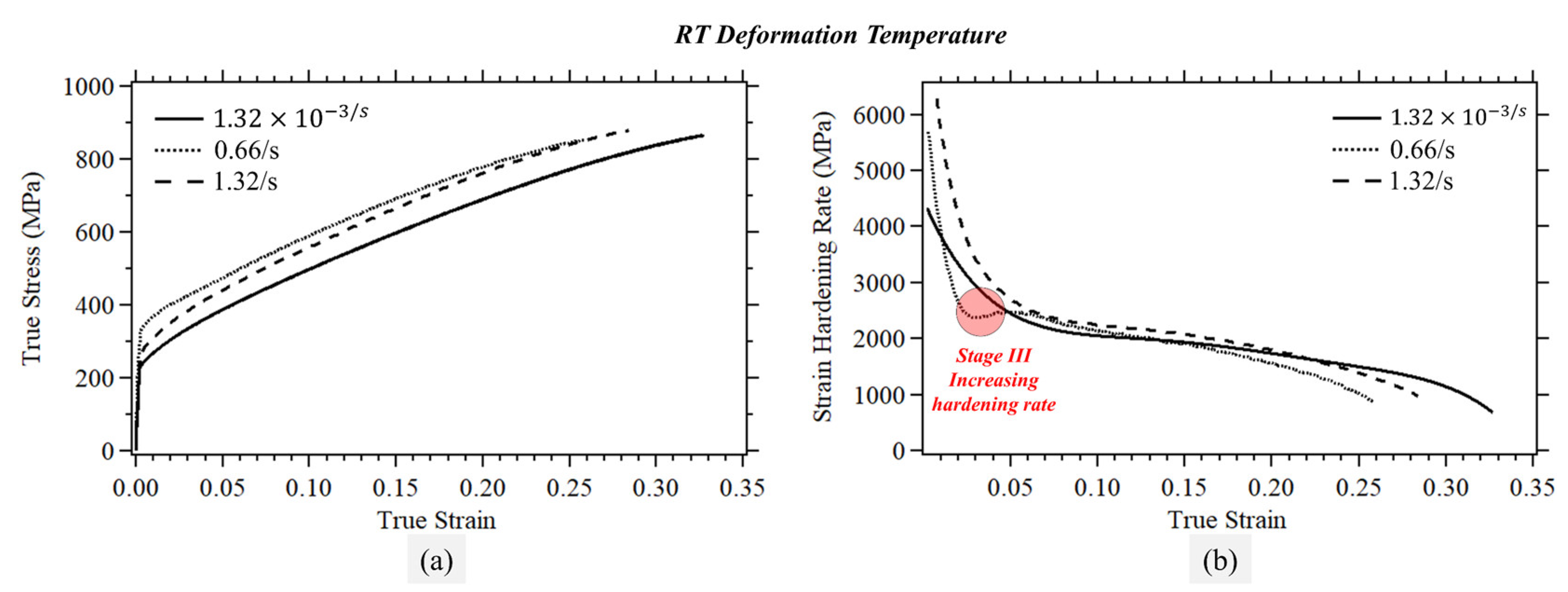
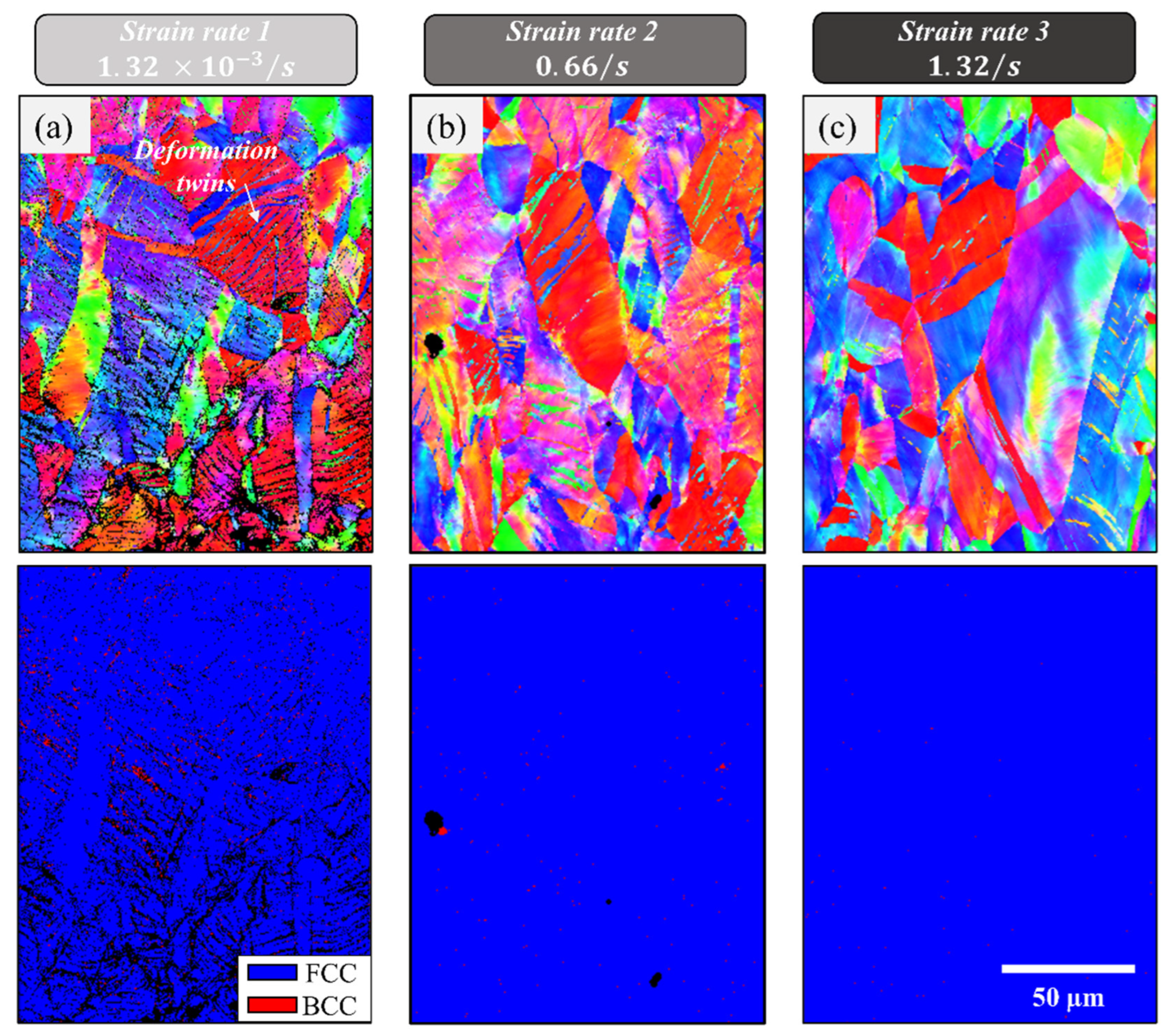
3.2. Strain Hardening—TWIP/TRIP Effects
4. Conclusions
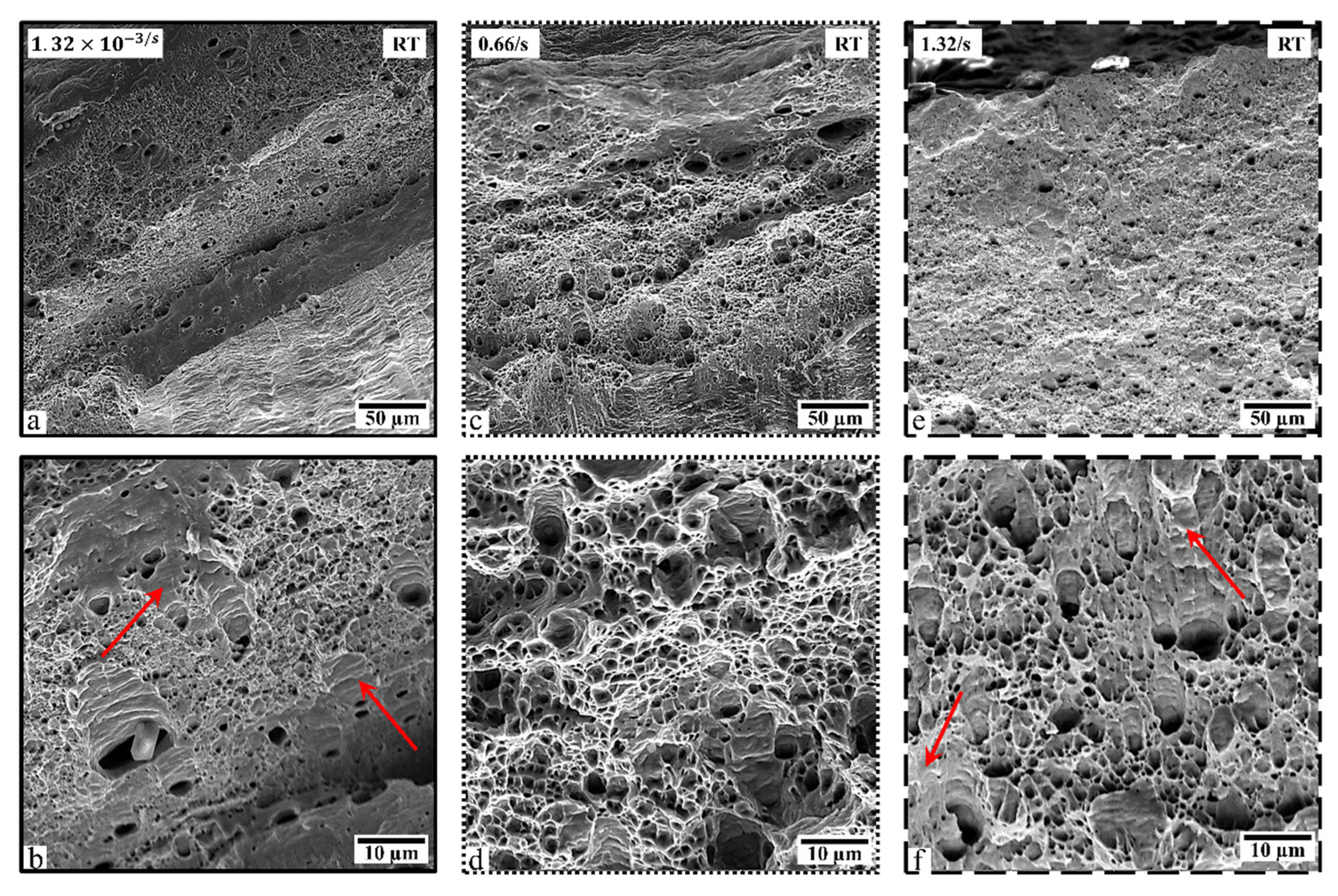
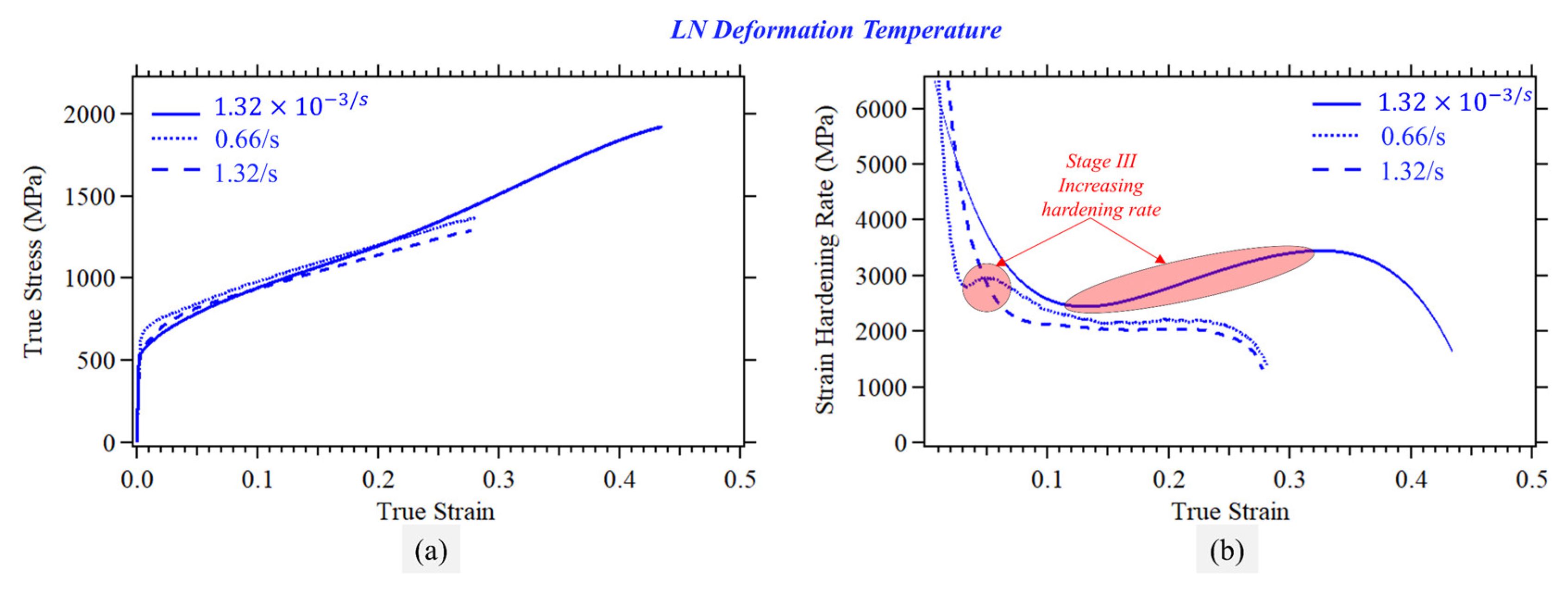
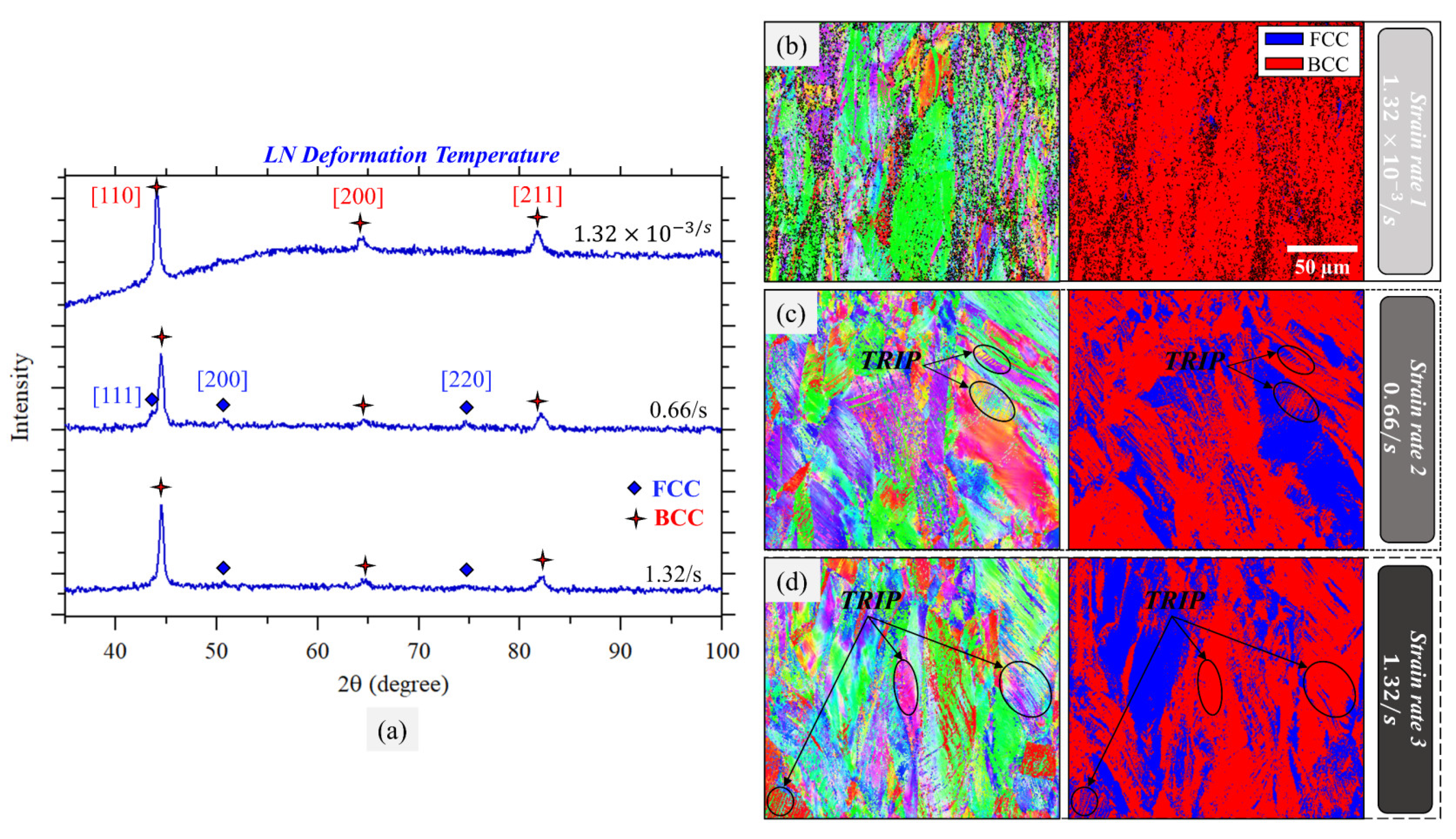
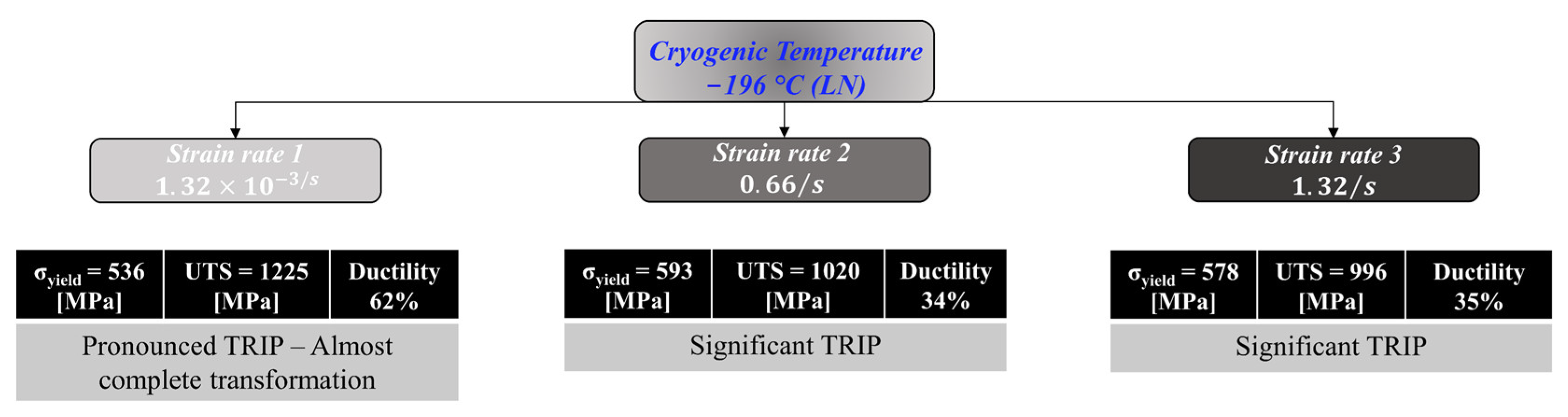
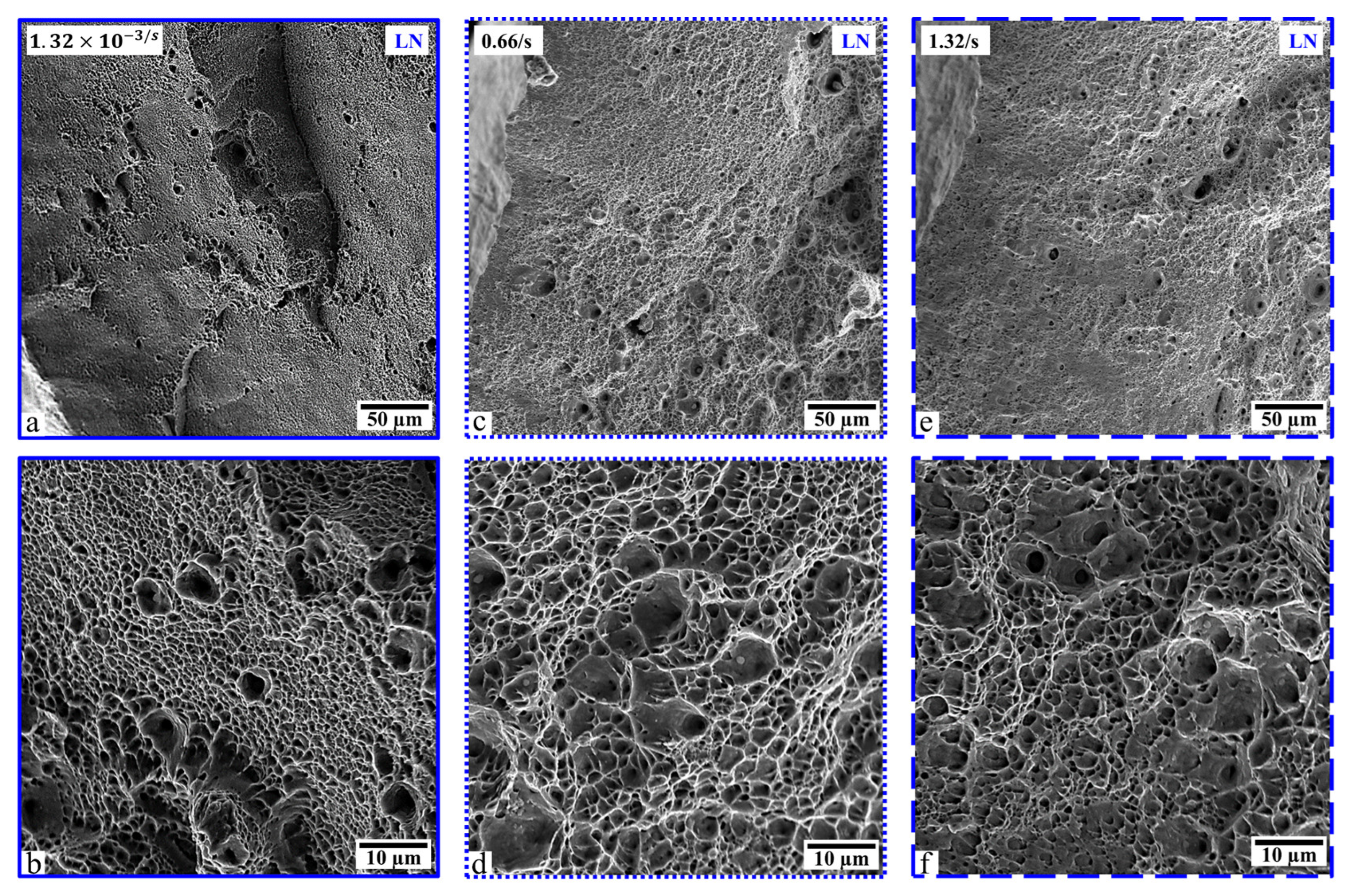
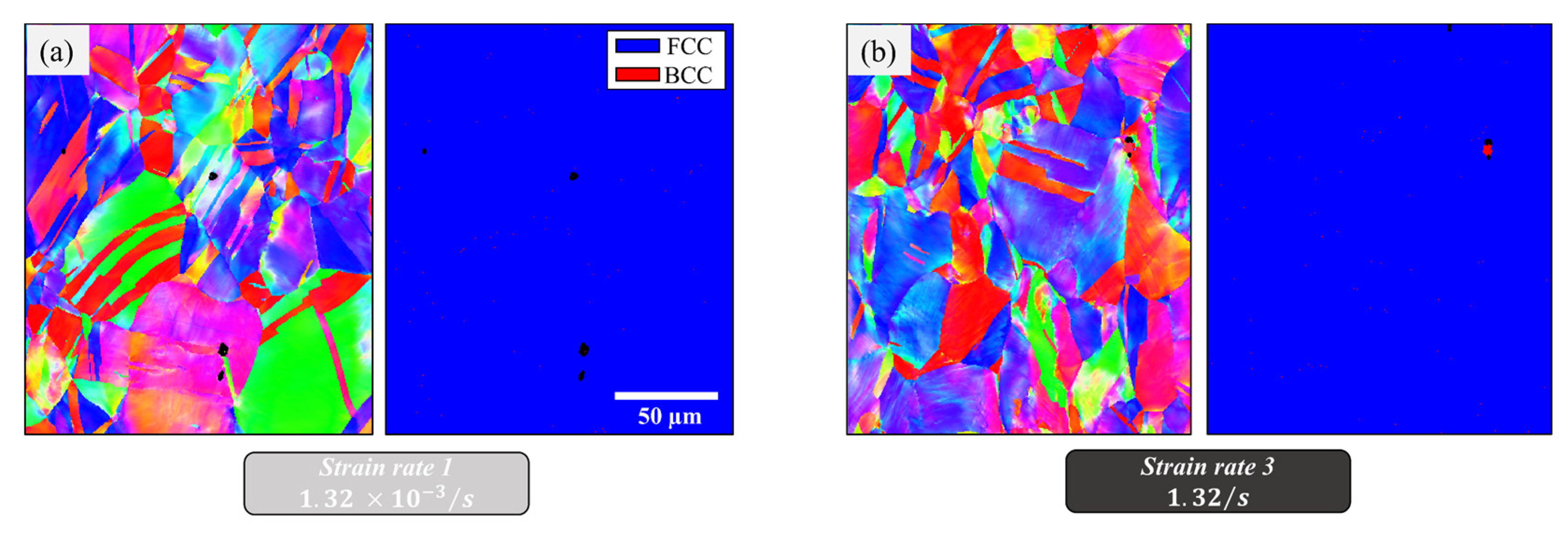
- The highest ultimate tensile strength (UTS) of 1225 MPa along with superior ductility of 62.2% was achieved at cryogenic temperature and slow deformation rate. Extensive phase transformation (TRIP—almost complete FCC to BCC) induced significant hardening, allowing for superior strength and ductility magnitudes compared to all other deformation conditions.
- For all the considered deformation rates at the cryogenic deformation temperature, a significant TRIP activity was always detected. The extent of TRIP (FCC to BCC phase transformation), however, was dependent on the deformation rate. Increasing the deformation rate is not conducive to TRIP and thus hinders the hardening capacity.
- For deformation at room temperature, the mechanical properties were relatively less affected by deformation rate. The impact at cryogenic temperature was significantly more pronounced.
- TWIP was only detected in samples deformed at RT. The results presented here for RT deformation highlight the complexity of interactions taking place and affecting the plastic response and activated deformation mechanisms. The trends are nonlinear with TWIP favored at the intermediate deformation rate while TRIP was observed, although limited, only at the slowest deformation rate. The highest yield strength was measured at this intermediate rate (0.66/s) with slower (1.32 × 10−3/s) and faster rates (1.32/s), resulting in lower yield strengths.
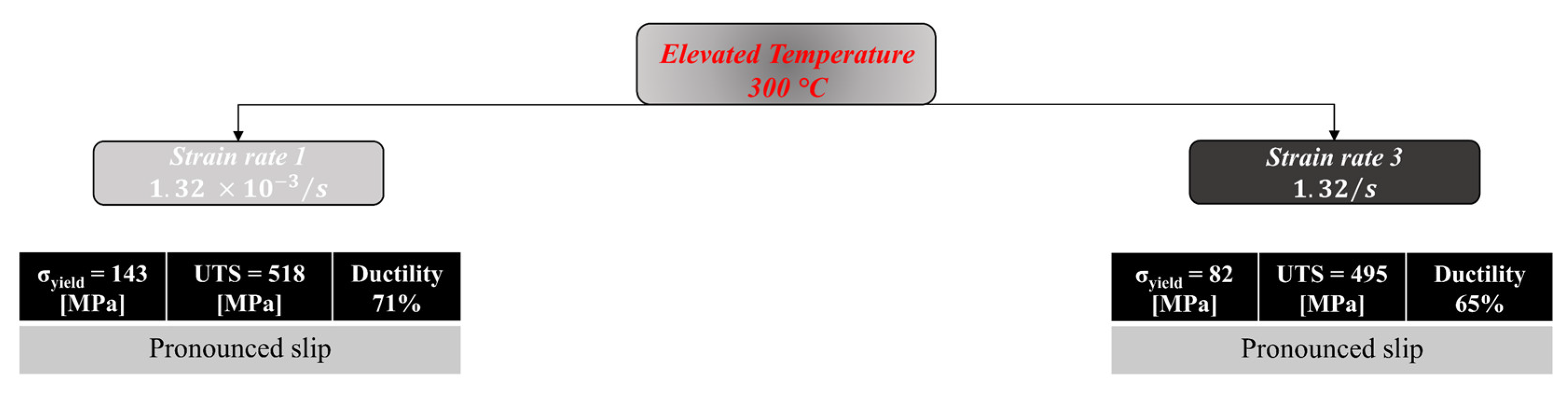
- Increasing the deformation temperature to 300 °C resulted in enhanced ductility levels; however, this was accompanied by a significant strength reduction. By increasing the deformation strain rate, the expected reduction in ductility was observed consistently across all temperatures. However, unlike the results obtained at RT and 77 K, both the yield and UTS dropped compared to the slow strain rate results.
- Compared to either the RT or cryogenic deformation temperatures, the material deformed at 300 °C exhibited no signs of Stage III hardening and slip-dominated response. No signs of either TWIP or TRIP were detected in this case. As the considered system is shown to mainly exhibit different properties following the activation of either TWIP (at certain deformation rates and RT) or TRIP (at cryogenic temperatures with strain-rate dependence), a relatively less significant deformation rates impact was observed at this deformation temperature given the lack of TWIP/TRIP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Soutsos, M.; Domone, P. Metals and Alloys. Constr. Mater. Their Nat. Behav. Fifth Ed. 2006, 71–132. [Google Scholar] [CrossRef]
- Reed, R.C.; Rae, C.M.F. Physical Metallurgy of the Nickel-Based Superalloys. Phys. Metall. Fifth Ed. 2014, 1, 2215–2290. [Google Scholar] [CrossRef]
- Garrison, W.M.; Banerjee, M.K. Martensitic Non-Stainless Steels: High Strength and High Alloy. Ref. Modul. Mater. Sci. Mater. Eng. 2018, 5197–5202. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-Induced Plasticity (TWIP) Steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Barbier, D.; Gey, N.; Allain, S.; Bozzolo, N.; Humbert, M. Analysis of the Tensile Behavior of a TWIP Steel Based on the Texture and Microstructure Evolutions. Mater. Sci. Eng. A 2009, 500, 196–206. [Google Scholar] [CrossRef]
- Zhao, G.; Xu, X.; Dye, D.; Rivera-díaz-del-castillo, P.E.J. Acta Materialia Microstructural Evolution and Strain-Hardening in TWIP Ti Alloys. Acta Mater. 2020, 183, 155–164. [Google Scholar] [CrossRef]
- De Cooman, B.C. High Mn TWIP Steel and Medium Mn Steel. Automot. Steels Des. Metall. Process. Appl. 2017, 317–385. [Google Scholar] [CrossRef]
- Koyama, M. Twinning-Induced Plasticity (TWIP) Steel. Encycl. Mater. Met. Alloy. 2022, 142, 95–105. [Google Scholar] [CrossRef]
- Soleimani, M.; Kalhor, A.; Mirzadeh, H. Transformation-Induced Plasticity (TRIP) in Advanced Steels: A Review. Mater. Sci. Eng. A 2020, 795, 140023. [Google Scholar] [CrossRef]
- Abuzaid, W.; Egilmez, M.; Chumlyakov, Y.I. TWIP—TRIP Effect in Single Crystalline VFeCoCrNi Multi-Principle Element Alloy. Scr. Mater. 2021, 194, 113637. [Google Scholar] [CrossRef]
- Zhang, Y.; Beijing, T. History of High-Entropy Materials; Springer: Singapore, 2019; ISBN 9789811385261. [Google Scholar]
- Mishra, R.S.; Haridas, R.S.; Agrawal, P. High Entropy Alloys—Tunability of Deformation Mechanisms through Integration of Compositional and Microstructural Domains. Mater. Sci. Eng. A 2021, 812, 141085. [Google Scholar] [CrossRef]
- Chen, T.; Wong, M.; Shun, T.; Yeh, J. Nanostructured Nitride Films of Multi-Element High-Entropy Alloys by Reactive DC Sputtering. Surf. Coat. Technol. 2005, 200, 1361–1365. [Google Scholar] [CrossRef]
- Diao, H.Y.; Feng, R.; Dahmen, K.A.; Liaw, P.K. Fundamental Deformation Behavior in High-Entropy Alloys: An Overview. Curr. Opin. Solid State Mater. Sci. 2017, 21, 252–266. [Google Scholar] [CrossRef]
- Gao, M.C.; Yeh, J.-W.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys: Fundamentals and Applications; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 3319270133. [Google Scholar]
- Murty, B.S.; Yeh, J.-W.; Ranganathan, S.; Bhattacharjee, P.P. High-Entropy Alloys; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 0128160683. [Google Scholar]
- Miracle, D.B.; Senkov, O.N. A Critical Review of High Entropy Alloys and Related Concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Ritchie, R.O.; Meyers, M.A. Mechanical Properties of High-Entropy Alloys with Emphasis on Face-Centered Cubic Alloys. Prog. Mater. Sci. 2019, 102, 296–345. [Google Scholar] [CrossRef]
- Lyu, Z.; Fan, X.; Lee, C.; Wang, S.-Y.; Feng, R.; Liaw, P.K. Fundamental Understanding of Mechanical Behavior of High-Entropy Alloys at Low Temperatures: A Review. J. Mater. Res. 2018, 33, 2998–3010. [Google Scholar] [CrossRef]
- Pickering, E.J.; Jones, N.G. High-Entropy Alloys: A Critical Assessment of Their Founding Principles and Future Prospects. Int. Mater. Rev. 2016, 61, 183–202. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.-K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and Properties of High-Entropy Alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Tsai, M.-H.; Yeh, J.-W. High-Entropy Alloys: A Critical Review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Yeh, J.-W. Alloy Design Strategies and Future Trends in High-Entropy Alloys. JOM 2013, 65, 1759–1771. [Google Scholar] [CrossRef]
- Ye, Y.F.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-Entropy Alloy: Challenges and Prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Cantor, B. Multicomponent and High Entropy Alloys. Entropy 2014, 16, 4749–4768. [Google Scholar] [CrossRef]
- Rivera-Díaz-Del-Castillo, P.E.J.; Fu, H. Strengthening Mechanisms in High-Entropy Alloys: Perspectives for Alloy Design. J. Mater. Res. 2018, 33, 2970–2982. [Google Scholar] [CrossRef]
- George, E.P.; Curtin, W.A.; Tasan, C.C. High Entropy Alloys: A Focused Review of Mechanical Properties and Deformation Mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]
- Gludovatz, B.; George, E.P.; Ritchie, R.O. Processing, Microstructure and Mechanical Properties of the CrMnFeCoNi High-Entropy Alloy. JOM 2015, 67, 2262–2270. [Google Scholar] [CrossRef]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-Entropy Alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Laplanche, G.; Kostka, A.; Horst, O.M.; Eggeler, G.; George, E.P. Microstructure Evolution and Critical Stress for Twinning in the CrMnFeCoNi High-Entropy Alloy. Acta Mater. 2016, 118, 152–163. [Google Scholar] [CrossRef]
- Wu, Y.; Bönisch, M.; Alkan, S.; Abuzaid, W.; Sehitoglu, H. Experimental Determination of Latent Hardening Coefficients in FeMnNiCoCr. Int. J. Plast. 2018, 105, 239–260. [Google Scholar] [CrossRef]
- Bönisch, M.; Wu, Y.; Sehitoglu, H. Hardening by Slip-Twin and Twin-Twin Interactions in FeMnNiCoCr. Acta Mater. 2018, 153, 391–403. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural Development in Equiatomic Multicomponent Alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Abuzaid, W.; Sehitoglu, H. Critical Resolved Shear Stress for Slip and Twin Nucleation in Single Crystalline FeNiCoCrMn High Entropy Alloy. Mater. Charact. 2017, 129, 288–299. [Google Scholar] [CrossRef]
- Abuzaid, W.; Patriarca, L. A Study on Slip Activation for a Coarse-Grained and Single Crystalline CoCrNi Medium Entropy Alloy. Intermetallics 2020, 117, 106682. [Google Scholar] [CrossRef]
- Laplanche, G.; Kostka, A.; Reinhart, C.; Hunfeld, J.; Eggeler, G.; George, E.P. Reasons for the Superior Mechanical Properties of Medium-Entropy CrCoNi Compared to High-Entropy CrMnFeCoNi. Acta Mater. 2017, 128, 292–303. [Google Scholar] [CrossRef]
- Yoshida, S.; Bhattacharjee, T.; Bai, Y.; Tsuji, N. Friction Stress and Hall-Petch Relationship in CoCrNi Equi-Atomic Medium Entropy Alloy Processed by Severe Plastic Deformation and Subsequent Annealing. Scr. Mater. 2017, 134, 33–36. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A Fracture-Resistant High-Entropy Alloy for Cryogenic Applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature Dependence of the Mechanical Properties of Equiatomic Solid Solution Alloys with Face-Centered Cubic Crystal Structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Moravcik, I.; Cizek, J.; Kovacova, Z.; Nejezchlebova, J.; Kitzmantel, M.; Neubauer, E.; Kubena, I.; Hornik, V.; Dlouhy, I. Mechanical and Microstructural Characterization of Powder Metallurgy CoCrNi Medium Entropy Alloy. Mater. Sci. Eng. A 2017, 701, 370–380. [Google Scholar] [CrossRef]
- Slone, C.E.; Chakraborty, S.; Miao, J.; George, E.P.; Mills, M.J.; Niezgoda, S.R. Influence of Deformation Induced Nanoscale Twinning and FCC-HCP Transformation on Hardening and Texture Development in Medium-Entropy CrCoNi Alloy. Acta Mater. 2018, 158, 38–52. [Google Scholar] [CrossRef]
- Zhao, Y.L.; Yang, T.; Tong, Y.; Wang, J.; Luan, J.H.; Jiao, Z.B.; Chen, D.; Yang, Y.; Hu, A.; Liu, C.T.; et al. Heterogeneous Precipitation Behavior and Stacking-Fault-Mediated Deformation in a CoCrNi-Based Medium-Entropy Alloy. Acta Mater. 2017, 138, 72–82. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Thurston, K.V.S.; Bei, H.; Wu, Z.; George, E.P.; Ritchie, R.O. Exceptional Damage-Tolerance of a Medium-Entropy Alloy CrCoNi at Cryogenic Temperatures. Nat. Commun. 2016, 7, 10602. [Google Scholar] [CrossRef] [PubMed]
- Miao, J.; Slone, C.E.; Smith, T.M.; Niu, C.; Bei, H.; Ghazisaeidi, M.; Pharr, G.M.; Mills, M.J. The Evolution of the Deformation Substructure in a Ni-Co-Cr Equiatomic Solid Solution Alloy. Acta Mater. 2017, 132, 35–48. [Google Scholar] [CrossRef]
- Sohn, S.S.; da Silva, A.K.; Ikeda, Y.; Körmann, F.; Lu, W.; Choi, W.S.; Gault, B.; Ponge, D.; Neugebauer, J.; Raabe, D. Ultrastrong Medium-Entropy Single-Phase Alloys Designed via Severe Lattice Distortion. Adv. Mater. 2019, 31, 1807142. [Google Scholar] [CrossRef] [PubMed]
- He, Z.F.; Jia, N.; Wang, H.W.; Liu, Y.; Li, D.Y.; Shen, Y.F. The Effect of Strain Rate on Mechanical Properties and Microstructure of a Metastable FeMnCoCr High Entropy Alloy. Mater. Sci. Eng. A 2020, 776, 138982. [Google Scholar] [CrossRef]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Wittig, J.E. The Influence of Stacking Fault Energy on the Microstructural and Strain-Hardening Evolution of Fe-Mn-Al-Si Steels during Tensile Deformation. Acta Mater. 2015, 100, 178–190. [Google Scholar] [CrossRef]
- Deng, Y.; Tasan, C.C.; Pradeep, K.G.; Springer, H.; Kostka, A.; Raabe, D. ScienceDirect Design of a Twinning-Induced Plasticity High Entropy Alloy. Acta Mater. 2015, 94, 124–133. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic Modeling of the Stacking Fault Energy of Austenitic Steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Wu, X.; Mayweg, D.; Ponge, D.; Li, Z. Microstructure and Deformation Behavior of Two TWIP/TRIP High Entropy Alloys upon Grain Refinement. Mater. Sci. Eng. A 2021, 802, 140661. [Google Scholar] [CrossRef]
- Li, Z.; Körmann, F.; Grabowski, B.; Neugebauer, J.; Raabe, D. Ab Initio Assisted Design of Quinary Dual-Phase High-Entropy Alloys with Transformation-Induced Plasticity. Acta Mater. 2017, 136, 262–270. [Google Scholar] [CrossRef]
- He, Z.F.; Jia, N.; Ma, D.; Yan, H.L.; Li, Z.M.; Raabe, D. Joint Contribution of Transformation and Twinning to the High Strength-Ductility Combination of a FeMnCoCr High Entropy Alloy at Cryogenic Temperatures. Mater. Sci. Eng. A 2019, 759, 437–447. [Google Scholar] [CrossRef]
- Jo, Y.H.; Choi, W.M.; Kim, D.G.; Zargaran, A.; Sohn, S.S.; Kim, H.S.; Lee, B.J.; Kim, N.J.; Lee, S. FCC to BCC Transformation-Induced Plasticity Based on Thermodynamic Phase Stability in Novel V10Cr10Fe45CoxNi35−x Medium-Entropy Alloys. Sci. Rep. 2019, 9, 2948. [Google Scholar] [CrossRef] [PubMed]
- Jo, Y.H.; Yang, J.; Doh, K.Y.; An, W.; Kim, D.W.; Sung, H.; Lee, D.; Kim, H.S.; Sohn, S.S.; Lee, S. Analysis of Damage-Tolerance of TRIP-Assisted V10Cr10Fe45Co30Ni5 High-Entropy Alloy at Room and Cryogenic Temperatures. J. Alloys Compd. 2020, 844, 156090. [Google Scholar] [CrossRef]
- Jo, Y.H.; Kim, D.G.; Jo, M.C.; Doh, K.Y.; Sohn, S.S.; Lee, D.; Kim, H.S.; Lee, B.J.; Lee, S. Effects of Deformation–Induced BCC Martensitic Transformation and Twinning on Impact Toughness and Dynamic Tensile Response in Metastable VCrFeCoNi High–Entropy Alloy. J. Alloys Compd. 2019, 785, 1056–1067. [Google Scholar] [CrossRef]
- Yang, J.; Hee, Y.; Woong, D.; Choi, W.; Seop, H.; Lee, B.; Su, S.; Lee, S. Materials Science & Engineering A Effects of Transformation-Induced Plasticity (TRIP) on Tensile Property Improvement of Fe45Co30Cr10V10Ni5-xMnx High-Entropy Alloys. Mater. Sci. Eng. A 2020, 772, 138809. [Google Scholar] [CrossRef]
- Xiao, Y.; Kozak, R.; Haché, M.J.R.; Steurer, W.; Spolenak, R.; Wheeler, J.M.; Zou, Y. Micro-Compression Studies of Face-Centered Cubic and Body-Centered Cubic High-Entropy Alloys: Size-Dependent Strength, Strain Rate Sensitivity, and Activation Volumes. Mater. Sci. Eng. A 2020, 790, 139429. [Google Scholar] [CrossRef]
- Becker, H.; Pantleon, W. Work-Hardening Stages and Deformation Mechanism Maps during Tensile Deformation of Commercially Pure Titanium. Comput. Mater. Sci. 2013, 76, 52–59. [Google Scholar] [CrossRef]
- Dong, Y.; Sun, Z.; Xia, H.; Feng, J.; Du, J.; Fang, W.; Liu, B.; Wang, G.; Li, L.; Zhang, X.; et al. The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel. Metals 2018, 8, 742. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Deformation Temp. | Deformation Strain Rate | Yield Strength (MPa) | UTS (MPa) |
|---|---|---|---|---|
| Slow-RT | RT | 1.32 × 10−3/s | 245.7 ± 15.4 | 617.5 ± 21.9 |
| Intermediate-RT | RT | 0.66/s | 335.1 ± 1.5 | 646.02 ± 19.08 |
| Fast-RT | RT | 1.32/s | 287.6 ± 37.7 | 649.6 ± 14.6 |
| Slow-LN | LN | 1.32 × 10−3/s | 535.8 ± 18.1 | 1224.8 ± 29.06 |
| Intermediate-LN | LN | 0.66/s | 593.2 ± 54.9 | 1020.5 ± 16.3 |
| Fast-LN | LN | 1.32/s | 577.7 ± 30.9 | 995.9 ± 54.5 |
| Slow-300 °C | 300 °C | 1.32 × 10−3/s | 143.3 ± 51.6 | 518.5 ± 10.6 |
| Fast-300 °C | 300 °C | 1.32/s | 82.4 ± 49.1 | 494.9 ± 28.4 |
| Condition | Def. Temp. | Ductility (%) | Change in Strength Due to Temp. Change | Change in Ductility Due to Temp. Change | Change in Strength Due to Rate Change | Change in Ductility Due to Rate Change |
|---|---|---|---|---|---|---|
| Slow-RT | RT | 47.6 ± 2.8 | Ref. Temp | Ref. Temp | - | - |
| Intermediate RT | RT | 35.5 ± 0.2 | Ref. Temp | Ref. Temp | 4.6% | −25.4% |
| Fast-RT | RT | 40 ± 1.5 | Ref. Temp | Ref. Temp | 5.1% | −16.5% |
| Slow-LN | LN | 62.2 ± 0.085 | 98.3% | 30.6% | - | - |
| Intermediate LN | LN | 34.5 ± 2.9 | 57.9% | −3% | −16.6% | −44.58% |
| Fast-LN | LN | 35 ± 2 | 53.3% | −11.9% | −18.6% | −43.7% |
| Slow-300 °C | 300 °C | 71.5 ± 4.4 | −16.03% | 50.3% | ||
| Fast-300 °C | 300 °C | 65.4 ± 3.5 | −23.8% | 64.5% | −4.5% | −8.6% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Batal, O.; Abuzaid, W.; Egilmez, M.; Alkhader, M.; Patriarca, L.; Casati, R. Deformation Rate and Temperature Sensitivity in TWIP/TRIP VCrFeCoNi Multi-Principal Element Alloy. Metals 2022, 12, 1510. https://doi.org/10.3390/met12091510
El Batal O, Abuzaid W, Egilmez M, Alkhader M, Patriarca L, Casati R. Deformation Rate and Temperature Sensitivity in TWIP/TRIP VCrFeCoNi Multi-Principal Element Alloy. Metals. 2022; 12(9):1510. https://doi.org/10.3390/met12091510
Chicago/Turabian StyleEl Batal, Omar, Wael Abuzaid, Mehmet Egilmez, Maen Alkhader, Luca Patriarca, and Riccardo Casati. 2022. "Deformation Rate and Temperature Sensitivity in TWIP/TRIP VCrFeCoNi Multi-Principal Element Alloy" Metals 12, no. 9: 1510. https://doi.org/10.3390/met12091510
APA StyleEl Batal, O., Abuzaid, W., Egilmez, M., Alkhader, M., Patriarca, L., & Casati, R. (2022). Deformation Rate and Temperature Sensitivity in TWIP/TRIP VCrFeCoNi Multi-Principal Element Alloy. Metals, 12(9), 1510. https://doi.org/10.3390/met12091510