Abstract
This study aimed at the mechanical characterization, on a nanometric scale, of the constituents obtained for different fractions in duplex stainless-steel plates subjected to 850, 950, 1000, and 1150 °C heating treatments via hardness measurements and determining their influences on the fretting wear behavior of the studied steel. The obtained ferrite (α)-, austenite (γ)-, and sigma (σ)-phase fractions were determined using optical microscopy, scanning electron microscopy (SEM), and X-ray diffraction (XRD) techniques. The mechanical characterization was carried out using hardness measurement and fretting wear techniques via nanoindentation. For comparison purposes, the Vickers microhardness was also characterized to determine the effect of the σ phase, which eventually formed, on the obtained microstructure properties as a whole. Two distinct behaviors were observed, depending on the eventual formation of σ phase as a function of the treatment temperature: (i) specimens treated at 850 and 950 °C showed a hardening effect (HV0.5 values of 333 ± 15 and 264 ± 13, respectively) due to σ-phase precipitation (hereafter termed ‘as-aged’), and (ii) specimens treated at 1000 and 1150 °C (with HV0.5 values of 240 ± 13 and 249 ± 4, respectively) showed no σ-phase precipitation (hereafter termed ‘as-solubilized’). The increases in the microhardness values for the as-aged specimens were attributed to the hardness of the σ-phase precipitates (which showed nanohardness values varying in the 8.0–8.5 GPa range), which was approximately twice that of the austenite and ferrite grains (both phases showed nanohardness values in the 3.6–4.1 GPa range, on average). When formed (for fractions on the order of 8% and 3% at 850 and 950 °C, respectively), σ phase was mainly observed at the α/γ grain interfaces or boundaries. Fretting wear tests, using a diamond sphere with a radius of 10 μm as the counter body and a load of 20 mN, revealed the same wear mechanisms in the α/γ matrix for all studied conditions. However, as-solubilized specimens (heat-treated at 1000 and 1150 °C) displayed higher resistance to fretting micro-wear in the austenitic grains compared to the ferritic grains, indicating lower plastic deformation in the respective wear scars on the obtained tracks. In particular, as-aged specimens (heat-treated at 850 and 950 °C) exhibited lower coefficients of friction due to their higher surface resistances. The localized wear at σ-phase grains was much less pronounced than at ferrite and austenite grains. Overall, this study provides valuable insights into the mechanical behavior of microstructural changes in duplex steel at the nanometric scale.
1. Introduction
Duplex stainless steels (DSSs) are metallic alloys with a biphasic microstructure consisting of ferrite and austenite phases in similar volumetric proportions [1]. They are notably known for having high corrosion resistance and good mechanical properties [1,2,3]. Due to these characteristics, DSSs have good applicability in the food, petrochemical, maritime, and pulp and paper industries [2,4].
However, when duplex stainless steels (DSSs) are subjected to certain thermal cycles, the precipitation of undesirable secondary phases, such as chromium carbides and chi (χ) or sigma (σ) phases, may occur, as can changes in the proportions of the ferrite and austenite phases [5,6,7,8,9]. The σ phase, with fast formation kinetics between 600 and 1000 °C, has attracted the interest of researchers since, in small percentages, it can reduce toughness, ductility, and localized corrosion resistance in chloride solutions [8,10,11]. In addition, different proportions of the phases in DSSs can induce different concentrations of chemical elements in the material since molybdenum and chromium tend to be present in greater quantities in ferrite, while nitrogen is present in greater quantities in austenite [5].
In this context, various studies have analyzed the influence of the σ phase on macro-wear performance [10,12,13,14,15,16]. Fargas, Mestra, and Mateo [10] demonstrated improvements in dry wear resistance (pin-on-disk) with high volumetric fractions of the sigma phase (40 ± 2%). In contrast, low quantities (6 ± 2%) seemed to have no effect and showed values similar to UNS S32750 in the supply state (without sigma). In the Wang et al. [12] study on UNS S32507 steel, the precipitation of the σ phase improved the tribological performance in fretting, with reductions in both the coefficient of friction and the volume of wear. On the other hand, Davanageri et al. [17] demonstrated that the dry wear resistance (pin-on-disk) of UNS S32750 was improved by increasing both the volume fraction of the σ phase and the volume fraction in the austenite/ferrite matrix. Abra-Arzola’s research [15] found that the wear resistance of UNS S32205 can be reduced at high sliding rates due to the abrasive effect of the detachment of σ-phase particles. Maamache et al. [13] recently evaluated the effects of different annealing conditions (650–1150 °C) on dry sliding wear in UNS S32750 steel. The highest precipitation kinetics of the σ phase occurred at a temperature of 850 °C, inducing a higher hardness value and modulus of elasticity, resulting in the lowest wear rate among all conditions [13].
However, concerning these tribosystems, few studies have explored the nanoindentation technique to investigate the mechanical properties of the ferrite, austenite, and sigma phases individually, as well as the influences of heat treatments on these properties [13,18]. In the works of Argandoña et al. [18] and Maamache et al. [13], the increases in the macroscopic mechanical properties of duplex steels were attributed to the hardening of the microstructure as a result of the precipitation of secondary phases (such as σ and δ), which presented higher values of nanohardness and modulus of elasticity. However, these analyses were not performed using standard UNS S32205 duplex steel. In addition, no studies in the literature have evaluated fretting wear at the microscale in UNS S32205 with different proportions of sigma, ferrite, and austenite phases. Therefore, this study aimed to evaluate the influences of the solution treatments on the microstructure and local mechanical properties of the duplex stainless steel UNS S32205 using a nanoindentation technique for hardness measurement and fretting micro-wear testing purposes.
2. Materials and Methods
2.1. Materials and Treatments
Plates of 150 × 290 × 5 mm3 of a commercial UNS S32205 steel composed of C (0.013%), Cr (22.62%), Ni (5.34%), Mo (2.6%), S (0.003%), P (0.026%), Cu (0.21%), Mn (1.74%), Si (0.36%), and Fe (balance) were subjected to heating treatments at temperatures of 850, 950, 1000, and 1150 °C for 30 min, followed by water quenching. The temperatures that were adopted were defined to obtain different fractions of sigma (850 and 950 °C) [19,20,21] and a biphasic microstructure (ferrite and austenite) without the presence of σ phase (1000 and 1150 °C) [5,6]. At the temperature of 850 °C, more significant kinetics of sigma-phase precipitation were reported [19,20,21]. The temperature of 950 °C was chosen because it is a temperature close to the limit of sigma precipitation [19,20,21]. For the biphasic microstructures, the objective was obtaining a balanced structure (50:50 at 1000 °C) and another structure with a higher volumetric percentage of ferrite (at temperatures above 1050 °C).
The heat treatments were carried out at the Aperam South America Research Center in a Combustol muffle furnace under a nitrogen atmosphere. Temperature control was performed using thermocouples installed in the center of the metal plates. The thermocouple was coupled to a Yaskawa MV1000 recorder for data acquisition to record the thermal cycles, which are visualized in Figure 1.
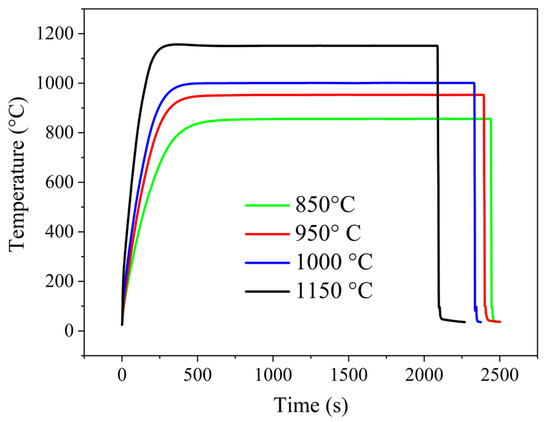
Figure 1.
Temperature–time curves of the heat treatments carried out on the studied samples.
Next, for microstructural characterization and preparation for nanoindentation and the fretting micro-wear test, the samples were cut into dimensions of 12 × 10 × 5 mm3 with a water jet and hot-embedded longitudinally in a high-hardness Bakelite embedding machine (Struers’ Predopress model). Subsequently, the pieces were ground using silicon carbide (SiC) sandpapers with a grading range of 220 to 1200 in a Struers’ Knuth Rotor rotary grinder. After grinding, they were polished first with an alumina (Al2O3) suspension with a grain size of 1 μm and then with a diamond paste suspension with a grain size of 1 μm.
Metallographic etching was conducted by immersion (30 s) using Behara reagent (80 mL of distilled water, 20 mL of hydrochloric acid (HCl), and 1 g of potassium metabisulfite (K2S2O5) for the samples treated at 1000 and 1150 °C (as-solubilized specimens). For samples with sigma-phase precipitation (as-aged specimens: 850 and 950 °C), Behara that was modified for 5 s was used (same composition as Behara, with the addition of 2 g of ammonium bifluoride ((NH4)HF2) 5 min before the etching). Nanohardness and fretting micro-wear tests were conducted on the surface after chemical etching.
A microscopic analysis was performed using an Olympus BX51M optical microscope at a magnification of 1000×. Twenty images were taken across the entire sample surface at a magnification of 1000×. Volume fractions were determined using quantitative stereology, assuming that the area fractions of the sigma and ferrite phases were directly related to the volume fraction. The analysis software ImageJ® was used to quantify the phases. By manipulating the color tones, the volume percentages of the phases were calculated, and the austenite fraction was obtained by the difference in the total volume.
X-ray diffraction was used for phase identification. The analyses were performed using a Shimadzu XRD-7000 diffractometer with CuK-α (λ = 1.54060 Å) incident radiation, a current of 30 mA, and a voltage of 40 kV. The diffraction pattern was collected over a range of 35 to 55° (2θ) at a scanning speed of 2°/min.
2.2. Hardness and Elastic Modulus Determination
The hardness and elastic modulus values of the sigma, ferrite, and austenite phases under different treatment conditions were obtained using the instrumented nanoindentation technique with an applied load of 20 mN. In the regions of interest, a matrix of 200 indentations separated by a distance of 10 μm was delineated (Figure 2). A Zwick-Roell ZNH nanoindenter was used for the analysis, using a fast method that allowed for the rapid determination of the hardness and elastic modulus. A diamond tip with Berkovich geometry was used. Images were taken after testing to identify which phase or grain contour was indented in each of the 200 indentations. For this purpose, 10 indentations were selected for each phase. For comparative purposes, the corresponding Vickers hardness value (indicated as HV in Kp/mm2) obtained for each studied phase was also determined through the nanoindentation test.
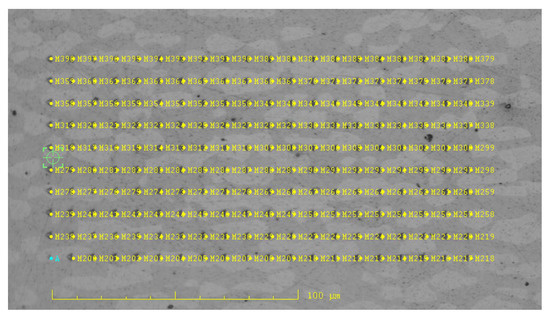
Figure 2.
Scheme showing the positioning of the 200 nanoindentation matrix on the microstructure of the material.
The Vickers hardness of the treated samples was measured using a microhardness tester with a Vickers indenter under a load of 4903 N (HV0.5) for 13 s. Thirteen indentations were made along the cross-sectional profile of the specimen. For both the microhardness and instrumented nanoindentation evaluation, the surfaces were metallographically prepared to a polished finish and chemically etched as previously described.
2.3. Fretting Micro-Wear Test
An instrumented indentation device, a Zwick-Roell ZNH, was used, which had an independent system for lateral force application and lateral displacement measurement while maintaining a constant normal force [22]. The oscillatory sliding movement of the indenter (counter body) for the fretting test resulted in a total displacement of 80 μm for each cycle, resulting in tracks with a total length of around 90 μm. Fifty cycles were performed in each test, using a diamond sphere with a radius of 10 μm as the counter body. The fretting micro-wear test was carried out by applying a 20 mN normal force, and data for the lateral force, tip penetration, and lateral position were continuously recorded. Depth profiles were also recorded during a pre-scan with a load of 2 mN as well as a post-scan for the last cycle. The friction coefficient values during the 50 cycles were recorded in each test. The surfaces were prepared metallographically and chemically etched as described previously. The tracks were analyzed using a Zeiss EVO MA15 scanning electron microscope, using backscattered and secondary electron detectors. The complementary technique of energy-dispersive X-ray spectroscopy was also used to identify sigma phase in the wear tracks with high chromium contents [19].
3. Results and Discussion
3.1. Microstructural Characterization
In the micrographs of the samples treated at 850 and 950 °C (Figure 3a,b), three phases could be observed: ferrite (α), austenite (γ), and sigma (σ). The sigma phase was revealed in a white color, and the austenite phase had a beige tone. The ferrite phase did not display a unique color during the chemical etching that was performed. It had a grayish and brownish tone for the 850 °C treatments, similar to that observed by Maamache et al. [13] for UNS S32750, and a brown tone in the 950 °C treatment condition. The σ phase was only observed in these two study conditions, as for temperatures of 1000 and 1150 °C this intermetallic phase was completely dissolved, as depicted in other research [15,20]. In agreement with Magnabosco [21], the sigma phase had its nucleation preferentially between ferritic and austenitic grains as well as inside ferrite grains.
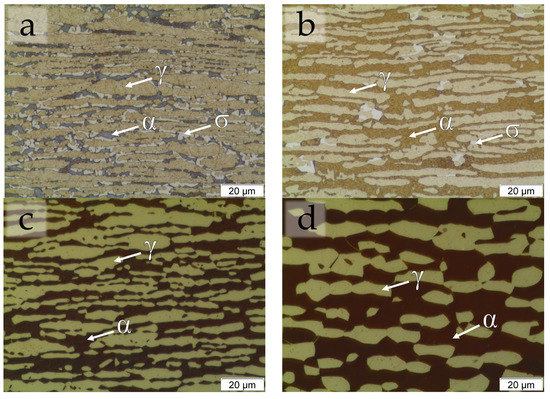
Figure 3.
Microstructures of AID UNS S32205 heat-treated at (a) 850, (b) 950, (c) 1000, and (d) 1150 °C for 30 min, followed by cooling in water, at 1000× magnification.
In the conditions of 1000 (Figure 3c) and 1150 °C (Figure 3d), a two-phase microstructure, ferritic–austenitic, without the precipitation of intermetallic phases could be observed, where the lighter phase portrayed austenite and the darker phase portrayed ferrite. It was also observed that for the 1150 °C treatment condition, the grains became more equiaxed and larger in size compared to the other studied temperatures.
Figure 4 shows the volumetric percentages of the ferrite (%α), austenite (%γ), and sigma (%σ) phases for each of the evaluated conditions in the study. The error bars represent the standard deviations. Table 1 lists all the percentages. It is noted that the precipitation kinetics of the sigma phase were higher for the temperature of 850 °C. This result is supported by Dos Santos et al. [19], who conducted aging treatments at temperatures ranging between 700 and 950 °C. In their study, the authors reported that the highest formation kinetics occurred at 850 °C, inducing the formation of the σ phase by the eutectoid decomposition of ferrite. In addition, when the samples were heated at higher temperatures (1000 and 1150 °C), the percentage of ferrite phase increased. Zhang et al. [6] observed that higher solution temperatures increased the ferrite content, causing reductions in the Cr and Mo contents due to the γ→α transformation.
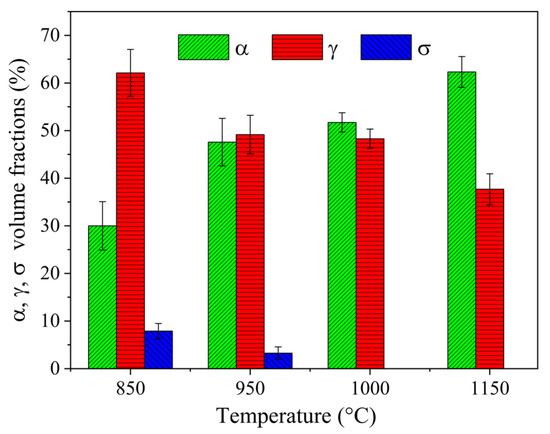
Figure 4.
Volume fractions (%) under treatment conditions at 850, 950, 1000, and 1150 °C (error bars indicate standard deviations).

Table 1.
Volumetric percentages of phases of UNS S32205 treated at different temperatures (measurement dispersion based on the standard deviations).
The X-ray diffraction patterns (Figure 5) for the samples at 1000 and 1150 °C only showed crystalline peaks related to the γ and α phases, which was consistent with the results from the phase quantification analysis. The effect of the texture resulting from the previous hot rolling process was observed, where the preferential orientation of the ferrite (110) plane was evident [23]. In contrast, for the conditions of 850 and 950 °C, new crystalline peaks related to the formation of the σ phase were detected (Figure 5).
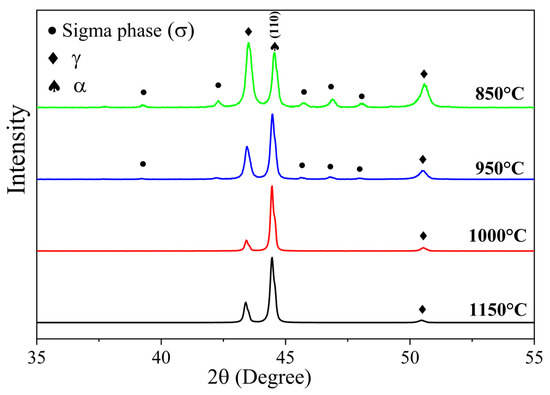
Figure 5.
X-ray diffraction patterns of UNS S32205 steel samples after heat treatments at 850, 950, 1000, and 1150 °C.
In the literature, the formation of other intermetallic phases, such as the chi phase and chromium nitrides (Cr2N), have been reported at temperatures between 600 and 1000 °C [1,2,20,24]. However, in the studied aging temperature range, 850 to 950 °C, Dos Santos et al. [19], just as in the present research, only identified the presence of sigma, ferrite, and austenite phases. Moreover, the small fractions of the chi phase and chromium nitrides, when compared to the formation of the sigma phase, made their characterization difficult [19].
3.2. Mechanical Properties
The effects of the heat treatments on the mechanical properties of the different phases are shown in Figure 6. Load–displacement curves for the sigma, ferrite, and austenite phases at 850 and 950 °C are illustrated. The maximum penetration for the ferrite and austenite phases was similar, while for the sigma phase, the penetration was reduced, indicating a higher hardness value.
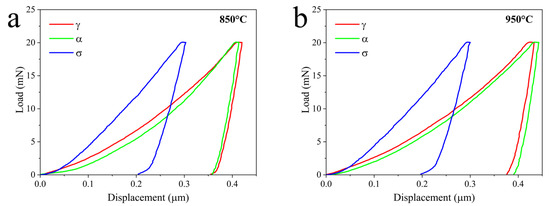
Figure 6.
Load–displacement curves of the different phases in the samples aged at (a) 850 and (b) 950 °C.
In Figure 7, the indentations performed for each heat treatment are shown. The influence of the sigma phase on the increase in hardness is shown in Figure 7a,b with a significant reduction in the size of the indentation when the test was performed on this phase. Additionally, it was noted, especially in the micrographs of the aged samples (Figure 7a,b), that it was difficult to perform indentations separately in the phases, mainly due to the small grain size of the sigma phase. Therefore, as already mentioned, a matrix of 200 indentations was created for this purpose using the nanoindentation technique.
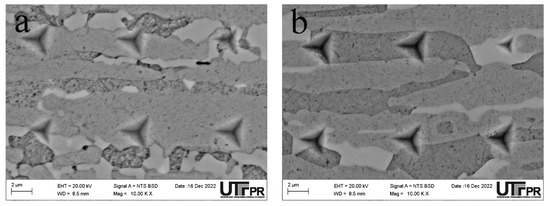
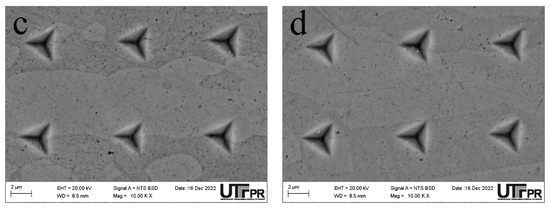
Figure 7.
SE-SEM micrographs of indentation imprints produced with a 20 mN applied load in (a) 850, (b) 950, (c) 1000, and (d) 1150 °C samples. In (a,b), the whitest phase corresponds to the sigma phase.
The hardness and elastic modulus values, as functions of the heat treatment temperature, are shown in Figure 8a,b, respectively. The nanohardness results for each phase are summarized in Table 2. Additionally, Vickers microhardness tests were performed along the longitudinal sections of the samples to compare with the results of the individual phases in the instrumented nanoindentation tests. The hardness results obtained using both techniques are shown in Table 2.
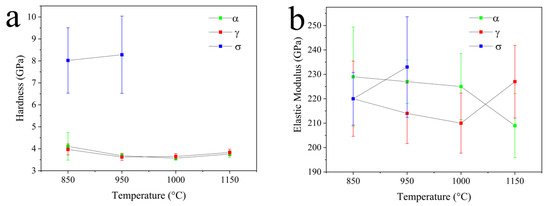
Figure 8.
Hardness (a) and Young’s modulus (b) values as functions of treatment temperature (error bars indicate standard deviations).
Table 2.
Average hardness (GPa) values and the corresponding HV (Kp/mm2) values, obtained via nanoindentation, and the Vickers microhardness (HV0.5) values of the obtained microstructures in the treated samples (measurement dispersion based on the standard deviation).
The individual mechanical characterization of the secondary phases, in addition to austenite and ferrite, was difficult using traditional mechanical tests [25]. The Vickers microhardness provided an average value of the microstructure, so it helped in the analyses (Table 2). To determine the contribution and properties of each phase individually, the nanoindentation technique was adequate, and it has been used in several studies [13,18,25,26]. Considering the standard deviations of the measurements, a substantial increase in microhardness (HV0.5) was obtained with the highest percentage of σ phase (850 °C, 8%σ). However, for the condition of 950 °C (3%σ) the values were similar to the treatments without a deleterious phase (1000 and 1150 °C). Furthermore, comparatively, the Vickers hardness values (expressed in Kp/mm2) obtained in the nanoindentation tests for each phase were higher than those obtained at the microscale (HV0.5). Microhardness comprises an average value of the entire microstructure, resulting from the contribution of each phase. This fact is known as the indentation size effect (ISE). However, according to Qian et al. [27], the micro-to-nano scale differences are mainly due to the fact that the nanoindentation hardness is based on the projected contact area at the peak load instead of the residual projected area.
In Figure 8a and Table 2, it can be observed that the σ phase had significantly higher nanohardness values compared to the ferrite and austenite phases. Moreover, at 850 °C (8%σ), a higher hardness was also measured in the ferrite phase, which may have been associated with the formation of σ from α eutectoid decomposition [13,18,20,28], as evidenced by the deviation in the obtained values. Ohmura and Tsuzaki [29] also demonstrated that the high nanohardness value associated with the σ phase can also be obtained at the grain boundary, in the adjacent matrix, and inside the grains. Therefore, it is justified that the ferrite and austenite phases also exhibited higher nanohardness values for the as-aged samples (at 850 °C) compared to the as-solubilized samples (at 1000 and 1150 °C). In fact, in the micrographs of Figure 3a,b and Figure 7a,b, the sigma nucleation was preferentially observed at the α–γ interfaces, as well as inside the ferrite grains. As reported in several studies [12,13,15,18,25,30], the increases in the macro- and microscopic mechanical properties are attributed to the hardening of the microstructure as a result of the precipitation of secondary phases (in this case σ), which have higher hardness values and moduli of elasticity. This was confirmed on the nanometric scale (Figure 8 and Table 2).
Maamache et al. [13], conducting nanoindentation tests, observed significant differences in hardness between the ferrite (6.6 GPa) and austenite (5.9 GPa) phases compared to the sigma phase (8.8 GPa) in UNS S32750 steel. On the other hand, Argandoña et al. [18] observed increases in the microhardness (Vickers) and nanohardness (Berkovich) of the ferrite and austenite phases as the proportion of the sigma phase (5.2% and 18.6% volume) increased in UNS S32706. The nanohardness increased from 6.25 ± 0.25 to 6.75 ± 0.35 GPa in the austenite phase and from 6.46 ± 0.08 to 6.98 ± 0.43 GPa in the ferrite phase [18]. However, the nanohardness of the σ phase was approximately equal, regardless of its content (7.13 ± 1.5 GPa) [18], as was observed in the present research (Figure 8a and Table 2). Maamache et al. [13] also obtained nanohardness values for the σ phase around 8.8 ± 0.7 GPa for all σ proportions (5% and 17%). Argandoña et al. [18] indicated that this fact is due to the effect of the complexity of the sigma structure and the effect of surface roughness due to chemical etching, which affects the dispersion of the results between heat treatments. However, according to Maamache et al. [13], the differences in the hardness of σ phase (independent of its content) between researchers are strongly influenced by several factors: (i) the indentation size effect; (ii) surface characteristics (topography and the presence of oxides); and (iii) the location of the indentation in the microstructure (grain boundary versus inside the grain). Moreover, the well-known differences in hardness between the ferrite and austenite phases in different duplex steels without deleterious phase precipitation should also be taken into account [13,18,25,30].
With respect to the modulus of elasticity (Figure 8b), it was observed that the mean values of the sigma and ferrite phases were higher than those of the austenite phase. As reported by Argandoña et al. [18], the modulus presented great dispersion as a result of the greater surface roughness obtained after the chemical attack. For the balanced condition, 50%α–50%γ (Figure 8b, 1000 °C), the ferrite phase had a tendency toward a higher modulus compared to austenite. Similar results were obtained by Gadelrab et al. [25] on UNS S32404 in the as-received condition (50:50). Their nanoindentation analysis indicated that the mechanical properties of ferrite surpass those of austenite, as seen in the modulus of elasticity, hardness, and work-hardening exponent [25]. This is a consequence of differences in the elastic and plastic properties of each phase during the instrumented indentation [25]. Despite the large dispersion in Figure 8b, the inversion in the trend between austenite and ferrite in the specimens treated at 1150 °C stands out. The influence of grain size growth, the changes in grain morphology, and the texture evolution play important roles in the mechanical properties of the α and γ phases, as reported by Dandekar et al. [30].
It should be noted that the different isothermal treatments, in addition to changing the volumetric fractions (α/γ) and promoting sigma precipitation, may also have induced internal stresses and alterations of the crystallographic textures that may have influenced the mechanical responses of the steel [31,32]. Finally, the hardness increase at 850 and 950 °C was indicative of a higher fraction of the σ phase [16,30]. Thus, the overall increases in the mechanical properties are explained by the precipitation hardening mechanism that increases the surface resistance [12,13,15,18,30].
3.3. Fretting Wear Test
The tribological behavior was evaluated using fretting tests employing a diamond sphere with a 10 µm radius and a load of 20 mN by means of instrumented nanoindentation equipment. The contact stresses were much higher (Po > 1100 GPa, value for 10 µm radius) than the yield strength of the as-received UNS S32205 steel (620 MPa) [33], resulting in a large amount of plastic deformation. As a consequence, micrometer-sized wear tracks were obtained on the sample surfaces, as shown in Figure 9. Topographic profiles were acquired before (black line) and after the tests (red line) in order to show the influence of fretting on wear depth.
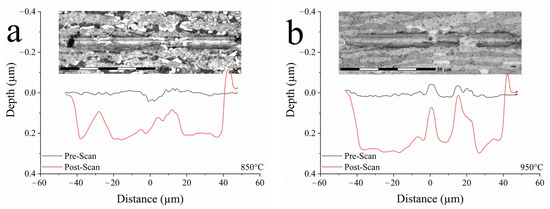
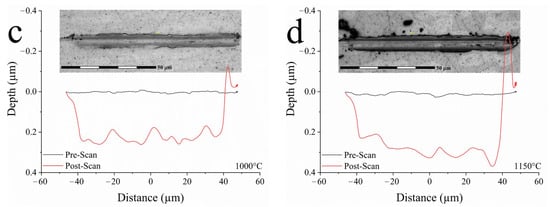
Figure 9.
Fretting micro-wear grooves and their morphologies in (a) 850, (b) 950, (c) 1000, and (d) 1150 °C samples.
Under aged conditions (850 and 950 °C), a lower penetration depth was observed in the white post-scan regions (Figure 9a,b), identified later using SEM-EDS as sigma-phase grains (28.24 ± 0.14% Cr; 6.58 ± 0.37% Mo; and 2.75 ± 0.08% Ni). However, for conditions without sigma phase (1000 and 1150 °C, Figure 9c,d), the profile along the track was more uniform. In all treatment conditions, grooves were present in the sliding direction as the predominant feature on the wear tracks. This feature can be observed in more detail in Figure 10. The grooves were a consequence of the local stress system associated with the individual contact roughness, which was a characteristic of the abrasive wear deformation mode. Even in the presence of phases with higher hardness in the microstructure (in this case, the σ phase), the diamond counter-body was a material whose mechanical properties (elastic modulus and hardness) exceeded those of the evaluated samples.
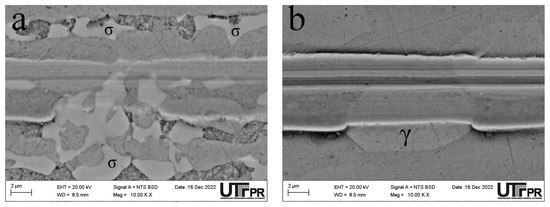
Figure 10.
SE-SEM micrographs of the worn surfaces of specimens treated at (a) 850 and (b) 1150 °C (phase identification was assessed using SEM-EDS).
In addition to grooves, all heat treatments exhibited a ploughing wear mechanism, as shown in Figure 9 and Figure 10. Ploughing was identified by material displacement to the sides of the wear track, without removal from the surface. For conditions with both 8%σ (850 °C in Figure 9 and Figure 10a) and 3%σ (950 °C in Figure 9), the least plastic deformation was observed in the sigma phase, without cracks within or at the interface. In the as-solubilized treatment conditions without sigma precipitation (at 1000 and 1150 °C), less plowed material was observed in the austenitic grains, particularly in the 1150 °C treatment (Figure 10a). This behavior was less pronounced in the 1000 °C treatment. No cracks were observed in the different phases of the microstructure or at the interface between them for both treatment conditions.
The increased hardness and elastic modulus observed in the nanoindentation tests (Figure 8 and Table 2) justified the shallower wear track depths within the σ-phase grains. In the as-solubilized samples, more uniform wear track profiles were obtained (Figure 9) due to the similar hardness values of the ferrite and austenite phases (Table 2 and Figure 8a). However, the higher elastic modulus in the austenite phase, particularly for the 1150 °C treatment (Figure 8b), explained the lower plastic deformation observed in these grains (Figure 10b). Several authors have demonstrated that the hardness introduced by σ-phase precipitation increases wear resistance during macroscopic tribological tests [10,12,13,15,30]. To the authors’ knowledge, the effects of deleterious phases in duplex steel in microscopic tribological tests have not been evaluated. Moreover, wear mechanisms similar to those observed in Figure 9 and Figure 10 have been obtained in macroscopic studies [10,15,30]. In particular, Fargas et al. [10] observed abrasive wear mechanisms (grooves and ploughing) independent of the amount of sigma (40% to 6%) in dry sliding tests (ball-on-disk, 20 N, 0.048 m/s). On the other hand, Davanageri et al. [30] demonstrated that the dry wear resistance (pin-on-disk, following ASTM G99 standard; 10–50 N; speed: 1–5 m/s) of UNS S32750 was improved by increasing the volume fraction of sigma phase (11, 15, and 30%). The authors attributed this to the increased hardness and reduced ductility introduced by σ-phase precipitation, leading to a reduction in plastic deformation via ploughing wear [30]. According to Davanageri et al. [30], deleterious phases such as sigma increase resistance through the work-hardening mechanism by impeding dislocation movement. However, improvements in macroscopic wear resistance due to deleterious phase precipitation such as sigma have a limit. Several studies agree that resistance can be reduced with increased distance [10] and sliding speed [15,30] due to the abrasive effect of σ-phase particle detachment. Additionally, in general, wear resistance loss occurs because of the transition to more severe wear mechanisms such as fatigue and cutting [10,15,30]. Thus, it was observed that similar wear mechanisms occurred in the dry tribological tests developed in this study (microscopic scale) as in others (macroscopic scale [10,15,30]), where contact stresses exceeded yield strength and conditions favoring fatigue wear were not reached.
Figure 11 shows the coefficient of friction (CoF) as a function of time during the fretting wear test, as measured by the spherical diamond tip in contact with the surfaces. Initially, for the first 200 s, the CoF values were higher due to the accommodation of the sphere on the initial surface where the groove was absent (pre-scan of Figure 9). After this initial phase, there was a tendency for the CoF to stabilize for all conditions. The CoF values indicated in Figure 11 represent the mean and the confidence interval (95%) after the first 200 s of testing. A similar evolution of CoF over time (Figure 11) was reported for macro-scale fretting tests (50 N, amplitude: 100 µm, 20 Hz, ball Ø: 6 mm) [12]. Wang et al. [12] explained that the stabilization of friction occurs due to two competitive effects, namely the formation of oxide films on the metal surface and their removal, resulting in metal-to-metal contact. However, unlike what was observed in this study (Figure 9 and Figure 10), the macro-fretting wear mechanisms in UNS S32760, whether aged (800–950 °C) or annealed (as-received), occurred by adhesion, fatigue delamination, and oxidation wear [12].
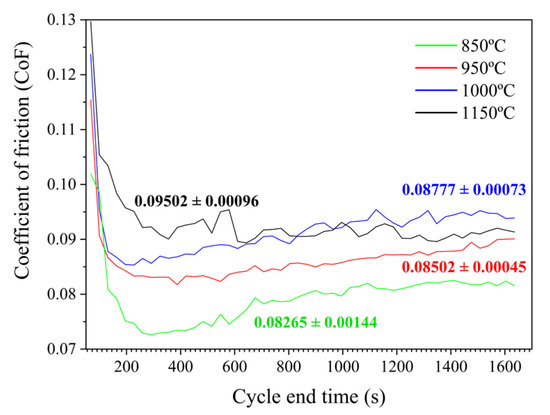
Figure 11.
Evolution of the coefficient of friction as a function of the heat treatment. Means and confidence intervals (95%) were calculated after the first 200 s.
Considering the dispersion in the results (Figure 11), statistically significant differences in the CoF existed between the as-aged conditions (at 850 and 950 °C) and the as-solubilized ones (at 1000 and 1150 °C). Additionally, a reduction in CoF was observed with an increasing sigma percentage (3% vs. 8%). As a general trend, there was a significant increase in CoF with an increasing treatment temperature. Several authors have demonstrated that the hardness introduced by the precipitation of the σ phase in duplex stainless steels reduces the coefficient of friction during macroscopic pin-on-disk [30], reciprocating [13], and fretting [12] tribological tests. According to Davanageri et al. [30], the reduction in friction in pin-on-disk tests (10–50 N; speed: 1–5 m/s) was attributed to an increase in the resistance to contact stresses that developed between the pin and the surface due to an increase in the hardness of the microstructure. In reciprocating tests (10 N with 5 mm amplitude), Maamache et al. [13] observed differences in wear mechanisms and CoF evolution that were dependent on the treatment temperature of UNS S32750. Conditions without deleterious phases (1050 °C and 1200 °C) presented abrasive wear mechanisms with increasing CoF values without stabilizing [13]. On the other hand, the condition with the highest percentage of deleterious phases (850 °C: 17%σ and 11%χ) developed combined abrasive, adhesive, and oxidative wear mechanisms with a tendency to stabilize the CoF at lower values [13]. Maamache et al. [13] attributed this result to the decrease in sliding contact areas and lower shear due to the high hardness offered by the deleterious phases. Although the authors [13] did not mention it, the evolution of CoF is indicative of the dominant wear mechanism.
In summary, the significant increase in CoF with increasing treatment temperature responds to microstructural changes in UNS S32205 steel (Figure 11). Up to 950 °C, the low CoF results from the precipitation of the σ phase, with a higher nanohardness and modulus of elasticity (Table 2 and Figure 8), which increases the resistance to shearing and contact stresses on the surface. Therefore, the increase in the treatment temperature from 1000 to 1150 °C promoted the thickening of austenite and ferrite grains (micrographs in Figure 3c,d); an increase in the crystallographic texture (seen in the XRD spectra in Figure 5); changes in the volumetric fraction of α/γ (Table 1 and Figure 4); and finally, a change in the modulus of elasticity while maintaining a similar nanohardness (Figure 8). All these factors influenced the tribological behavior observed in the fretting wear tests. In fact, other mechanical properties not evaluated in the present work were altered by the described microstructural changes. In this regard, Lacerda, Cândido, and Godefroid [34] found that heat treatments of UNS S31803 steel at 1060, 1200, and 1300 °C brought microstructural changes similar to those presented in this work. The increase in the treatment temperature was accompanied by decreases in tensile and fatigue crack resistance as well as reductions in ductility and yield stress [34].
Finally, the effect of surface preparation on the fretting micro-wear tests was evaluated. Figure 12a presents the fretting wear test result for a sample treated at 850 °C whose surface was chemically etched. Figure 12b presents the same sample tested with a mirror-polished surface finishing.
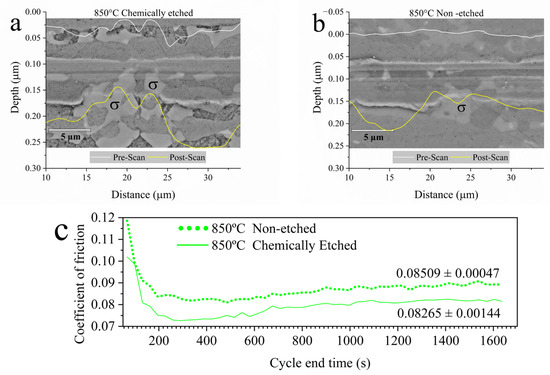
Figure 12.
Nanoindentation fretting behavior comparison between surface preparation methods. (a) Chemically etched. (b) Non-etched (mechanically polished). (c) Coefficient of friction.
Figure 12a,b shows the influence of the σ phase on the sphere penetration depth, regardless of the surface preparation method. Figure 12c presents the CoF curves as a function of time, with the indicated values representing the mean and confidence interval (95%) after the first 200 s of testing. The chemically etched surface exhibited a lower mean CoF, but the measurement dispersion was more than three times higher than that of the polished surface. These results were consistent with the Wang et al. [35] study on duplex UNS S32507, which was conducted using the continuous stiffness measurement (CSM) method on Berkovich nanoindentation equipment. The authors [35] obtained higher dispersions of hardness and elastic modulus results on chemically etched surfaces compared to mechanically polished ones. In the Wang et al. [35] study, the surface preparation differences did not represent changes in the average value of the elastic modulus in both phases (ferrite and austenite). However, regarding nanohardness, both the α and γ phases exhibited higher mean values on chemically etched surfaces compared to those on polished surfaces [35]. In this research, all fretting micro-wear tests were performed on chemically etched surfaces to reveal the microstructure and facilitate the choice of indentation location. Therefore, the differences obtained in the mechanical and tribological properties (Table 2 and Figure 8, Figure 9, Figure 10 and Figure 11) were consequences of the effects produced by the heat treatments and not variations in the surface preparation.
4. Conclusions
In this work, the microstructural characteristics of a duplex stainless steel (UNS S32205) that was heat-treated in the temperature range of 850–1150 °C were evaluated and correlated with its local mechanical properties and fretting micro-wear behavior. The main conclusions that can be drawn are as follows:
- The precipitation kinetics of the sigma phase were higher for the temperature of 850 °C (7.9 ± 1.6%σ) compared to 950 °C (3.3 ± 1.3%σ). The σ phase nucleated preferentially between the ferritic and austenitic grains as well as inside the ferrite grains.
- Two distinct behaviors were observed, depending on the eventual formation of σ phase, as a function of the treatment temperature: (i) specimens treated at 850 and 950 °C showed a hardening effect (HV0.5 values of 333 ± 15 and 264 ± 13, respectively) due to σ-phase precipitation, and (ii) specimens treated at 1000 and 1150 °C (with HV0.5 values of 240 ± 13 and 249 ± 4, respectively) showing no σ-phase precipitation.
- The σ phase exhibited pronounced nanohardness (8.0–8.5 GPa range, on average) and elastic modulus (220–235 GPa range, on average) values compared to the ferrite and austenite phases (3.6–4.1 GPa and 210–225 GPa ranges, on average), regardless of its volumetric fraction, causing greater resistance to plastic deformation of the surface and lower CoF values in fretting micro-wear tests due to the precipitation hardening mechanism. The localized wear at σ-phase grains was much less pronounced than for ferrite and austenite grains.
- All the evaluated heat treatments presented the abrasive wear mechanisms of grooves and ploughing in fretting wear tests at the nanometric scale without crack formation, similar to those reported in the literature in conventional (macroscopic) wear tests.
- The increase in the solution temperature from 1000 °C to 1150 °C thickened the microstructure, formed more equiaxed grains, increased the crystallographic texture, caused changes in the volumetric fraction of ferrite/austenite, and caused a change in the elastic modulus while maintaining a similar nanohardness. These factors explain the increases in the CoF values in fretting wear tests and the greater ploughing resistance of the austenitic phases in the steel treated at 1150 °C.
Author Contributions
J.J.K.R.: Conceptualization, methodology, validation, formal analysis, investigation, writing—original draft, writing—review and editing. A.R.T.: Conceptualization, methodology, validation, formal analysis, investigation, writing—original draft, writing—review and editing. Y.E.N.d.l.R.: investigation, writing—original draft, writing– review and editing. P.V.C.A.Q.: Conceptualization, methodology, validation, formal analysis, investigation, writing—original draft, writing—review and editing. O.P.C.: validation, formal analysis, investigation, writing—original draft, writing—review and editing. C.M.L.: methodology, writing—review and editing. S.F.B.: writing—review. P.C.B.: Conceptualization, supervision, methodology, writing—review and editing, resources, project administration, funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Coordenação de Aperfeiçoamento de Pessoal de Nível Superior—Brazil (CAPES), grant numbers (8888243228/2019-01) and (88887.484833/2020-00) provided to the authors J.J.K.R. and Y.E.N.d.l.R. The APC was funded by Fundación Universitaria Los Libertadores—Colombia (FULL) (ING-08-23). The author P.C.B. receives a research scholarship from Conselho Nacional de Desenvolvimento Científico e Tecnológico—Brazil (CNPq) (Process 308716/2021-3). The author S.F.B. acknowledges the CAPES (Finance Code 001), CNPq-Universal Grant N. 482380/2012-8, MCTI/CNPq/CT-Aquaviário Grant N. 456347/2013-5, and Fundação Araucária do Estado do Paraná (PRONEX—Grant N. 46744). The author C.M.L. receives a research scholarship from CNPq—Brazil (Process 307204/2022-7). The author A.R.T. acknowledges the CNPq—Brazil for the scholarship provided (process 141839/2020-1). The author O.P.C. acknowledges the Fundação de Apoio à Educação, Pesquisa e Desenvolvimento Científico e Tecnológico da Universidade Tecnológica Federal do Paraná—Brazil (FUNTEF-PR) for the scholarship ACT N°03/2020.
Data Availability Statement
The research is part of an ongoing project, so supporting data are currently unavailable.
Acknowledgments
The authors thank the company Aperam South America for supplying the steel and for the execution of the thermal treatment processes. The authors would like to express their gratitude to the Materials Characterization Multiuser Laboratory—UTFPR (CMCM) for the SEM-EDS and X-ray diffraction services. The authors would like to thank the Laboratory of Nanomechanical Properties of Surfaces and Thin Films of Federal University of Paraná (LABNANO-UFPR) for the nanoindentation analysis performed.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Nilsson, J.O. Super Duplex Stainless Steels. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Charles, J. Duplex Stainless Steels—A Review after DSS ‘07 Held in Grado. Steel Res. Int. 2008, 79, 455–465. [Google Scholar] [CrossRef]
- Calabokis, O.P.; Núñez de la Rosa, Y.; Lepienski, C.M.; Perito Cardoso, R.; Borges, P.C. Crevice and Pitting Corrosion of Low Temperature Plasma Nitrided UNS S32750 Super Duplex Stainless Steel. Surf. Coatings Technol. 2021, 413, 17–20. [Google Scholar] [CrossRef]
- Olsson, J.; Snis, M. Duplex—A New Generation of Stainless Steels for Desalination Plants. Desalination 2007, 205, 104–113. [Google Scholar] [CrossRef]
- Tan, H.; Jiang, Y.; Deng, B.; Sun, T.; Xu, J.; Li, J. Effect of Annealing Temperature on the Pitting Corrosion Resistance of Super Duplex Stainless Steel UNS S32750. Mater. Charact. 2009, 60, 1049–1054. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, X.; Lin, P.; Chou, K. Effect of Solution Annealing on the Microstructure Evolution and Corrosion Behavior of 2205 Duplex Stainless Steel. Mater. Corros. 2019, 70, 676–687. [Google Scholar] [CrossRef]
- Weber, L.; Uggowitzer, P.J. Partitioning of Chromium and Molybdenum in Super Duplex Stainless Steels with Respect to Nitrogen and Nickel Content. Mater. Sci. Eng. A 1998, 242, 222–229. [Google Scholar] [CrossRef]
- Badji, R.; Bouabdallah, M.; Bacroix, B.; Kahloun, C.; Belkessa, B.; Maza, H. Phase Transformation and Mechanical Behavior in Annealed 2205 Duplex Stainless Steel Welds. Mater. Charact. 2008, 59, 447–453. [Google Scholar] [CrossRef]
- Gholami, M.; Hoseinpoor, M.; Moayed, M.H. A Statistical Study on the Effect of Annealing Temperature on Pitting Corrosion Resistance of 2205 Duplex Stainless Steel. Corros. Sci. 2015, 94, 156–164. [Google Scholar] [CrossRef]
- Fargas, G.; Mestra, A.; Mateo, A. Effect of Sigma Phase on the Wear Behavior of a Super Duplex Stainless Steel. Wear 2013, 303, 584–590. [Google Scholar] [CrossRef]
- Chan, K.W.; Tjong, S.C. Effect of Secondary Phase Precipitation on the Corrosion Behavior of Duplex Stainless Steels. Materials 2014, 7, 5268–5304. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Wang, Y.; Wang, J.; Fan, N.; Yan, F. Effect of Heat Treatment Temperature and Lubricating Conditions on the Fretting Wear Behavior of SAF 2507 Super Duplex Stainless Steel. J. Tribol. 2019, 141, 1–8. [Google Scholar] [CrossRef]
- Maamache, B.; Cheniti, B.; Belkessa, B.; Tahar-chaouch, K.; Kouba, R. Effect of Aging Temperature on the Microstructure, Local Mechanical Properties, and Wear Behavior of a UNS S32750 Super Duplex Stainless Steel. J. Mater. Eng. Perform. 2021, 30, 546–555. [Google Scholar] [CrossRef]
- Davanageri, M.B.; Narendranath, S.; Kadoli, R.; Chen, T.H.; Weng, K.L.; Yang, J.R.; Llorca-Isern, N.; López-Luque, H.; López-Jiménez, I.; Biezma, M.V.; et al. Influence of Heat Treatment on Microstructure, Hardness and Wear Behavior of Super Duplex Stainless Steel AISI 2507. Am. J. Mater. Sci. 2015, 5, 48–52. [Google Scholar] [CrossRef]
- del Abra-Arzola, J.L.; García-Rentería, M.A.; Cruz-Hernández, V.L.; García-Guerra, J.; Martínez-Landeros, V.H.; Falcón-Franco, L.A.; Curiel-López, F.F. Study of the Effect of Sigma Phase Precipitation on the Sliding Wear and Corrosion Behaviour of Duplex Stainless Steel AISI 2205. Wear 2018, 400–401, 43–51. [Google Scholar] [CrossRef]
- Khan, W.N.; Chhibber, R. Effect of Intermetallic and Secondary Phases on Dry and Wet Sliding Wear Behavior of Super Duplex Stainless Steel. Tribol. Trans. 2020, 63, 403–414. [Google Scholar] [CrossRef]
- Davanageri, M.; Narendranath, S.; Kadoli, R. Influence of Ageing Time on Hardness, Microstructure and Wear Behaviour of AISI2507 Super Duplex Stainless Steel. Mater. Res. Express 2017, 4, 086506. [Google Scholar] [CrossRef]
- Argandoña, G.; Palacio, J.F.; Berlanga, C.; Biezma, M.V.; Rivero, P.J.; Peña, J.; Rodriguez, R. Effect of the Temperature in the Mechanical Properties of Austenite, Ferrite and Sigma Phases of Duplex Stainless Steels Using Hardness, Microhardness and Nanoindentation Techniques. Metals 2017, 7, 219. [Google Scholar] [CrossRef]
- dos Santos, D.C.; Magnabosco, R. Kinetic Study to Predict Sigma Phase Formation in Duplex Stainless Steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 1554–1565. [Google Scholar] [CrossRef]
- Sieurin, H.; Sandström, R. Sigma Phase Precipitation in Duplex Stainless Steel 2205. Mater. Sci. Eng. A 2007, 444, 271–276. [Google Scholar] [CrossRef]
- Magnabosco, R. Kinetics of Sigma Phase Formation in a Duplex Stainless Steel. Mater. Res. 2009, 12, 321–327. [Google Scholar] [CrossRef]
- de Mendonça Ferreira, S.T.; Bacco, A.L.K.; do Nascimento, E.M.; Lepienski, C.M. Mechanical Characterization and Micro-Wear of FeB/Fe2B Layers on Boriding AISI D2 and AISI 4340 Steels. Mater. Sci. Appl. 2021, 12, 330–344. [Google Scholar] [CrossRef]
- Tavares, T.B.; Rodrigues, D.G.; Santos, D.B. Effect of Warm Rolling and Annealing on Microstructure, Texture, and Mechanical Properties of a 2205 Duplex Stainless Steel. Steel Res. Int. 2020, 91, 1900543. [Google Scholar] [CrossRef]
- Sun, Q.; Wang, J.; Li, H.B.; Li, Y.; Hu, Y.D.; Bai, J.G.; Han, P.D. Chi Phase after Short-Term Aging and Corrosion Behavior in 2205 Duplex Stainless Steel. J. Iron Steel Res. Int. 2016, 23, 1071–1079. [Google Scholar] [CrossRef]
- Gadelrab, K.R.; Li, G.; Chiesa, M.; Souier, T. Local Characterization of Austenite and Ferrite Phases in Duplex Stainless Steel Using MFM and Nanoindentation. J. Mater. Res. 2012, 27, 1573–1579. [Google Scholar] [CrossRef]
- May, J.E.; De Souza, C.A.C.; Nascente, P.A.D.P.; Soares, P.; Lepienski, C.M.; Kuri, S.E. Effect of Thermal Aging Conditions on the Corrosion Properties and Hardness of a Duplex Stainless Steel. Mater. Res. 2010, 13, 431–436. [Google Scholar] [CrossRef]
- Qian, L.; Li, M.; Zhou, Z.; Yang, H.; Shi, X. Comparison of Nano-Indentation Hardness to Microhardness. Surf. Coatings Technol. 2005, 195, 264–271. [Google Scholar] [CrossRef]
- Silva, D.D.S.; Simões, T.A.; Macedo, D.A.; Bueno, A.H.S.; Torres, S.M.; Gomes, R.M. Microstructural Influence of Sigma Phase on Pitting Corrosion Behavior of Duplex Stainless Steel/NaCl Electrolyte Couple; Elsevier: Amsterdam, The Netherlands, 2021; Volume 259, ISBN 0000000337380. [Google Scholar]
- Ohmura, T.; Tsuzaki, K.; Sawada, K.; Kimura, K. Inhomogeneous Nano-Mechanical Properties in the Multi-Phase Microstructure of Long-Term Aged Type 316 Stainless Steel. J. Mater. Res. 2006, 21, 1229–1236. [Google Scholar] [CrossRef]
- Davanageri, M.B.; Narendranath, S.; Kadoli, R. Effect of Sigma (σ) Phase on Mechanical and Dry Sliding Wear. Mater. Today Proc. 2017, 4, 10189–10196. [Google Scholar] [CrossRef]
- Duprez, L.; De Cooman, B.C.; Akdut, N. Microstructure Evolution during Isothermal Annealing of a Standard Duplex Stainless Steel Type 1.4462. Steel Res. 2000, 71, 417–422. [Google Scholar] [CrossRef]
- Duprez, L.; De Cooman, B.C.; Akdut, N. Deformation Behaviour of Duplex Stainless Steel during Industrial Hot Rolling. Steel Res. 2002, 73, 531–538. [Google Scholar] [CrossRef]
- APERAM Duplex Stainless Steel DX1803/DX2205. Available online: https://www.aperam.com/product/dx2205-en-1-4462/ (accessed on 2 August 2022).
- De Lacerda, J.C.; Cândido, L.C.; Godefroid, L.B. Effect of Volume Fraction of Phases and Precipitates on the Mechanical Behavior of UNS S31803 Duplex Stainless Steel. Int. J. Fatigue 2015, 74, 81–87. [Google Scholar] [CrossRef]
- Wang, X.F.; Yang, X.P.; Guo, Z.D.; Zhou, Y.C.; Song, H.W. Nanoindentation Characterization of Mechanical Properties of Ferrite and Austenite in Duplex Stainless Steel. Adv. Mater. Res. 2007, 26–28, 1165–1170. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).