
Effect of Gradient Heat Conduction on Secondary Recrystallization of Grain-Oriented Silicon Steel
Abstract
:1. Introduction
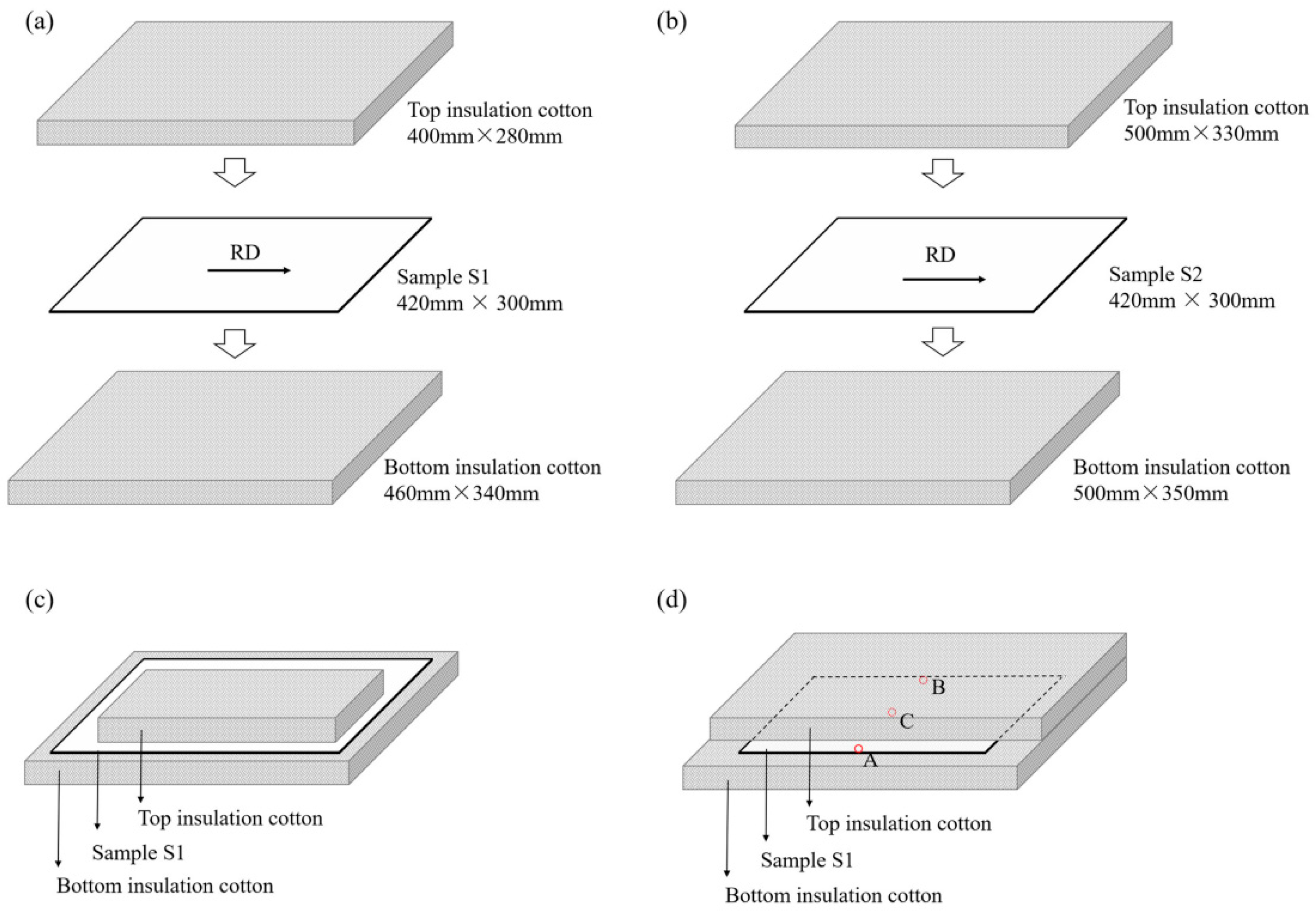
2. Materials and Methods
3. Results
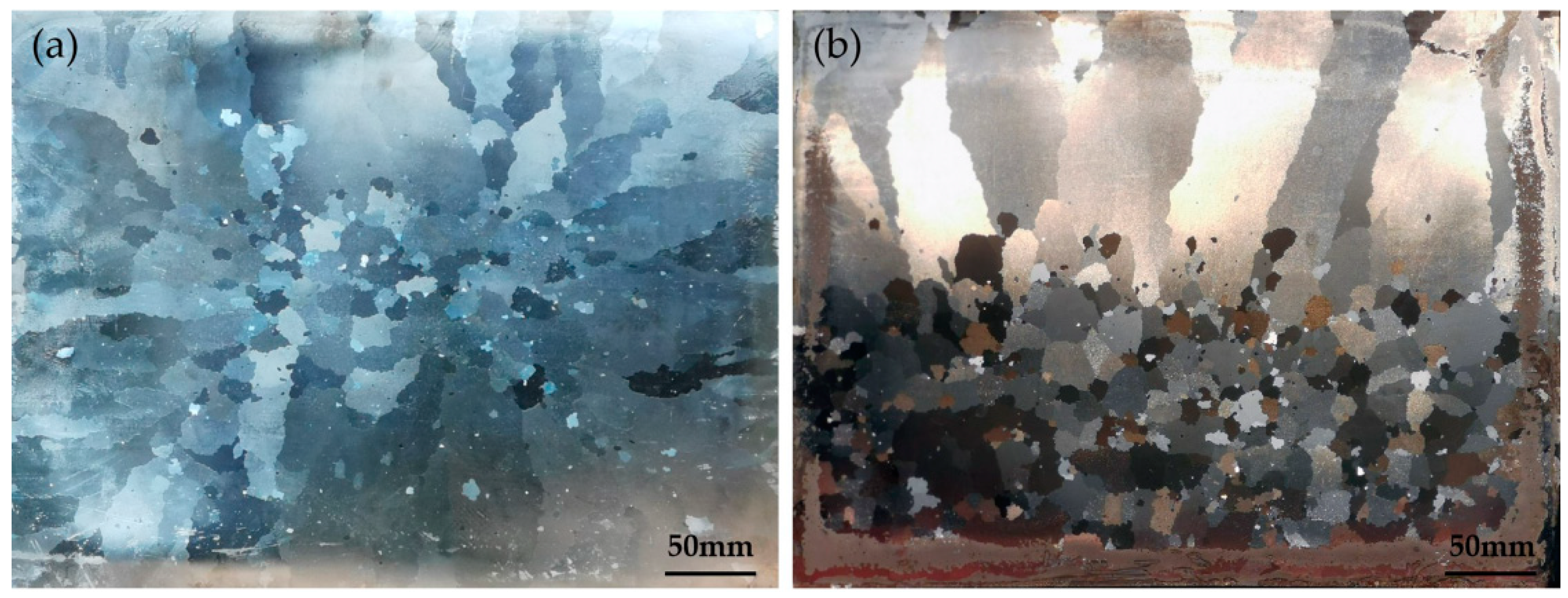
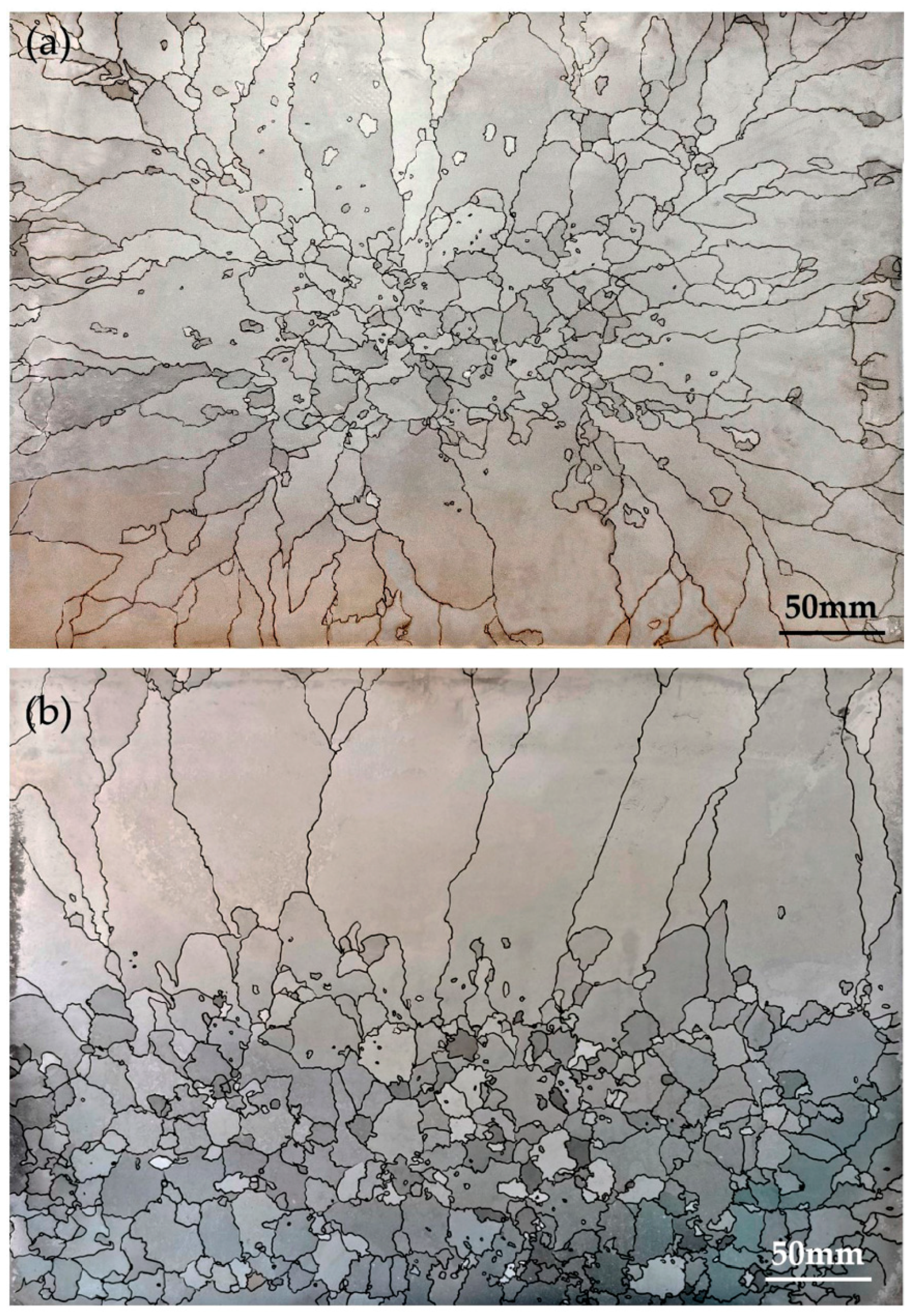
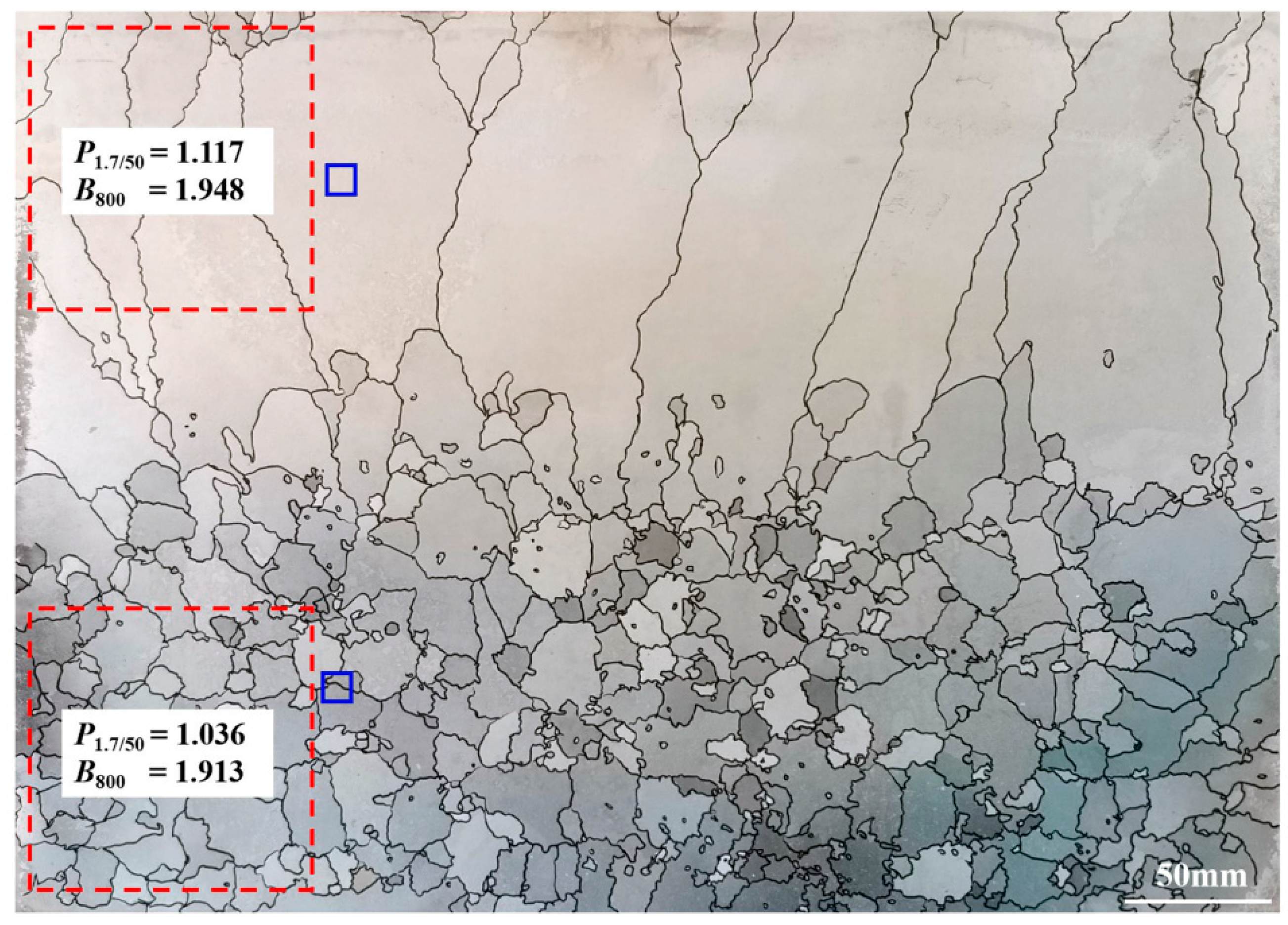
3.1. Macrostructures
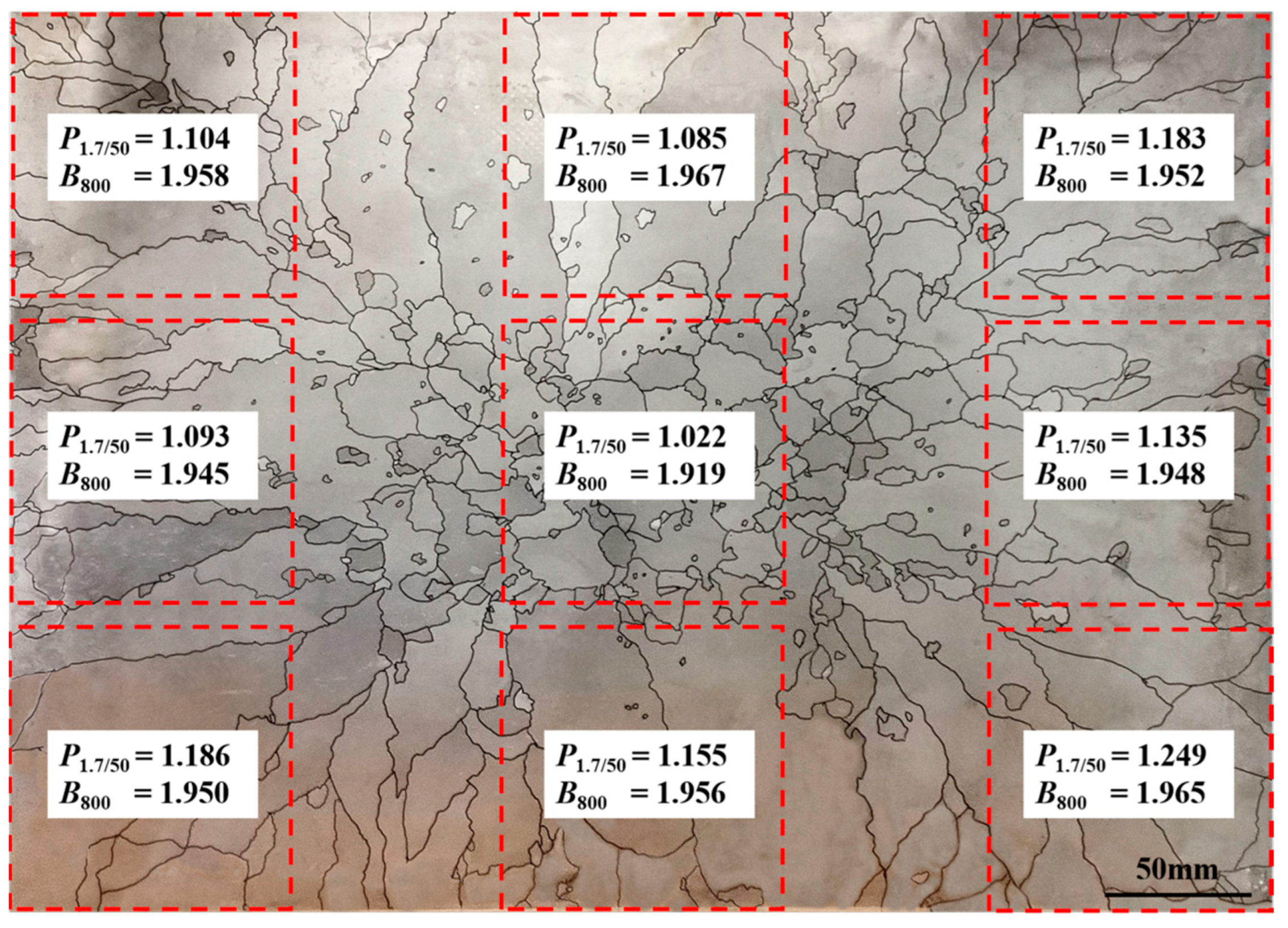
3.2. Magnetic Properties
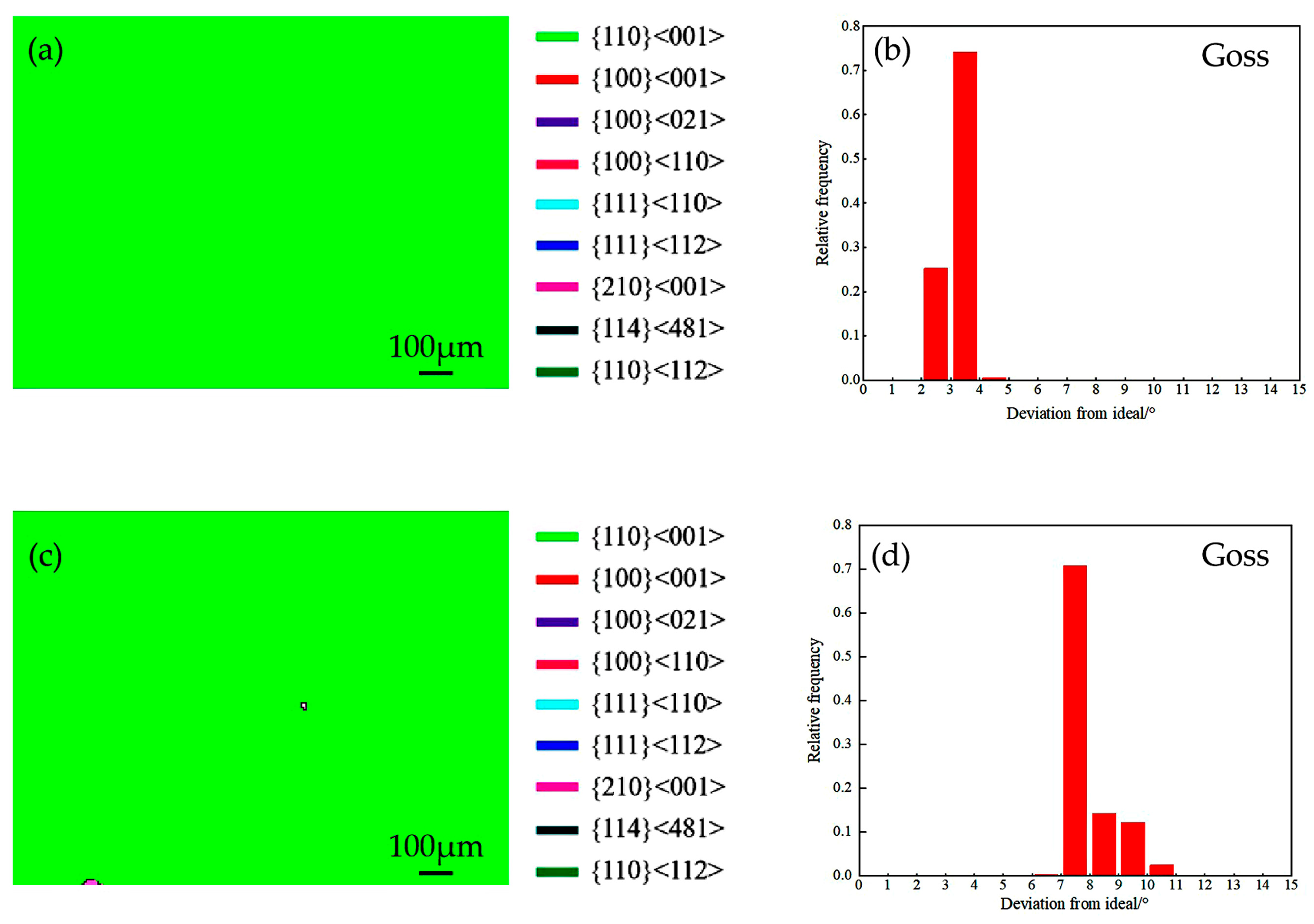
3.3. Grain Orientations
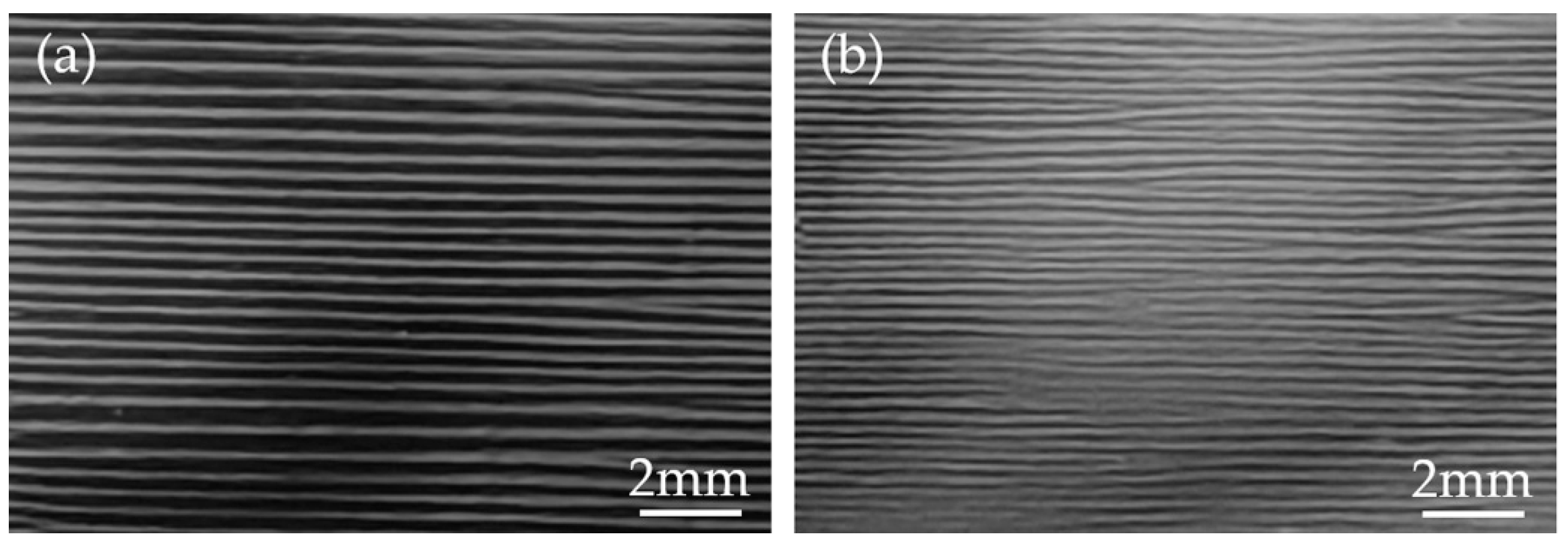
3.4. Magnetic Domains
4. Discussion
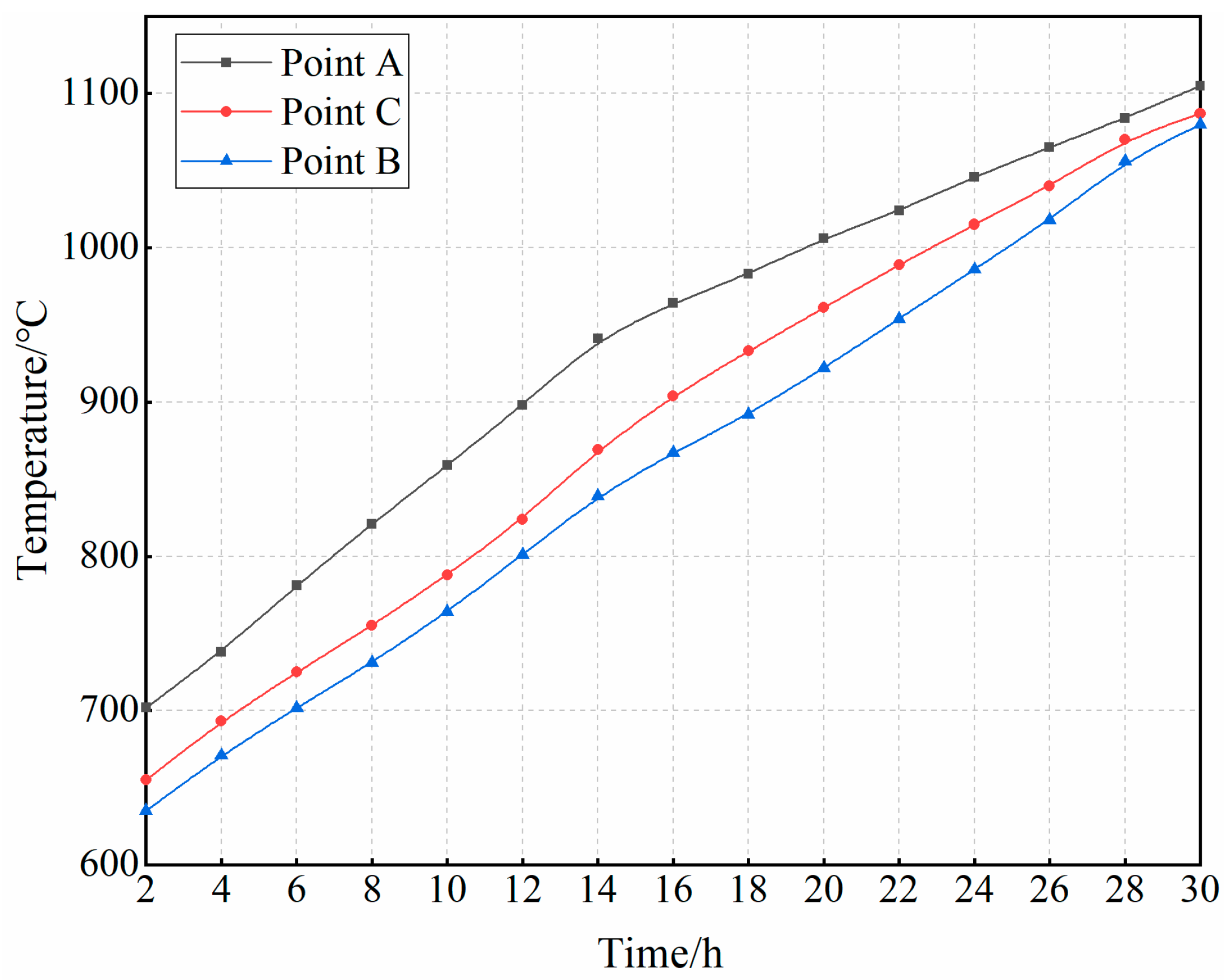
4.1. Effect of Gradient Heating Rate on Secondary Recrystallization
4.2. Effect of Magnetic Domains on Iron Loss
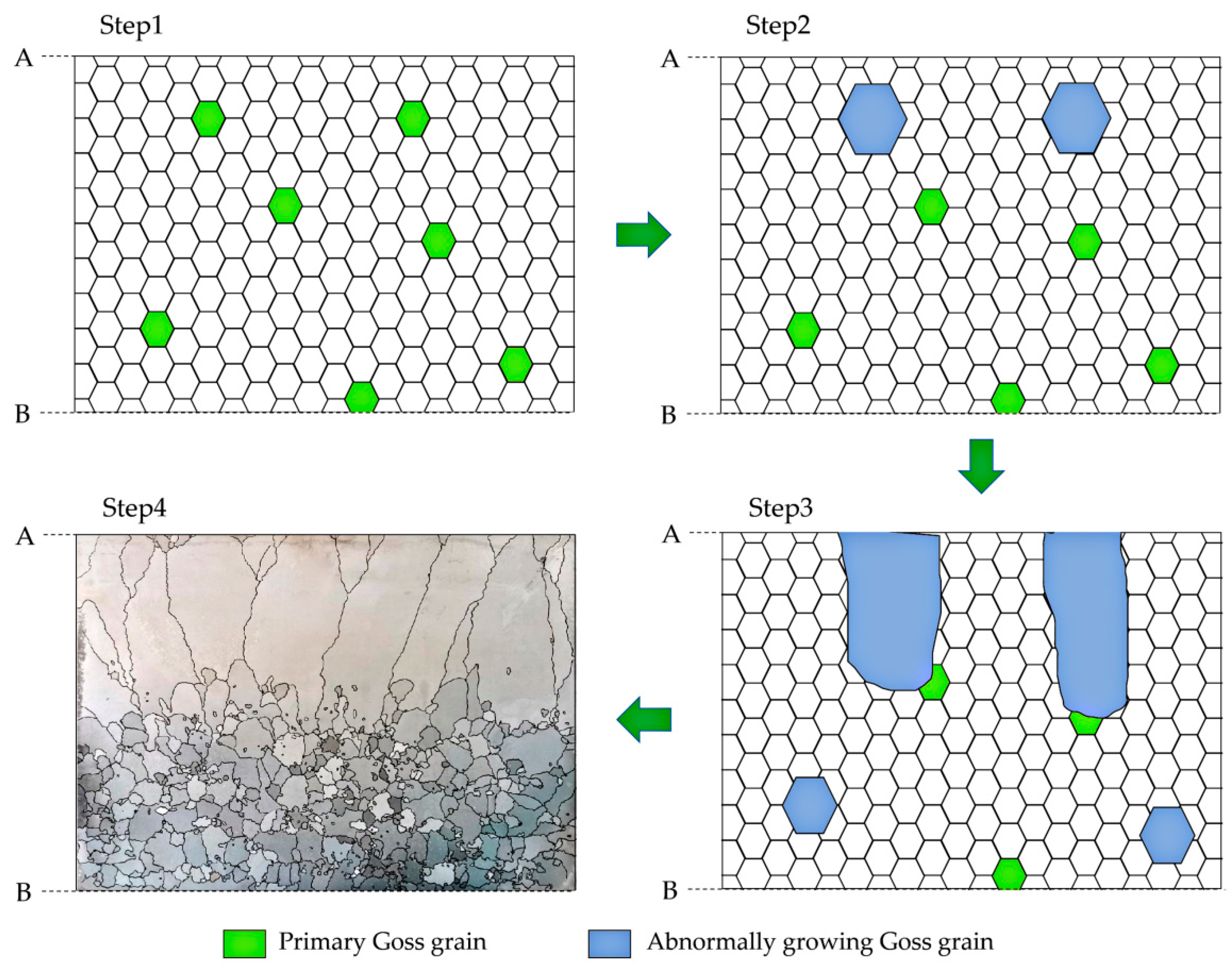
4.3. Competitive Growth of Secondary Goss Grains
5. Conclusions
- The circumferential and transverse gradient heat conduction was achieved through the new experimental method of introducing thermal insulation cotton during the high-temperature annealing process of grain-oriented silicon steel. After annealing, columnar and equiaxed grain structures were exhibited simultaneously in the same sample.
- Under gradient heat conduction conditions, during the high-temperature annealing process, areas with faster heat conduction had a higher heating rate, resulting in columnar secondary grains, while areas with slower heat conduction had a lower heating rate and equiaxed secondary grains were developed. The orientation deviation angles of Goss grains in the columnar grains were smaller, so the magnetic induction intensity was better than that of equiaxed grains. At the same time, the 180° main domains in the columnar grains were coarser, resulting in higher eddy current loss as well as total iron loss than the equiaxed grains.
- The competitive growth model of secondary Goss grains during the secondary recrystallization was proposed. After introducing the gradient heat conduction, the Goss grains which were subjected to a higher heating rate developed secondary recrystallization preferentially and further competed with the Goss grains that could have grown abnormally under a uniform heat conduction condition, thus developing into coarse columnar grains.
- On the one hand, the use of gradient heat conduction could be used to produce ultra-high magnetic induction intensity grain-oriented silicon steel (optimized by 0.03T), which could meet the raw material requirements for ultra-low noise transformers. On the other hand, by reducing the heat conduction gradient of the coil during high-temperature annealing, the occurrence of large grains could be effectively prevented and the uniformity of the microstructure along the coil could be improved, which was beneficial for the application in ultra-high-voltage transformers.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, Z.; Sha, Y.; Zhang, F.; Zhang, H.; Li, G.; Chu, S.; Zuo, L. Orientation Selection Behavior During Secondary Recrystallization in Grain-Oriented Silicon Steel. Acta Metall. Sin. 2020, 56, 1067–1074. [Google Scholar] [CrossRef]
- Xu, Z.; Sha, Y.; He, Z.; Zhang, F.; Liu, W.; Zhang, H.; Zuo, L. Complete Goss secondary recrystallization by control of the grain size and texture of primary recrystallization in grain-oriented silicon steel. Materials 2021, 14, 5383. [Google Scholar] [CrossRef] [PubMed]
- Gao, Q.; Wang, X.; Li, J.; Gong, J.; Li, B. Effect of aluminum on secondary recrystallization texture and magnetic properties of grain-oriented silicon steel. J. Iron Steel Res. Int. 2021, 28, 47–487. [Google Scholar] [CrossRef]
- Gao, Q.; Li, J.; Wang, X.; Gong, J.; Li, B. Characteristic of Precipitate Evolution during High Temperature Annealing in Grain-Oriented Silicon Steel. Metals 2022, 12, 824. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, C.; Li, G.; Liu, Y.; Liu, Y. Influence of Nb content on precipitation, grain microstructure, texture and magnetic properties of grain-oriented silicon steel. Materials 2020, 13, 5581. [Google Scholar] [CrossRef]
- Liu, G.; Yang, P.; Mao, W. Effect of final annealing atmosphere on secondary recrystallization behavior in thin gauge medium temperature grain oriented silicon steel. Acta Metall. Sin. 2016, 52, 25–32. [Google Scholar] [CrossRef]
- Petryshynets, I.; Kováč, F.; Petrov, B.; Falat, L.; Puchý, V. Improving the Magnetic Properties of Non-Oriented Electrical Steels by Secondary Recrystallization Using Dynamic Heating Conditions. Materials 2019, 12, 1914. [Google Scholar] [CrossRef] [PubMed]
- Xia, T.; He, Z.; Luo, Z. The Heat Transfer Model of Oriented Silicon Steel Coil in Annular Furnace during the Heating Stage of High-Temperature Annealing. Steel Res. Int. 2021, 92, 2000290. [Google Scholar] [CrossRef]
- Xia, T.; He, Z.; Xiang, Z.; Shen, X.; Li, W. Mass Transfer Model of Oriented Silicon Steel Coil during the First Soaking in Annular Furnace. Silicon 2023, 15, 269–284. [Google Scholar] [CrossRef]
- Xia, T.; Xiang, Z.; He, Z.; Hu, S.; Luo, Z. Simulation of temperature distribution in the oriented silicon steel coil in the heating stage of annealing process. Appl. Therm. Eng. 2019, 147, 707–717. [Google Scholar] [CrossRef]
- Fan, L.; Zhao, X.; Zhu, R.; He, J.; Zhang, Y. Effect of heating rate of final annealing stage on secondary recrystallization in grain-oriented silicon steel. Metall. Res. Technol. 2020, 117, 607. [Google Scholar] [CrossRef]
- He, Q.; Nie, J.; Zhang, S.; Xiao, W.; Ji, S.; Chen, X. Study of Transformer Core Vibration and Noise Generation Mechanism Induced by Magnetostriction of Grain-Oriented Silicon Steel Sheet. Shock Vib. 2021, 2021, 8850780. [Google Scholar] [CrossRef]
- Wang, C. Research and Manufacture of 110kV Power Transformer with Ultra-Lower Noise Level. Transformer 2021, 58, 7–9. [Google Scholar] [CrossRef]
- Chen, M. Development of OSFPSZ-650000/400 Large Capacity Low-noise Transformer. Transformer 2022, 59, 1–6. [Google Scholar] [CrossRef]
- Wu, M.; Hu, Z.; Mu, H.; Nie, J. The Development and Application of Low Magnetostriction Grain-Oriented Silicon Steel. Transformer 2017, 54, 32–35. [Google Scholar] [CrossRef]
- Yabumoto, M.; Arai, S. Recent Development in Grain-Oriented Electrical Steel with Low Magnetostriction. J. Mater. Eng. Perform. 1997, 6, 713–721. [Google Scholar] [CrossRef]
- Ushigami, Y. Secondary recrystallization in grain-oriented silicon steel. Mater. Sci. Eng. 2021, 1121, 012019. [Google Scholar] [CrossRef]
- Song, H.; Wang, Y.; Esling, C.; Wang, G.; Liu, H. The role of grain colony on secondary recrystallization in grain-oriented electrical steel: New insights from an original tracking experiment. Acta Mater. 2021, 206, 116611. [Google Scholar] [CrossRef]
- Kim, T.Y.; Kim, H.K.; Jeong, Y.K.; Ahn, Y.K.; Shim, H.S.; Kwon, D.; Hwang, N.M. Ex-Situ Time Sequential Observation on Island and Peninsular Grains in Abnormally Growing Goss Grains in Fe–3%Si Steel. Met. Mater. Int. 2020, 26, 1200–1206. [Google Scholar] [CrossRef]
- Džubinský, M.; Kováč, F. Microstructure and texture development of Fe–3%Si GO steel during high temperature annealing. J. Magn. Magn. Mater. 2003, 254–255, 388–390. [Google Scholar] [CrossRef]
- Harase, J.; Shimizu, R.; Kim, J.K.; SooWoo, J. The role of high energy boundaries and coincidence boundaries in the secondary recrystallization of grain-oriented silicon steel. Met. Mater. 1999, 5, 429–435. [Google Scholar] [CrossRef]
- Kumano, T.; Haratani, T.; Ushigami, Y. The Relationship between Primary and Secondary Recrystallization Texture of Grain Oriented Silicon Steel. ISIJ Int. 2002, 42, 440–448. [Google Scholar] [CrossRef]
- Du, P.; Zhang, N.; Hou, D.; He, Q.; Nie, J.; Meng, L. Effects of working magnetic flux density and DC bias on the iron loss of grain-oriented electrical steel sheets with different thicknesses. Chin. J. Stereol. Image Anal. 2020, 25, 339–345. [Google Scholar] [CrossRef]
- Jahangiri, M.R.; Bayani, H.; Ardestani, M.; Mehdizadeh, M. Core loss reduction in grain oriented silicon steel sheets by two-sided laser scribing in the presence of a magnetic field. J. Alloys Compd. 2021, 891, 162080. [Google Scholar] [CrossRef]
- Zhong, W. Ferromagnetism, 3rd ed.; Science Press: Beijing, China, 1998; pp. 306–308. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | C | Mn | S | Als | N | Fe |
|---|---|---|---|---|---|---|
| 3.24 | 0.062 | 0.072 | 0.052 | 0.025 | 0.0094 | Balance |
| Macrostructure | P1.7/50 (W/kg) | P1.0/2000 (W/kg) | B800 (T) |
|---|---|---|---|
| Columnar grains | 1.117 | 105.56 | 1.948 |
| Equiaxed grains | 1.036 | 89.75 | 1.913 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Q.; Wang, X.; Li, J.; Cao, L.; Gong, J.; Li, B. Effect of Gradient Heat Conduction on Secondary Recrystallization of Grain-Oriented Silicon Steel. Metals 2024, 14, 152. https://doi.org/10.3390/met14020152
Gao Q, Wang X, Li J, Cao L, Gong J, Li B. Effect of Gradient Heat Conduction on Secondary Recrystallization of Grain-Oriented Silicon Steel. Metals. 2024; 14(2):152. https://doi.org/10.3390/met14020152
Chicago/Turabian StyleGao, Qian, Xianhui Wang, Jun Li, Laifu Cao, Jian Gong, and Bo Li. 2024. "Effect of Gradient Heat Conduction on Secondary Recrystallization of Grain-Oriented Silicon Steel" Metals 14, no. 2: 152. https://doi.org/10.3390/met14020152