
The Influence of Crystal Orientation and Thermal State of a Pure Cu on the Formation of Helium Blisters
 , ,
, ,
Abstract
:1. Introduction
2. Methodology
2.1. Experimental
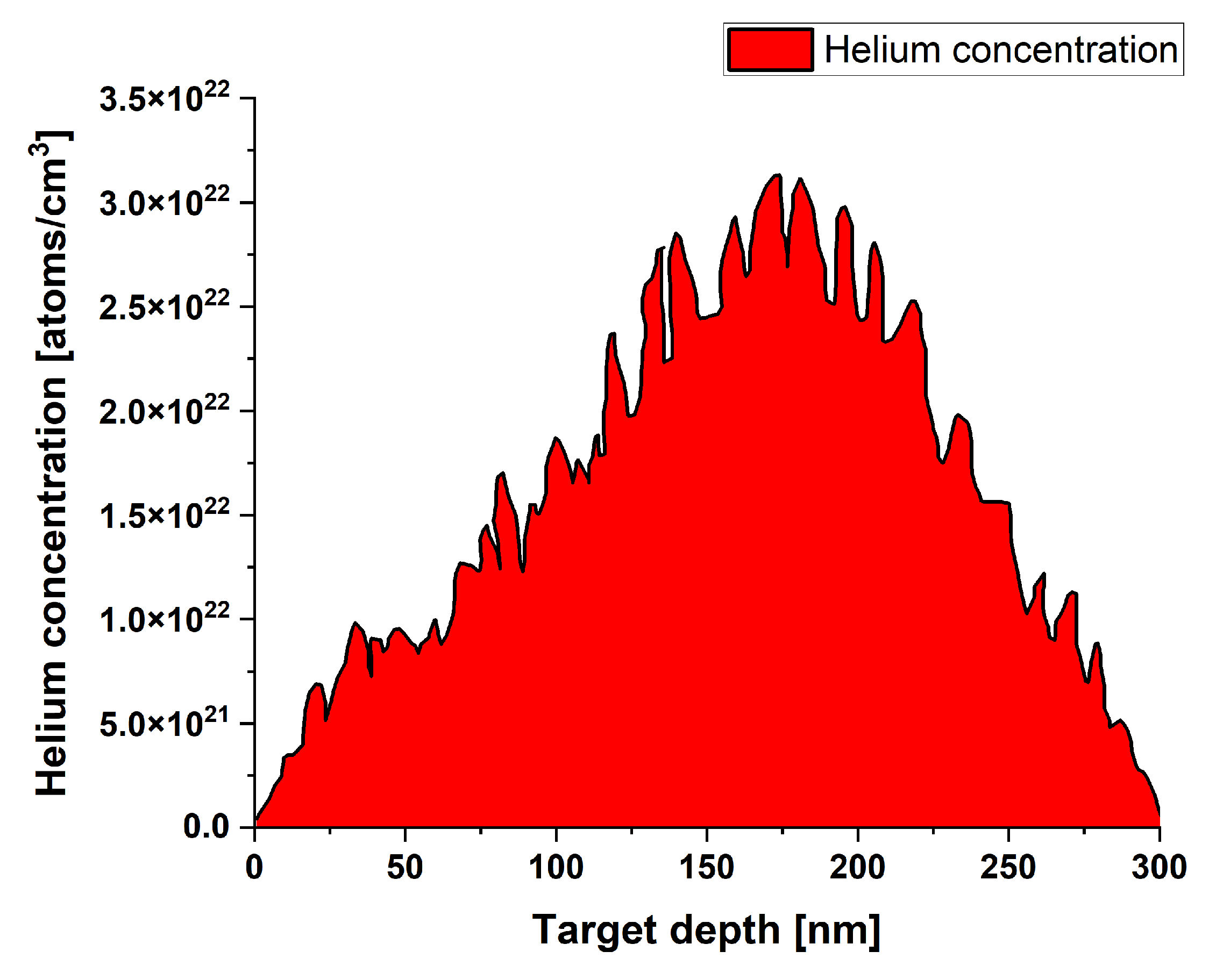
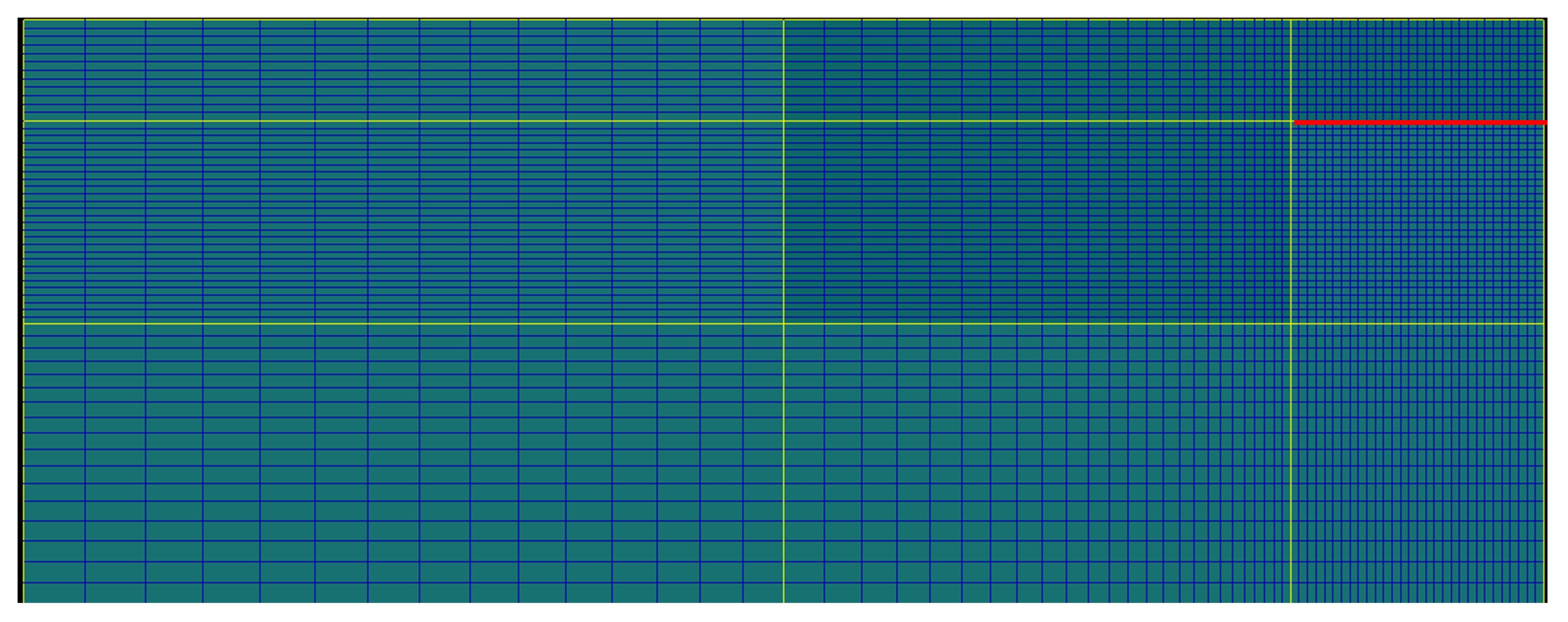
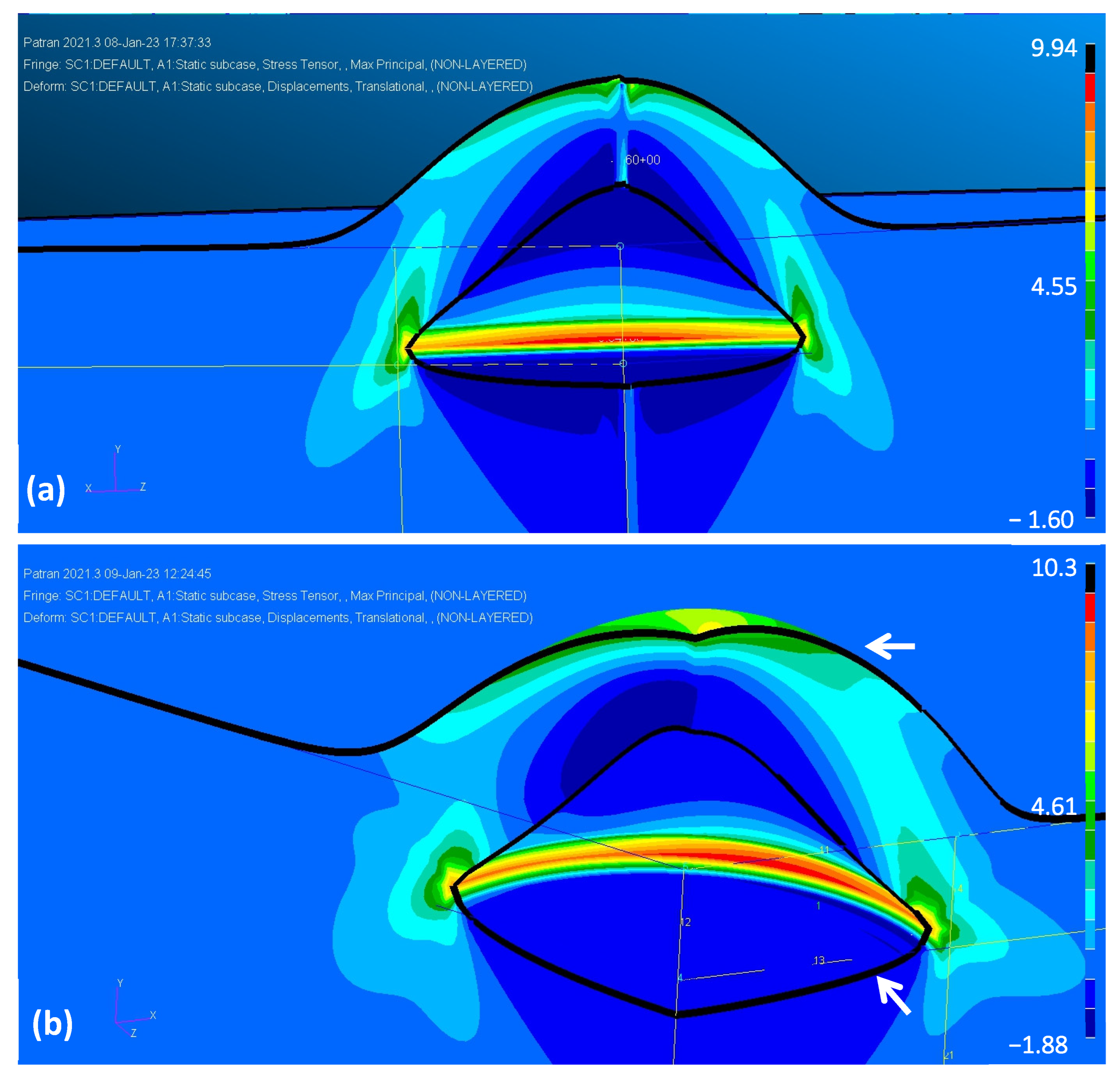
2.2. Numerical Modeling
3. Results
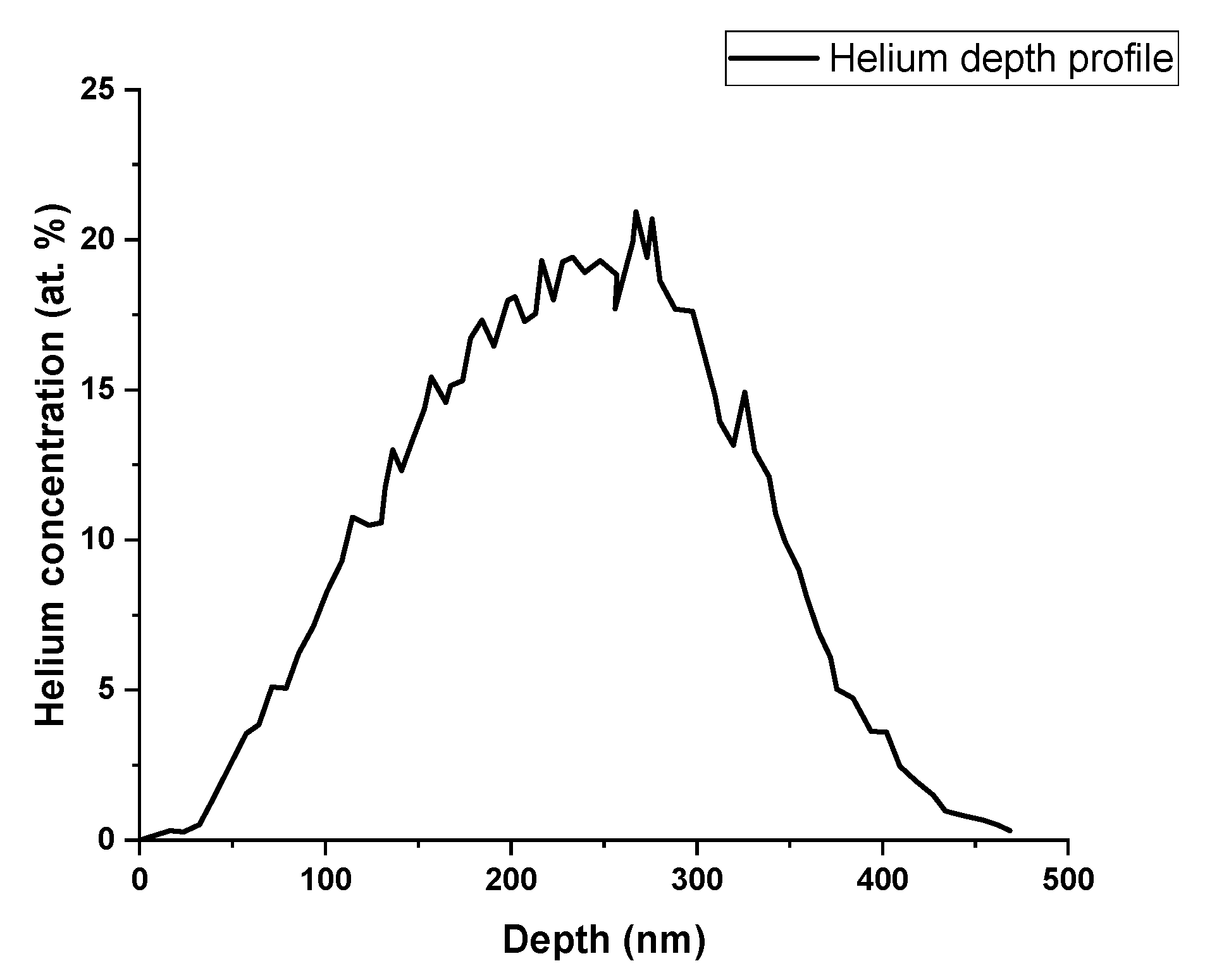
3.1. Helium Depth Profile in Cu
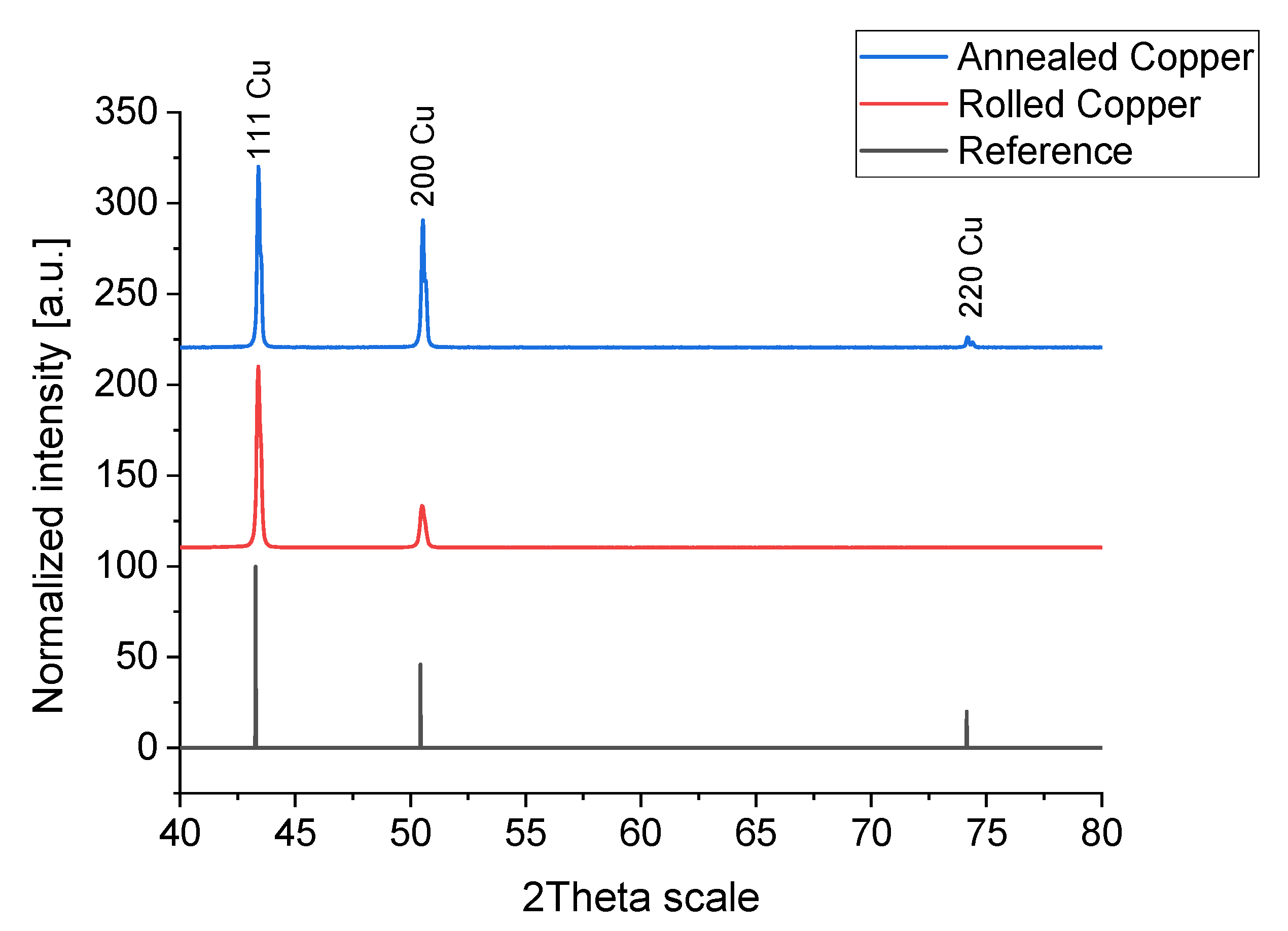
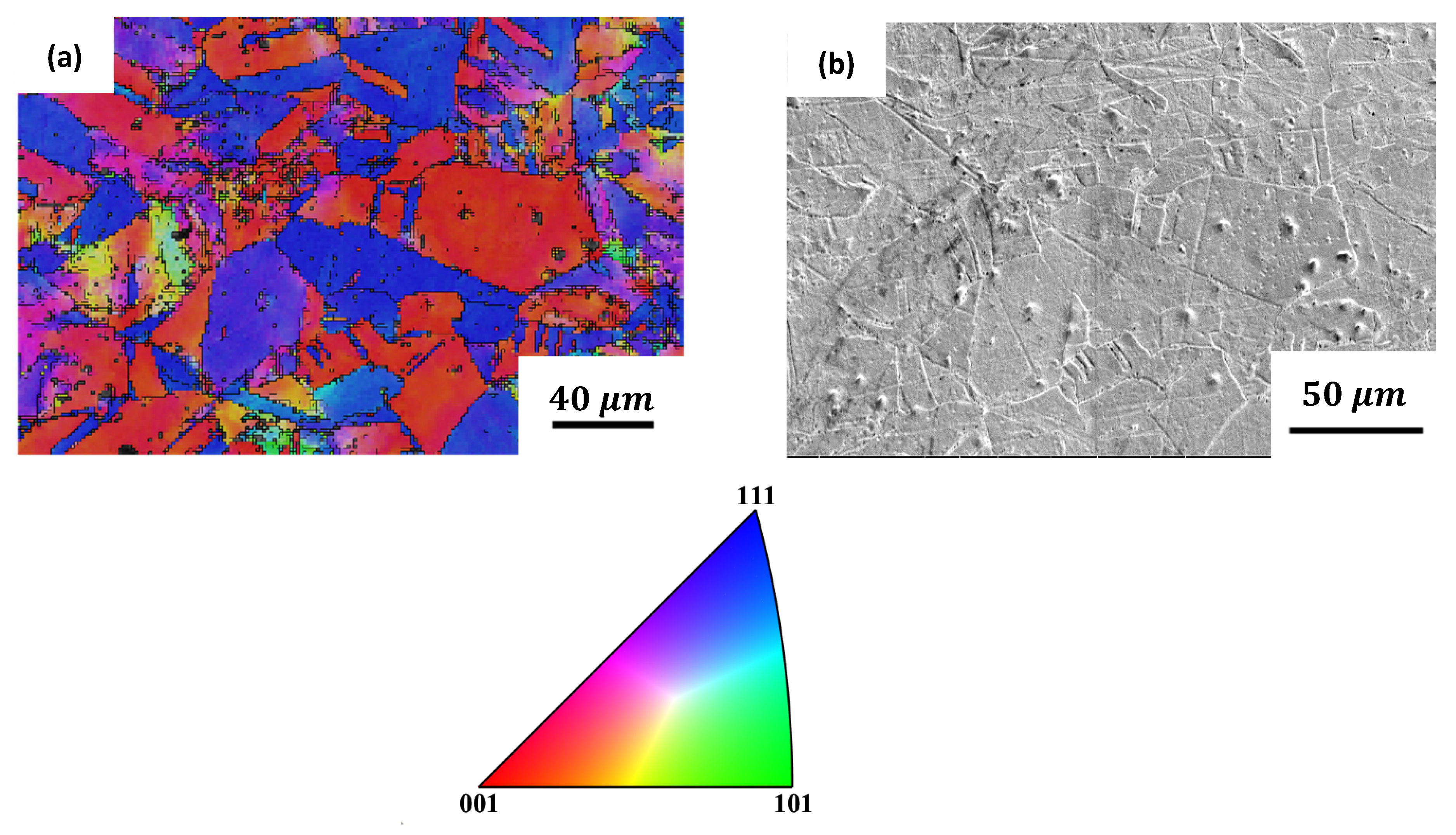
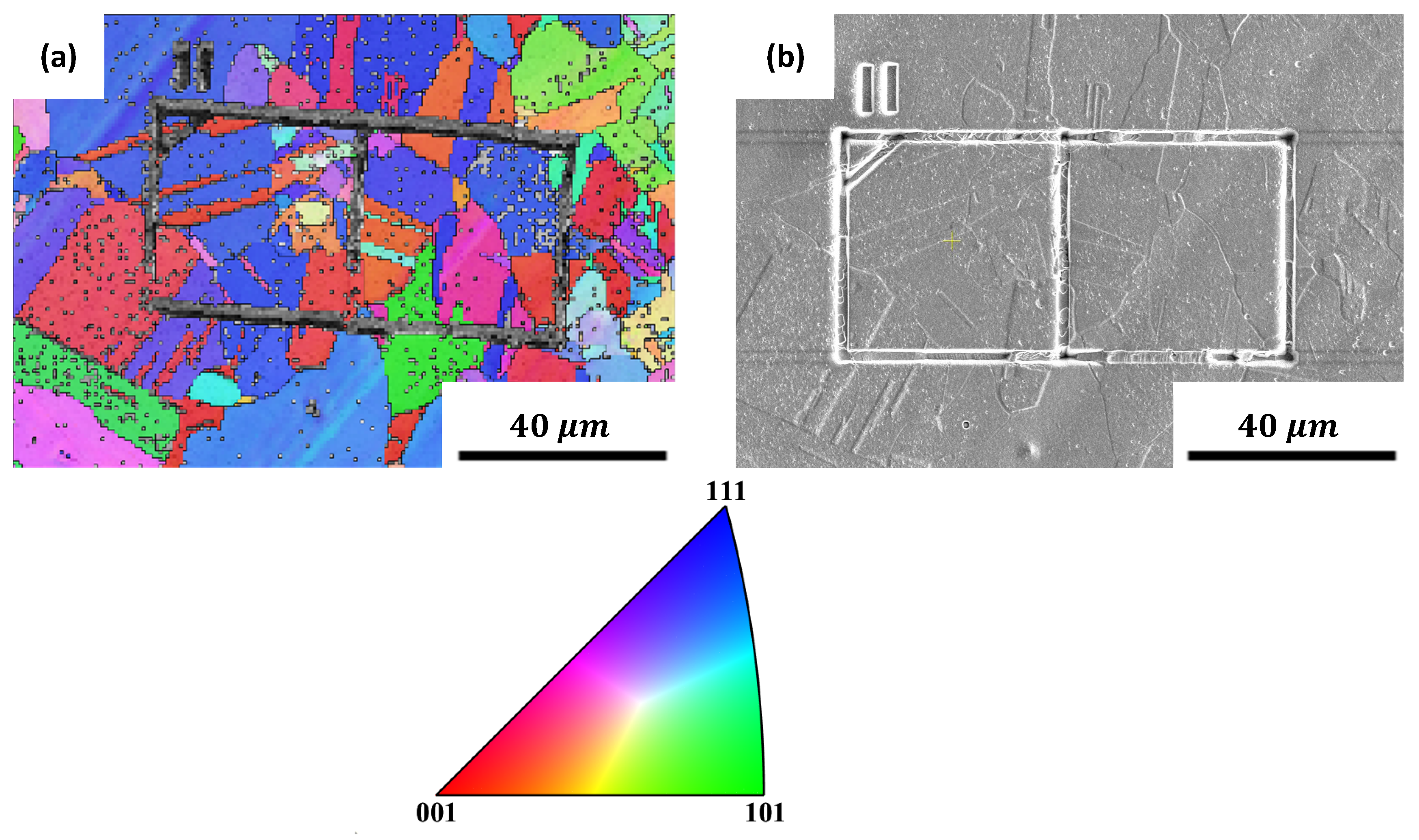
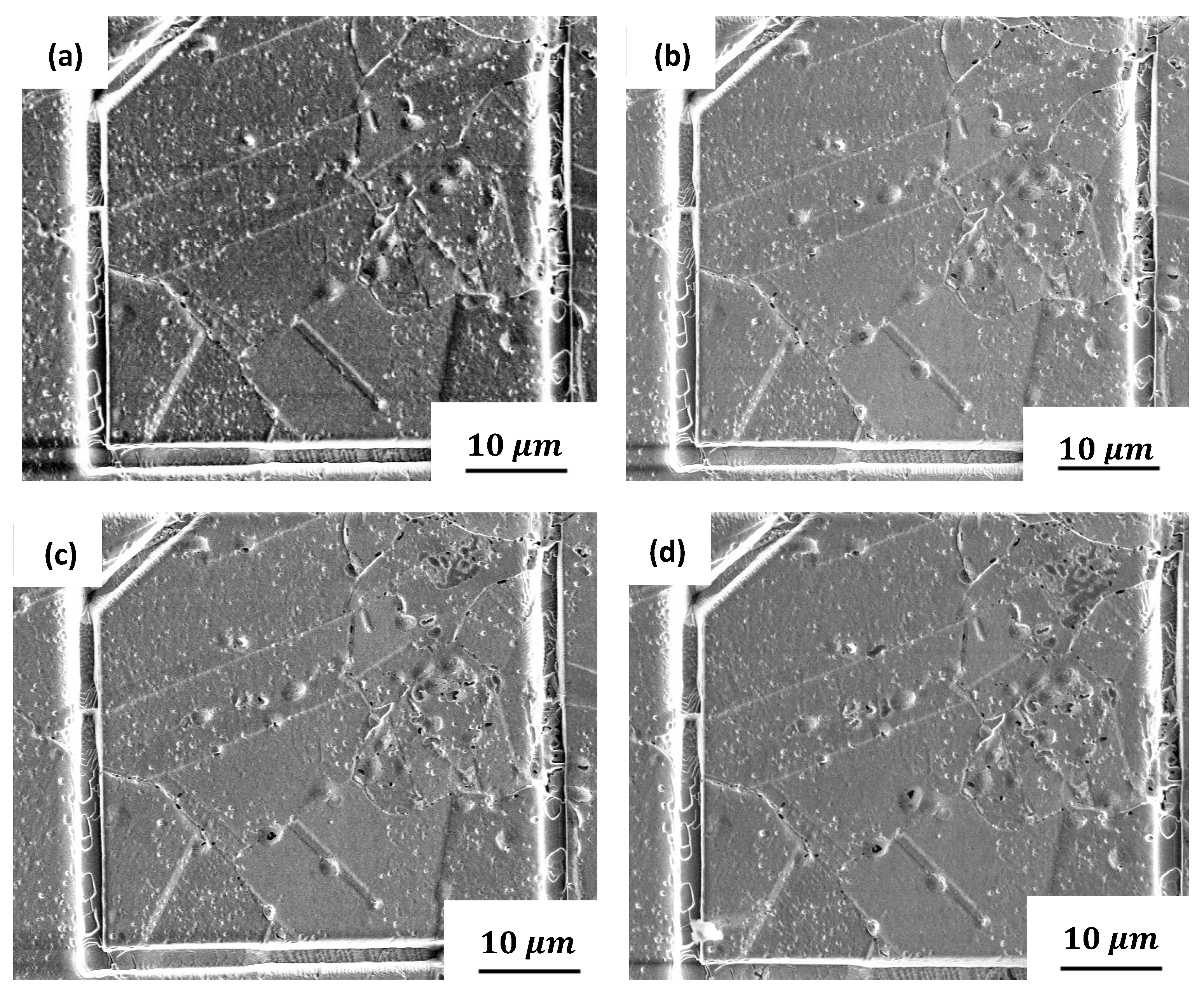
3.2. Microstructure Characterization
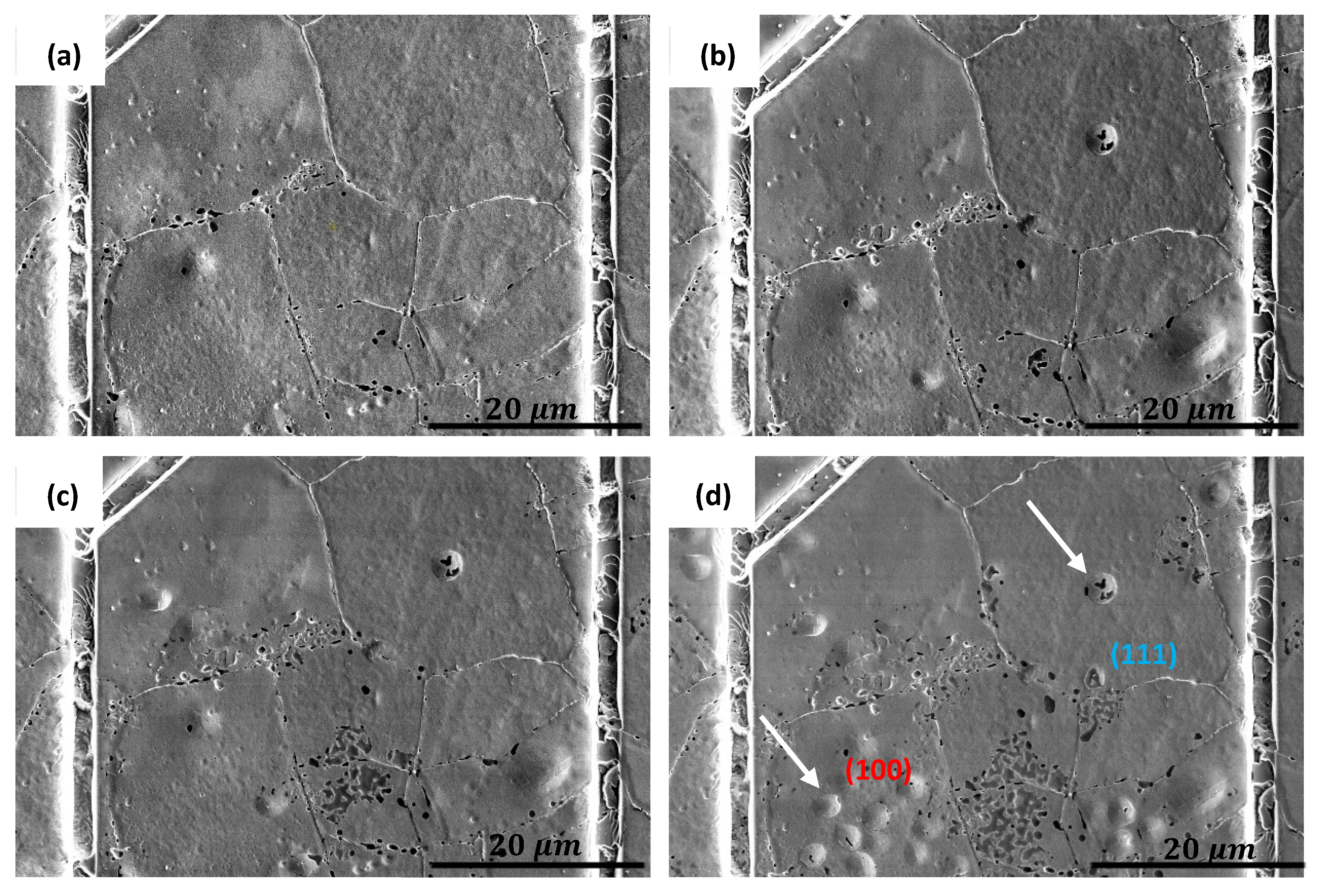
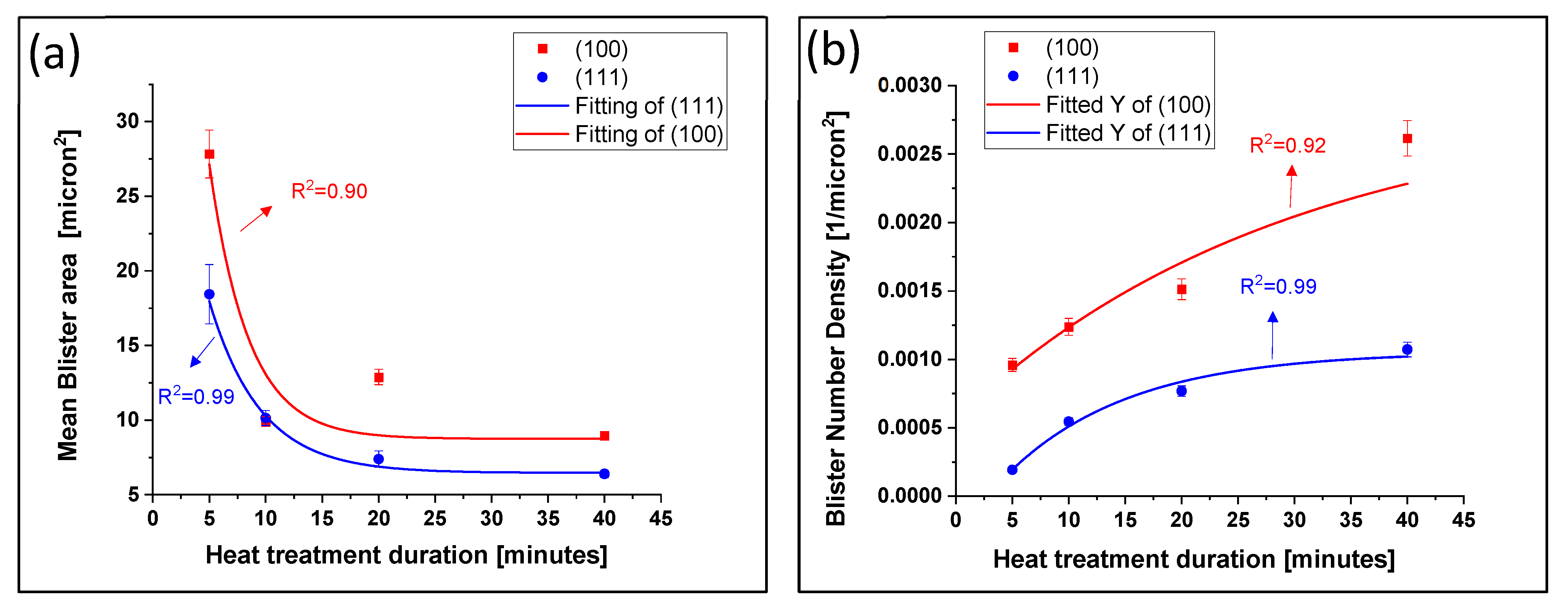
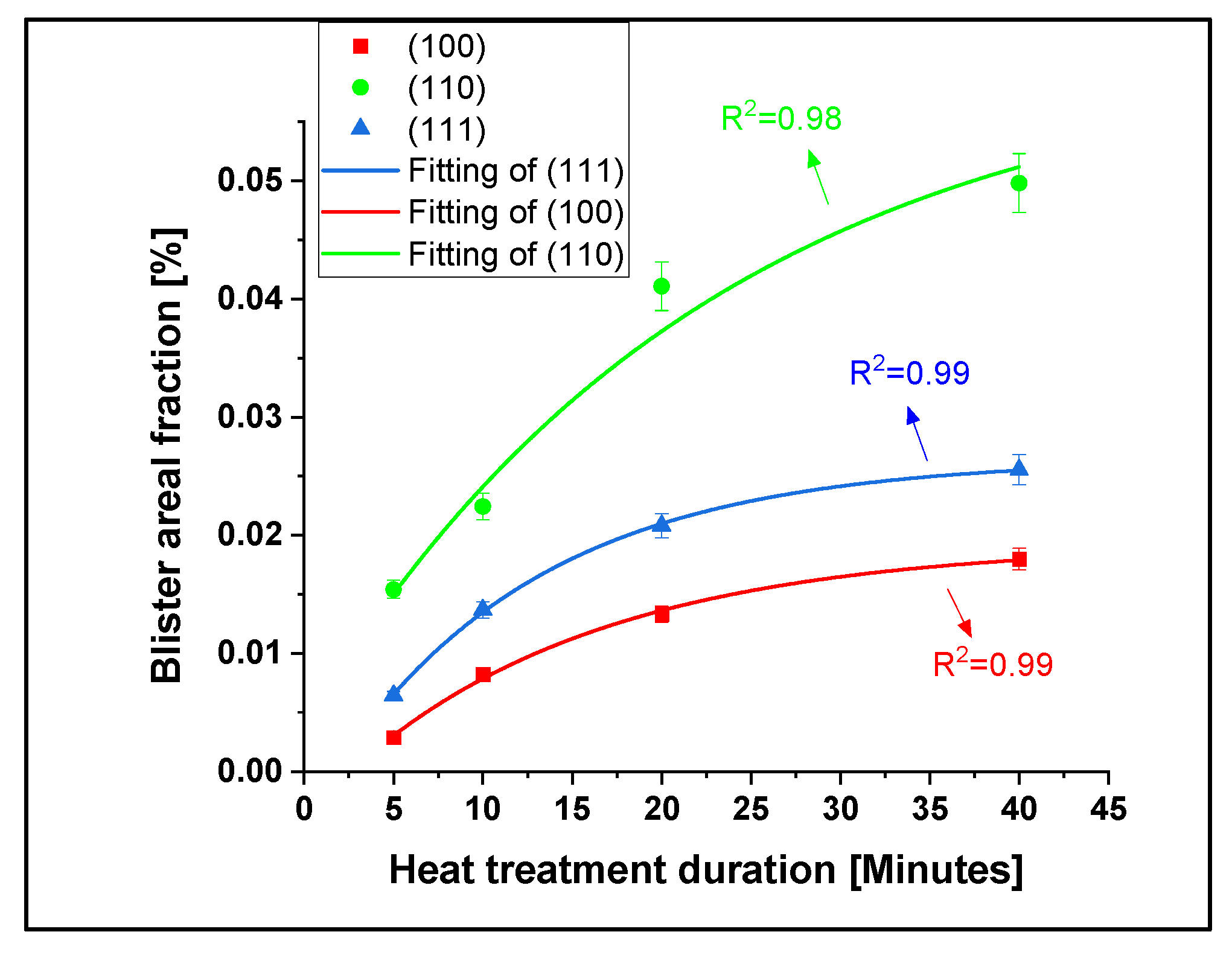
3.3. Blistering Kinetics
3.3.1. Rolled Copper
3.3.2. Annealed Cu
4. Discussion
4.1. Dislocations
4.2. Vacancies
4.3. Rolled vs. Annealed Cu
4.3.1. Rolled (111) Cu vs. Rolled (100) Cu
4.3.2. Annealed (111) vs. Annealed (100)
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Atzeni, S.; Meyer-Ter-Vehn, J. Hot dense matter. Phys. Inert. Fusion 2004, 1, 323–370. [Google Scholar] [CrossRef]
- Trtica, M.; Savovic, J.; Kuzmanovic, M.; Rankovic, D.; Stasic, J. Libs Hydrogen Isotopes Detection: Significance in nuclear/fusion technology. J. Appl. Spectrosc. 2024, 90, 1318–1324. [Google Scholar] [CrossRef]
- Toschi, R. Nuclear fusion, an energy source. Fusion Eng. Des. 1997, 36, 1–8. [Google Scholar] [CrossRef]
- Lerede, D.; Nicoli, M.; Savoldi, L.; Trotta, A. Analysis of the possible contribution of different nuclear fusion technologies to the global energy transition. Energy Strategy Rev. 2023, 49, 101144. [Google Scholar] [CrossRef]
- Shumlak, U.; Meier, E.T.; Levitt, B.J. Fusion gain and triple product for the sheared-flow-stabilized pinch. Fusion Sci. Technol. 2023, 80, 1–16. [Google Scholar] [CrossRef]
- Haertl, T.; Bachmann, C.; Franke, T.; Germano, G.M.; Janeschitz, G.; Juliaa, J.-F.; Lefrancois, M.; Michel, B. Demo Vacuum Vessel Port Closure Plate sealing and fixation activities. Fusion Eng. Des. 2023, 186, 113354. [Google Scholar] [CrossRef]
- Bachmann, C.; Ciupinski, L.; Gliss, C.; Franke, T.; Härtl, T.; Marek, P.; Maviglia, F.; Mozzillo, R.; Pielmeier, R.; Schiller, T.; et al. Containment structures and port configurations. Fusion Eng. Des. 2022, 174, 112966. [Google Scholar] [CrossRef]
- Ullmaier, H. The influence of helium on the bulk properties of fusion reactor structural materials. Nucl. Fusion 1984, 24, 1039–1083. [Google Scholar] [CrossRef]
- Buzi, L.; De Temmerman, G.; Matveev, D.; Reinhart, M.; Schwarz-Selinger, T.; Rasinski, M.; Unterberg, B.; Linsmeier, C.H.; Van Oost, G. Surface modifications and deuterium retention in polycrystalline and single crystal tungsten as a function of particle flux and temperature. J. Nucl. Mater. 2017, 495, 211–219. [Google Scholar] [CrossRef]
- Odette, G.R.; Alinger, M.J.; Wirth, B.D. Recent developments in irradiation-resistant steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- Taylor, C.A.; Lang, E.; Kotula, P.G.; Goeke, R.; Snow, C.S.; Wang, Y.; Hattar, K. Helium bubbles and blistering in a nanolayered metal/hydride composite. Materials 2021, 14, 5393. [Google Scholar] [CrossRef]
- Primak, W.; Luthra, J. Radiation-induced expansion and increase in refractive index of magnesium oxide; Evidence for the F center. Phys. Rev. 1966, 150, 551–561. [Google Scholar] [CrossRef]
- Fan, C.; Pan, S.; Hu, X.; He, B.; Huang, M. Mechanisms of helium irradiation blistering and surface deformation in Tungsten. Acta Mater. 2023, 254, 118993. [Google Scholar] [CrossRef]
- Fan, C.; Zhao, S.; Pan, S.; He, B.; Huang, M. Helium radiation blistering mechanisms in tungsten: Ion channeling effects. Materialia 2023, 27, 101664. [Google Scholar] [CrossRef]
- Qin, W.; Chauhan, A.K.; Song, M.; Gu, D.; Li, T.L.; Zhu, W.L.; Szpunar, J.A. Microstructure criterion for the preferential locations of helium bubble precipitation in a polycrystal. J. Nucl. Mater. 2023, 577, 154332. [Google Scholar] [CrossRef]
- Behrisch, R.; Bo/ttiger, J.; Eckstein, W.; Littmark, U.; Roth, J.; Scherzer, B.M. Implantation profiles of low-energy helium in niobium and the blistering mechanism. Appl. Phys. Lett. 1975, 27, 199–201. [Google Scholar] [CrossRef]
- Evans, J.H. An interbubble fracture mechanism of blister formation on helium-irradiated metals. J. Nucl. Mater. 1977, 68, 129–140. [Google Scholar] [CrossRef]
- Rakhadilov, B.; Satbayeva, Z.; Kusainov, A.; Naimankumaruly, E.; Abylkalykova, R.; Sulyubayeva, L. Linear Plasma device for the study of plasma–surface interactions. Appl. Sci. 2023, 13, 11673. [Google Scholar] [CrossRef]
- Yan, J.; Li, X.; Wang, Z.; Zhu, K. Comparison of surface morphologies and helium retention of nanocrystalline w and W-CR Films prepared by magnetron sputtering. Nucl. Mater. Energy 2020, 22, 100733. [Google Scholar] [CrossRef]
- Das, S.K.; Kaminsky, M.; Fenske, G. On the correlation of blister diameter and blister skin thickness in helium-ion-irradiated NB. J. Appl. Phys. 1979, 50, 3304–3311. [Google Scholar] [CrossRef]
- Xiao, S.; Ma, Y.; Tian, L.; Li, M.; Qi, C.; Wang, B. Decrease of blistering on helium irradiated tungsten surface via transversal release of helium from the grooved surfaces. Nucl. Mater. Energy 2020, 23, 100746. [Google Scholar] [CrossRef]
- Li, C.; Greuner, H.; Yuan, Y.; Luo, G.N.; Böswirth, B.; Fu, B.Q.; Xu, H.Y.; Jia, Y.Z.; Liu, W. Effects of temperature on surface modification of W exposed to he particles. J. Nucl. Mater. 2014, 455, 201–206. [Google Scholar] [CrossRef]
- Moreno, D.; Eliezer, D. On the blister formation in copper alloys due to the helium ion implantation. Metall. Mater. Trans. A 1997, 28, 755–762. [Google Scholar] [CrossRef]
- Liu, P.; Tian, L.; Li, X.; Cao, J.; Ma, Y.; Meng, X. Structure evolution of nanocrystalline–amorphous tial biphase films during Helium Ion Implantation. Coatings 2023, 13, 632. [Google Scholar] [CrossRef]
- Nathaniel, J.E.; El-Atwani, O.; Huang, S.; Marian, J.; Leff, A.C.; Baldwin, J.K.; Hattar, K.; Taheri, M.L. Implications of microstructure in helium-implanted nanocrystalline metals. Materials 2022, 15, 4092. [Google Scholar] [CrossRef] [PubMed]
- Bolt, H.; Barabash, V.; Federici, G.; Linke, J.; Loarte, A.; Roth, J.; Sato, K. Plasma facing and high heat flux materials—Needs for Iter and beyond. J. Nucl. Mater. 2002, 307–311, 43–52. [Google Scholar] [CrossRef]
- Bolt, H.; Barabash, V.; Krauss, W.; Linke, J.; Neu, R.; Suzuki, S.; Yoshida, N. Materials for the plasma-facing components of fusion reactors. J. Nucl. Mater. 2004, 329–333, 66–73. [Google Scholar] [CrossRef]
- Galatanu, M.; Enculescu, M.; Ruiu, G.; Popescu, B.; Galatanu, A. CU-based composites as thermal barrier materials in demo divertor components. Fusion Eng. Des. 2017, 124, 1131–1134. [Google Scholar] [CrossRef]
- Ziegler, J.F.; Ziegler, M.D.; Biersack, J.P. Srim—The stopping and range of ions in matter (2010). Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2010, 268, 1818–1823. [Google Scholar] [CrossRef]
- ASTM E521–96(2009) e1; Standard Practice for Neutron Radiation Damage Simulation by Charged-Particle Irradiation. ASTM International: West Conshohocken, PA, USA, 2009.
- MSC Nastran. (2021.3). Hexagon. Available online: https://hexagon.com/products/product-groups/computer-aided-engineering-software/msc-nastran (accessed on 10 February 2024).
- Chang, Y.A.; Himmel, L. Temperature dependence of the elastic constants of Cu, Ag, and au above room temperature. J. Appl. Phys. 1966, 37, 3567–3572. [Google Scholar] [CrossRef]
- Yin, W.; Konobeyev, A.Y.; Leichtle, D.; Cao, L. Calculation of displacement damage cross-section for charged particles at energies up to 100 gev. J. Nucl. Mater. 2023, 573, 154143. [Google Scholar] [CrossRef]
- Jung, P. Atomic displacement functions of cubic metals. J. Nucl. Mater. 1983, 117, 70–77. [Google Scholar] [CrossRef]
- Yamauchi, T.; Yamanaka, S.; Miyake, M. Thermal release behavior of helium implanted into copper at high fluences. J. Nucl. Mater. 1990, 174, 53–59. [Google Scholar] [CrossRef]
- Chen, Z.; Han, W.; Yu, J.; Zhu, K. Effect of 800 kev argon ions pre-damage on the helium blister formation of tungsten exposed to 60 kev helium ions. J. Nucl. Mater. 2016, 472, 110–117. [Google Scholar] [CrossRef]
- Xu, Q.; Sugiura, Y.; Pan, X.Q.; Sato, K.; Yoshiie, T. Effects of dislocation-trapped helium on mechanical properties of Fe. Mater. Sci. Eng. A 2014, 612, 41–45. [Google Scholar] [CrossRef]
- Schroeder, H.; Kesternich, W.; Ullmaier, H. Helium effects on the creep and fatigue resistance of austenitic stainless steels at high temperatures. Fusion Eng. Des. 1985, 2, 65–95. [Google Scholar] [CrossRef]
- Zaluzhnyi, A.G. Influence of deformation on the retention of helium in materials. Phys. Met. Metallogr. 2017, 118, 288–291. [Google Scholar] [CrossRef]
- Gong, Y.H.; Cao, X.Z.; Jin, S.X.; Lu, E.Y.; Hu, Y.C.; Zhu, T.; Kuang, P.; Xu, Q.; Wang, B.Y. Effect of dislocations on helium retention in deformed pure iron. J. Nucl. Mater. 2016, 482, 93–98. [Google Scholar] [CrossRef]
- Sousa, T.G.; Sordi, V.L.; Brandão, L.P. Dislocation density and texture in copper deformed by cold rolling and ECAP. Mater. Res. 2017, 21. [Google Scholar] [CrossRef]
- Jamaati, R. Four unusual texture transitions in high purity copper during cold deformation followed by quenching. Mater. Res. Express 2018, 6, 016513. [Google Scholar] [CrossRef]
- Jamaati, R. Unexpected cube texture in cold rolling of copper. Mater. Lett. 2017, 202, 111–115. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal State | Crystal Plane | Blister Number Density (104 1/µm2) | Average Blister Area (µm2) | Blister Areal Fraction (%) |
|---|---|---|---|---|
| Rolled | (111) | 11 | 6.4 | 0.7% |
| (100) | 26 | 9.0 | 2.3% | |
| Annealed | (111) | 67 | 3.8 | 2.6% |
| (100) | 50 | 3.6 | 1.8% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shtuckmeyster, D.; Maman, N.; Vaknin, M.; Zamir, G.; Zenou, V.Y.; Kentsch, U.; Dahan, I.; Shneck, R.Z. The Influence of Crystal Orientation and Thermal State of a Pure Cu on the Formation of Helium Blisters. Metals 2024, 14, 260. https://doi.org/10.3390/met14030260
Shtuckmeyster D, Maman N, Vaknin M, Zamir G, Zenou VY, Kentsch U, Dahan I, Shneck RZ. The Influence of Crystal Orientation and Thermal State of a Pure Cu on the Formation of Helium Blisters. Metals. 2024; 14(3):260. https://doi.org/10.3390/met14030260
Chicago/Turabian StyleShtuckmeyster, Daniel, Nitzan Maman, Moshe Vaknin, Gabriel Zamir, Victor Y. Zenou, Ulrich Kentsch, Itzchak Dahan, and Roni Z. Shneck. 2024. "The Influence of Crystal Orientation and Thermal State of a Pure Cu on the Formation of Helium Blisters" Metals 14, no. 3: 260. https://doi.org/10.3390/met14030260