

A Comparative Study of the Life Cycle Inventory of Thermally Sprayed WC-12Co Coatings

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coatings Characterization
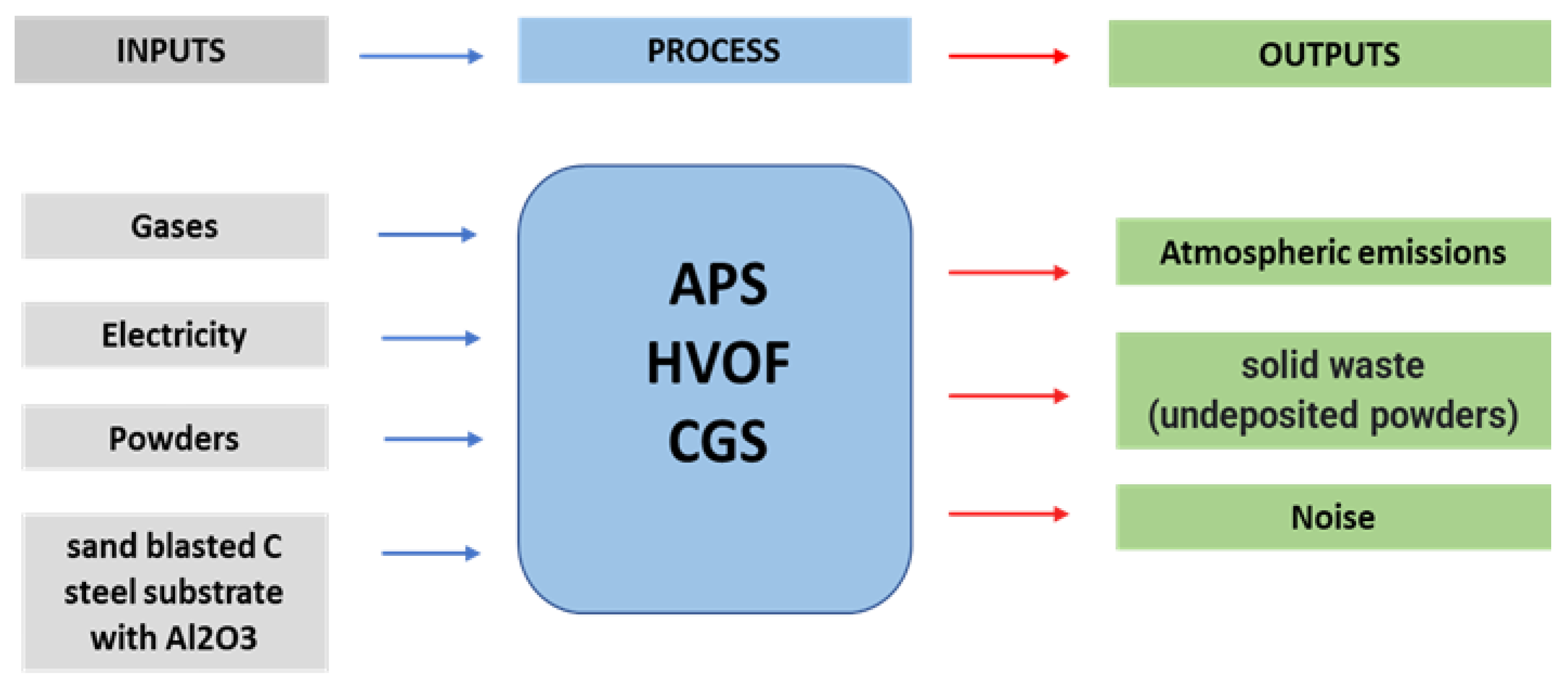
2.2. Inventory Data Acquisition Method
2.3. Inventory Process
3. Results and Discussions
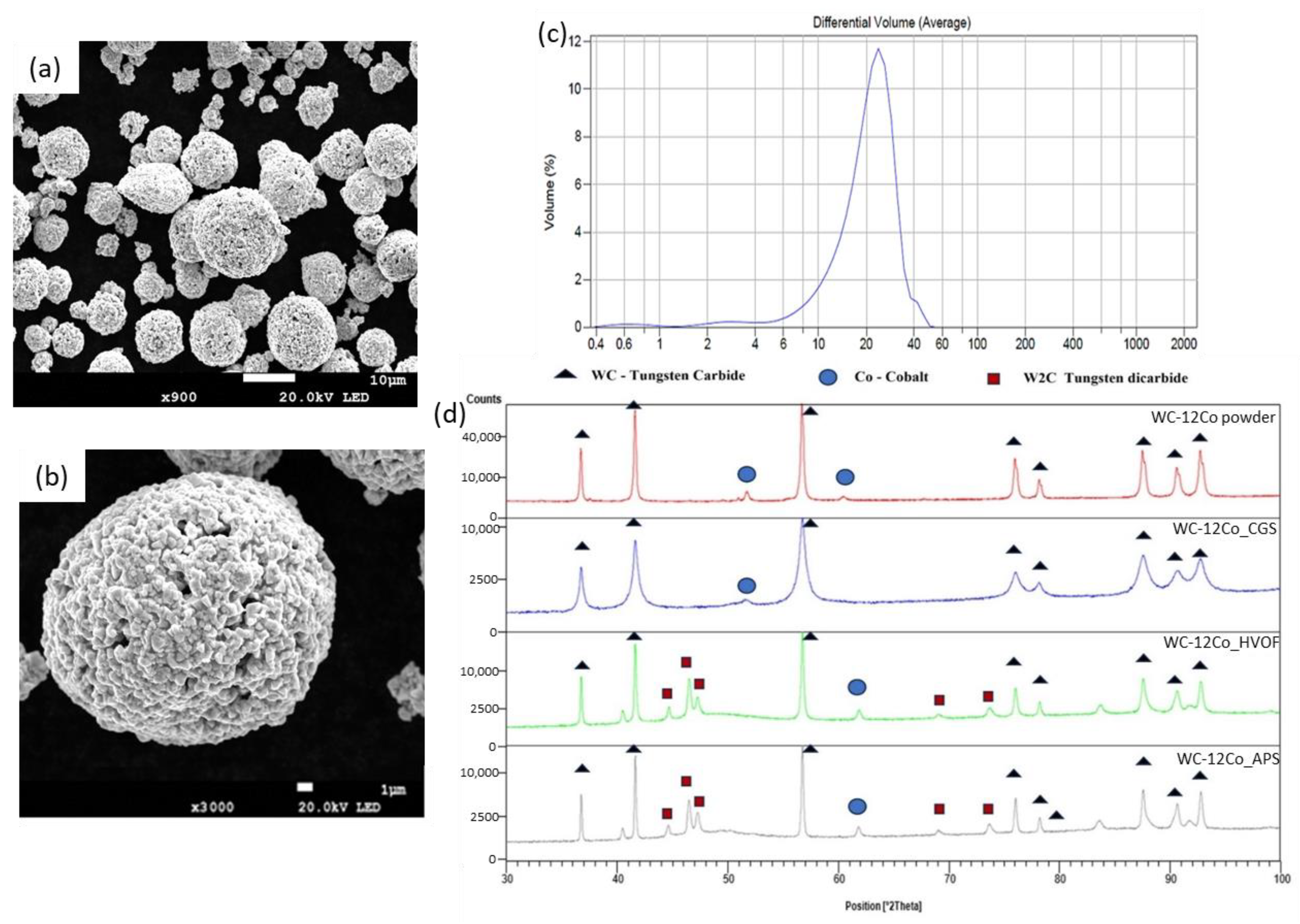
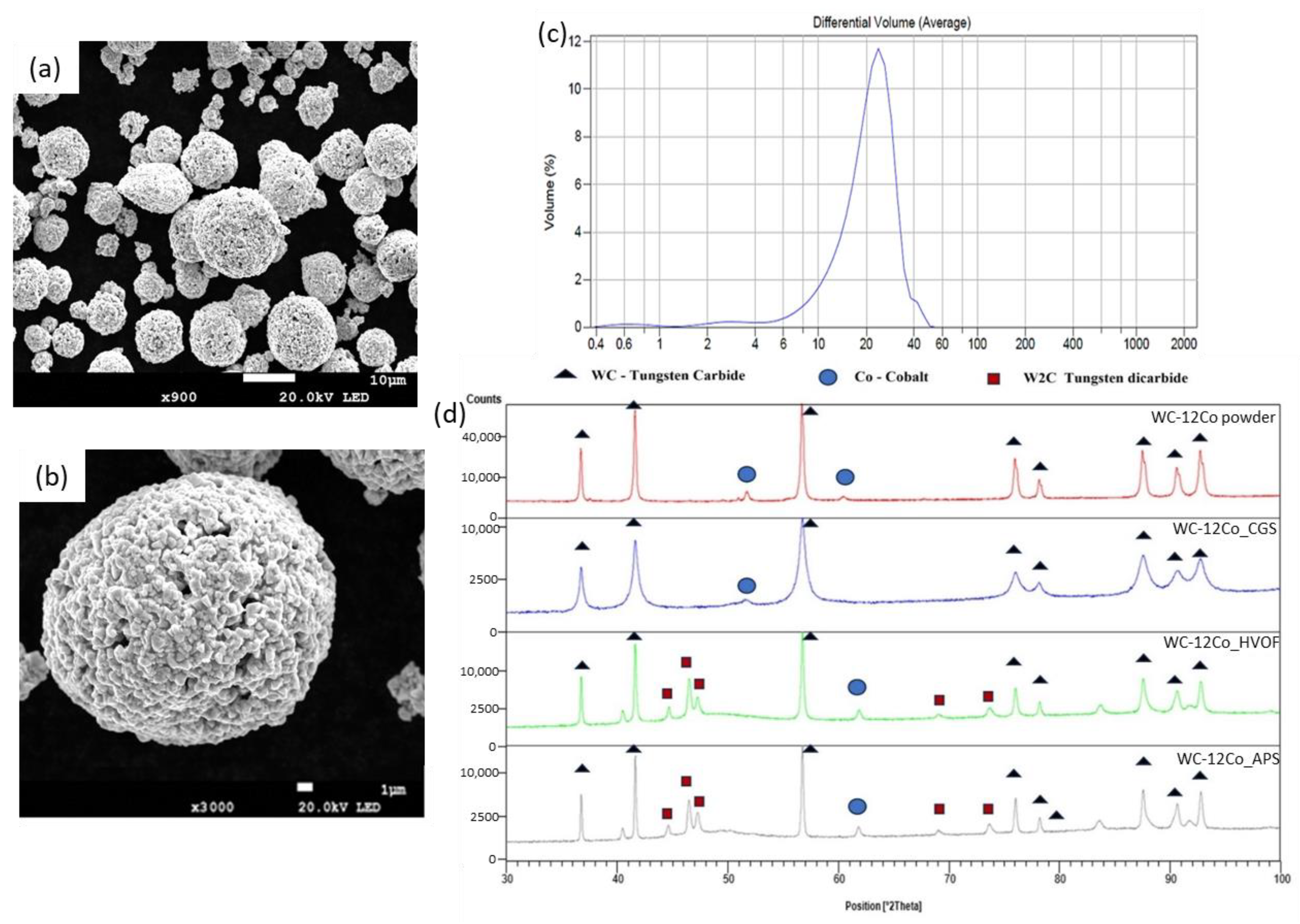
3.1. Feedstock Powder Properties
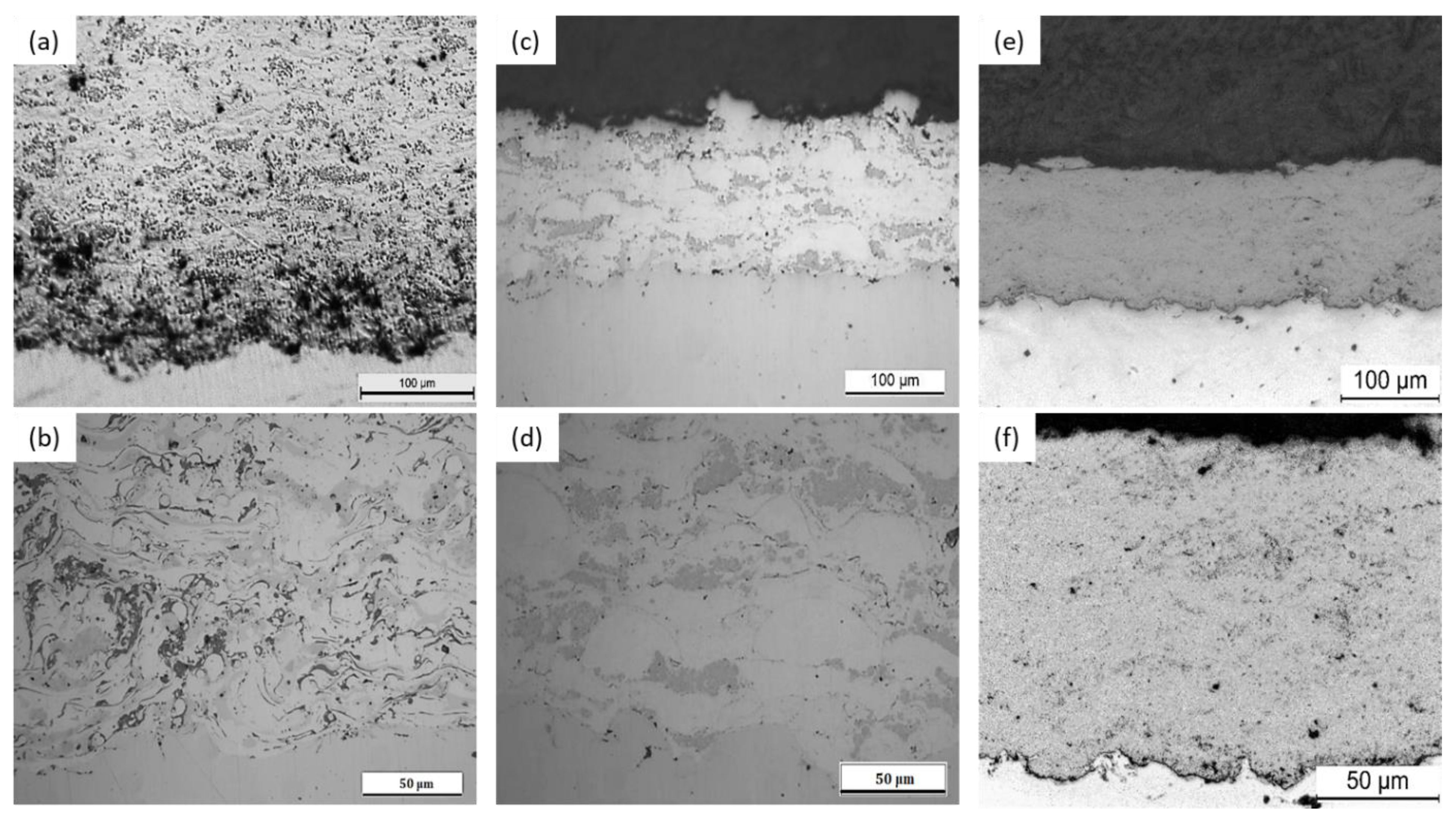
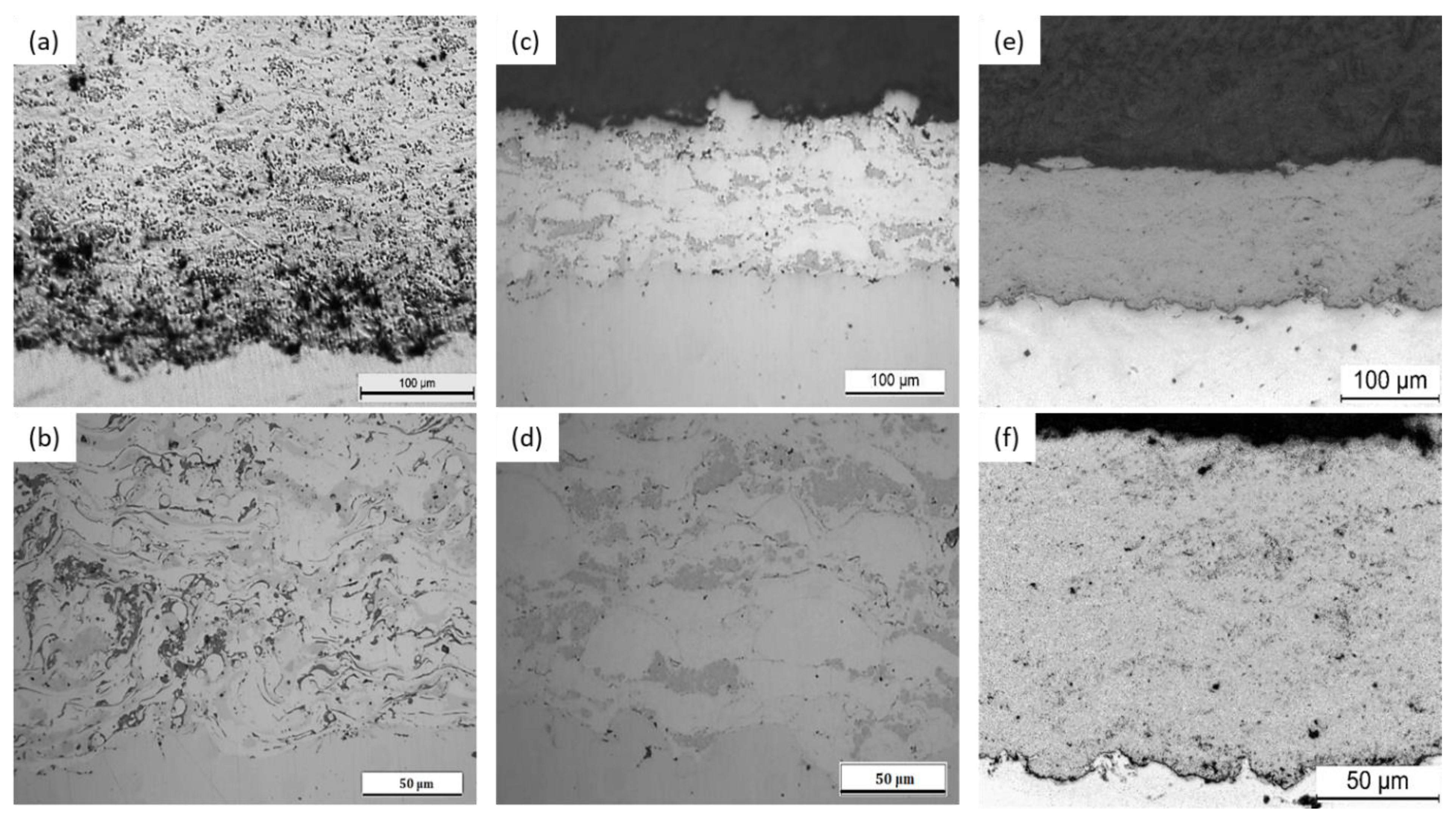
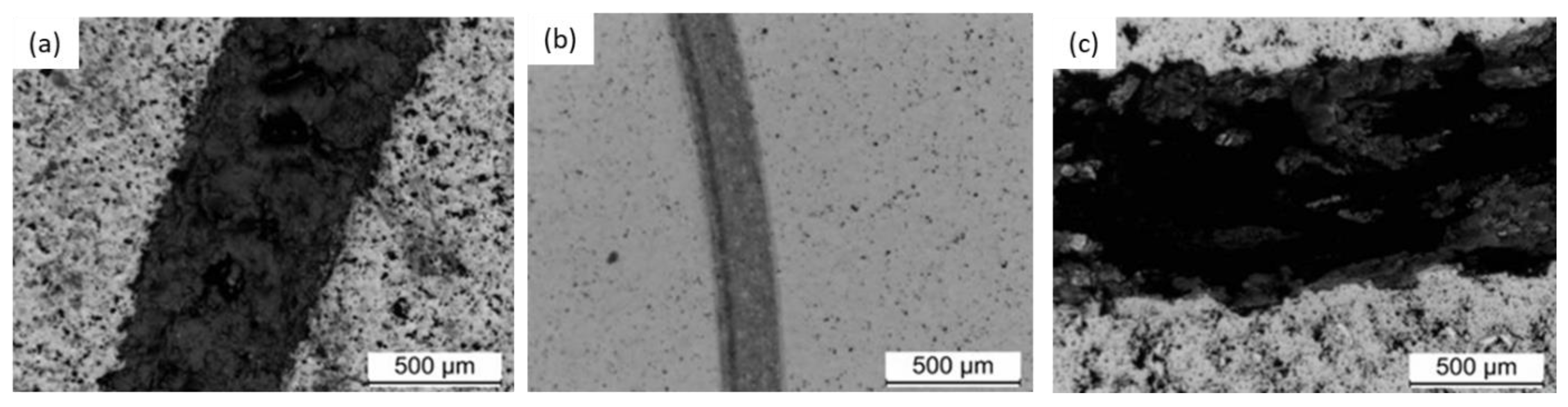
3.2. Coatings Characteristics and Properties
3.3. WC-12Co Database, Ecoinvent v3.9.1
3.4. LCI of Abrasive Sandblasting
3.5. LCI of WC-12Co Coating Produced via APS
3.6. LCI of WC-12Co Coating Produced via HVOF
3.7. LCI of WC-12Co Coating Produced via CGS
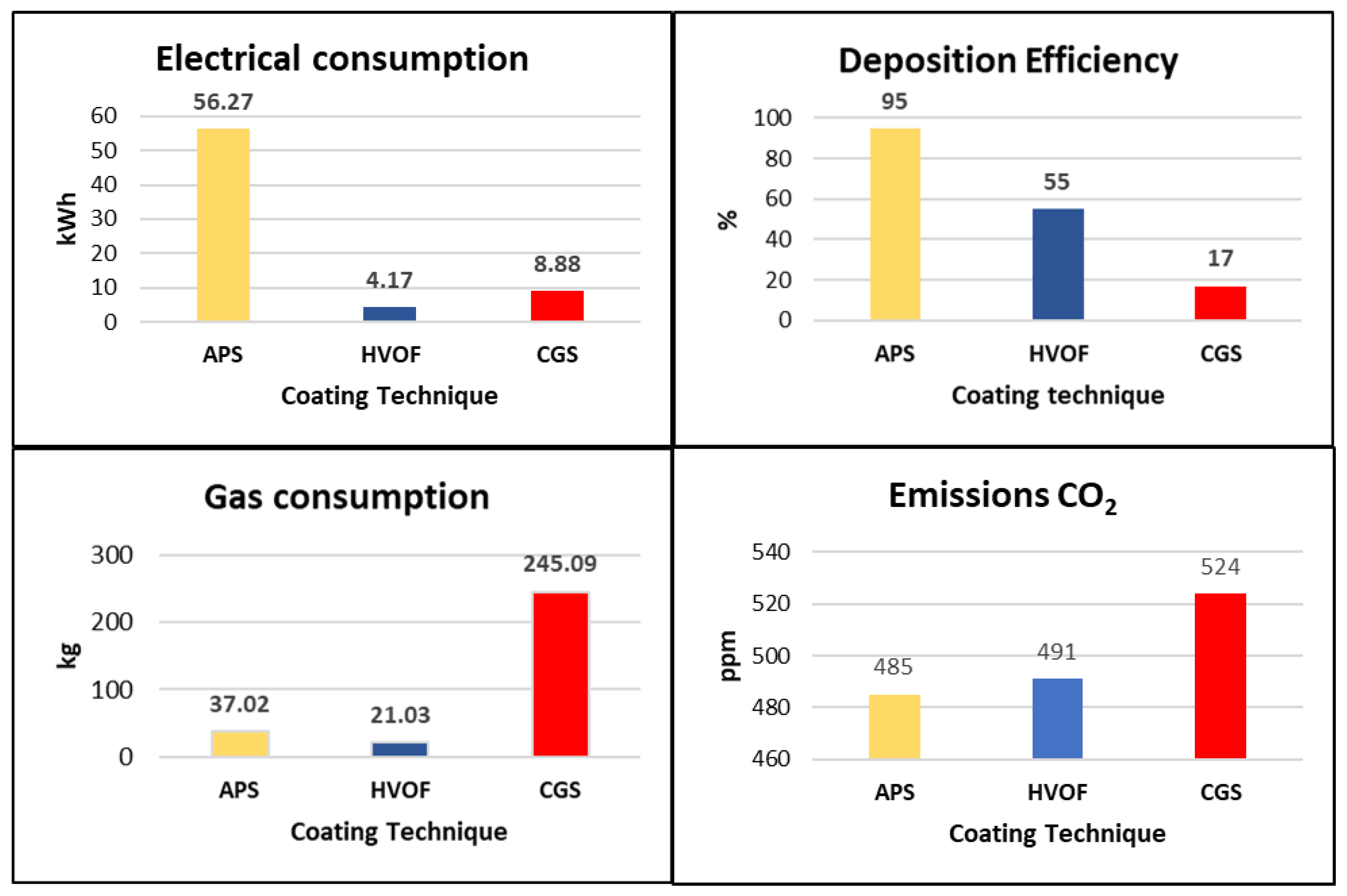
3.8. Comparison of Consumption and Emissions of APS, HVOF, and CGS Processes
4. Conclusions
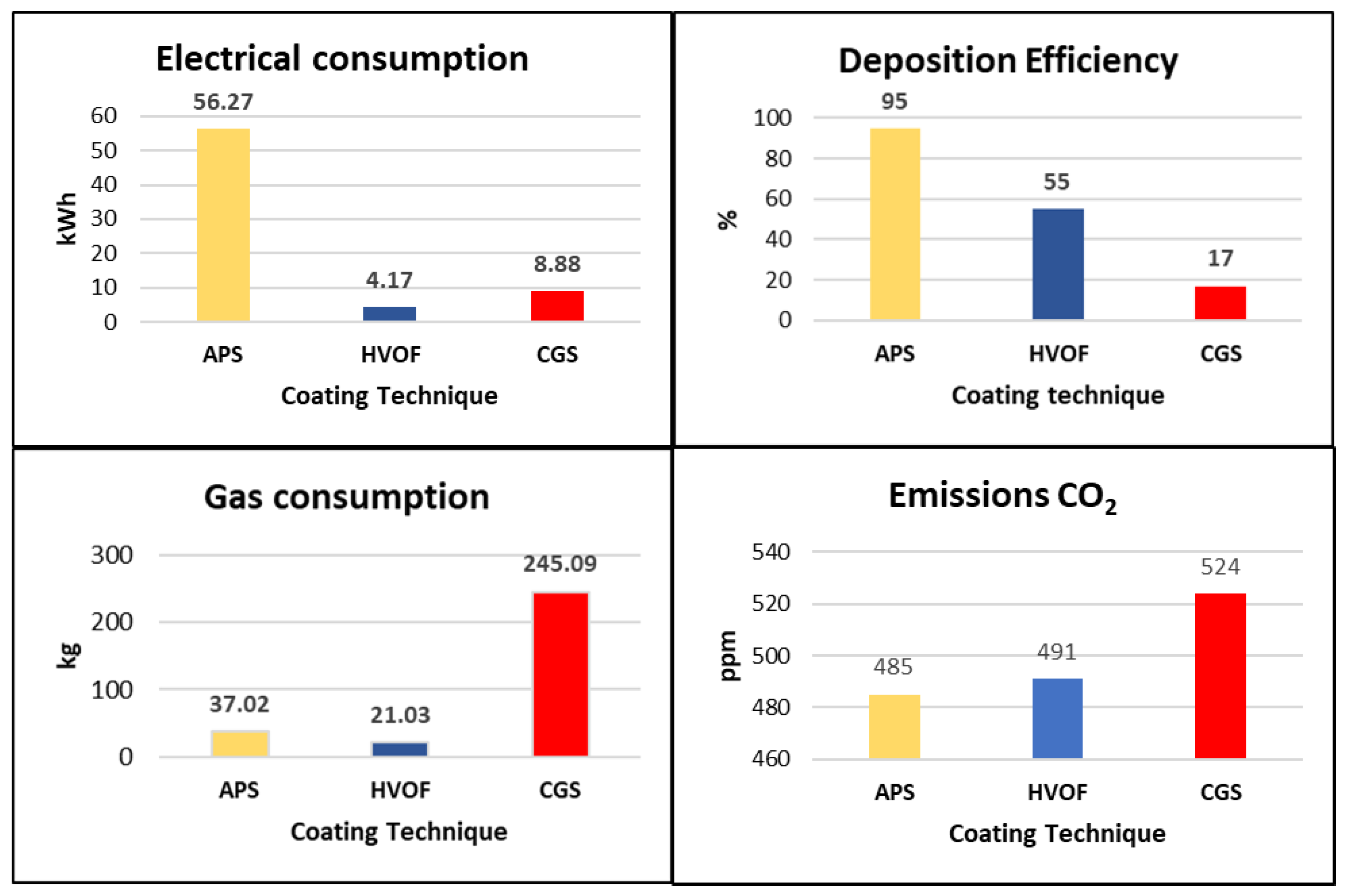
- For 1 m2 of WC-12Co coating, the CGS process is the costliest with respect to energy and resource consumption, while the APS process is the least costly one.
- Considering the wear performance, the WC-12Co coating obtained via the HVOF process has the highest performance with the lowest wear rate, while the CGS coating has the highest wear rate.
- The APS process, using an Ar/H2 mixture, consumes more electrical energy, but the deposition efficiency is higher, while the HVOF process consumes a large amount of H2, making the process costlier. It is important to note that this investigation focused solely on the HVOF technique using H2 as the fuel.
- The lower plasticity and particle deformation produced via CGS result in poor deposition efficiency and higher carrier gas consumption.
- Despite these valuable results, the study has its limitations; it is based on a single type of WC-12Co powder, which does not fully represent the range of APS, HVOF, and CGS coatings.
- Economic evaluations will be carried out in future work. Further studies could be conducted to evaluate the life cycle costs (LCC) of the processes, improving our knowledge of the APS, HVOF, and CGS coatings industries.
- With the support of Ecoinvent experts, the Thermal Spray Centre (CPT) has developed the LCI databases for these processes, which will be published in version 3.10 of the Ecoinvent database.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ke, Z.; Zheng, Y.; Zhang, G.; Ding, Q.; Zhang, J.; Wu, H.; Xu, X.; Lu, X.; Zhu, X. Microstructure and Mechanical Properties of Dual-Grain Structured WC-Co Cemented Carbides. Ceram. Int. 2019, 45, 21528–21533. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, C.; Wang, D.; Nie, L.; Wellmann, D.; Tian, Y. Additive Manufacturing of WC-Co Hardmetals: A Review. Int. J. Adv. Manuf. Technol. 2020, 108, 1653–1673. [Google Scholar] [CrossRef]
- Wang, H.; Qiu, Q.; Gee, M.; Hou, C.; Liu, X.; Song, X. Wear Resistance Enhancement of HVOF-Sprayed WC-Co Coating by Complete Densification of Starting Powder. Mater. Des. 2020, 191, 108586. [Google Scholar] [CrossRef]
- Venter, A.M.; Luzin, V.; Marais, D.; Sacks, N.; Ogunmuyiwa, E.N.; Shipway, P.H. Interdependence of Slurry Erosion Wear Performance and Residual Stress in WC-12wt%Co and WC-10wt%VC-12wt%Co HVOF Coatings. Int. J. Refract. Met. Hard Mater. 2020, 87, 105101. [Google Scholar] [CrossRef]
- Deen, K.M.; Afzal, M.; Liu, Y.; Farooq, A.; Ahmad, A.; Asselin, E. Improved Corrosion Resistance of Air Plasma Sprayed WC-12%Co Cermet Coating by Laser Re-Melting Process. Mater. Lett. 2017, 191, 34–37. [Google Scholar] [CrossRef]
- Ding, X.; Ke, D.; Yuan, C.; Ding, Z.; Cheng, X. Microstructure and Cavitation Erosion Resistance of HVOF Deposited WC-Co Coatings with Different Sized WC. Coatings 2018, 8, 307. [Google Scholar] [CrossRef]
- He, J.; Schoenung, J.M. A Review on Nanostructured WC-Co Coatings. Surf. Coat. Technol. 2002, 157, 72–79. [Google Scholar] [CrossRef]
- Singh, H.; Kumar, M.; Singh, R. Development of High Pressure Cold Spray Coatings of Tungsten Carbide Composites. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Klyastkina, E. Desarrollo y Caracterización de Recubrimientos Cerámicos Nanoestructurados Obtenidos Mediante Proyección Por Plasma Atmosférico. Ph.D. Thesis, Universitat Politècnica de València, Valencia, Spain, 2012; p. 236. [Google Scholar]
- Silvello, A.; Torres Diaz, E.; Rúa Ramirez, E.; Garcia Cano, I. Microstructural, Mechanical and Wear Properties of Atmospheric Plasma-Sprayed and High-Velocity Oxy-Fuel AlCoCrFeNi Equiatomic High-Entropy Alloys (HEAs) Coatings. J. Therm. Spray Technol. 2023, 32, 425–442. [Google Scholar] [CrossRef]
- Bochenek, K.; Węglewski, W.; Strojny-Nędza, A.; Pietrzak, K.; Chmielewski, T.; Chmielewski, M.; Basista, M. Microstructure, Mechanical, and Wear Properties of NiCr-Re-Al2O3 Coatings Deposited by HVOF, Atmospheric Plasma Spraying, and Laser Cladding. J. Therm. Spray Technol. 2022, 31, 1609–1633. [Google Scholar] [CrossRef]
- Vaz, R.F.; Sucharski, G.B.; Chicoski, A.; Siqueira, I.B.A.F.; Tristante, R.; Pukasiewicz, A.G.M. Comparison of FeMnCrSi Cavitation Resistance Coatings Deposited by Twin-Wire Electric Arc and High-Velocity Oxy-Fuel Processes. J. Therm. Spray Technol. 2021, 30, 754–771. [Google Scholar] [CrossRef]
- Vaz, R.F.; Silveira, L.L.; Cruz, J.R.; Pukasiewicz, A.G.M. Cavitation Resistance of FeMnCrSi Coatings Processed by Different Thermal Spray Processes. Hybrid Adv. 2024, 5, 100125. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Li, F.; Ran, X.; Peng, X. Life Cycle Inventory of NiCrAl/NiCr-Cr3C2 Composite Coatings for Plasma Spraying Process. Procedia Manuf. 2020, 43, 559–566. [Google Scholar] [CrossRef]
- Furberg, A.; Arvidsson, R.; Molander, S. Environmental Life Cycle Assessment of Cemented Carbide (WC-Co) Production. J. Clean. Prod. 2019, 209, 1126–1138. [Google Scholar] [CrossRef]
- Moign, A.; Vardelle, A.; Themelis, N.J.; Legoux, J.G. Life Cycle Assessment of Using Powder and Liquid Precursors in Plasma Spraying: The Case of Yttria-Stabilized Zirconia. Surf. Coat. Technol. 2010, 205, 668–673. [Google Scholar] [CrossRef]
- Zhang, C.; Chu, Z.; Wei, F.; Qin, W.; Yang, Y.; Dong, Y.; Huang, D.; Wang, L. Optimizing Process and the Properties of the Sprayed Fe-Based Metallic Glassy Coating by Plasma Spraying. Surf. Coat. Technol. 2017, 319, 1–5. [Google Scholar] [CrossRef]
- Merlo, A.; Duminica, F.; Daniel, A.; Léonard, G. Techno-Economic Analysis and Life Cycle Assessment of High-Velocity Oxy-Fuel Technology Compared to Chromium Electrodeposition. Materials 2023, 16, 3678. [Google Scholar] [CrossRef] [PubMed]
- Vardelle, A.M. LCA F18 Hard Chrome and HVOF Coating. In Proceedings of the International Thermal Spray Conference and Exposition 2008—ASM Thermal Spray Society, Maastricht, The Netherlands, 2–4 June 2008. [Google Scholar]
- Viscusi, A.; Perna, A.S.; Astarita, A. A Preliminary Study on the Sustainability of Metallization of Polymer Matrix Composites through Cold Spray. J. Mater. Eng. Perform. 2023, 32, 3888–3895. [Google Scholar] [CrossRef]
- Ferrari, A.M.; Volpi, L.; Settembre-Blundo, D.; García-Muiña, F.E. Dynamic Life Cycle Assessment (LCA) Integrating Life Cycle Inventory (LCI) and Enterprise Resource Planning (ERP) in an Industry 4.0 Environment. J. Clean. Prod. 2021, 286, 125314. [Google Scholar] [CrossRef]
- Islam, S.; Ponnambalam, S.G.; Lam, H.L. Review on Life Cycle Inventory: Methods, Examples and Applications. J. Clean. Prod. 2016, 136, 266–278. [Google Scholar] [CrossRef]
- Swarr, T.E.; Hunkeler, D.; Klöpffer, W.; Pesonen, H.L.; Ciroth, A.; Brent, A.C.; Pagan, R. Environmental Life-Cycle Costing: A Code of Practice. Int. J. Life Cycle Assess. 2011, 16, 389–391. [Google Scholar] [CrossRef]
- Sonemann, G.; Vigon, B.; Rack, M.; Valdivia, S. Global guidance principles for life cycle assessment databases: Development of training material and other implementation activities on the publication. Int. J. Life Cycle Assess. 2013, 18, 1169–1172. [Google Scholar] [CrossRef]
- Ecoinvent Impact Assessment. Available online: https://ecoinvent.org/the-ecoinvent-database/impact-assessment/ (accessed on 11 February 2024).
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The Ecoinvent Database Version 3 (Part I): Overview and Methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- ASTM B822-02; Standard Test Method for Particle Size Distribution of Metal Powders and Related Compounds by Laser Scattering. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM E1920-03; Standard Guide for Metallographic Preparation of Thermal Sprayed Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM E2109-01; Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- ISO 17836:2004; Thermal Spraying—Determination of Deposition Efficiency for Thermal Spraying. ISO: Geneva, Switzerland, 2004.
- ASTM C633-13; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM G65-16; Standard Test Method for Measuring Abrasion Using the Dry Sand Rubber Wheel Apparatus. ASTM International: West Conshohocken, PA, USA, 2021.
- Ecoinvent Database Ecoinvent Database UPR, LCI & LCIA. Available online: https://ecoinvent.org/the-ecoinvent-database/upr-lci-lcia/ (accessed on 11 February 2024).
- Ardila Téllez, L. Fabricación y Caracterización de Carburos de Wolframio WC-X (X = Co, Ni) Obtenidos Por Vía Pulvimetalúrgica//F. Ing. Mecánica 2016, 20, 6–13. [Google Scholar]
- Poza, P.; Garrido-Maneiro, M.Á. Cold-Sprayed Coatings: Microstructure, Mechanical Properties, and Wear Behaviour. Prog. Mater. Sci. 2022, 123, 100839. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold Spraying—A Materials Perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Voyer, J.; Marple, B.R. Sliding Wear Behavior of High Velocity Oxy-Fuel and High-Power Plasma Spray-Processed Tungsten Carbide-Based Cermet Coatings. Wear 1999, 225–229, 135–145. [Google Scholar] [CrossRef]
- Al-Mutairi, S.; Hashmi, M.S.J.; Yilbas, B.S.; Stokes, J. Microstructural Characterization of HVOF/Plasma Thermal Spray of Micro/Nano WC-12%Co Powders. Surf. Coat. Technol. 2015, 264, 175–186. [Google Scholar] [CrossRef]
- Kim, K.W.; Kale, A.B.; Cho, Y.H.; Park, S.H.; Lee, K.A. Microstructural and Wear Properties of WC-12Co Cemented Carbide Fabricated by Direct Energy Deposition. Wear 2023, 518–519, 204653. [Google Scholar] [CrossRef]
- Ma, X.; Qi, C.; Ye, L.; Yang, D.; Hong, J. A Case Study in China. J. Clean. Prod. 2017, 149, 936–944. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | APS | HVOF | CGS |
|---|---|---|---|
| Current [A] | 700 | ||
| Voltage [V] | 65 | ||
| Ar flow [L/min] | 65 | ||
| H2 flow [L/min] | 3 | 635 | |
| O2 flow [L/min] | 262 | ||
| Compressed air flow [L/min] | 329 | ||
| Powder carrier gas flow [L/min] | 2 | 11 | 51 |
| N2 flow [L/min] | 1260 | ||
| N2 pressure [MPa] | 3.5 | ||
| N2 temperature [°C] | 800 | ||
| Standoff distance [mm] | 130 | 225 | 20 |
| Robot speed [mm/s] | 500 | 500 | 250 |
| Powder feeding stir [rpm] | 30 | ||
| Powder feeding [g/min] | 30 | ||
| Step [mm] | 11 | 11 | 0.75 |
| Number of layers | 45 | 21 | 4 |
| Coating | Thickness [µm] | Hardness [HV0.3] | Porosity [%] | Adhesion [MPa] | Ball-on-Disk CoF | Ball-on-Disk Wear Rate [mm3/Nm] | Ball-on-Disk Volume Loss [mm3] | Rubber Wheel Wear Rate [mm3/Nm] |
|---|---|---|---|---|---|---|---|---|
| APS | 450 ± 12 | 1197 ± 93 | 5 | 62 ± 4 | 0.58 ± 0.30 | 8.39 × 10−6 | 0.20978 | 6.46 × 10−5 |
| HVOF | 250 ± 8 | 1164 ± 99 | 2 | 58 ± 1 | 0.29 ± 0.13 | 0.39 × 10−6 | 0.00980 | 4.05 × 10−5 |
| CGS | 150 ± 14 | 1281 ± 57 | 4 | 37 ± 3 | 0.96 ± 0.17 | 16.40 × 10−6 | 0.40999 | 14.28 × 10−5 |
| Exchange Name | Activity | Amount |
|---|---|---|
| Electricity, medium voltage [kWh] | Market group for electricity, medium voltage | 14.667 |
| Compressed air, 600 kPa gauge [m3] | Market for compressed air, 600 kPa gauge, RoW | 81.73882 |
| Compressed air, 600 kPa gauge [m3] | Market for compressed air, 600 kPa gauge, Europe | 33.26118 |
| Al2O3, non-metallurgical [kg] | Market for Al2O3, non-metallurgical, ROW | 0.855213 |
| Al2O3, non-metallurgical [kg] | Market for Al2O3, non-metallurgical EU27 and EFTA | 0.144787 |
| Steel, low-alloyed [kg] | Market for steel, low-alloyed | 0.01 |
| Inert waste [kg] | Market for inert waste, RoW | −0.78529 |
| Inert waste [kg] | Market for inert waste, Europe | −0.22279 |
| Inert waste [kg] | Market for inert waste, CH | −0.00192 |
| Emissions CO2 [ppm] | 495 | |
| Emissions CO [ppm] | 0 | |
| Noise [dB] | 90 |
| Exchange Name | Activity | Amount |
|---|---|---|
| Ar, liquid [kg] | Market for Ar, liquid | 30.57935 |
| WC-12Co powder [kg] | Market for WC-12Co powder | 1.8947 |
| Electricity, medium voltage [kWh] | Market group for electricity, medium voltage | 56.27 |
| Ar, liquid [kg] | Market for Ar, liquid | 6.441654 |
| H2, liquid [kg] | Market for H2, liquid, RoW | 0.043495 |
| Hazardous waste for underground deposit [kg] | Market for hazardous waste for underground deposit, RoW | −0.089 |
| H2, liquid [kg] | Market for H2, liquid, Europe | 0.009505 |
| Hazardous waste [kg] | Market for hazardous waste for underground deposit, Europe | −0.00573 |
| Deposition efficiency [%] | 95 | |
| Thickness [μm] | 450 | |
| Emissions CO2 [ppm] | 485 | |
| Emissions CO [ppm] | 0 | |
| Noise [dB] | 105 |
| Exchange Name | Activity | Amount |
|---|---|---|
| WC-12Co powder [kg] | Market for WC-12Co powder | 1.818 |
| O2, liquid [kg] | Market for O2, liquid | 17.63277 |
| H2, liquid [kg] | Market for H2, liquid, RoW | 2.793552 |
| Compressed air, 800 kPa gauge [m3] | Market for compressed air, 800 kPa gauge | 18.17587 |
| Electricity, medium voltage [kWh] | Market group for electricity, medium voltage | 4.17 |
| O2, liquid [kg] | Market for O2, liquid | 4.838233 |
| H2, liquid [kg] | Market for H2, liquid, Europe | 0.610448 |
| Compressed air, 800 kPa gauge [m3] | Market for compressed air, 800 kPa gauge | 7.396128 |
| Hazardous waste [kg] | Market for hazardous waste for underground deposit, RoW | −0.76859 |
| Hazardous waste for underground deposit [kg] | Market for hazardous waste for underground deposit, Europe | −0.04951 |
| Deposition efficiency [%] | 55 | |
| Thickness [μm] | 250 | |
| Emissions CO2 [ppm] | 491 | |
| Emissions CO [ppm] | 0 | |
| Noise [dB] | 107 |
| Exchange Name | Activity | Amount |
|---|---|---|
| N2, liquid [kg] | Market for N2, liquid, RoW | 245.099 |
| WC-12Co powder [kg] | Market for WC-12Co powder | 3.529 |
| N2, liquid [kg] | Market for N2, liquid, Europe | 67.27803 |
| Electricity, medium voltage [kWh] | Market group for electricity, medium voltage | 8.88 |
| Hazardous waste [kg] | Market for hazardous waste for underground deposit, RoW | −2.75182 |
| Hazardous waste for underground deposit [kg] | Market for hazardous waste for underground deposit, Europe | −0.17725 |
| N2 [kg] | 312.377 | |
| Deposition efficiency [%] | 17 | |
| Thickness [μm] | 150 | |
| Emissions CO2 [ppm] | 482 | |
| Emissions CO [ppm] | 0 | |
| Noise [dB] | 103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rúa Ramirez, E.; Silvello, A.; Torres Diaz, E.; Vaz, R.F.; Cano, I.G. A Comparative Study of the Life Cycle Inventory of Thermally Sprayed WC-12Co Coatings. Metals 2024, 14, 431. https://doi.org/10.3390/met14040431
Rúa Ramirez E, Silvello A, Torres Diaz E, Vaz RF, Cano IG. A Comparative Study of the Life Cycle Inventory of Thermally Sprayed WC-12Co Coatings. Metals. 2024; 14(4):431. https://doi.org/10.3390/met14040431
Chicago/Turabian StyleRúa Ramirez, Edwin, Alessio Silvello, Edwin Torres Diaz, Rodolpho Fernando Vaz, and Irene Garcia Cano. 2024. "A Comparative Study of the Life Cycle Inventory of Thermally Sprayed WC-12Co Coatings" Metals 14, no. 4: 431. https://doi.org/10.3390/met14040431