
Asymmetric Shape Control Ability and Mutual Influence of the S6-High Cold Rolling Mill

Abstract
:1. Introduction
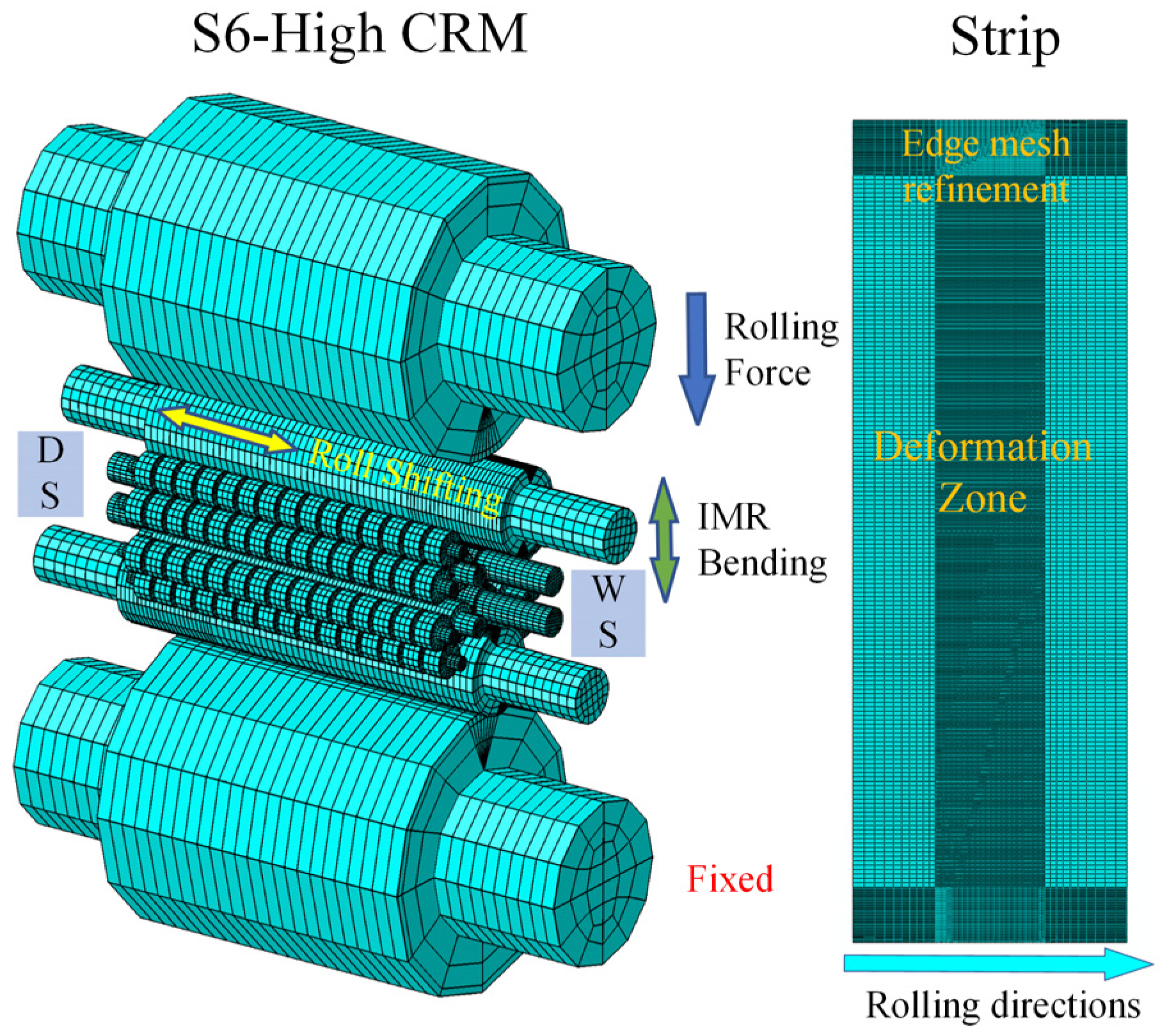
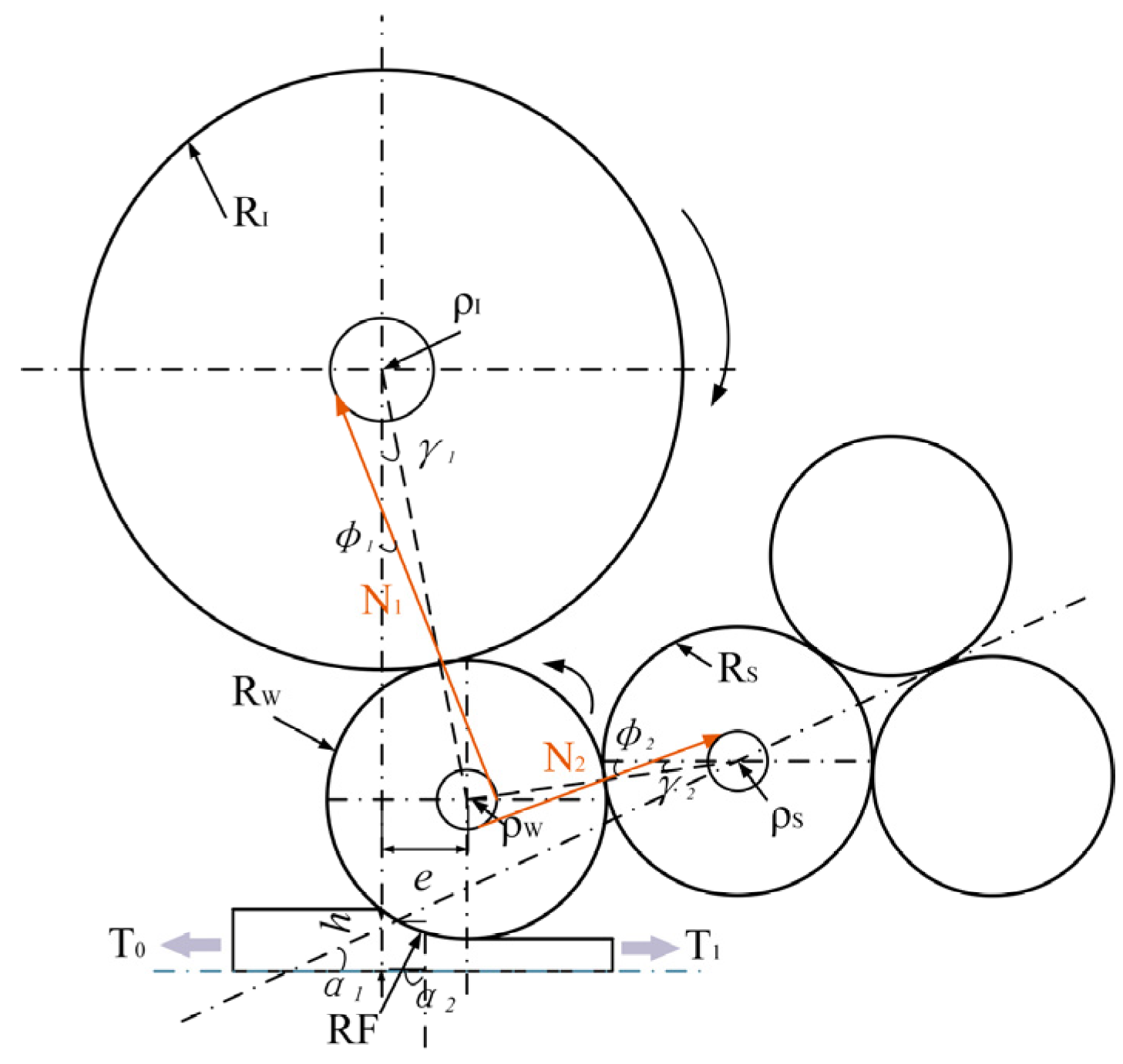
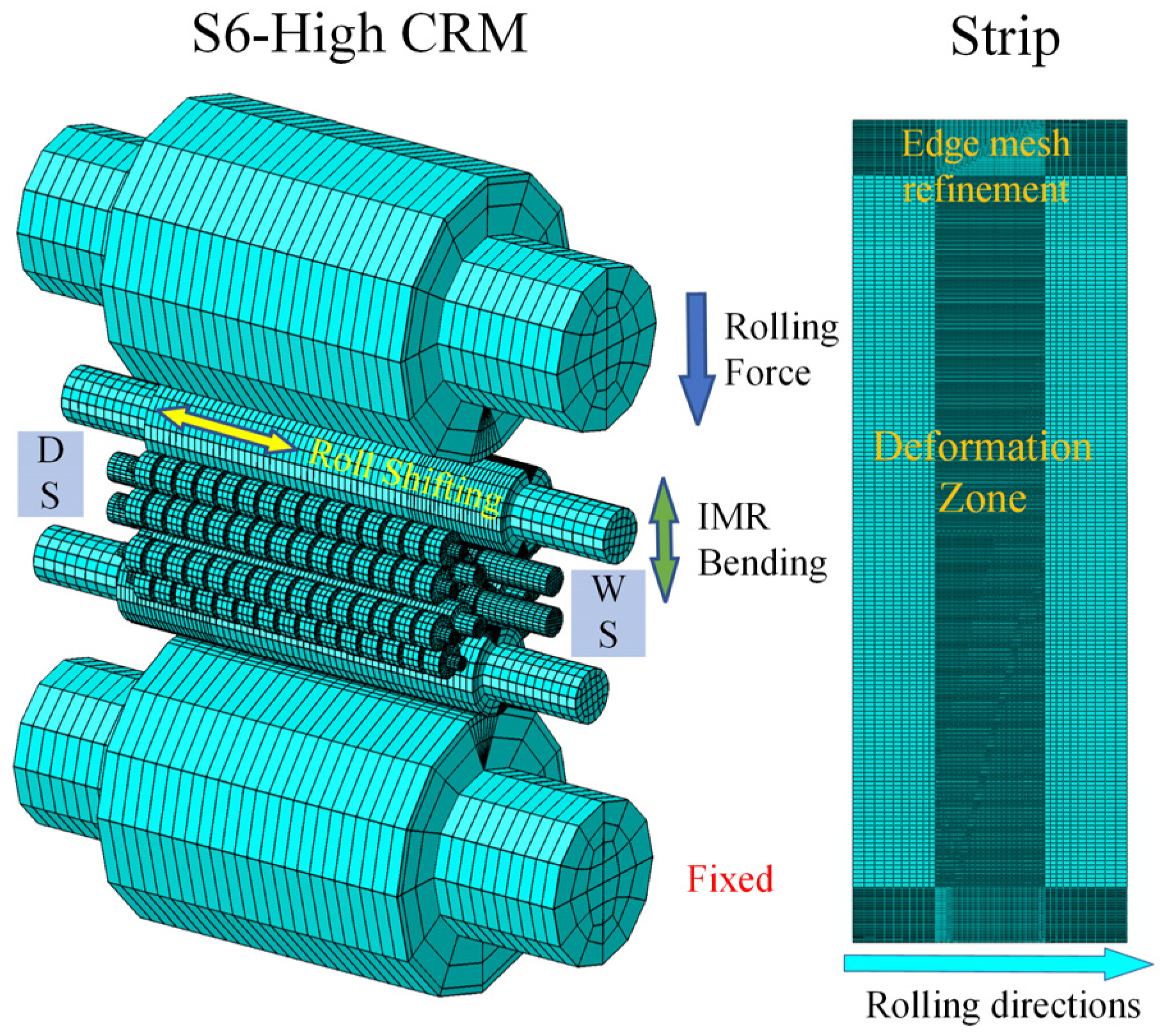
2. Finite Element Modelling and Validation
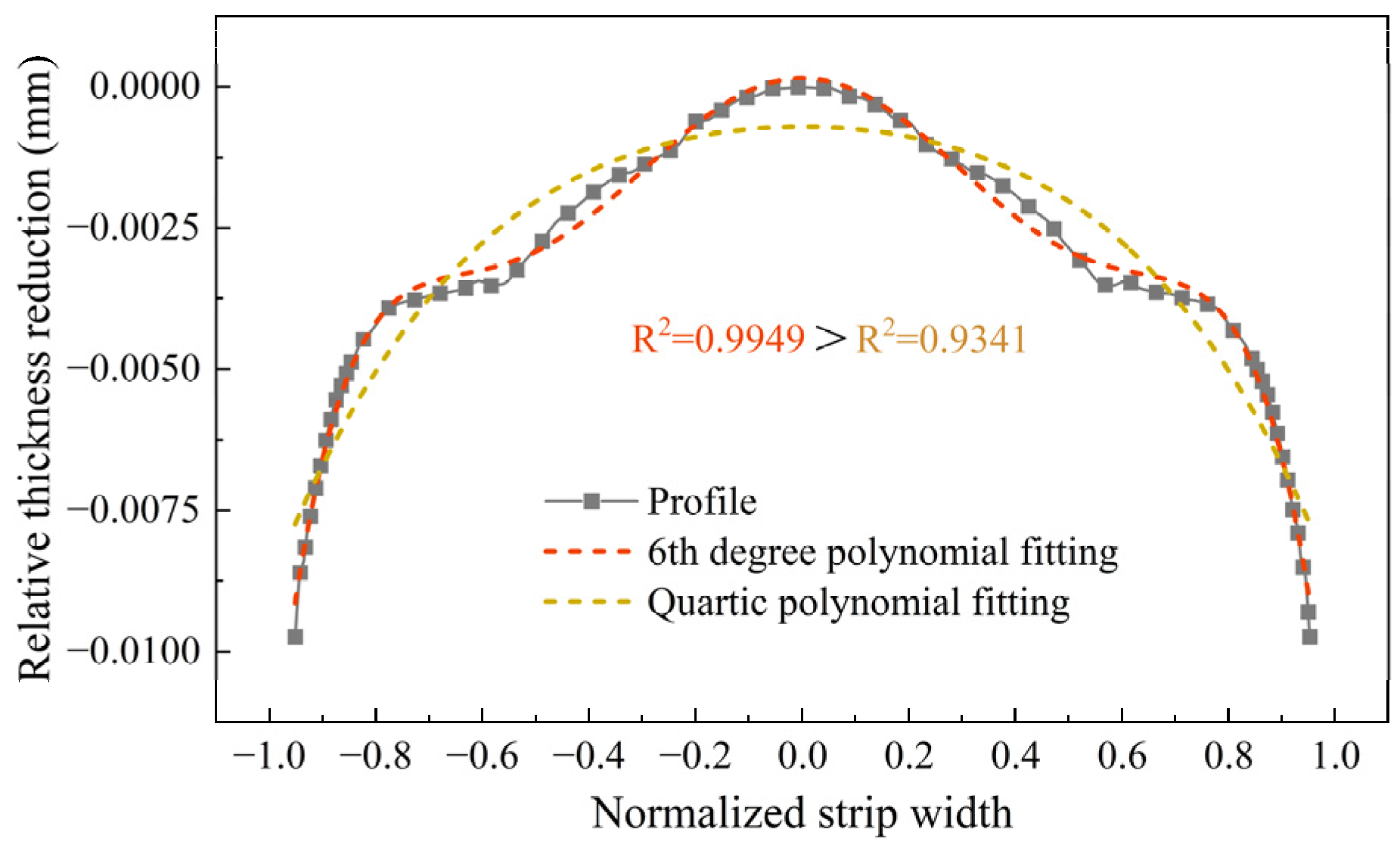
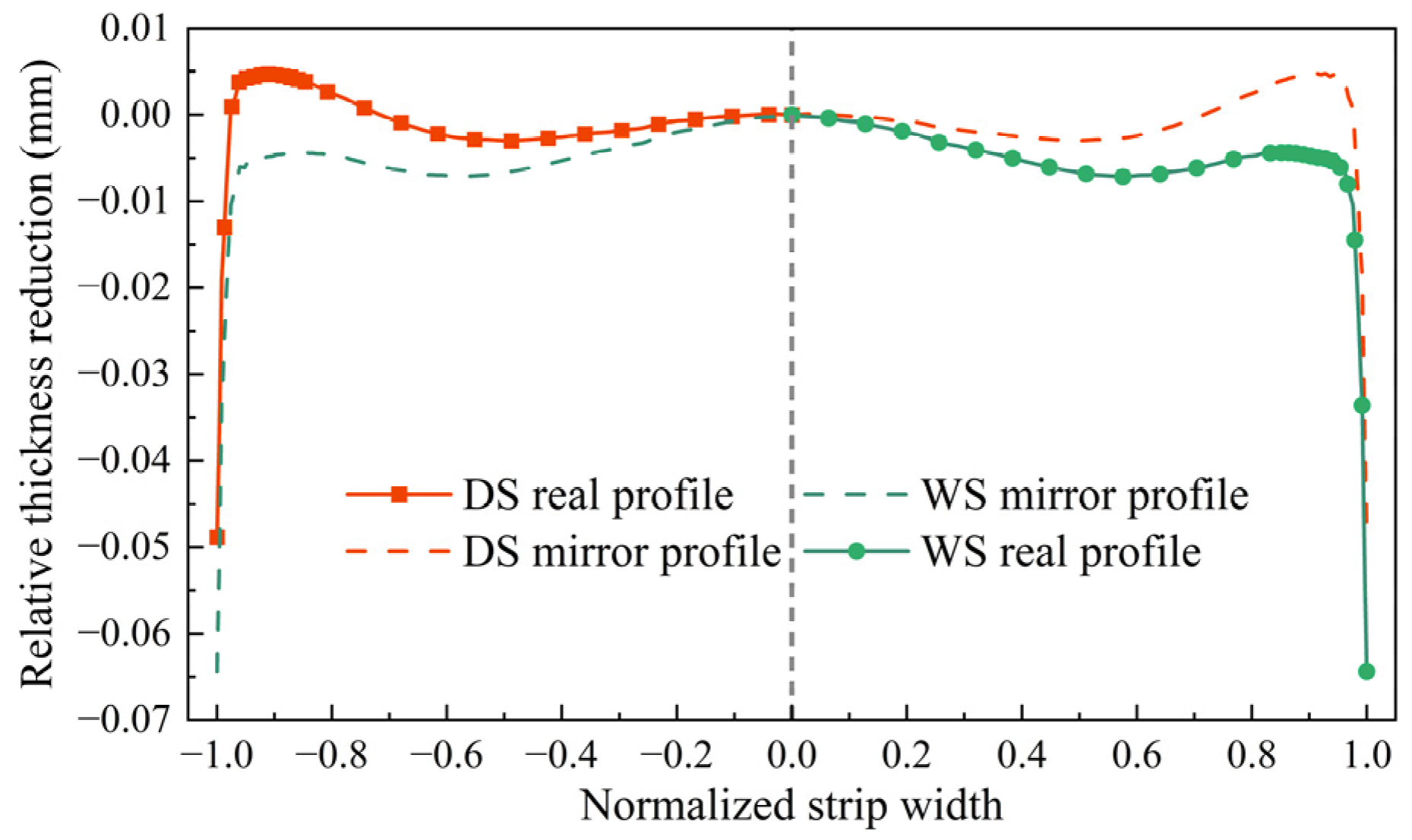
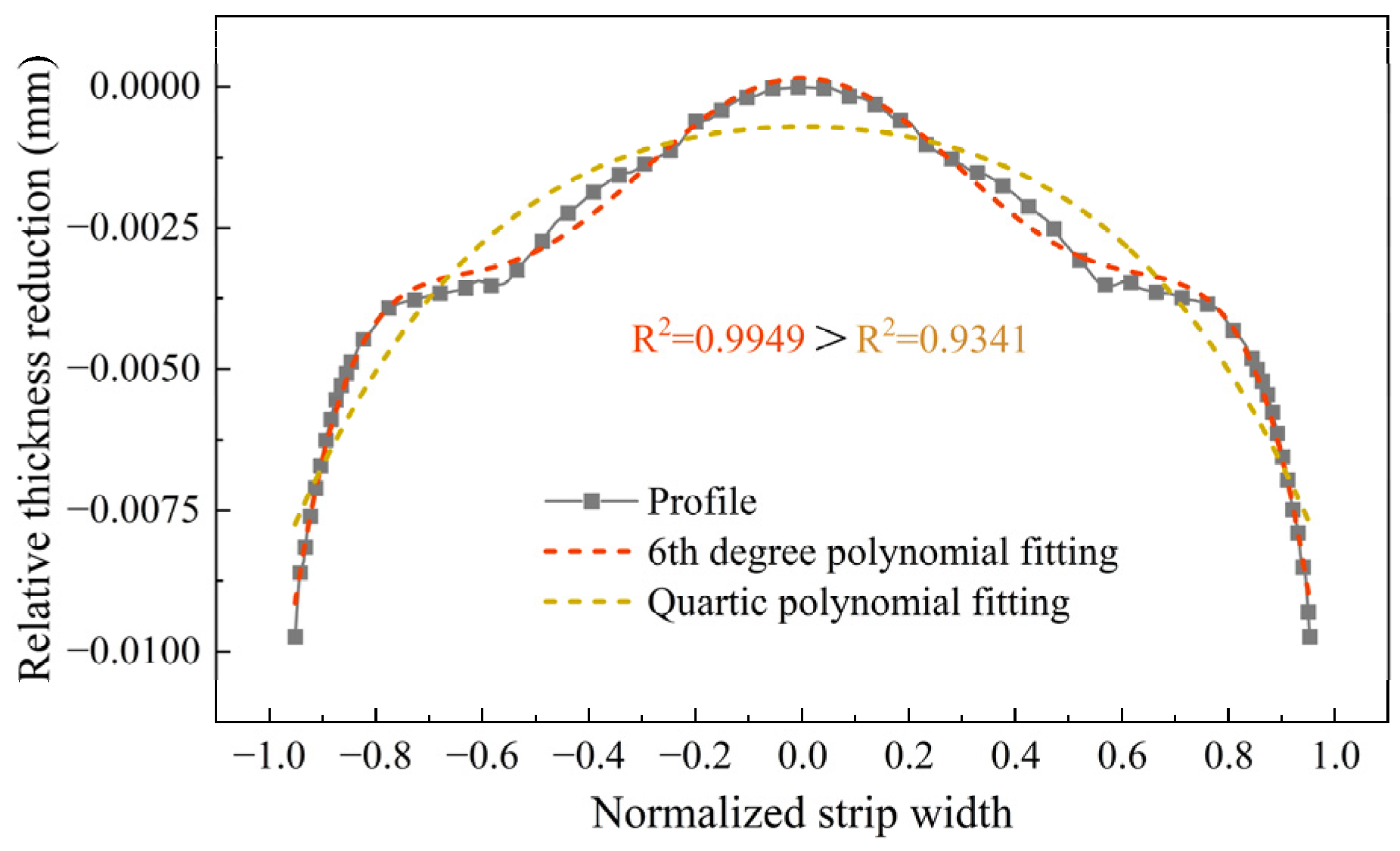
3. Evaluation of Asymmetric Shape
4. Control Effect of Asymmetric IRB and IRS
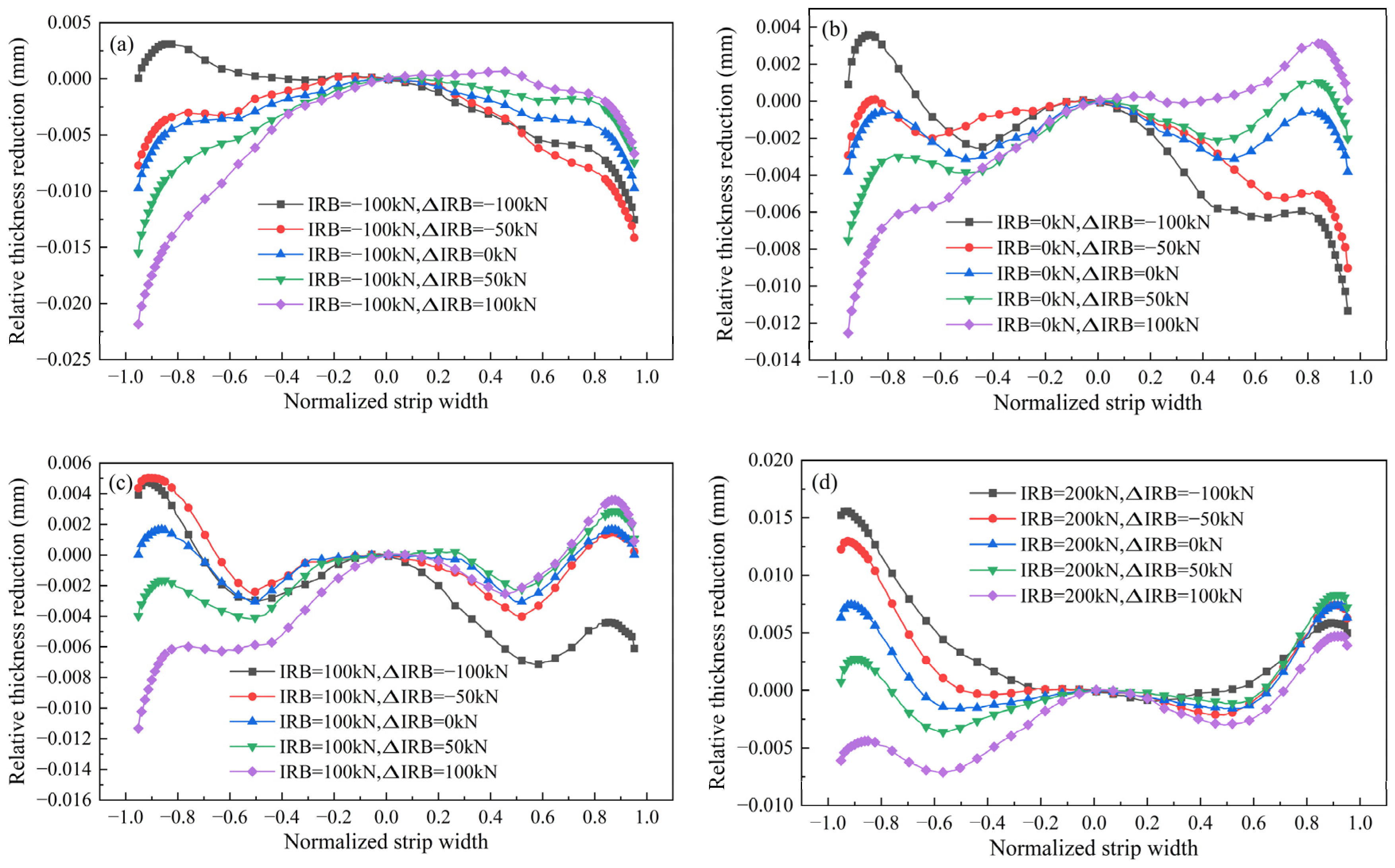
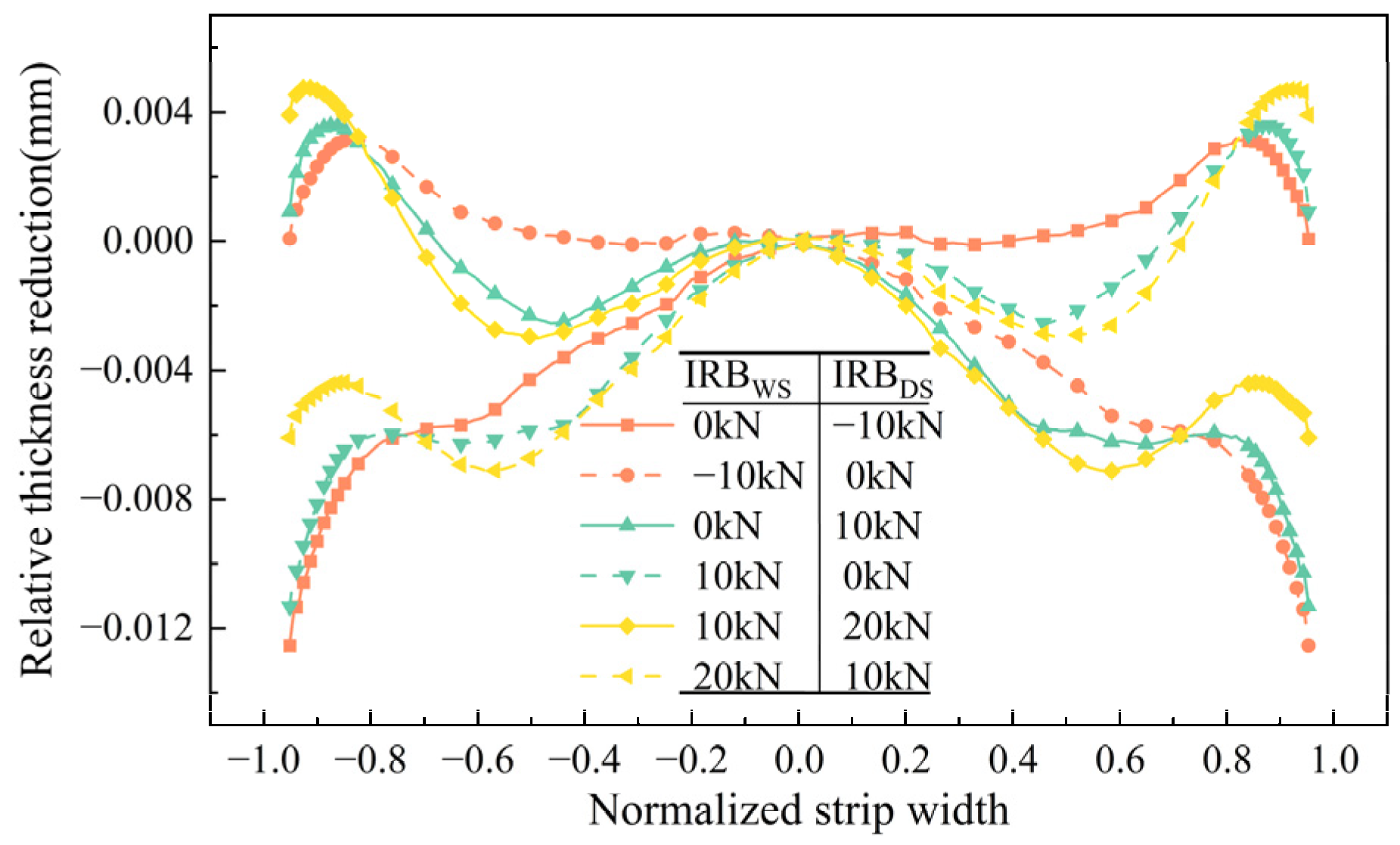
4.1. Control Effect of Asymmetric IRB
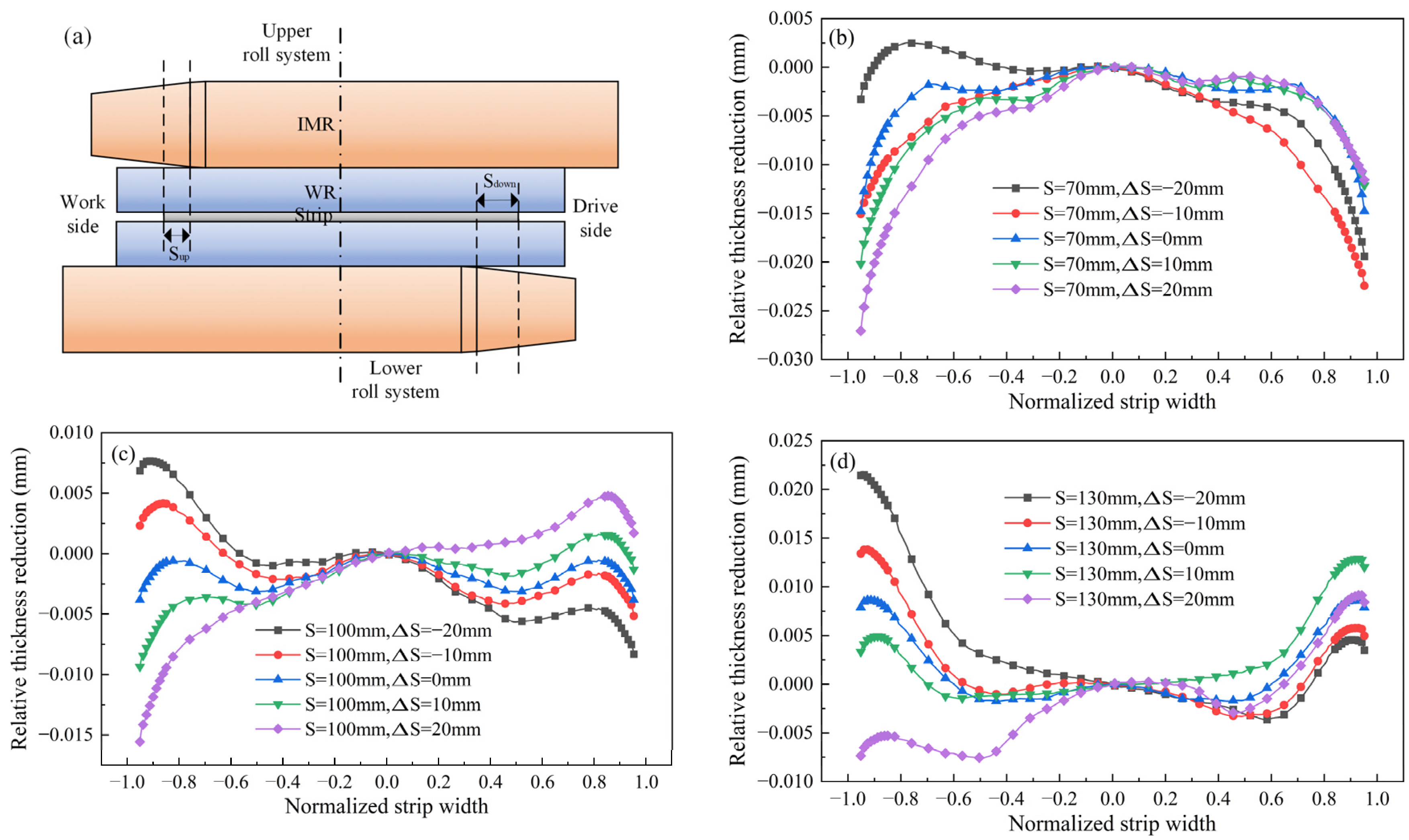
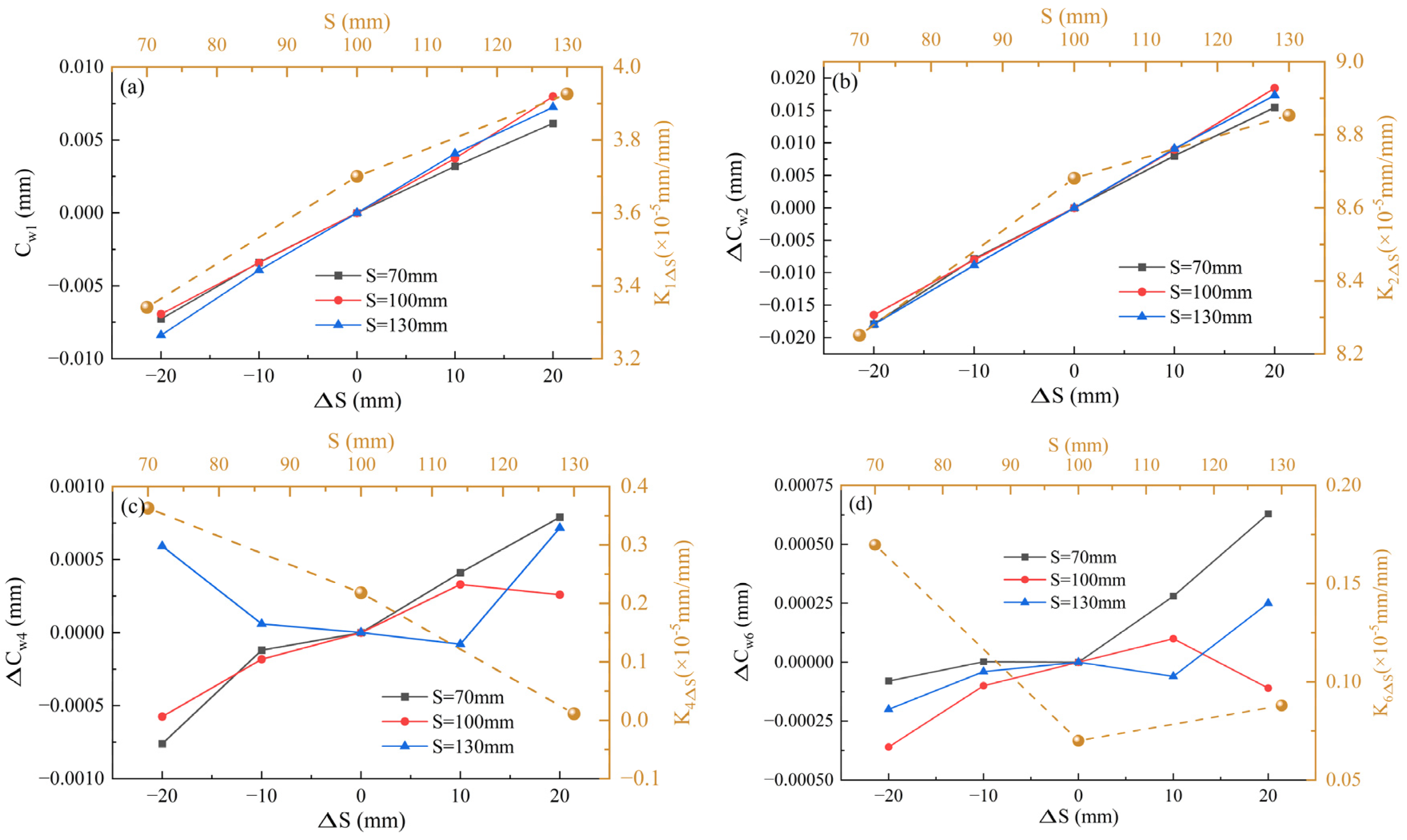
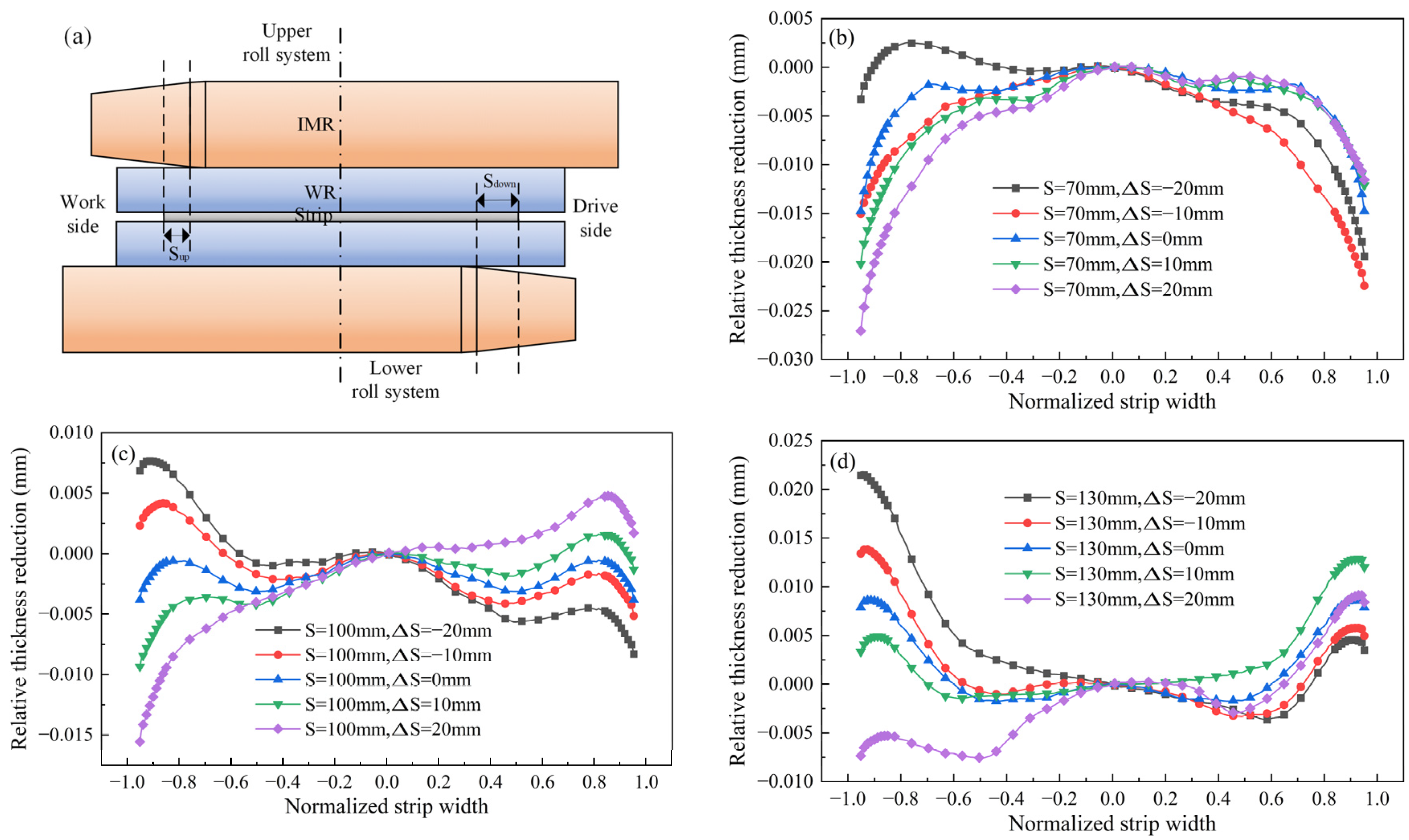
4.2. Control Effect of Asymmetric IRS
5. Combined Effect of Asymmetrical IRB and IRS
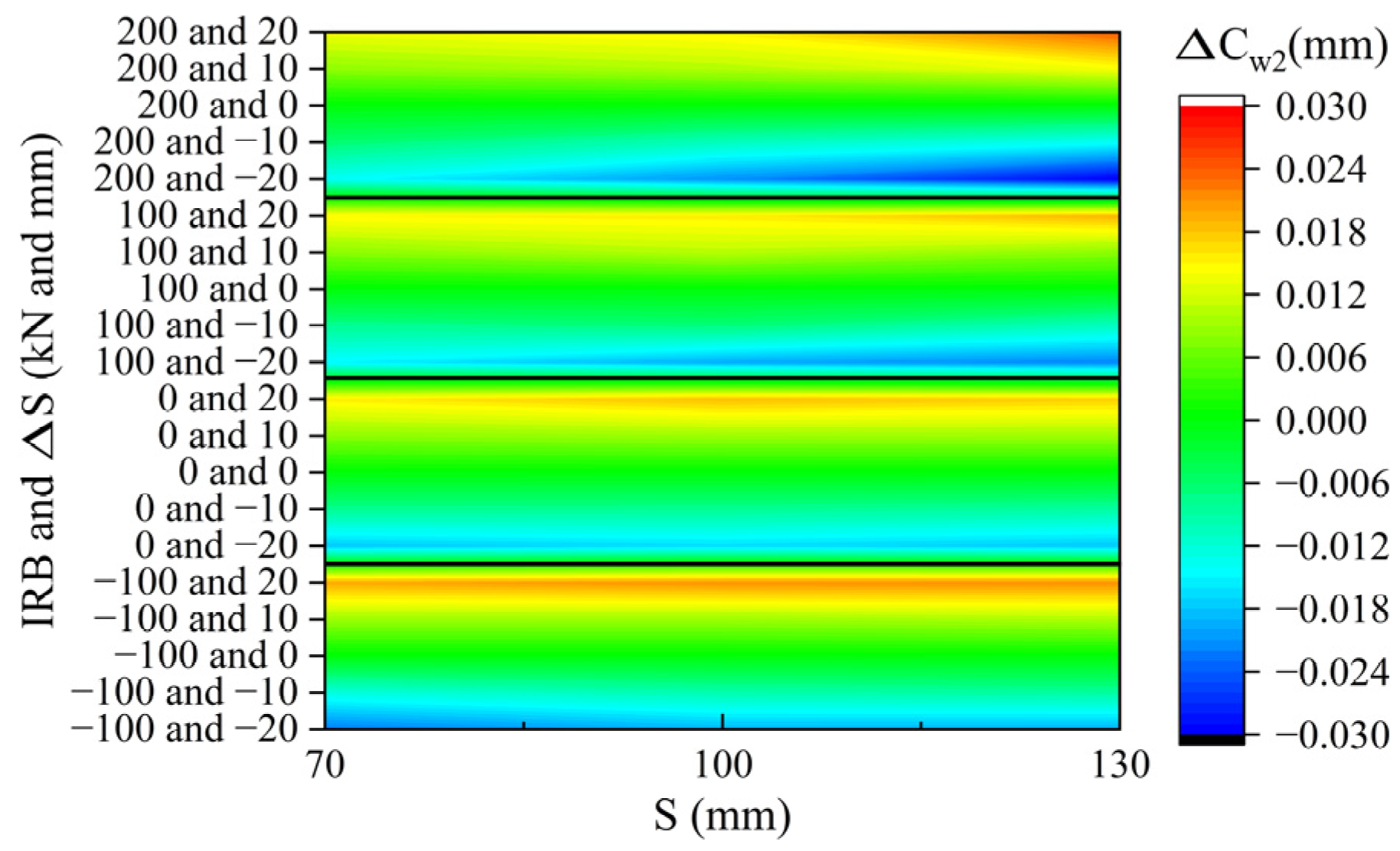
5.1. Influence of IRB and IRS on Asymmetric Shape Control
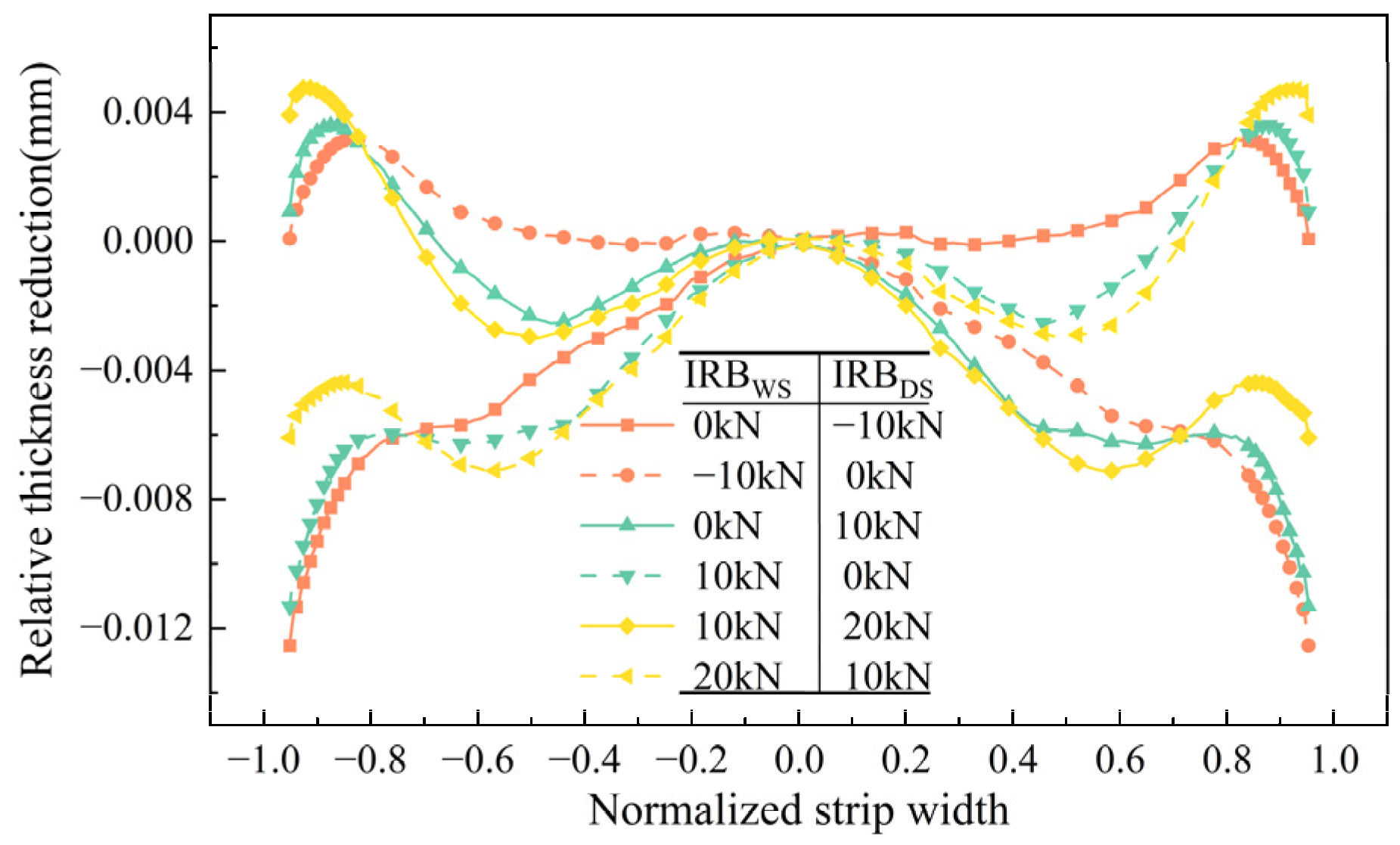
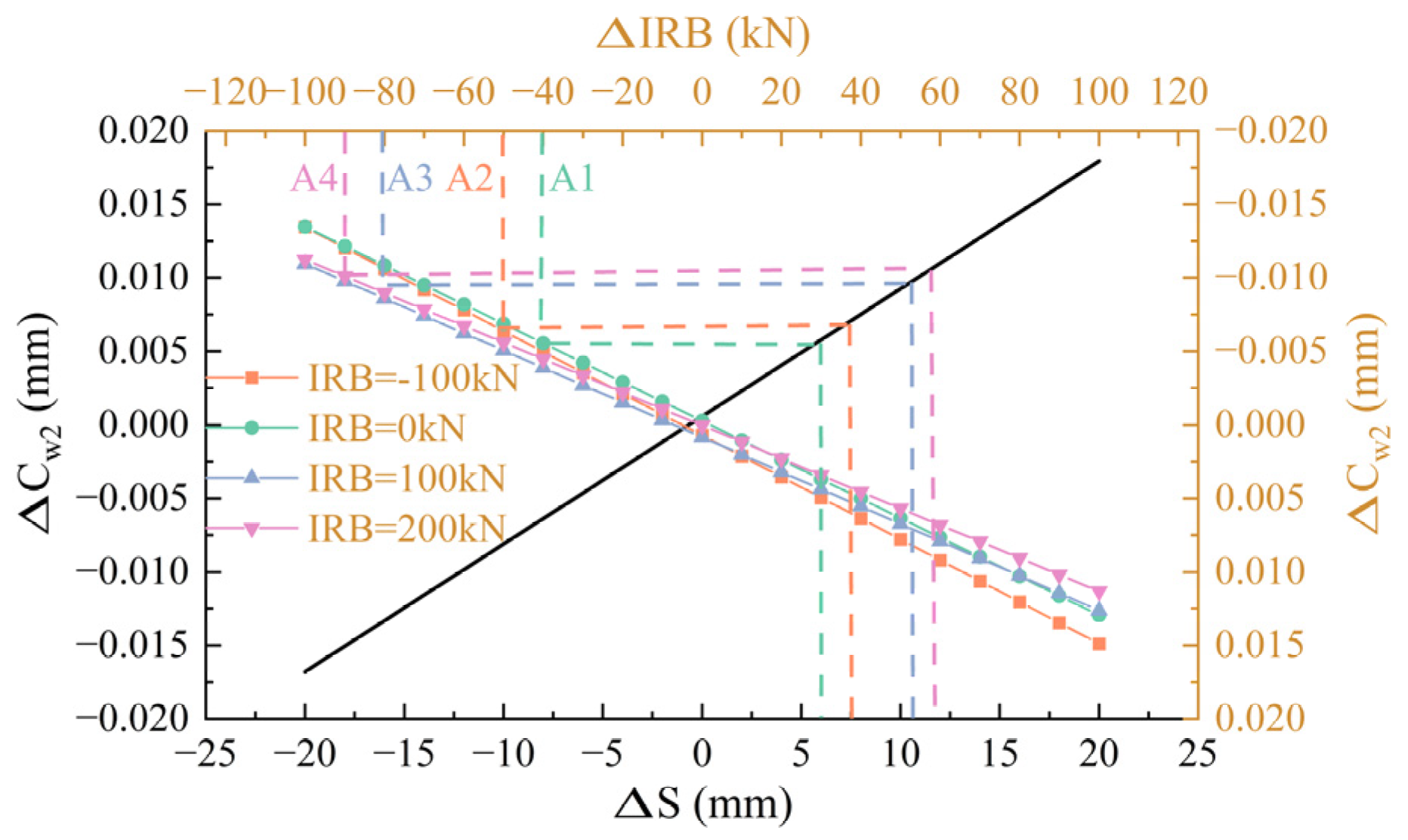
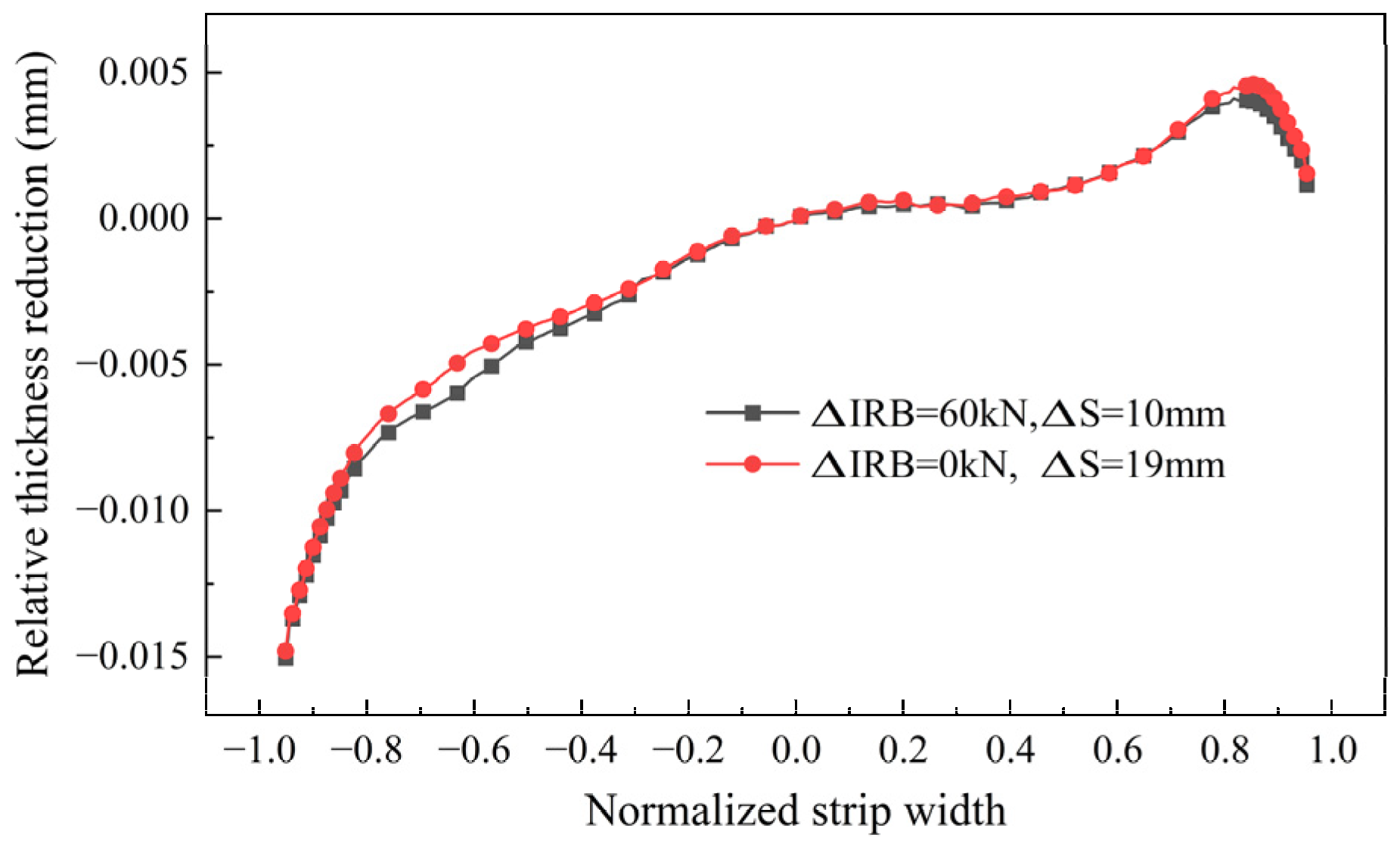
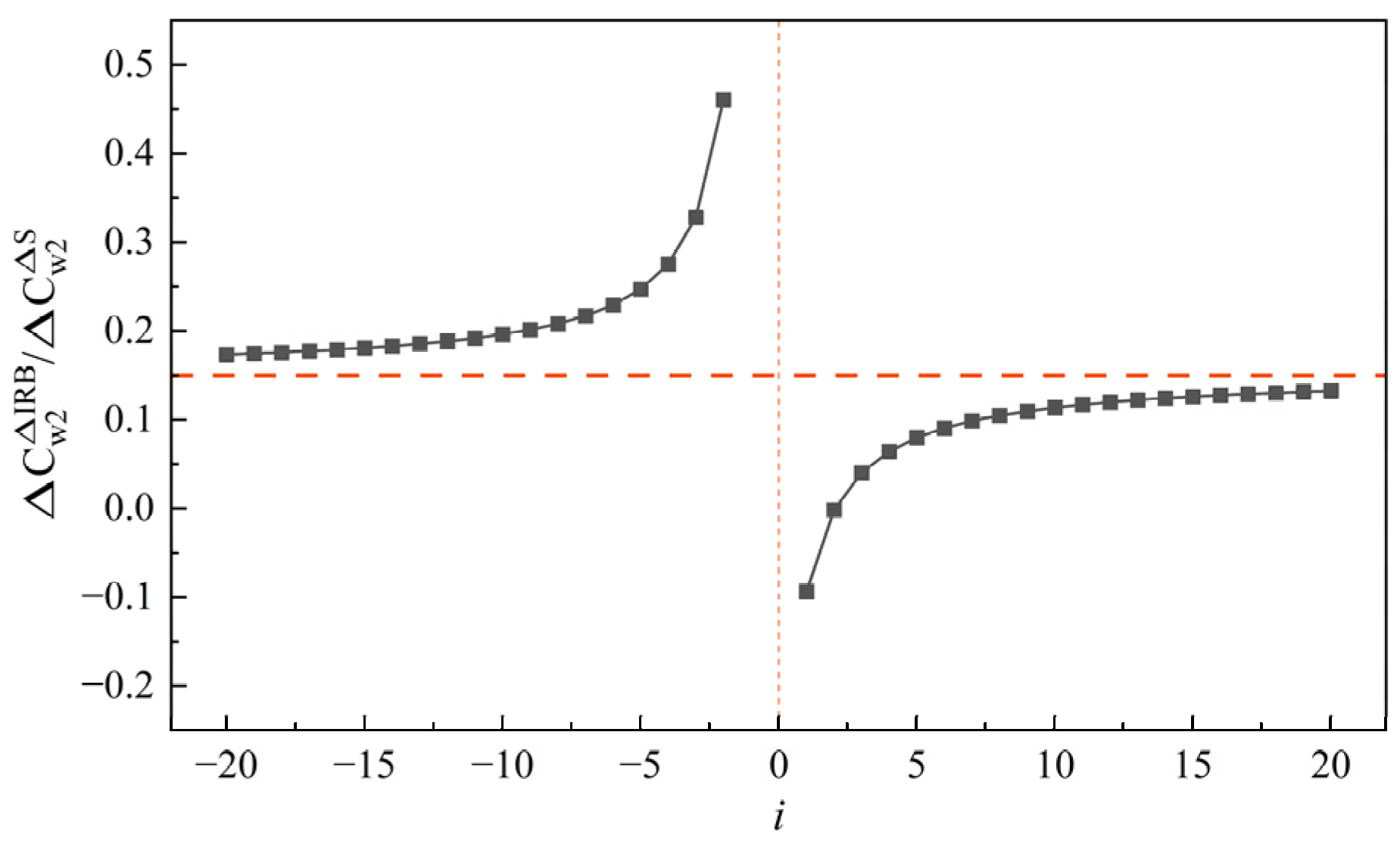
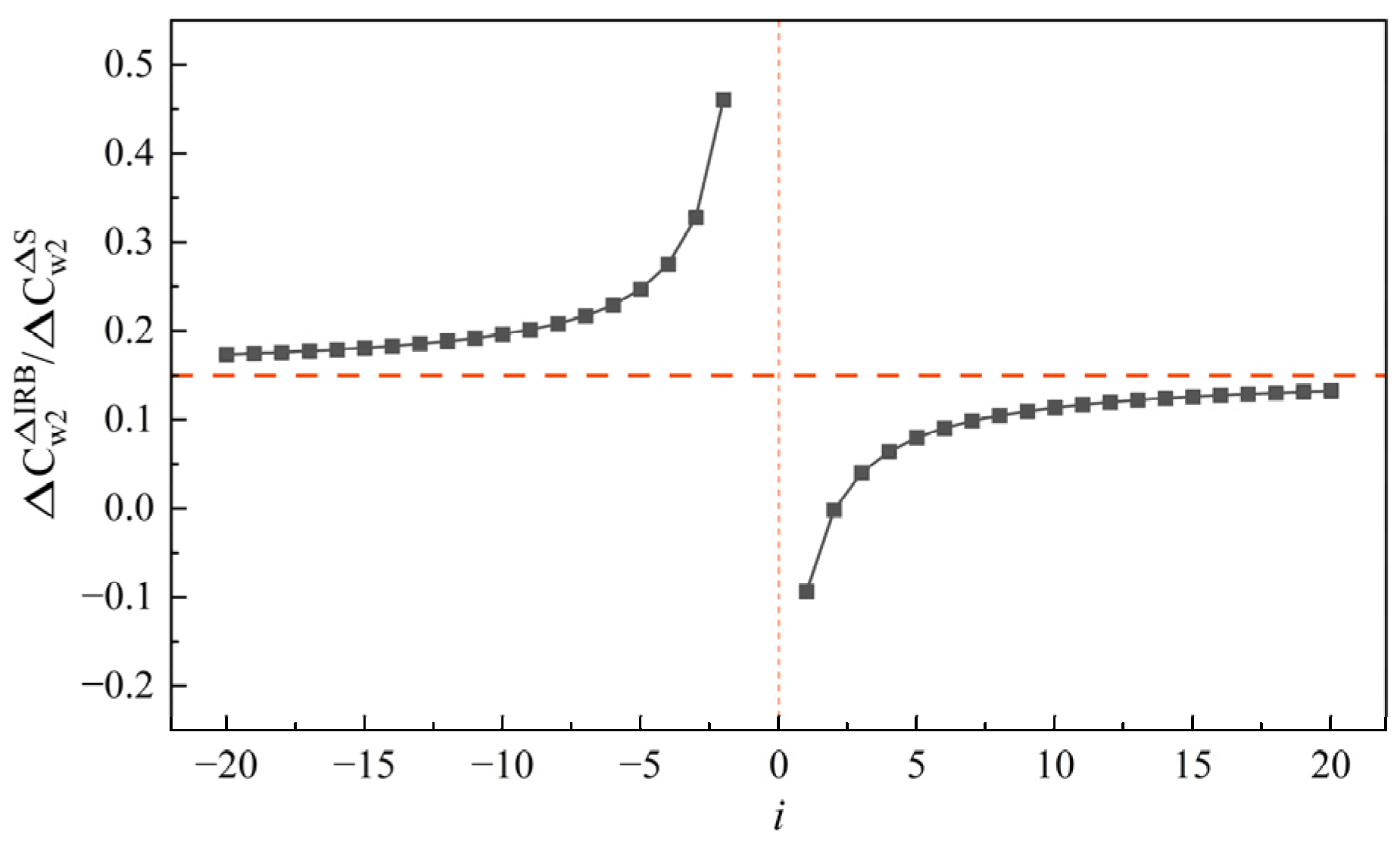
5.2. Equivalence of Asymmetric IRB and IRS
6. Application
7. Conclusions
- A simulation model of an S6-High mill was constructed and validated using the ABAQUS software. When simulating with actual production process parameters, the amount of error in the thickness reduction was 1.4%, while the error in the side-supported roll system’s force, unique to the eighteen-roll mill, was 7.2%, serving as a validation reference. The model has a high simulation accuracy.
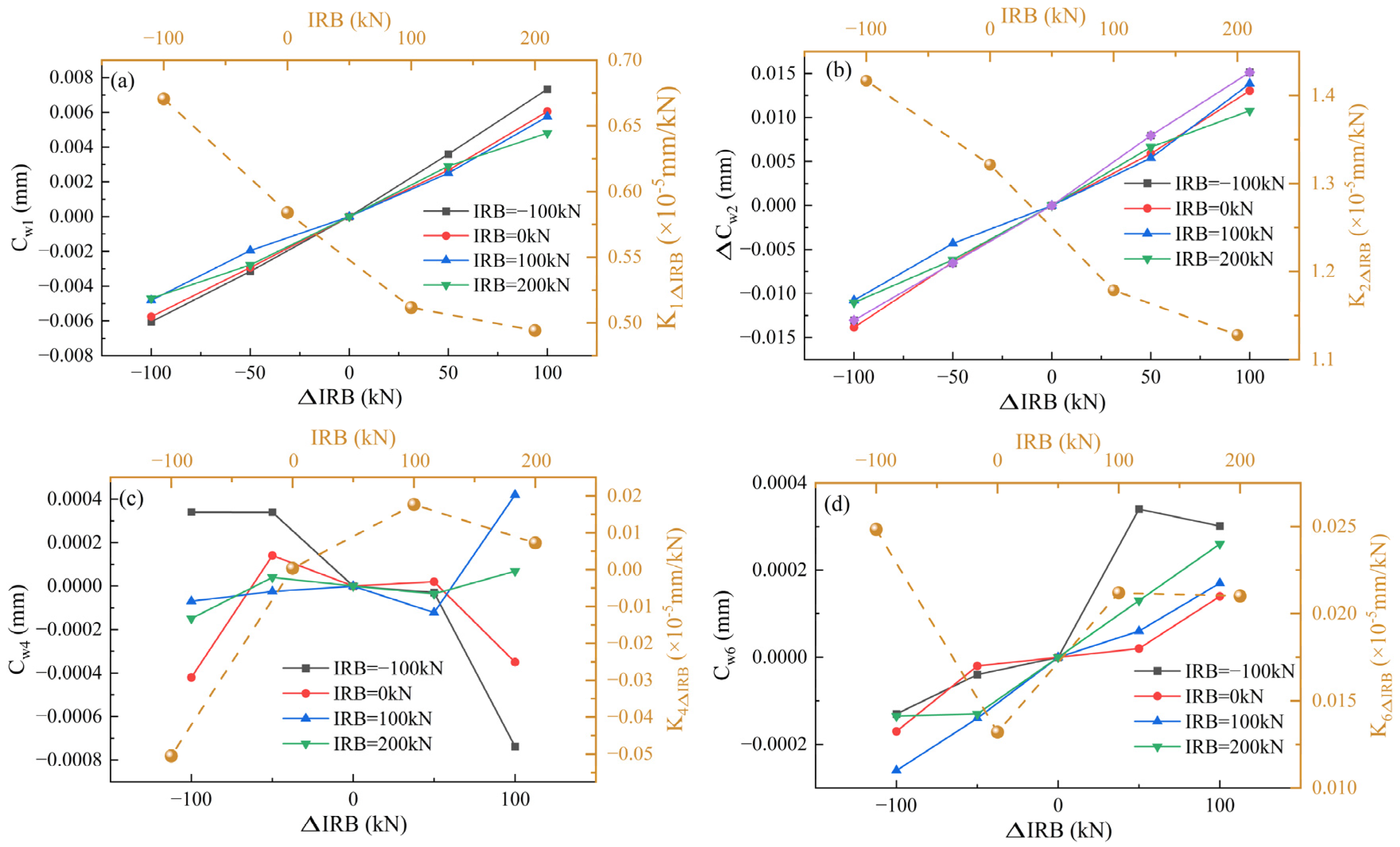
- An evaluation index of asymmetric shape was constructed using the method of subtracting the amounts of WS and DS thickness reduction after mirroring. The model was applied to simulate multiworking conditions, analysing the independent and coupled effects of asymmetric IRB and IRS. The asymmetric shape control method has a linear relationship with first- and second-order asymmetrical convexity changes but exhibits a significant nonlinear relationship with fourth- and sixth-order asymmetrical convexity changes when adjusting asymmetric IRB and IRS.
- The variation trend of the effectiveness of the asymmetric shape control mechanism under different baseline shape controls is analysed. The results show that increasing the baseline IRS amount does not have a significant impact on asymmetric IRB’s control ability. However, the control ability of the asymmetric IRS exhibits substantial changes with the variation in the IRB. Furthermore, the equivalent relationship between asymmetric IRB and IRS was constructed and it was proved that, under the same baseline conditions, the two means are equivalent in either cancelling each other out or being added together.
- The calculation results were applied in the field to analyse the historical incoming strip shape and the finished strip shape, and the simulation results are combined with the predetermined amount of asymmetric IRS. The application results show that the asymmetric IRB and IRS can solve the primary and secondary asymmetric shape problems in the production process of the mill and prove the validity and accuracy of this paper’s research, which can provide theoretical guidance for the actual production process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, X.C.; Liang, Z.G.; Yang, Q.; Du, X.Z.; Liu, H.Q.; Zhang, Y. Asymmetric shape control theory and practice in cold strip mills. Adv. Mater. Res. 2011, 145, 204–209. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, D.; Liu, H.; Duan, B.; Yu, H. Flatness Defect Recognition Method of Cold Rolling Strip with a New Stacked Generative Adversarial Network. Steel Res. Int. 2022, 93, 2200284. [Google Scholar] [CrossRef]
- Wen, J.; Zhang, Q.D.; Zhang, X.F.; Ye, X.W. Influence of roll profile configuration on high-strength strip flatness control performance in tandem cold rolling. Adv. Mater. Res. 2011, 145, 210–215. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Du, X.Z.; Du, Y.B.; Wei, D.B.; Hay, M. Strip shape analysis of asymmetrical cold rolling of thin strip. Adv. Mater. Res. 2010, 97, 81–84. [Google Scholar] [CrossRef]
- Chen, Y.; Peng, L.; Wang, Y.; Zhou, Y.; Li, C. Prediction of tandem cold-rolled strip flatness based on Attention-LSTM model. J. Manuf. Process. 2023, 91, 110–121. [Google Scholar] [CrossRef]
- Park, J.; Kim, B.; Han, S. Reinforcement Learning With Model-Based Assistance for Shape Control in Sendzimir Rolling Mills. IEEE Trans. Control Syst. Technol. 2022, 31, 1867–1874. [Google Scholar] [CrossRef]
- Valigi, M.C.; Papini, S. Analysis of chattering phenomenon in industrial S6-high rolling mill. Diagnostyka 2013, 14, 3–8. [Google Scholar]
- Wu, S.; Shao, Y.; Wang, L.; Yuan, Y.; Mechefske, C.K. Relationship between chatter marks and rolling force fluctuation for twenty-high roll mill. Eng. Fail Anal. 2015, 55, 87–99. [Google Scholar] [CrossRef]
- Wang, Z.H.; Gao, Q.J.; Chao YA, N.; Xia, Z.Y.; Zhang, Y.B. Calculation and Analysis of Force in Roll System of 20-High Sendzimir Mill. J. Iron Steel Res. Int. 2013, 20, 33–39. [Google Scholar] [CrossRef]
- Zhou, G.; He, A.; Liu, C.; Zhou, M.; Qin, J.; Liu, Z. Modeling and Simulation of Wide Commercial Pure Titanium Strip Rolling on Sendzimir 20-high Mill. Rare Met. Mater. Eng. 2020, 49, 2333–2339. [Google Scholar]
- Zhang, Y.; Yang, Q.; Wang, X.C. Control strategies of asymmetric strip shape in six-high cold rolling mill. J. Iron Steel Res. Int. 2011, 18, 27–32. [Google Scholar] [CrossRef]
- Yan, Z.W.; Bu, H.N.; Li, H.; Hong, L. Numerical simulation analysis of the rolling process based on the particle swarm hybrid algorithm. Ironmak. Steelmak. 2023, 50, 1321–1330. [Google Scholar] [CrossRef]
- Wang, P.F.; Zhang, W.X.; Wang, Y.H.; Zhang, D.H. Analysis of Actuator Performance Based on Actuator Efficiency in Flatness Control of Cold Rolling Mill. Adv. Mater. Res. 2011, 154, 344–348. [Google Scholar] [CrossRef]
- Prinz, K.; Steinboeck, A.; Müller, M.; Ettl, A.; Kugi, A. Automatic gauge control under laterally asymmetric rolling conditions combined with feedforward. IEEE Trans. Ind. Appl. 2017, 53, 2560–2568. [Google Scholar] [CrossRef]
- Alvarez, J.C.; Diez, A.B.; Alvarez, D.; Gonzalez, J.A.; Obeso, F. Thick unevenness compensation in a hot rolling mill having automatic gage control. IEEE Trans. Ind. Appl. 2002, 38, 559–564. [Google Scholar] [CrossRef]
- Cao, J.G.; Chai, X.T.; Li, Y.L.; Kong, N.; Jia, S.H.; Zeng, W. Integrated design of roll contours for strip edge drop and crown control in tandem cold rolling mills. J. Mater. Process. Tech. 2018, 252, 432–439. [Google Scholar] [CrossRef]
- Hai, Y.; Yang, T.; Wang, H.; Xu, Z.; Fan, M. Roll profile preset and control based on electronic temperature control technology. Metall. Res. Technol. 2022, 119, 512. [Google Scholar] [CrossRef]
- Sun, J.; Shan, P.F.; Wei, Z.; Hu, Y.H.; Wang, Q.L.; Peng, W.; Zhang, D.H. Data-based flatness prediction and optimization in tandem cold rolling. J. Iron Steel Res. Int. 2021, 28, 563–573. [Google Scholar] [CrossRef]
- Bu, H.N.; Zhou, H.G.; Yan, Z.W.; Zhang, D.H. Multi-objective optimization of bending force preset in cold rolling. Eng. Comput. 2019, 36, 2048–2065. [Google Scholar] [CrossRef]
- Wang, P.; Jin, S.; Li, X.; Huang, H.; Wang, H.; Zhang, D.; Yao, Y. Optimization and prediction model of flatness actuator efficiency in cold rolling process based on process data. Steel Res. Int. 2022, 93, 2100314. [Google Scholar] [CrossRef]
- Wang, Q.L.; Li, X.; Hu, Y.J.; Sun, J.; Zhang, D.H. Numerical analysis of intermediate roll shifting–induced rigidity characteristics of UCM cold rolling mill. Steel Res. Int. 2018, 89, 1700454. [Google Scholar] [CrossRef]
- Song, M.; Liu, H.; Xu, Y.; Wang, D.; Huang, Y. Decoupling adaptive smith prediction model of flatness closed-loop control and its application. Processes 2020, 8, 895. [Google Scholar] [CrossRef]
- Chen, L.; Sun, W.; He, A.; Liu, C.; Qiang, Y. Study on quarter-wave generation mechanism in DP980 steel during cold rolling. Int. J. Adc. Manuf. Tech. 2022, 120, 313–327. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Roll | Length/mm | Diameter/mm |
|---|---|---|
| Back-up Roll (Body/Neck) | 1450/580 | 1200/690 |
| Intermediate roll (Body/Neck) | 1720/450 | 370/230 |
| Work Roll (Body/Neck) | 1450/335 | 170/120 |
| Side Support Roll (Body/Neck) | 1450/90 | 168/90 |
| Back-up Bearing Roll | 75 × 15 | 150 |
| Rolling Parameters | Value | Rolling Parameters | Value |
|---|---|---|---|
| Rolling Pass | 1 | Strip width (mm) | 1250 |
| Rolling Force (kN) | 8455 | Strip thickness (mm) | 4.3 |
| IRB (kN) | 180 | Front unit tension (MPa) | 3.5 |
| Taper coverage (mm) | 100 | Back unit tension (MPa) | 12.1 |
| IRB/kN | DIRB/kN |
|---|---|
| −100 | −100, −50, 0, 50, 100 |
| 0 | −100, −50, 0, 50, 100 |
| 100 | −100, −50, 0, 50, 100 |
| 200 | −100, −50, 0, 50, 100 |
| Coverage of IMR Taper/mm | Coverage Difference/mm |
|---|---|
| 70 | −20, −10, 0, 10, 20 |
| 100 | −20, −10, 0, 10, 20 |
| 130 | −20, −10, 0, 10, 20 |
| Working Condition | IRB/kN | DIRB/kN | S/mm | DS/mm |
|---|---|---|---|---|
| A1 | 0 | −40 | 100 | 6 |
| A2 | −100 | −50 | 100 | 8 |
| A3 | 100 | −80 | 100 | 11 |
| A4 | 200 | −90 | 100 | 12 |
| IRB/kN | DIRB/kN | S/mm | DS/mm | Theory DCw2/mm |
|---|---|---|---|---|
| 0 | 60 | 100 | 10 | ≈0.017 |
| 0 | 0 | 100 | 19 | ≈0.017 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, T.; Sun, W.; Guo, R.; Yang, T. Asymmetric Shape Control Ability and Mutual Influence of the S6-High Cold Rolling Mill. Metals 2024, 14, 507. https://doi.org/10.3390/met14050507
Yuan T, Sun W, Guo R, Yang T. Asymmetric Shape Control Ability and Mutual Influence of the S6-High Cold Rolling Mill. Metals. 2024; 14(5):507. https://doi.org/10.3390/met14050507
Chicago/Turabian StyleYuan, Tieheng, Wenquan Sun, Ruichun Guo, and Tingsong Yang. 2024. "Asymmetric Shape Control Ability and Mutual Influence of the S6-High Cold Rolling Mill" Metals 14, no. 5: 507. https://doi.org/10.3390/met14050507
APA StyleYuan, T., Sun, W., Guo, R., & Yang, T. (2024). Asymmetric Shape Control Ability and Mutual Influence of the S6-High Cold Rolling Mill. Metals, 14(5), 507. https://doi.org/10.3390/met14050507