
Multi Response Modelling and Optimisation of Copper Content and Heat Treatment Parameters of ADI Alloys by Combined Regression Grey-Fuzzy Approach



Abstract
1. Introduction
2. Materials and Experiment
2.1. Experimental Plan
2.2. Samples
2.3. Heat Treatment
3. Results and Discussion
3.1. Regression Models for Toughness, Tensile Strength, and Elongation
3.2. Multi Response Optimisation of Mechanical Properties by Grey-Fuzzy Approach
4. Conclusions
- -
- Copper promotes the formation of perlite in easily workable and high-strength castings. Although the solubility of copper in iron is around 2.5 by weight, the copper content should be between 0.4% and 0.8 by weight to achieve a completely pearlitic structure in ductile iron.
- -
- Copper prevents carbide formation in ADI without affecting the diffusion of carbon into the austenite and its stability and also positively influences the transformation rate and matrix carbon content during austenitisation by increasing it. Copper also increases the austenitic zone in the phase diagram.
- -
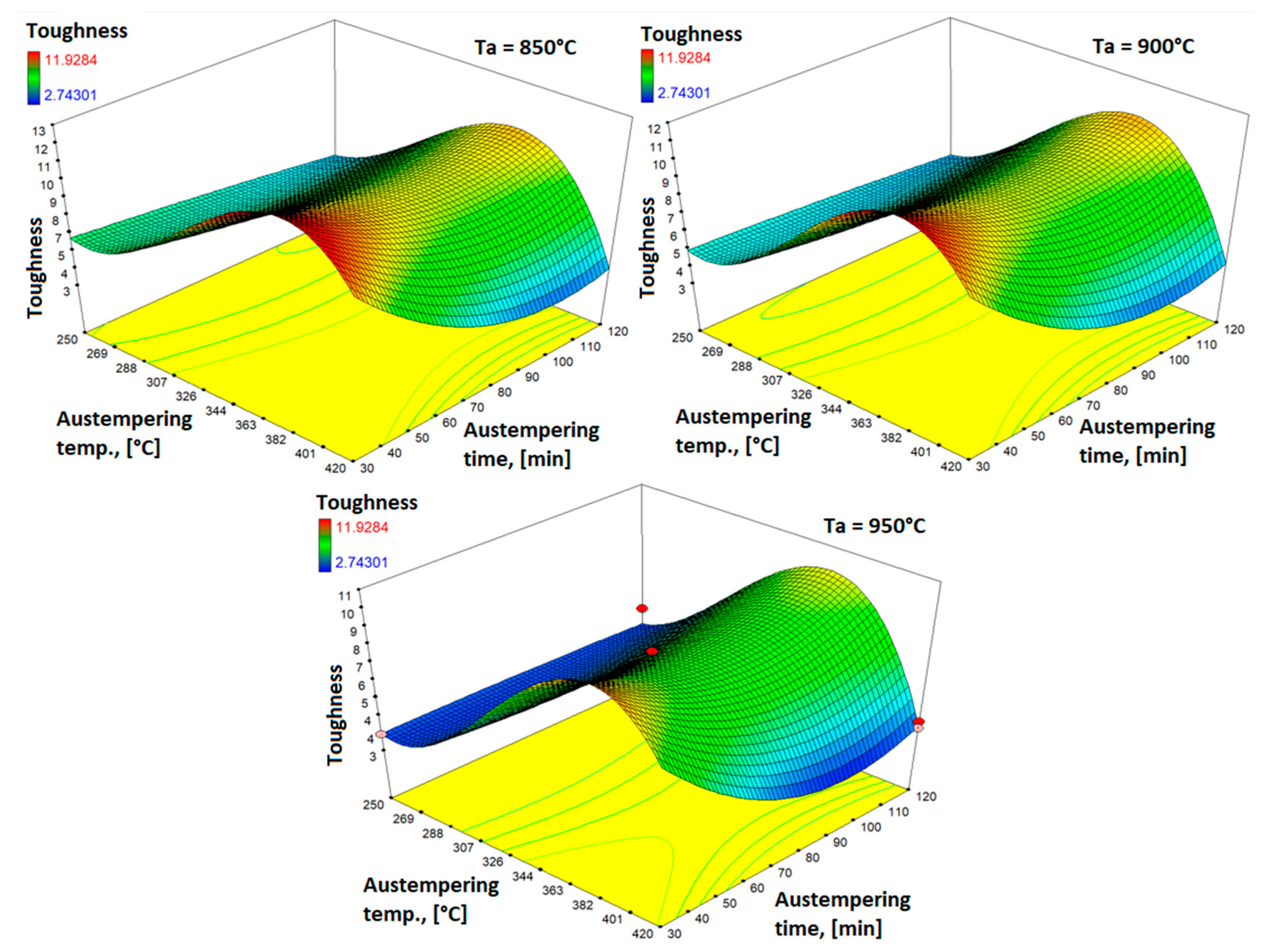
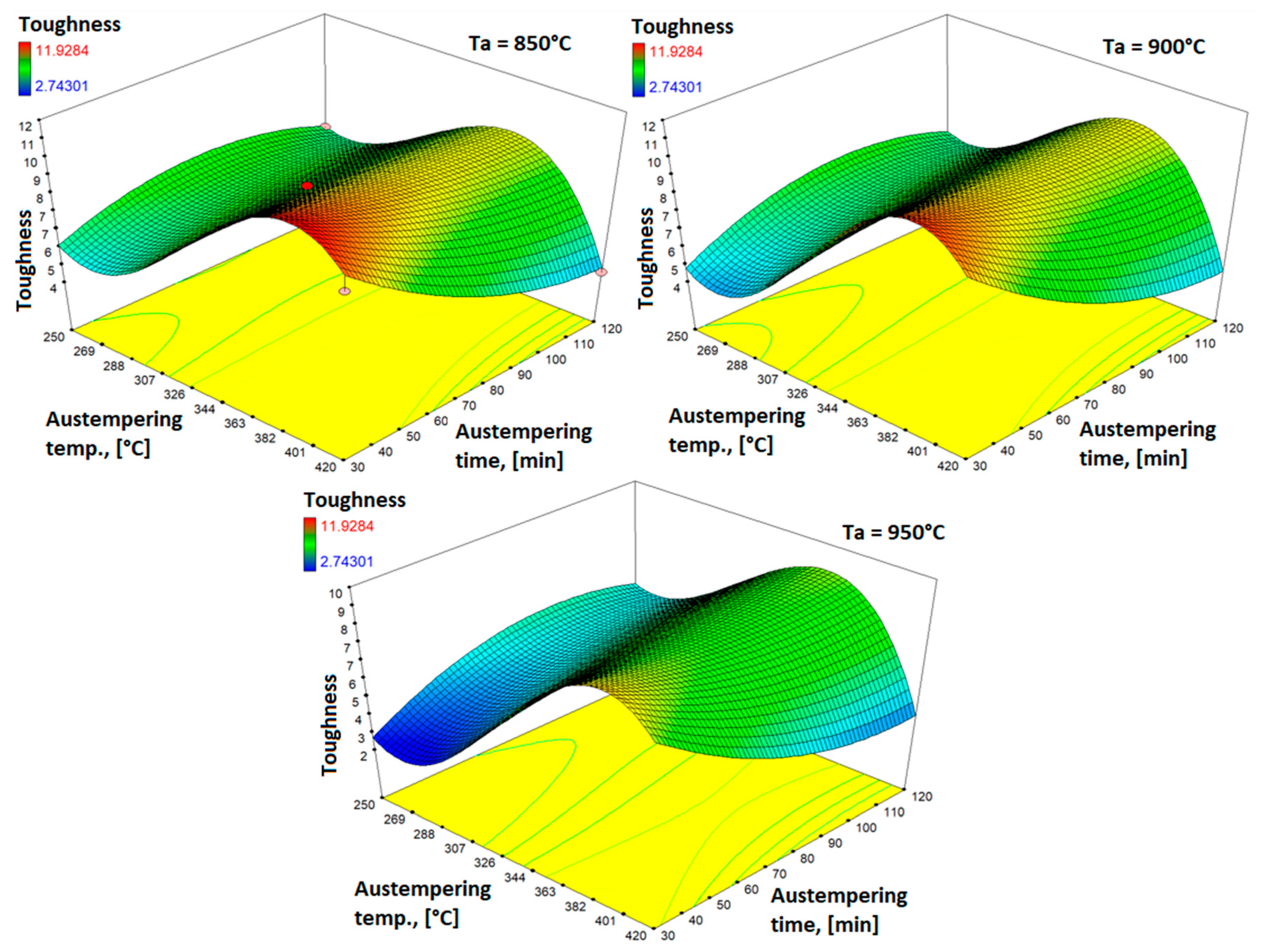
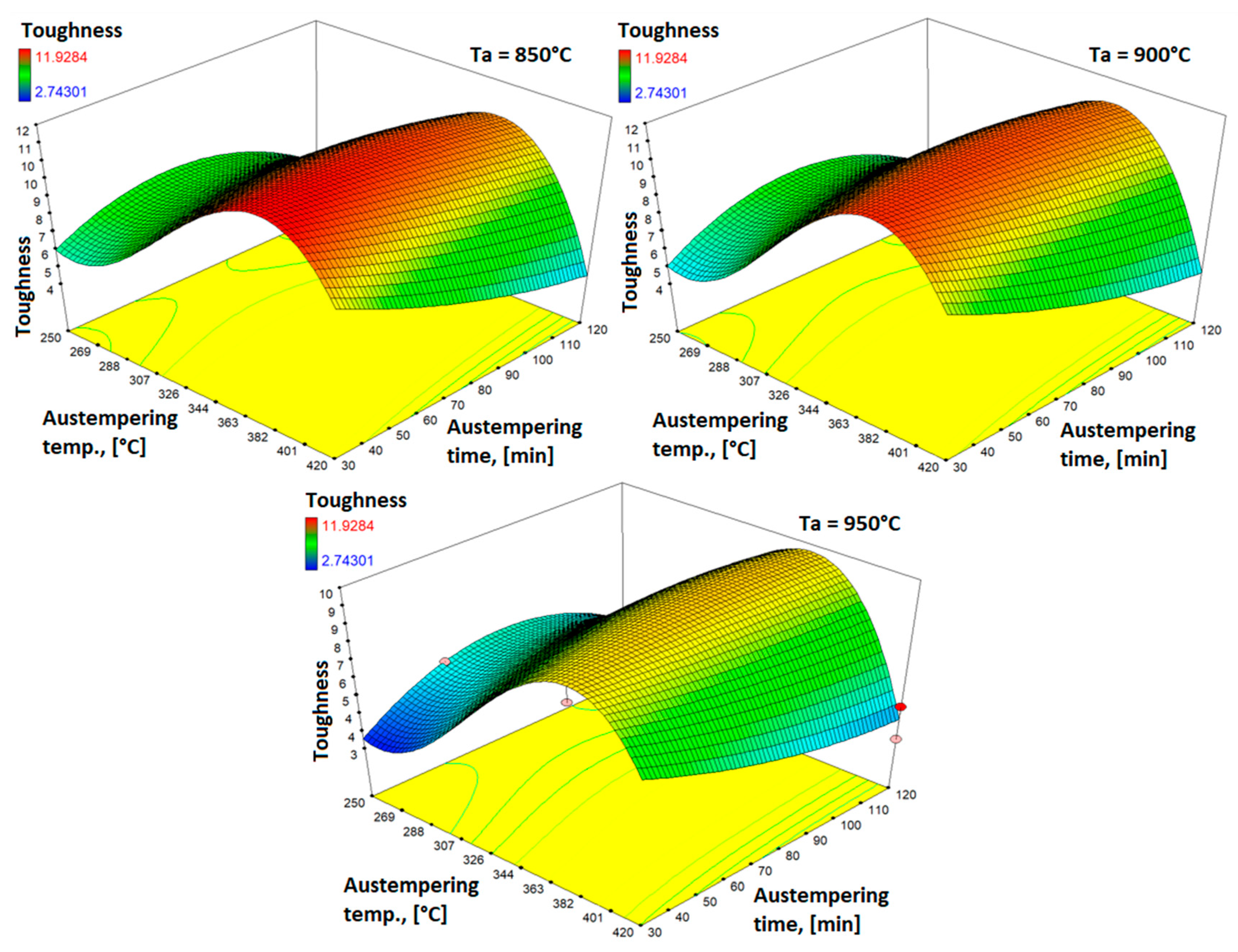
- The toughness increases significantly as the austempering temperature rises up to a temperature of around 370 °C, and then decreases. The toughness is a qualitative indicator of the change in the volume fraction of retained austenite with the change in the austempering temperature. The high toughness values achieved with austempered samples at temperatures around 370 °C can be explained by the optimum retained austenite content in the microstructure of the test samples, which has been thoroughly explained in previous research [20].
- -
- At temperatures above 370 °C, the volume fraction of retained austenite decreases, as the ausferrite decomposes into ferrite and carbides during the second stage of ADI transformation, which leads to a deterioration of the mechanical properties.
- -
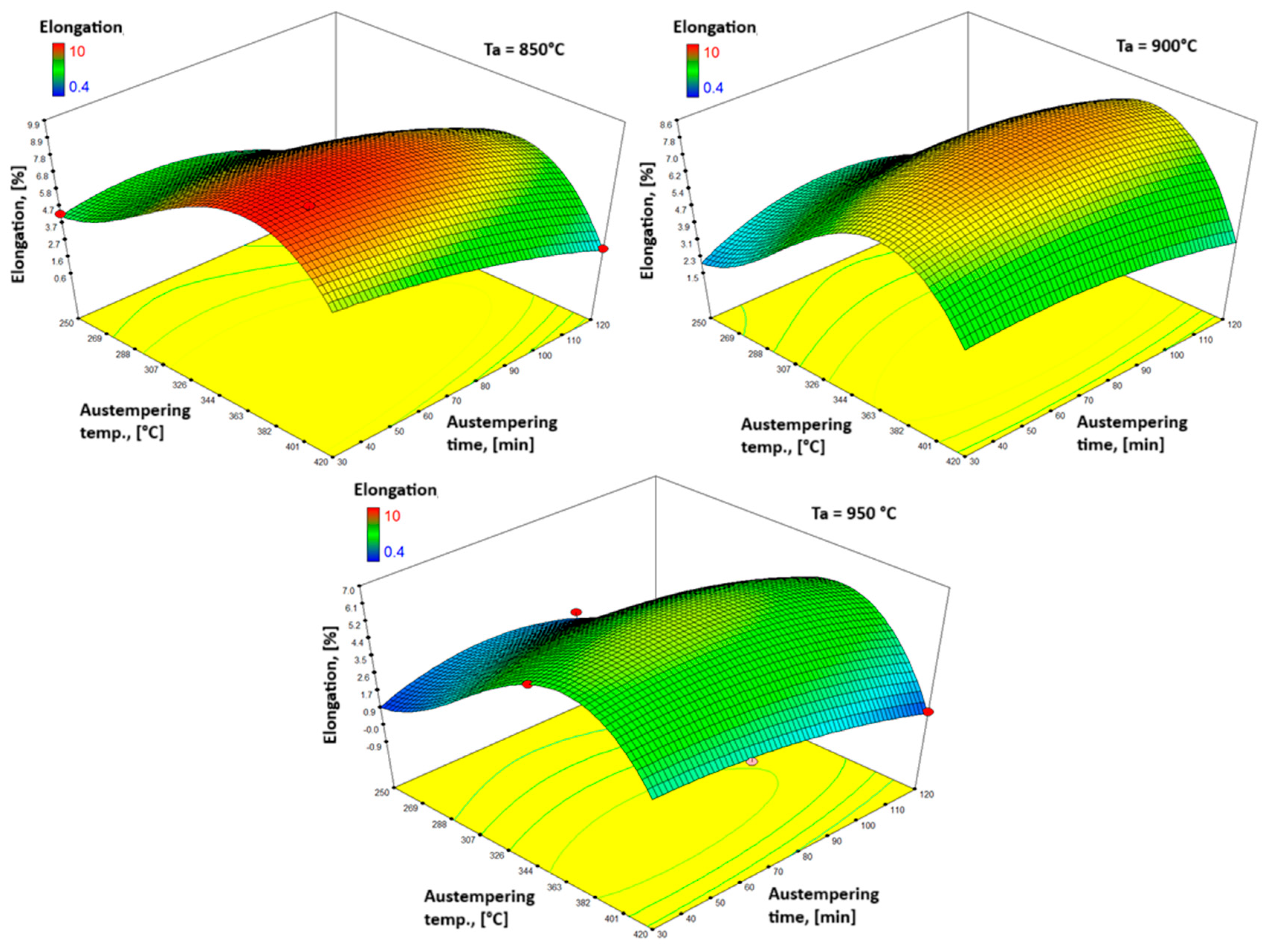
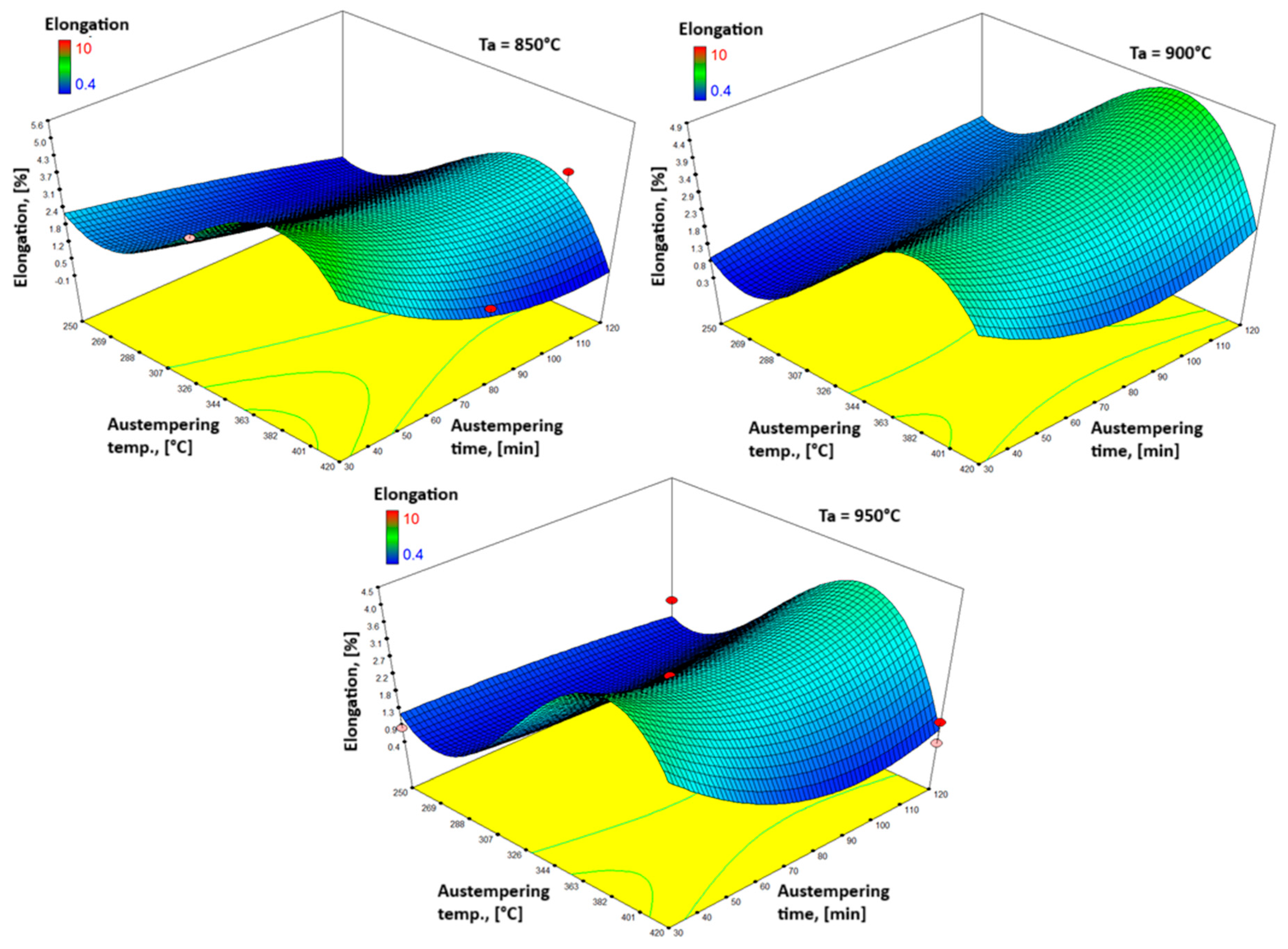
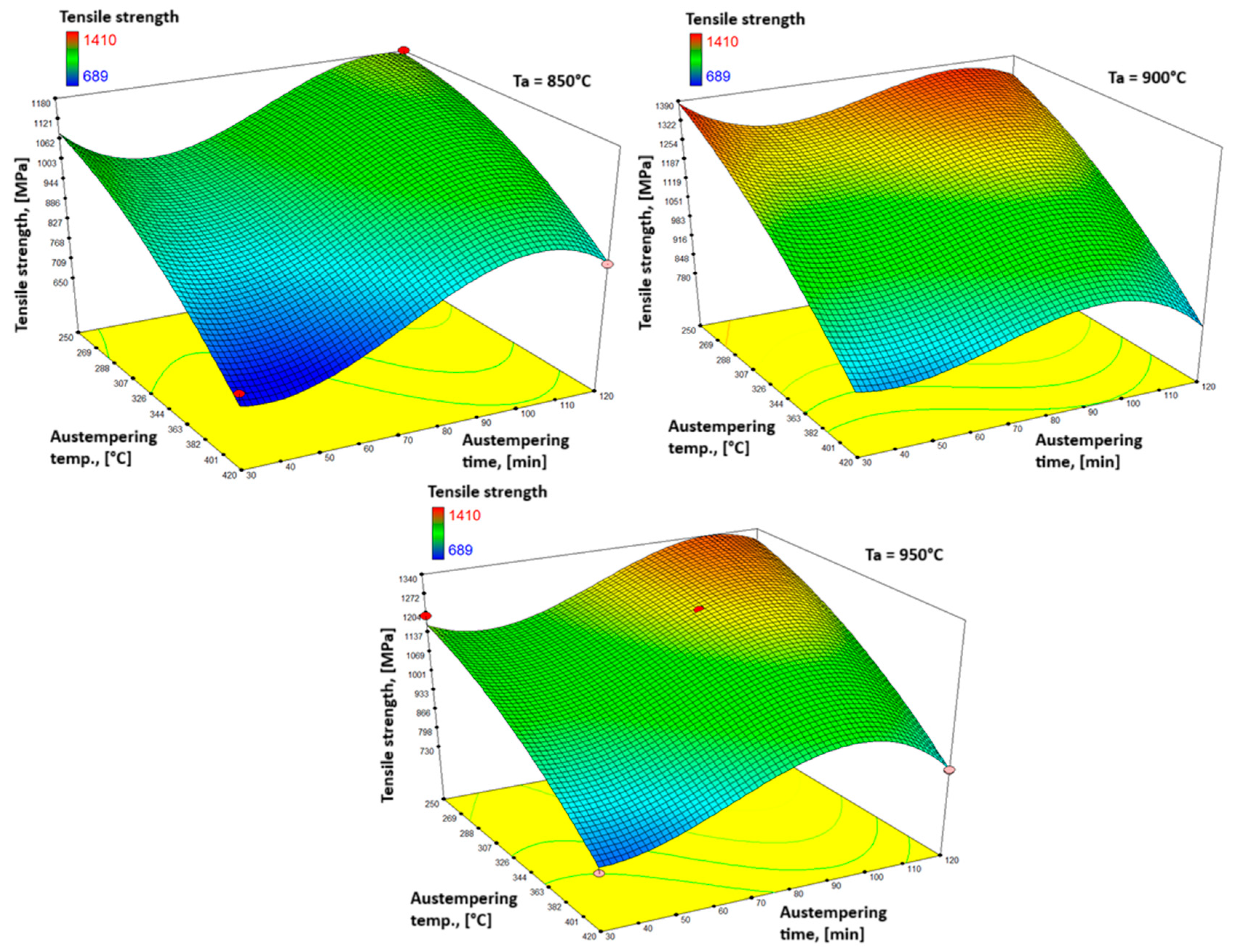
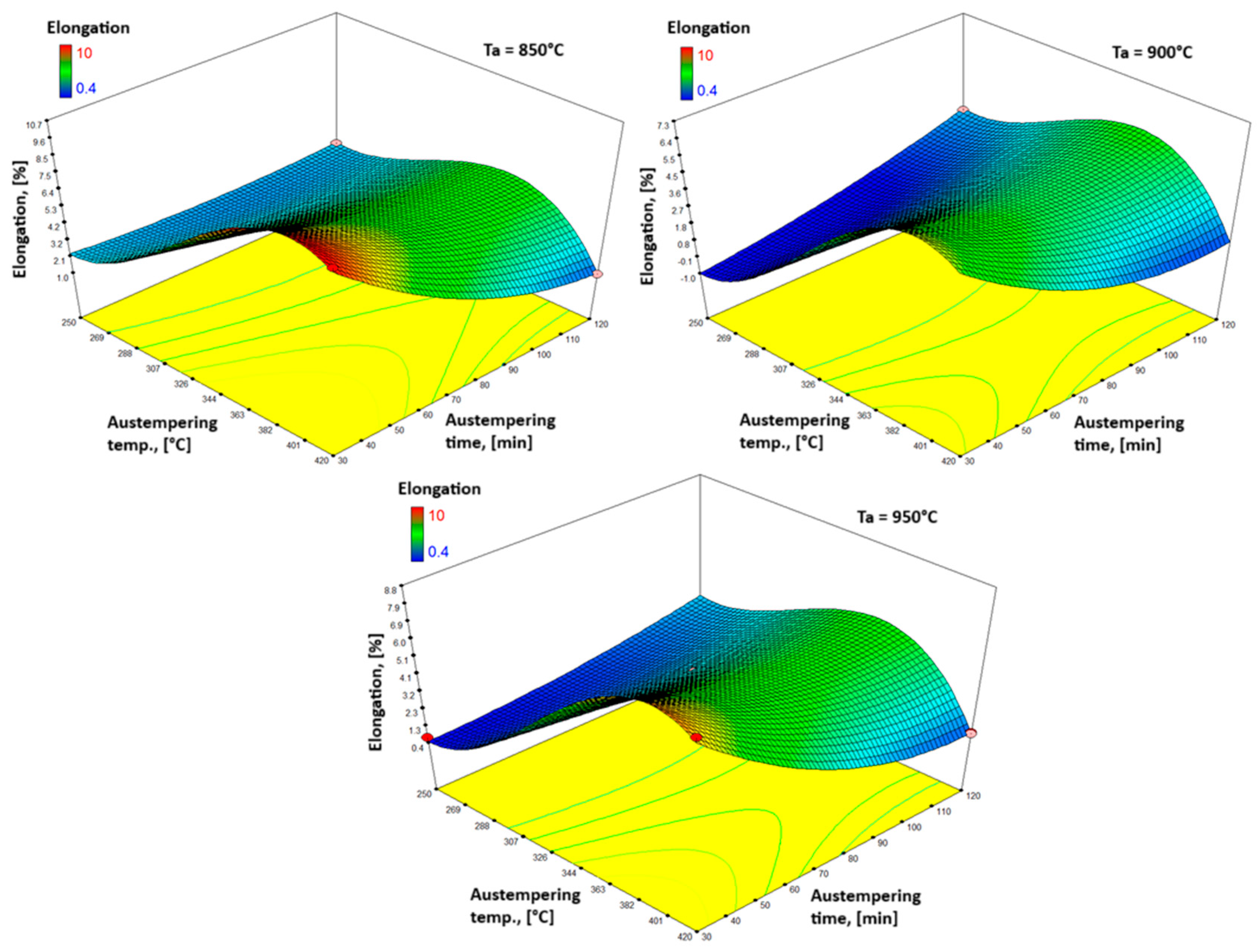
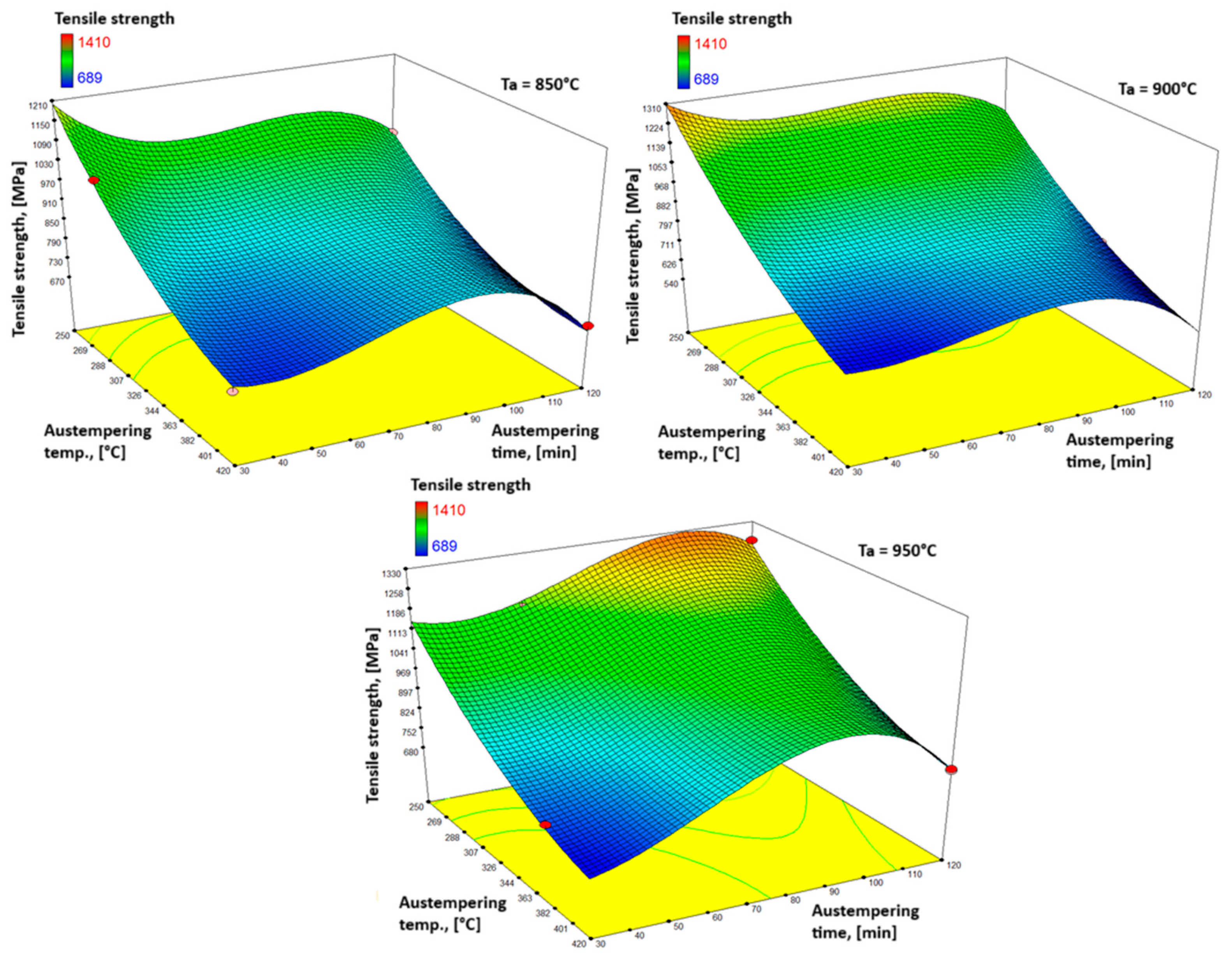
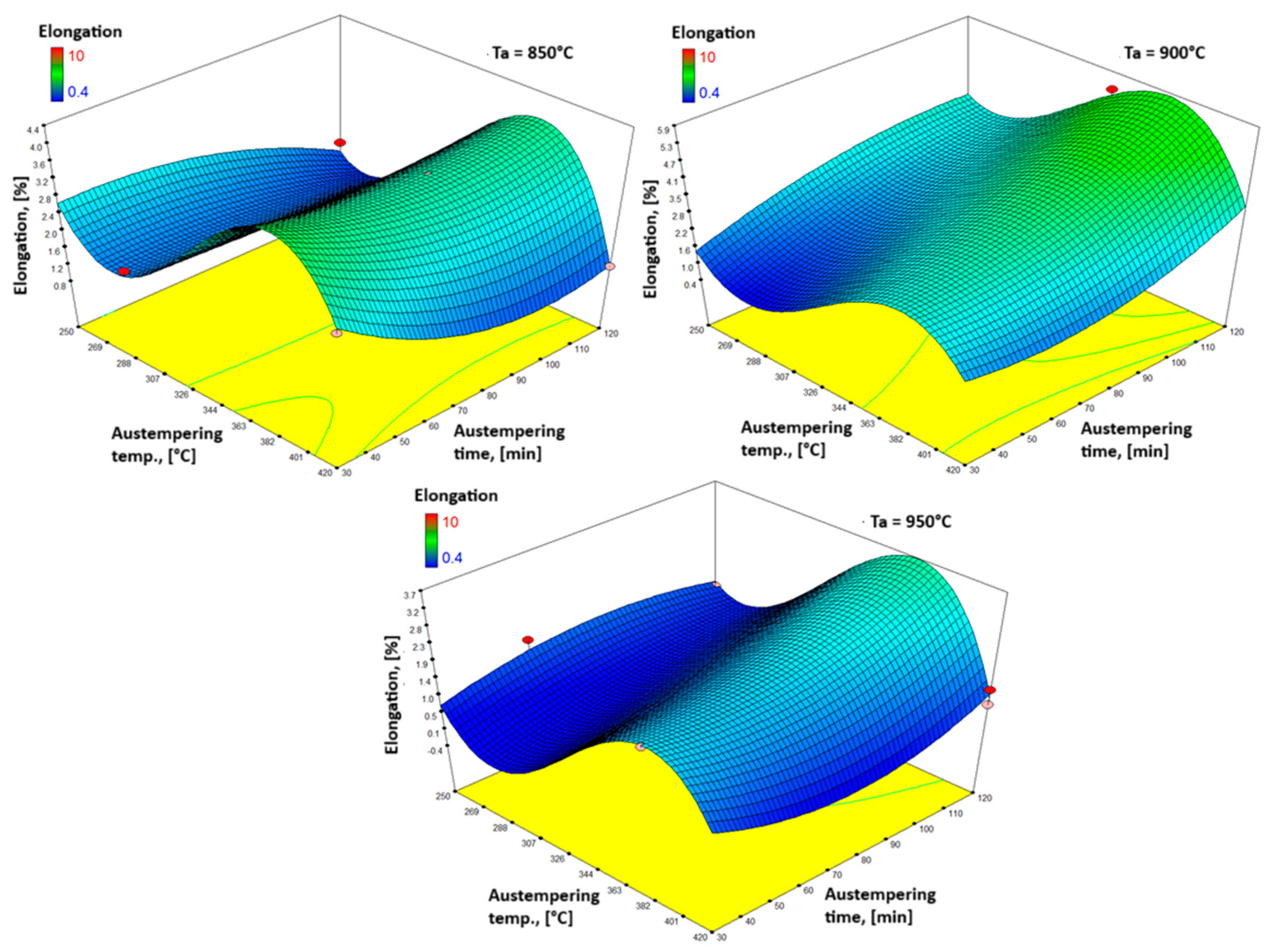
- The tensile strength increases significantly with a longer austempering time but decreases as the austempering temperature increases. According to the figures shown in this paper, elongation increases with increasing austempering temperature. The increase can be observed up to a temperature of around 370 °C. Above the austempering temperature of 370 °C, the ductility decreases, qualitatively following the change in the volume fraction of the retained austenite.
- -
- The high elongation values achieved with samples that were austempered at temperatures around 370 °C can be explained by the optimum volume fraction of retained austenite in the microstructure of the test samples. At temperatures above 370 °C, the volume fraction of retained austenite decreases because the ausferrite decomposes into ferrite and carbides during the second transformation stage. This undesirable transformation leads to a deterioration in the mechanical properties.
- -
- It is clear from all the response surfaces shown that the toughness also increases with increasing copper content. This is a consequence of the richer initial microstructure of the ductile cast iron with pearlite and carbides, whose decomposition enriches the retained austenite during heat treatment and has a positive effect on toughness. In addition, the toughness decreases with increasing austenitizing temperature and austenitizing time.
- -
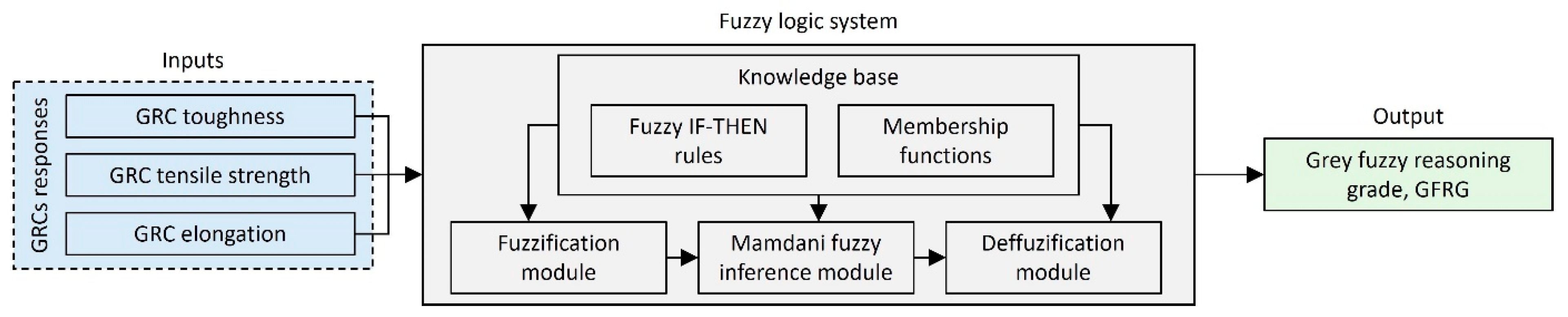
- Due to the complexity of the investigated process and the dependencies of the experimental parameters on the mechanical properties, a comprehensive multi-response optimization was performed using the grey fuzzy technique. This technique proved to be a good solution to derive the parameter values that lead to maximum objective functions for the mechanical properties.
- -
- These input parameters, which correspond to the optimum result of the grey fuzzy optimization, are Austenitizing temperature: 850 °C, Austempering temperature: 384 °C, Austempering time: 42 min, Copper content: 0.031% Cu.
- -
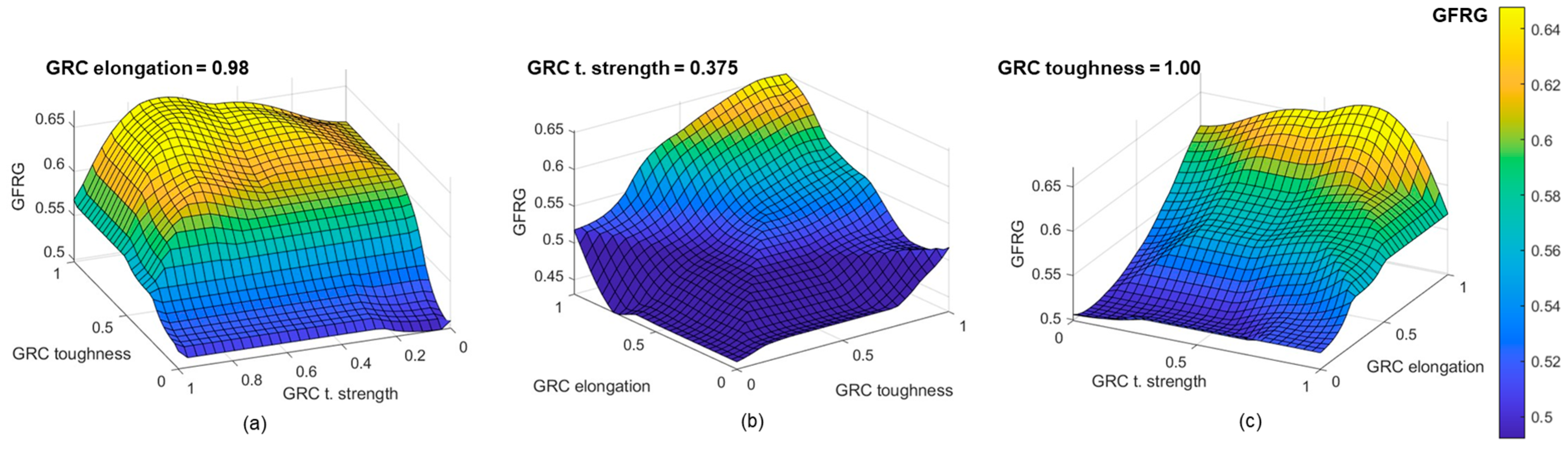
- Apart from the fact that the fuzzy logic technique has proven to be a good extension of grey relational analysis, it has also proven to be a good tool to define relationships between experimental parameters and the Grey Fuzzy Reasoning Grade (GFGR).
- -
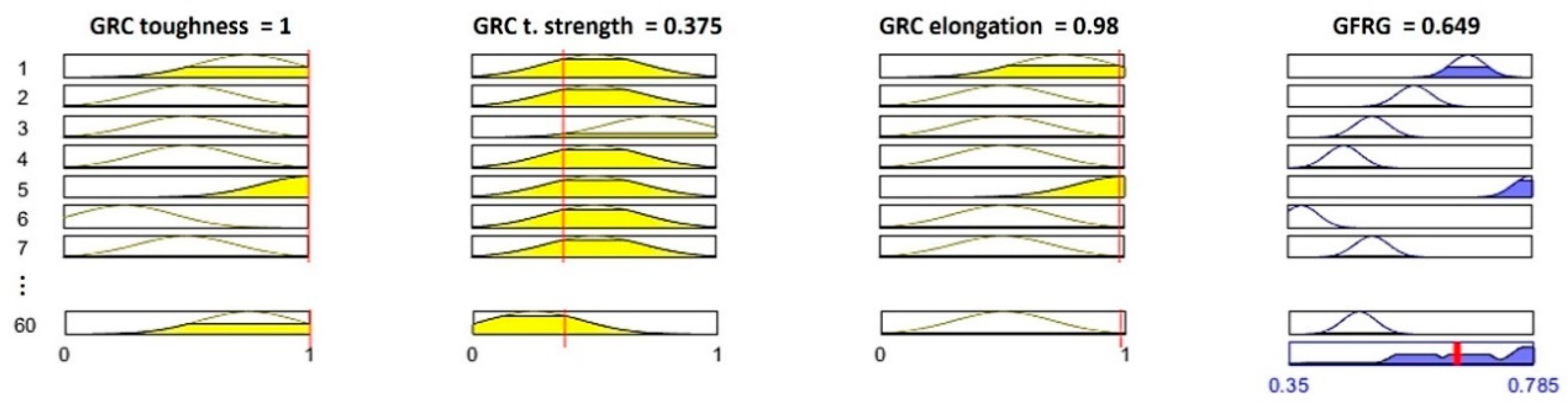
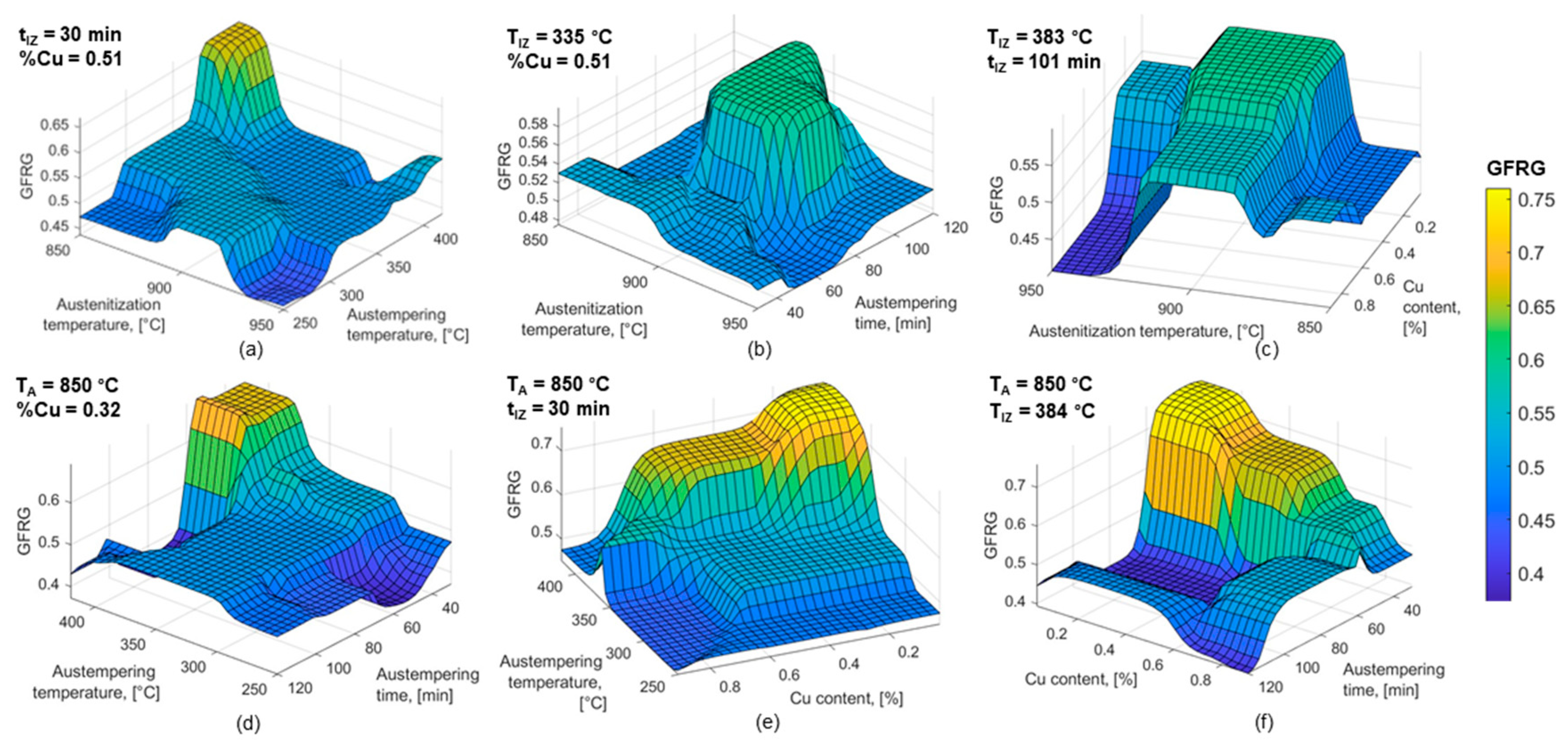
- The GFRG transforms the multi-objective optimization into a single-objective optimization problem where the highest values of the GFRG are desirable. Based on the analysis of 3D response surface plots, which visualise the effects of the parameters on the GFRG values, the optimal ranges of parameter levels corresponding to the highest GFRG values were determined.
- -
- These derived parameter intervals are: Austenitizing temperature: 850–900 °C, austempering temperature: 380–420 °C, Austempering time: 30–50 min, Copper content: 0.031–0.51% Cu.
- -
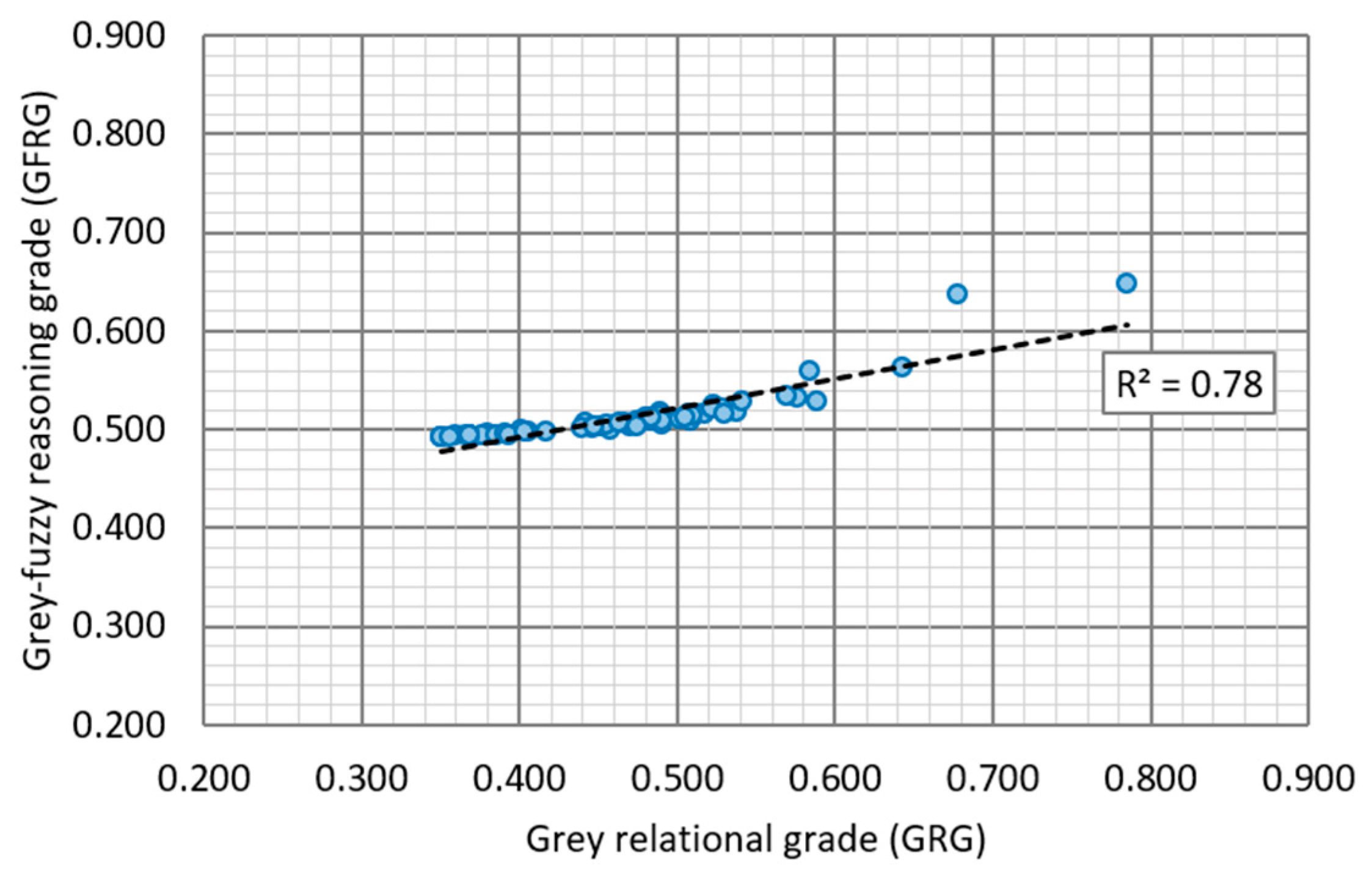
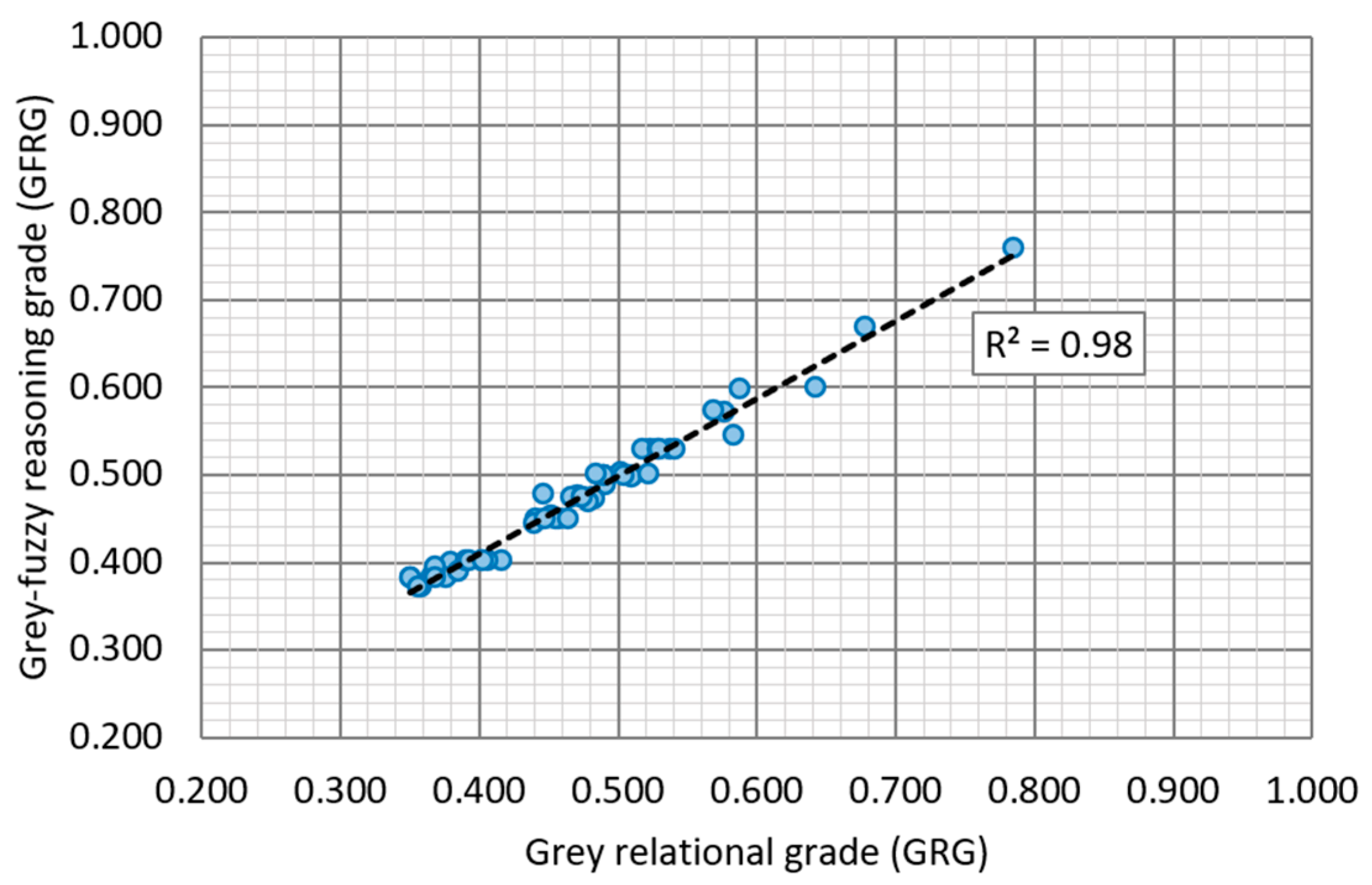
- The quality of the fuzzy logic modelling was confirmed by validation measures such as the coefficient of determination (R2) and the mean absolute percentage error (MAPE). It can be concluded that the grey fuzzy technique can be successfully used to solve the problem of optimising the mechanical properties of several ADI alloys.
- -
- The findings obtained in this work are only valid within the range of the selected parameters. Further investigations in this area will focus on the implementation of additional experimental parameters as well as process reactions, which will then be subjected to further analysis and optimization.
- -
- Potential engineering application value of the presented work can be found in different industries. In general, ADI can be used in agriculture machinery, excavators, general application industry, gears, construction machinery, food industry, etc. The reason for this are favourable physical, mechanical and technological properties such as: resistance to corrosion, high modulus of elasticity, good castability, favourable strength, possibility of surface hardening, relatively good machinability and economic profitability.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Labercque, C.; Gagne, M. Ductile Iron—Fifty Years of Continued Development; Rio Tinto Iron & Titanium: Sorel-Tracy, QC, Canada, 1998. [Google Scholar]
- Abdellah, M.Y.; Alharthi, H.; Alfattani, R.; Suker, D.K.; Abu El-Ainin, H.M.; Mohamed, A.F.; Hassan, M.K.; Backar, A.H. Mechanical Properties and Fracture Toughness Prediction of Ductile Cast Iron under Thermomechanical Treatment. Metals 2024, 14, 352. [Google Scholar] [CrossRef]
- Behera, G.; Sohala, S.R. Effect of Copper on the Properties of Austempered Ductile Iron Castings. Bachelor’s Thesis, Department of Metallurgical and Materials Engineering, National Institute of Technology, Rourkela, India, 2012. [Google Scholar]
- Čatipović, N.; Rogante, M.; Avdušinović, H.; Grgić, K. Influence of a Novel Double Tempering Process on the Microstructure and Mechanical Properties of Cu-Alloyed Austempered Ductile Iron with Possible Nano (Micro)-Characterization Using Neutron Beam Techniques. Crystals 2023, 13, 1359. [Google Scholar] [CrossRef]
- Global Casting Production Trend and Conclusion in 2014. Available online: https://www.pinepacific.com/news_detail.php?idnews=93 (accessed on 2 August 2023).
- Bendikiene, R.; Ciuplys, A.; Cesnavicius, R.; Jutas, A.; Bahdanovich, A.; Marmysh, D.; Nasan, A.; Shemet, L.; Sherbakov, S. Influence of Austempering Temperatures on the Microstructure and Mechanical Properties of Austempered Ductile Cast Iron. Metals 2021, 11, 967. [Google Scholar] [CrossRef]
- Akinribide, O.J.; Ogundare, O.D.; Oluwafemi, O.M.; Ebisike, K.; Nageri, A.K.; Akinwamide, S.O.; Gamaoun, F.; Olubambi, P.A. A Review on Heat Treatment of Cast Iron: Phase Evolution and Mechanical Characterization. Materials 2022, 15, 7109. [Google Scholar] [CrossRef] [PubMed]
- Sidjanin, L.; Smallman, R.E. Metallography of bainitic transformation in austempered ductile iron. Mater. Sci. Technol. 1992, 8, 1095–1103. [Google Scholar] [CrossRef]
- Elliot, R. The role of research in promoting austempered ductile iron. Heat Treat. Met. 1997, 24, 55–59. [Google Scholar]
- Landesberger, M.; Koos, R.; Hofmann, M.; Li, X.; Boll, T.; Petry, W.; Volk, W. Phase Transition Kinetics in Austempered Ductile Iron (ADI) with Regard to Mo Content. Materials 2020, 13, 5266. [Google Scholar] [CrossRef] [PubMed]
- Tyrała, E.; Górny, M.; Kawalec, M.; Muszyńska, A.; Lopez, H.F. Evaluation of Volume Fraction of Austenite in Austempering Process of Austempered Ductile Iron. Metals 2019, 9, 893. [Google Scholar] [CrossRef]
- Chandler, H. Heat Treaters Guide: Practices and Procedures for Irons and Steels, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 1994. [Google Scholar]
- Bai, J.; Xu, H.; Wang, Y.; Chen, X.; Zhang, X.; Cao, W.; Xu, Y. Microstructures and Mechanical Properties of Ductile Cast Iron with Different Crystallizer Inner Diameters. Crystals 2022, 12, 413. [Google Scholar] [CrossRef]
- Hsu, C.-H.; Lin, C.-Y.; You, W.-S. Microstructure and Dry/Wet Tribological Behaviors of 1% Cu-Alloyed Austempered Ductile Iron. Materials 2023, 16, 2284. [Google Scholar] [CrossRef]
- Sharma, A.; Singh, K.K.; Gupta, G.K. Study on the Effects of Austempering Variables and Copper Addition on Mechanical Properties of Austempered Ductile Iron. In Proceedings of the 6th International & 27th All India Manufacturing Technology, Design and Research Conference (AIMTDR-2016), Pune, India, 16–18 December 2016. [Google Scholar]
- Wang, B.; Barber, G.C.; Qiu, F.; Zou, Q.; Yang, H. A review: Phase transformation and wear mechanisms of single-step and dual-step austempered ductile irons. J. Mater. Res. Technol. 2020, 9, 1054–1069. [Google Scholar] [CrossRef]
- Liu, C.; Du, Y.; Wang, X.; Hu, Z.; Li, P.; Wang, K.; Liu, D.; Jiang, B. Mechanical and tribological behavior of dual-phase ductile iron with different martensite amounts. J. Mater. Res. Technol. 2023, 24, 2978–2987. [Google Scholar] [CrossRef]
- Krawiec, H.; Lelito, J.; Mróz, M.; Radoń, M. Influence of Heat Treatment Parameters of Austempered Ductile Iron on the Microstructure, Corrosion and Tribological Properties. Materials 2023, 16, 4107. [Google Scholar] [CrossRef] [PubMed]
- EN 1563:2018; Founding—Spheroidal Graphite Cast Irons. Croatia Standards Institute: Zagrzeb, Croatia, 2018. Available online: https://repozitorij.hzn.hr/norm/HRN+EN+1563%3A2018 (accessed on 2 August 2023).
- EN ISO 6892; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Croatia Standards Institute: Zagrzeb, Croatia, 2019. Available online: https://repozitorij.hzn.hr/norm/HRN+EN+ISO+6892-1%3A2019 (accessed on 2 August 2023).
- EN ISO 148; Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method. Croatia Standards Institute: Zagrzeb, Croatia, 2010. Available online: https://repozitorij.hzn.hr/norm/HRN+EN+ISO+148-1%3A2012 (accessed on 2 August 2023).
- Design Expert 13 software, State-Ease. Available online: https://www.statease.com/training/quick-start-resources/ (accessed on 2 August 2023).
- Čatipović, N.; Živković, D.; Dadić, Z.; Ljumović, P. Effect of Copper and Heat Treatment on Microstructure of Austempered Ductile Iron. Trans. Indian Inst. Met. 2021, 74, 1455–1468. [Google Scholar] [CrossRef]
- Eric, O.; Sidjanin, L.; Miskovic, Z.; Zec, S.; Jovanovic, M.T. Microstructure and toughness of Cu, Ni Mo austempered ductile iron. Mater. Lett. 2004, 58, 2707–2711. [Google Scholar] [CrossRef]
- Lapin, J.; Klimová, A.; Gabalcová, Z.; Pelachová, T.; Bajana, O.; Štamborská, M. Microstructure and mechanical properties of cast in-situ TiAl matrix composites reinforced with (Ti,Nb)2AlC particles. Mater. Des. 2017, 133, 404. [Google Scholar] [CrossRef]
- Lapin, J.; Štamborská, M.; Pelachová, T.; Bajana, O. Fracture behaviour of cast in-situ TiAl matrix composite reinforced with carbide particles. Mater. Sci. Eng. A 2018, 721, 1–7. [Google Scholar] [CrossRef]
- Ruggiero, A.; Khademi, E. Micromechanical Modeling for Predicting Residual Stress–Strain State around Nodules in Ductile Cast Irons. Metals 2023, 13, 1874. [Google Scholar] [CrossRef]
- Lukic, D.; Cep, R.; Milosevic, M.; Antic, A.; Zivkovic, A.; Todic, V.; Rodic, D. A Grey Fuzzy Approach to the Selection of Cutting Process from the Aspect of Technological Parameters. Appl. Sci. 2022, 12, 12589. [Google Scholar] [CrossRef]
- Sharma, A.; Kumar, V.; Babbar, A.; Dhawan, V.; Kotecha, K.; Prakash, C. Experimental Investigation and Optimization of Electric Discharge Machining Process Parameters Using Grey-Fuzzy-Based Hybrid Techniques. Materials 2021, 14, 5820. [Google Scholar] [CrossRef]
- Babu, J.; Madarapu, A.; Paul, L.; Ahmed, A.N.K.; Davim, J.P. Multi-Response Optimization during the High-Speed Drilling of Composite Laminate Using the Grey Entropy Fuzzy Method (GEF). Processes 2022, 10, 1865. [Google Scholar] [CrossRef]
- Das, B.; Roy, S.; Rai, R.N.; Saha, S.C. Application of grey fuzzy logic for the optimization of CNC milling parameters for Al–4.5%Cu–TiC MMCs with multi-performance characteristics. Eng. Sci. Technol. Int. J. 2016, 19, 857–865. [Google Scholar] [CrossRef]
- Dragičević, M.; Begović, E.; Ekinović, S.; Peko, I. Multi-Response Optimization in MQLC Machining Process of Steel St50-2 Using Grey-Fuzzy Technique. Tech. Gaz. 2023, 30, 248–255. [Google Scholar]
- Peko, I.; Nedić, B.; Dunđer, M.; Samardžić, I. Modelling of Dross Height in Plasma Jet Cutting Process of Aluminium Alloy 5083 Using Fuzzy Logic Technique. Tech. Gaz. 2020, 27, 1767–1773. [Google Scholar]
- Lee, W.K.; Abdullah, M.D.; Ong, P.; Abdullah, H.; Teo, W.K. Prediction of flank wear and surface roughness by recurrent neural network in turning process. J. Adv. Manuf. Technol. 2021, 15, 55–67. [Google Scholar]
- Hernández-Castillo, I.; Sánchez-López, O.; Lancho-Romero, G.A.; Castañeda-Roldán, C.H. An experimental study of surface roughness in electrical discharge machining of AISI 304 stainless steel. Ing. Investig. 2018, 38, 90–96. [Google Scholar] [CrossRef]
- Peko, I.; Marić, D.; Nedić, B.; Samardžić, I. Modeling and Optimization of Cut Quality Responses in Plasma Jet Cutting of Aluminium Alloy EN AW-5083. Materials 2021, 14, 5559. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Austenitisation Temperature, TA [°C] | Austempering Temperature, TIZ [°C] | Austempering Time, tIZ [°C] | Copper Content, [wt.% Cu] |
|---|---|---|---|---|
| 503 | 897 | 383 | 101 | 0.031 |
| 504 | 947 | 345 | 87 | 0.031 |
| 505 | 904 | 282 | 48 | 0.031 |
| 507 | 850 | 250 | 86 | 0.031 |
| 508 | 850 | 384 | 42 | 0.031 |
| 509 | 850 | 420 | 120 | 0.031 |
| 510 | 887 | 420 | 30 | 0.031 |
| 511 | 950 | 352 | 30 | 0.031 |
| 512 | 950 | 420 | 120 | 0.031 |
| 514 | 910 | 250 | 120 | 0.031 |
| 516 | 950 | 420 | 60 | 0.031 |
| 517 | 850 | 250 | 30 | 0.031 |
| 518 | 948 | 258 | 31 | 0.031 |
| 519 | 850 | 309 | 120 | 0.031 |
| 520 | 950 | 250 | 93 | 0.031 |
| 602 | 850 | 390 | 120 | 0.32 |
| 603 | 850 | 420 | 78 | 0.32 |
| 605 | 950 | 250 | 30 | 0.32 |
| 607 | 922 | 315 | 120 | 0.32 |
| 608 | 899 | 293 | 30 | 0.32 |
| 609 | 950 | 349 | 68 | 0.32 |
| 610 | 850 | 335 | 30 | 0.32 |
| 612 | 950 | 420 | 120 | 0.32 |
| 613 | 950 | 250 | 120 | 0.32 |
| 614 | 850 | 250 | 49 | 0.32 |
| 615 | 950 | 420 | 120 | 0.32 |
| 619 | 865 | 250 | 120 | 0.32 |
| 620 | 944 | 420 | 30 | 0.32 |
| 626 | 922 | 250 | 86 | 0.32 |
| 629 | 885 | 399 | 43 | 0.32 |
| 701 | 950 | 420 | 30 | 0.51 |
| 703 | 950 | 420 | 120 | 0.51 |
| 704 | 917 | 420 | 72 | 0.51 |
| 705 | 866 | 250 | 30 | 0.51 |
| 706 | 850 | 331 | 68 | 0.51 |
| 707 | 950 | 312 | 86 | 0.51 |
| 708 | 950 | 420 | 120 | 0.51 |
| 709 | 850 | 420 | 120 | 0.51 |
| 710 | 950 | 250 | 30 | 0.51 |
| 711 | 917 | 420 | 72 | 0.51 |
| 712 | 896 | 335 | 98 | 0.51 |
| 715 | 850 | 250 | 120 | 0.51 |
| 716 | 917 | 344 | 30 | 0.51 |
| 717 | 900 | 250 | 120 | 0.51 |
| 718 | 850 | 420 | 30 | 0.51 |
| 801 | 950 | 420 | 120 | 0.91 |
| 802 | 900 | 339 | 120 | 0.91 |
| 803 | 950 | 381 | 30 | 0.91 |
| 814 | 879 | 271 | 76 | 0.91 |
| 821 | 904 | 420 | 71 | 0.91 |
| 807 | 850 | 291 | 30 | 0.91 |
| 808 | 904 | 250 | 30 | 0.91 |
| 809 | 950 | 420 | 120 | 0.91 |
| 810 | 850 | 420 | 120 | 0.91 |
| 811 | 850 | 367 | 87 | 0.91 |
| 812 | 904 | 250 | 30 | 0.91 |
| 813 | 950 | 250 | 58 | 0.91 |
| 815 | 950 | 250 | 120 | 0.91 |
| 822 | 850 | 250 | 120 | 0.91 |
| 818 | 850 | 420 | 30 | 0.91 |
| Alloy | C [wt.%] | Si [wt.%] | Mn [wt.%] | Cu [wt.%] | S [wt.%] | P [wt.%] | Cr [wt.%] | V [wt.%] | Ni [wt.%] | Mo [wt.%] | Al [wt.%] | Ti [wt.%] | Sn [wt.%] | W [wt.%] | Mg [wt.%] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3.63 | 2.61 | 0.135 | 0.031 | 0.0035 | 0.022 | 0.005 | 0.004 | 0.085 | 0.003 | 0.017 | 0.013 | 0.033 | 0.017 | 0.041 |
| 2 | 3.63 | 2.61 | 0.135 | 0.32 | 0.0035 | 0.022 | 0.005 | 0.004 | 0.085 | 0.003 | 0.017 | 0.013 | 0.033 | 0.017 | 0.041 |
| 3 | 3.63 | 2.61 | 0.135 | 0.51 | 0.0035 | 0.022 | 0.005 | 0.004 | 0.085 | 0.003 | 0.017 | 0.013 | 0.033 | 0.017 | 0.041 |
| 4 | 3.63 | 2.61 | 0.135 | 0.91 | 0.0035 | 0.022 | 0.005 | 0.004 | 0.085 | 0.003 | 0.017 | 0.013 | 0.033 | 0.017 | 0.041 |
| Sample ID | Toughness KV [J] | Tensile Strength UTS [MPa] | Elongation EL [%] | Sample ID | Toughness KV [J] | Tensile Strength UTS [MPa] | Elongation EL [%] |
|---|---|---|---|---|---|---|---|
| 503 | 10.2 | 1050 | 7.9 | 602 | 9.3 | 914 | 3.1 |
| 504 | 8.8 | 1125 | 6.4 | 603 | 3.8 | 776 | 1.1 |
| 505 | 6.2 | 1205 | 4.1 | 605 | 3.5 | 955 | 0.8 |
| 507 | 5.7 | 1000 | 3.6 | 607 | 7.1 | 1210 | 1.9 |
| 508 | 11.9 | 809 | 9.9 | 608 | 6.6 | 1270 | 1.7 |
| 509 | 4.0 | 834 | 2.3 | 609 | 8.5 | 942 | 2.8 |
| 510 | 7.5 | 980 | 5.2 | 610 | 10.7 | 825 | 3.8 |
| 511 | 8.1 | 1000 | 6.1 | 612 | 3.7 | 915 | 1.0 |
| 512 | 2.9 | 932 | 0.8 | 613 | 4.3 | 1230 | 1.2 |
| 514 | 3.6 | 1410 | 1.1 | 614 | 5.6 | 798 | 1.5 |
| 516 | 4.5 | 905 | 2.9 | 615 | 3.4 | 785 | 0.4 |
| 517 | 6.6 | 1070 | 4.4 | 619 | 4.1 | 1200 | 1.2 |
| 518 | 3.3 | 1120 | 0.9 | 620 | 8.6 | 747 | 2.9 |
| 519 | 6.6 | 1110 | 4.3 | 626 | 4.6 | 1240 | 1.3 |
| 520 | 3.7 | 1270 | 1.7 | 629 | 9.8 | 914 | 3.3 |
| 701 | 9.7 | 730 | 8.2 | 801 | 4.4 | 799 | 1.2 |
| 703 | 3.8 | 840 | 1.0 | 802 | 10.6 | 703 | 5.3 |
| 704 | 5.7 | 820 | 1.7 | 803 | 9.2 | 752 | 2.4 |
| 705 | 5.4 | 1240 | 1.3 | 807 | 7.8 | 1130 | 2.1 |
| 706 | 9.0 | 929 | 4.8 | 808 | 6.3 | 773 | 1.7 |
| 707 | 6.6 | 1230 | 2.7 | 809 | 7.2 | 1050 | 1.8 |
| 708 | 4.0 | 837 | 1.1 | 810 | 5.5 | 1310 | 1.6 |
| 709 | 3.8 | 855 | 1.0 | 811 | 2.7 | 806 | 0.8 |
| 710 | 3.2 | 1200 | 0.7 | 812 | 4.4 | 689 | 1.2 |
| 711 | 5.5 | 951 | 1.4 | 813 | 10.6 | 832 | 3.5 |
| 712 | 8.6 | 1260 | 4.7 | 814 | 4.0 | 1280 | 1.0 |
| 715 | 6.1 | 1180 | 2.2 | 815 | 5.2 | 1140 | 1.5 |
| 716 | 8.2 | 1080 | 3.8 | 818 | 2.9 | 1260 | 0.9 |
| 717 | 6.1 | 1300 | 2.0 | 821 | 5.1 | 963 | 1.4 |
| 718 | 9.9 | 697 | 10.0 | 822 | 9.7 | 715 | 2.9 |
| Toughness KV [J] | Tensile Strength UTS [MPa] | Elongation EL [%] | ||||
|---|---|---|---|---|---|---|
| F Value | p-Value | F Value | p-Value | F Value | p-Value | |
| MODEL | 24.71 | <0.0001 | 26.36 | <0.0001 | 28.33 | <0.0001 |
| A − TA [°C] | 44.87 | <0.0001 | 37.43 | <0.0001 | 47.37 | <0.0001 |
| B − TIZ [°C] | 61.33 | <0.0001 | 599.80 | <0.0001 | 108.60 | <0.0001 |
| C − tIZ [min] | 70.61 | <0.0001 | 23.92 | 0.0002 | 70.64 | <0.0001 |
| D − wt.%Cu | 2.35 | 0.0932 | 22.33 | <0.0001 | 52.01 | <0.0001 |
| AB | 1.95 | 0.1728 | 5.00 | 0.0399 | / | / |
| AC | 9.69 | 0.0041 | 3.81 | 0.0687 | 22.58 | <0.0001 |
| AD | / | / | 0.4135 | 0.7456 | 6.38 | 0.0028 |
| BC | 66.84 | <0.0001 | 0.5798 | 0.4575 | 48.01 | <0.0001 |
| BD | 0.1248 | 0.9447 | 4.24 | 0.0220 | 11.76 | <0.0001 |
| CD | 0.4711 | 0.7047 | 9.66 | 0.0007 | 16.40 | <0.0001 |
| A2 | 3.01 | 0.0933 | 51.62 | <0.0001 | 0.1358 | 0.7160 |
| B2 | 232.59 | <0.0001 | 1.91 | 0.1861 | 144.14 | <0.0001 |
| C2 | 0.1188 | 0.7328 | 0.0004 | 0.9839 | 0.6096 | 0.4433 |
| ABC | / | / | 2.95 | 0.1054 | / | / |
| ACD | / | / | 3.12 | 0.0552 | / | / |
| BCD | 5.12 | 0.0058 | 2.15 | 0.1336 | 24.07 | <0.0001 |
| A2B | / | / | 10.85 | 0.0046 | / | / |
| A2C | / | / | 14.92 | 0.0014 | 18.33 | 0.0003 |
| A2D | / | / | 10.13 | 0.0006 | 6.93 | 0.0019 |
| AC2 | / | / | 3.48 | 0.0805 | / | / |
| B2C | 22.02 | <0.0001 | / | / | 8.93 | 0.0068 |
| B2D | 2.79 | 0.0580 | 2.72 | 0.0789 | 11.97 | <0.0001 |
| BC2 | 20.20 | 0.0001 | 12.30 | 0.0029 | 7.39 | 0.0125 |
| C2D | 4.25 | 0.0131 | 4.19 | 0.0229 | 6.77 | 0.0021 |
| A3 | / | / | 1.77 | 0.2026 | 5.26 | 0.0318 |
| B3 | 58.64 | <0.0001 | / | / | 42.92 | <0.0001 |
| C3 | / | / | 14.11 | 0.0017 | / | / |
| Lack of Fit | 0.9409 | 0.5948 | 0.3872 | 0.9118 | 3.33 | 0.0940 |
| Std. Dev. | 0.6900 | 45.02 | 0.5240 | |||
| Mean | 6.30 | 998.20 | 2.76 | |||
| C.V. (%) | 10.94 | 4.51 | 19.00 | |||
| R2 | 0.9624 | 0.9861 | 0.9794 | |||
| Adj − R2 | 0.9234 | 0.9487 | 0.9449 | |||
| Pre − R2 | 0.8149 | 0.7822 | 0.7882 | |||
| Adeq. Pre. | 16.8906 | 19.4512 | 22.2665 | |||
| PRESS | 67.87 | 5.075 + 105 | 62.24 | |||
| −2 Log Like. | 82.12 | 547.82 | 32.52 | |||
| BIC | 209.04 | 727.97 | 188.10 | |||
| AICc | 214.98 | 899.82 | 249.66 | |||
| Exp. No. | Normalisation Results | GRC | GRG | Rank | ||||
|---|---|---|---|---|---|---|---|---|
| Toughness KV [J] | Tensile Strength UTS [MPa] | Elongation EL [%] | Toughness KV [J] | Tensile Strength UTS [MPa] | Elongation EL [%] | |||
| 1 | 0.815 | 0.501 | 0.781 | 0.730 | 0.500 | 0.696 | 0.642 | 3 |
| 2 | 0.663 | 0.605 | 0.625 | 0.597 | 0.558 | 0.571 | 0.576 | 6 |
| 3 | 0.380 | 0.716 | 0.385 | 0.447 | 0.637 | 0.449 | 0.511 | 15 |
| 4 | 0.326 | 0.431 | 0.333 | 0.426 | 0.468 | 0.429 | 0.441 | 40 |
| 5 | 1.000 | 0.166 | 0.990 | 1.000 | 0.375 | 0.980 | 0.785 | 1 |
| 6 | 0.141 | 0.201 | 0.198 | 0.368 | 0.385 | 0.384 | 0.379 | 50 |
| 7 | 0.522 | 0.404 | 0.500 | 0.511 | 0.456 | 0.500 | 0.489 | 24 |
| 8 | 0.587 | 0.431 | 0.594 | 0.548 | 0.468 | 0.552 | 0.522 | 12 |
| 9 | 0.022 | 0.337 | 0.042 | 0.338 | 0.430 | 0.343 | 0.370 | 52 |
| 10 | 0.098 | 1.000 | 0.073 | 0.357 | 1.000 | 0.350 | 0.569 | 7 |
| 11 | 0.196 | 0.300 | 0.260 | 0.383 | 0.417 | 0.403 | 0.401 | 45 |
| 12 | 0.424 | 0.528 | 0.417 | 0.465 | 0.515 | 0.462 | 0.480 | 28 |
| 13 | 0.065 | 0.598 | 0.052 | 0.348 | 0.554 | 0.345 | 0.416 | 42 |
| 14 | 0.424 | 0.584 | 0.406 | 0.465 | 0.546 | 0.457 | 0.489 | 23 |
| 15 | 0.109 | 0.806 | 0.135 | 0.359 | 0.720 | 0.366 | 0.482 | 27 |
| 16 | 0.717 | 0.312 | 0.281 | 0.639 | 0.421 | 0.410 | 0.490 | 21 |
| 17 | 0.120 | 0.121 | 0.073 | 0.362 | 0.362 | 0.350 | 0.358 | 57 |
| 18 | 0.087 | 0.369 | 0.042 | 0.354 | 0.442 | 0.343 | 0.380 | 49 |
| 19 | 0.478 | 0.723 | 0.156 | 0.489 | 0.643 | 0.372 | 0.502 | 20 |
| 20 | 0.424 | 0.806 | 0.135 | 0.465 | 0.720 | 0.366 | 0.517 | 14 |
| 21 | 0.630 | 0.351 | 0.250 | 0.575 | 0.435 | 0.400 | 0.470 | 32 |
| 22 | 0.870 | 0.189 | 0.354 | 0.793 | 0.381 | 0.436 | 0.537 | 9 |
| 23 | 0.109 | 0.313 | 0.063 | 0.359 | 0.421 | 0.348 | 0.376 | 51 |
| 24 | 0.174 | 0.750 | 0.083 | 0.377 | 0.667 | 0.353 | 0.466 | 33 |
| 25 | 0.315 | 0.151 | 0.115 | 0.422 | 0.371 | 0.361 | 0.385 | 48 |
| 26 | 0.076 | 0.133 | 0.000 | 0.351 | 0.366 | 0.333 | 0.350 | 59 |
| 27 | 0.152 | 0.709 | 0.083 | 0.371 | 0.632 | 0.353 | 0.452 | 37 |
| 28 | 0.641 | 0.080 | 0.260 | 0.582 | 0.352 | 0.403 | 0.446 | 39 |
| 29 | 0.207 | 0.764 | 0.094 | 0.387 | 0.680 | 0.356 | 0.474 | 30 |
| 30 | 0.772 | 0.312 | 0.302 | 0.687 | 0.421 | 0.417 | 0.508 | 17 |
| 31 | 0.761 | 0.057 | 0.813 | 0.676 | 0.346 | 0.727 | 0.583 | 5 |
| 32 | 0.120 | 0.209 | 0.063 | 0.362 | 0.387 | 0.348 | 0.366 | 56 |
| 33 | 0.326 | 0.182 | 0.135 | 0.426 | 0.379 | 0.366 | 0.391 | 47 |
| 34 | 0.293 | 0.764 | 0.094 | 0.414 | 0.680 | 0.356 | 0.483 | 26 |
| 35 | 0.685 | 0.333 | 0.458 | 0.613 | 0.428 | 0.480 | 0.507 | 18 |
| 36 | 0.424 | 0.750 | 0.240 | 0.465 | 0.667 | 0.397 | 0.509 | 16 |
| 37 | 0.141 | 0.205 | 0.073 | 0.368 | 0.386 | 0.350 | 0.368 | 53 |
| 38 | 0.120 | 0.230 | 0.063 | 0.362 | 0.394 | 0.348 | 0.368 | 55 |
| 39 | 0.054 | 0.709 | 0.031 | 0.346 | 0.632 | 0.340 | 0.439 | 41 |
| 40 | 0.304 | 0.363 | 0.104 | 0.418 | 0.440 | 0.358 | 0.405 | 43 |
| 41 | 0.641 | 0.792 | 0.448 | 0.582 | 0.706 | 0.475 | 0.588 | 4 |
| 42 | 0.370 | 0.681 | 0.188 | 0.442 | 0.610 | 0.381 | 0.478 | 29 |
| 43 | 0.598 | 0.542 | 0.354 | 0.554 | 0.522 | 0.436 | 0.504 | 19 |
| 44 | 0.370 | 0.847 | 0.167 | 0.442 | 0.766 | 0.375 | 0.528 | 11 |
| 45 | 0.783 | 0.011 | 1.000 | 0.697 | 0.336 | 1.000 | 0.678 | 2 |
| 46 | 0.185 | 0.153 | 0.083 | 0.380 | 0.371 | 0.353 | 0.368 | 54 |
| 47 | 0.859 | 0.019 | 0.510 | 0.780 | 0.338 | 0.505 | 0.541 | 8 |
| 48 | 0.707 | 0.087 | 0.208 | 0.630 | 0.354 | 0.387 | 0.457 | 35 |
| 49 | 0.554 | 0.612 | 0.177 | 0.529 | 0.563 | 0.378 | 0.490 | 22 |
| 50 | 0.391 | 0.117 | 0.135 | 0.451 | 0.361 | 0.366 | 0.393 | 46 |
| 51 | 0.489 | 0.501 | 0.146 | 0.495 | 0.500 | 0.369 | 0.455 | 36 |
| 52 | 0.304 | 0.861 | 0.125 | 0.418 | 0.783 | 0.364 | 0.522 | 13 |
| 53 | 0.000 | 0.162 | 0.042 | 0.333 | 0.374 | 0.343 | 0.350 | 60 |
| 54 | 0.185 | 0.000 | 0.083 | 0.380 | 0.333 | 0.353 | 0.355 | 58 |
| 55 | 0.859 | 0.198 | 0.323 | 0.780 | 0.384 | 0.425 | 0.530 | 10 |
| 56 | 0.141 | 0.820 | 0.063 | 0.368 | 0.735 | 0.348 | 0.484 | 25 |
| 57 | 0.272 | 0.626 | 0.115 | 0.407 | 0.572 | 0.361 | 0.447 | 38 |
| 58 | 0.022 | 0.792 | 0.052 | 0.338 | 0.706 | 0.345 | 0.463 | 34 |
| 59 | 0.261 | 0.380 | 0.104 | 0.404 | 0.446 | 0.358 | 0.403 | 44 |
| 60 | 0.761 | 0.036 | 0.260 | 0.676 | 0.342 | 0.403 | 0.474 | 31 |
| 1. rule: | If (GRC toughness is H) and (GRC t. strength is M) and (GRC elongation is H) then (GFRG is VH) |
| 2. rule: | If (GRC toughness is M) and (GRC t. strength is M) and (GRC elongation is M) then (GFRG is H) |
| 3. rule: | If (GRC toughness is M) and (GRC t. strength is H) and (GRC elongation is M) then (GFRG is M) |
| 4. rule: | If (GRC toughness is M) and (GRC t. strength is M) and (GRC elongation is M) then (GFRG is L) |
| 5. rule: | If (GRC toughness is VH) and (GRC t. strength is M) and (GRC elongation is VH) then (GFRG is EH) |
| 6. rule: | If (GRC toughness is L) and (GRC t. strength is M) and (GRC elongation is M) then (GFRG is SL) |
| 7. rule: | If (GRC toughness is M) and (GRC t. strength is M) and (GRC elongation is M) then (GFRG is M) |
| rule: | |
| 60. rule: | If (GRC toughness is H) and (GRC t. strength is L) and (GRC elongation is M) then (GFRG is ML) |
| Source | DF | SS | MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Austenitization temp., TA | 1 | 0.014400 | 0.014400 | 2.79 | 0.101 |
| Austempering temp., TIZ | 1 | 0.003380 | 0.003380 | 0.65 | 0.422 |
| Austempering time, tIZ | 1 | 0.021233 | 0.021233 | 4.11 | 0.048 |
| Cu content | 1 | 0.012783 | 0.012783 | 2.47 | 0.122 |
| Error | 55 | 0.284297 | 0.005169 | - | - |
| Total | 59 | 0.340618 | - | - | - |
| Parameters | Responses | Experimental | Predicted | MAPE (%) | GRG | GFRG | MAPE (%) |
|---|---|---|---|---|---|---|---|
| TA = 850 °C TIZ = 384 °C tIZ = 42 min wt.% Cu = 0.031 | Toughness KV [J] Tensile strength UTS [MPa] Elongation EL [%] | 10.5 800 9.8 | 11.0 812 9.6 | 4.761 1.500 2.040 | 0.769 | 0.760 | 1.170 |
| TA = 850 °C TIZ = 420 °C tIZ = 30 min wt.% Cu = 0.51 | Toughness KV [J] Tensile strength UTS [MPa] Elongation EL [%] | 10.3 659 9.3 | 10.7 661 9.8 | 3.883 0.303 5.376 | 0.710 | 0.670 | 5.633 |
| TA = 897 °C TIZ = 383 °C tIZ = 101 min wt.% Cu = 0.031 | Toughness KV [J] Tensile strength UTS [MPa] Elongation EL [%] | 9.0 1058 7.7 | 9.5 1063 7.9 | 5.555 0.472 2.597 | 0.634 | 0.600 | 5.362 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Čatipović, N.; Peko, I.; Grgić, K.; Periša, K. Multi Response Modelling and Optimisation of Copper Content and Heat Treatment Parameters of ADI Alloys by Combined Regression Grey-Fuzzy Approach. Metals 2024, 14, 735. https://doi.org/10.3390/met14060735
Čatipović N, Peko I, Grgić K, Periša K. Multi Response Modelling and Optimisation of Copper Content and Heat Treatment Parameters of ADI Alloys by Combined Regression Grey-Fuzzy Approach. Metals. 2024; 14(6):735. https://doi.org/10.3390/met14060735
Chicago/Turabian StyleČatipović, Nikša, Ivan Peko, Karla Grgić, and Karla Periša. 2024. "Multi Response Modelling and Optimisation of Copper Content and Heat Treatment Parameters of ADI Alloys by Combined Regression Grey-Fuzzy Approach" Metals 14, no. 6: 735. https://doi.org/10.3390/met14060735
APA StyleČatipović, N., Peko, I., Grgić, K., & Periša, K. (2024). Multi Response Modelling and Optimisation of Copper Content and Heat Treatment Parameters of ADI Alloys by Combined Regression Grey-Fuzzy Approach. Metals, 14(6), 735. https://doi.org/10.3390/met14060735