
Improving the Interfacial Bonding Strength of Laser Direct Joining between Dissimilar 304 Stainless Steel and PCCF30 Plastic
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental Design
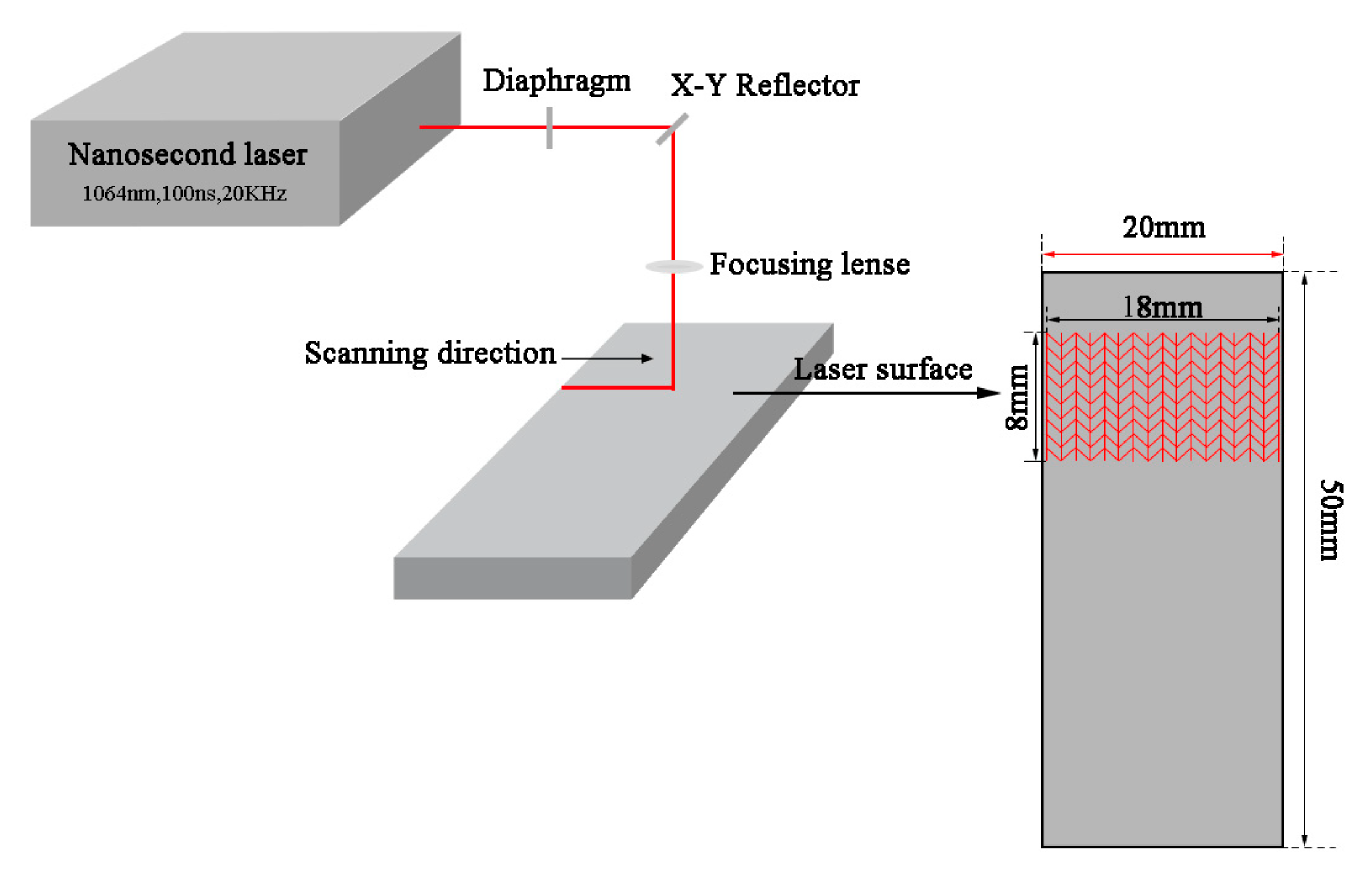
2.1. Sample Preparation and Experimental Procedure
2.2. Surface Texture Pretreatment of 304 Stainless Steel
2.3. Experimental Scheme Based on Adding an Intermediate Layer and Surface Texture for Laser Direct Joining
3. Results and Discussion
3.1. Selection of Different Texture Types
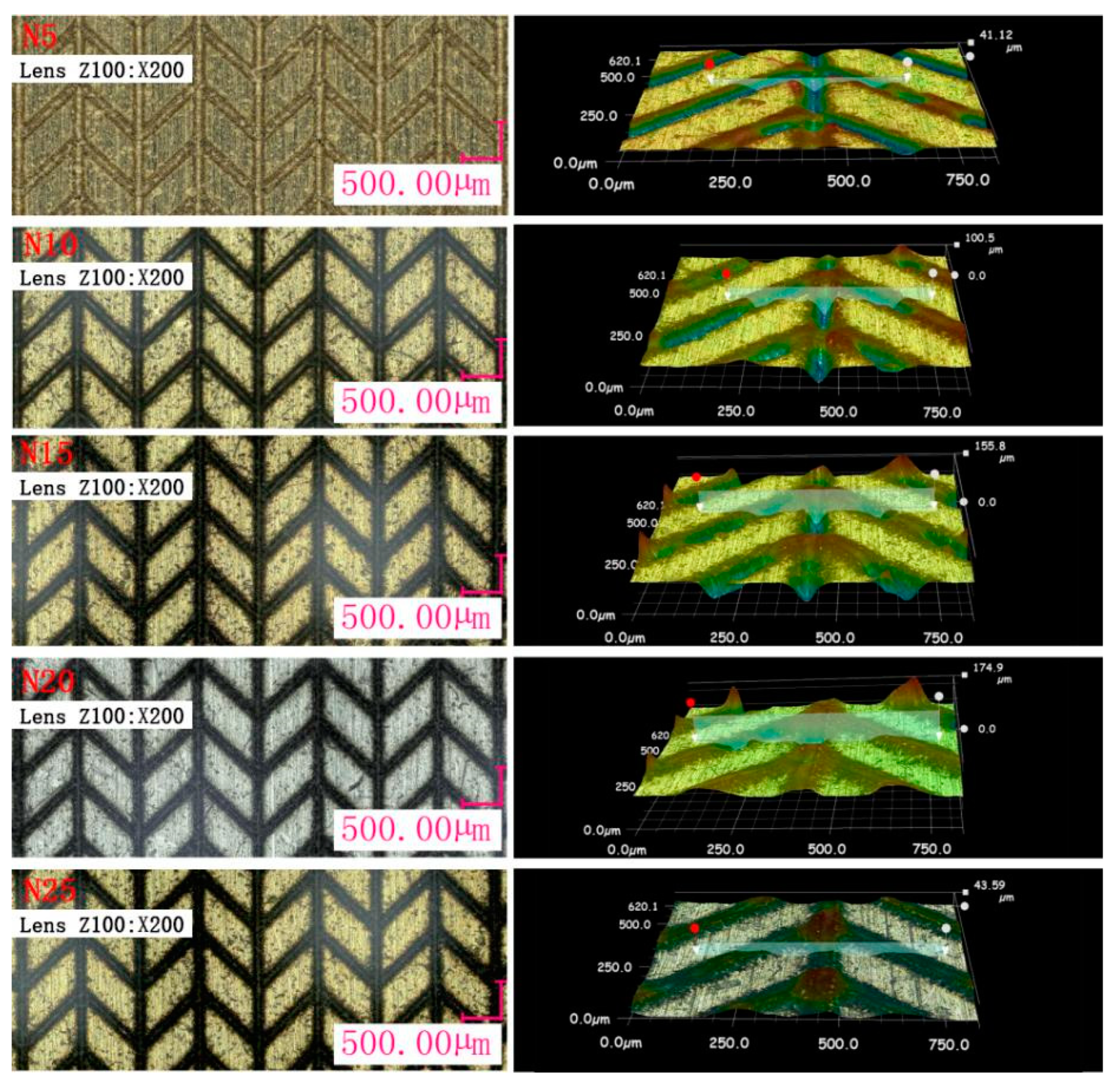
3.2. Analysis of the Stainless Steel Surface Texture Geometric Morphology
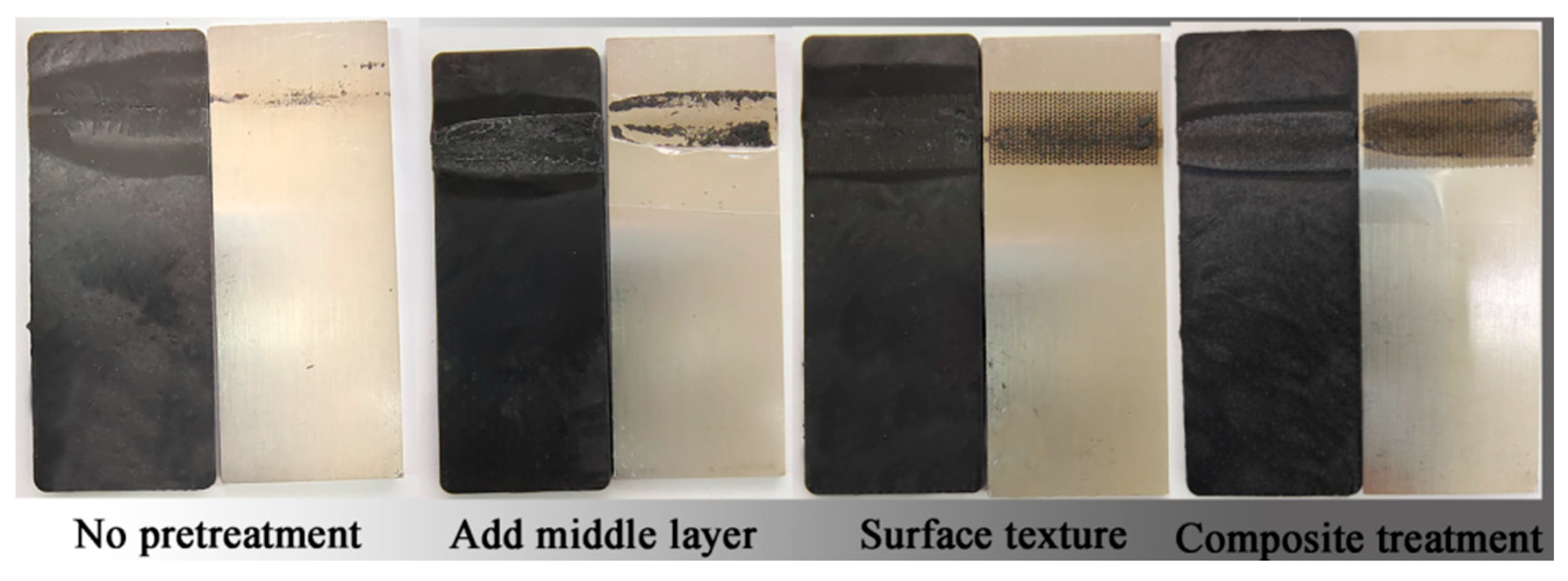
3.3. Comparison of Joint Strength for Different Pretreatment Methods
3.4. Analysis of the Connection Mechanism
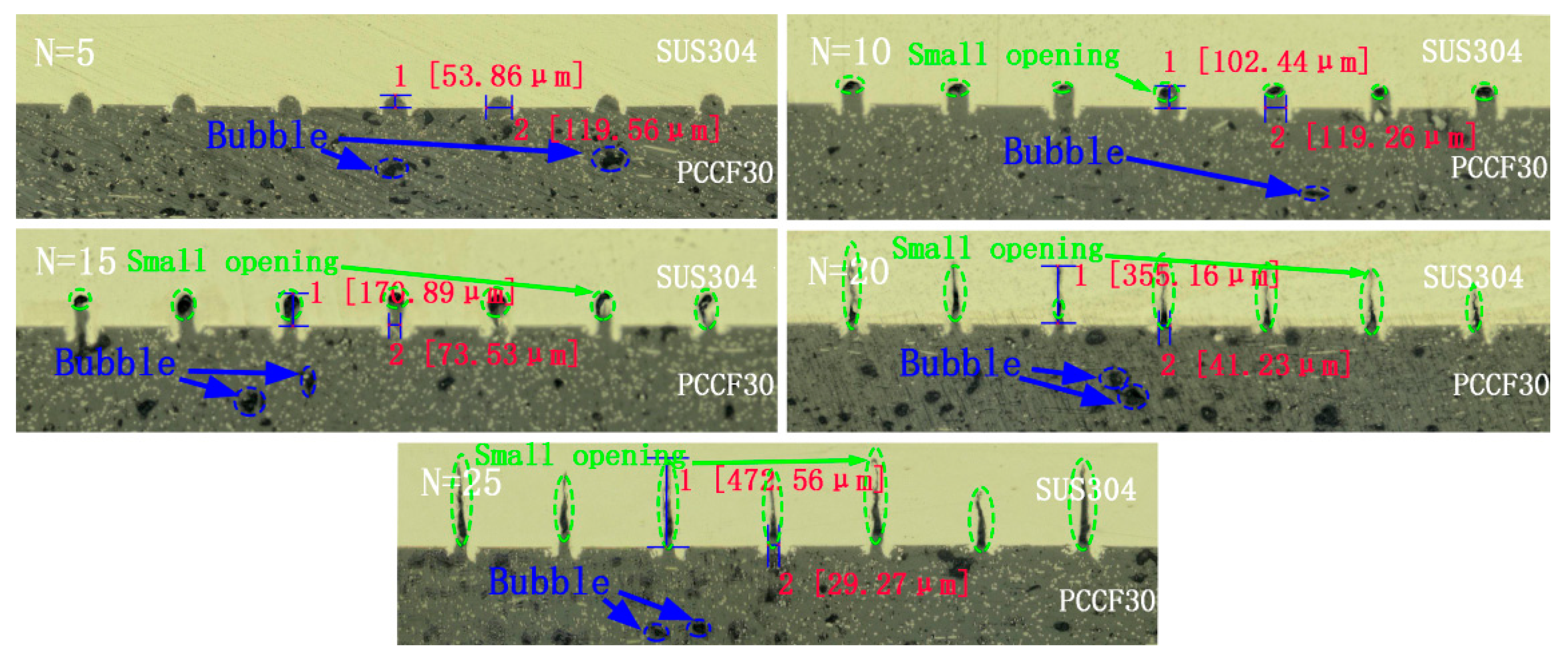
3.4.1. Analysis of the Cross-Sectional Morphology of Joints
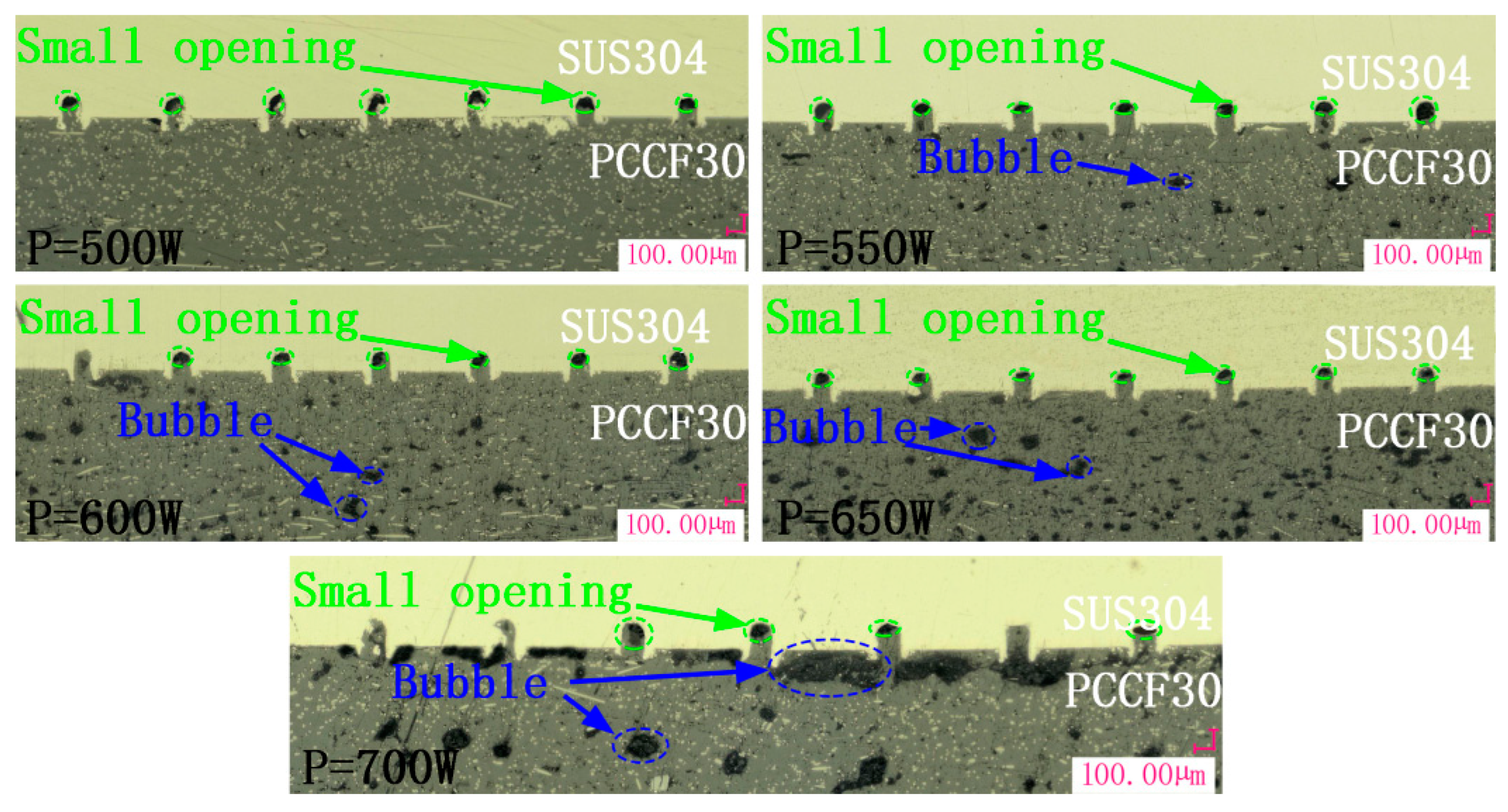
- (1)
- Influence mechanism of different laser joining powers, following surface texture treatment, on the connection performance
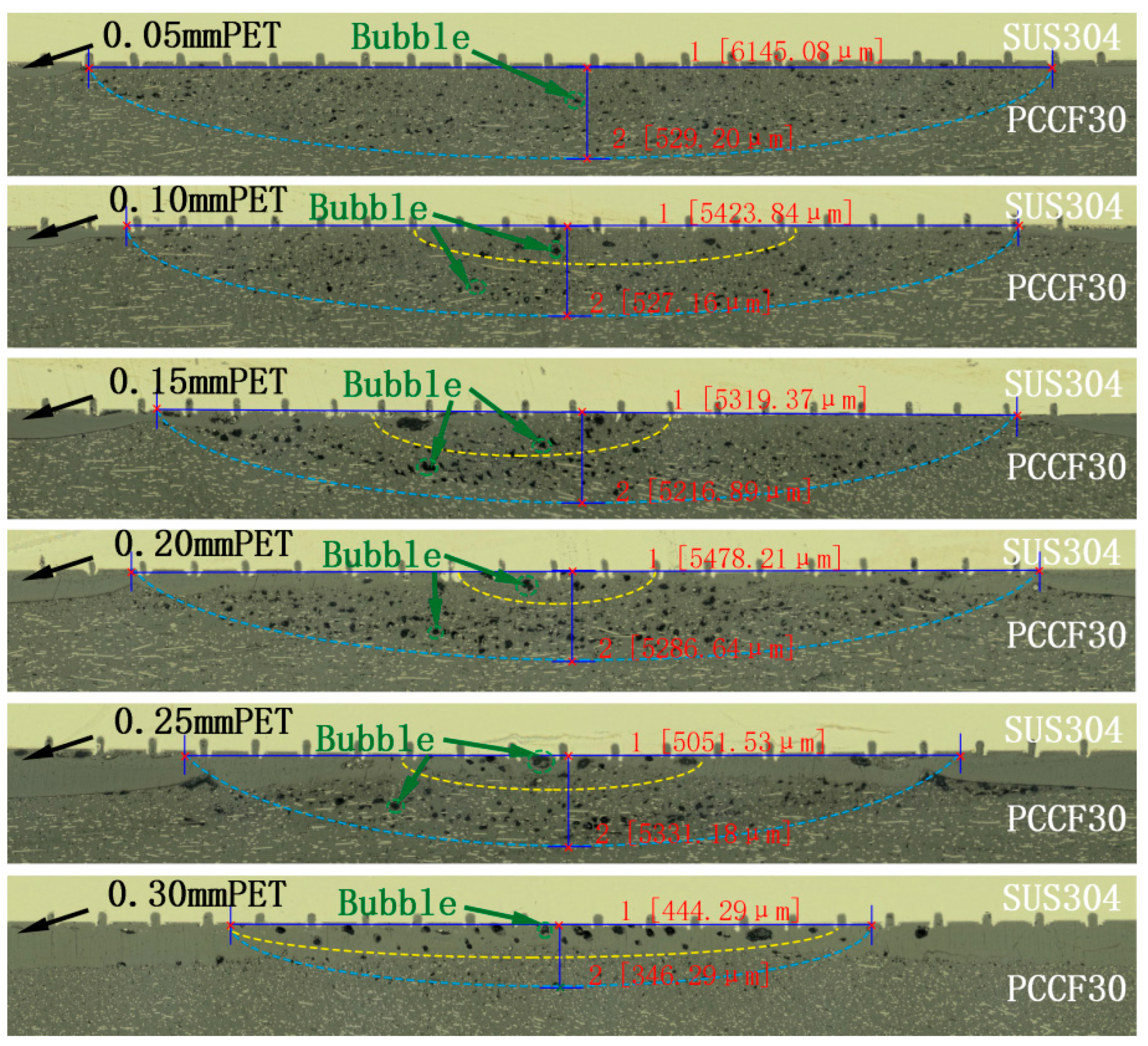
- (2)
- Influence mechanism of different interlayer thicknesses, following surface texture treatment, on the connection performance
3.4.2. X-ray Energy Spectrum Analysis of Metal Joint Surfaces
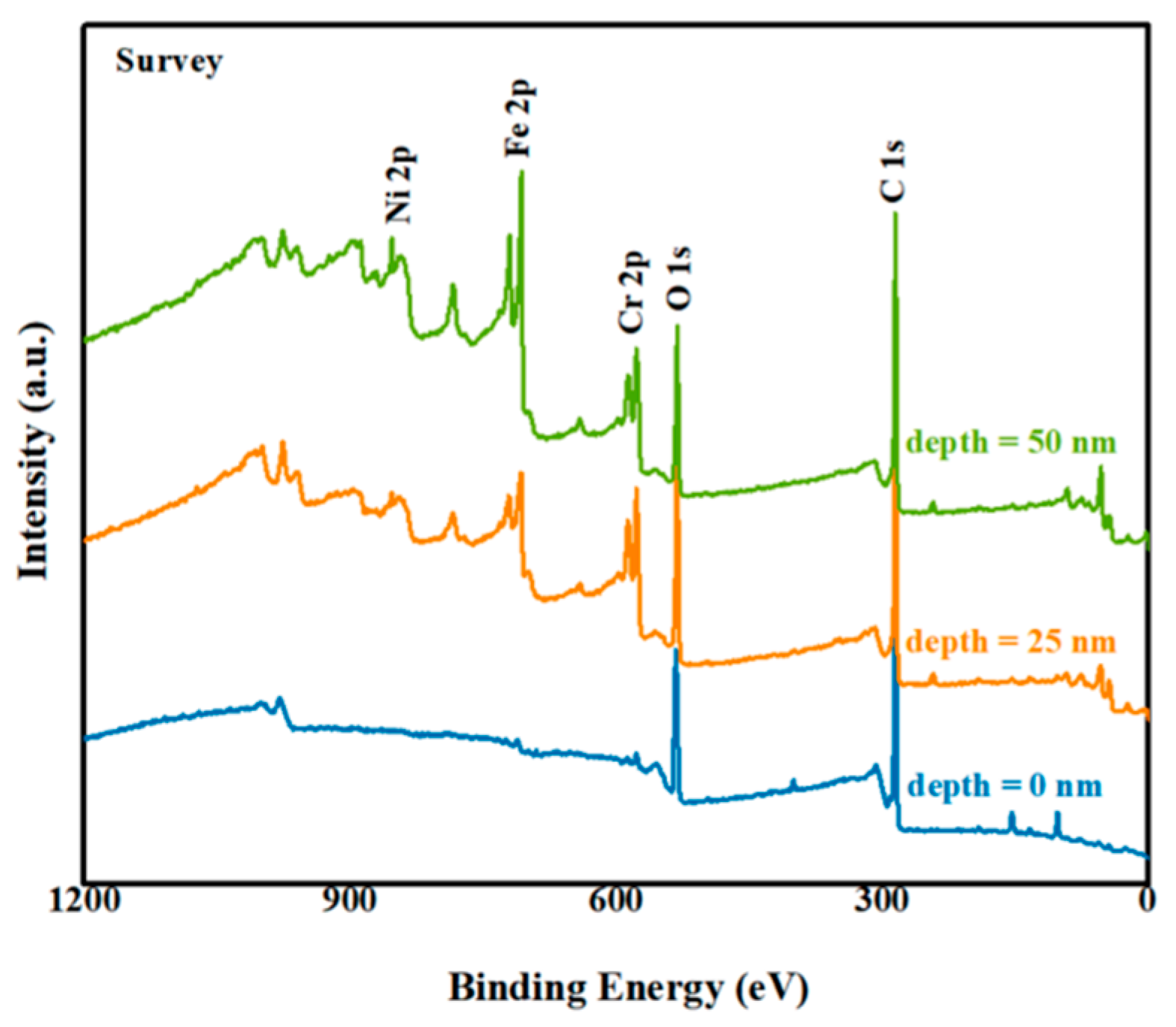
- (1)
- Comparison of low-magnification, full-spectrum maps at different etching depths on the surface of stainless steel
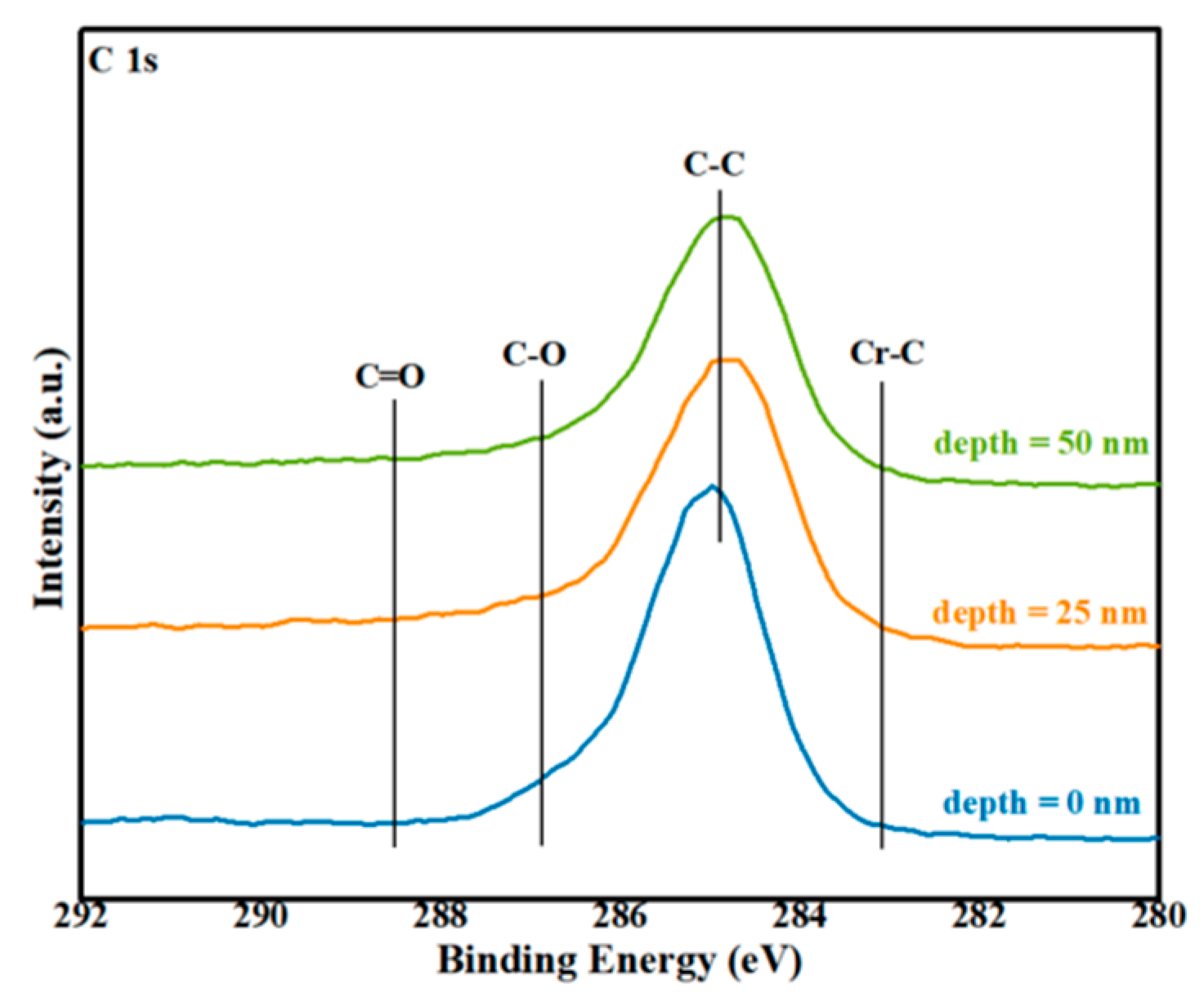
- (2)
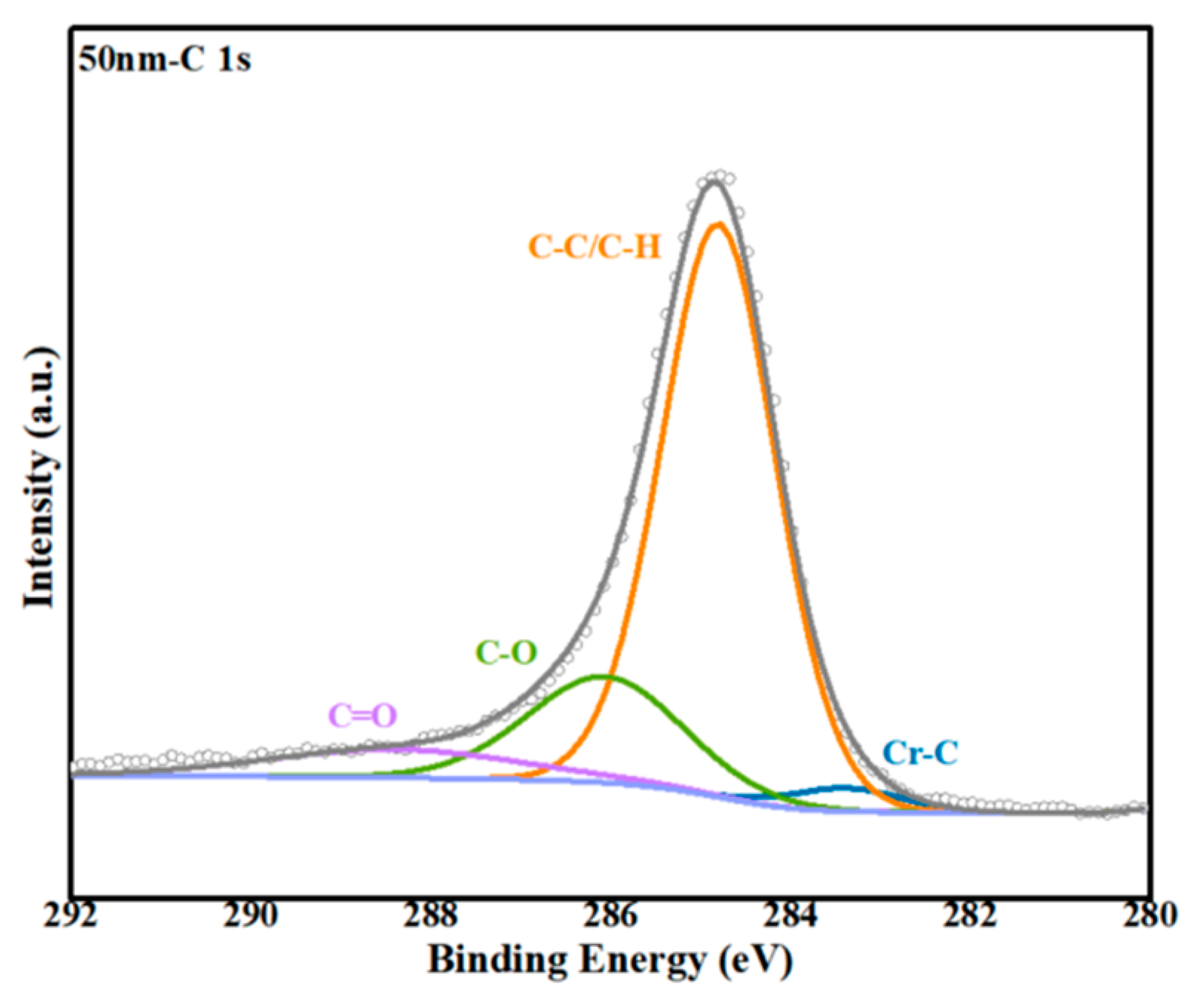
- Analysis of the C1s line at different etching depths on the surface of stainless steel
- (3)
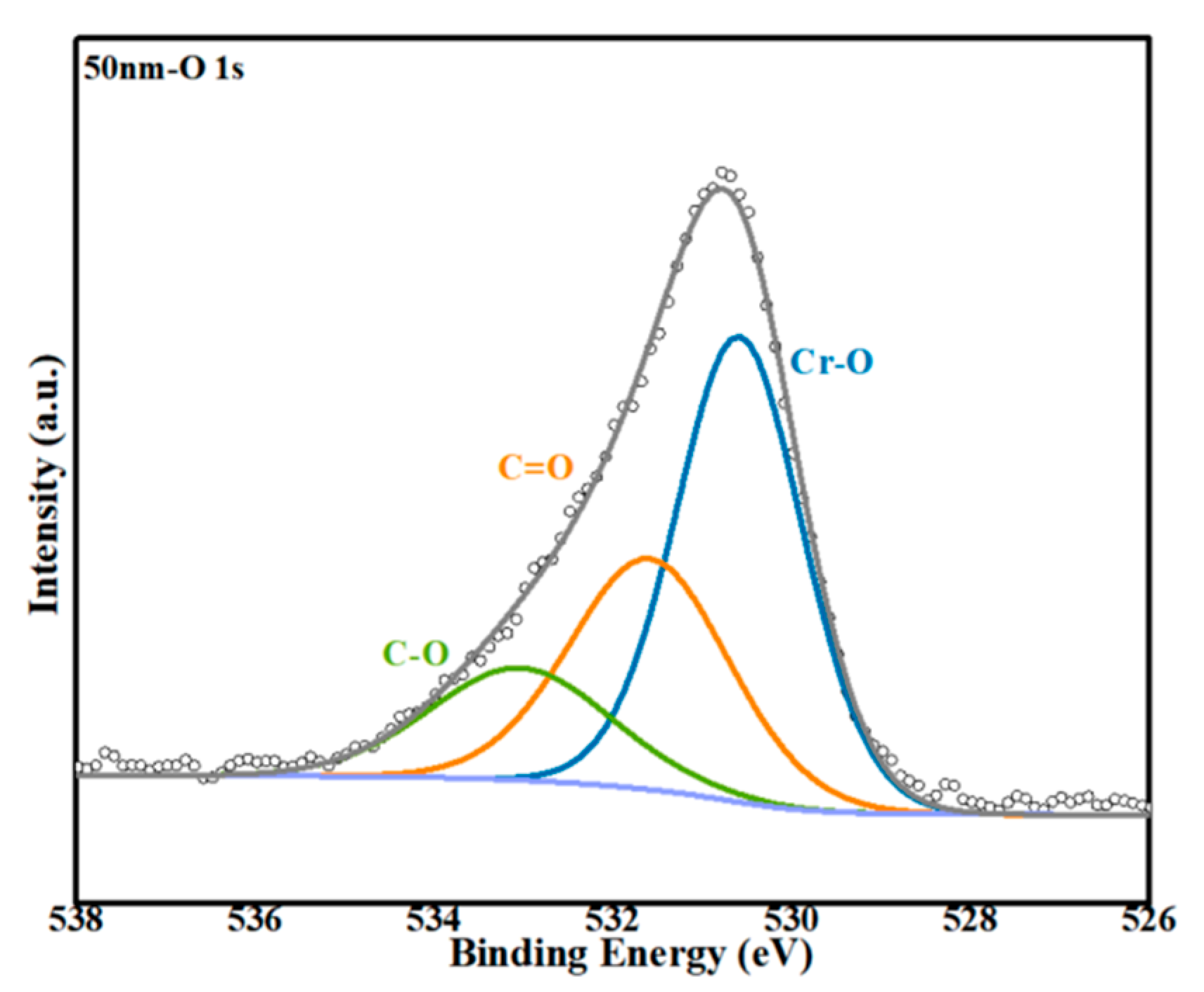
- Analysis of the O1s line at different etching depths on the surface of stainless steel
- (4)
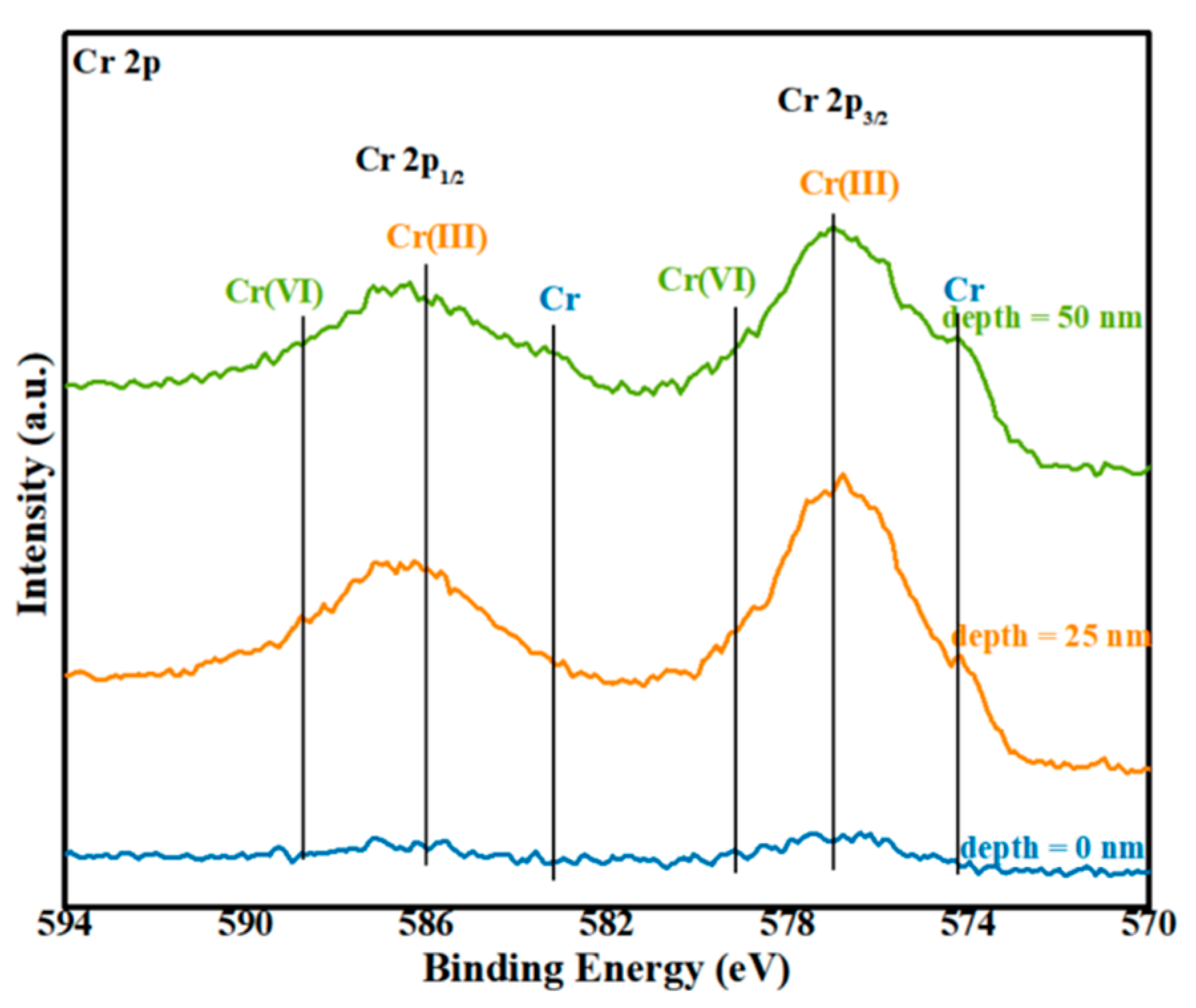
- Analysis of the Cr2p line at different etching depths on the surface of stainless steel
4. Conclusions
- (1)
- Among the three textured patterns tested, the combination of vertical lines and waves yielded the highest shear strength in the connection between the stainless steel and PCCF30 after surface texture treatment. A smaller texture spacing resulted in a higher joint shear strength; however, an excessively small spacing caused surface ablation of the stainless steel. Increasing the texture scanning count gradually increased the maximum depth of the grooves on the stainless steel surface but decreased the width of the grooves, which hindered the flow of the molten polymer and diminished the anchoring effect of the joint. Therefore, an appropriate texture spacing and scanning count were crucial for achieving optimal shear strength in the joint connection.
- (2)
- The shear strength of the joint decreased progressively with increasing interlayer thickness. For a texture spacing of 0.3 mm, a texture scanning count of 10, and a PET interlayer thickness of 0.05 mm, the joint shear strength reached a maximum value of 11.85 MPa, which was nine times greater than that of direct joining. This demonstrates that surface texture pretreatment and the addition of a PET interlayer significantly enhance the shear strength of the joint.
- (3)
- The addition of a PET interlayer in conjunction with surface texture pretreatment improved the flowability of the molten polymer. This in turn enhanced the mechanical anchoring effect of the joint and resulted in improved joint shear strength.
- (4)
- XPS analysis of the interface at the joint between stainless steel and PCCF30, subsequent to surface texture treatment and the addition of a PET interlayer, revealed the presence of a substantial amount of residual polymer on the metal surface. Following etching, the formation of Cr–O–C chemical bonds between PET and the upper layer of the stainless steel (304 stainless steel) was confirmed. This significant development led to a considerable increase in the connection strength of the joint.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Feng, Z.W.; Zhou, B.S.; Zhang, T. Investigation on Laser Direct Joining of Aluminum Alloy-CF/PA66 and Chemical Bonding Mechanism. Chin. J. Lasers. 2022, 49, 48–56. [Google Scholar]
- Hu, L.; Feng, P.; Gao, W. Flexural behavior of light steel purlins reinforced by prestressed CFRP laminates. Thin Walled Struct. 2022, 174, 109125. [Google Scholar] [CrossRef]
- Jiang, H.; Ji, Y.; Hu, Y. Interfacial design and flexural property of CFRP/aluminum-honeycomb sandwich with Aramid-pulp micro/nano-fiber interlays. Compos. Struct. 2022, 289, 115486. [Google Scholar] [CrossRef]
- Zhan, Y.P.; Kong, L.Z.; Lu, W. Electrochemical Studies on Corrosion Behaviors of 304 Stainless Steel Welded Joints in Concentrated Sulfuric Acid. Mater. Prot. 2017, 50, 15–18. [Google Scholar]
- Zhang, W.; Liu, F.; Liu, L. Effect of grain size and distribution on the corrosion behavior of Y2O3 dispersion-strengthened 304 stainless steel. Mater. Today Commun. 2022, 31, 103723. [Google Scholar] [CrossRef]
- Meng, X.C. Joint formation and joining mechanism of FSW between CF/PEEK composite and 2060-T8 aluminum alloy. Harbin Harbin Inst. Technol. 2020, 112, 328–336. [Google Scholar]
- Wang, H.P.; Yan, P.; Ding, X.L. Enhanced laser direct joining of continuous carbon fiber reinforced polyetheretherketone and titanium alloy with controllable mechanical interlocks. J. Manuf. Process. 2023, 86, 56–65. [Google Scholar] [CrossRef]
- Cao, C.X. One Generation of Material Technology, One Generation of Large Aircraft. Acta Aeronaut. Et Astronaut. Sin. 2008, 29, 701–706. [Google Scholar]
- Lambiase, F.; Paoletti, A. Mechanical behavior of AA5053/polyetheretherketone (PEEK) made by friction assisted joining. Compos. Struct. 2018, 189, 70–78. [Google Scholar] [CrossRef]
- Agostini, M.; Greco, G.; Cecchini, M. Polydimethylsiloxane (PDMS) irreversible bonding to untreated plastics and metals for microfluidics applications. APL Mater. 2019, 7, 081108. [Google Scholar] [CrossRef]
- Chen, B.; Jiang, X.; Min, J.Y. Effect of surface topography on mechanical properties of steel-polycarbonate joints by laser direct joining. Weld. World 2022, 66, 1811–1823. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Grossi, V. Improving energy efficiency in friction assisted joining of metals and polymers. J. Mater. Process. Technol. 2017, 250, 379–389. [Google Scholar] [CrossRef]
- Pan, R.; Deng, Y.H.; Zhang, H. Thermal self-pressure diffusion connection and mechanism analysis of TC4 titanium alloy under rigid confinement by local induction heating. Rare Met. Mater. Eng. 2021, 50, 373–379. [Google Scholar]
- Toshiaki, Y.; Hirofumi, S.; Masahiro, F. Effect of anodic oxide layer on friction stir spot welding between anodized A5052 and CFRTP. Weld. Int. 2024, 38, 430–440. [Google Scholar]
- Fan, S.; Yuan, M.; Xu, J. Nondestructive evaluation of bonding quality of dual-layer coatings based on the multi-feature ultrasonic method. Appl. Acoust. 2024, 224, 110151. [Google Scholar] [CrossRef]
- Liu, L.; Wang, G.; Zhang, J. Synchronous optimization of surface flatness and interfacial bonding strength in laser cladding by Marangoni flow. J. Manuf. Process. 2024, 125, 25–37. [Google Scholar] [CrossRef]
- Jung, D.J.; Cheon, J.; Na, S.-J. Effect of surface pre-oxidation on laser assisted joining of acrylonitrile butadiene styrene (ABS) and zinc-coated steel. Mater. Des. 2016, 99, 1–9. [Google Scholar] [CrossRef]
- Feng, Y.; Pan, R.; Zhao, T. Direct joining of quartz glass and copper by nanosecond laser. Ceram. Int. 2023, 49, 36056–36070. [Google Scholar]
- Wang, Q.; Fu, R.; Wang, F. Effect of Temperature Distribution on Interfacial Bonding Process between CFRTP Composite and Aluminum Alloy during Laser Direct Joining. Appl. Sci. 2023, 13, 11973. [Google Scholar] [CrossRef]
- Kim, S.W.; Park, T.; Um, M.K. Effect of caprolactam modified phenoxy-based sizing material on reactive process of carbon fiber-reinforced thermoplastic polyamide-6. Compos. Part A 2020, 139, 106104. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S. Laser-assisted direct joining of AISI304 stainless steel with polycarbonate sheets: Thermal analysis, mechanical characterization, and bonds morphology. Opt. Laser Technol. 2017, 88, 205–214. [Google Scholar] [CrossRef]
- Kumar, S.B.; Sridhar, I.; Sivashanker, S. Tensile failure of adhesively bonded CFRP composite scarf joints. Mater. Sci. Eng. B 2006, 132, 113–120. [Google Scholar] [CrossRef]
- Kolesnikov, B.; Herbeck, L.; Fink, A. CFRP/titanium hybrid material for improving composite bolted joints. Compos. Struct. 2008, 83, 368–380. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Dos Santos, J.F. Joining of polymers and polymer-metal hybrid structures: Recent developments and trends. Polym. Eng. Sci. 2009, 49, 1461–1476. [Google Scholar] [CrossRef]
- Bi, J.L.; Zhang, Y.J. Effect of Processing Fluidity on Properties of PC Resin. Shandong Chem. Ind. 2020, 49, 54–56. [Google Scholar]
- Su, W.F. PET/PC Research on Blending and In-situ Fiber Formation of Composite Materials; Donghua University: Shanghai, China, 2010. [Google Scholar]
- Miyashita, Y.; Takahashi, M.; Takemi, M. Dissimilar materials micro welding between stainless steel and plastics by using pulse YAG laser. J. Solid Mech. Mater. Eng. 2009, 3, 409–415. [Google Scholar] [CrossRef]
- Naat, N.; Boutar, Y.; Naïmi, S.; Mezlini, S.; Da Silva, L.F.M. Effect of surface texture on the mechanical performance of bonded joints: A review. J. Adhes. 2023, 99, 166–258. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y. Laser direct joining of metal and plastic. Scr. Mater. 2008, 59, 1247–1250. [Google Scholar] [CrossRef]
- Farazila, Y.; Miyashita, Y.; Mutoh, Y. Effect of anodizing on pulsed Nd:YAG laser joining of polyethylene terephthalate (PET) and aluminium alloy (A5052). Mater. Des. 2012, 37, 410–415. [Google Scholar]
- National Institute of Standards and Technology [EB/OL]. Retrieve Data for a Selected Element. Available online: https://srdata.nist.gov/xps/EnergyTypeElement (accessed on 23 November 2023).
- Tan, X.H.; Shan, J.; Ren, J. Effects of Cr Plating Layer On Shear Strength and Interface Bonding Characteristic of Mild Steel/CFRP Joint by Laser Heating. Acta Metall. Sin. 2013, 49, 751–756. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Liang, H.; Shen, Z.; Wang, X. Improving the Interfacial Bonding Strength of Laser Direct Joining between Dissimilar 304 Stainless Steel and PCCF30 Plastic. Metals 2024, 14, 924. https://doi.org/10.3390/met14080924
Chen H, Liang H, Shen Z, Wang X. Improving the Interfacial Bonding Strength of Laser Direct Joining between Dissimilar 304 Stainless Steel and PCCF30 Plastic. Metals. 2024; 14(8):924. https://doi.org/10.3390/met14080924
Chicago/Turabian StyleChen, Hansong, Huaizhi Liang, Zongbao Shen, and Xiao Wang. 2024. "Improving the Interfacial Bonding Strength of Laser Direct Joining between Dissimilar 304 Stainless Steel and PCCF30 Plastic" Metals 14, no. 8: 924. https://doi.org/10.3390/met14080924