
Effects of TiAlN Coating Thickness on Machined Surface Roughness, Surface Residual Stresses, and Fatigue Life in Turning Inconel 718
 , and
, and
Abstract
:1. Introduction
2. Workpiece and Tool Materials
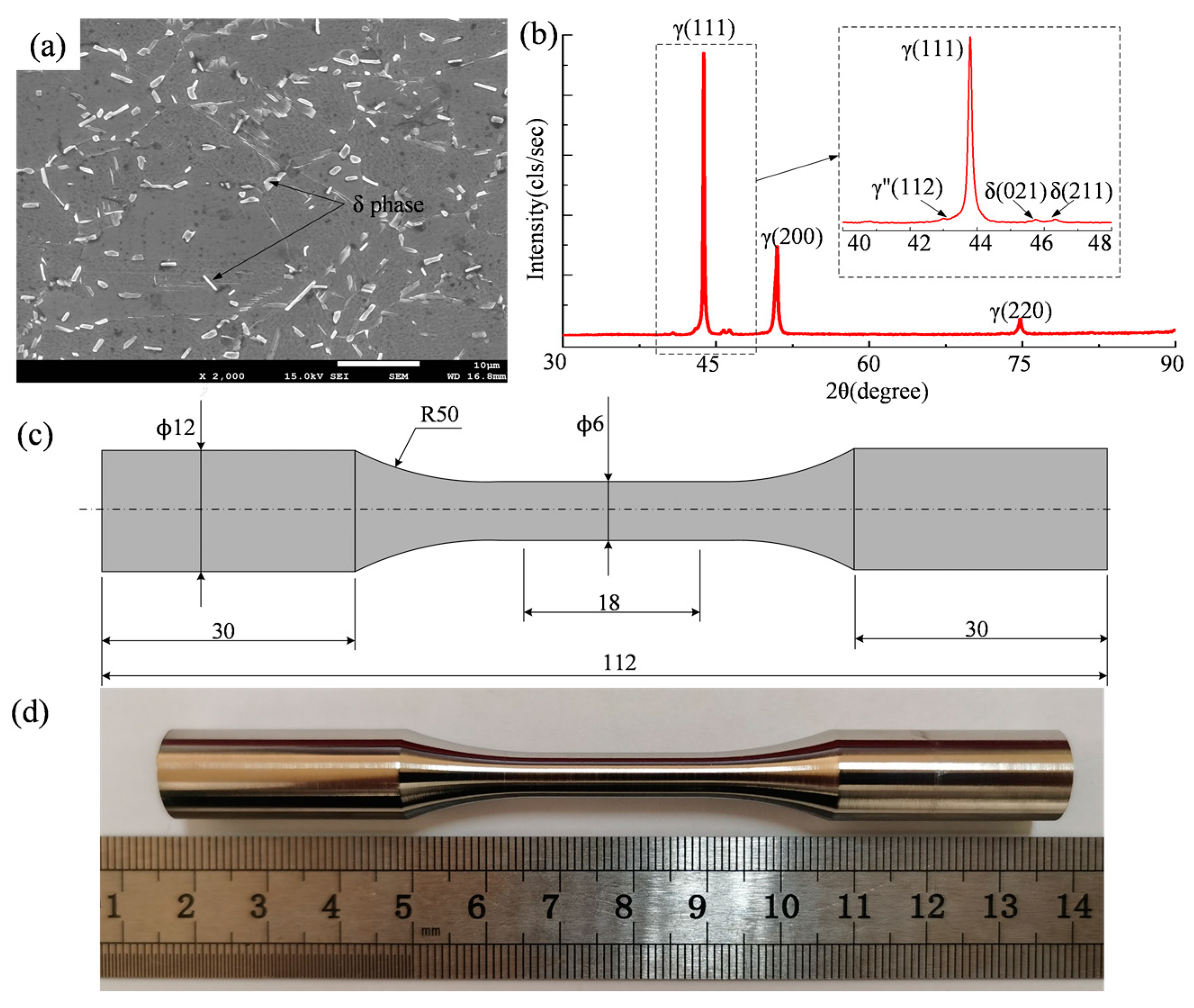
2.1. Workpiece of Inconel 718
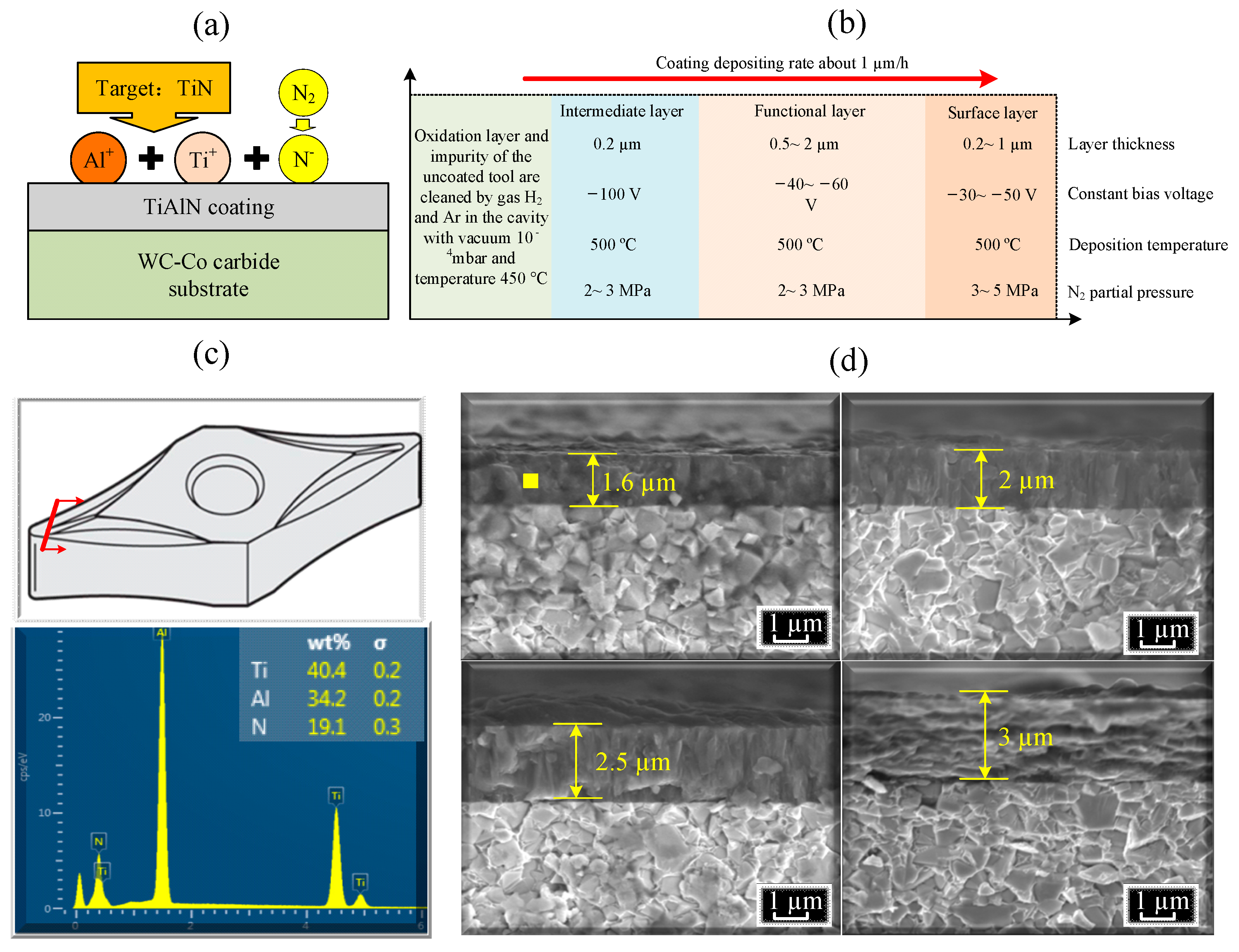
2.2. Cutting Tools with Various Coating Thicknesses
3. Design of Experiments
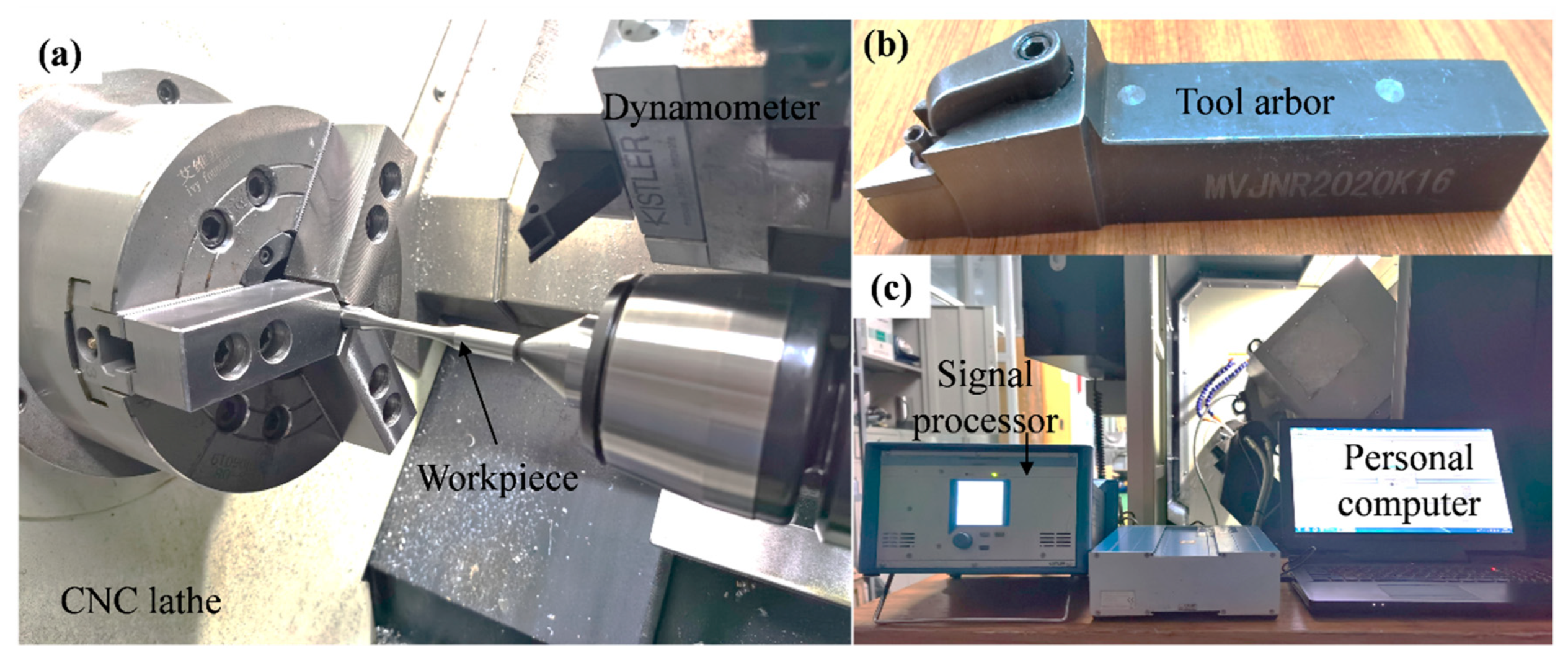
3.1. Turning Tests
3.2. Detection and Characterization
4. Results and Discussion
4.1. Measured Cutting Force
4.2. Machined Surface Roughness
4.3. Machined Surface Residual Stress
4.4. Fatigue Life of Machined Inconel 718
5. Conclusions
- (1)
- The deposited TiAlN coatings with various coating thicknesses improved the tool-chip contact friction characteristics in wet turning Inconel 718 compared to that by uncoated tools. The resultant forces F∑ in wet turning Inconel 718 by TiAlN tools with thicker coating thicknesses (2 μm, 2.5 μm, 3 μm) were increased 11.39 N (8.37%), 19.11 N (14.04%), 34.49 N (25.33%) compared to that by TiAlN tool with thin coating thickness 1.6 μm.
- (2)
- The surface roughness Sa value of machined Inconel 718 by TiAlN tools with coating thickness 1.6 μm was decreased about 22.64% compared to that by uncoated tool. The surface roughness Sa value of machined Inconel 718 by TiAlN tool with coating thickness 3 μm was linearly increased 48.32% compared to that with coating thickness 1.6 μm. The thinner TiAlN tools (1.6 μm) could help to improve the surface roughness of machined parts of Inconel 718.
- (3)
- The machined surface residual stresses in the directions of cutting speed and feed rate were decreased linearly 148.67% and decreased exponentially 92.24% for the machined Inconel 718 with TiAlN tools when the coating thickness was increased from 0 μm to 3 μm, respectively.
- (4)
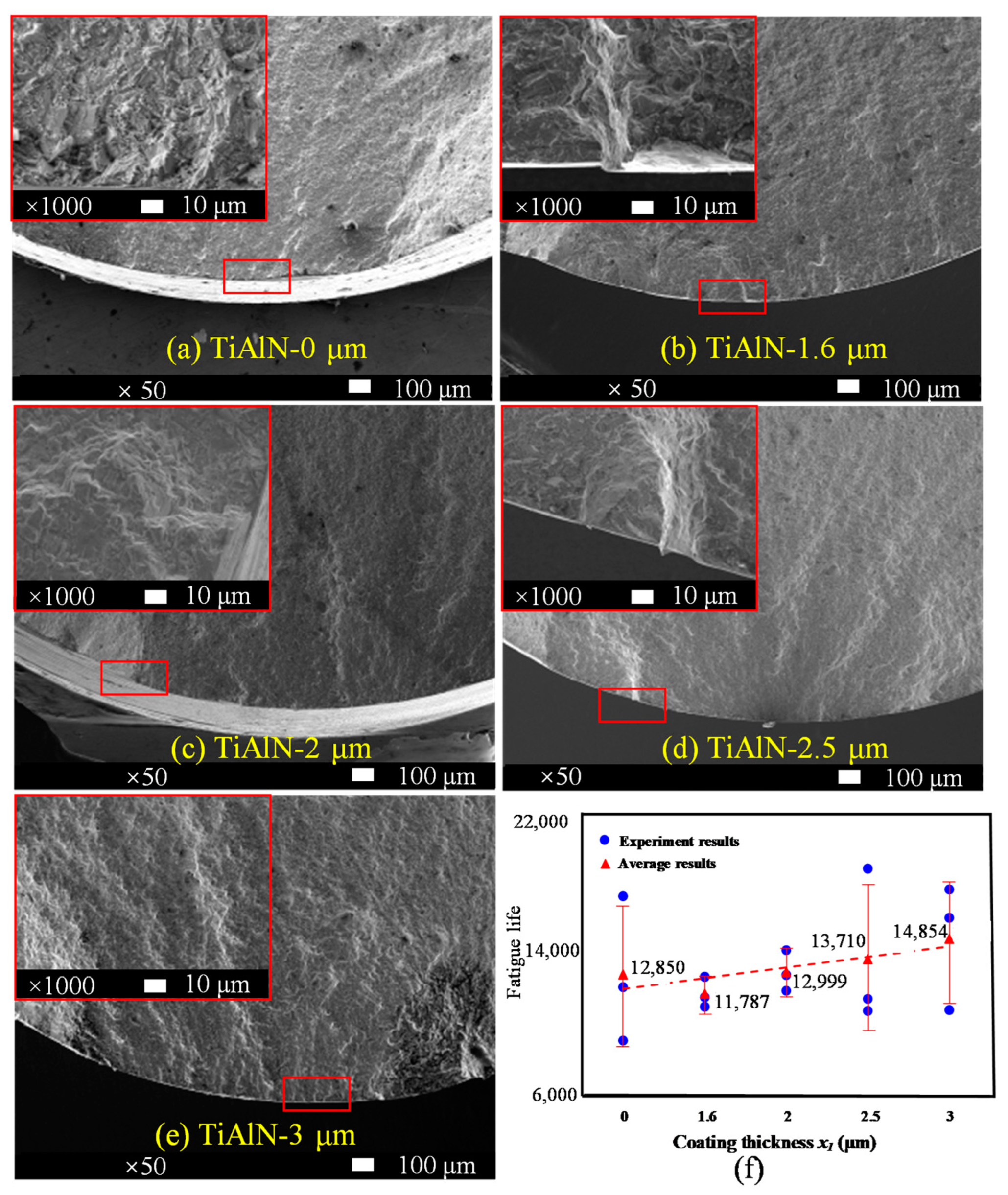
- The low cycle fatigue life of machined Inconel 718 with TiAlN tool was increased linearly 15.60% when the coating thickness increased from 0 μm to 3 μm. The improvement of surface residual stress was the main conducive factors for the improvement of fatigue performance compared to the limited effects of surface roughness on fatigue performance after machining Inconel 718 with TiAlN tools. The thicker TiAlN tools (3 μm) improved the low cycle fatigue life of machined parts of Inconel 718 compared to the other tools. The suitable selection of TiAlN coating thickness should depend on the service conditions of machined parts.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ezugwu, E.O.; Bonney, J.; Fadare, D.A.; Sales, W.F. Machining of nickel-base, Inconel 718, alloy with ceramic tools under finishing conditions with various coolant supply pressures. J. Mater. Process. Technol. 2005, 162–163, 609–614. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Dudzinski, D.; Devillez, A.; Moufki, A.; Larrouquère, D.; Zerrouki, V.; Vigneau, J. A review of developments towards dry and high speed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2004, 44, 439–456. [Google Scholar] [CrossRef]
- Banda, T.; Ho, K.Y.; Farid, A.A.; Lim, C.S. Characterization of tool wear mechanisms and failure modes of TiAlN-NbN coated carbide inserts in face milling of Inconel 718. J. Mater. Eng. Perform. 2020, 1, 2309–2320. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Guo, Y.B.; Li, W.; Jawahir, I.S. Surface integrity characterization and prediction in machining of hardened and difficult-to-machine alloys: A state-of-art research review and analysis. Mach. Sci. Technol. 2009, 13, 437–470. [Google Scholar] [CrossRef]
- Zhang, W.Q.; Wang, X.L.; Hu, Y.J.; Wang, S.Y. Predictive modelling of microstructure changes, micro-hardness and residual stress in machining of 304 austenitic stainless steel. Int. J. Mach. Tools Manuf. 2018, 130–131, 36–48. [Google Scholar] [CrossRef]
- Behera, G.C.; Thrinadh, J.; Datta, S. Influence of cutting insert (uncoated and coated carbide) on cutting force, tool-tip temperature, and chip morphology during dry machining of Inconel 825. Mater. Today Proc. 2021, 38, 2664–2670. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Investigating the effect of approach angle and nose radius on surface quality of Inconel 718. J. Inst. Eng. India Ser. C 2019, 100, 121–128. [Google Scholar] [CrossRef]
- Shokrani Dhokia, V.; Newman, S.T.; Imani-Asrai, R. An initial study of the effect of using liquid nitrogen coolant on the surface roughness of Inconel 718 nickel-based alloy in CNC milling. Procedia CIRP 2012, 3, 121–125. [Google Scholar] [CrossRef]
- Musfirah, A.H.; Ghani, J.A.; Haron, C.H.C. Tool wear and surface integrity of Inconel 718 in dry and cryogenic coolant at high cutting speed. Wear 2017, 376–377, 125–133. [Google Scholar] [CrossRef]
- Arunachalam, R.M.; Mannan, M.A.; Spowage, A.C. Comparison of surface roughness and residual stresses induced by coated carbide, ceramic and CBN cutting tools in high speed facing of Inconel 718. Trans. N. Am. Manuf. Res. Inst. SME 2006, 34, 87–94. [Google Scholar]
- PalDey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti, Al) N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Chen, L.; Yang, B.; Xu, Y.X.; Pei, F.; Zhou, L.C.; Du, Y. Improved thermal stability and oxidation resistance of Al–Ti–N coating by Si addition. Thin Solid. Films 2014, 556, 369–375. [Google Scholar] [CrossRef]
- Hao, G.C.; Liu, Z.Q. Thermal contact resistance enhancement with aluminum oxide layer generated on TiAlN-coated tool and its effect on cutting performance for H13 hardened steel. Surf. Coat. Technol. 2020, 385, 125436. [Google Scholar] [CrossRef]
- Grzesik, W.; Małecka, J.; Kwaśny, W. Identification of oxidation process of TiAlN coatings versus heat resistant aerospace alloys based on diffusion couples and tool wear tests. CIRP Ann. 2020, 69, 41–44. [Google Scholar] [CrossRef]
- Grzesik, W.; Małecka, J. The oxidation behaviour and notch wear formation of TiAlN coated tools using different oxidation techniques. Materials 2021, 14, 1330. [Google Scholar] [CrossRef]
- Grzesik, W. Investigation of notch wear mechanisms in the machining of nickel-based Inconel 718 alloy. J. Mach. Eng. 2021, 21, 56–66. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J.; Narke, M.M. High speed machining of Inconel 718: Tool wear and surface roughness analysis. Procedia CIRP 2017, 62, 269–274. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Larsson, T.; Outeiro, J.; Guo, Y.; Suslov, S.; Saldana, C.; Chandrasekar, S. Surface integrity analysis of machined Inconel 718 over multiple length scales. CIRP Ann. 2012, 61, 99–102. [Google Scholar] [CrossRef]
- Uçak, N.; Çiçek, A. The effects of cutting conditions on cutting temperature and hole quality in drilling of Inconel 718 using solid carbide drills. J. Manuf. Process. 2018, 31, 662–673. [Google Scholar] [CrossRef]
- Tandekar, N.; Sandeep, A.; Kumar, P.; Miryalkar, P.; Valleti, K. An assessment of tool life in drilling of Inconel 718 using cathodic arc PVD coated carbide bits. Int. J. Adv. Manuf. Technol. 2022, 120, 4821–4833. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. Dry machining of nickel-based super alloy as a sustainable alternative using TiN/TiAlN coated tool. J. Clean. Prod. 2016, 129, 256–268. [Google Scholar] [CrossRef]
- Hloch, S.; Klichová, D.; Pude, F.; Krolczyk, G.M.; Chattopadhyaya, S. Advances in manufacturing engineering materials, I.I. In Proceedings of the International Conference on Manufacturing Engineering and Materials, Nový Smokovec, Slovakia, 21–25 June 2021. [Google Scholar] [CrossRef]
- Abdoos, M.; Bose, B.; Rawal, S.; Arif, A.F.M.; Veldhuis, S.C. The influence of residual stress on the properties and performance of thick TiAlN multilayer coating during dry turning of compacted graphite iron. Wear 2020, 454–455, 203342. [Google Scholar] [CrossRef]
- Nalbant, M.; Altin, A.; Gökkaya, H. The effect of cutting speed and cutting tool geometry on machinability properties of nickel-base Inconel 718 super alloys. Mater. Des. 2007, 28, 1334–1338. [Google Scholar] [CrossRef]
- Bogdan-Chudy, M.; Niesłony, P. Investigation of heat distribution in indexable tool insert with tool coating. Mechanik 2016, 89, 1460–1461. [Google Scholar] [CrossRef]
- Akbar, F.; Mativenga, P.T.; Sheikh, M.A. On the heat partition properties of (Ti, Al)N compared with TiN coating in high-speed machining. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2009, 223, 363–375. [Google Scholar] [CrossRef]
- Zhang, B.; Njora, M.J.; Sato, Y. High-speed turning of Inconel 718 by using TiAlN- and (Al, Ti) N-coated carbide tools. Int. J. Adv. Manuf. Technol. 2018, 96, 2141–2147. [Google Scholar] [CrossRef]
- Huang, Z.Y.; He, S.J.; Kejia, Z.; Zhang, X.M.; Ding, H. An analysis of cutting parameters, coated materials and nose radii on residual stresses when turning Inconel 718. Procedia CIRP 2016, 46, 368–371. [Google Scholar] [CrossRef]
- Zhao, J.F.; Liu, Z.Q.; Wang, B.; Song, Q.H.; Ren, X.P.; Wan, Y. Effects of Al content in TiAlN coatings on tool wear and cutting temperature during dry machining IN718. Tribol. Int. 2022, 171, 107540. [Google Scholar] [CrossRef]
- Ding, X.Z.; Samani, M.K.; Chen, G. Thermal conductivity of PVD TiAlN films using pulsed photothermal reflectance technique. Appl. Phys. A Mater. Sci. Process. 2010, 101, 573–577. [Google Scholar] [CrossRef]
- Arunachalam, R.M.; Mannan, M.A. Surface finish and residual stresses in facing of age hardened Inconel 718. Mater. Sci. Forum 2003, 437–438, 503–506. [Google Scholar] [CrossRef]
- Zhao, J.F.; Liu, Z.Q. Influences of coating thickness on cutting temperature for dry hard turning Inconel 718 with PVD TiAlN coated carbide tools in initial tool wear stage. J. Manuf. Process. 2020, 56, 1155–1165. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Wu, D.; Yao, C.; Zhang, D. Surface characterization and fatigue evaluation in GH4169 superalloy: Comparing results after finish turning; shot peening and surface polishing treatments. Int. J. Fatigue 2018, 113, 222–235. [Google Scholar] [CrossRef]
- Hua, Y.; Liu, Z.Q.; Wang, B.; Hou, X. Surface modification through combination of finish turning with low plasticity burnishing and its effects on fatigue performance for Inconel 718. Surf. Coat. Technol. 2019, 375, 508–517. [Google Scholar] [CrossRef]
- Chen, Z.; Moverare, J.; Peng, R.L.; Johansson, S. Surface integrity and fatigue performance of Inconel 718 in wire electrical discharge machining. Procedia CIRP 2016, 45, 307–310. [Google Scholar] [CrossRef]
- Xu, R.F.; Zhou, Y.X.; Li, X.; Yang, S.L.; Han, K.N.; Wang, S.J. The effect of milling cooling conditions on the surface integrity and fatigue behavior of the GH4169 superalloy. Metals 2019, 9, 1179. [Google Scholar] [CrossRef]
- Javadi, H.; Jomaa, W.; Dalgaard, E.; Brochu, M.; Bocher, P. Influence of surface residual stresses on the fatigue life and crack propagation behavior of turned Inconel 718 super-alloy. MATEC Web Conf. 2018, 165, 18004. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Tensile Strength | Proof Strength, Plastic Extension | Percentage Elongation after Fracture | Percentage Reduction in Area | Hardness |
|---|---|---|---|---|---|
| Values | 1504 MPa | 1247 MPa | 19.5% | 32% | 439 HBW |
| Properties | 20 °C | 200 °C | 400 °C | 600 °C | 800 °C | 1000 °C |
|---|---|---|---|---|---|---|
| Density (kg/m3) | 8240 | - | - | - | - | - |
| Young’s modulus (GPa) | 199.9 | - | - | - | - | - |
| Poisson’s ratio | 0.3 | - | - | - | - | - |
| Thermal conductivity (W/(m·K)) | 13.4 | 15.9 | 18.3 | 21.2 | 23.6 | 30.4 |
| Specific heat (J/(kg·K)) | 435 | 460.4 | 493.9 | 539 | 615.3 | 707.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, A.; Zhao, J.; Cui, P.; Liu, Z.; Wang, B. Effects of TiAlN Coating Thickness on Machined Surface Roughness, Surface Residual Stresses, and Fatigue Life in Turning Inconel 718. Metals 2024, 14, 940. https://doi.org/10.3390/met14080940
Jiang A, Zhao J, Cui P, Liu Z, Wang B. Effects of TiAlN Coating Thickness on Machined Surface Roughness, Surface Residual Stresses, and Fatigue Life in Turning Inconel 718. Metals. 2024; 14(8):940. https://doi.org/10.3390/met14080940
Chicago/Turabian StyleJiang, Aisheng, Jinfu Zhao, Pengcheng Cui, Zhanqiang Liu, and Bing Wang. 2024. "Effects of TiAlN Coating Thickness on Machined Surface Roughness, Surface Residual Stresses, and Fatigue Life in Turning Inconel 718" Metals 14, no. 8: 940. https://doi.org/10.3390/met14080940