
Effect of Nb Content on Strength and Toughness of 25MnB Crawler Steel and Its Microstructural Characterization

Abstract
:
1. Introduction
2. Materials and Experimental Procedure
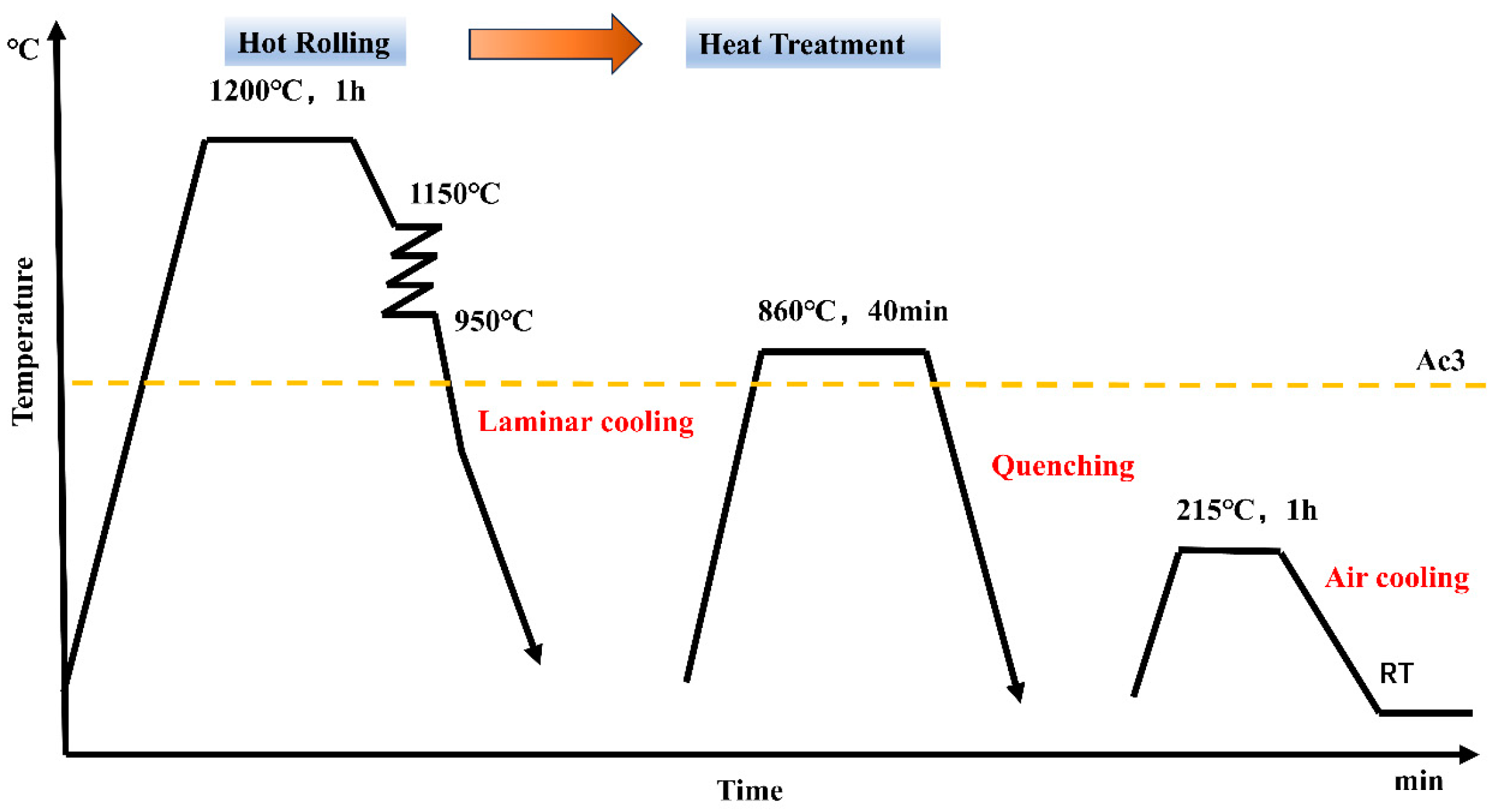
2.1. Materials and Thermo-Mechanical Controlled Processing
2.2. Microstructure Characterization
2.3. Mechanical Property Tests
3. Results
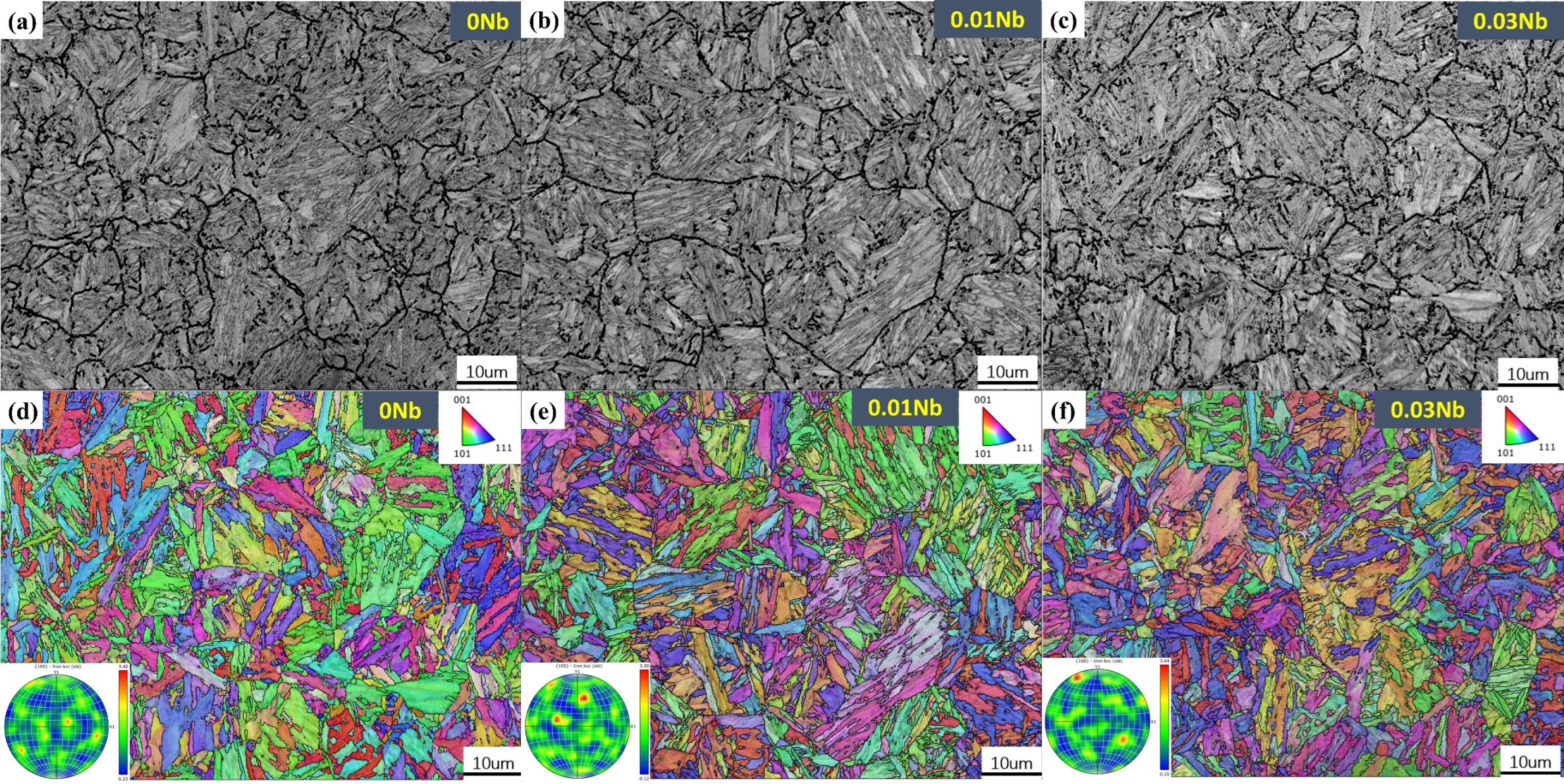
3.1. Microstructure
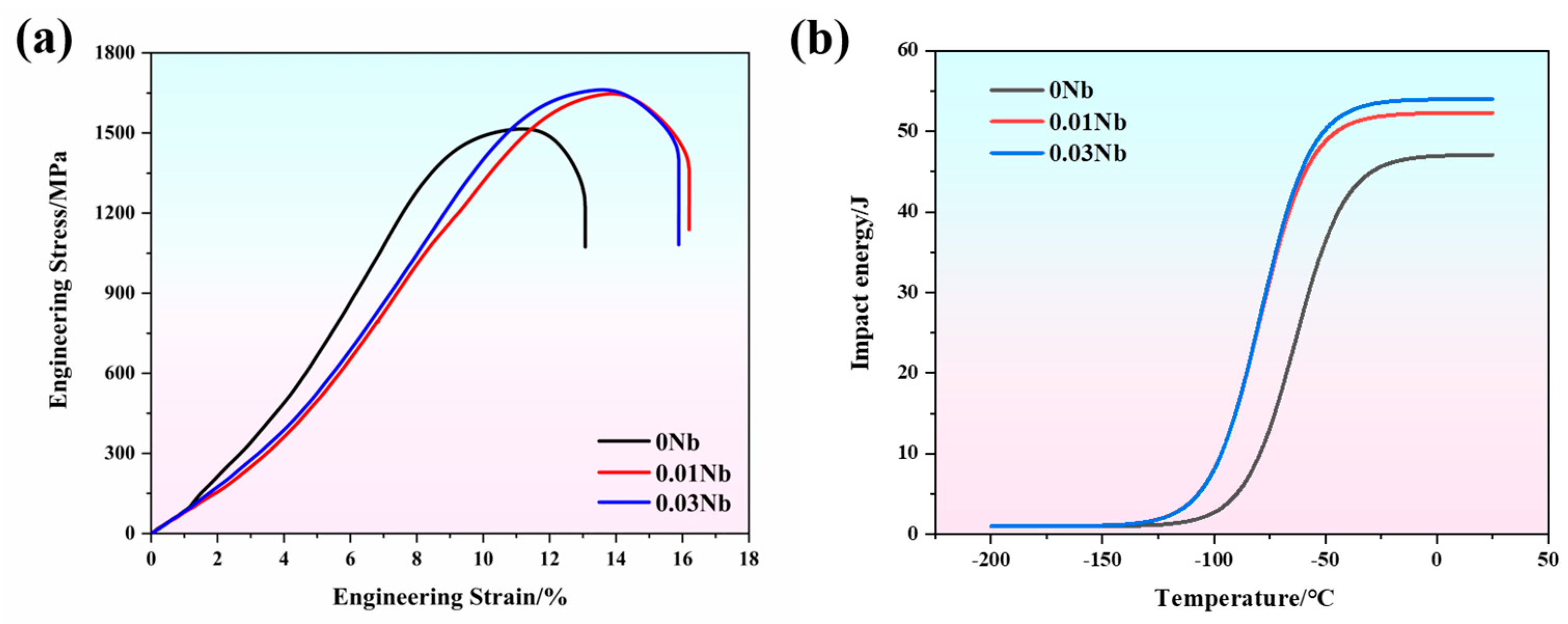
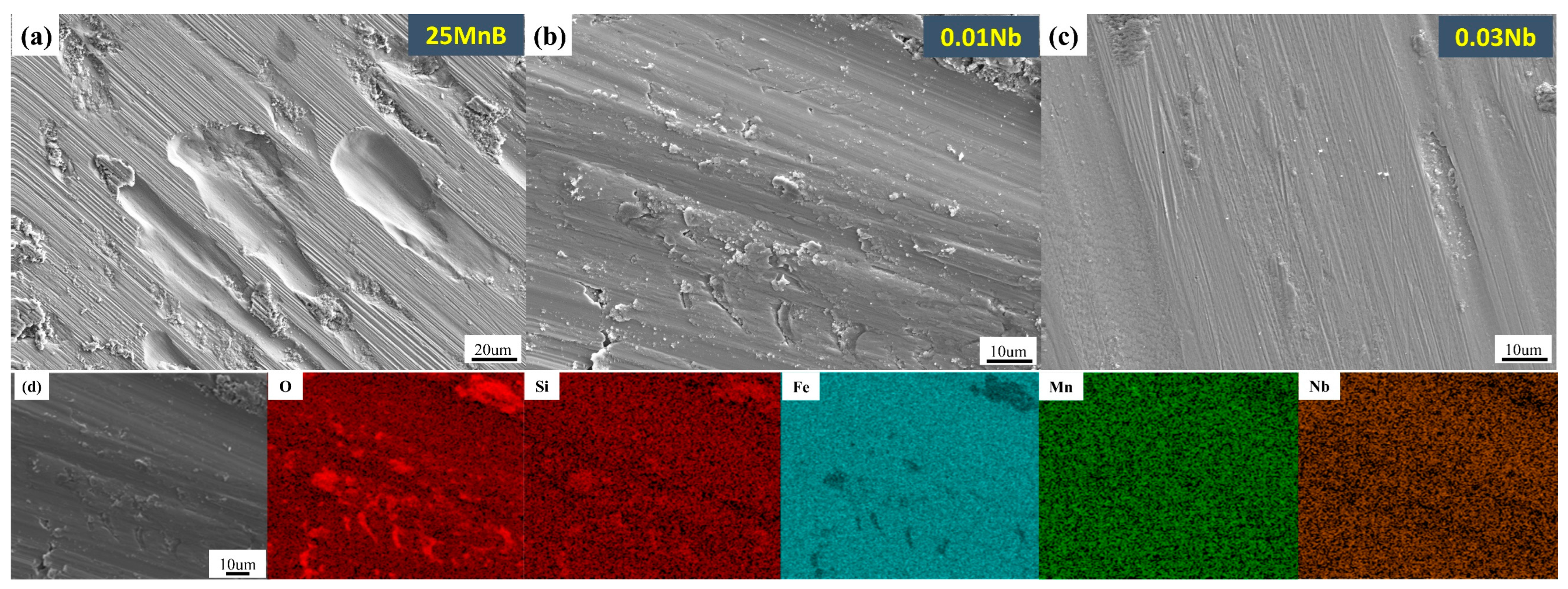
3.2. Mechanical Properties
4. Analysis and Discussion
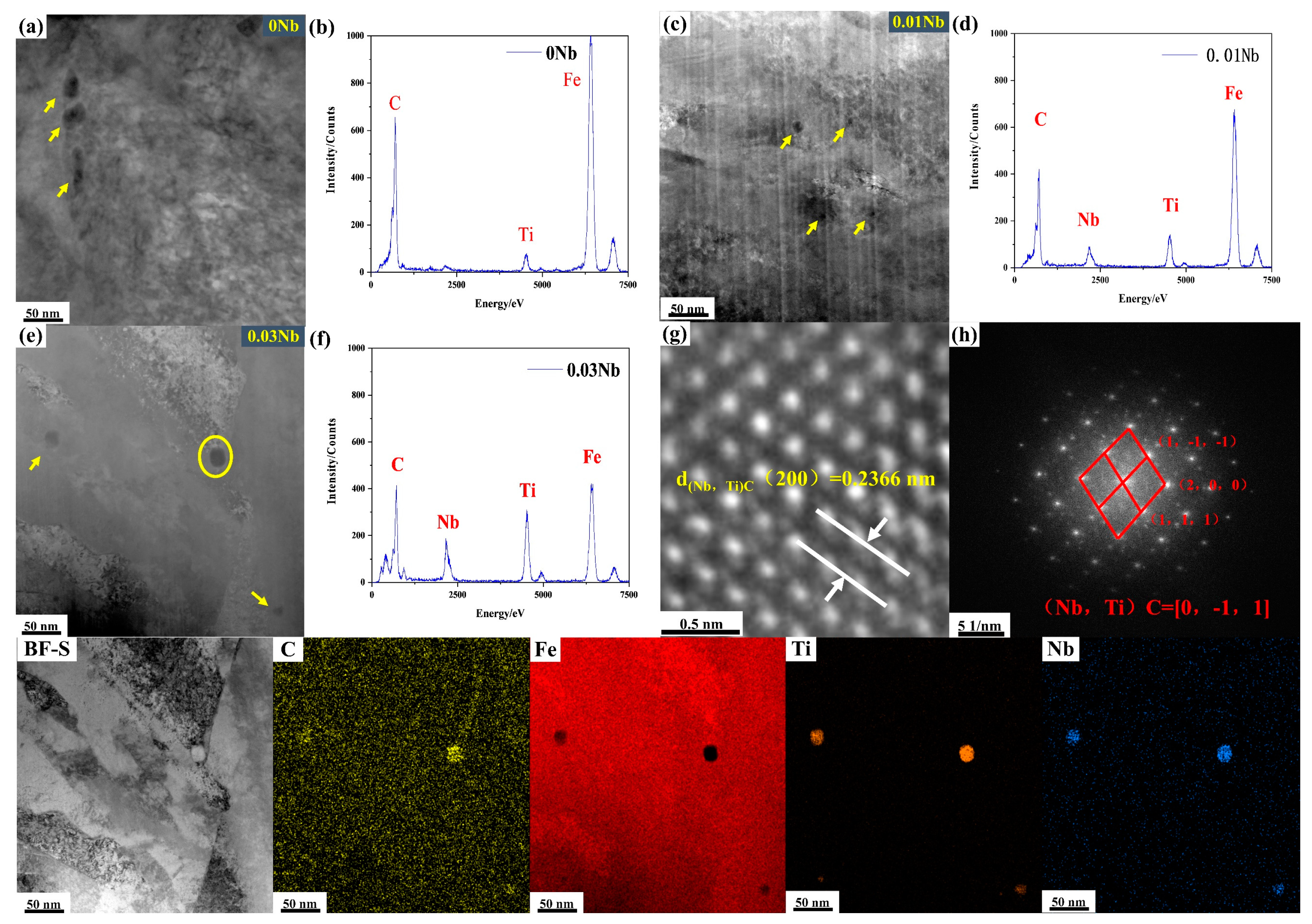
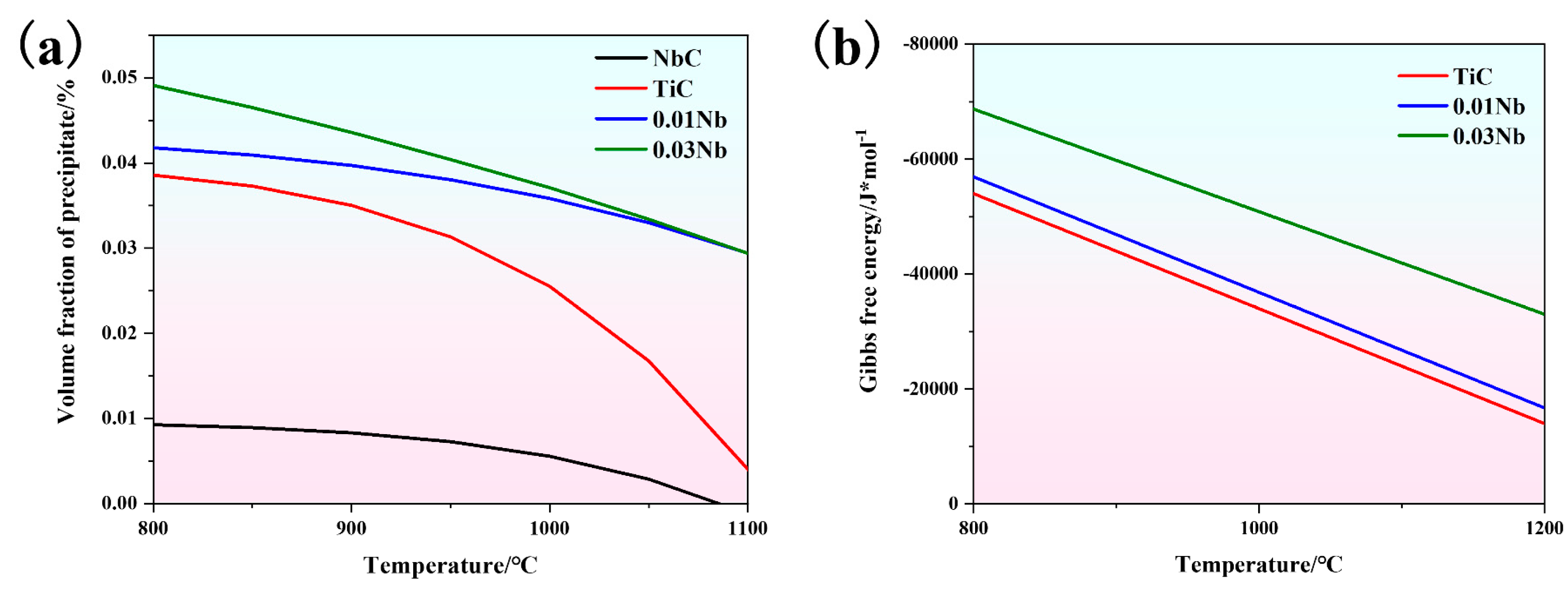
4.1. Effect of Nb Content on the Precipitation Behavior of Microalloying Elements
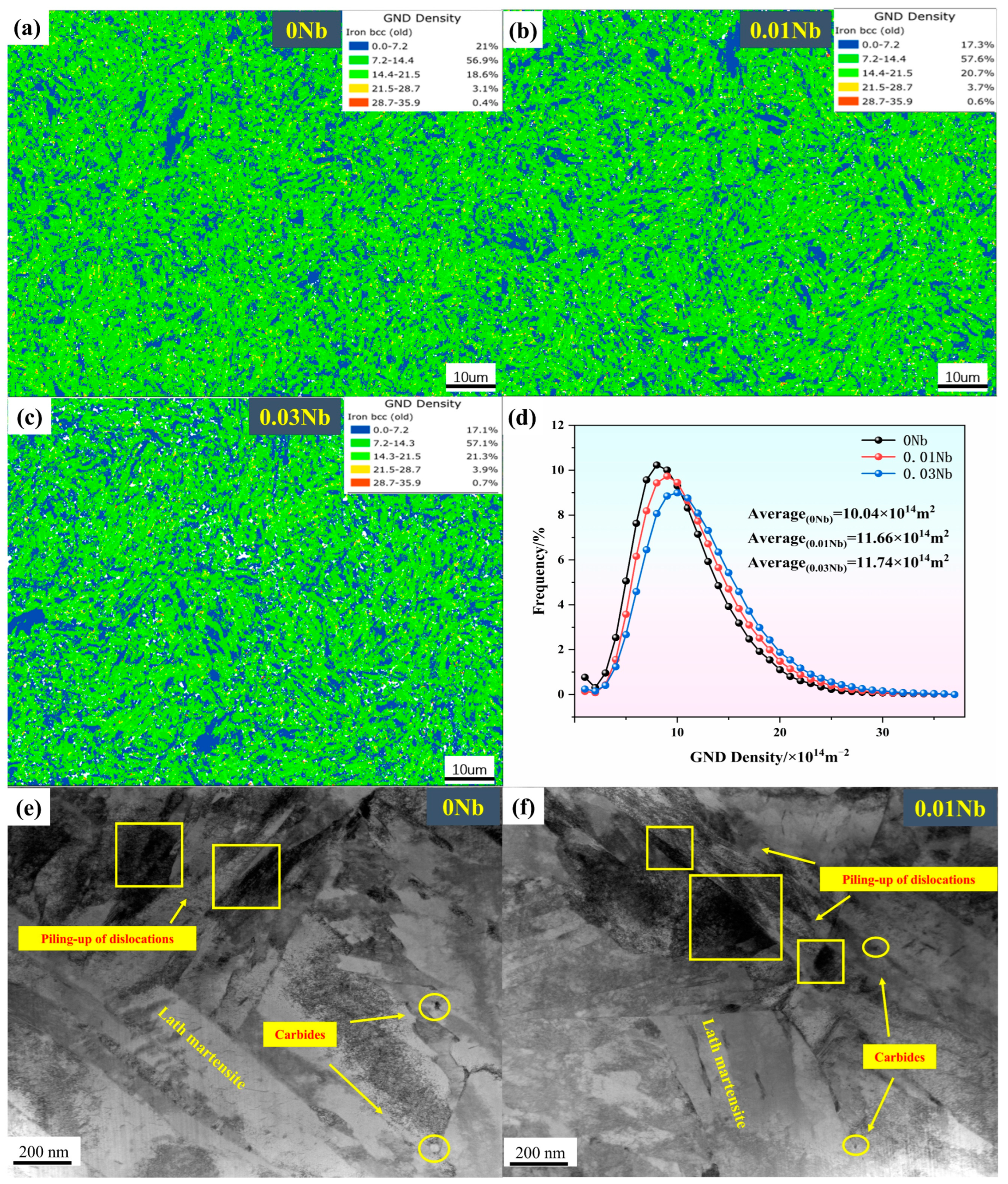
4.2. The Effect of Nb Content on Dislocations
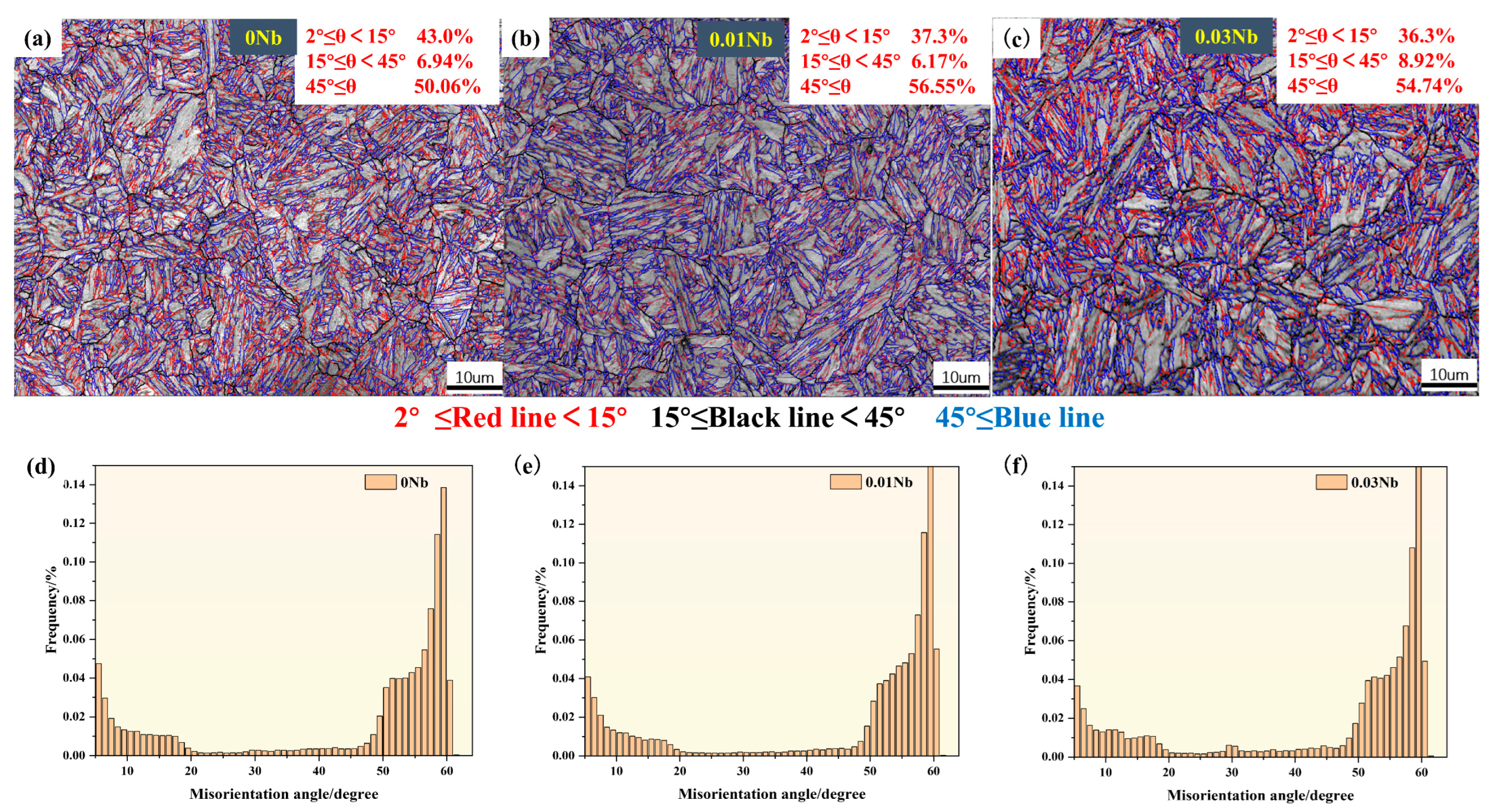
4.3. The Effect of Nb Content on Grain Boundary Characteristics
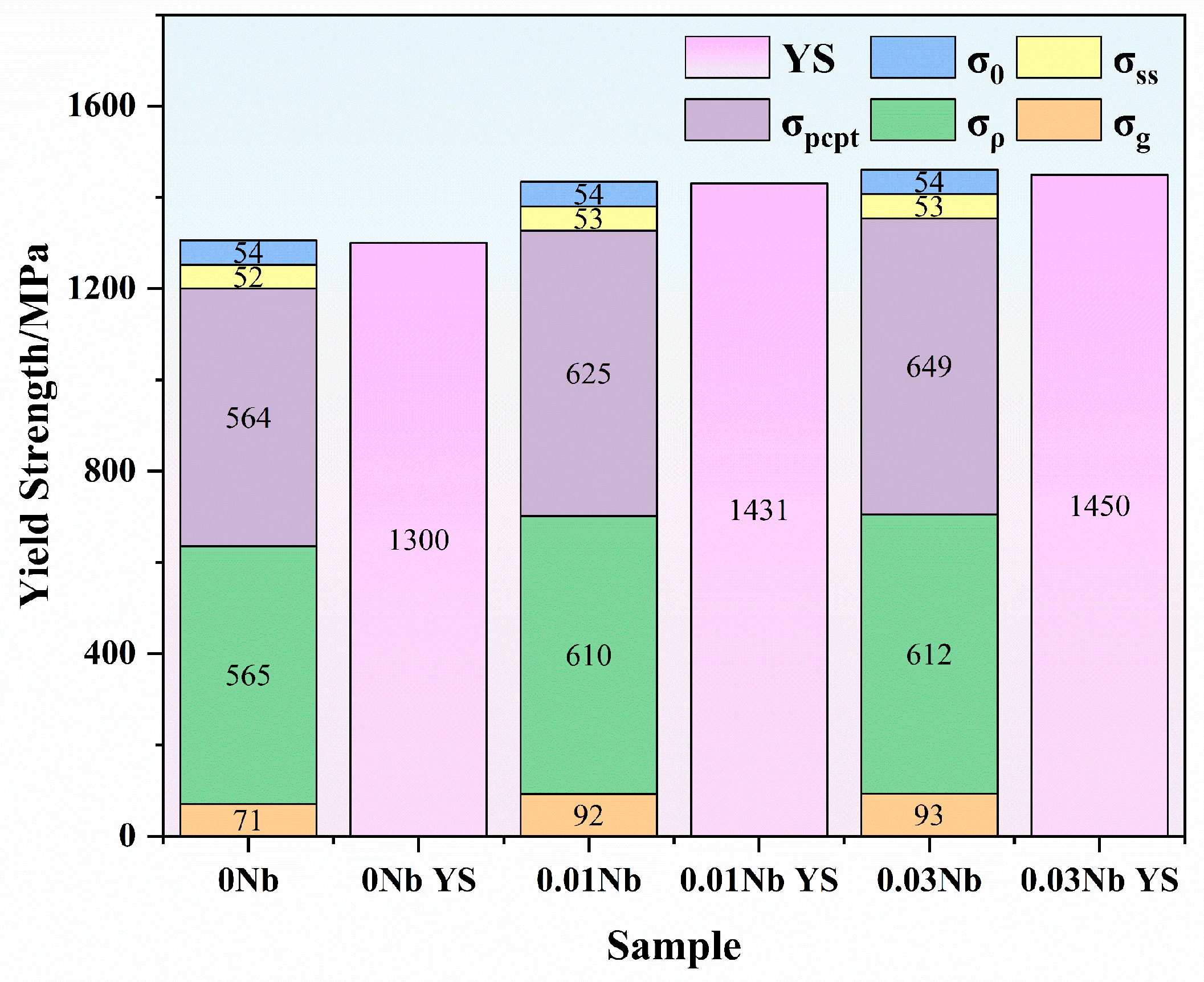
4.4. Strengthening Mechanisms of Nb-Ti Microalloying
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yong, Q.L.; Zheng, L. Solid solubility formula and stoichiometry on the composition design of microalloy steels. Iron Steel 1988, 23, 47–51. [Google Scholar] [CrossRef]
- Sun, B.; Ma, Y.; Vanderesse, N.; Varanasi, R.S.; Song, W.W.; Bocher, P. Macroscopic to nanoscopic in situ investigation on yielding mechanisms in ultrafine grained medium Mn steels: Role of the austenite-ferrite interface. Acta Mater. 2019, 178, 10–25. [Google Scholar] [CrossRef]
- Perrard, F.; Deschamps, A.; Maugis, P. Modelling the precipitation of NbC on dislocations in α-Fe. Acta Mater. 2007, 55, 1255–1266. [Google Scholar] [CrossRef]
- Yang, H.B.; Zhao, H.R.; Sun, J.T.; Wang, H.; Shao, M.Z.; Qi, W.W. Effect of Ti content on microstructure and properties of Ti-Mo microalloyed steel. Chin. J. Rare Met. 2024, 48, 1543–1551. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Nathani, H.; Hartmann, J.E.; Siciliano, F.J.M.S. Microstructural evolution in a new 770 MPa hot rolled Nb–Ti microalloyed steel. Mater. Sci. Eng. A 2005, 394, 339–352. [Google Scholar] [CrossRef]
- Wang, C.F.; Wang, M.Q.; Shi, J.; Hui, W.J.; Dong, H. Effect of microstructural refinement on the toughness of low carbon martensitic steel. Scr. Mater. 2008, 58, 492–495. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef]
- Varanasi, R.S.; Gault, B.; Ponge, D. Effect of Nb micro-alloying on austenite nucleation and growth in a medium manganese steel during intercritical annealing. Acta Mater. 2022, 229, 117786. [Google Scholar] [CrossRef]
- Naderi, M.; Saeed-Akbari, A.; Bleck, W. The effects of non-isothermal deformation on martensitic transformation in 22MnB5 steel. Mater. Sci. Eng. A 2008, 487, 445–455. [Google Scholar] [CrossRef]
- Zheng, G.C. Research on Quality Control of Heat Treatment for 23 MnB Track Plates. Master’s Thesis, Jiangxi University of Science and Technology, Ganzhou, China, 2010. [Google Scholar]
- Fu, Y.F.; Wan, X.Y.; Lan, L.Y.; Cheng, X.; Cui, L.; Chang, Z.Y. Thermal deformation behavior and constitutive equation of ultra-high strength 25MnB steel for automobile. J. Plast. Eng. 2024, 31, 133–140. [Google Scholar] [CrossRef]
- Feng, K.; Zhu, Y.S.; Ma, X.J.; Xu, G. Microstructure and mechanical properties of 25MnB and 25CrMnB steels: A comparative study for track shoe applications. IOP Conf. Ser. Mater. Sci. Eng. 2020, 770, 012049. [Google Scholar] [CrossRef]
- Zhu, P.; Li, Y.; Cui, H.; Zhang, D. Effects of quenching temperature on tempering microstructure and mechanical properties of 30 MnB steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 274, 012060. [Google Scholar] [CrossRef]
- GB/T 3077-2015; Alloy Structure Steels. China Standards Press: Beijing, China, 2015.
- Yong, Q.L. Secondary Phases in Steels; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Xu, Y. Study on Ferrite Transformation and Nano-Precipitation Behaviors and Mechanism of Ti Micro-Alloyed Steel. Master’s Thesis, Northeastern University, Shenyang, China, 2015. [Google Scholar]
- Vervynckt, S.; Verbeken, K.; Thibaux, P.; Houbaert, Y. Recrystallization–precipitation interaction during austenite hot deformation of a Nb microalloyed steel. Mater. Sci. Eng. A 2011, 528, 5519–5528. [Google Scholar] [CrossRef]
- Jiang, S.H.; Wang, H.; Wu, Y.; Liu, X.J.; Chen, H.H.; Yao, M.J.; Gault, B.; Ponge, D.; Raabe, D.; Hirata, A.; et al. Ultrastrong steel via minimal lattice misfit and high-density nanoprecipitation. Nature 2017, 544, 460–464. [Google Scholar] [CrossRef]
- Yuan, X.Q.; Liu, Z.Y.; Jiao, S.H.; Ma, L.Q.; Wang, G.D. The onset temperatures of γ to α-phase transformation in hot deformed and non-deformed Nb micro-alloyed steels. ISIJ Int. 2006, 46, 579–585. [Google Scholar] [CrossRef]
- Wang, Z.Q.; Yong, Q.Y.; Sun, X.J.; Yang, Z.G.; Li, Z.D.; Zhang, C.; Weng, Y. An analytical model for the kinetics of strain-induced precipitation in titanium micro-alloyed steels. ISIJ Int. 2012, 52, 1661–1669. [Google Scholar] [CrossRef]
- Kirchheim, R. Reducing grain boundary, dislocation line and vacancy formation energies by solute segregationII. Experimental evidence and consequences. Acta Mater. 2007, 55, 5139–5148. [Google Scholar] [CrossRef]
- Liu, F.; Chen, K.; Kang, C.; Jiang, Z.H.; Ding, S.N. Effects of V–Nb microalloying on the microstructure and properties of spring steel under different quenching-tempering times. J. Mater. Res. Technol. 2022, 19, 779–793. [Google Scholar] [CrossRef]
- Takahashi, J.; Kawakami, K.; Hamada, J.-I.; Kimura, K. Direct observation of niobium segregation to dislocations in steel. Acta Mater. 2016, 107, 415–422. [Google Scholar] [CrossRef]
- Maruyama, N.; Uemori, R.; Sugiyama, M. The role of niobium in the retardation of the early stage of austenite recovery in hot-deformed steels. Mater. Sci. Eng. A 1998, 250, 2–7. [Google Scholar] [CrossRef]
- Shrestha, S.L.; Xie, K.Y.; Ringer, S.P.; Carpenter, K.R.; Smith, D.R.; Killmore, C.R.; Cairney, J.M. The effect of clustering on the mobility of dislocations during aging in Nb-microalloyed strip cast steels: In situ heating TEM observations. Scr. Mater. 2013, 69, 481–484. [Google Scholar] [CrossRef]
- Lan, L.Y.; Qiu, C.L.; Zhao, D.W.; Gao, X.H.; Du, L.X. Microstructural characteristics and toughness of the simulated coarse grained heat affected zone of high strength low carbon bainitic steel. Mater. Sci. Eng. A 2011, 529, 192–200. [Google Scholar] [CrossRef]
- Kitahara, H.; Ueji, R.; Tsuji, N.; Minamino, Y. Crystallographic features of lath martensite in low-carbon steel. Acta Mater. 2006, 54, 1279–1288. [Google Scholar] [CrossRef]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438–440, 237–240. [Google Scholar] [CrossRef]
- Hutchinson, B.; Hagström, J.; Karlsson, O.; Lindell, D.; Tornberg, M.; Lindberg, F.; Thuvander, M. Microstructures and hardness of as-quenched martensites (0.1–0.5% C). Acta Mater. 2011, 59, 5845–5858. [Google Scholar] [CrossRef]
- Kim, B.; Boucard, E.; Sourmail, T.; Martin, D.S.; Gey, N.; Rivera-Diaz-del-Castillo, P.R.J. The influence of silicon in tempered martensite: Understanding the microstructure–properties relationship in 0.5–0.6 wt.% C steels. Acta Mater. 2014, 68, 169–178. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. The isotropic shear modulus of multicomponent Fe-base solid solutions. Acta Mater. 2002, 50, 2655–2675. [Google Scholar] [CrossRef]
- Lee, W.B.; Hong, S.G.; Park, C.G.; Kim, K.H.; Park, S.H. Influence of Mo on precipitation hardening in hot rolled HSLA steels containing Nb. Scr. Mater. 2000, 43, 319–324. [Google Scholar] [CrossRef]
- Huang, M.; Rivera-Díaz-del-Castillo, P.E.J.; Bouaziz, O.; Zwaag, S. Modelling strength and ductility of ultrafine grained BCC and FCC alloys using irreversible thermodynamics. Mater. Sci. Technol. 2009, 25, 833–839. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, S.; Song, R.; Ren, S.; Zhang, Y.; Sun, X.; Dai, G.; Hao, Y.; Huo, W.; Zhao, S.; et al. Effect of V, Nb, and Ti microalloying on low–temperature impact fracture behavior of non–quenched and tempered forged steel. Mater. Sci. Eng. A 2023, 879, 145299. [Google Scholar] [CrossRef]
- Wen, Q.; Cheng, Z.; Liu, S.; Tan, X.; Chen, Y.C.; Liu, J. Effect of high magnetic field annealing on microstructure, texture, and properties of high-strength non-oriented silicon steels. J. Mater. Res. Technol. 2024, 33, 2252–2262. [Google Scholar] [CrossRef]
- Daigne, J.; Guttmann, M.; Naylor, J.P. The influence of lath boundaries and carbide distribution on the yield strength of 0.4% C tempered martensitic steels. Mater. Sci. Eng. 1982, 56, 1–10. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, J.; Jiang, T.; Sun, Y.; Guo, S.W.; Liu, Y. A low-alloy high-carbon martensite steel with 2.6 GPa tensile strength and good ductility. Acta Mater. 2018, 158, 247–256. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | B | Nb | Cr | Ti | Al | |
|---|---|---|---|---|---|---|---|---|---|---|
| 0 Nb | 0.26 | 0.27 | 0.96 | 0.002 | 0.003 | 0.0021 | — | 0.23 | 0.02 | 0.022 |
| 0.01 Nb | 0.26 | 0.27 | 0.97 | 0.002 | 0.003 | 0.0023 | 0.011 | 0.23 | 0.02 | 0.021 |
| 0.03 Nb | 0.26 | 0.27 | 0.97 | 0.002 | 0.003 | 0.0023 | 0.033 | 0.23 | 0.02 | 0.021 |
| UTS/MPa | Rt0.2/MPa | EL/% | Hard-Ness/HBW | RA/% | 25 °C Impact Energy/J | |
|---|---|---|---|---|---|---|
| 25MnB | ≥835 | ≥635 | ≥10 | ≤207 | ≥45 | ≥47 |
| UTS/MPa | Rt0.2/MPa | EL/% | Hard-Ness/HRC | Wear Loss/mg | 25 °C Impact Energy/J | 0 °C Impact Energy /J | −20 °C Impact Energy /J | −40 °C Impact Energy /J | |
|---|---|---|---|---|---|---|---|---|---|
| 0 Nb | 1515 | 1300 | 13 | 55.2 | 6.8 | 47 | 40 | 34 | 28 |
| 0.01 Nb | 1650 | 1431 | 16.1 | 58.8 | 4.5 | 52 | 48 | 46 | 35 |
| 0.03 Nb | 1661 | 1450 | 15.9 | 60.2 | 4.2 | 54 | 50 | 44 | 36 |
| σ0/MPa | σss/MPa | σpcpt/MPa | σρ/MPa | σg/MPa | Total/MPa | Measurement /MPa | |
|---|---|---|---|---|---|---|---|
| 0 Nb | 54 | 52 | 564 | 565 | 71 | 1306 | 1300 |
| 0.01 Nb | 54 | 53 | 625 | 610 | 92 | 1433 | 1431 |
| 0.03 Nb | 54 | 53 | 649 | 612 | 93 | 1443 | 1450 |
| △0.01 Nb | 0 | 0 | 61 | 45 | 21 | 127 | |
| △0.03 Nb | 0 | 1 | 85 | 47 | 22 | 155 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Wang, J.; Wang, H.; Cui, Y.; Meng, Z.; Deng, J.; Wu, M.; Zhou, C.; Liu, X. Effect of Nb Content on Strength and Toughness of 25MnB Crawler Steel and Its Microstructural Characterization. Metals 2025, 15, 490. https://doi.org/10.3390/met15050490
He Z, Wang J, Wang H, Cui Y, Meng Z, Deng J, Wu M, Zhou C, Liu X. Effect of Nb Content on Strength and Toughness of 25MnB Crawler Steel and Its Microstructural Characterization. Metals. 2025; 15(5):490. https://doi.org/10.3390/met15050490
Chicago/Turabian StyleHe, Zixun, Jianjing Wang, Houxin Wang, Yajie Cui, Zhengbing Meng, Jiangbo Deng, Meiqiao Wu, Chaoyang Zhou, and Xinbin Liu. 2025. "Effect of Nb Content on Strength and Toughness of 25MnB Crawler Steel and Its Microstructural Characterization" Metals 15, no. 5: 490. https://doi.org/10.3390/met15050490
APA StyleHe, Z., Wang, J., Wang, H., Cui, Y., Meng, Z., Deng, J., Wu, M., Zhou, C., & Liu, X. (2025). Effect of Nb Content on Strength and Toughness of 25MnB Crawler Steel and Its Microstructural Characterization. Metals, 15(5), 490. https://doi.org/10.3390/met15050490