Fatigue Behaviors of Resistance Spot Welds for 980 MPa Grade TRIP Steel

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
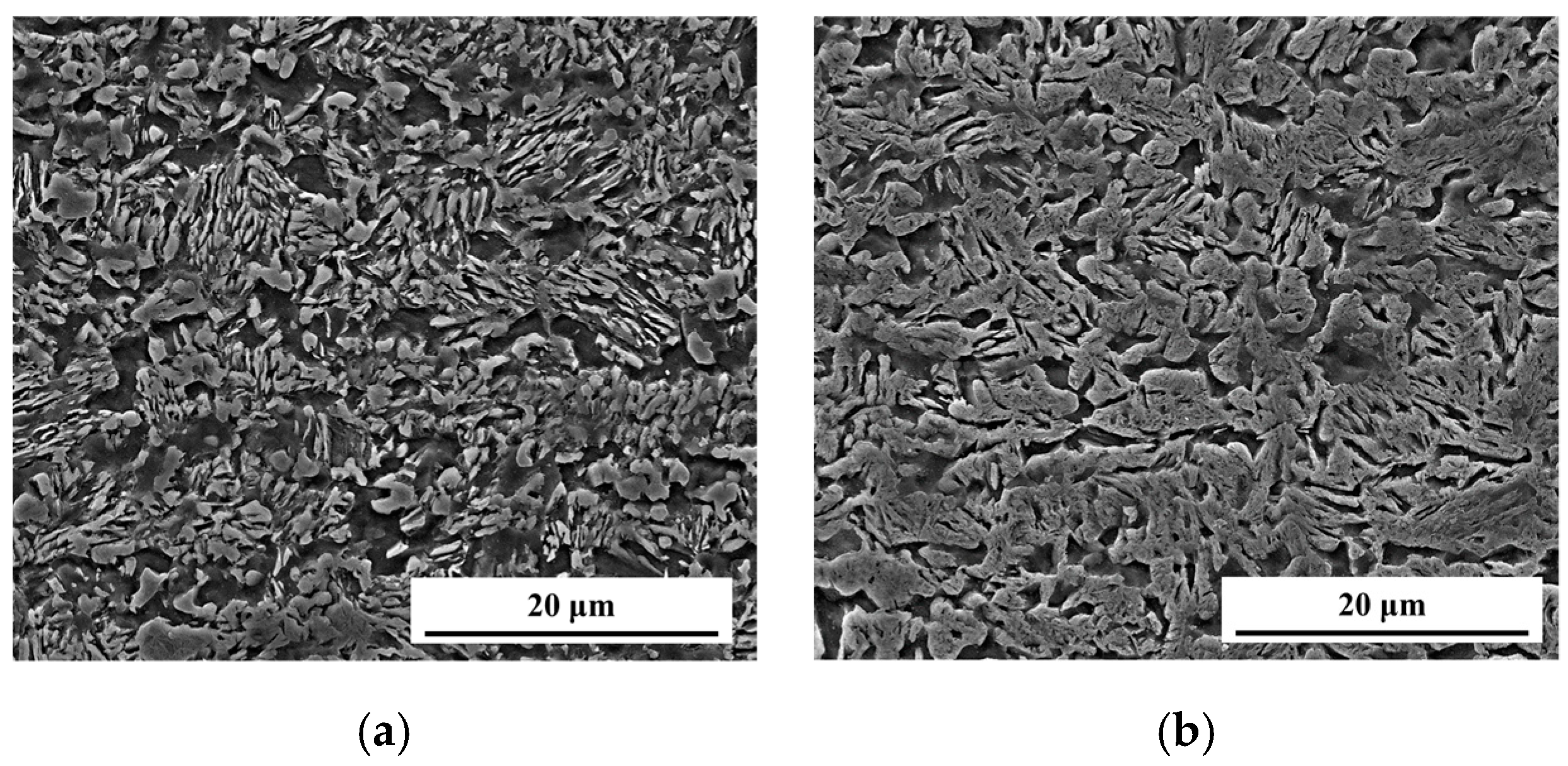
3.1. Mechanical Properties and Microstructure
3.2. Fatigue Test
3.3. Fracture Surface
4. Conclusions
- Nugget sizes were 5.1 mm and 5.7 mm for electrode diameters of 8 mm and 10 mm, respectively. The tensile strengths were 12.5 kN and 15.5 kN, respectively, and the larger the electrode diameter, the larger the tensile strength. For both electrode diameters, the failure mode at the tensile test was a pull-out failure.
- Fatigue life increased with decreasing fatigue load. When the electrode face diameter was 10 mm, the nugget size was larger and the fatigue life was higher. This is because the nugget size increases and the load bearing capacity increases.
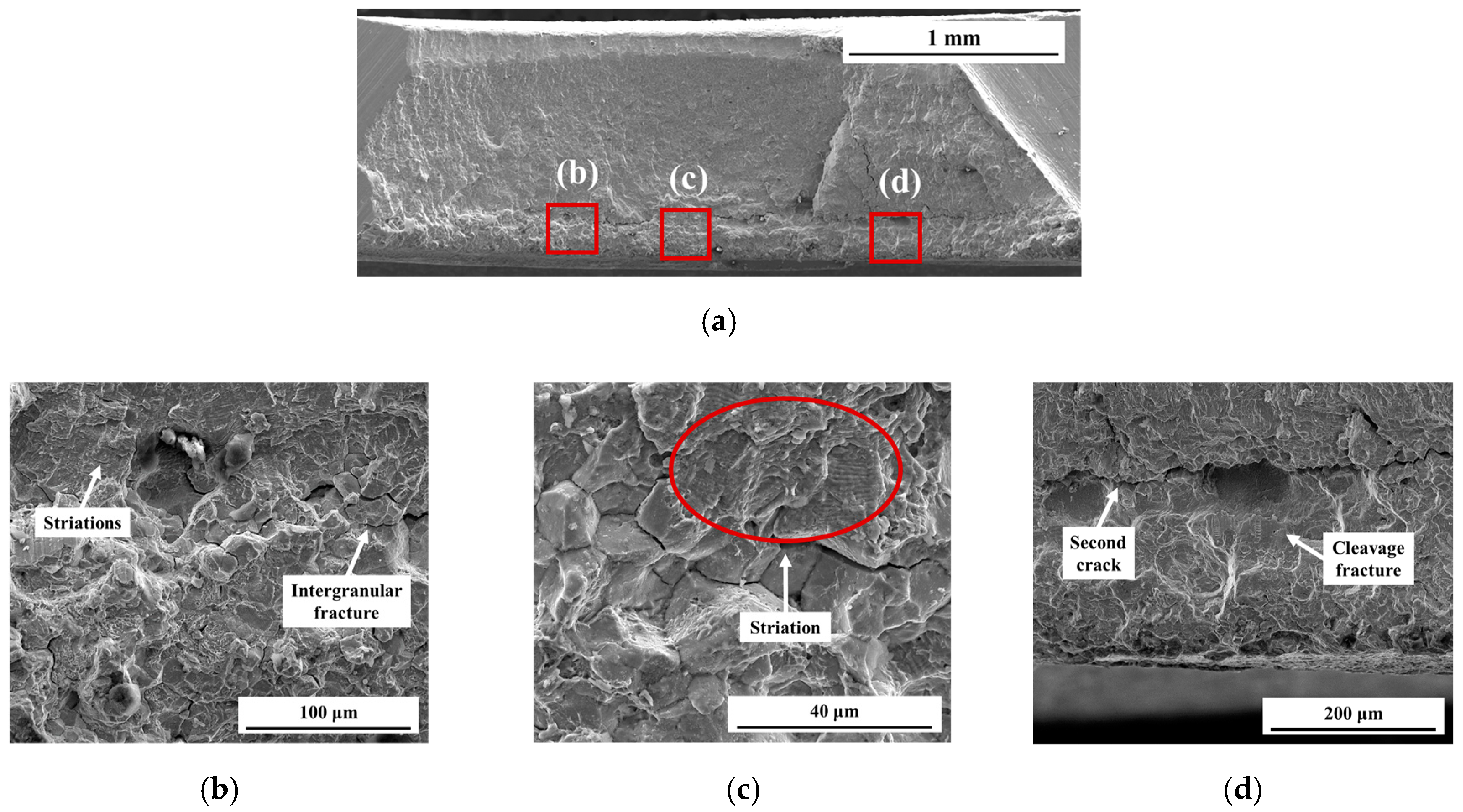
- Three kinds of failure modes such as pull-out, plug, and HAZ failure occurred according to the fatigue load. In all fracture modes, cracks were initiated at one or several locations in the interfacial and notch regions of the two materials. In fracture surface, striations, cleavage fractures, dimples, and intergranular fractures were observed.
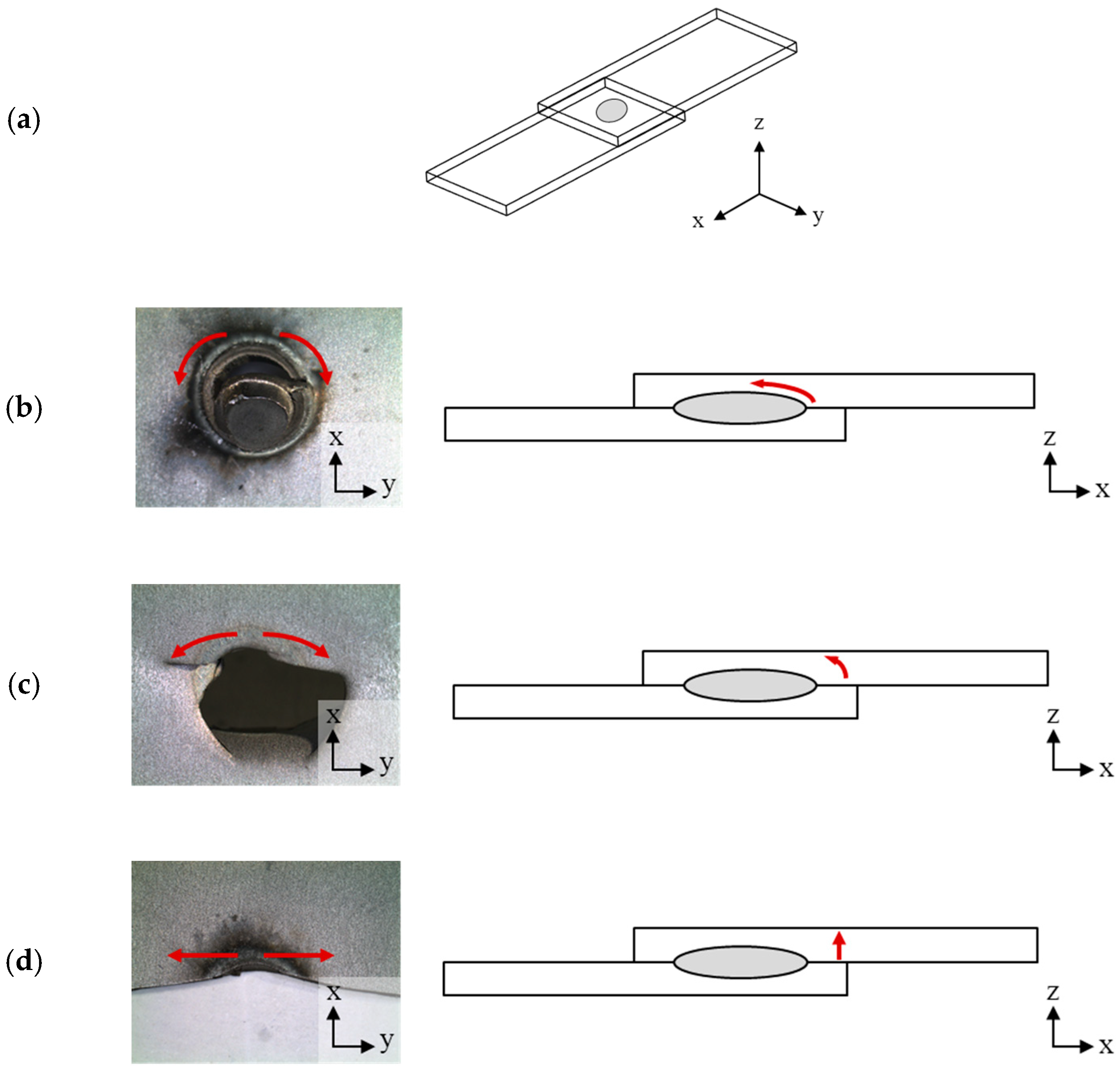
- The behavior of crack propagation was different in three failure modes. Pull-out failure propagated as the cracks gathered from outside of the nugget to the inside, HAZ failure propagated as the crack propagated outward from the inside of the nugget, and the plug failure propagated with the other two failure modes mixed.
Author Contributions
Funding
Conflicts of Interest
References
- Jeanneau, M.; Pichant, P. The trends of steel products in the European automotive industry. Rev. de Métallurgie Int. J. Metall. 2000, 97, 1399–1408. [Google Scholar] [CrossRef]
- Smith, B.; Spulber, A.; Modi, S.; Fiorelli, T. Technology Roadmaps: Intelligent Mobility Technology, Materials and Manufacturing Processes, and Light Duty Vehicle Propulsion; Technical Report; Center for Automotive Research: Ann Arbor, MI, USA, 2017. [Google Scholar]
- Schultz, R.A. Metallic Material Trends for North American Light Vehicles. Available online: https://www.buildusingsteel.org/~/media/Files/Autosteel/Great%20Designs%20in%20Steel/GDIS%202007/21%20-%20Metallic%20Material%20Trends%20for%20North%20American%20Light%20Vehicles.pdf (accessed on 23 September 2019).
- Zhu, X.; Ma, Z.; Wang, L. Current Status of Advanced High Strength Steel for Auto-making and Its Development in Baosteel. Available online: http://www.baosteel.com/english_n/e07technical_n/021702e.pdf (accessed on 23 September 2019).
- Sigh, S.; Nanda, T. A Review: Production of third generation advanced high strength steels. Int. J. Sci. Res. Dev. 2014, 2, 388–392. [Google Scholar]
- Matlock, D.K.; Speer, J.G. Third generation of AHSS: Microstructure Design Concepts. In Proceedings of the International Conference on Microstructure and Texture in Steels and Other Materials, Jamshedpur, India, 5–7 February 2008; pp. 185–205. [Google Scholar]
- Mortimer, J. Jaguar uses X350 car to pioneer use of self-piercing rivets. Ind. Robot. 2001, 28, 192–198. [Google Scholar] [CrossRef]
- Pouranvari, M.; Mousavizadeh, S.M.; Marashi, S.P.H.; Goodarzi, M.; Ghorbani, M. Influence of fusion zone size and failure mode on mechanical performance of dissimilar resistance spot welds of AISI 1008 low carbon steel and DP600 advanced high strength steel. Mater. Des. 2011, 32, 1390–1398. [Google Scholar] [CrossRef]
- Sun, X.; Stephens, E.V.; Khaleel, M.A. Effects of fusion zone size and failure mode on peak load and energy absorption of advanced high strength steel spot welds under lap shear loading conditions. Eng. Fail. Anal. 2008, 15, 356–367. [Google Scholar] [CrossRef]
- Fermér, M.; Svensson, H. Industrial experiences of FE-based fatigue life predictions of welded automotive structures. Fatigue Fract. Eng. Mater. Struct. 2001, 24, 489–500. [Google Scholar]
- Rahman, M.M.; Rosli, A.B.; Noor, M.M.; Sani, M.S.M.; Julie, J.M. Effects of spot diameter and sheets thickness on fatigue life of spot welded structure based on FEA approach. Am. J. Appl. Sci. 2009, 6, 137–142. [Google Scholar] [CrossRef]
- Vural, M.; Akkuş, A.; Eryürek, B. Effect of welding nugget diameter on the fatigue strength of the resistance spot welded joints of different steel sheets. J. Mater. Process. Technol. 2006, 176, 127–132. [Google Scholar] [CrossRef]
- Zhao, D.W.; Wang, Y.X.; Zhang, L.; Zhang, P. Effects of electrode force on microstructure and mechanical behavior of the resistance spot welded DP600 joint. Mater. Des. 2013, 50, 72–77. [Google Scholar] [CrossRef]
- Radakovic, D.J.; Tumuluru, M. Predicting resistance spot weld failure modes in shear tension tests of advanced high-strength automotive steels. Weld. J. 2008, 87, 96–105. [Google Scholar]
- Chao, Y.J. Ultimate strength and failure mechanism of resistance spot weld subjected to tensile, shear, or combined tensile/shear loads. J. Eng. Mater. Technol. 2003, 125, 125–132. [Google Scholar] [CrossRef]
- Wang, B.; Duan, Q.Q.; Yao, G.; Pang, J.C.; Zhang, Z.F.; Wang, L.; Li, X.W. Fatigue fracture behaviour of spot welded B1500HS steel under tensile-shear load. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 914–922. [Google Scholar] [CrossRef]
- Gould, J.E.; Khurana, S.P.; Li, T. Predictions of microstructures when welding automotive advanced high-strength steels. Weld. J. 2006, 85, 111–116. [Google Scholar]
- Han, Z.; Orozco, J.; Indacochea, J.E.; Chen, C.H. Resistance spot welding: A heat transfer study. Weld. J. 1989, 68, 363–371. [Google Scholar]
- Wang, B.; Duan, Q.Q.; Yao, G.; Pang, J.C.; Li, X.W.; Wang, L.; Zhang, Z.F. Investigation on fatigue fracture behaviors of spot welded Q&P980 steel. Int. J. Fatigue 2014, 66, 20–28. [Google Scholar]
- Hernandez, V.H.B.; Panda, S.K.; Kuntz, M.L.; Zhou, Y. Nanoindentation and microstructure analysis of resistance spot welded dual phase steel. Mater. Lett. 2010, 64, 207–210. [Google Scholar] [CrossRef]
- Safanama, D.S.; Marashi, S.P.H.; Pouranvari, M. Similar and dissimilar resistance spot welding of martensitic advanced high strength steel and low carbon steel: metallurgical characteristics and failure mode transition. Sci. Technol. Weld. Join. 2012, 17, 288–294. [Google Scholar] [CrossRef]
- Khan, M.I.; Kuntz, M.L.; Biro, E.; Zhou, Y. Microstructure and Mechanical Properties of Resistance Spot Welded Advanced High Strength Steels. Mater. Trans. 2008, 49, 1629–1637. [Google Scholar] [CrossRef] [Green Version]
- Tamizi, M.; Pouranvari, M.; Movahedi, M. Welding metallurgy of martensitic advanced high strength steels during resistance spot welding. Sci. Technol. Weld. Join. 2016, 22, 327–335. [Google Scholar] [CrossRef]
- Vural, M.; Akkus, A. On the resistance spot weldability of galvanized interstitial free steel sheets with austenitic stainless steel sheets. J. Mater. Process. Technol. 2004, 153, 1–6. [Google Scholar] [CrossRef]
- Alizadeh-Sh, M.; Marashi, S.P.H.; Pouranvari, M. Microstructure–properties relationships in martensitic stainless steel resistance spot welds. Sci. Technol. Weld. Join. 2014, 19, 595–602. [Google Scholar] [CrossRef]
- Pouranvari, M.; Asgari, H.R.; Mosavizadch, S.M.; Marashi, P.H.; Goodarzi, M. Effect of weld nugget size on overload failure mode of resistance spot welds. Sci. Technol. Weld. Join. 2007, 12, 217–225. [Google Scholar] [CrossRef]
- Kang, C.-Y. Fracture Mechanism and Micro Fractography - Intergranular Fracture and Fracture at High Temperature. J. KWS 2004, 22, 6–8. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Fe |
|---|---|---|---|
| 0.20 | 1.59 | 2.50 | Bal. |
| Ultimate Tensile Strength (MPa) | Total Elongation (%) |
|---|---|
| 1021 | 21 |
| Parameters | Condition 1 | Condition 2 |
|---|---|---|
| Electrode face diameter (mm) | 8 | 10 |
| Electrode force (kN) | 3 | 3 |
| Welding current (kA) | 6 | 7 |
| Welding time (ms) | 417 | 417 |
| Holding time (ms) | 167 | 167 |
| Electrode Face Diameter | 8 mm | 10 mm |
|---|---|---|
| Nugget size | 5.1 mm | 5.7 mm |
| Tensile shear strength | 12.5 kN | 15.5 kN |
| Failure mode | Pull-out failure | Pull-out failure |
| Load (kN) | Electrode Face Diameter | |
|---|---|---|
| 8 mm | 10 mm | |
| 1 | - | - |
| 2 | HAZ failure | - |
| 3 | HAZ failure | HAZ failure |
| 4 | HAZ failure | HAZ failure |
| 5 | Plug failure | Plug failure |
| 6 | Plug failure | Plug failure |
| 7 | Pull-out failure | Plug failure |
| 8 | Pull-out failure | Plug failure |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, H.; Nam, S.; Hwang, I.; Oh, J.H.; Kang, M.; Kim, Y.-M. Fatigue Behaviors of Resistance Spot Welds for 980 MPa Grade TRIP Steel. Metals 2019, 9, 1086. https://doi.org/10.3390/met9101086
Cho H, Nam S, Hwang I, Oh JH, Kang M, Kim Y-M. Fatigue Behaviors of Resistance Spot Welds for 980 MPa Grade TRIP Steel. Metals. 2019; 9(10):1086. https://doi.org/10.3390/met9101086
Chicago/Turabian StyleCho, Heewon, Sangwoo Nam, Insung Hwang, Je Hoon Oh, Munjin Kang, and Young-Min Kim. 2019. "Fatigue Behaviors of Resistance Spot Welds for 980 MPa Grade TRIP Steel" Metals 9, no. 10: 1086. https://doi.org/10.3390/met9101086