Assessment of the Impact of Hydraulic Binder on the Properties of the Cold Recycled Mixture with Foamed Bitumen and Bitumen Emulsion: Field Tests




Abstract
:1. Introduction
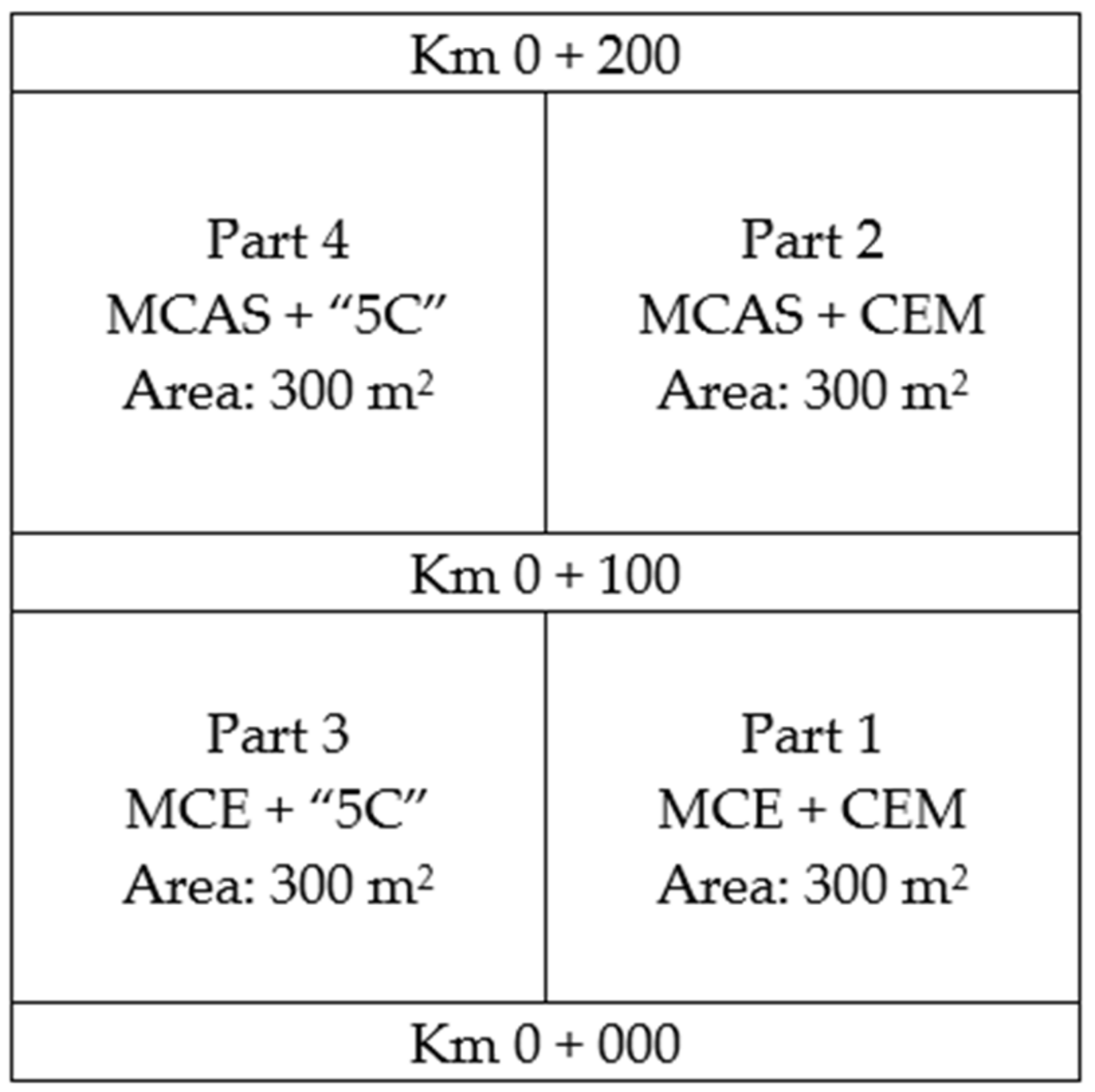
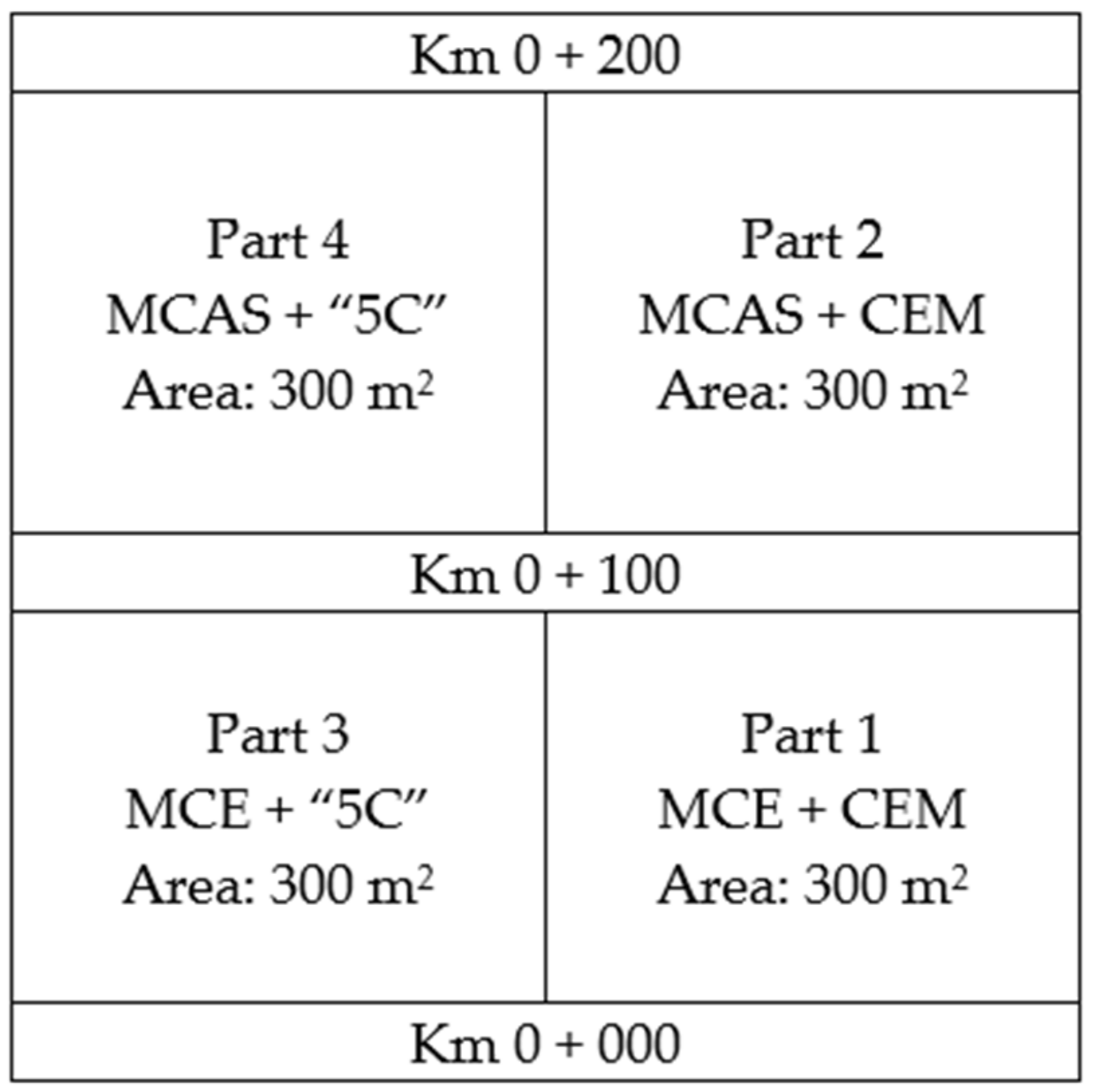
2. Subject of the Test
3. Materials and Methods
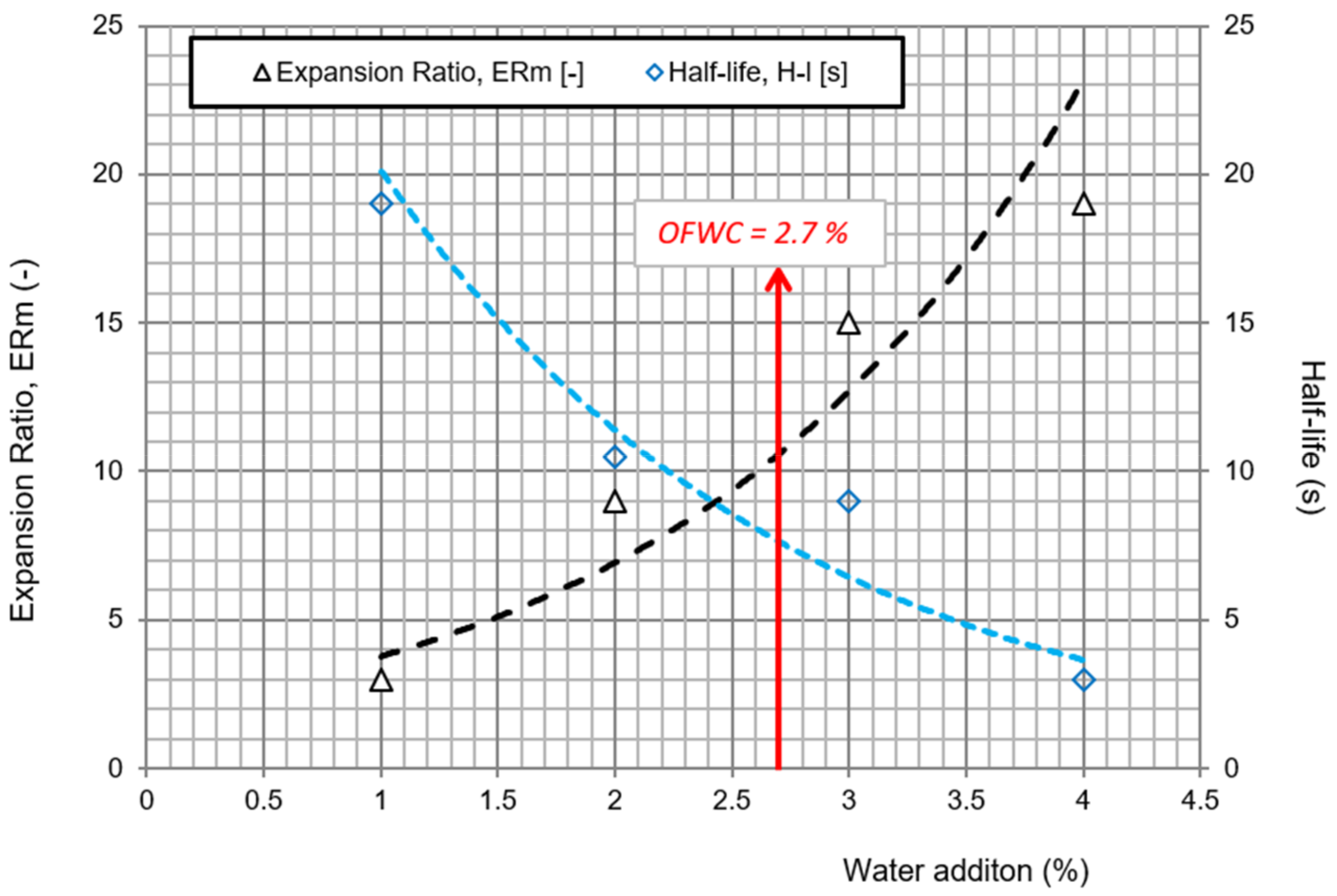
3.1. Binding Agents
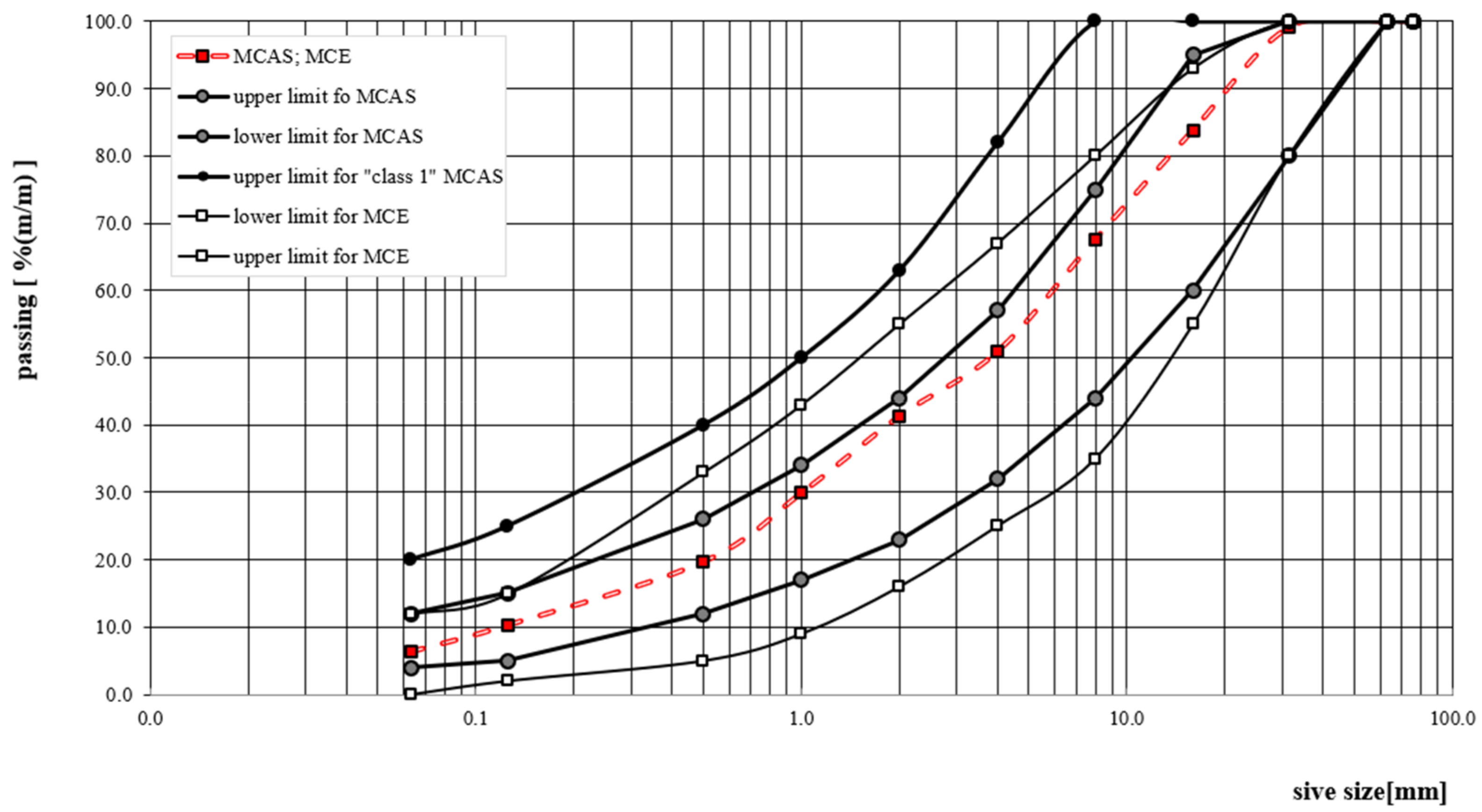
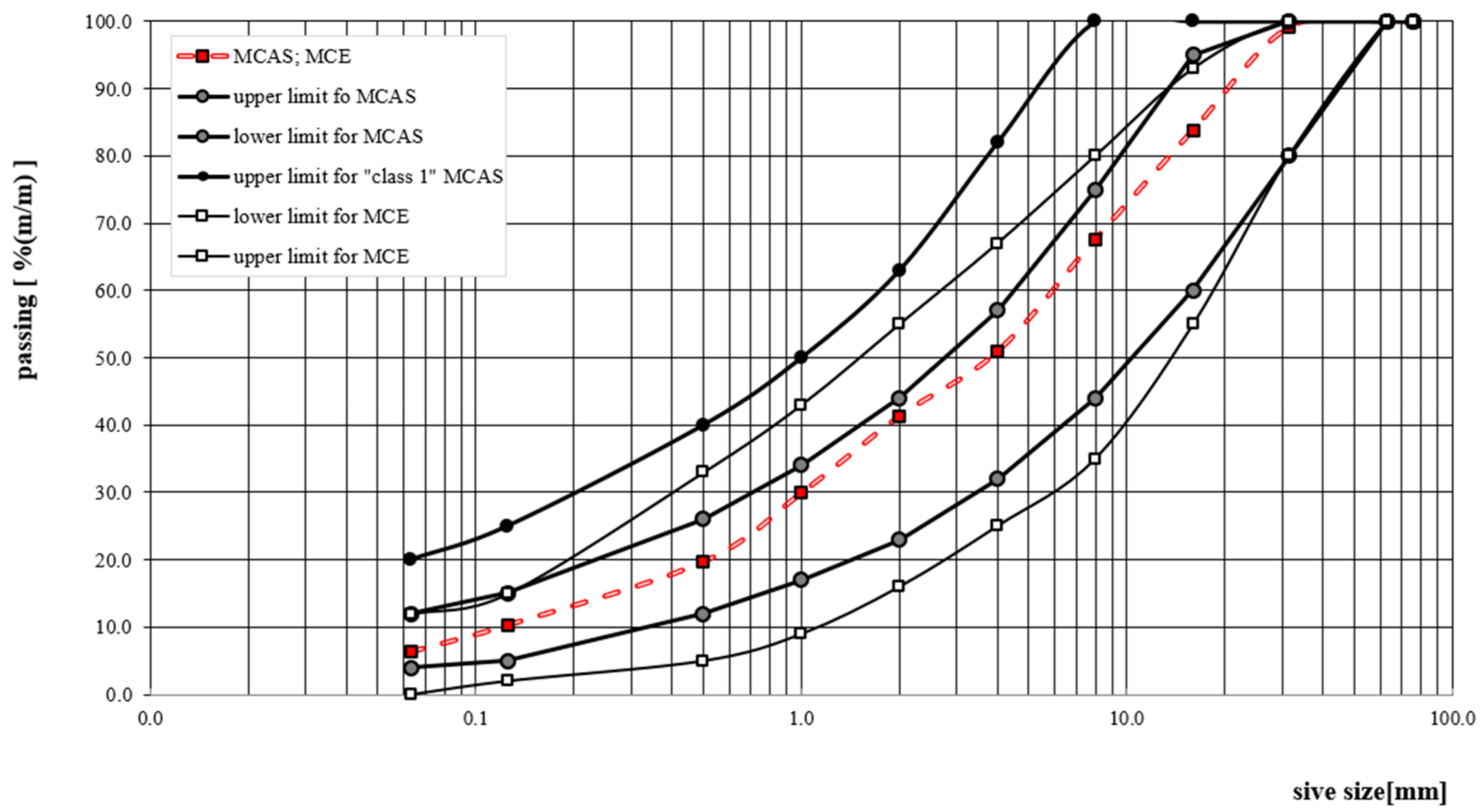
3.2. Aggregate
3.3. Mix Design of the Cold-Recycled Mixture
3.4. Methodology
3.4.1. Density
3.4.2. Dry Bulk Density
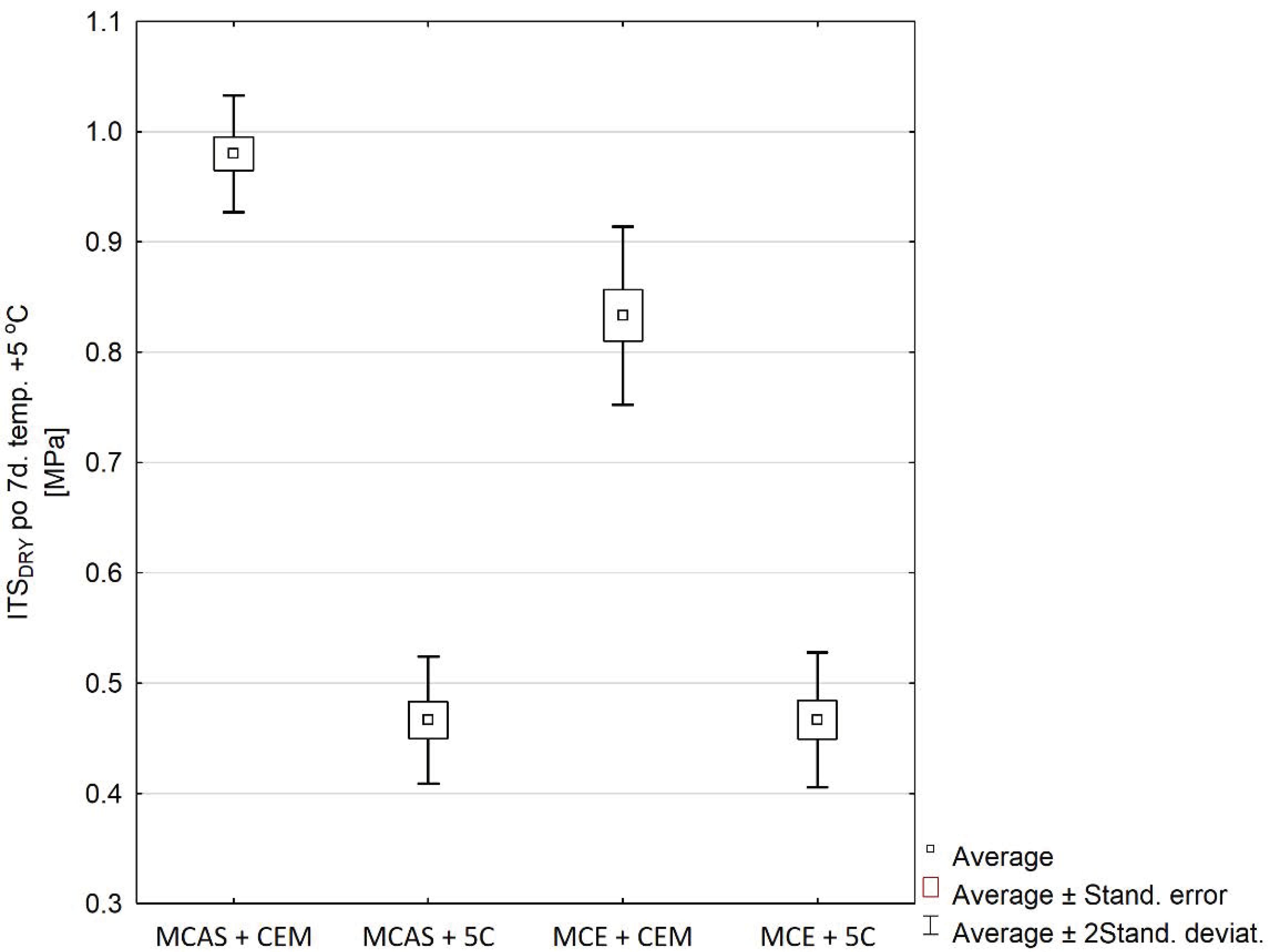
3.4.3. Indirect Tensile Strength (ITSDRY)
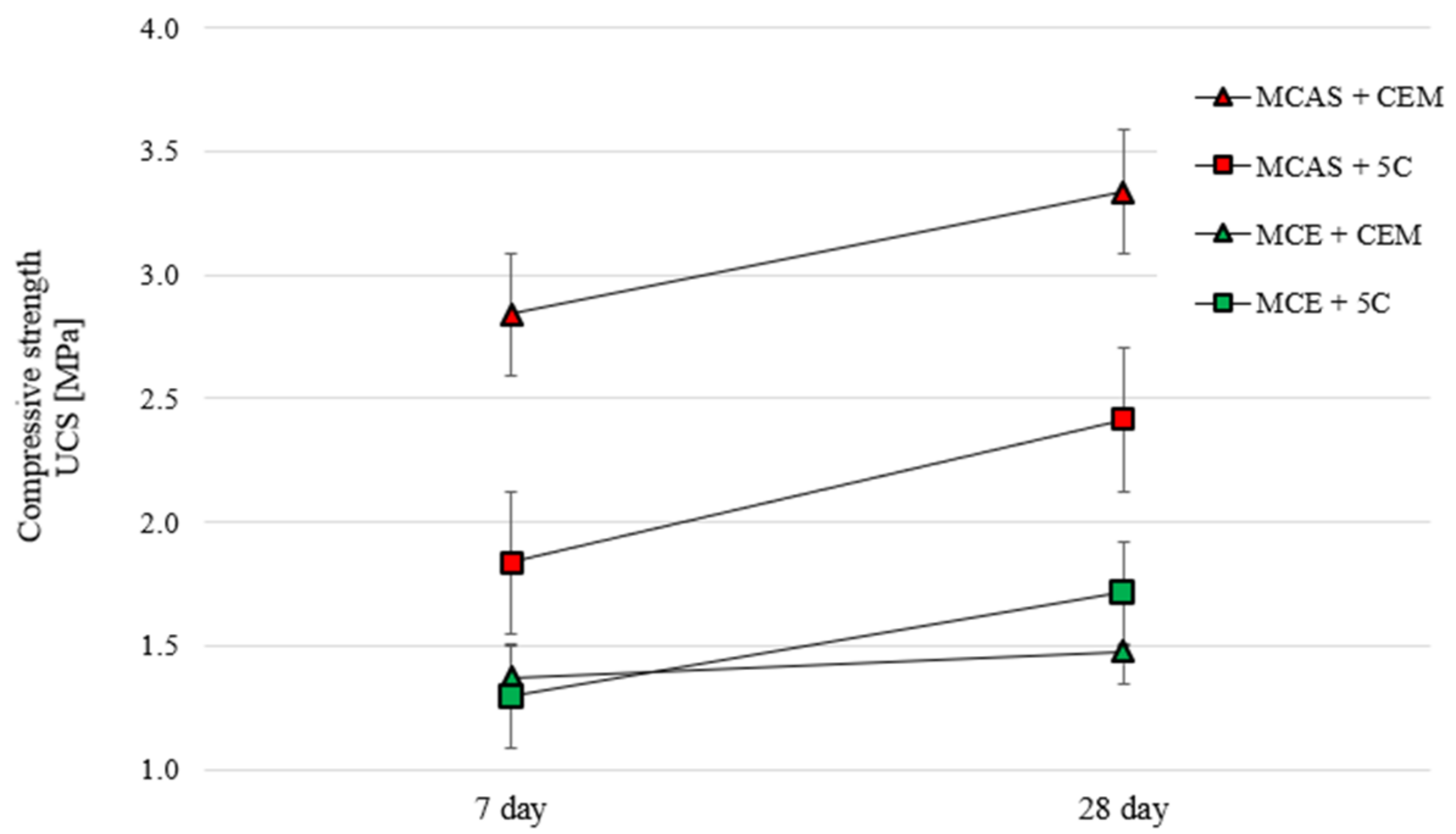
3.4.4. Compressive Strength
3.4.5. Deformation Modulus
4. Results and Discussion
4.1. Physical and Mechanical Properties
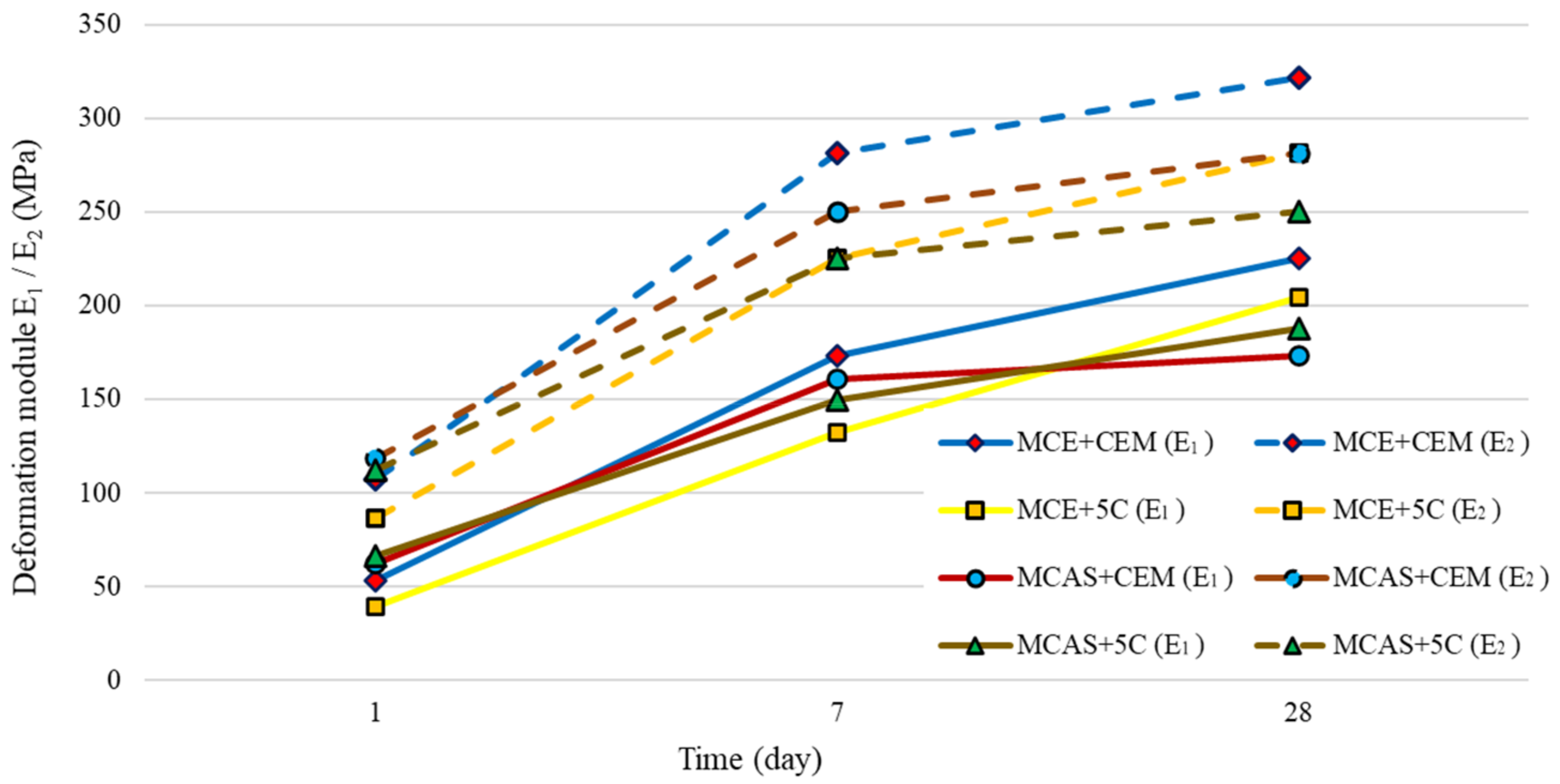
4.2. Assessment of the Deformation Modulus of the Recycled Base Course
5. Conclusions
- The density (ρmc) and dry bulk density (ρbdry) indicate that, irrespective of the type of hydraulic binder, the cold-recycled mixture with foamed bitumen (MCAS) achieves greater density that the mixture with bitumen emulsion (MCE). The density of the mixture with foamed bitumen is approx. 0.050 Mg/m3 higher, and the dry bulk density is approx. 0.020 Mg/m3 higher.
- The air void content was slightly lower for the cold-recycled mixture with bitumen emulsion (MCE). The average air void content (Vm) was approximately 11.0%.
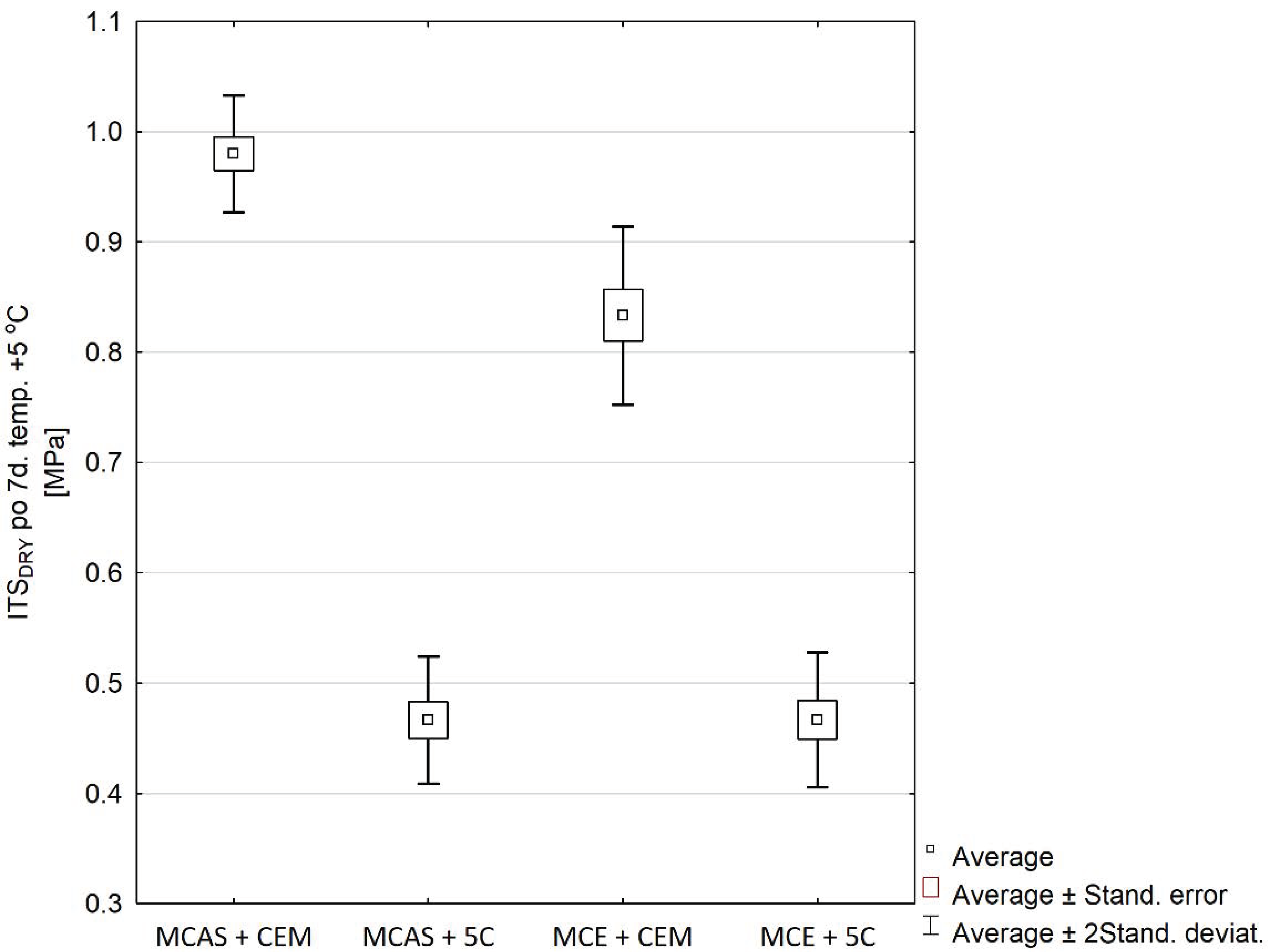
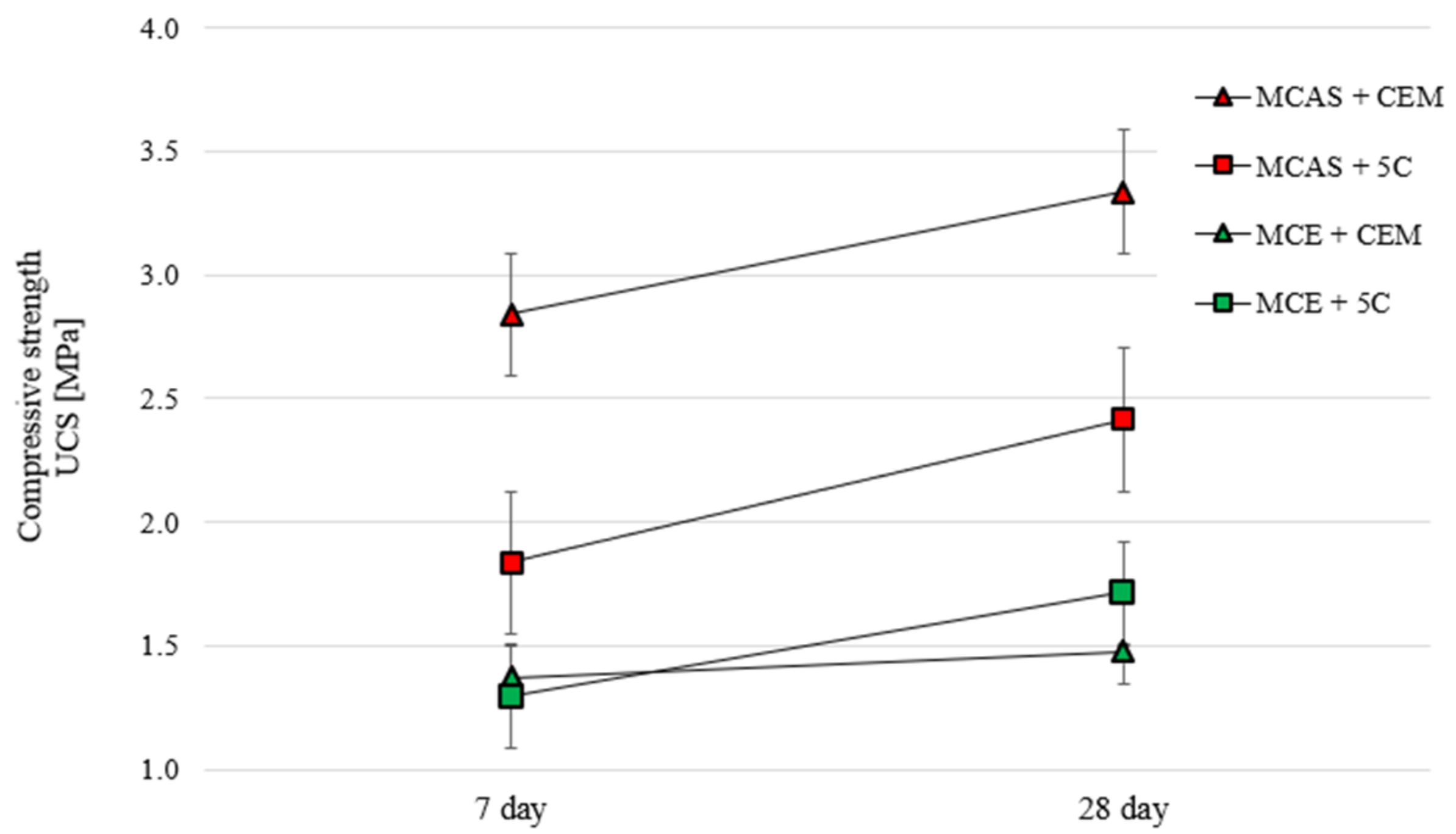
- Irrespective of the type of bituminous binder, lower indirect tensile strength (ITS) was achieved for the hydraulic binder produced by mixing “5C”. The indirect tensile strength (ITS) of the cold-recycled mixture containing Portland cement was almost two times higher.
- The minimum required strength for the cold-recycled mixture with foamed bitumen (MCAS) and bitumen emulsion (MCE) could be achieved after approx. 3 days of curing of the layer.
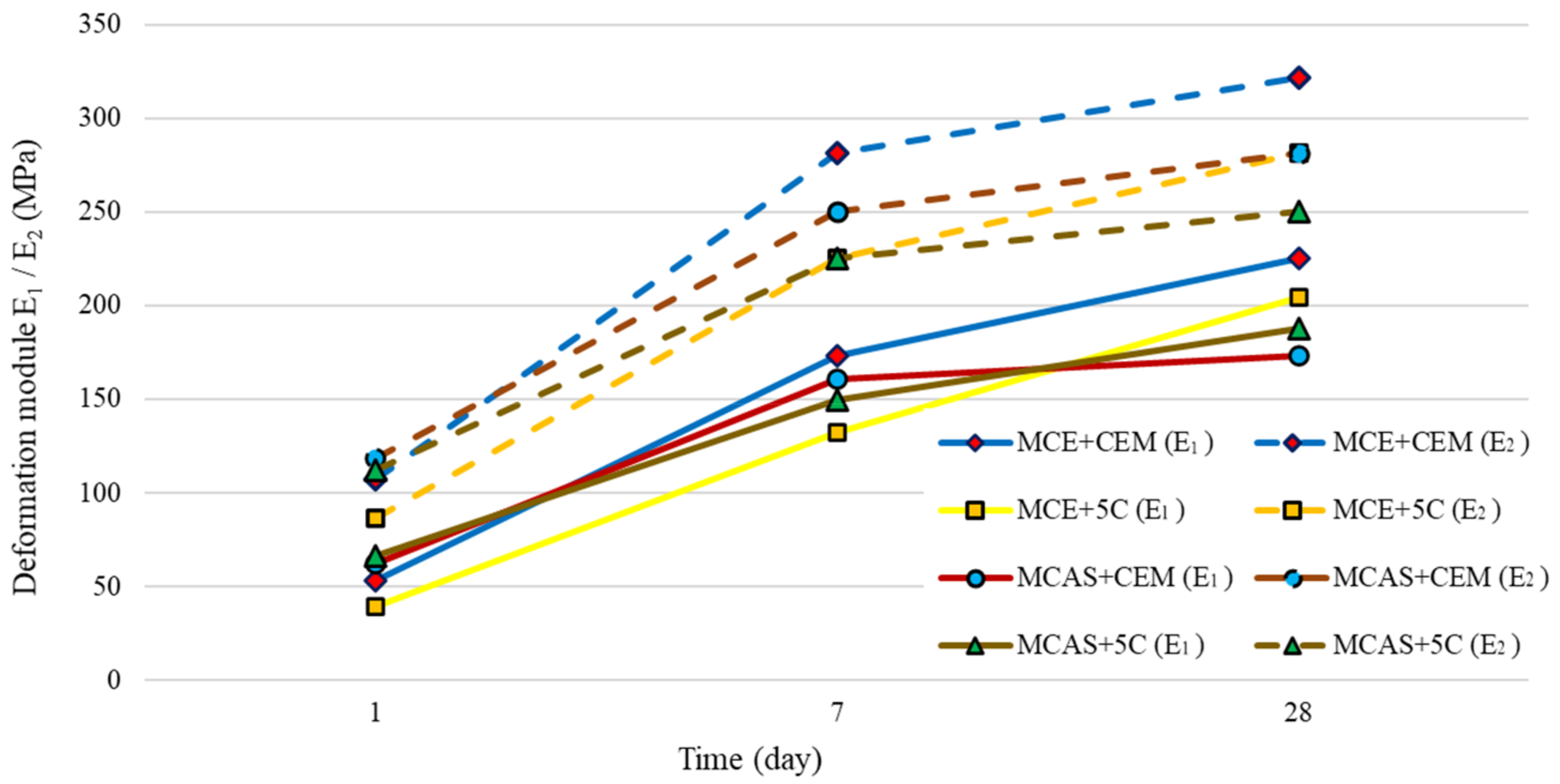
- It is possible to obtain the required load-bearing capacity of the subbase with a hydraulic binder of much lower strength parameters.
Author Contributions
Funding
Conflicts of Interest
References
- Chomicz-Kowalska, A.; Maciejewski, K. Performance and viscoelastic assessment of high-recycle rate cold foamed bitumen mixtures produced with different penetration binders for rehabilitation of deteriorated pavements. J. Clean. Prod. 2020, 258, 120517. [Google Scholar] [CrossRef]
- Czapik, P.; Zapała-Sławeta, J.; Owsiak, Z.; Stępień, P. Hydration of cement by-pass dust. Constr. Build. Mater. 2020, 231, 117139. [Google Scholar] [CrossRef]
- Dołżycki, B. Polish experience with cold in-place recycling. IOP Conf. Ser. Mater. Sci. Eng. 2017, 236, 012089. [Google Scholar] [CrossRef] [Green Version]
- Skotnicki, L.; Kuźniewski, J.; Szydlo, A. Stiffness Identification of Foamed Asphalt Mixtures with Cement, Evaluated in Laboratory and In Situ in Road Pavements. Materials 2020, 13, 1128. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iwański, M.; Mazurek, G.; Buczyński, P. Bitumen Foaming Optimisation Process on the Basis of Rheological Properties. Materials 2018, 11, 1854. [Google Scholar] [CrossRef] [PubMed]
- Niazi, Y.; Jalili, M. Effect of Portland cement and lime additives on properties of cold in-place recycled mixtures with asphalt emulsion. Constr. Build. Mater. 2009, 23, 1338–1343. [Google Scholar] [CrossRef]
- Kukiełka, J.; Bańkowski, W. The experimental study of mineral-cement-emulsion mixtures with rubber powder addition. Constr. Build. Mater. 2019, 226, 759–766. [Google Scholar] [CrossRef]
- Asphalt Academy Technical Guideline TG2: Bitumen Stabilised Materials. A Guideline for the Design and Construction of Bitumen Emulsion and Foamed Bitumen Stabilised Materials, 2nd ed.; Asphalt Academy: Pretoria, South Africa, 2009; Available online: http://www.aapaq.org/q/2011st/docs/TG2.pdf (accessed on 28 November 2020).
- Wirtgen. Cold Recycling Technology, 1st ed.; Wirtgen GmbH: Windhagen, Germany, 2012; Available online: https://www.wirtgen.de (accessed on 28 November 2020).
- Piłat, J.; Radziszewski, P. Nawierzchnie Asfaltowe: Podręcznik Akademicki; Wydawnictwa Komunikacji i Łączności: Warszawa, Poland, 2010; ISBN 978-83-206-1759-7. [Google Scholar]
- Mazurek, G.; Iwanski, M. Optimisation of the innovative hydraulic binder composition for its versatile use in recycled road base layer. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 032044. [Google Scholar] [CrossRef] [Green Version]
- Katalog Typowych Konstrukcji Nawierzchni Podatnych i Półsztywnych; Generalna Dyrekcja Dróg Krajowych i Autostrad: Warszawa, Poland, 2014.
- Bitumen and Bituminous Binders. Determination of the Softening Point. Ring and Ball Method; PN-EN 1427; Polish Standards Institution: Warszawa, Poland, 2015.
- Bitumen and Bituminous Binders. Determination of the Fraass Breaking Point; PN-EN 12593; Polish Standards Institution: Warszawa, Poland, 2015.
- Bitumen and Bituminous Binders—Framework for Specifying Cationic Bituminous Emulsions; PN-EN 13808; Polish Standards Institution: Warszawa, Poland, 2013.
- Owsiak, Z.; Zapała-Sławeta, J.; Czapik, P. Optymalizacja składu środka wiążącego o uniwersalnym charakterze zastosowania w recyklowanych podbudowach. In Innovative Technology Using Binder Optimization Designed for Deep Cold Recycling of Pavement Construction Ensuring its Operational Durability; Raport 1/1/PŚk/2018; Kielce University of Technology: Kielce, Poland, 2018. (In Polish) [Google Scholar]
- Methods of Testing Cement. Determination of Setting Times and Soundness; PN-EN 196-3; Polish Standards Institution: Warszawa, Poland, 2016.
- Methods of Testing Cement. Determination of Strength; PN-EN 196-1; Polish Standards Institution: Warszawa, Poland, 2016.
- Methods of Testing Cement. Determination of Fineness; PN-EN 196-6; Polish Standards Institution: Warszawa, Poland, 2011.
- Owsiak, Z.; Czapik, P. Testing the cement, hydrated lime and cement by-pass dust mixtures hydration. Roads Bridg. Drogi Mosty 2020, 135–147. [Google Scholar] [CrossRef]
- Bituminous Mixtures. Test Methods for Hot Mix Asphalt. Soluble Binder Content; PN-EN 12697-1; Polish Standards Institution: Warszawa, Poland, 2005.
- Dołżycki, B. Instrukcja Projektowania i Wbudowania Mieszanek Mineralno-Cementowo-Emulsyjnych (MCE); Deneralna Dyrekacja Dróg Krajowych i Autostrad, Warszawa, Poland, 12 maj 2019. Available online: https://www.gddkia.gov.pl/frontend/web/userfiles/articles/d/dokumenty-techniczne_8162/Wytyczne_RID/Recykling/Za%C5%82%C4%85cznik%209.4.2.pdf (accessed on 28 November 2020).
- Bituminous Mixtures. Test Methods. In Specimen Preparation by Impact Compactor; PN-EN 12697-30; Polish Standards Institution: Warszawa, Poland, 2008.
- Bituminous Mixtures. Test Methods. In Determination of the Maximum Density; PN-EN 12697-5; Polish Standards Institution: Warszawa, Poland, 2008.
- Bituminous Mixtures. Test Methods. In Determination of Bulk Density of Bituminous Specimens; PN-EN 12697-6; Polish Standards Institution: Warszawa, Poland, 2008.
- Bituminous Mixtures. Test Methods. In Determination of the Indirect Tensile Strength of Bituminous Specimens; PN-EN 12697-23; Polish Standards Institution: Warszawa, Poland, 2009.
- Unbound and Hydraulically Bound Mixtures. Test Method for Determination of the Compressive Strength of Hydraulically Bound Mixtures; PN-EN 13286-41; Polish Standards Institution: Warszawa, Poland, 2005.
- Drogi Samochodowe. In Oznaczanie Modułu Odkształcenia Nawierzchni Podatnych i Podłoża Przez Obciążenie Płytą; BN-64/8931-02; Wydawnictwo Normalizacyjne Alfa: Warszawa, Poland, 1965.
- Drogi Samochodowe. In Roboty Ziemne; Wymagania i Badania PN-S 02205; Polski Komitet Normalizacyjny: Warszawa, Poland, 1998.
- Unbound and Hydraulically Bound Mixtures. Method for the Manufacture of Test Specimens of Hydraulically Bound Mixtures Using Proctor Equipment or Vibrating Table Compaction; PN-EN 13286-50; Polish Standards Institution: Warszawa, Poland, 2007.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bitumen for Roads | Penetration (0.1 mm) | TPiK (°C) | TFraass (°C) | |||
|---|---|---|---|---|---|---|
| - | Average | SD | Average | SD | Average | SD |
| 70/100 | 75.80 | 2.15 | 45.2 | 0.03 | −17.9 | 0.55 |
| Component | Units | Bitumen Emulsion—C60B10 ZM/R |
|---|---|---|
| Binder content | % (m/m) | 60 |
| Mixing stability with cement | g | 1.0 |
| 0.5 mm sieve residue | % (m/m) | 0.04 |
| Efflux time Ø2 mm at 40 °C | s | 32 |
| Adhesion to aggregate | % | 85 |
| Property | Test | Units | CEM I 32.5R | HRB* “5C” |
|---|---|---|---|---|
| Initial setting time | EN 196-3 [17] | min | 200 | 265 |
| Final setting time | min | 265 | 460 | |
| Compressive strength at 7 days | EN 196-1 [18] | MPa | 34.2 | 7.7 |
| Compressive strength at 28 days | MPa | 46.8 | 13.6 | |
| Volume constancy | EN 196-3 [17] | mm | 9 | 17 |
| Specific surface area | EN 196-6 [19] | cm2/g | 4282 | 5010 |
| Component | Density ρa (kg/m3) | Share (%) of Ingredients | |||
|---|---|---|---|---|---|
| MCAS-CEM | MCAS-“5C” | MCE-CEM | MCE-“5C” | ||
| Reclaimed asphalt pavement (RAP # 31.5 mm) | 2547 | 37.6 | 37.6 | 37.6 | 37.6 |
| 0/31.5 mm natural aggregate | 2661 | 56.4 | 56.4 | 56.4 | 56.4 |
| CEM I 32.5R Portland cement | 3010 | 3.0 | 3.0 | 3.0 | - |
| “5C” hydraulic binder | 2860 | - | 3.0 | - | 3.0 |
| 50/70 foamed bitumen | 1020 | 3.0 | - | - | - |
| C60B10 ZM/R bitumen emulsion * | 1010 | - | - | 3.0 * | 3.0 * |
| Mixture | ρmv (kg/m3) | ρbdry (kg/m3) | Vm (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| X | s | ν (%) | X | s | ν (%) | X | s | ν (%) | |
| MCAS + CEM | 2428 | 9.0 | 0.4 | 2139 | 8.0 | 0.4 | 11.9 | 0.9 | 7.6 |
| MCAS + 5C | 2425 | 7.0 | 0.3 | 2161 | 7.0 | 0.3 | 10.9 | 1.0 | 8.8 |
| MCE + CEM | 2381 | 9.0 | 0.4 | 2127 | 8.0 | 0.4 | 10.7 | 0.8 | 7.1 |
| MCE + 5C | 2370 | 12.0 | 0.5 | 2136 | 13.0 | 0.6 | 9.9 | 0.6 | 6.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buczyński, P.; Iwański, M.; Krasowski, J. Assessment of the Impact of Hydraulic Binder on the Properties of the Cold Recycled Mixture with Foamed Bitumen and Bitumen Emulsion: Field Tests. Buildings 2020, 10, 223. https://doi.org/10.3390/buildings10120223
Buczyński P, Iwański M, Krasowski J. Assessment of the Impact of Hydraulic Binder on the Properties of the Cold Recycled Mixture with Foamed Bitumen and Bitumen Emulsion: Field Tests. Buildings. 2020; 10(12):223. https://doi.org/10.3390/buildings10120223
Chicago/Turabian StyleBuczyński, Przemysław, Marek Iwański, and Jakub Krasowski. 2020. "Assessment of the Impact of Hydraulic Binder on the Properties of the Cold Recycled Mixture with Foamed Bitumen and Bitumen Emulsion: Field Tests" Buildings 10, no. 12: 223. https://doi.org/10.3390/buildings10120223
APA StyleBuczyński, P., Iwański, M., & Krasowski, J. (2020). Assessment of the Impact of Hydraulic Binder on the Properties of the Cold Recycled Mixture with Foamed Bitumen and Bitumen Emulsion: Field Tests. Buildings, 10(12), 223. https://doi.org/10.3390/buildings10120223