
Lateral Pressure Test of Vertical Joint Concrete and Formwork Optimization Design for Monolithic Precast Concrete Structure

 ,
,
Abstract
:1. Introduction
2. Test for Lateral Pressure
2.1. Preparation of SCC
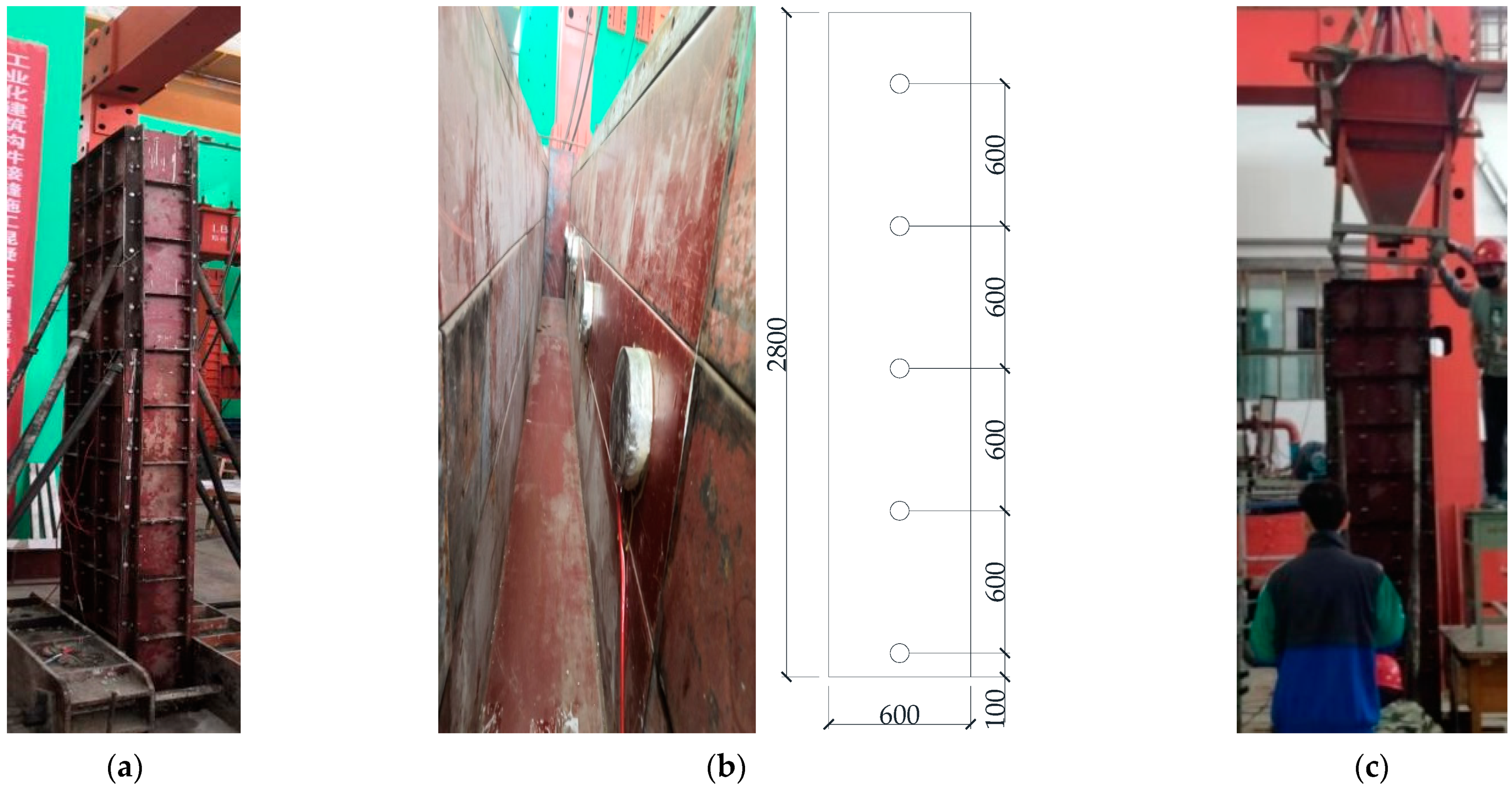
2.2. Test for Lateral Pressure of SCC on Vertical Joint Formworks
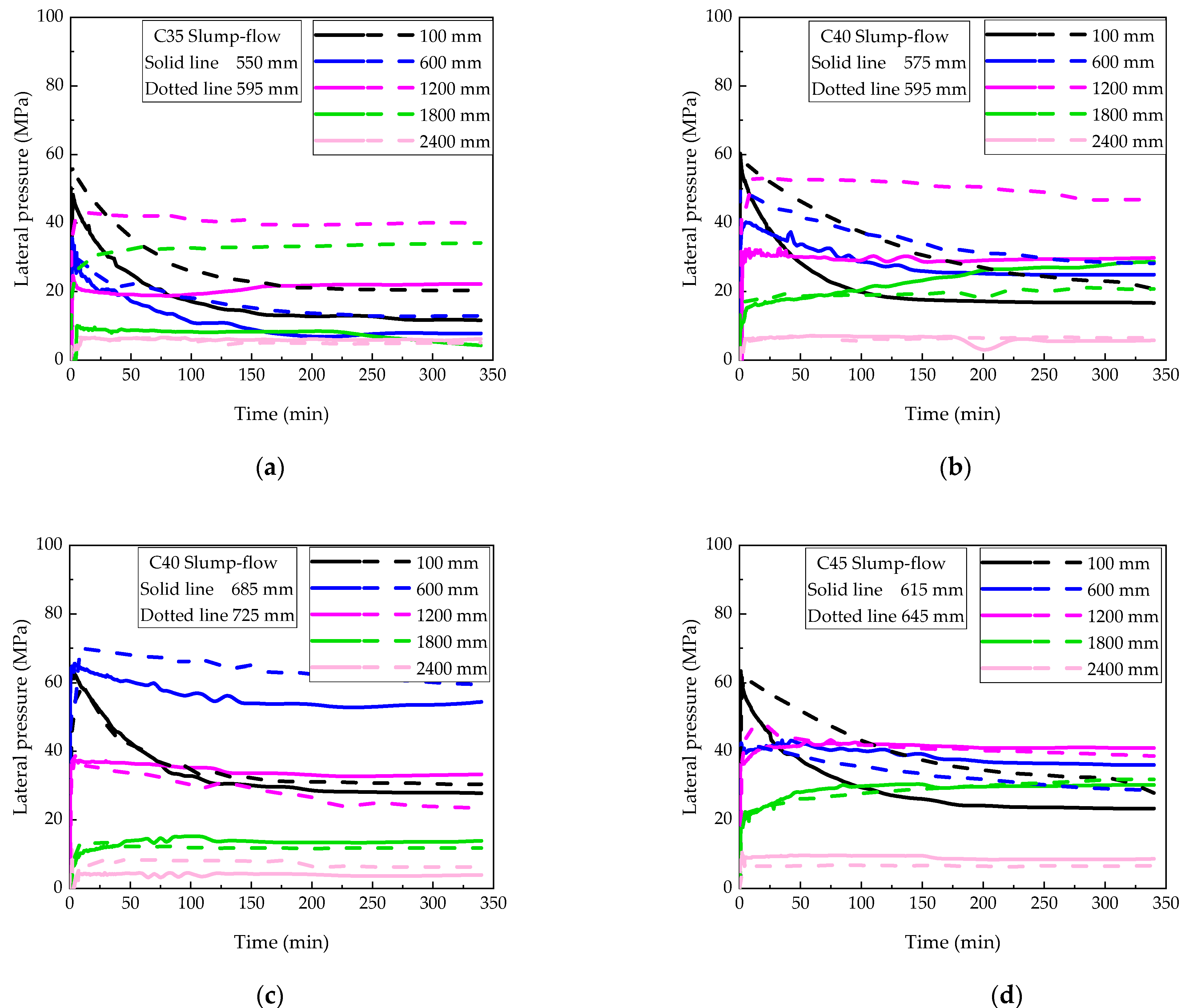
2.3. Test Results of Lateral Pressure
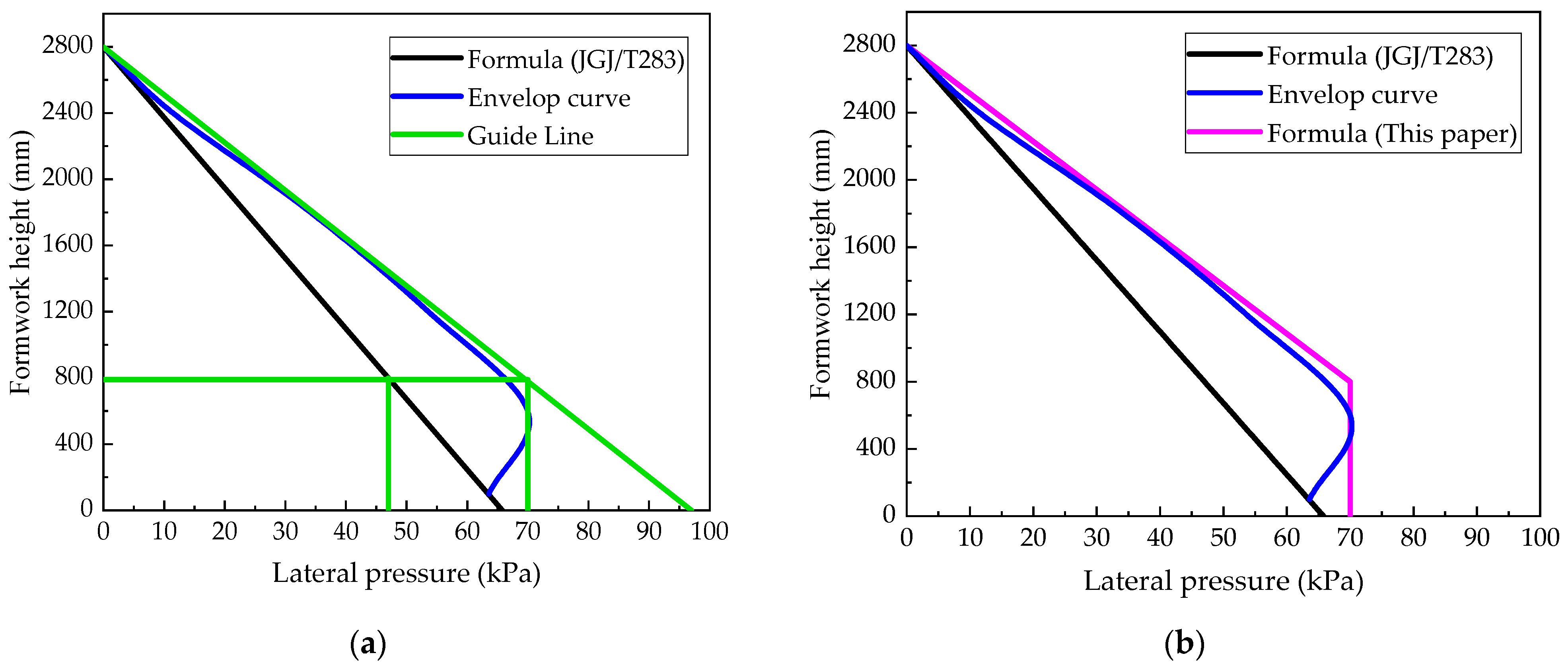
2.4. Prediction of Maximum Lateral Pressure
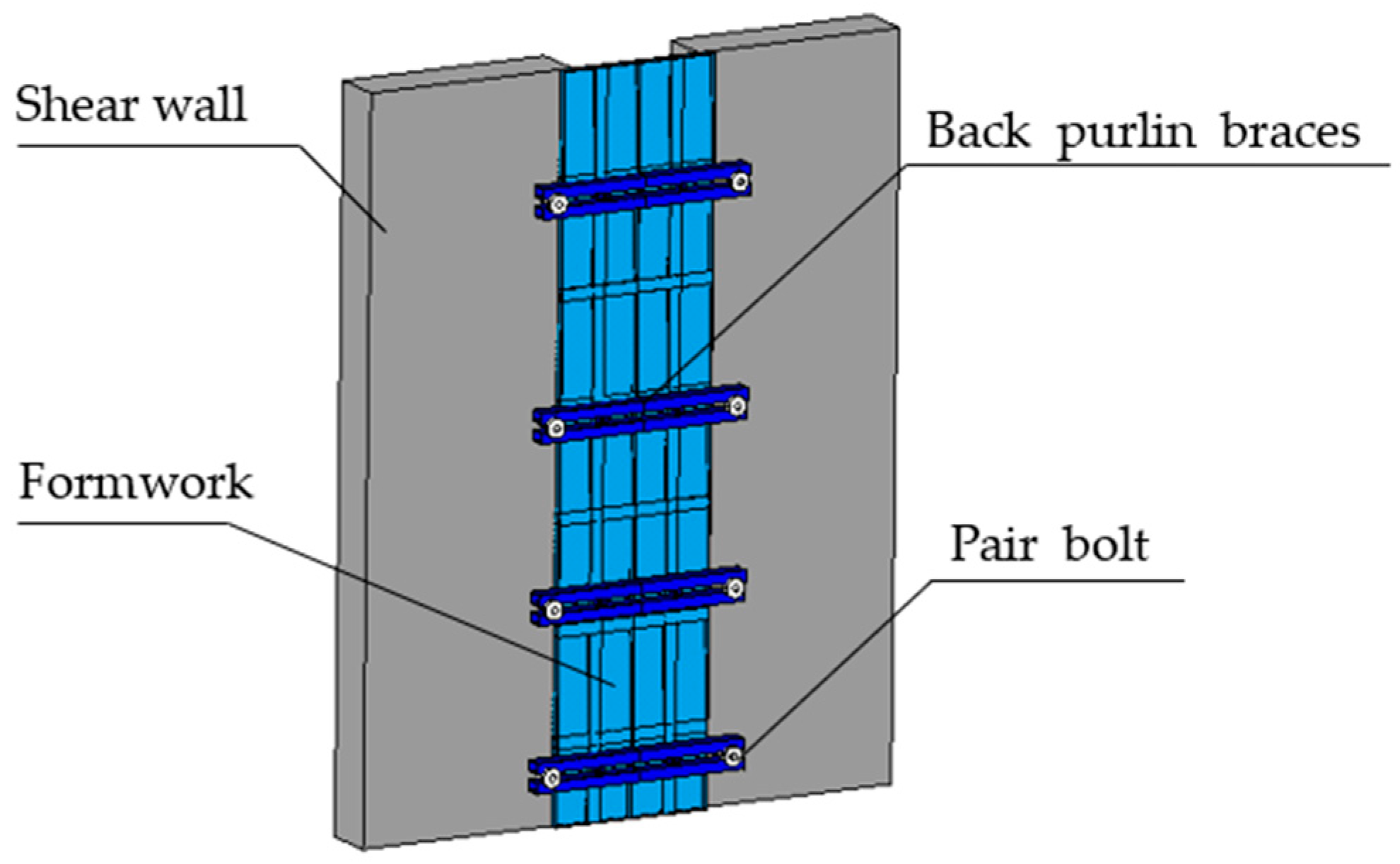
3. Optimal Design of Vertical Joint Formwork
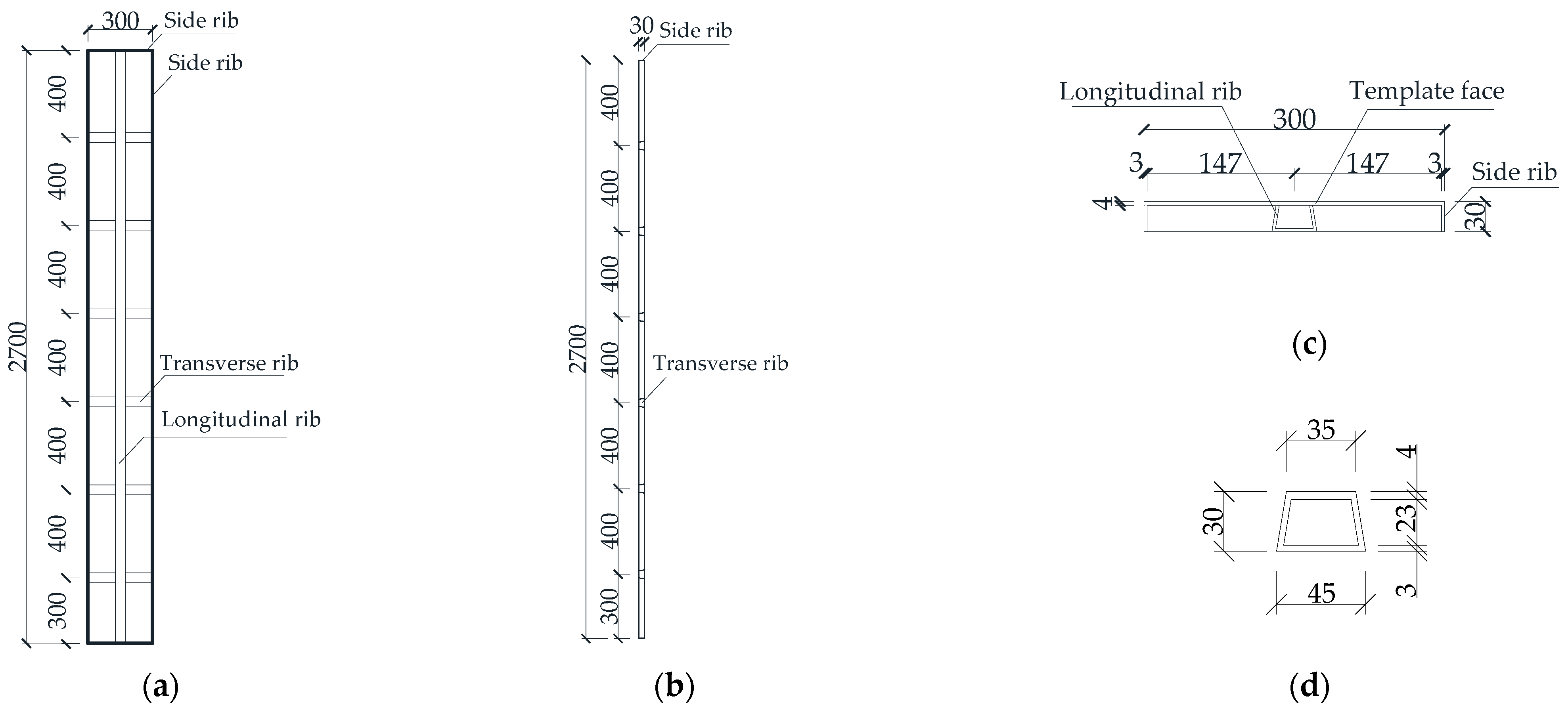
3.1. Basic Information of Joint Formwork
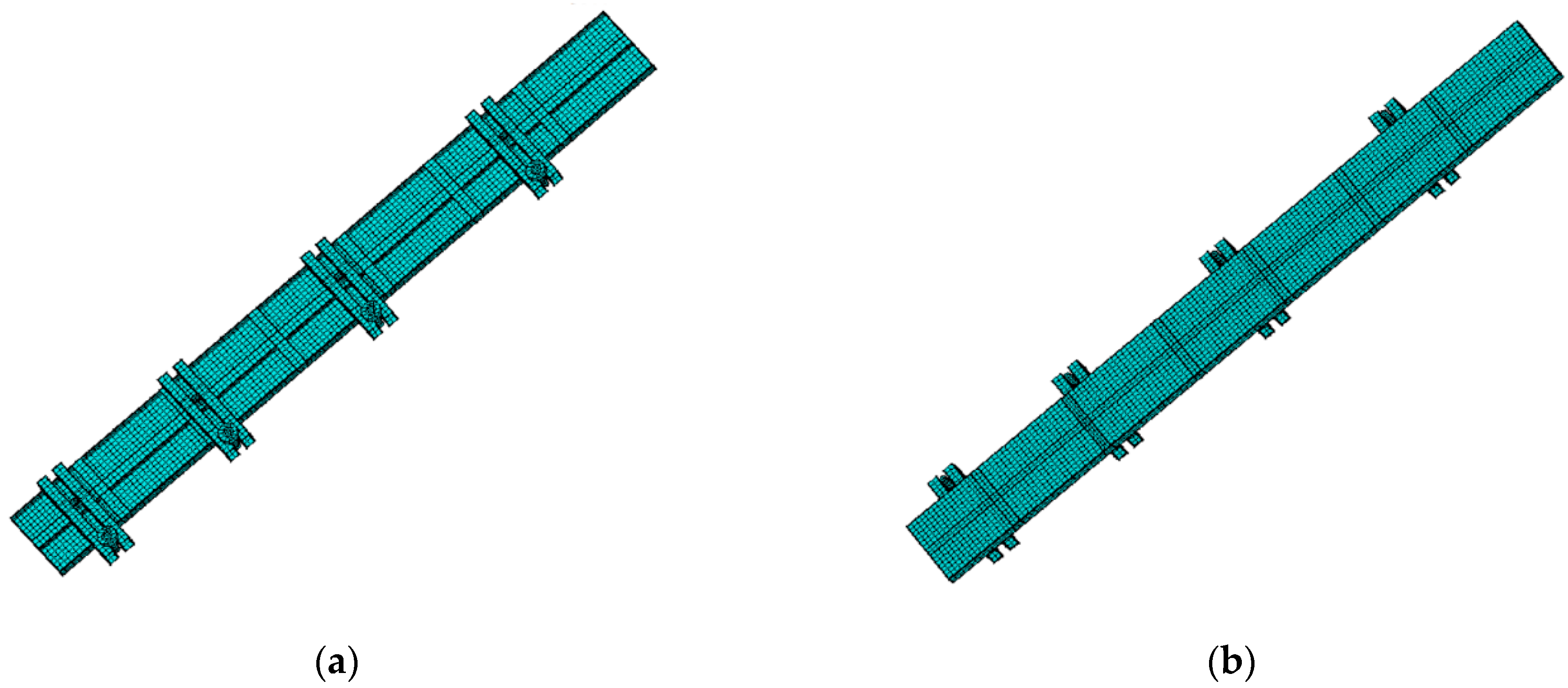
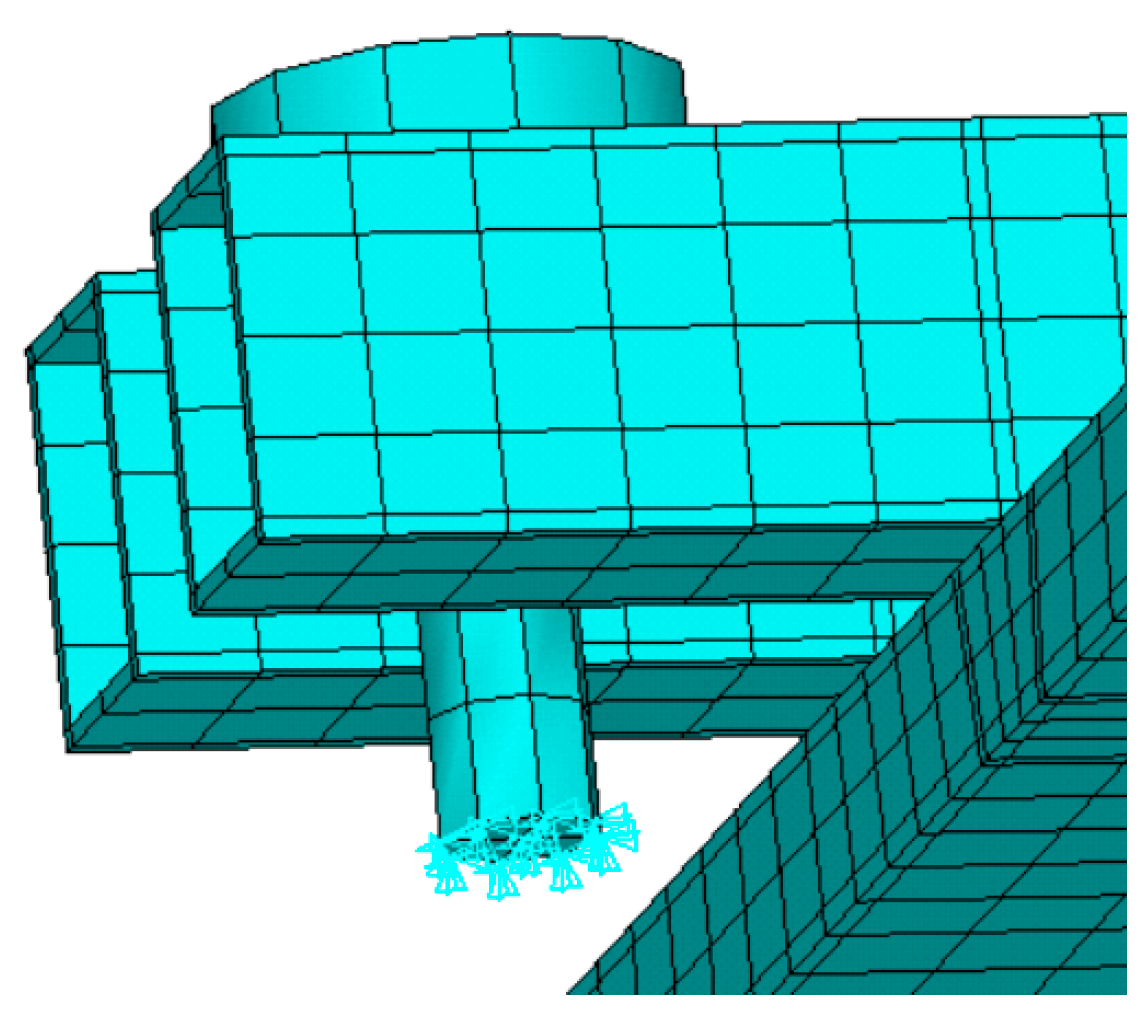
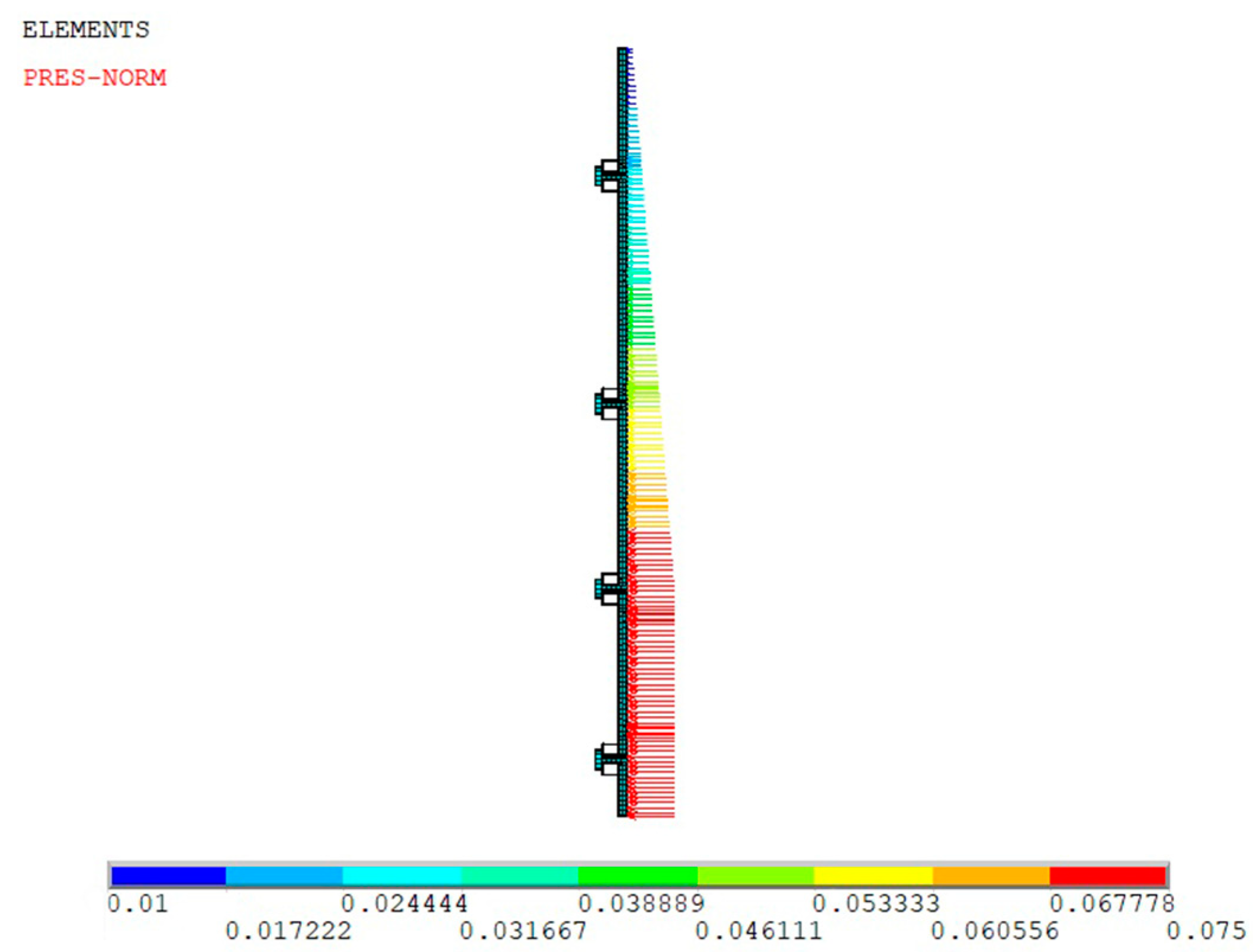
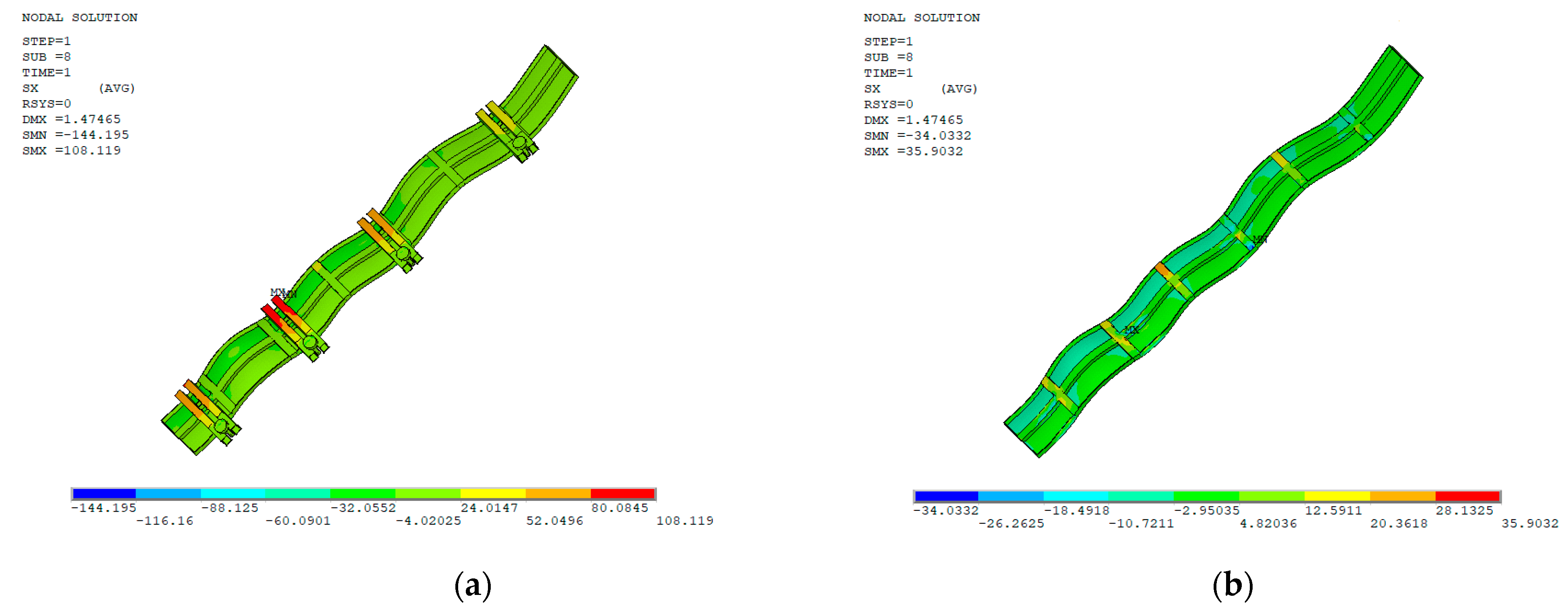
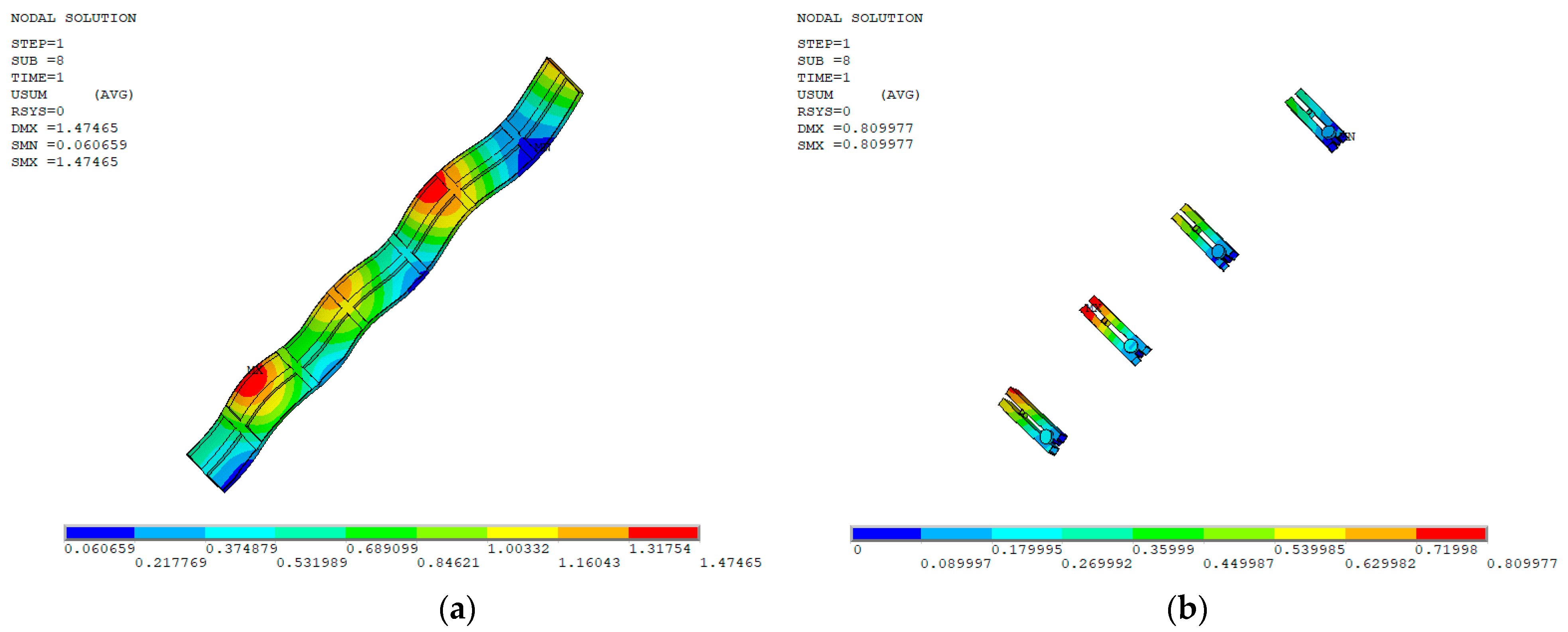
3.2. FEM Model
3.3. Optimal Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- JGJ/T 283-2012; Ministry of Housing and Urban-Rural Construction of the People’s Republic of China. Technical Specification for Application of Self-Compacting Concrete. China Construction Industry Press: Beijing, China, 2002.
- Proske, T.; Graubner, C. Formwork pressure of highly workable concrete—Experiments focused on setting, vibration and design approach. In Design, Production and Placement of Self-Consolidating Concrete; Khayat, K.H., Feys, D., Eds.; RILEM Books Series 1; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Assaad, J.; Khayat, K.H. Kinetics of formwork pressure drop of self-consolidating concrete containing various types and contents of binder. Cem. Concr. Res. 2005, 35, 1522–1530. [Google Scholar] [CrossRef]
- Kim, J.H.; Noemi, N.; Shah, S.P. Effect of powder material on the rheology and formwork pressure of self-consolidating concrete. Cem. Concr. Compos. 2012, 34, 746–753. [Google Scholar] [CrossRef]
- Kim, J.H.; Beacraft, M.; Shah, S.P. Effect of mineral admixtures on formwork pressure of self-consolidating concrete. Cem. Concr. Compos. 2010, 32, 665–671. [Google Scholar] [CrossRef]
- Gregori, A.; Ferron, R.P.; Sun, Z.; Shah, S.P. Experimental simulation of self-consolidating concrete formwork pressure. ACI Mater. J. 2008, 105, 97–104. [Google Scholar]
- Wang, Z.L. Research on Rheological Performances and Formwork Pressure of Self-Compacting Concrete. Master’s Dissertation, Harbin Institute of Technology, Harbin, China, 2011. [Google Scholar]
- Zhao, C. Effect of Rheology Control Additive on the Lateral Pressure of Self-Compacting Concrete. Master’s Dissertation, Zhejiang University of Technology, Hangzhou, China, 2015. [Google Scholar]
- Assaad, J.; Khayat, K.H. Effect of coarse aggregate characteristics on lateral pressure exerted by self-consolidating concrete. ACI Mater. J. 2005, 102, 145–153. [Google Scholar]
- Assaad, J. Variations of lateral and pore water pressure of self-consolidating concrete at early age. ACI Mater. J. 2004, 101, 310–317. [Google Scholar]
- Assaad, J.; Matar, P. Regression models to predict SCC pressure exerted on formwork containing vertical and transverse reinforcing bars. Mater. Struct. 2018, 51, 62. [Google Scholar] [CrossRef]
- Tejeda-Dominguez, F. Laboratory and Field Study of Self-Consolidating Concrete Formwork Pressure; University of Illinois at Urbana-Champaign: Champaign, IL, USA, 2005. [Google Scholar]
- Assaad, J.; Khayat, K.H. Effect of casting rate and concrete temperature on formwork pressure of self-consolidating concrete. Mater. Struct. 2006, 39, 333–341. [Google Scholar] [CrossRef]
- Shi, X.W.; Gong, J.; She, X.K. Study on formwork lateral pressure test for self-compacting concrete. Build. Constr. 2015, 37, 1232–1234. [Google Scholar]
- Chen, H.; Ye, Y.H.; Xue, Z.H.; Wang, Z.H. Experimental study on formwork pressure produced by SCC in precast shear wall structure. Jiangsu Constr. 2015, 1, 35–50. (In Chinese) [Google Scholar]
- Tichko, S.; Schutter, G.D.; Troch, P.; Vierendeels, J.; Verhoeven, R.; Lesage, K.; Cauberg, N. Influence of the viscosity of self-compacting concrete and the presence of rebars on the formwork pressure while filling bottom-up. Eng. Struct. 2015, 101, 698–714. [Google Scholar] [CrossRef]
- Khayat, K.H.; Assaad, J.; Mesbah, H.; Lessard, M. Effect of section width and casting rate on variations of formwork pressure of self-consolidating concrete. Mater. Struct. 2005, 38, 73–78. [Google Scholar] [CrossRef]
- Kwon, S.H.; Phung, Q.T.; Park, H.Y.; Kim, J.H.; Shah, S.P. Effect of wall friction on variation of formwork pressure over time in self-consolidating concrete. Cem. Concr. Res. 2010, 41, 90–101. [Google Scholar] [CrossRef]
- ACI Committee 347. Guide to Formwork for Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2004. [Google Scholar]
- Teixeira, S.; Santilli, A.; Puente, I. Analysis of casting rate for the validation of models developed to predict the maximum lateral pressure exerted by self-compacting concrete on vertical formwork. J. Build. Eng. 2016, 6, 215–224. [Google Scholar] [CrossRef]
- Vanhove, Y.; Djelal, C.; Magnin, A. Prediction of the lateral pressure exerted by self-compacting concrete on formwork. Magaz. Concr. Res. 2004, 56, 55–62. [Google Scholar] [CrossRef]
- Kwon, S.H.; Kim, J.H.; Shah, S.P. Developments and applications of the intrinsic model for formwork pressure of self-consolidating concrete. Intern. J. Concr. Struct. Mater. 2012, 6, 31–40. [Google Scholar] [CrossRef] [Green Version]
- JGJ 1-2014; Ministry of Housing and Urban-Rural Development of the People’s Republic of China. Technical Specification for Precast Concrete Structures. China Construction Industry Press: Beijing, China, 2014.
- Li, C.Y.; Yang, Y.B.; Su, J.Z.; Meng, H.D.; Pan, L.Y.; Zhao, S.B. Experimental research on interfacial bonding strength between vertical cast-in-situ joint and precast concrete walls. Crystals 2021, 11, 494. [Google Scholar] [CrossRef]
- GB 175-2007; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Common Portland Cement. Standards Press of China: Beijing, China, 2007.
- GB/T 1596-2017; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Fly Ash Used for Cement and Concrete. Standards Press of China: Beijing, China, 2017.
- GB/T 18046-2017; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Ground Granulated Blast Furnace Slag Used for Cement, Mortar and Concrete. Standards Press of China: Beijing, China, 2017.
- GB/T 14684-2011; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Sand for Construction. Standards Press of China: Beijing, China, 2011.
- GB/T 14685-2011; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Pebble and Crushed for Construction. Standards Press of China: Beijing, China, 2011.
- GB/T 23439-2017; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Expansive Agents for Concrete. Standards Press of China: Beijing, China, 2017.
- GB 8076-2008; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Concrete Admixtures. Standards Press of China: Beijing, China, 2008.
- Zhao, M.L.; Ding, X.X.; Li, J.; Law, D. Numerical analysis of mix proportion of self-compacting concrete compared to ordinary concrete. Key Eng. Mater. 2018, 789, 69–75. [Google Scholar]
- Li, C.Y.; Shang, P.R.; Li, F.L.; Feng, M.; Zhao, S.B. Shrinkage and mechanical properties of self-compacting SFRC with calcium sulfoaluminate expansive agent. Materials 2020, 13, 588. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ding, X.X.; Zhao, M.S.; Qiu, X.; Wang, Y.P.; Ru, Y.J. The optimization of mix proportion design for SCC: Experimental study and grey relational analysis. Materials 2022, 15, 1305. [Google Scholar] [CrossRef]
- GB/T 50081-2019; Ministry of Housing and Urban-Rural Development of the People’s Republic of China. Standard for Test Methods of Concrete Physical and Mechanical Properties. China Construction Industry Press: Beijing, China, 2019.
- JGJ386-2016; Ministry of Housing and Urban-Rural Development of the People’s Republic of China. Technical Specification for Combined Aluminum Alloy Formwork Engineering. China Construction Industry Press: Beijing, China, 2016.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Setting Time (min) | Compressive Strength (MPa) | Flexural Strength (MPa) | Specific Surface Area (m2/kg) | Water Requirement of Normal Consistency (%) | Apparent Density (kg/m3) | |||
|---|---|---|---|---|---|---|---|---|
| Initial | Final | 3 days | 28 days | 3 days | 28 days | |||
| 170 | 215 | 23.0 | 44.1 | 4.4 | 6.7 | 360 | 27.0 | 3093 |
| Group No. | w/c | Raw Material Dosage (kg/m3) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Cement | Water | Sand | Crushed Stone | Fly Ash | GGBS | Expanded Agent | Water Reducer | ||
| C35 | 0.34 | 326.5 | 185 | 805.8 | 872.9 | 54.4 | 108.8 | 54.4 | 5.44 |
| C40a | 0.31 | 358.1 | 185 | 782.2 | 847.4 | 59.7 | 119.4 | 59.7 | 6.56 |
| C40b | 0.31 | 358.1 | 185 | 782.2 | 847.4 | 59.7 | 119.4 | 59.7 | 5.97 |
| C45 | 0.28 | 396.4 | 185 | 753.6 | 816.4 | 66.1 | 132.1 | 66.1 | 7.93 |
| Group No. | Slump-Flow (mm) | Cubic Compressive Strength (MPa) | |
|---|---|---|---|
| 7 days | 28 days | ||
| C30-1 | 550 | 32.4 | 43.8 |
| C30-2 | 595 | 31.9 | 43.6 |
| C40a-1 | 575 | 38.2 | 48.6 |
| C40a-2 | 595 | 38.9 | 49.4 |
| C40b-1 | 685 | 39.1 | 48.9 |
| C40b-2 | 725 | 38.7 | 49.4 |
| C45-1 | 615 | 42.9 | 54.3 |
| C45-2 | 645 | 44.1 | 55.2 |
| Material | Designed Yield Strength (MPa) | Modulus of Elasticity (GPa) | Poisson’s Ratio | Density (kg/m3) |
|---|---|---|---|---|
| Aluminum alloy | 200 | 70 | 0.3 | 2800 |
| Back purlin braces | 215 | 210 | 0.3 | 7850 |
| Bolt | 205 | 210 | 0.3 | 7850 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Ding, X.; Liu, Y.; Deng, L.; Lv, F.; Zhao, S. Lateral Pressure Test of Vertical Joint Concrete and Formwork Optimization Design for Monolithic Precast Concrete Structure. Buildings 2022, 12, 261. https://doi.org/10.3390/buildings12030261
Yang Y, Ding X, Liu Y, Deng L, Lv F, Zhao S. Lateral Pressure Test of Vertical Joint Concrete and Formwork Optimization Design for Monolithic Precast Concrete Structure. Buildings. 2022; 12(3):261. https://doi.org/10.3390/buildings12030261
Chicago/Turabian StyleYang, Yabin, Xinxin Ding, Yungao Liu, Lianchao Deng, Feiyang Lv, and Shunbo Zhao. 2022. "Lateral Pressure Test of Vertical Joint Concrete and Formwork Optimization Design for Monolithic Precast Concrete Structure" Buildings 12, no. 3: 261. https://doi.org/10.3390/buildings12030261