

Parametric Numerical Study of Welded Aluminium Beam-to-Column Joints


Abstract
:1. Introduction
2. Literature Overview on the Heat-Affected Zone in Aluminium Alloys
3. Numerical Parametric Study
3.1. Description of Numerical Modelling Approach
3.1.1. Variation of HAZ Geometry and Mechanical Properties
3.1.2. Contacts, Boundary Conditions, and Loading
3.2. Validation of Benchmarked Numerical Model
4. Results and Discussion
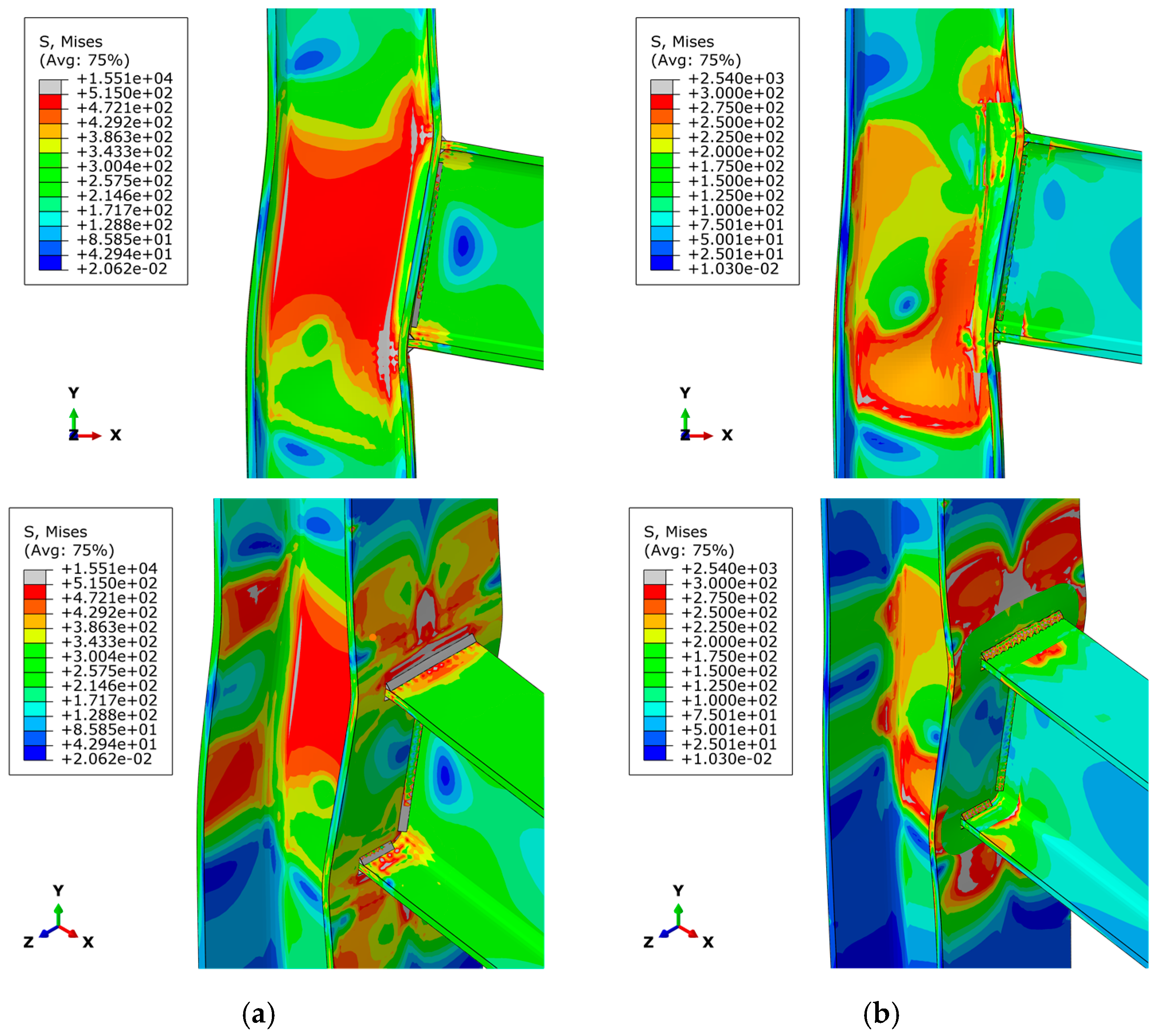
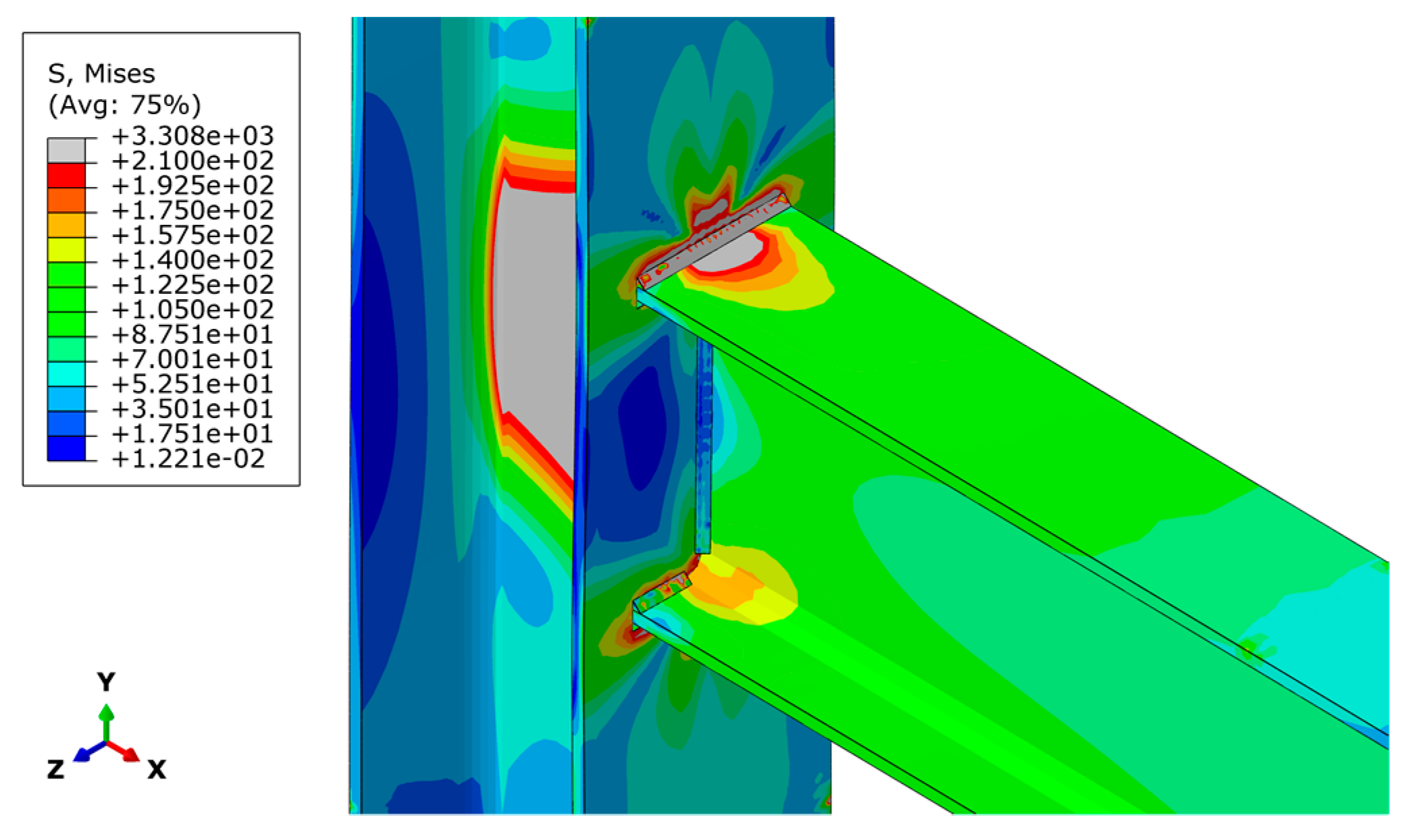
4.1. Failure Modes
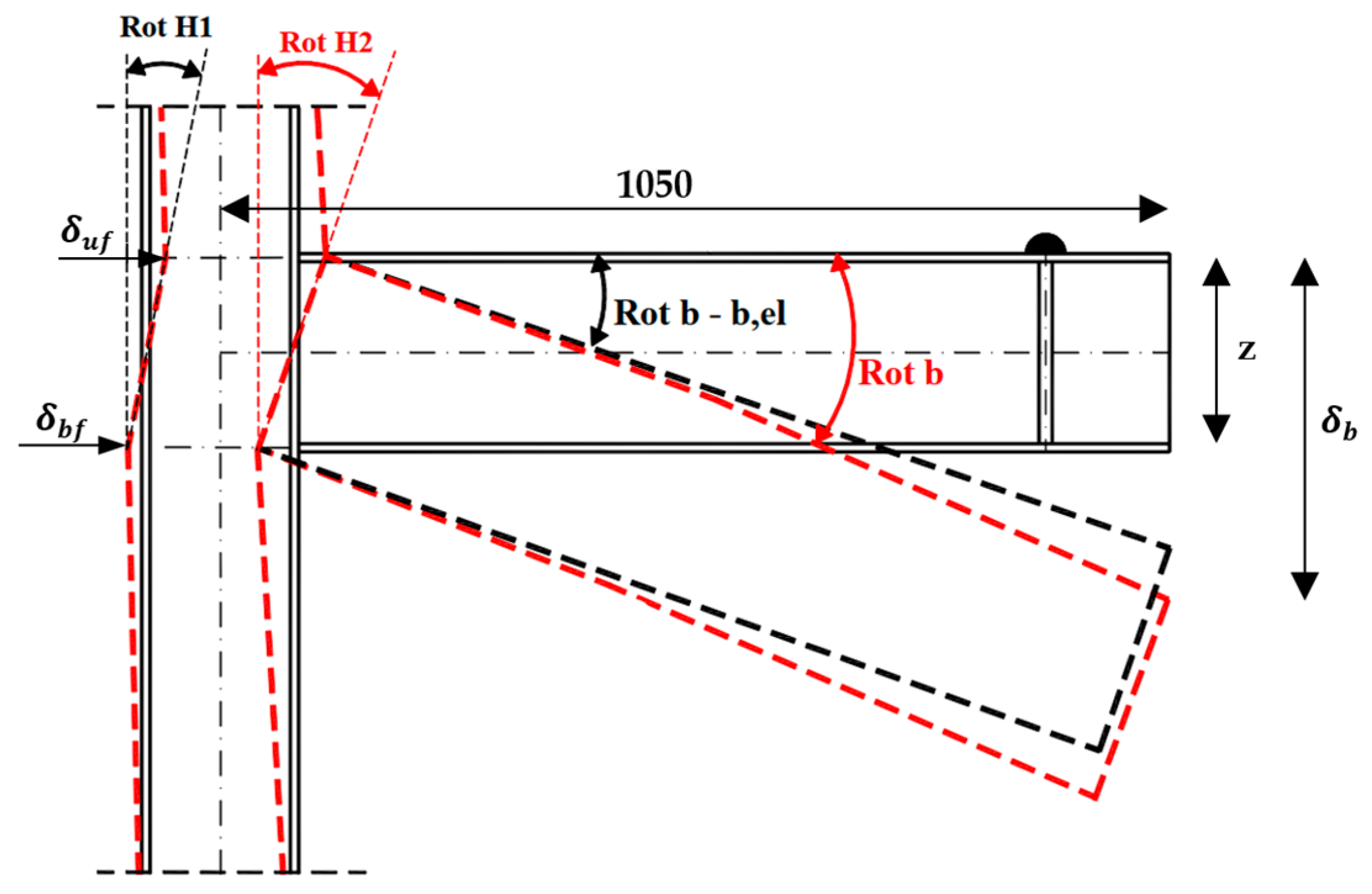
4.2. Moment–Rotation Characterisation
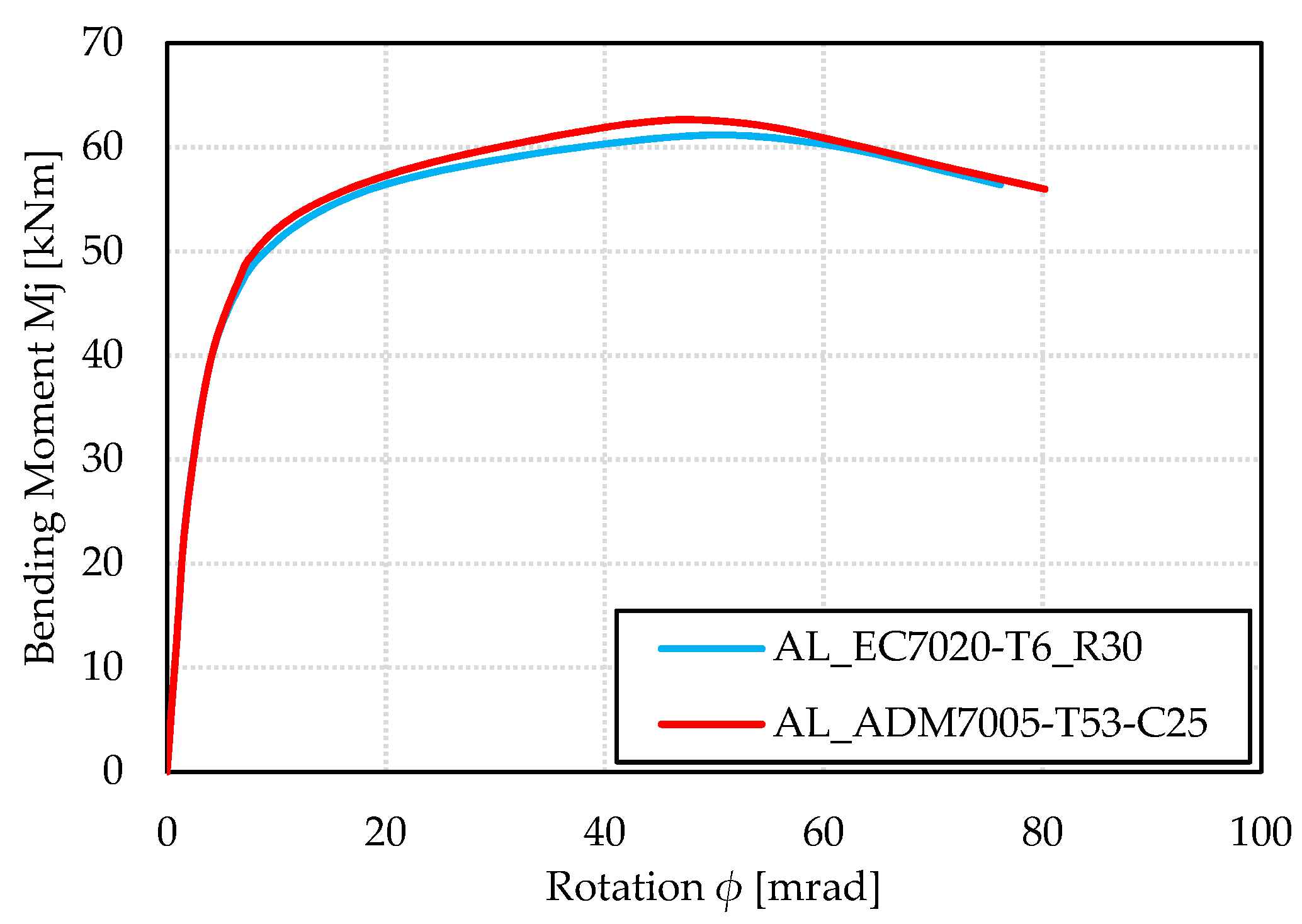
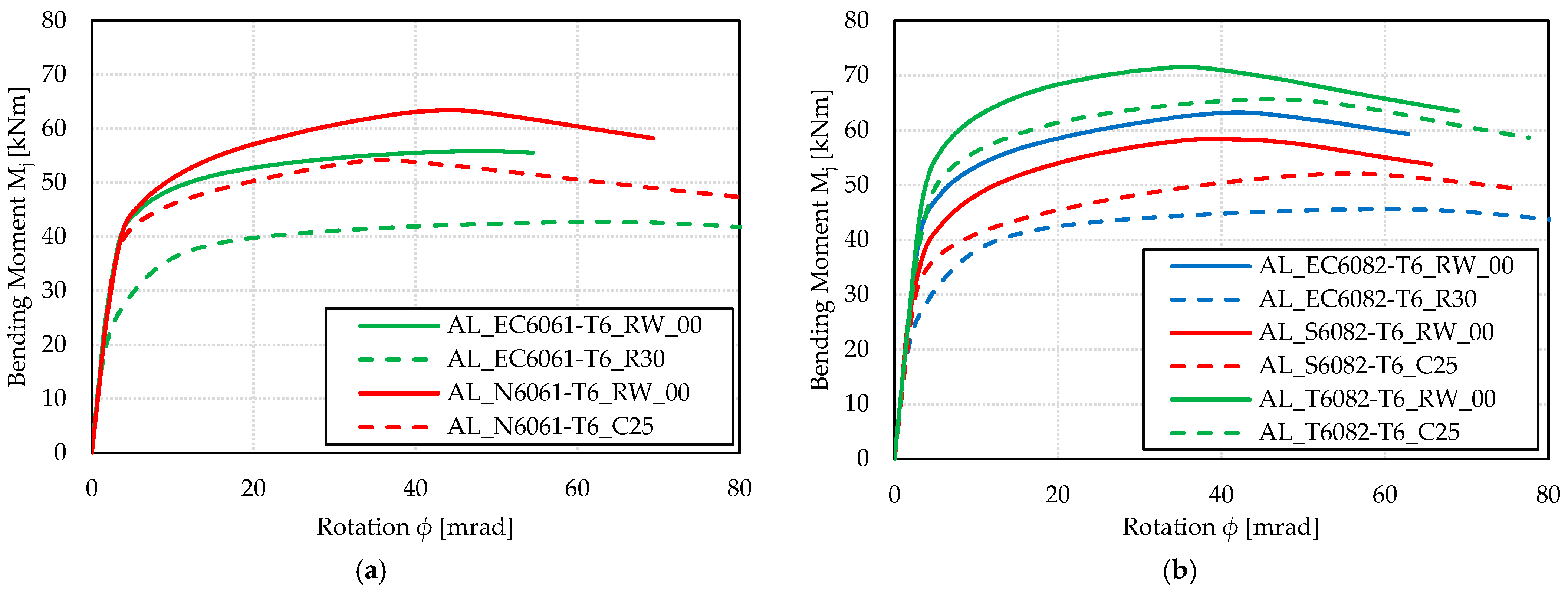
4.3. Effect of Variation of Aluminium Alloys of Base Material
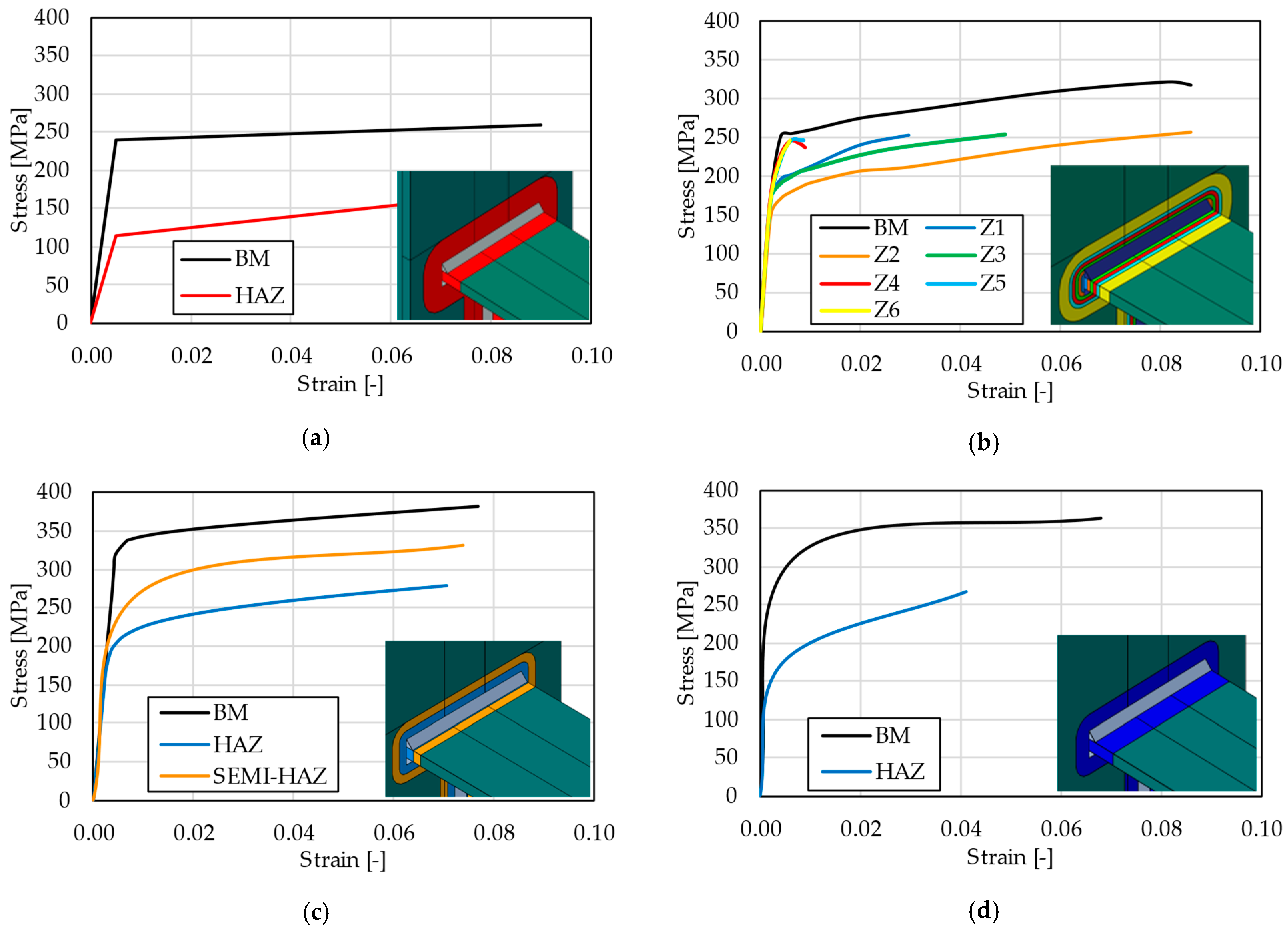
4.4. Effect of Mechanical Properties Reduction in the HAZ
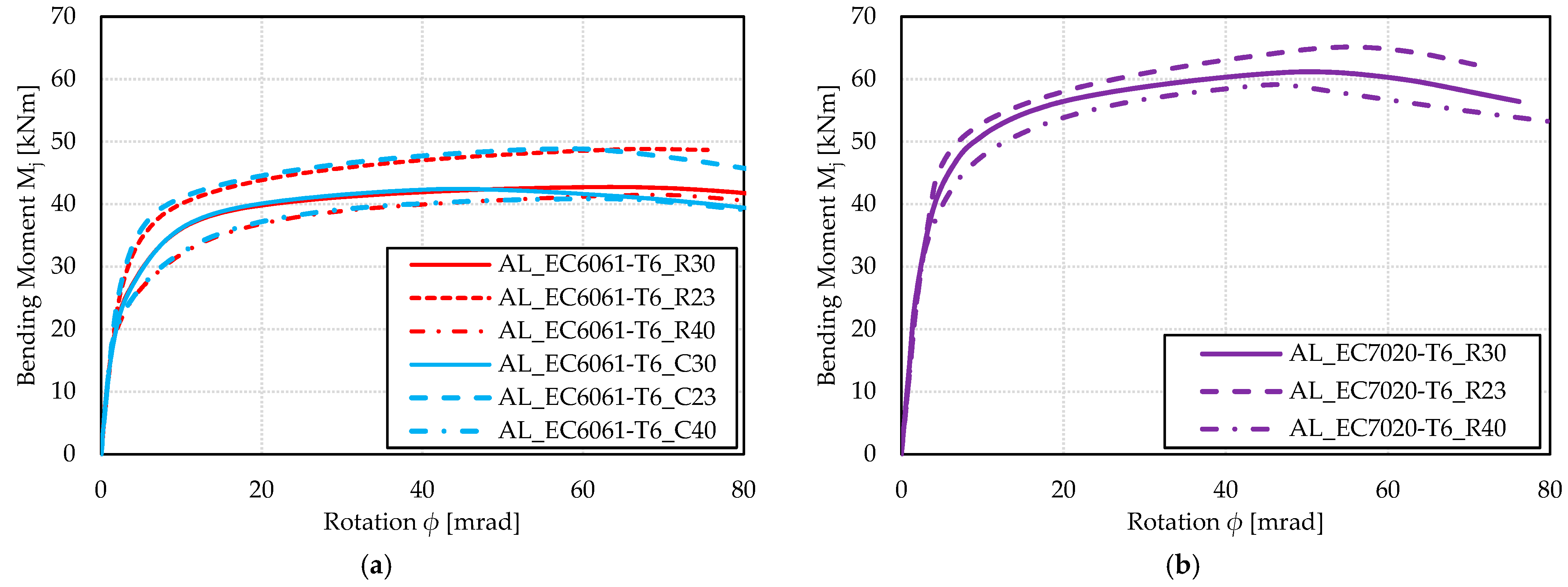
4.5. Effect of Different Definition of the HAZ Extent
5. Conclusions
- (1)
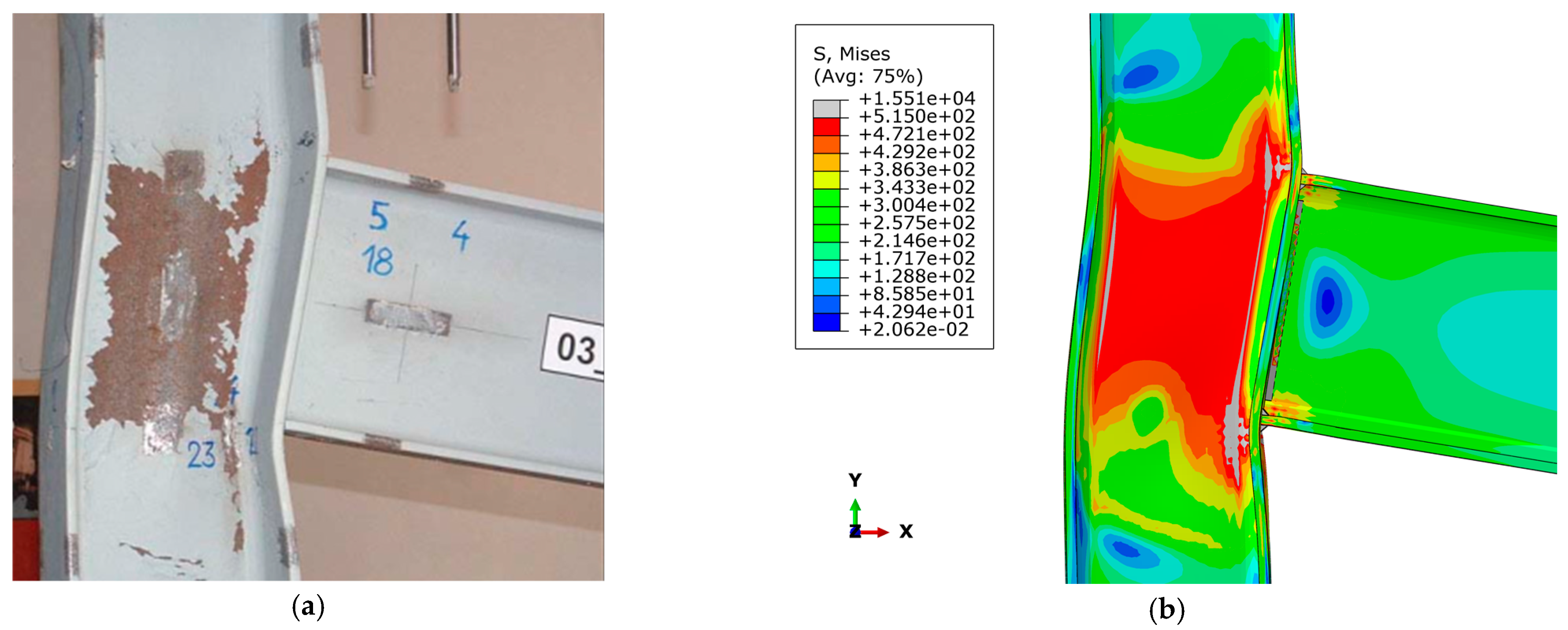
- Compared to the benchmark steel beam-to-column joint, the aluminium beam-to-column joint showed significant differences in overall behaviour and failure mode. In the aluminium models, the joint failure occurred at the connection of the top flange aluminium beam with the aluminium column flange, while the steel joint failed in the column web zone. It is precisely the significant effect of the HAZ that led to the formation of the highest stress concentration and consequently to the local failure of the connection.
- (2)
- The degradation of the material properties in the HAZ significantly reduced the bending resistance of the joint. Based on the EC numerical models (RW_00 vs. R30) for the 6xxx series alloys (6061-T6 and 6082-T6), a decrease of 31% and 39%, respectively, was observed in ultimate bending resistance. On the other hand, more realistic models with HAZ defined and labelled N, S, and T had much smaller drops in ultimate bending resistance (17%, 12%, and 6%, respectively) compared to their identical models without reduced mechanical properties.
- (3)
- The validity of the HAZ extent should also be re-investigated. A model with a smaller HAZ extent (AL_EC6061-T6_R23) compared to model with a higher HAZ extent (AL _EC6061-T6_R30) showed a more favourable behaviour in both ultimate bending moment resistance and the initial stiffness of the joint.
- (4)
- It appears that a more precisely (gradual) defined degradation of material properties in the HAZ, i.e., in several subzones, ultimately led to a more favourable behaviour of the beam-to-column joint compared to the model where the degradation of the material occurred uniformly over the entire HAZ extent according to the standards. Therefore, the optimal assumption of the HAZ definition should be taken as the one from model labelled N, where the gradual degradation is defined based on experimental studies. Such a HAZ definition led to higher bending resistance and initial stiffness of the beam-to-column joint.
- (5)
- There was no significant influence of the HAZ extent definition (C or R) for the considered thicknesses of the welded members. However, this assumption of HAZ measurement can significantly influence the behaviour of specimens where thicker elements (20 mm and more) are welded together.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| EC 9 | Eurocode 9 |
| EC 3 | Eurocode 3 |
| HAZ | Heat-Affected Zone |
| ADM | American Design Manual |
| CSA | Canadian Standard Association |
| MIG | Metal Inert Gas |
| TIG | Tungsten Inert Gas |
| FSW | Friction Stir Welding |
| LW | Laser Welding |
| CMT | Cold Metal Transfer |
| DP-MIG | Double Pulse-MIG |
| AC-MIG | Alternating Current-MIG |
| GMAW | Gas Metal Arc Welding |
| LBW | Laser Beam Welding |
| BM | Base Material |
| HV | Hardness in Vickers |
| HRF | Hardness in Rockwell |
| DIC | Digital Image Correlation |
| VFM | Virtual Fields Method |
| fo | 0.2% proof strength |
| fu | ultimate strength |
| fo,haz | 0.2% proof strength in the HAZ |
| fu,haz | ultimate strength in the HAZ |
| α2 | factor that considers influence of temperature above 80 °C |
| ρo,haz | reduction factor of 0.2% proof strength in the HAZ |
| ρu,haz | reduction factor of ultimate strength in the HAZ |
| fw | characteristic strength of weld metal |
| εu | characteristic value of elongation at rupture |
| E | Young’s modulus of elasticity |
| Mj | bending moment |
| F | applied force/load |
| Lf | lever arm from the applied force to the connection of the beam and column |
| δuf | displacement of the column at beam top flange level |
| δbf | displacement of the column at beam bottom flange level |
| δb | measured displacement at the end of the beam |
| θb,el | elastic rotation of the beam |
| z | distance between the centres of gravity of the beam flanges |
| ϕ | joint rotation |
| Mu | joint ultimate resistance |
| Sj,ini | initial rotational stiffness |
| ϕMu | rotation at maximum bending moment |
| δMu | vertical displacement of the point at the top flange at the end of the beam at maximum bending moment |
References
- Mazzolani, F.M. 3D aluminium structures. Thin Walled Struct. 2012, 61, 258–266. [Google Scholar] [CrossRef]
- Dokšanović, T.; Džeba, I.; Markulak, D. Applications of aluminium alloys in civil engineering. Tech. Gaz. 2017, 24, 1609–1618. [Google Scholar] [CrossRef]
- Skejić, D.; Boko, I.; Torić, N. Aluminium as a material for modern structures. Građevinar 2015, 67, 1075–1085. [Google Scholar] [CrossRef] [Green Version]
- Kosteas, D. Sustainability, Durability and Structural Advantages as Leverage in Promoting Aluminium Structures. Key Eng. Mater. 2016, 710, 13–21. [Google Scholar] [CrossRef]
- Radlbeck, C.; Dienes, E.; Kosteas, D. Sustainability of Aluminium in Buildings. Struct. Eng. Int. 2004, 14, 221–224. [Google Scholar] [CrossRef]
- Efthymiou, E.; Cöcen, Ö.N.; Ermolli, S.R. Sustainable Aluminium Systems. Sustainability 2010, 2, 3100–3109. [Google Scholar] [CrossRef] [Green Version]
- EN 1999; Eurocode 9: Design of Aluminium Structures. European Committee for Standardisation (CEN): Brussels, Belgium, 2007.
- EN 1993; Eurocode 3: Design of Steel Structures. European Committee for Standardisation (CEN): Brussels, Belgium, 2007.
- FprEN 1999; Eurocode 9: Design of Aluminium Structures. European Committee for Standardisation (CEN): Brussels, Belgium, 2022.
- Skejić, D.; Valčić, A.; Čudina, I. Optimisation of Aluminium Halls in the Republic of Croatia. Tech. Gaz. 2022, 29, 1454–1463. [Google Scholar] [CrossRef]
- Skejić, D.; Čudina, I.; Garašić, I.; Mazzolani, F.M. Behaviour of Steel Tubular Knee Joint in Aluminium Frames with Tension-Tie Element. Appl. Sci. 2021, 11, 70. [Google Scholar] [CrossRef]
- Skejić, D.; Ćurković, I.; Garašić, I.; Čudina, I.; Dokšanović, T. Behaviour of Steel Tube Knee Joint Inserts used in Aluminium Portal Frames. ce/papers 2021, 4, 174–181. [Google Scholar] [CrossRef]
- Skejić, D.; Orehovec, D.; Ćurković, I. Prefabricated aluminium halls. Građevinar 2021, 73, 141–151. [Google Scholar] [CrossRef]
- De Matteis, G.; Mandara, A.; Mazzolani, F.M. T-stub aluminium joints: Influence of behavioural parameters. Comput. Struct. 2000, 78, 311–327. [Google Scholar] [CrossRef]
- Xu, H.; Guo, X.; Luo, Y. The Load-Bearing Capacity of Aluminium Alloy T-stub Joints. Adv. Mater. Res. 2011, 261–263, 765–769. [Google Scholar] [CrossRef]
- De Matteis, G.; Naqash, M.T.; Brando, G. Effective length of aluminium T-stub connections by parametric analysis. Eng. Struct. 2012, 41, 548–561. [Google Scholar] [CrossRef]
- Naqash, M.T.; Brando, G.; De Matteis, G. Calibration and Validation of Numerical Models through Experimental Tests. Int. J. Adv. Struct. Geotech. Eng. 2014, 3, 80–90. [Google Scholar]
- Maljaars, J.; De Matteis, G. Structural Response of Aluminium T-Stub Connections at Elevated Temperatures and Fire. Key Eng. Mater. 2016, 710, 127–136. [Google Scholar] [CrossRef]
- De Matteis, G.; Brando, G. Analysis of Aluminium Beam-to-Column Joints by the Component Method: Existing Studies and Research Needs. Key Eng. Mater. 2016, 710, 409–414. [Google Scholar] [CrossRef]
- De Matteis, G.; Brescia, M.; Formisano, A.; Mazzolani, F.M. Behaviour of welded aluminium T-stub joints under monotonic loading. Comput. Struct. 2009, 87, 990–1002. [Google Scholar] [CrossRef]
- Zhongxing, W.; Yuanqing, W.; Xiang, Y.; Ying, Z.; Zhiqiang, L.; Zongyi, W. Numerical modelling of extruded aluminium alloy T-stubs connected by swage-locking pins: FE validation and parametric study. Thin Walled Struct. 2020, 155, 106926. [Google Scholar] [CrossRef]
- Zhongxing, W.; Yuanqing, W.; Ying, Z.; Gardner, L.; Yuanwen, O. Experimental investigation and design of extruded aluminium alloy T-stubs connected by swage-locking pins. Eng. Struct. 2019, 200, 109675. [Google Scholar] [CrossRef]
- Zhongxing, W.; Yuanqing, W.; Ying, Z.; Zongyi, W.; Yuanwen, O. Experimental investigation on the behaviour of aluminium alloy beam-to-column joints connected by swage-locking pins. Eng. Struct. 2020, 213, 110578. [Google Scholar] [CrossRef]
- Zhongxing, W.; Yuanqing, W.; Beibei, L.; Ying, Z. Experimental and numerical study on seismic behaviour of aluminium alloy frames. J. Build. Eng. 2022, 50, 104231. [Google Scholar] [CrossRef]
- Nazemi, N.; Ghrib, F. Strength Characteristics of Heat-Affected Zones in Welded Aluminum Connections. J. Eng. Mech. 2019, 145, 04019103. [Google Scholar] [CrossRef]
- Cheng, J.; Song, G.; Zhang, X.; Liu, C.; Liu, L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials 2021, 14, 5804. [Google Scholar] [CrossRef] [PubMed]
- Skejić, D. Reliability of Welded Semi-Rigid Beam to Column Joints. Master’s Thesis, University of Zagreb, Faculty of Civil Engineering, Zagreb, Croatia, 2005. [Google Scholar]
- Aluminum Association. Aluminum Design Manual; Aluminum Association: Washington, DC, USA, 2005. [Google Scholar]
- Boko, I.; Skejić, D.; Torić, N. Aluminium Structures. In Textbook at University of Split and textbook at University of Zagreb; University of Split, Faculty of Civil Engineering, Architecture and Geodesy: Split, Croatia, 2017. [Google Scholar]
- CSA-W59.2-M1991 (R2013); Welded Aluminum Construction. CSA (Canadian Standard Association): Rexdale, ON, Canada, 2013.
- CSA-S157-05/S157.1-05 (R2010); Strength Design in Aluminum. CSA (Canadian Standard Association): Rexdale, ON, Canada, 2015.
- Soetens, F. Welded connections in aluminium alloy structures. Heron 1987, 32, 1–48. [Google Scholar]
- Matusiak, M. Strength and Ductility of Welded Structures in Aluminium Alloys. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 1999. [Google Scholar]
- ECCS. European Recommendations for Aluminium Alloy Structures, 1st ed. European Convention for Constructional Steelwork (ECCS), Technical Committee 2—Aluminium Alloy Structures. 1978. Available online: www.eccspublications.eu (accessed on 11 January 2023).
- NEN 3854:1983; Technical Principles for the Design of Building Structures, Aluminium Structures. Royal Netherlands Standardization Institute: Delft, The Netherlands, 1983.
- CP 118:1969; The Structural Use of Aluminium. British Standard Code of Practice: London, UK, 1969; (replaced by BS 8118).
- Wang, T.; Hopperstad, O.S.; Lademo, O.-G.; Larsen, P.K. Finite element analysis of welded beam-to-column joints in aluminium alloy EN AW 6082 T6. Finite Elem. Anal. Des. 2007, 44, 1–16. [Google Scholar] [CrossRef]
- Dørum, C.; Lademo, O.-G.; Myhr, O.R.; Berstad, T.; Hopperstad, O.S. Finite element analysis of plastic failure in heat-affected zone of welded aluminium connections. Comput. Struct. 2010, 88, 519–528. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Ødegard, J.; Myhr, O.R.; Fjaer, H. From microstructure to deformation and fracture behaviour of aluminium welded joints—A holistic modelling approach. Comput. Mater. Sci. 2001, 21, 429–435. [Google Scholar] [CrossRef]
- Moen, L.A.; Hopperstad, O.S.; Langseth, M. Rotational capacity of aluminium beams under moment gradient. I: Experiments. J. Struct. Eng. 1999, 125, 910–920. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S. Microstructural Evolution of 6063 Aluminum during Friction-Stir Welding. Metall. Mater. Trans. A: Phys. Metall. Mater. Sci. 1999, 30, 2429–2437. [Google Scholar] [CrossRef]
- Missori, S.; Sili, A. Mechanical behaviour of 6082-T6 aluminium alloy welds. Metall. Sci. Technol. 2000, 18, 12–18. [Google Scholar]
- Wang, T. Modelling of Welded Thin-Walled Aluminium Structures. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2006. [Google Scholar]
- Zheng, L.; Petry, D.; Rapp, H.; Wierzbicki, T. Characterization of material and fracture of AA6061 butt weld. Thin Walled Struct. 2009, 47, 431–441. [Google Scholar] [CrossRef]
- Li, J.B.; Zhang, Q.L.; Ding, J.M. Experiments on Properties of Aluminium Welding Joints. Struct. Eng. Int. 2006, 16, 331–338. [Google Scholar] [CrossRef]
- Sukawet, S.; Muangjunburee, P. Microstructure and Mechanical Properties of Welding repair of 5083 Aluminium alloy. Key Eng. Mater. 2015, 658, 151–155. [Google Scholar] [CrossRef]
- Baskutis, S.; Baskutiene, J.; Bernotaitis, E. Experimental Study of Welded Joints of Aluminium Alloy AW6082. Solid State Phenom. 2017, 260, 212–218. [Google Scholar] [CrossRef]
- Guzmán, I.; Granda, E.; Acevedo, J.; Martínez, A.; Dávila, Y.; Velázquez, R. Comparative in Mechanical Behavior of 6061 Aluminium Alloy Welded by Pulsed GMAW with Different Filler Metals and Heat Treatments. Materials 2019, 12, 4157. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Ni, D.R.; Xue, P.; Xiao, B.L.; Wang, W.; Wang, K.S.; Ma, Z.Y. A comparative research on bobbin tool and conventional friction stir welding of Al-Mg-Si alloy plates. Mater. Charact. 2018, 145, 20–28. [Google Scholar] [CrossRef]
- Wang, O.; Chen, H.; Zhu, Z.; Qiu, P.; Cui, Y. A characterization of microstructure and mechanical properties of A6N01S-T5 aluminum alloy hybrid fiber laser-MIG welded joint. Int. J. Adv. Manuf. Technol. 2016, 86, 1375–1384. [Google Scholar] [CrossRef]
- Yan, S.; Chen, H.; Zhu, Z.; Gou, G. Hybrid laser-Metal Inert Gas welding of Al-Mg-Si Alloy joints: Microstructure and Mechanical Properties. Mater. Des. 2014, 61, 160–167. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Yi, J.; Cao, S.F.; Li, L.X.; Guo, P.C.; Liu, K.Y. Effect of welding current on morphology and microstructure of Al alloy T-joint in double-pulsed MIG welding. Trans. Nonferrous Met. Soc. China 2015, 25, 3204–3211. [Google Scholar] [CrossRef]
- Nie, F.; Dong, H.; Chen, S.; Li, P.; Wang, L.; Zhao, Z.; Li, X.; Zhang, H. Microstructure and Mechanical Properties of Pulse MIG Welded 6061/A356 Aluminum Alloy Dissimilar Butt Joints. J. Mater. Sci. Technol. 2018, 34, 551–560. [Google Scholar] [CrossRef]
- Peng, X.; Cao, X.; Xu, G.; Deng, Y.; Tang, L.; Yin, Z. Mechanical Properties, Corrosion Behavior, and Microstructures of a MIG-Welded 7020 Al Alloy. J. Mater. Eng. Perform. 2016, 25, 1028–1040. [Google Scholar] [CrossRef]
- Guo, Y.; Pan, H.; Ren, L.; Quan, G. An investigation on plasma-MIG hybrid welding of 5083 aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 98, 1433–1440. [Google Scholar] [CrossRef]
- Baskutis, S.; Žunda, A.; Kreivaitis, R. Mechanical properties and microstructure of aluminium alloy AW6082-T6 joints welded by double-sided MIG process before and after aging. Mechanika 2019, 25, 107–113. [Google Scholar] [CrossRef]
- Yang, K.; Wang, F.; Liu, H.; Wang, P.; Luo, C.; Yu, Z.; Yang, L.; Li, H. Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances. Metals 2021, 11, 1388. [Google Scholar] [CrossRef]
- Hoang, N.H.; Morin, D.; Langseth, M. Testing and modelling of butt-welded connections in thin-walled aluminium structures. Thin-Walled Struct. 2022, 171, 108681. [Google Scholar] [CrossRef]
- Schellekens, T. Ductility Analysis of Aluminum Alloy Connections. Master’s Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2020. [Google Scholar]
- Lundberg, S.; Tjøstheim, N.J. Mechanical Properties in Heat Affected Zone of Welded EN AW 6082 T6. Internal Report, 2014. [Google Scholar]
- Dassault Systèmes Simulia Corp. ABAQUS 2021, User’s Manual; Dassault Systèmes Simulia Corp.: Providence, RI, USA, 2021. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Welding Method | Weld Type | Alloy | Thickness [mm] | HAZ Extent from Centre [mm] | Ultimate Strength of the Joint [MPa] | Joint Efficiency = Joint/BM [%] | Distance of Min. Hardness from Centre [mm] | Min. Hardness/Base Hardness [%] |
|---|---|---|---|---|---|---|---|---|---|
| Moen et al. (1999) [40] | MIG | welded stiffener | EN AW-6082-T6 | 5.0 | 30.0 | 213 | 66.0 | 12.0 | 63.0 |
| Sato et al. (1999) [41] | FSW | butt weld | EN AW-6063-T5 | 6.0 | 15.0 | - | - | 10.0 | 65.0 |
| Missori et al. (2000) [42] | MIG | butt weld | EN AW-6082-T6 | 10.0 | 20.0 | 169 | 62.0 | 10.0 | 55.0 |
| Wang (2006) [43] | MIG | fillet weld | EN AW-6082-T6 | 5.0 | 30.0 | 270 | 76.0 | 10.0 | 65.0 |
| Zheng et al. (2009) [44] | MIG | butt weld | EN AW-6061-T6 | 3.0 | 23.0 | 181 | 76.0 | 10.0 | 50.0 |
| Li et al. (2006) [45] | TIG | butt weld | EN AW-6061-T6 | 6.0 | 25.0 | 183 | 56.0 | 10.0 | 50.0 |
| Sukawet et al. (2015) [46] | GMAW | butt weld | EN AW-5083 | 6.0 | 4.0 | 193 | 65.0 | 3.0 | 92.0 |
| Baskutis et al. (2017) [47] | GMAW | butt weld | EN AW-6082-T6 | 10.0 | 10.0 | 183 | 69.0 | 5.0 | 86.0 |
| Guzman et al. (2019) [48] | Pulsed GMAW | butt weld | EN AW-6061-T4 | 7.0 | 17.5 | 153 | - | 14.5 | 95 |
| Yang et al. (2018) [49] | FSW | butt weld | EN AW-6061-T4 | 6.35 | 12.5 | 229 | 93.0 | 8.0 | 75.0 |
| Wang et al. (2016) [50] | MIG | butt weld | 6N01S-T5 | 8.0 | 22.0 | 210 | 72.0 | 12.0 | 58.0 |
| Laser-MIG | 24.0 | 243 | 83.0 | 14.0 | 60.0 | ||||
| Yan et al. (2014) [51] | MIG | butt weld | EN AW-6005-T6 | 5.0 | 17.0 | 190 | 68.8 | 8.0 | 87.0 |
| Laser-MIG | 12.0 | 206 | 74.6 | 7.0 | 84.0 | ||||
| Wang et al. (2016) [52] | LBW | butt weld | EN AW-6061-T6 | 4.0 | 5.0 | 220–231 | ~70.0 | 1.0 | 75.0 |
| Model Name | Aluminium Alloy | Extent of HAZ | |
|---|---|---|---|
| bhaz [mm] | Measured | ||
| AL_EC6061-T6_RW_00 | EC6061-T6 [7,9] | - | - |
| AL_EC6061-T6_RW_R30 | 30 | radial from the weld end | |
| AL_EC6061-T6_R30 | 30 | ||
| AL_EC6061-T6_R23 | 23 | ||
| AL_EC6061-T6_R40 | 40 | ||
| AL_EC6061-T6_C30 | 30 | radial from the weld centreline | |
| AL_EC6061-T6_C23 | 23 | ||
| AL_EC6061-T6_C30 | 40 | ||
| AL_EC7020-T6_R30 | EC7020-T6 [7,9] | 30 | radial from the weld end |
| AL_EC7020-T6_R23 | 23 | ||
| AL_EC7020-T6_R40 | 40 | ||
| AL_EC6082-T6_RW_00 | EC6082-T6 [7,9] | - | - |
| AL_EC6082-T6_R30 | 30 | radial from the weld end | |
| AL_ADM7005-T53_C25 | ADM7005-T53 [28] | 25 | radial from the weld centreline |
| AL_ADM6061-T6_C25 | ADM6061-T6 [28] | 25 | |
| AL_N6061-T6_C25 | N6061-T6 [25] | 25 | radial from the weld centreline |
| AL_N6061-T6_RW_00 | - | ||
| AL_S6082-T6_C25 | S6082-T6 [60] | 15 | radial from the weld end |
| AL_S6082-T6_RW_00 | - | ||
| AL_T6082-T6_C25 | T6082-T6 [61] | 25 | radial from the weld end |
| AL_T6082-T6_RW_00 | - | ||
| Aluminium Alloy | fo [MPa] | fu [MPa] | fo,haz [MPa] | fu,haz [MPa] | ρo,haz | ρu,haz | fw [MPa] | εu [%] | E [MPa] |
|---|---|---|---|---|---|---|---|---|---|
| EC6061-T6 | 240 | 260 | 115 | 175 | 0.48 | 0.67 | 190 | 9 | 70,000 |
| EC6082-T6 | 260 | 310 | 125 | 186 | 0.48 | 0.60 | 210 | 10 | |
| EC7020-T6 | 290 | 350 | 205 | 280 | 0.71 | 0.80 | 260 | 10 | |
| ADM7005-T53 | 305 | 345 | 165 | 275 | 0.54 | 0.80 | 240 | 10 | 72,400 |
| ADM6061-T6 | 240 | 260 | 105 | 165 | 0.44 | 0.64 | 190 | 9 | 69,600 |
| N6061-T6 | 250 | 295 | 1 Value of zone Z1-Z6 | - | - | 1 Value of Z1 | 8 | 68,900 | |
| S6082-T6 | 334 | 353 | 207 271 | 261 307 | 0.62 | 0.74 | 210 | 8 | 73,000 |
| T6082-T6 | 316 | 340 | 177 | 256 | 0.56 | 0.75 | 210 | 7 | 70,000 |
| Model Name | Mu [kNm] | Sj,ini [kNm/mrad] | ϕMu [mrad] | δMu [mm] |
|---|---|---|---|---|
| AL_EC6061-T6_RW_00 | 55.9 | 14.364 | 50 | 154 |
| AL_EC6061-T6_RW_R30 | 45.6 | 10.089 | 63 | 126 |
| AL_EC6061-T6_R30 | 42.7 | 9.843 | 65 | 120 |
| AL_EC6061-T6_R23 | 48.8 | 11.143 | 67 | 152 |
| AL_EC6061-T6_R40 | 41.5 | 9.862 | 69 | 119 |
| AL_EC6061-T6_C30 | 42.4 | 9.488 | 44 | 86 |
| AL_EC6061-T6_C23 | 48.8 | 11.097 | 54 | 129 |
| AL_EC6061-T6_C40 | 40.9 | 9.768 | 62 | 107 |
| AL_EC7020-T6_R30 | 61.2 | 11.040 | 51 | 130 |
| AL_EC7020-T6_R23 | 65.1 | 11.659 | 57 | 148 |
| AL_EC7020-T6_R40 | 59.1 | 10.859 | 47 | 112 |
| AL_EC6082-T6_RW_00 | 63.2 | 15.294 | 44 | 137 |
| AL_EC6082-T6_R30 | 45.6 | 10.649 | 61 | 111 |
| AL_ADM7005_C25 | 62.7 | 11.769 | 48 | 121 |
| AL_ADM6061_C25 | 45.6 | 10.977 | 55 | 119 |
| AL_N6061-T6_RW_00 | 63.3 | 12.333 | 46 | 133 |
| AL_N6061-T6_C25 | 54.2 | 12.101 | 36 | 89 |
| AL_S6082-T6_RW_00 | 58.4 | 11.450 | 38 | 121 |
| AL_S6082-T6_C25 | 52.1 | 11.299 | 57 | 137 |
| AL_T6082-T6_RW_00 | 69.9 | 14.181 | 44 | 130 |
| AL_T6082-T6_C25 | 65.7 | 12.469 | 47 | 124 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skejić, D.; Žuvelek, V.; Valčić, A. Parametric Numerical Study of Welded Aluminium Beam-to-Column Joints. Buildings 2023, 13, 718. https://doi.org/10.3390/buildings13030718
Skejić D, Žuvelek V, Valčić A. Parametric Numerical Study of Welded Aluminium Beam-to-Column Joints. Buildings. 2023; 13(3):718. https://doi.org/10.3390/buildings13030718
Chicago/Turabian StyleSkejić, Davor, Vlaho Žuvelek, and Anđelo Valčić. 2023. "Parametric Numerical Study of Welded Aluminium Beam-to-Column Joints" Buildings 13, no. 3: 718. https://doi.org/10.3390/buildings13030718