
The Influence and Mechanism of Polyvinyl Alcohol Fiber on the Mechanical Properties and Durability of High-Performance Shotcrete

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials and Mixed Proportion
2.2. Experimental Method
2.2.1. Specimen Preparation
2.2.2. Compressive and Splitting Tensile Strength Test
2.2.3. Uniaxial Compression Constitutive Test
2.2.4. Bubble Characteristic Parameter Test
2.2.5. Scanning Electron Microscopy Test
2.2.6. Porosity Test
2.2.7. Durability Test
3. Experiment Results and Analysis
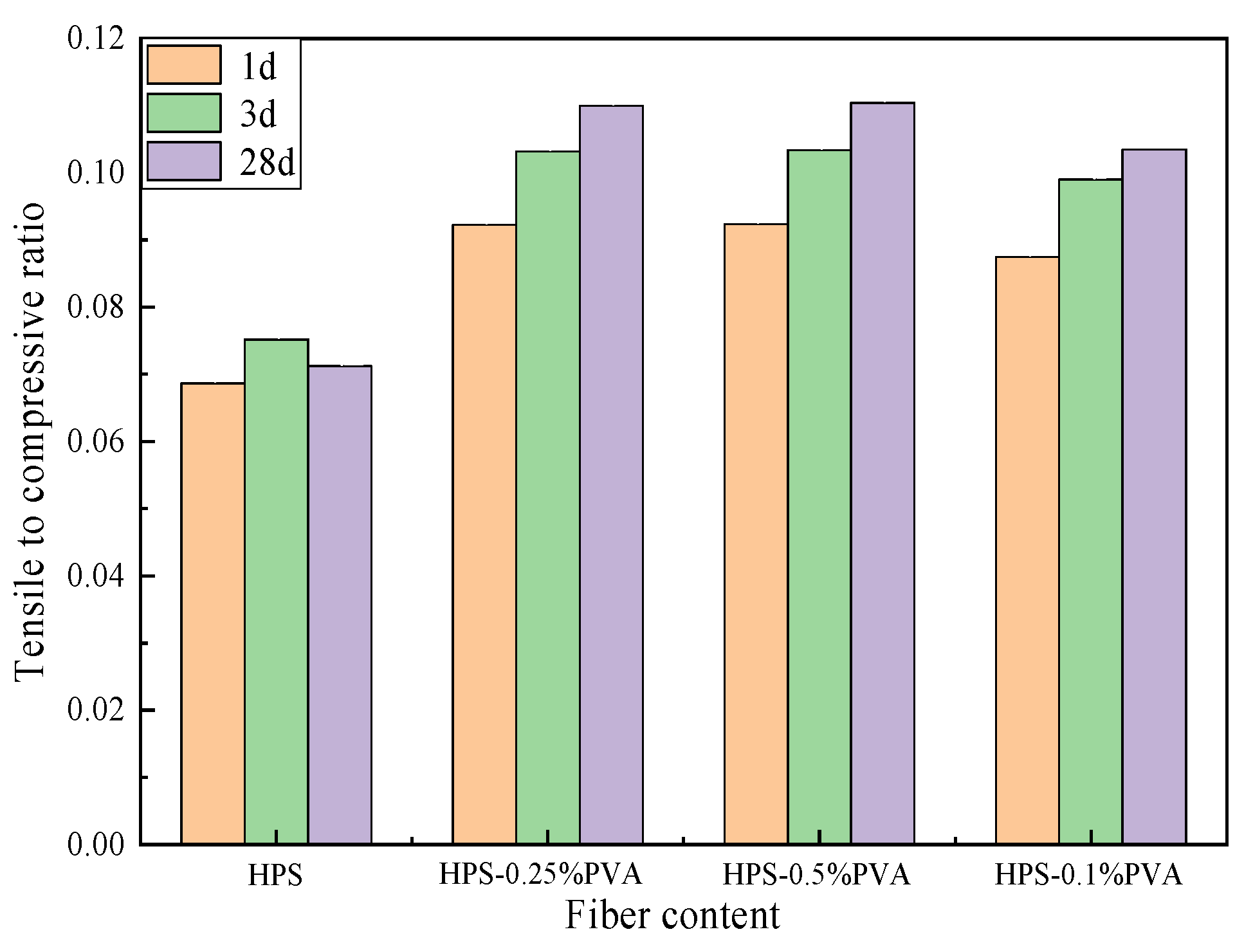
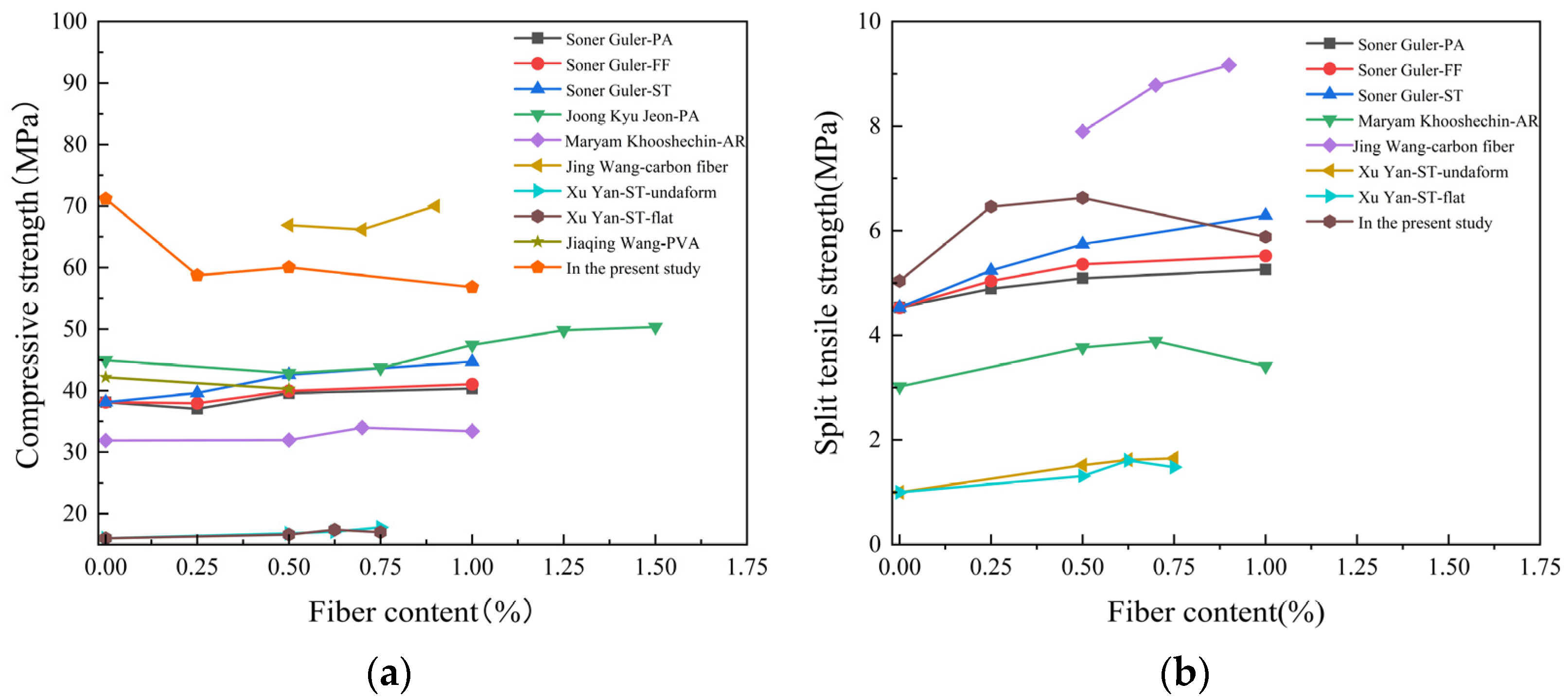
3.1. Compressive and Splitting Tensile Strength
3.2. Uniaxial Compressive Constitutive Relationship
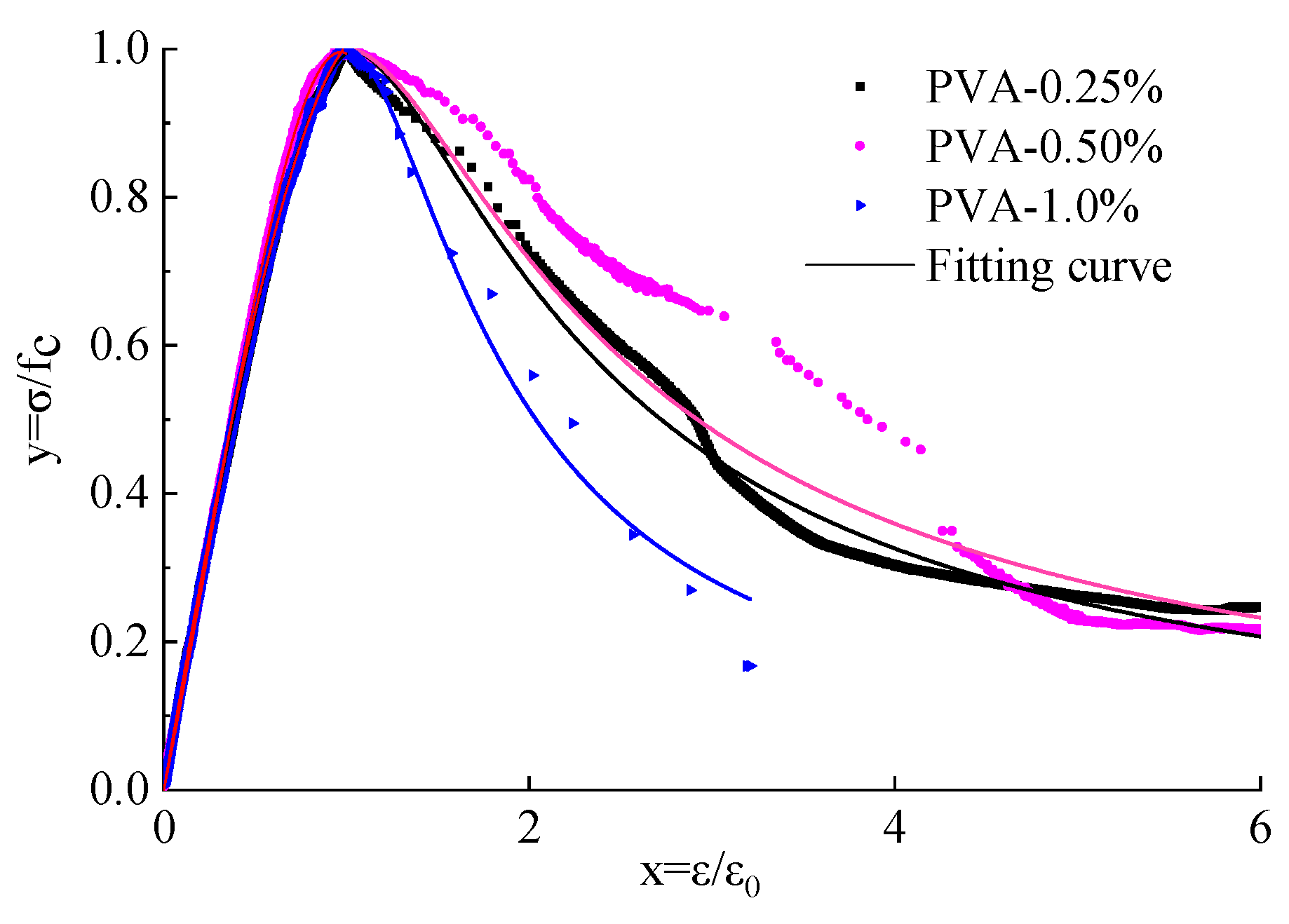
3.2.1. Uniaxial Compression Stress–Strain Curve
3.2.2. Uniaxial Compression Constitutive Equation
3.3. Microstructure Analysis
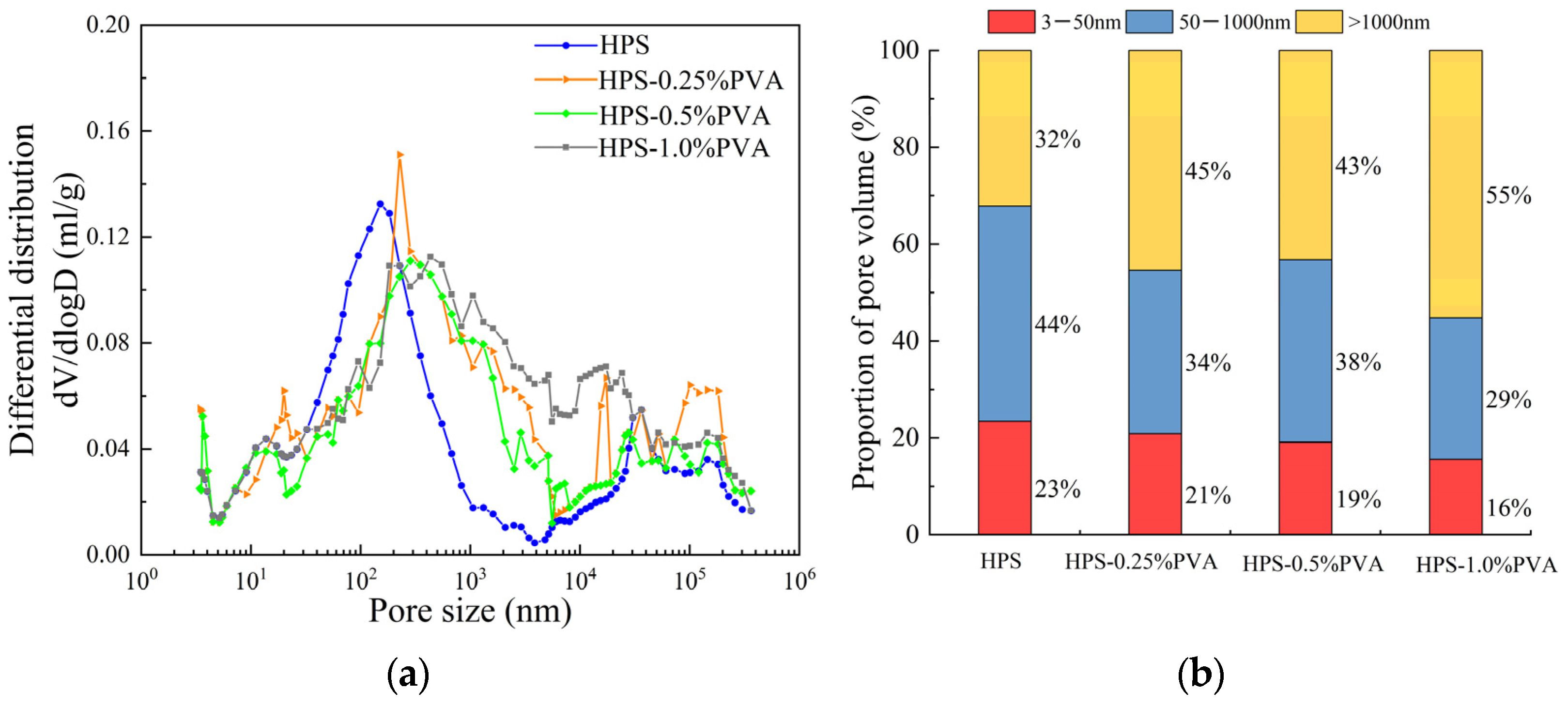
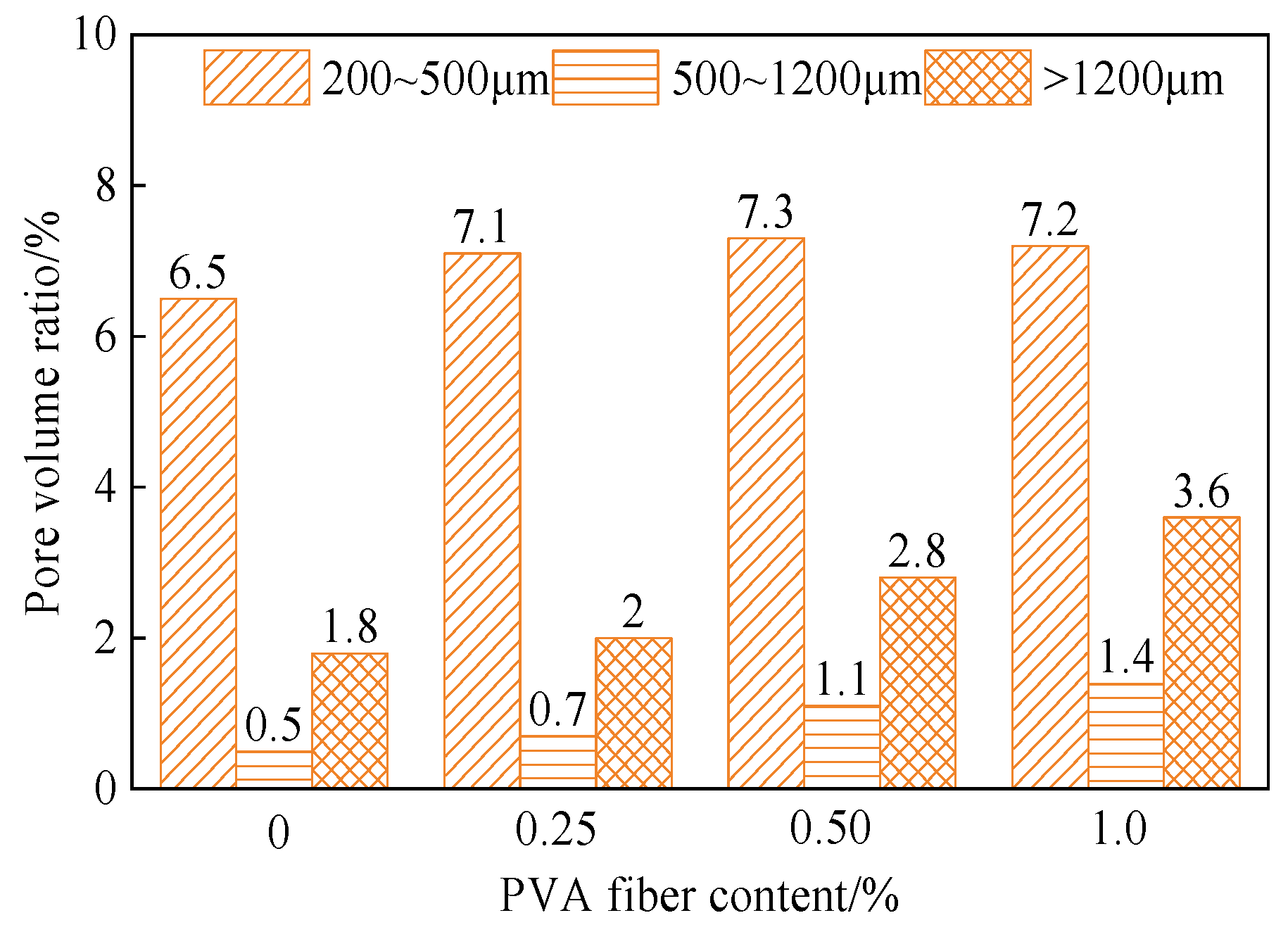
3.3.1. Pore Structure
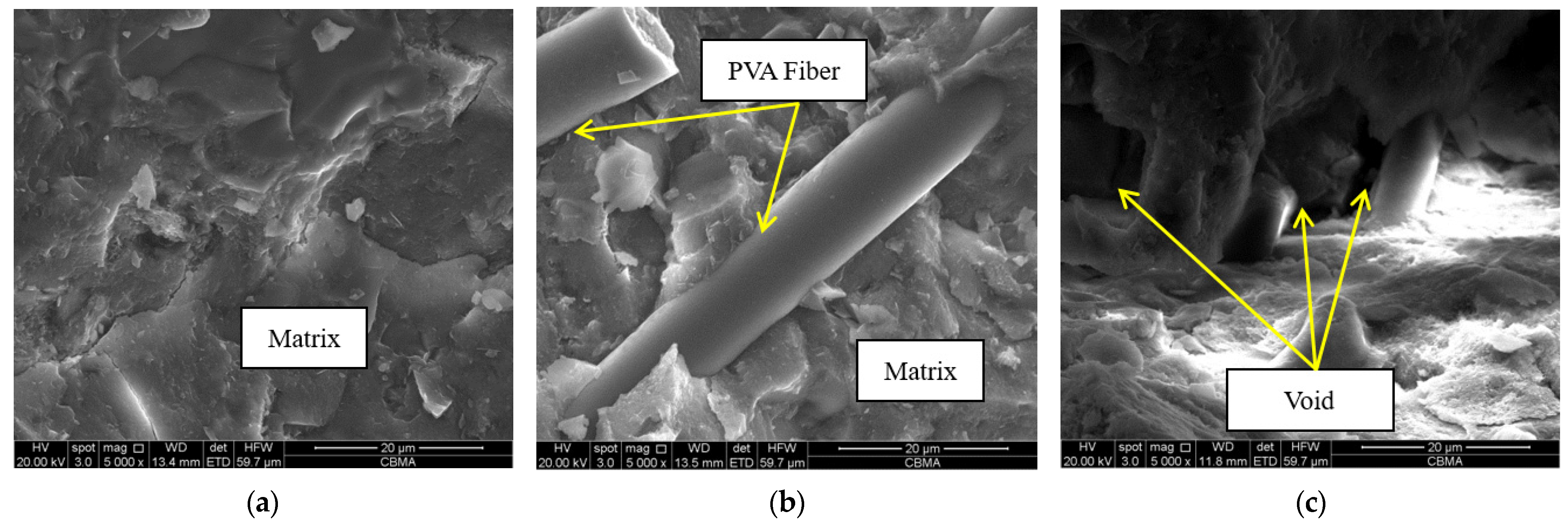
3.3.2. Matrix Microstructure
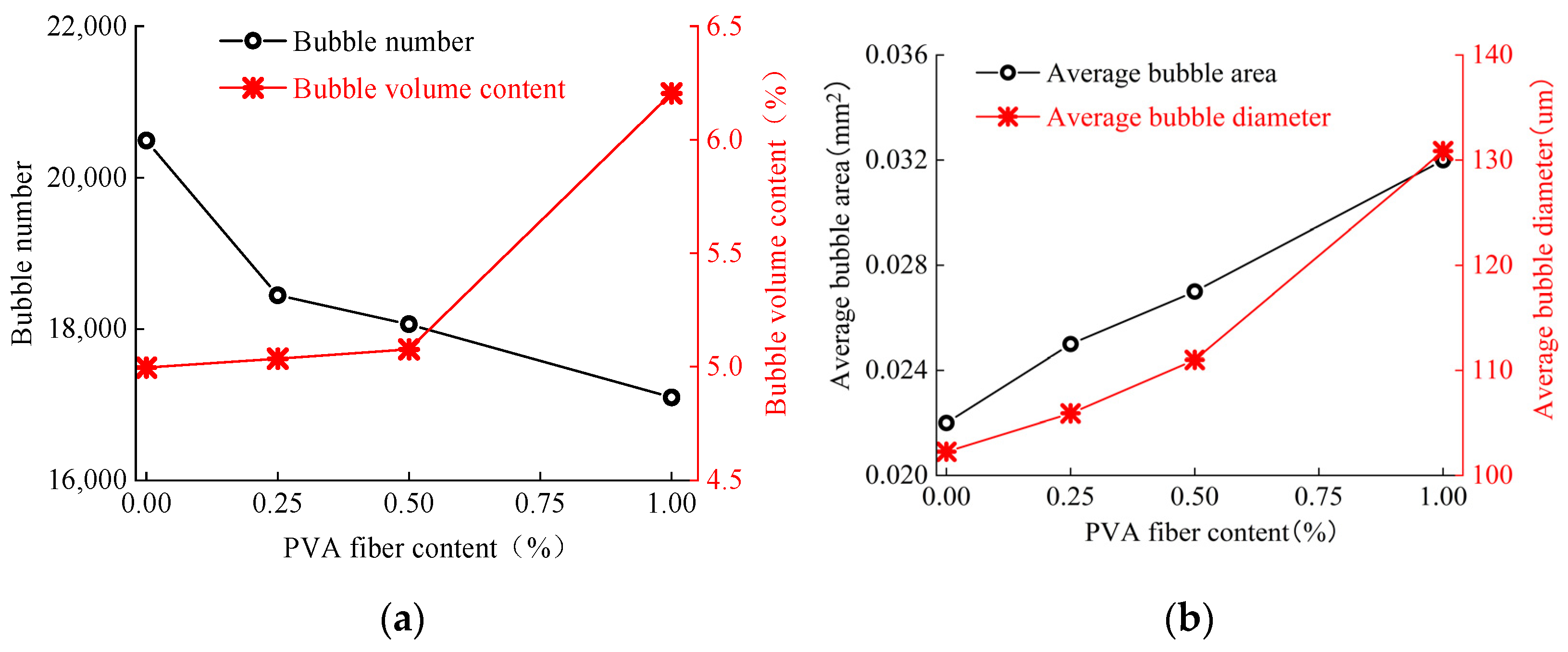
3.3.3. Bubble Characteristic Parameters
4. Influence of the PVA Fiber on the Durability of High-Performance Shotcrete
4.1. Freeze–Thaw Cycle Test
4.1.1. Mass Loss Rate and Relative Dynamic Elastic Modulus
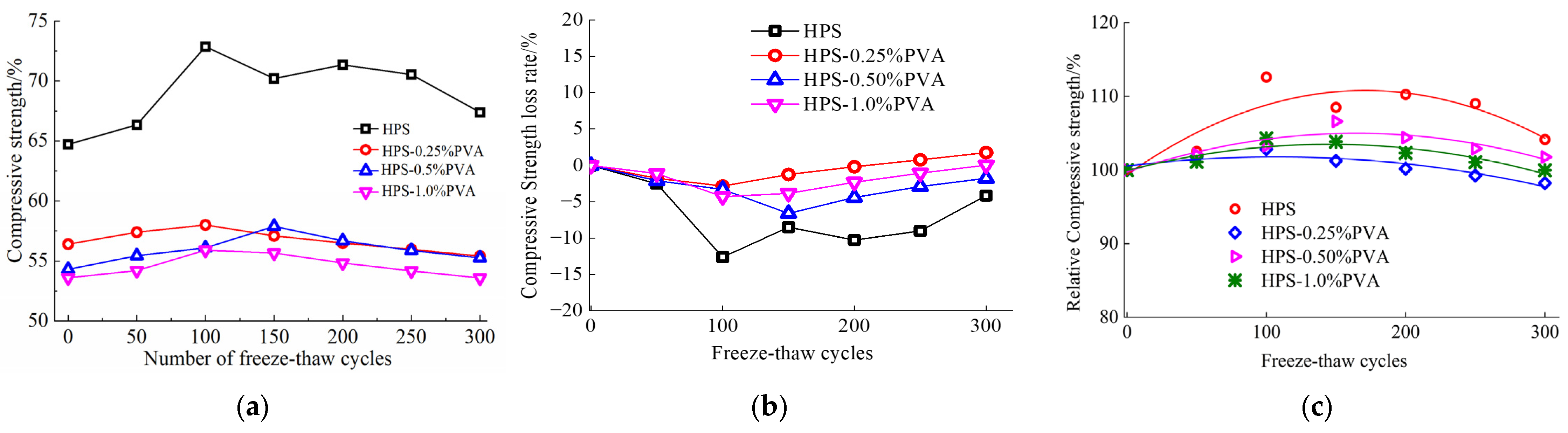
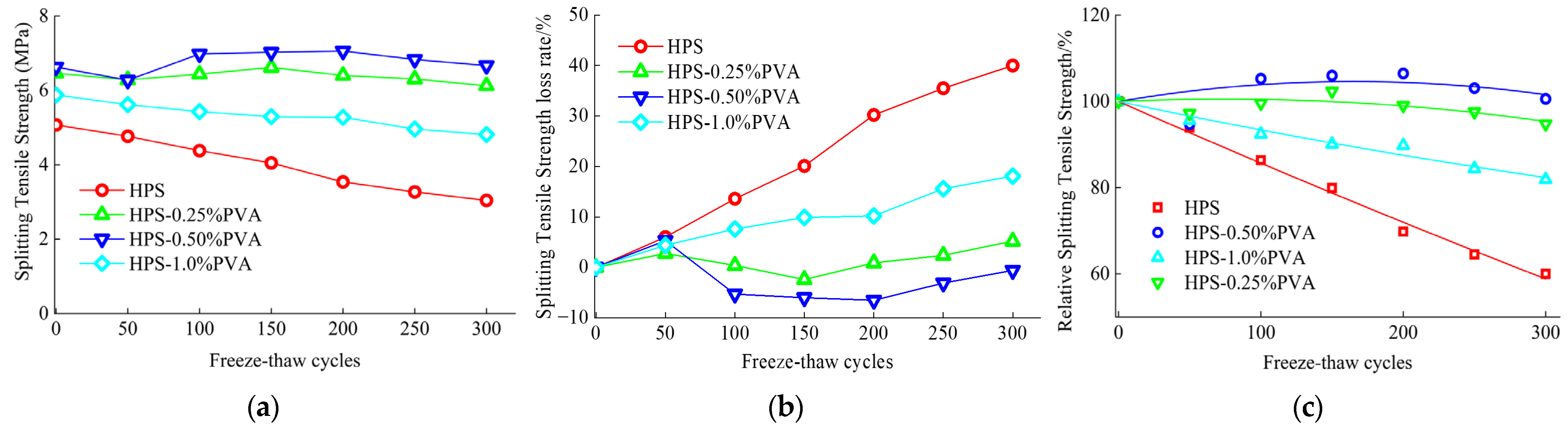
4.1.2. Strength
4.1.3. Five-Dimensional Evaluation Diagram
4.2. Electrical Flux
4.3. Carbonation Test
5. Conclusions
- (1)
- The addition of PVA fibers greatly improved the splitting tensile strength of HPS, with the 0.50% dosage yielding the highest increases of 20.40%, 19.67%, and 30.77% at 1, 3, and 28 days, respectively. The 1.0% PVA fibers also enhanced ductility, as indicated by a 31.51% increase in peak strain.
- (2)
- The incorporation of PVA fibers resulted in a reduction in compressive strength, peak compressive stress, and the elastic modulus of HPS. The peak stress and elastic modulus of HPS decreased with the addition of PVA fibers. For PVA fiber dosages of 0.25%, 0.50%, and 1.0%, the peak stress decreased by 21.35%, 17.93%, and 10.99%, and the compressive strength decreased by 15.11%, 10.44%, and 14.56%.
- (3)
- PVA-HPS mixtures with different proportions exhibit excellent frost resistance, chloride ion penetration resistance, and carbonation resistance, with an electrical charge being passed ranging from 133 to 370 C and the carbonation depths varying between 2.04 and 6.12 mm. On one hand, the incorporation of PVA fibers resulted in the reduced flowability of the mixture, leading to an increase in air void content within the HPS. As a result, the density of the matrix decreased, causing the electrical charge passed and average carbonation depth to increase with the rising fiber dosage. On the other hand, the randomly distributed PVA fibers effectively mitigate the damage and failure caused by freezing stresses on the shotcrete matrix. They help to eliminate the stress concentration at the tips of microcracks and alter the deflection direction of these microcracks, thereby enhancing the tensile performance of the matrix.
- (4)
- The addition of PVA fibers effectively reduces microcrack formation and enhances the tensile strength and toughness of HPS. However, it also increases bubble volume and average bubble size, which negatively impacts compressive strength. Therefore, for optimal performance, a PVA fiber dosage of 0.25% to 0.5% is recommended. For ordinary shotcrete with a high water-to-binder ratio, trial spraying should be conducted based on design requirements and cost considerations to determine the appropriate dosage.
- (5)
- Incorporating PVA fibers can markedly enhance the toughness of high-performance shotcrete (HPS) without significantly increasing its bulk density. This is particularly beneficial in complex service environments with high rock mass ratings, such as those encountered in the ongoing construction of the Sichuan–Tibet Railway in China. These environments are characterized by frequent seismic activity, collapses, landslides, debris flows, and other severe geological hazards like rock bursts in deep tunnels, high in situ stresses, and large deformations in soft rock. The addition of PVA fibers effectively improves the failure behavior of shotcrete and significantly extends its service life, making it a promising material with vast potential for future applications.
- (6)
- Due to experimental limitations, the aspect ratio of the PVA fibers utilized in this study is fixed, and the durability tests primarily focus on the impact of a single factor. Future research could investigate the mechanical properties and coupling effects of various aspect ratios and hybrid fibers in conditions such as exposure to chloride salts, freeze–thaw cycles, and carbonation. This will offer more valuable insights into the use of PVA fibers in shotcrete applications within complex service environments.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| a | Ascend parameter | M | Meter |
| ASTM | American Society for Testing and Materials | MPa | Megapascal |
| Al2(SO4)3 | Aluminum Sulfate | MgO | Magnesium oxide |
| b | Descend parameter | N | Newton |
| C-S-H | Calcium Silicate Hydrate | nm | Nanometer |
| Cr | Relative Compressive Strength | PVA | Polyvinyl Alcohol |
| ECC | Engineered Cementitious Composites | PC | Portland cement |
| Er | Relative Dynamic Elastic Modulus | PTFE | Polytetrafluoroethylene |
| Fe2O3 | Iron oxide | PAFRS | Polyamide Fiber-Reinforced Shotcrete |
| g·cm⁻3 | Grams per Cubic Centimeter | Psi | Pound-force per square inch |
| K2O | Potassium oxide | RTPF | Recycled Tire Polymer Fibers |
| kN | Sodium aluminate | Sr | Relative Splitting Tensile Strength |
| HPS | High-Performance Shotcrete | St | Steel |
| kcc | Coefficient of compressive strength | Xc | Carbonation depth |
| Kc | Equilibrium Constant | μϵ | Micro strain |
| MPa | Megapascal | μW | Microwatt |
| MIP | Mercury intrusion porosimetry | % | Percentage |
References
- Raza, A.; Zhang, J.; Xu, S.; Umar, M.; Yuan, C. Experimental analysis of frost resistance and failure models in engineered cementitious composites with the integration of Yellow River sand. Sci. Eng. Compos. Mater. 2024, 31, 20240017. [Google Scholar] [CrossRef]
- Yuan, C.; Raza, A.; Manan, A.; Ahmad, S.; Wang, C.; Umar, M. Experimental and FEM analysis on the impact of Yellow River Sand replacement rate on Engineered Cementitious Composite (ECC). Proc. Inst. Civ. Eng.-Eng. Sustain. 2024. ahead of print. [Google Scholar] [CrossRef]
- Zhang, Y.; Raza, A.; Umar, M.; Chen, Y.; Yuan, C. Study on Frost Resistance and Interface Bonding Performance through the Integration of Recycled Brick Powder in Ultra-High-Performance Concrete for Structural Reinforcement. Materials 2023, 16, 6999. [Google Scholar] [CrossRef]
- Zhang, J.; Raza, A.; Fu, W.; Yuan, C. Research on uniaxial compression performance and constitutive relationship of RBP-UHPC after high temperature. Sci. Eng. Compos. Mater. 2024, 31, 20240011. [Google Scholar] [CrossRef]
- Yuan, C.; Fu, W.; Raza, A.; Li, H. Study on Mechanical Properties and Mechanism of Recycled Brick Powder UHPC. Buildings 2022, 12, 1622. [Google Scholar] [CrossRef]
- Memon, B.A.; Oad, M.; Buller, A.H.; Raza, A. Effect of Curing Methods on Tensile Strength of Green Concrete Cylinders Made with Demolishing Coarse Aggregates. World J. Eng. Res. Technol. 2020, 6, 66–75. [Google Scholar]
- Hemphill, G.B. Practical Tunnel Construction; Jone Wiley Sons: Hoboken, NJ, USA, 2013; pp. 309–322. [Google Scholar] [CrossRef]
- Colombo, M.; di Prisco, M.; Mazzoleni, L. Sprayed tunnel linings: A comparison between several reinforcement solutions. Mater. Struct. 2009, 42, 1295–1311. [Google Scholar] [CrossRef]
- Hewlett, P.C. Lea’s Chemistry of Cement and Concrete; Butterworth-Heinemann: London, UK, 2005; pp. 1053–1055. [Google Scholar] [CrossRef]
- Massone Leonardo, M. Nazar Francisco Analytical experimental evaluation of the use of fibers as partial reinforcement in shotcrete for tunnels ils in Chile. Tunn. Undergr. Space Technol. 2018, 77, 13–25. [Google Scholar] [CrossRef]
- Wang, J.; Niu, D.; Zhang, Y. Mechanical properties, permeability and durability of accelerated shotcrete. Constr. Build. Mater. 2015, 95, 312–328. [Google Scholar] [CrossRef]
- Yun, K.K.; Kim, J.B.; Song, C.S.; Hossain, M.S.; Han, S. Rheological Behavior of High-Performance Shotcrete Mixtures Containing Colloidal Silica and Silica Fume Using the Bingham Model. Materials 2022, 15, 428. [Google Scholar] [CrossRef]
- Yun, K.K.; Choi, S.Y.; Yeon, J.H. Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 78, 194–202. [Google Scholar] [CrossRef]
- Wang, J.; Wang, T.; Zhang, Y.; Qian, X. Study on mechanical properties and self-sensing properties of sprayed high-performance concrete containing glass aggregate. Front. Mater. 2024, 10, 1320584. [Google Scholar] [CrossRef]
- Lee, S.; Kim, D.; Ryu, J.; Lee, S.; Kim, J.; Kim, H.; Choi, M. An Experimental Study on the Durability of High Performance Shotcrete for Permanent Tunnel Support. Tunn. Undergr. Space Technol. 2006, 21, 431–436. [Google Scholar] [CrossRef]
- Dickinson, R.M.; Afzal, M.F.U.D.; Mantawy, I.M.; Azizinamini, A. Non-proprietary ultra high-performance concrete mixtures for pneumatic spray applications. Structures 2024, 60, 105911. [Google Scholar] [CrossRef]
- He, S.; Ma, W.; Cao, D.; Xia, B. Permanent Single-layer Tunnel Lining by Fibre-reinforced High Performance Shotcrete and Wet-mix Method. Chin. J. Rock Mech. Eng. 2004, 23, 35093517. [Google Scholar] [CrossRef]
- Qian, H.; Umar, M.; Khan, M.N.A.; Shi, Y.; Manan, A.; Raza, A.; Chen, G. A State-of-the-Art Review on Shape Memory Alloys (SMA) in Concrete: Mechanical Properties, Self-Healing Capabilities, and Hybrid Composite Fabrication. Mater. Today Commun. 2024, 40, 109738. [Google Scholar] [CrossRef]
- Shah, I.; Li, J.; Khan, N.; Almujibah, H.R.; Rehman, M.M.; Raza, A.; Peng, Y. Bond-Slip Behavior of Steel Bar and Recycled Steel Fibre-Reinforced Concrete. J. Renew. Mater. 2024, 12, 167–186. [Google Scholar] [CrossRef]
- Cui, S.; Fu, F.; Zeng, G.; Chen, Z.; Li, G. Analysis on mechanical property and pore structure of concrete for spraying use in hot-dry environment fiber. J. Southeast Univ. (Nat. Sci. Ed.) 2022, 52, 43–49. [Google Scholar]
- Wang, W.; Huo, J.; Zeng, L.; Liu, W.; Wang, Y. Interlayer Mechanical Characteristics and Anti-penetrability Performance of Combined Shotcrete in Single-shell Lining. Mater. Rep. 2023, 37, 90–96. [Google Scholar]
- Kakooei, S.; Akil, H.M.d.; Jamshidi, M.; Rouhi, J. The effects of polypropylene fibers on the properties of reinforced concrete structures. Constr. Build Mater 2012, 27, 73–77. [Google Scholar] [CrossRef]
- Zhang, P.; Li, Q. Effect of polypropylene fiber on durability of concrete compositecontaining fly ash and silica fume. Compos. Part B Eng. 2013, 45, 1587–1594. [Google Scholar] [CrossRef]
- Bentegri, I.; Boukendakdji, O.; Kadri, E.-H.; Ngo, T.; Soualhi, H. Rheological andtribological behaviors of polypropylene fiber reinforced concrete. Constr. Build. Mater. 2020, 261, 119962. [Google Scholar] [CrossRef]
- Monson, L.; Braunwarth, M.; Extrand, C.W. Moisture absorption by various polyamidesand their associated dimensional changes. J. Appl. Polym. Sci. 2008, 107, 355–363. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Investigation of properties and performances of Polyvinyl Alcohol (PVA) fiber-reinforced rubber concrete. Constr. Build. Mater. 2018, 193, 631–642. [Google Scholar] [CrossRef]
- Şahmaran, M.; Özbay, E.; Yücel, H.E.; Lachemi, M.; Li, V.C. Frost resistance and microstructure of engineered cementitious composites: Influence of fly ash and micro poly-vinyl-alcohol fiber. Cem. Concr. Compos. 2012, 34, 156–165. [Google Scholar] [CrossRef]
- Liu, G.; Cheng, W.; Chen, L. Investigating and optimizing the mix proportion of pumping wet-mix shotcrete with polypropylene fiber. Constr. Build. Mater. 2017, 150, 14–23. [Google Scholar] [CrossRef]
- Guler, S.; Öker, B.; Akbulut, Z.F. Workability, strength and toughness properties of different types of fiber-reinforced wet-mix shotcrete. Structures 2021, 31, 781–791. [Google Scholar] [CrossRef]
- Khooshechin, M.; Tanzadeh, J. Experimental and mechanical performance of shotcrete made with nanomaterials and fiber reinforcement. Constr. Build. Mater. 2018, 165, 199–205. [Google Scholar] [CrossRef]
- Baricevic, M.; Pezer, M.; Rukavina, M.; Serdar, N.; Stirmer, N. Effect of polymer fibers recycled from waste tires on properties of wet-sprayed concrete. Constr. Build. Mater. 2018, 176, 135–144. [Google Scholar] [CrossRef]
- Yang, J.-M.; Kim, J.-K.; Yoo, D.-Y. Performance of shotcrete containing amorphous fibers for tunnel applications. Tunn. Undergr. Space Technol. 2017, 64, 85–94. [Google Scholar] [CrossRef]
- Jeon, J.K.; Kim, W.; Kim, G.Y.; Jeon, C.K. Polyamide Fiber Reinforced Shotcrete for Tunnel Application. Materials 2016, 9, 163. [Google Scholar] [CrossRef] [PubMed]
- Yan, X.; Liu, L.; Zhang, J.; Li, Y.; Wang, H. Experimental study on basic mechanical properties of steel fiber-reinforced siliceous wet shotcrete. Adv. Mater. Sci. Eng. 2018, 4, 1–8. [Google Scholar] [CrossRef]
- Jeng, F.; Lin, M.-L.; Yuan, S.-C. Performance of toughness indices for steel fiber reinforced shotcrete. Tunn. Undergr. Space Technol. 2002, 17, 69–82. [Google Scholar] [CrossRef]
- Liu, X.; Li, Q.; Li, J. Shrinkage and mechanical properties optimization of spray-based 3D printed concrete by PVA fiber. Mater. Lett. 2022, 319, 132253. [Google Scholar] [CrossRef]
- Xu, H. Optimization Design and Performance Study of Sprayable High Performance Concrete for Secondary Lining of Tunnel. Master’s Thesis, Southeast University, Nanjing, China, 2022. [Google Scholar]
- Huang, B.-T.; Li, Q.-H.; Xu, S.-L.; Zhou, B. Strengthening of reinforced concrete structure using sprayable fiber-reinforced cementitious composites with high ductility. Compos. Struct. 2019, 220, 940–952. [Google Scholar] [CrossRef]
- Yu, Z.J.; Lee, M.H.; Yun, H.D. Mechanical Properties of Sprayable Fiber Reinforced Strain-Hardening Cement Composite (SHCC). Appl. Mech. Mater. 2014, 372, 211–214. [Google Scholar] [CrossRef]
- Xu, S.; Zhou, B.; Li, Q.; Wu, Y. Mechanical performance of sprayable Ultra High Toughness Cementitious Composites. Shuili Xuebao 2015, 46, 619–625. [Google Scholar] [CrossRef]
- Fantilli, A.P.; Mihashi, H.; Nishiwaki, T. Tailoring hybrid strain-hardening cementitious composites. ACI Mater. J. 2014, 111, 211–218. [Google Scholar] [CrossRef]
- Kim, Y.Y.; Fischer, G.; Lim, Y.M.; Li, V.C. Mechanical Performance of Sprayed Engineered Cementitious Composite Using Wet-Mix Shotcreting Process for Repair Applications. ACI Mater. J. 2004, 101, 42–49. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, P.; Yeon, J.H. Microscopic investigations on the air-void characteristics of wet-mix shotcrete. J. Mater. Res. Technol. 2019, 8, 1674–1683. [Google Scholar] [CrossRef]
- Talukdar, S.; Heere, R. The effects of pumping on the air content and void structure of air-entrained, wet mix fibre reinforced shotcrete. Case Stud. Constr. Mater. 2019, 11, e00288. [Google Scholar] [CrossRef]
- Choi, P.; Yeon, J.H.; Yun, K.-K. Air-void structure, strength, and permeability of wet-mix shotcrete before and after shotcreting operation: The influences of silica fume and air-entraining agent. Cem. Concr. Compos. 2016, 70, 69–77. [Google Scholar] [CrossRef]
- Zeng, L.; Zhao, S.; Wang, W.; Qiao, M.; Mu, S.; Ran, Q.; Hong, J.; Hu, M. Air-void Structure Characteristics, Water Penetration Resistance and Freeze-thaw Resistance of Hardened Shotcrete. J. Chin. Ceram. Soc. 2020, 48, 1781–1790. [Google Scholar]
- Zhang, G.; An, M.; Wang, Y. Research on Freeze-thaw Resistance and Air-void Structure Characteristics of High-Performance Wet-Mix Shotcrete. J. China Railw. Soc. 2023, 45, 151–157. [Google Scholar] [CrossRef]
- JGJ/T 372-2016; Technical Specification for Application of Sprayed Concrete. China Architecture & Building Press: Beijing, China, 2016.
- Yuan, C.; Xu, S.; Raza, A.; Wang, C.; Wang, D. Influence and Mechanism of Curing Methods on Mechanical Properties of Manufactured Sand UHPC. Materials 2022, 15, 6183. [Google Scholar] [CrossRef] [PubMed]
- Raza, A.; Memon, B.A.; Oad, M. Effect of Curing Types on Compressive Strength of Recycled Aggregates Concrete. Quaid-E-Awam Univ. Res. J. Eng. 2019, 17, 7–12. [Google Scholar] [CrossRef]
- Yuan, C.; Feng, H.; Raza, A.; Shen, L.; Sun, Y.; Zhang, C.; Wang, B.; Wu, X.; Chen, N.; Sun, G. Ultra-High-Performance Concrete with Waste Brick Powder and Preparation Method and Application Thereof. U.S. Patent US11905213B2, 20 February 2024. [Google Scholar]
- GB/T50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Architecture & Building Press: Beijing, China, 2019.
- Yu, Z.; Zhao, H.; An, M.; Liu, Y. Mechanical Properties of Reactive Powder Concrete under Triaxial Compression. J. China Railw. Soc. 2017, 39, 117–122. [Google Scholar] [CrossRef]
- ASTM C457/C457M-16; Standard Test Method for Microscopical Determination of Parameters of the Air-Void System in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2016.
- Razzak, A.; Memon, B.A.; Oad, M.; Raza, A. Effects of height to diameter ratio on compressive strength of recycled aggregate concrete. QUEST Res. J. 2020, 18, 60–65. [Google Scholar]
- Yuan, C.; Zhang, J.; Raza, A.; Fu, W. Residual and damage properties of recycled brick powder-UHPFRC after high temperature. Proc. Inst. Civ. Eng.-Constr. Mater. 2024. Ahead of Print. [Google Scholar] [CrossRef]
- GB/T 50082-2024; Standard for Test Methods of Long-Term Performance and Durability of Concrete. Ministry of Housing and Urban-Rural Development: Beijing, China, 2024.
- Cengiz, Ö.; Turanlı, L. Comparative evaluation of steel mesh, steel fibre, and high-performance polypropylene fiber reinforced shotcrete in panel test. Cem. Concr. Res. 2004, 34, 1357–1364. [Google Scholar] [CrossRef]
- Xu, Y.; Xing, G.; Huang, J.; Wu, X.; Lu, Y. Effect of PVA Fiber and Carbon Nanotubes Modification on Mechanical Properties of Concrete. J. Build. Mater. 2023, 26, 809–815+822. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Z.; Wang, L.; Fan, X. Grey Entropy Analysis of Macro and Micro Properties of BFRC after Freeze-Thaw Cycles. J. Build. Mater. 2019, 22, 45–53. [Google Scholar] [CrossRef]
- Hu, Z.; Ding, H.; Lai, J.; Wang, H.; Wang, X.; He, S. The durability of shotcrete in cold region tunnel: A review. Constr. Build. Mater. 2018, 185, 670–683. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, X.; Luo, Y.; Deng, X.; Liu, Q. Investigating freeze-proof durability of C25 shotcrete. Constr. Build. Mater. 2014, 61, 33–40. [Google Scholar]
- Yang, C.; Liu, F.; Pan, Y.; Li, K. Mechanical properties of polyvinyl alcohol fiber-reinforced rapid-setting concrete under freeze-thaw cycles. J. Southeast Univ. (Nat. Sci. Ed.) 2019, 49, 334–339. [Google Scholar]
- Liu, S.; Yin, L.; Yan, C.; Zhang, J.; Yan, M. Effects of polyvinyl alcohol fibers on the flexural strength of salt-frozen concrete. Mater. Rep. 2015, 29, 92–97. [Google Scholar]
- Huang, B.T.; Wu, J.; Yu, J.; Dai, J.G.; Leung, C.K.; Li, V.C. Seawater sea-sand engineered/strain-hardening cementitious composites (ECC/SHCC): Assessment and modeling of crack characteristics. Cem. Concr. Res. 2021, 140, 106292. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length (mm) | Diameter (mm) | Tensile Strength (MPa) | Elongation (%) | Elastic Modulus (Gpa) | Density (g.cm−3) |
|---|---|---|---|---|---|
| 12 | 0.04 | 1560 | 6.5 | 41 | 1.3 |
| No. | Cement | River Sand | Stone | Silica Fume | PVA Fiber | Water | Water-Reducing Agent |
|---|---|---|---|---|---|---|---|
| HPS | 459 | 814 | 814 | 81 | 0 | 205.2 | 5.03 |
| PVA-0.25% | 459 | 810 | 810 | 81 | 3.3 | 205.2 | 5.03 |
| PVA-0.50% | 459 | 807 | 807 | 81 | 6.6 | 205.2 | 5.03 |
| PVA-1.0% | 459 | 800 | 800 | 81 | 13.2 | 205.2 | 5.03 |
| Properties | Performance Index | Specimen Size | Quantity |
|---|---|---|---|
| Mechanical and microstructural properties | compressive strength | 100 mm × 100 mm × 100 mm | 36 |
| splitting tensile strength | 100 mm × 100 mm × 100 mm | 36 | |
| elastic modulus | 100 mm × 100 mm × 300 mm | 16 | |
| uniaxial compression test | 100 mm × 100 mm × 300 mm | 16 | |
| porosity | 40 mm × 40 mm× 40 mm | 12 | |
| scanning electron microscopy | |||
| bubble characteristic parameter test | 100 mm × 100 mm × 20 mm | 12 | |
| Frost resistance | compressive strength | 100 mm × 100 mm × 100 mm | 168 |
| splitting tensile strength | |||
| dynamic elastic modulus | 100 mm × 100 mm × 400 mm | 12 | |
| mass loss rate | |||
| Chloride ion penetration resistance | electrical flux | R100 mm × 50 mm | 12 |
| Carbonation properties | carbonation depth | 100 mm × 100 mm × 100 mm | 48 |
| HPS | PVA-0.25(%) | PVA-0.50(%) | PVA-1.0(%) | |
|---|---|---|---|---|
| kcc | 11.085 | 9.393 | 9.514 | 9.232 |
| R2 | 0.999 | 0.997 | 0.998 | 0.998 |
| kts | 0.797 | 0.978 | 1.006 | 0.904 |
| R2 | 0.998 | 0.998 | 0.999 | 0.999 |
| No. | Peak Stress (MPa) | Peak Strain (με) | Elastic Modulus (GPa) |
|---|---|---|---|
| HPS | 58.78 | 1433.17 | 37.1 |
| PVA-0.25% | 46.23 | 1671.20 | 34.1 |
| PVA-0.50% | 48.24 | 1617.84 | 33.5 |
| PVA-1.0% | 52.32 | 1884.77 | 32.4 |
| No. | Ascend Parameter a | R2 | Descend Parameter b | R2 |
|---|---|---|---|---|
| HPS | 1.312 | 0.999 | 36.073 | 0.97 |
| PVA-0.25% | 1.326 | 0.999 | 0.919 | 0.98 |
| PVA-0.50% | 1.210 | 0.999 | 0.793 | 0.94 |
| PVA-1.0% | 1.434 | 0.999 | 9.772 | 0.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Li, L.; Shi, H.; Chen, C.; Li, K. The Influence and Mechanism of Polyvinyl Alcohol Fiber on the Mechanical Properties and Durability of High-Performance Shotcrete. Buildings 2024, 14, 3200. https://doi.org/10.3390/buildings14103200
Zhang G, Li L, Shi H, Chen C, Li K. The Influence and Mechanism of Polyvinyl Alcohol Fiber on the Mechanical Properties and Durability of High-Performance Shotcrete. Buildings. 2024; 14(10):3200. https://doi.org/10.3390/buildings14103200
Chicago/Turabian StyleZhang, Ge, Like Li, Huawei Shi, Chen Chen, and Kunpeng Li. 2024. "The Influence and Mechanism of Polyvinyl Alcohol Fiber on the Mechanical Properties and Durability of High-Performance Shotcrete" Buildings 14, no. 10: 3200. https://doi.org/10.3390/buildings14103200
APA StyleZhang, G., Li, L., Shi, H., Chen, C., & Li, K. (2024). The Influence and Mechanism of Polyvinyl Alcohol Fiber on the Mechanical Properties and Durability of High-Performance Shotcrete. Buildings, 14(10), 3200. https://doi.org/10.3390/buildings14103200