
Advancement in Sustainable 3D Concrete Printing: A Review on Materials, Challenges, and Current Progress in Australia


 ,
,  ,
, 
Abstract
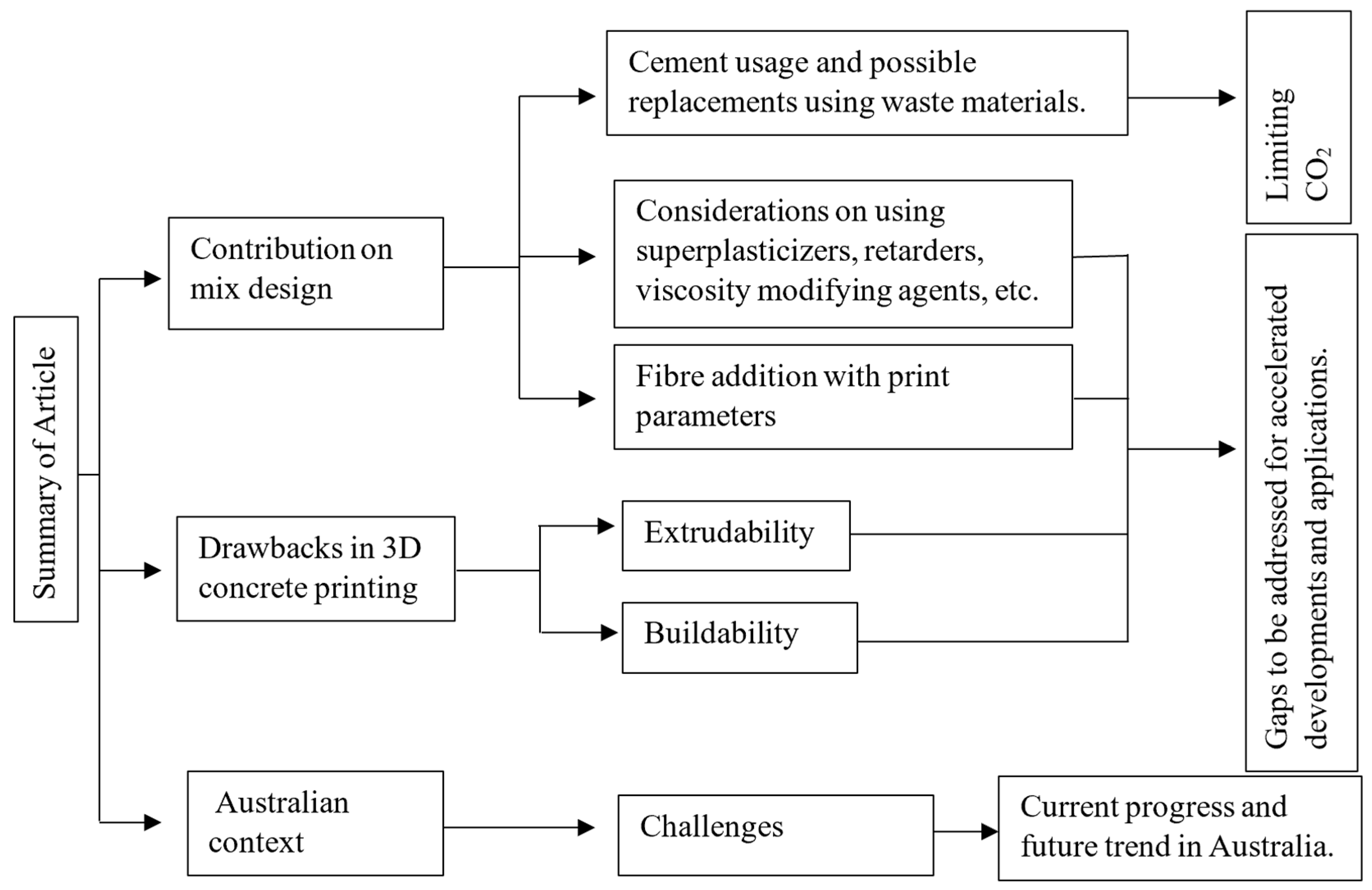
1. Introduction
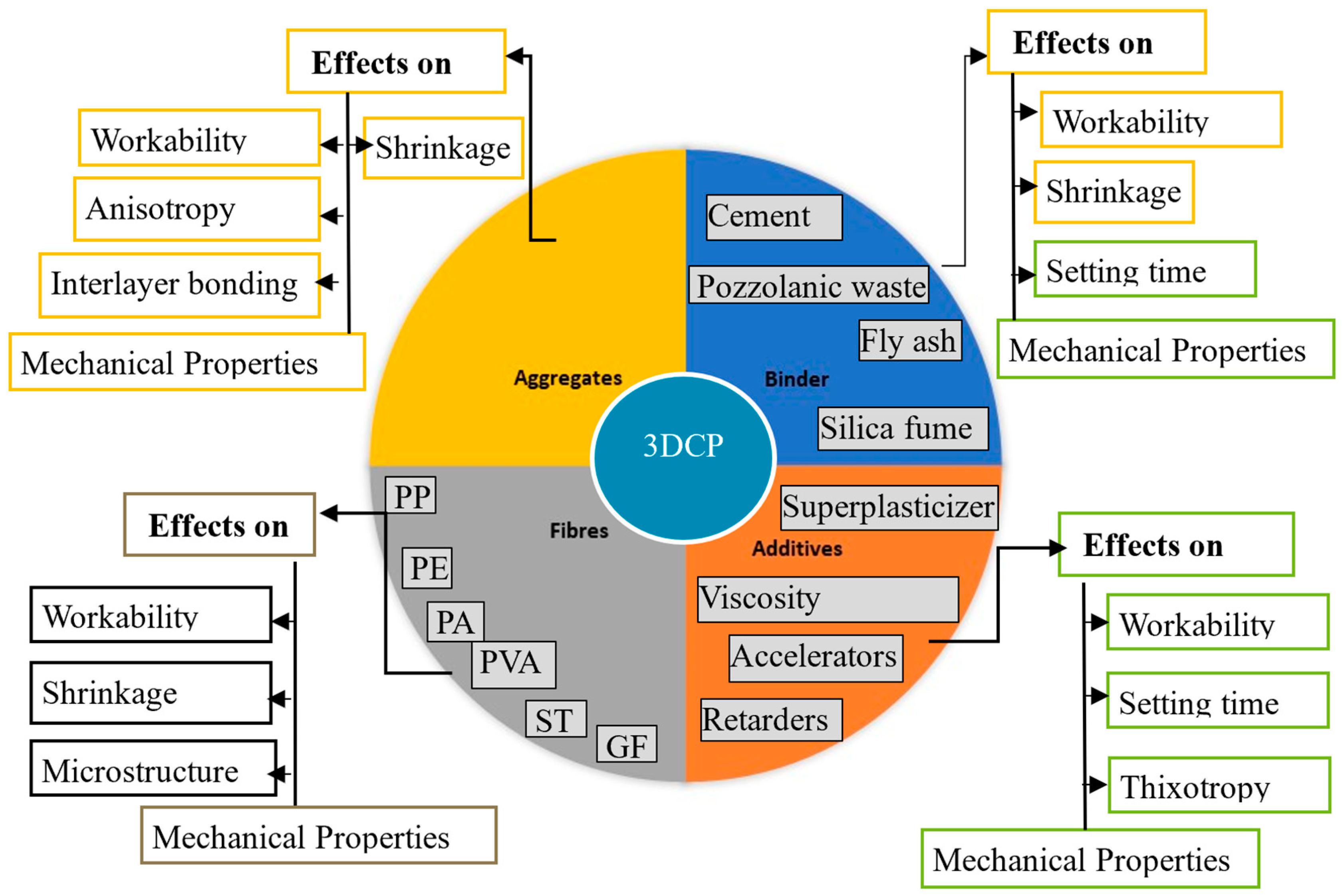
2. Mix Designs, Constituent Materials and Considerations
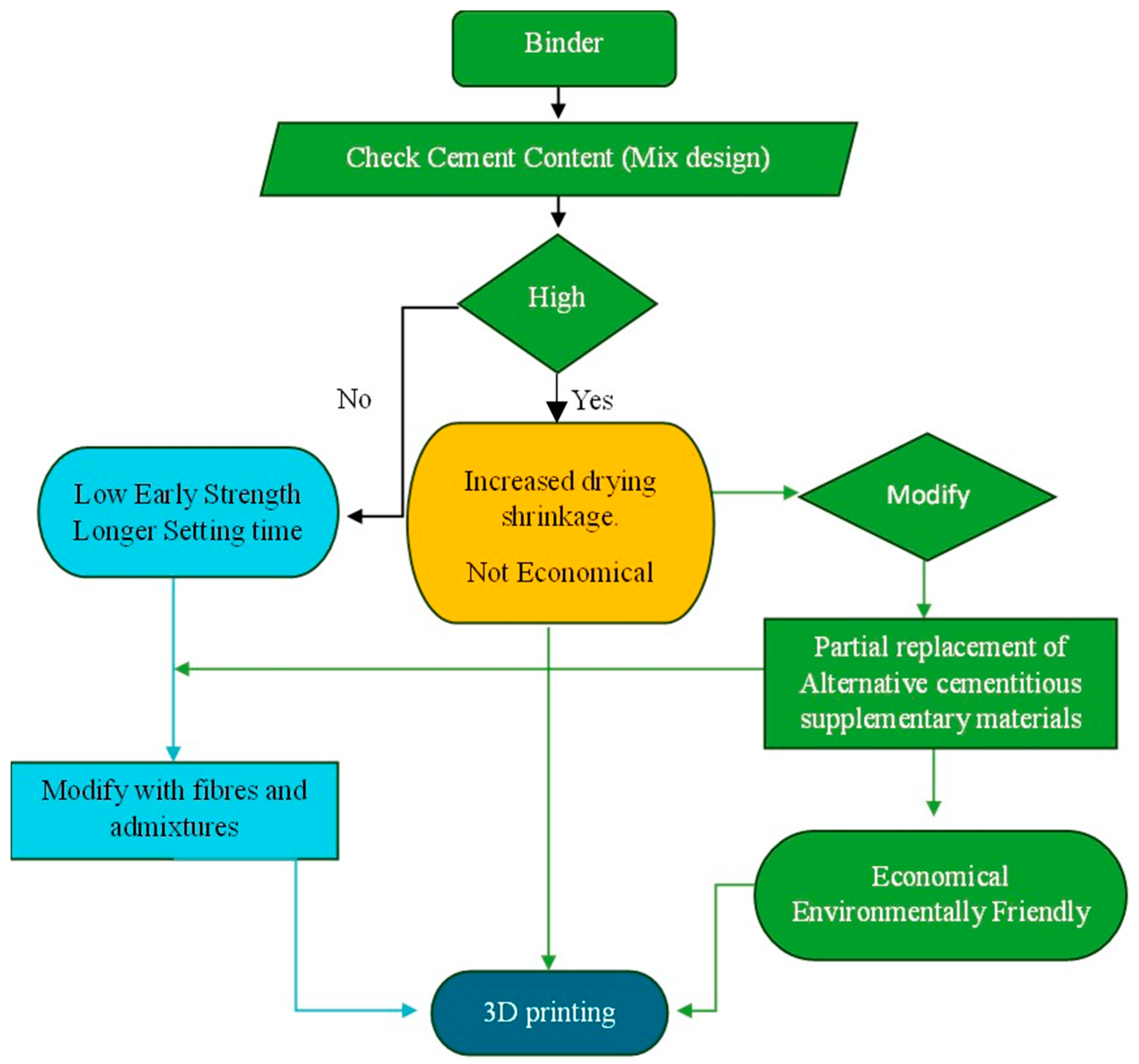
2.1. Alternative Binders and Supplementary Cementitious Materials for 3DCP
- Limestone calcined clay cement (LC3):Large cement consumption of 3DCP is a major environmental concern. LC3 is a low-carbon alternative. CO2 emissions in the manufacturing process of LC3 cement are low due to reduced usage of clinker, replaced with calcined clays and limestone. Limestone calcined clay cements have the potential to reduce environmental impact and, hence, can be used as an alternative to Portland cement (PC) [40,41]. Strong buildability can be attained with high LC3 content, but weak flowability and extrudability [41,42]. LC3 led to higher yield stress (1.2–2.5 times) and viscosity (+14 to +59%) with the addition of a superplasticizer. However, hydrating LC3 mixtures required higher free water content to reach the same yield stress as noted in Portland cement mixtures [43].
- Sulfoaluminate cement (SAC):SAC fulfils a composite superposition effect on the formation of ettringite promoted by gypsum [44]. SAC is a good alternative for ordinary Portland cement (OPC) due to its faster initial setting and final strength development and high early-age strength, which is suitable for 3D printing concrete [45,46,47,48,49]. Wang et al. indicated a 60% reduction in drying shrinkage of 3DCP with an 80% replacement of OPC with SAC [17]. The addition of calcium sulfoaluminate cement was able to control the printability of 3DCP [48]. Aluminate-type cements often have fast setting times [49], which might cause blockage in the printing system during extrusion, even though this property enhances the shape retention. Hence, determination of the setting time is essential before printing to avoid unnecessary blockages within the system.
- Rice husk ash (RHA):RHA can be classified as Class F pozzolan according to ASTM C618 [50] because the combined amount of SiO2, Al2O3, and Fe2O3 is more than 70% [38,39,51]. Pozzolanic activity between RHA and cementitious binders occurs when a calcium hydroxide reaches sufficient humidity to generate the calcium silicate hydrate C-S-H that promotes concrete strength growth [39,52,53,54]. The pozzolan reduces portlandite content to increase the C-S-H gel, improving the resistance [55] and durability of concrete [56,57,58]. In the process of 3D printing, a high volume of cement and chemical admixtures are generally used, which tends to increase the negative impact on the environment [59]. Rice husk has been chosen by researchers as a potential replacement for cement in 3DCP due to its high water absorption and biogenic carbon [60]. These key features can adjust the fresh-state properties required for the printing process. Their findings indicated delayed hydration with the addition of RHA, which can be mitigated using a suitable alkaline treatment for RHA.RHA mixed cement-based grout indicated enhanced plastic viscosity and yield stress of the mix with the increased proportion of RHA [43]. Researchers found better rheological properties of self-compacting high-performance concrete modified with RHA than the concrete with added silica fume due to its water absorption capacity and porous surface [58,59]. Rheology can be defined as the science of deformation and flow of matter, which expresses the relationship between stress, strain rate, and time [61]. Portland cement replacement by RHA improves the sustainability of a mixture as a construction material. In this work, 20% of the weight of cement is replaced with RHA [62]. Incorporation of RHA has shown a significant improvement in the rheology of mortar at the rate required for construction using 3D printing at a large scale. However, the successful mix designs that contain RHA had shown limitations in replacement proportions [63] and particle size of RHA, as shown in Table 1.
- Sugarcane bagasse ash (SCBA):Agricultural waste can be applied for 3DCP as a green and sustainable approach due to adequate pozzolanic activity and filler effect. In countries where the sugarcane industry produces abundant sources of bagasse waste, SCBA has the potential to be used as cement replacement in 3DCP. Higher water content is required in SCBA-based 3DCP mortar to attain the desirable fluidity and slump [54]. SCBA indicated excellent fresh properties when mixed with cement mortar [53]. However, the strength properties were reduced when the replacement exceeded 30% of OPC [53]. When evaluating these properties, sugarcane bagasse ash (SCBA) will be another potential successful replacement, which needs further investigation [54].
- Fly ash (FA):FA consists of fine particles that are driven out as waste from coal-fired boilers. FA has been used for concrete in construction projects in Australia since the 1960′s [64]. The Australian standard (AS3582.1) [65] stated two grades of FA, Normal Grade and Special Grade, according to the tests described in various parts of AS3583 standards [66]. FA contributes to design and construction by adding values [57,67,68]; workability enhancement, placement, pumping and finishing efficiency, reduced concrete water demand and drying shrinkage, increased long-term compressive strength development, durability and sulfate, chloride and resistance to alkali-silica reaction. FA possesses similar particle sizes (10 to 100 µm) and fineness (300–500 m2/kg) as OPC [69]. The addition of FA had shown positive effects on the properties of fresh mixture: reduced shrinkage, lower porosity, better mechanical properties and sound durability of printed elements and structures [70]. However, researchers must give their attention to the content of fly ash and their physical/chemical properties in the development phase of mix designs for 3DCP [71]. Effective use of FA as a binder in the range of 45–80% indicated the required properties for 3DCP [72]. A high fly ash content of 70% by volume replacement of cement had shown a negative effect on the mechanical properties of cast products and a positive effect on the extruded products [72].
- Silica fume:When silica fume and ground granulated blast furnace slag are added to fly ash-based 3DCP, the rheological properties are improved, resulting in improved structural build-up [73]. Microsilica improves the buildability of the 3DCP by improving the hardness due to enhanced yield stress and viscosity, resulting in improved printability by controlling the shape retention of printed layers [74]. Reiter et al. [75] observed increased packing density of binder when used in 3DCP and a subsequent increase in the yield stress and viscosity of 3DCP with the addition of silica fume due to its higher fineness.
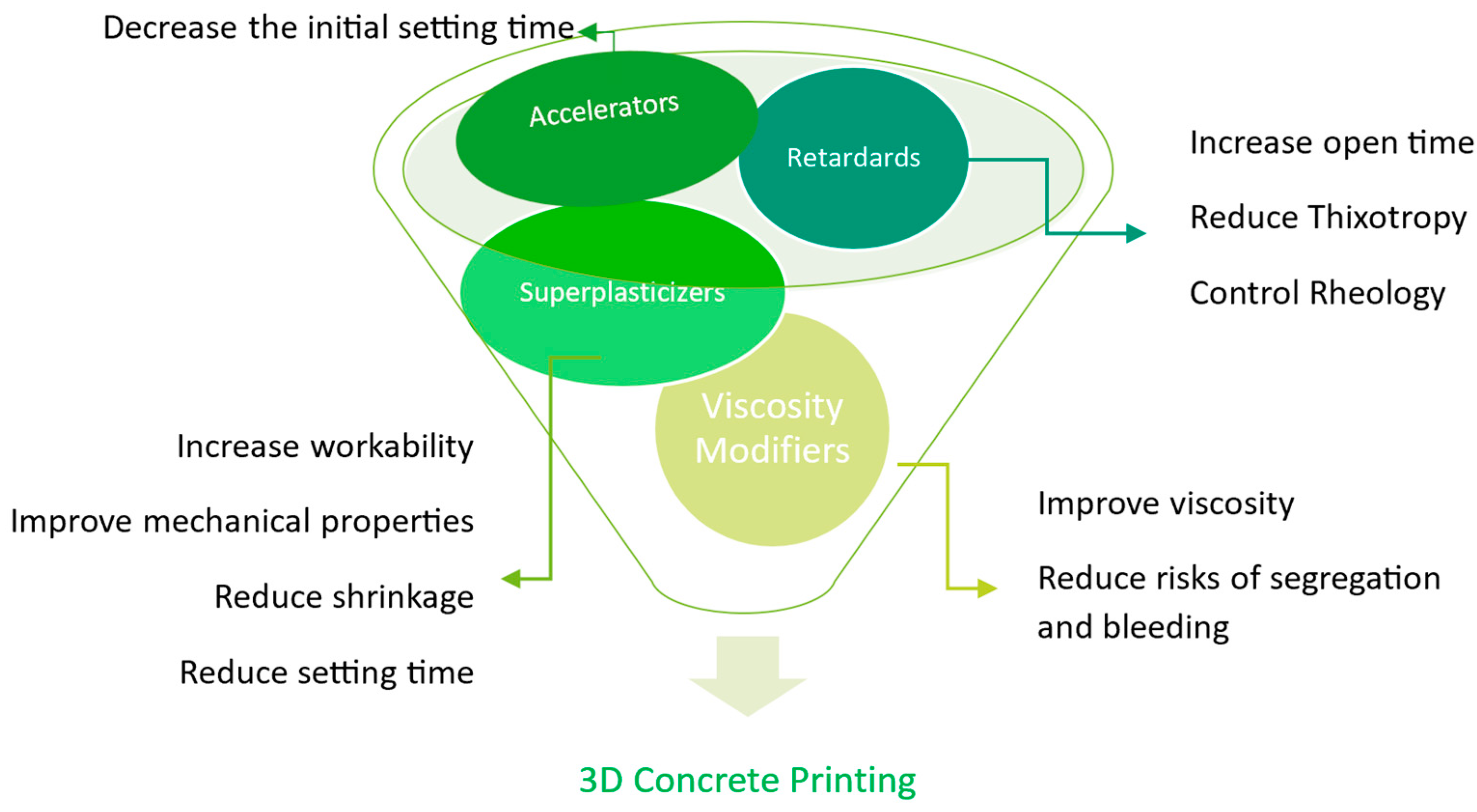
2.2. Admixtures for 3DCP
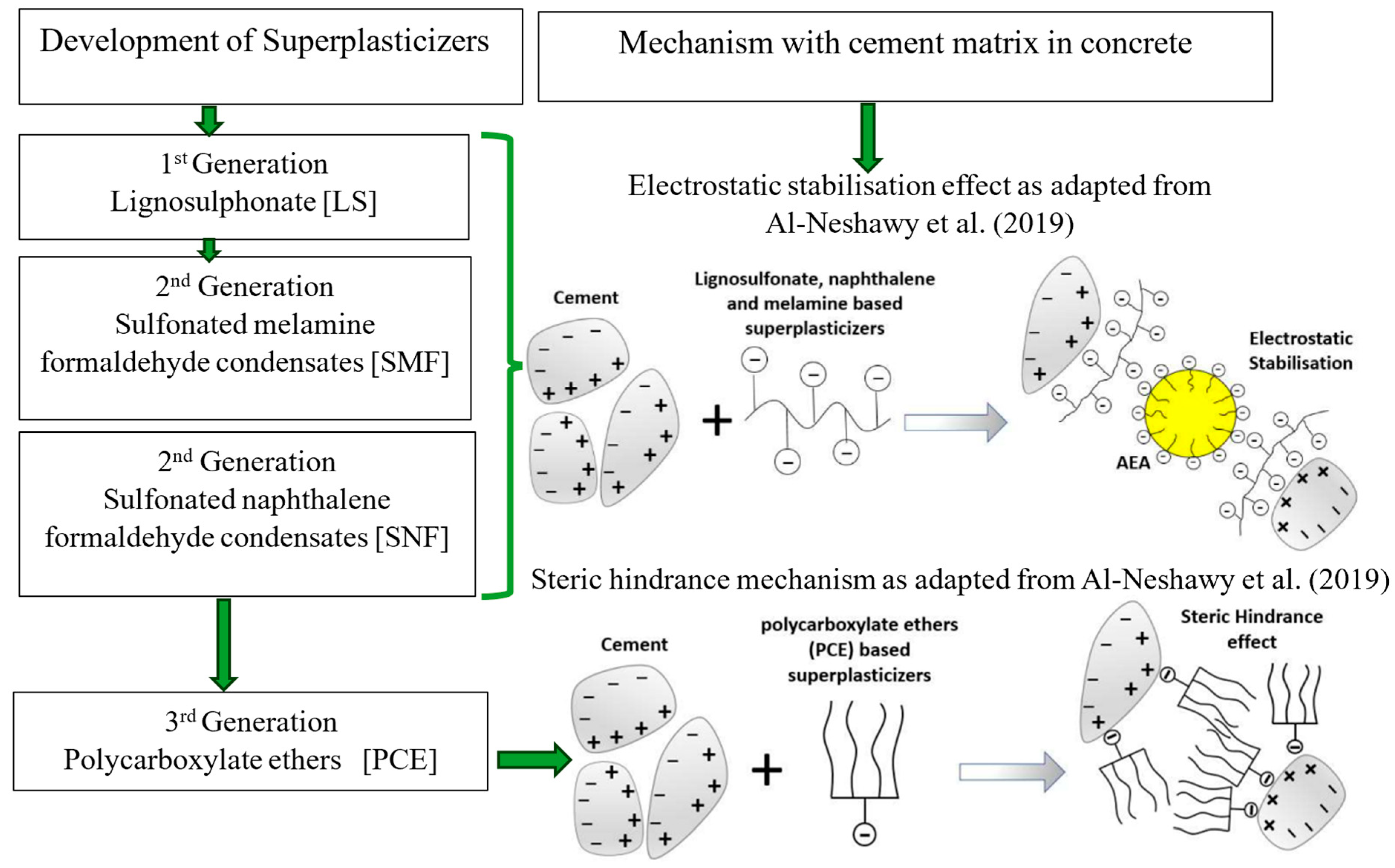
2.2.1. Plasticizers and Superplasticizers
2.2.2. The Viscosity-Modifying Agent (VMA)
2.2.3. Retarders and Accelerators
2.3. Fibers for 3D Printing
2.4. Fluidity Requirement
2.5. Aggregate Size and Aggregate to Binder Ratio
3. Challenges, Opportunities, and Current Progress of 3DCP in Australia
- (a)
- Impact on traditional construction workers and a need for a digitally skilled workforce
- (b)
- Initial capital cost of printers and printing limitations
- (c)
- Lack of standards and government support
- (d)
- Solution for house affordability and shortages
- (e)
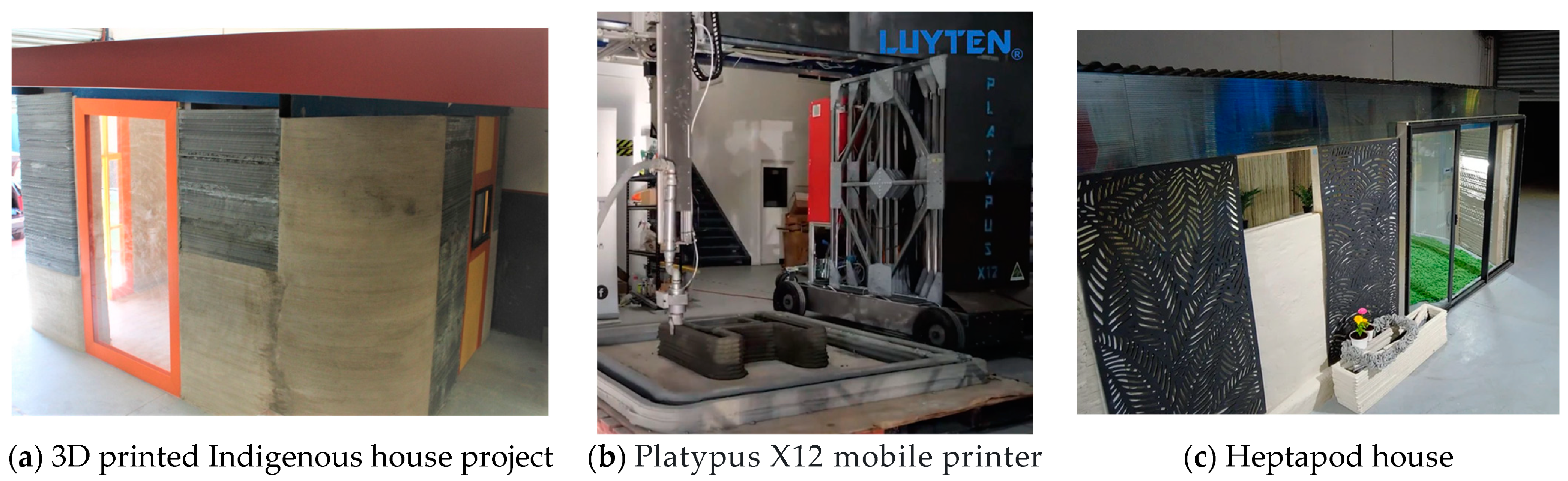
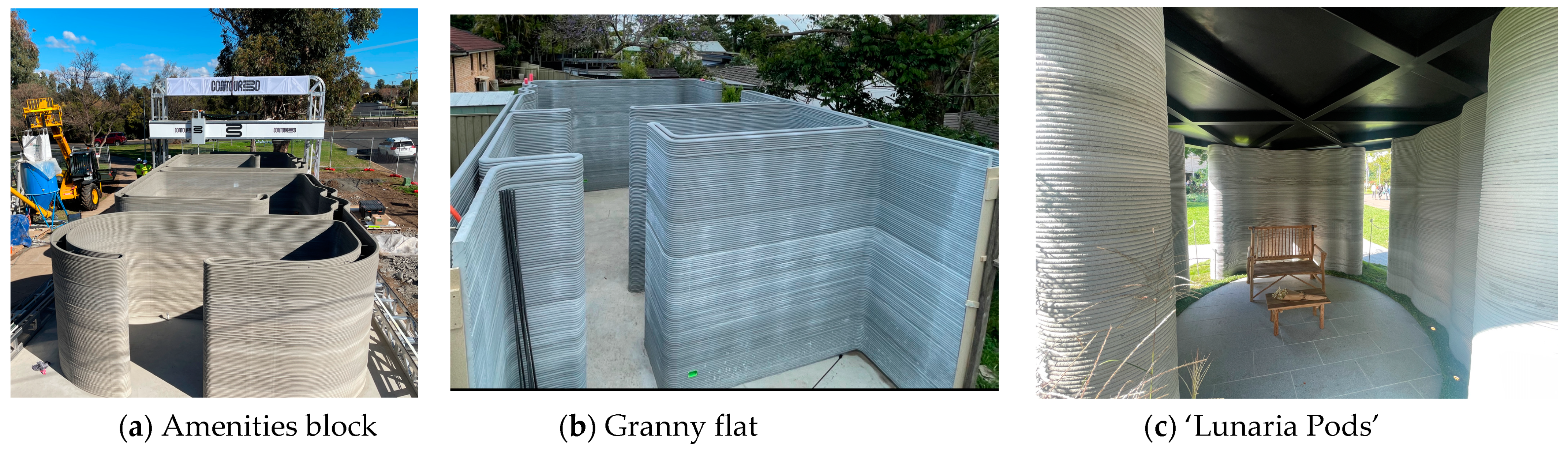
- Current practice and progress of 3DCP in Australia
4. Discussion
5. Conclusions
- The performance of printed objects depends not only on the correct mix design but also on climatic conditions such as humidity and temperature in the construction phase and printer parameters such as size, geometry, operating mechanism, printer head details, nozzle size, shape, speed, and filament parameters (number, width and height of layers). Stating all these factors on material and structural performance in research publications is essential in maintaining consistency in the development chain to accelerate the progression of this technology as a global team effort.
- The use of high OPC content and the development of mixtures without a broad understanding of both mixture and printer performance hinders the expansion of 3DCP in large-scale construction applications. Using LC3 and SAC as alternatives to OPC can reduce the environmental effects and increase the required fresh properties of the 3DCP mixture, resulting in improved printability.
- Use of Pozzolanic waste materials such as FA, RHA and GGBS with controlled particle size and dosage to partially replace OPC will improve the packing density of the mixture and subsequently will increase strength and durability. However, weaker properties caused by adding waste can be controlled using additives, superplasticizers and well-graded waste materials.
- Almost all successful 3DCP mixtures contain chemical admixtures. VMA improves the viscosity while reducing the segregation/bleeding during extrusion. Superplasticizers address the majority of common problems in fresh and hardened properties of mixture. Depending on printer parameters, scale of printing object and corresponding batch, retarders and accelerators can be used to alternate the open time of printer while controlling the rheology.
- Plasticizers are capable of reducing the water content in concrete mixtures up to 15% while the superplasticizers can control about 30% or more. However, it is extremely important to identify the chemical composition of the binder and the reaction of the superplasticizer in the cement matrix before selecting a suitable plasticizer or superplasticizer. Even though the technical specification of the product provides dosage and mixing requirements, conducting pre-trials to determine the suitability of the recommended dosage for the selected cement brand is a learned decision.
- Selecting fibers in the range of 0.5%–1.5% of binder volume with suitable size (length and diameter) to suit the nozzle parameters can effectively eliminate many drawbacks in 3DCP. Literature reveals that adding polymer fibers at least 6 mm length can improve the fresh and hardened properties of the 3DCP mixture. Using hybrid fibers in the 3DCP can effectively eliminate the reinforcement requirement of structural applications. However, further investigations are needed.
- The fluidity of the mixture plays a major role in controlling the printability and buildability of 3DCP. The Chinese Standard recommends maintaining fluidity between 160 mm and 220 mm for better extrudability and printability. Researchers had identified 175 mm of fluidity as an optimum level.
- Printable concrete is susceptible to the aggregate content in the mixture. The use of coarse aggregate has caused cracking and brittle failure of interfaces of the printed object. Literature suggests limiting the maximum aggregate size to 10 mm. However, most successful mix designs controlled their aggregate size to 2 mm or less. This might be due to the restrictions in printer parameters.
- The accelerated way of developing a new technology is learning from failure. Hence, it is important to provide main concerns on drawbacks, reasons, and the ways of overcoming them by modifying or inventing, which is a timely need in expanding 3DCP for major constructions in an accelerated manner. A simultaneous approach to the development of the printing head and the machine parameters with the mixture is essential for sustainable applications of this technology without borders.
- In the Australian context, 3DCP is a promising solution for residential and building constructions to achieve net zero by 2050. Key challenges, including digitally skilled workforce, high capital cost, design standards and government support, need to be addressed for wider adoption of this technology in the construction industry.
- Collaboration between industry and academic researchers and government support are imperative to facilitate successful 3DCP materials and technology. Otherwise, research-based developments in the laboratory environment may not be feasible for economical and large-scale construction applications. In addition, the appointment of technical committees in different parts of the world may help to expedite the development of design guidelines and specifications for rapid commercialization and broader adoption of 3DCP.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pegna, J. Exploratory investigation of solid freeform construction. Constr. Build. Mater. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Nguyen-Van, V.; Panda, B.; Zhang, G.; Nguyen-Xuan, H.; Tran, P. Digital design computing and modelling for 3-D concrete printing. Constr. Build. Mater. 2021, 123, 103529. [Google Scholar] [CrossRef]
- Mandal, R.; Panda, S.K.; Nayak, S. Rheology of Concrete: Critical Review, recent advancements, and future prospectives. Constr. Build. Mater. 2023, 392, 132007. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G. An investigation into the behaviour of cementitious mortar in the construction of 3D printed members by the means of extrusion printing. In Proceedings of the 1st International Conference on 3D Construction Printing, Melbourne, VIC, Australia, 26–28 November 2018. [Google Scholar]
- Mohan, M.K.; Rahul, A.; De Schutter, G.; Van Tittelboom, K. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2021, 115, 103855. [Google Scholar] [CrossRef]
- Available online: https://www.maximizemarketresearch.com/wp-content/uploads/2019/04/3D-Concrete-Printing-Market.webp (accessed on 27 November 2023).
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; Da Silva, W.L.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials—Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Remond, S. Effect of the printing method and mortar’s workability on pull-out strength of 3D printed elements. Constr. Build. Mater. 2020, 230, 117002. [Google Scholar] [CrossRef]
- Zhang, X.; Li, G.; Song, Z. Influence of styrene-acrylic copolymer latex on the mechanical properties and microstructure of Portland cement/Calcium aluminate cement/Gypsum cementitious mortar. Constr. Build. Mater. 2019, 227, 116666. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G. A Study into the Effect of Different Nozzles Shapes and Fibre-Reinforcement in 3D Printed Mortar. Materials 2019, 12, 1708. [Google Scholar] [CrossRef]
- Jiao, D.; Shi, C.; Yuan, Q.; An, X.; Liu, Y.; Li, H. Effect of constituents on rheological properties of fresh concrete-a review. Cem. Concr. Compos. 2017, 83, 146–159. [Google Scholar] [CrossRef]
- Le, H.T.; Kraus, M.; Siewert, K.; Ludwig, H.-M. Effect of macro-mesoporous rice husk ash on rheological properties of mortar formulated from self-compacting high performance concrete. Constr. Build. Mater. 2015, 80, 225–235. [Google Scholar] [CrossRef]
- Subramanian, N. Rheological Properties of Concrete. Available online: https://www.structuremag.org/?p=16960 (accessed on 10 February 2023).
- Wang, L.; Ma, H.; Li, Z.; Ma, G.; Guan, J. Cementitious composites blending with high belite sulfoaluminate and medium-heat Portland cements for largescale 3D printing. Addit. Manuf. 2021, 46, 102189. [Google Scholar] [CrossRef]
- Kondepudi, K.; Subramaniam, K.V.L. Formulation of alkali-activated fly ash-slag binders for 3D concrete printing. Cem. Concr. Compos. 2021, 119, 103983. [Google Scholar] [CrossRef]
- Ahmed, W.; Alnajjar, F.; Zaneldin, E.; Al-Marzouqi, A.H.; Gochoo, M.; Khalid, S. Implementing FDM 3D printing strategies using natural fibers to produce biomass composite. Materials 2020, 13, 4065. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Technologies for improving buildability in 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104144. [Google Scholar] [CrossRef]
- Jindal, B.B.; Sharma, R. The effect of nanomaterials on properties of geopolymers derived from industrial by-products: A state-of-the-art review. Constr. Build. Mater. 2020, 252, 119028. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototypes 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Tu, H.; Wei, Z.; Bahrami, A.; Kahla, N.B.; Ahmad, A.; Ozkılıç, Y.O. Recent advancements and future trends in 3D concrete printing using waste materials. Dev. Built Environ. 2023, 16, 100187. [Google Scholar] [CrossRef]
- Buswell, R.A. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 37–49, 112. [Google Scholar] [CrossRef]
- Ahari, R.S.; Erdem, T.K.; Ramyar, K. Thixotropy and structural breakdown properties of self consolidating concrete containing various supplementary cementitious materials. Cem. Concr. Compos. 2015, 59, 26–37. [Google Scholar] [CrossRef]
- Ahari, R.S.; Erdem, T.K.; Ramyar, K. Effect of various supplementary cementitious materials on rheological properties of self-consolidating concrete. Constr. Build. Mater. 2015, 75, 89–98. [Google Scholar] [CrossRef]
- Tran, T.N.; Bayer, I.S.; Heredia-Guerrero, J.A.; Frugone, M.; Lagomarsino, M.; Maggio, F.; Athanassiou, A. Cocoa shell waste biofilaments for 3D printing applications. Macromol. Mater. Eng. 2017, 302, 1700219. [Google Scholar] [CrossRef]
- Wang, Q.; Sun, J.; Yao, Q.; Ji, C.; Liu, J.; Zhu, Q. 3D printing with cellulose materials. Cellulose 2018, 25, 4275–4301. [Google Scholar] [CrossRef]
- Girdis, J.; Gaudion, L.; Proust, G.; Löschke, S.; Dong, A. Rethinking timber: Investigation into the use of waste macadamia nut shells for additive manufacturing. JOM 2017, 69, 575–579. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Wahid, M.K.; Maidin, N.A.; Ab Rahman, M.A.H.; Osman, M.H.; Alis, I.F. Mechanical characteristics of oil palm fiber reinforced thermoplastics as filament for fused deposition modeling (FDM). Adv. Manuf. 2020, 8, 72–81. [Google Scholar] [CrossRef]
- Xie, G.; Zhang, Y.; Lin, R. Plasticizer combinations and performance of wood flour–poly (lactic acid) 3D printing filaments. Bio Resour. 2017, 12, 6736–6748. [Google Scholar] [CrossRef]
- Nguyen, N.A.; Barnes, S.H.; Bowland, C.C.; Meek, K.M.; Littrell, K.C.; Keum, J.K.; Naskar, A.K. A path for lignin valorization via additive manufacturing of high-performance sustainable composites with enhanced 3D printability. Sci. Adv. 2015, 4, eaat4967. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obu’cina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2020, 180, 107884. [Google Scholar] [CrossRef]
- Nida, S.; Anukiruthika, T.; Moses, J.A.; Anandharamakrishnan, C. 3D printing of grinding and milling fractions of rice husk. Waste Biomass Valorization 2021, 12, 81–90. [Google Scholar] [CrossRef]
- Neville, A.M.; Brooks, J.J. Concrete Technology, 3rd ed.; Pearson Education: London, UK, 2008. [Google Scholar]
- Kanamarlapudi, L.; Jonalagadda, K.B.; Jagarapu, D.C.K.; Eluru, A. Different mineral admixtures in concrete: A review. SN Appl. Sci. 2020, 2, 760. [Google Scholar] [CrossRef]
- Selvaranjan, K.; Navaratnam, S.; Gamage, J.; Thamboo, J.; Siddique, R. Thermal and environmental impact analysis of rice husk ash-based mortar as insulating wall plaster. Constr. Build. Mater. 2022, 283, 122744. [Google Scholar] [CrossRef]
- Selvaranjan, K.; Gamage, J.; De Silva, G.I.; Navaratnam, S. Development of sustainable mortar using waste rice husk ash from rice mill plant: Physical and thermal properties. J. Build. Eng. 2022, 43, 102614. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Zhang, Y.; Wan, Z.; Çopuroğlu, O.; Schlangen, E. 3D printing of calcined clay-limestone-based cementitious materials. Cem. Concr. Res. 2021, 149, 106553. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Z.; Figueiredo, S.C.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and calcined clay-based sustainable cementitious materials for 3D concrete printing: A fundamental study of extrudability and early-age strength development. Appl. Sci. 2019, 9, 9091809. [Google Scholar] [CrossRef]
- Long, W.J.; Lin, C.; Tao, J.L.; Ye, T.H.; Fang, Y. Printability and particle packing of 3D-printable limestone calcined clay cement composites. Constr. Build. Mater. 2021, 282, 647. [Google Scholar] [CrossRef]
- de Matos, P.R.; Zat, T.; Lima, M.M.; Neto, J.D.; Souza, M.T.; Rodríguez, E.D. Effect of the superplasticizer addition time on the fresh properties of 3D printed limestone calcined clay cement (LC3) concrete. Case Stud. Constr. Mater. 2023, 19, e02419. [Google Scholar] [CrossRef]
- Chen, Y.; Chaves Figueiredo, S.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The effect of viscosity-modifying admixture on the extrudability of limestone and calcined clay-based cementitious material for extrusion-based 3D concrete printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef]
- Agustí-Juan, I.; Müller, F.; Hack, N.; Wangler, T.; Habert, G. Potential benefits of digital fabrication for complex structures: Environmental assessment of a robotically fabricated concrete wall. J. Clean. Prod. 2017, 154, 330–340. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Yeong, K.L.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- Chen, M.; Cheng, X. Rheological parameters, thixotropy and creep of 3D-Printing calcium sulfoaluminate cement composites modified by bentonite. Compos. Part B Eng. 2020, 186, 107821. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Liao, Y.; Wang, S.; Wang, K.; Al Qunaynah, S.; Wan, S.; Yuan, Z.; Xu, P.; Tang, S. A study on the hydration of calcium aluminate cement pastes containing silica fume using non-contact electrical resistivity measurement. J. Mater. Res. Technol. 2023, 24, 8135–8149. [Google Scholar] [CrossRef]
- ASTM C618-08; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2008.
- Saad, S.A.; Nuruddin, M.F.; Shafiq, N.; Ali, M. Pozzolanic reaction mechanism of rice husk ash in concrete—A Review. Appl. Mech. Mater. 2015, 773, 1143–1147. [Google Scholar] [CrossRef]
- Abdullah, M.A.; Gamage, J. Behaviour of Concrete Produced with Cement and Rice Husk Ash. In Proceedings of the 6th International Conference on Structural Engineering and Construction Management 2015, Kandy, Sri Lanka, 11 December 2015; p. 176. [Google Scholar]
- Srikanth, G.; Fernando, A.; Selvaranjan, K.; Gamage, J.; Ekanayake, L. Development of a plastering mortar using waste bagasse and rice husk ashes with sound mechanical and thermal properties. Case Stud. Constr. Mater. 2022, 16, e00956. [Google Scholar] [CrossRef]
- Jesus, M.; Teixeira, J.; Alves, J.L.; Pessoa, S.; Guimarães, A.S.; Rangel, B. Potential Use of Sugarcane Bagasse Ash in Cementitious Mortars for 3D Printing. In Materials Design and Applications IV; Springer: Cham, Switzerland, 2022; pp. 89–103. [Google Scholar]
- Wang, L.; Jin, M.; Zhou, S.; Tang, S.; Lu, X. Investigation of microstructure of C-S-H and micro-mechanics of cement pastes under NH4NO3 dissolution by 29Si MAS NMR and microhardness. Measurement 2021, 185, 110019. [Google Scholar] [CrossRef]
- Geng, Z.; Tang, S.; Wang, Y.; He, Z.; Wu, K. Stress relaxation properties of calcium silicate hydrate: A molecular dynamics study. J. Zhejiang Univ. -Sci. A 2024, 25, 97–115. [Google Scholar] [CrossRef]
- Wang, L.; Guo, F.; Lin, Y.; Yang, H.; Tang, S.W. Comparison between the effects of phosphorous slag and fly ash on the C-S-H structure, long-term hydration heat and volume deformation of cement-based materials. Constr. Build. Mater. 2020, 250, 118807. [Google Scholar] [CrossRef]
- Pimentel Tinoco, M.; Gouvêa, L.; de Cássia Magalhães Martins, K.; Dias Toledo Filho, R.; Aurelio Mendoza Reales, O. The use of rice husk particles to adjust the rheological properties of 3D printable cementitious composites through water sorption. Constr. Build. Mater. 2023, 365, 130046. [Google Scholar] [CrossRef]
- Celik, F.; Canakci, H. An investigation of rheological properties of cement-based grout mixed with rice husk ash (RHA). Constr. Build. Mater. 2015, 91, 187–194. [Google Scholar] [CrossRef]
- Guo, A.; Sun, Z.; Qi, C.; Sathitsuksanoh, N. Hydration of portland cement pastes containing untreated and treated hemp powders. J. Mater. Civ. Eng. 2020, 32, 04020148. [Google Scholar] [CrossRef]
- Morrision, F.A. Understanding Rheology; Oxford University Press: New York, NY, USA, 2001. [Google Scholar]
- Muthukrishnan, S.; Kua, H.W.; Yu, L.N.; Chung, J.K. Fresh Properties of Cementitious Materials Containing Rice Husk Ash for Construction 3D Printing. J. Mater. Civ. Eng. 2020, 32, 04020195. [Google Scholar] [CrossRef]
- Samad, N.A.I.A.; Abdullah, S.R.; Ibrahim, M.; Shahidan, S.; Ismail, N. Initial properties of 3D printing concrete using Rice Husk Ash (RHA) as Partial Cement Replacement. IOP Conf. Ser. Earth Environ. Sci. 2022, 1022, 12055. [Google Scholar] [CrossRef]
- Sirivivatnanon, V.; Ho, D.W.S.; Baweja, D. The Role of Supplementary Cementitious Materials in Australian Concrete Construction Practice; Supplementary Cementitious Materials in Concrete, a Practical Seminar on the Specification, Use and Performance of Ground Granulated Blast Furnace Slag, Fly Ash and Condensed Silica Fume; Concrete, Cement and Concrete Association: Perth, Australia, 1991; pp. 2–9. ISBN 0947 132 47 3. [Google Scholar]
- AS 3582.1-1998; Supplementary Cementitious Materials for Use with Portland and Blended Cement Fly Ash. Standards Australia: Sydney, NSW, Australia, 1998.
- AS 3583.6-1995; Methods of Test for Supplementary Cementitious Materials for Use with Portland Cement—Determination of Relative Water Requirement and Relative Strength. Standards Australia: Sydney, NSW, Australia, 1995.
- Kovler, K. Does the utilization of coal fly ash in concrete construction present a radiation hazard? Constr. Build. Mater. 2012, 29, 158–166. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P. Effect of fly ash on the durability properties of high strength concrete. Procedia Eng. 2011, 14, 1149–1156. [Google Scholar] [CrossRef]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth-Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef]
- Topçu, I.B.; Canbaz, M. Effect of different fibers on the mechanical properties of concrete containing fly ash. Constr. Build. Mater. 2007, 21, 1486–1491. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, S.; Shi, Y.; Huang, Y.; Zhao, F.; Huo, T.; Tang, S. The Influence of Fly Ash Dosages on the Permeability, Pore Structure and Fractal Features of Face Slab Concrete. Fractal Fract. 2022, 6, 476. [Google Scholar] [CrossRef]
- Peled, A.; Shah, S.P. Processing effects in cementitious composites: Extrusion and casting. J. Mater. Civ. Eng. 2003, 1561, 192–199. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Li, Z.; Chang, Z.; Jansen, K.; Çopuroğlu, O.; Schlangen, E. Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture. Cem. Concr. Res. 2020, 132, 106040. [Google Scholar] [CrossRef]
- Figueiredo, S.C.; Çopuroğlu, O.; Schlangen, E. Effect of viscosity modifier admixture on Portland cement paste hydration and microstructure. Constr. Build. Mater. 2019, 212, 818–840. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Roussel, N.; Flatt, R.J. The role of early age structural buildup in digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 86–95. [Google Scholar] [CrossRef]
- Ruslan, I.; Ruslan, B.; Evgenij, K. The effect of metal and polypropylene fiber on technological and physical mechanical properties of activated cement compositions. Case Stud. Constr. Mater. 2022, 16, e00882. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Liu, J.; Yu, C.; Shu, X.; Ran, Q.; Yang, Y. Recent advance of chemical admixtures in concrete. Cem. Concr. Res. 2019, 124, 105834. [Google Scholar] [CrossRef]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Tang, S.W.; Cai, R.J.; He, Z.; Cai, X.H.; Shao, H.Y.; Li, Z.J.; Yang, H.M.; Chen, E. Continuous Microstructural Correlation of Slag/Superplasticizer cement pastes by heat and impedance methods via fractal analysis. Fractals 2017, 25, 1740003. [Google Scholar] [CrossRef]
- Kujawa, W.; Olewnik-Kruszkowska, E.; Nowaczyk, J. Concrete Strengthening by Introdusing Polymer-Based Additives into the Cement Matrix—A Mini Review. Materials 2021, 14, 6071. [Google Scholar] [CrossRef]
- Ahmed, G.H. A review of 3D concrete printing: Materials and process characterization, economic considerations and environmental sustainability. J. Build. Eng. 2023, 66, 105863. [Google Scholar] [CrossRef]
- Collepardi, M. Admixtures used to enhance placing characteristics of concrete. Cem. Concr. Compos. 1998, 20, 103–112. [Google Scholar] [CrossRef]
- Al-Neshawy, F.; Ojala, T.; Punkki, J. Stability of Air Content in Fresh Concretes with PCE-Based Superplasticizers. Nord. Concr. Res. 2019, 60, 145–158. [Google Scholar] [CrossRef]
- Abd, M.; Abd, S.; Heikal, M.; El Didamony, H. Hydration and durability of sulphateresisting and slag cement blends in Caron’s Lake water. Cem. Concr. Res. 2005, 35, 1592–1600. [Google Scholar]
- Breilly, D.; Fadlallah, S.; Froidevaux, V.; Colas, A.; Allais, F. Origin and industrial applications of lignosulfonates with a focus on their use as superplasticizers in concrete. Constr. Build. Mater. 2021, 301, 124065. [Google Scholar] [CrossRef]
- Gelardi, G.; Flatt, R. Working mechanisms of water reducers and superplasticizers. In Science and Technology of Concrete Admixtures; Elsevier: New York, NY, USA, 2016; pp. 257–278. [Google Scholar]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Dalas, F.; Pourchet, S.; Rinaldi, D.; Nonat, A.; Sabio, S.; Mosquet, M. Modification of the rate of formation and surface area of ettringite by polycarboxylate ether superplasticizers during early C3A-CaSO4 hydration. Cem. Concr. Res. 2015, 69, 105–113. [Google Scholar] [CrossRef]
- Benaicha, M.; Hafidi Alaoui, A.; Jalbaud, O.; Burtschell, Y. Dosage effect of superplasticizer on self-compacting concrete: Correlation between rheology and strength. J. Mater. Res. Technol. 2019, 8, 2063–2069. [Google Scholar] [CrossRef]
- Rath, S.; Ouchi, M. Effective Mixing Method for Stability of Air Content in Fresh Mortar of Self-Compacting Concrete in Terms of Air Diameter. Internet J. Soc. Soc. Manag. Syst. 2015, 10, sms15-6550. [Google Scholar]
- Ma, B.; Ma, M.; Shen, X.; Li, X.; Wu, X. Compatibility between a polycarboxylate superplasticizer and the belite-rich sulfoaluminate cement: Setting time and the hydration properties. Constr. Build. Mater. 2014, 51, 47–54. [Google Scholar] [CrossRef]
- Zhu, W.; Feng, Q.; Luo, Q.; Bai, X.; Lin, X.; Zhang, Z. Effects of -PCE on the dispersion of cement particles and initial hydration. Materials 2021, 14, 3195. [Google Scholar] [CrossRef] [PubMed]
- Dalas, F.; Nonat, A.; Pourchet, S.; Mosquet, M.; Rinaldi, D.; Sabio, S. Tailoring the anionic function and the side chains of comb-like superplasticizers to improve their adsorption. Cem. Concr. Res. 2015, 67, 21–30. [Google Scholar] [CrossRef]
- Sebök, T.; Stráňel, O. Relationships between the properties of ligninsulphonates and parameters of modified samples with cement binders. Cem. Concr. Res. 2000, 30, 511–515. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford: London, UK, 1997. [Google Scholar]
- Chen, Y.; Chang, Z.; He, S.; Çopuroğlu, O.; Šavija, B.; Schlangen, E. Effect of curing methods during a long time gap between two printing sessions on the interlayer bonding of 3D printed cementitious materials. Constr. Build. Mater. 2022, 332, 127394. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Melichar, J.; Žižková, N.; Brožovský, J.; Mészárosová, L.; Hermann, R. Study of the Interaction of Cement-Based Materials for 3D Printing with Fly Ash and Superabsorbent Polymers. Buildings 2022, 12, 2008. [Google Scholar] [CrossRef]
- Sun, X.; Zhou, J.; Wang, Q.; Shi, J.; Wang, H. PVA fibre reinforced high-strength cementitious composite for 3D printing: Mechanical properties and durability. Addit. Manuf. 2022, 49, 102500. [Google Scholar] [CrossRef]
- Roussel, N.; Lemaître, A.; Flatt, R.J.; Coussot, P. Steady state flow of cement suspensions: A micromechanical state of the art. Cem. Concr. Res. 2010, 40, 77–84. [Google Scholar] [CrossRef]
- Marchon, D.; Juilland, P.; Gallucci, E.; Frunz, L.; Flatt, R.J. Molecular and submolecular scale effects of comb-copolymers on tri-calcium silicate reactivity: Toward molecular design. J. Am. Ceram. Soc. 2017, 100, 817–841. [Google Scholar] [CrossRef]
- Palacios, M.; Flatt, R. Working mechanism of viscosity modifying admixtures. In Science and Technology of Concrete Admixtures; Elsevier: New York, NY, USA, 2016; pp. 415–432. [Google Scholar]
- Dvorkin, L.; Konkol, J.; Marchuk, V.; Huts, A. Effectiveness of Polymer Additives in Concrete for 3D Concrete Printing Using Fly Ash. Polymers 2022, 14, 5467. [Google Scholar] [CrossRef]
- Bessaies-Bey, H.; Baumann, R.; Schmitz, M.; Radler, M.; Roussel, N. Effect of polyacrylamide on rheology of fresh cement pastes. Cem. Concr. Res. 2015, 76, 98–106. [Google Scholar] [CrossRef]
- Van Olphen, H.; Hsu, P.H. An introduction to clay colloid chemistry. Soil Sci. 1978, 126, 59. [Google Scholar] [CrossRef]
- Liu, C.; Wang, X.; Chen, Y.; Zhang, C.; Ma, L.; Deng, Z.; Chen, C.; Zhang, Y.; Pan, J.; Banthia, N. Influence of hydroxypropyl methylcellulose and silica fume on stability, rheological properties, and printability of 3D printing foam concrete. Cem. Concr. Compos. 2021, 122, 104158. [Google Scholar] [CrossRef]
- Palaniappan, M. An optimal utilization of waste materials in concrete to enhance the strength property: An experimental approach and possibility of 3D printing technology. In Sustainability for 3D Printing; Springer: Berlin/Heidelberg, Germany, 2022; pp. 149–158. [Google Scholar]
- Chen, M.; Yang, L.; Zheng, Y.; Li, L.; Wang, S.; Huang, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological behaviors and structure build-up of 3D printed polypropylene and polyvinyl alcohol fiber-reinforced calcium sulphoaluminate cement composites. J. Mater. Res. Technol. 2021, 10, 1402–1414. [Google Scholar] [CrossRef]
- Zhang, Y.; Aslani, F. Development of fibre reinforced engineered cementitious composite using polyvinyl alcohol fibre and activated carbon powder for 3D concrete printing. Constr. Build. Mater. 2021, 303, 124453. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Sun, Z.; Xu, Q. Microscopic, physical and mechanical analysis of polypropylene fiber reinforced concrete. Mater. Sci. Eng. A 2009, 527, 198–204. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A.; Esmaeili, M.; Ghahari, S.A.; Najafi, M.H. Laboratory study on the effect of polypropylene fiber on durability, and physical and mechanical characteristic of concrete for application in sleepers. Constr. Build. Mater. 2013, 44, 411–418. [Google Scholar] [CrossRef]
- Kim, J.H.J.; Park, C.G.; Lee, S.W.; Lee, S.W.; Won, J.P. Effects of the geometry of recycled PET fiber reinforcement on shrinkage cracking of cement-based composites. Compos. Part B Eng. 2008, 39, 442–450. [Google Scholar] [CrossRef]
- Mardani-aghabaglou, A.; Metin, I.; Özen, S. The effect of shrinkage reducing admixture and polypropylene fibers on drying shrinkage behaviour of concrete. Cem. Wapno Beton 2019, 3, 227–237. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, C.; Liu, Z.; Wang, H.; Ren, Q. Mechanical anisotropy of ultra-high performance fibre-reinforced concrete for 3D printing. Cem. Concr. Compos. 2022, 125, 104310. [Google Scholar] [CrossRef]
- Singh, A.; Liu, Q.; Xiao, J.; Lyu, Q. Mechanical and macrostructural properties of 3D printed concrete dosed with steel fibers under different loading direction. Constr. Build. Mater. 2022, 323, 126616. [Google Scholar] [CrossRef]
- Bos, F.; Bosco, E.; Salet, T. Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys. Prototyp. 2019, 14, 160–174. [Google Scholar] [CrossRef]
- Li, L.; Xiao, B.; Fang, Z.; Xiong, Z.; Chu, S.; Kwan, A. Feasibility of glass/basalt fiber reinforced seawater coral sand mortar for 3D printing. Addit. Manuf. 2021, 37, 101684. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Ding, T.; Duan, Z.; Liu, Q. Fiber-reinforced mortar with 100% recycled fine aggregates: A cleaner perspective on 3D printing. J. Clean. Prod. 2021, 319, 128720. [Google Scholar] [CrossRef]
- Lura, P.; Pease, B.; Mazzotta, G.B.; Rajabipour, F.; Weiss, J. Influence of Shrinkage-Reducing Admixtures on Development of Plastic Shrinkage Cracks. ACI Mater. J. 2007, 104, 187. [Google Scholar]
- Sun, J.; Aslani, F.; Lu, J.; Wang, L.; Huang, Y.; Ma, G. Fibre-reinforced lightweight engineered cementitious composites for 3D concrete printing. Ceram. Int. 2021, 47, 27107–27121. [Google Scholar] [CrossRef]
- Teixeira, R.S.; Santos, S.F.d.; Christoforo, A.L.; Savastano, H., Jr.; Lahr, F.A.R. Extrudability of cement-based composites reinforced with curauá (Ananas erectifolius) or polypropylene fibers. Constr. Build. Mater. 2019, 205, 97–110. [Google Scholar] [CrossRef]
- Ward, C.R.; French, D.; Jankowski, J.; Dubikova, M.; Li, Z.; Riley, K.W. Element mobility from fresh and long-stored acidic fly ashes associated with an Australian power station. Int. J. Coal Geol. 2009, 80, 224–236. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, Z.; Zhu, Y.; Zhang, J.; Ren, Q.; Huang, T. Effects of redispersible polymer powders on the structural build-up of 3D printing cement paste with and without hydroxypropyl methylcellulose. Constr. Build. Mater. 2021, 267, 120551. [Google Scholar] [CrossRef]
- Arwar, W.; Ghafor, K.; Mohammed, A. Regression analysis and Vipulanandan model to quantify the effect of polymers on the plastic and hardened properties with the tensile bonding strength of the cement mortar. Results Mater. 2019, 1, 100011. [Google Scholar]
- Li, L.; Wang, R.; Lu, Q. Influence of polymer latex on the setting time, mechanical properties and durability of calcium sulfoaluminate cement mortar. Constr. Build. Mater. 2018, 169, 911–922. [Google Scholar] [CrossRef]
- Medeiros, M.H.F.; Helene, P.; Selmo, S. Influence of EVA and acrylate polymers on some mechanical properties of cementitious repair mortars. Constr. Build. Mater. 2009, 23, 2527–2533. [Google Scholar] [CrossRef]
- Krishnaraja, A.R.; Guru, K.V. 3D Printing Concrete: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1055, 012033. [Google Scholar] [CrossRef]
- Grzeszczyk, S.; Matuszek-Chmurowska, A. Microstructure of reactive powder concrete. Cem. Wapno Beton 2018, 1, 1–15. [Google Scholar]
- Li, Y.; Zhang, H.; Huang, M.; Yin, H.; Jiang, K.; Xiao, K.; Tang, S. Influence of Different Alkali Sulfates on the Shrinkage, Hydration, Pore Structure, Fractal Dimension and Microstructure of Low-Heat Portland Cement, Medium-Heat Portland Cement and Ordinary Portland Cement. Fractal Fract. 2021, 5, 79. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Yu, J. Flexural properties of 3D printed fibre-reinforced concrete with recycled sand. Constr. Build. Mater. 2021, 288, 123077. [Google Scholar] [CrossRef]
- van den Heever, M.; du Plessis, A.; Kruger, J.; van Zijl, G. Evaluating the effects of porosity on the mechanical properties of extrusion-based 3D printed concrete. Cem. Concr. Res. 2022, 153, 106695. [Google Scholar] [CrossRef]
- Chu, S.; Li, L.; Kwan, A. Development of extrudable high strength fiber reinforced concrete incorporating nano calcium carbonate. Addit. Manuf. 2021, 37, 101617. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Liu, G.; Cheng, W.; Chen, L.; Pan, G.; Liu, Z. Rheological properties of fresh concrete and its application on shotcrete. Constr. Build. Mater. 2020, 243, 118180. [Google Scholar] [CrossRef]
- T/CECS 786-2020; China Association for Engineering Construction Standardization, Technical Specification for Concrete 3D Printing. China Planning Press: Beijing, China, 2020.
- Mohan, M.K.; Rahul, A.V.; Van Tittelboom, K.; De Schutter, G. Rheological and pumping behaviour of 3D printable cementitious materials with varying aggregate content. Cem. Concr. Res. 2021, 139, 106258. [Google Scholar] [CrossRef]
- Panda, B. Anisotropic mechanical performance of 3d printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Lv, J.; Du, Q.; Zhou, T.; He, Z.; Li, K. Fresh and mechanical properties of self compacting rubber lightweight aggregate concrete and corresponding mortar. Adv. Mater. Sci. Eng. 2019, 2019, 8372547. [Google Scholar] [CrossRef]
- Senff, L.; Hotza, D.; Labrincha, J.A. Effect of lightweight aggregates addition on the rheological properties and hardened state of mortar. Appl. Rheol. 2011, 21, 13668. [Google Scholar]
- Available online: https://www.abs.gov.au/statistics/understanding-statistics/guide-labour-statistics/industry-employment-guide (accessed on 31 October 2023).
- Available online: https://www.afr.com/policy/economy/infrastructure-splurge-exacerbating-housing-shortage-rba-20231110-p5ej14 (accessed on 31 October 2023).
- Available online: https://hia.com.au/our-industry/newsroom/economic-research-and forecasting/2022/07/shortage-of-building-trades-remains-acute (accessed on 31 October 2023).
- Pan, Y.; Zhang, Y.; Zhang, D.; Song, Y. 3D printing in construction: State of the art and applications. Int. J. Adv. Manuf. Technol. 2021, 115, 1329–1348. [Google Scholar] [CrossRef]
- Bazli, M.; Ashrafi, H.; Rajabipour, A.; Kutay, C. 3D printing for remote housing: Benefits and challenges. Autom. Constr. 2023, 148, 104772. [Google Scholar] [CrossRef]
- Available online: https://www.theguardian.com/australia-news/2022/nov/03/remote-indigenous-community-pioneers-3d-printed-homes-set-to-change-rural-lives (accessed on 3 November 2023).
- Ma, G.; Buswell, R.; da Silva, W.R.L.; Wang, L.; Xu, J.; Jones, S.Z. Technology readiness: A global snapshot of 3D concrete printing and the frontiers for development. Cem. Concr. Res. 2022, 156, 106774. [Google Scholar] [CrossRef]
- Sakin, M.; Kiroglu, Y.C. 3D printing of buildings: Construction of the sustainable houses of the future by BIM. Energy Procedia 2017, 134, 702–771l. [Google Scholar] [CrossRef]
- Alami, A.H.; Olabi, A.G.; Ayoub, M.; Aljaghoub, H.; Alasad, S.; Abdelkareem, M.A. 3D Concrete Printing: Recent Progress, Applications, Challenges, and Role in Achieving Sustainable Development Goals. Buildings 2023, 13, 924. [Google Scholar] [CrossRef]
- Avrutis, D.; Nazari, A.; Sanjayan, J.G. Chapter 19—Industrial Adoption of 3D Concrete Printing in the Australian Market: Potentials and Challenges. In 3D Concrete Printing Technology; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 389–409. ISBN 9780128154816. [Google Scholar]
- El-Sayegh, S.; Romdhane, L.; Manjikian, S. A critical review of 3D printing in construction: Benefits, challenges, and risks. Arch. Civ. Mech. Eng. 2020, 20, 1–25. [Google Scholar] [CrossRef]
- Tay YW, D.; Panda, B.; Paul, S.C.; Noor Mohamed, N.A.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Ambily, P.; Kaliyavaradhan, S.K.; Rajendran, N. Top challenges to widespread 3D concrete printing (3DCP) adoption—A review. Eur. J. Environ. Civ. Eng. 2023, 28, 300–328. [Google Scholar] [CrossRef]
- Shahzad, Q.; Umair, M.; Waqar, S. Bibliographic analysis on 3D printing in the building and construction industry: Printing systems, material properties, challenges, and future trends. J. Sustain. Constr. Mater. Technol. 2022, 7, 198–220. [Google Scholar] [CrossRef]
- Available online: https://www.thebusinessresearchcompany.com/report/3d-printing-building-construction-market (accessed on 1 December 2023).
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- de Soto, B.G.; Agustí-Juan, I.; Hunhevicz, J.; Joss, S.; Graser, K.; Habert, G.; Adey, B.T. Productivity of digital fabrication in construction: Cost and time analysis of a robotically built wall. Autom. Constr. 2018, 92, 297–311. [Google Scholar] [CrossRef]
- Batikha, M.; Jotangia, R.; Baaj, M.Y.; Mousleh, I. 3D concrete printing for sustainable and economical construction: A comparative study. Autom. Constr. 2022, 134, 104087. [Google Scholar] [CrossRef]
- Jo, J.H.; Jo, B.W.; Cho, W.; Kim, J.-H. Development of a 3D Printer for Concrete Structures: Laboratory Testing of Cementitious Materials. Int. J. Concr. Struct. Mater. 2020, 14, 13. [Google Scholar] [CrossRef]
- Siddika, A.; Al Mamun, A.; Ferdous, W.; Saha, A.K.; Alyousef, R. 3D-printed concrete: Applications, performance, and challenges. J. Sustain. Cem. Mater. 2019, 9, 127–164. [Google Scholar] [CrossRef]
- AS3600:2018 2020; Australia Standards, Concrete Structures. Australia Standards: Sydney, NSW, Australia, 2020.
- AS3850.2:2015; Australia Standards, Prefabricated Concrete Elements—Building Construction. Australia Standards: Sydney, NSW, Australia, 2015.
- Bos, F.P.; Menna, C.; Pradena, M.; Kreiger, E.; da Silva, W.L.; Rehman, A.U.; Weger, D.; Wolfs, R.J.; Zhang, Y.; Ferrara, L.; et al. The realities of additively manufactured concrete structures in practice. Cem. Concr. Res. 2022, 156, 106746. [Google Scholar] [CrossRef]
- ISO/ASTM 52939:2023; ASTM Standard, Additive Manufacturing for Construction Qualification Principles, Structural and Infrastructure Elements. International Organization for Standardization: Geneva, Switzerland, 2023.
- ACI Standards 564; 3-D Printing with Cementitious Materials. American Concrete Institute: Farmington Hills, MI, USA.
- Technical Committee 276-DFC; 276-DFC: Digital Fabrication with Cement-Based Materials, International Union of Laboratories and Experts in Construction Materials, Systems and Structures. RILEM: Champs-sur-Marne, France, 2016.
- Gangotra, A.; Del Gado, E.; Lewis, J.I. 3D printing has untapped potential for climate mitigation in the cement sector. Commun. Eng. 2023, 2, 6. [Google Scholar] [CrossRef]
- Available online: https://www.edb.gov.sg/en/our-industries/company-highlights/singapore-centre-for-3d-printing-sc3dp.html (accessed on 1 December 2023).
- Advanced Manufacturing: A Roadmap for Unlocking Future Growth Opportunities for Australia CSIRO (November 2016). Available online: https://www.csiro.au/en/work-withus/industries/manufacturing/advanced-manufacturing-roadmap (accessed on 1 December 2023).
- Available online: https://channellife.com.au/story/luyten-wins-funding-to-build-3d-houses-in-remote-australia#:~:text=Australian%203D%20printing%20technology%20company,durable%20housing%20across%20outback%20Australia (accessed on 1 December 2023).
- Available online: https://dataportal.arc.gov.au/NCGP/Web/Grant/Grants#/1000/1//3D%20printing/ (accessed on 1 November 2023).
- Available online: https://www.abc.net.au/news/2023-06-23/australia-housing-crisis-shortage-missing-homes-property-market/102515694 (accessed on 5 December 2023).
- Available online: https://greenreview.com.au/product_news/lower-emission-3d-printing-technology-addresses-sectors-biggest-challenges/ (accessed on 4 December 2023).
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Han, Y.; Yang, Z.; Ding, T.; Xiao, J. Environmental and economic assessment on 3D printed buildings with recycled concrete. J. Clean. Prod. 2021, 278, 123884. [Google Scholar] [CrossRef]
- Luyten. Available online: https://www.luyten3d.com/ (accessed on 1 November 2023).
- Contour3d. Available online: https://contour3d.com.au/ (accessed on 2 November 2023).
- Fortex. Available online: https://fortexsolutions.com.au/ (accessed on 2 November 2023).
- Macro3d. Available online: http://www.macro3d.com.au/ (accessed on 5 January 2024).
- Khan, M.; McNally, C. A holistic review on the contribution of civil engineers for driving sustainable concrete construction in the built environment. Dev. Built Environ. 2023, 16, 100273. [Google Scholar] [CrossRef]
- Du Plessis, A. Biomimicry for 3D concrete printing: A review and perspective. Addit. Manuf. 2021, 38, 101823. [Google Scholar] [CrossRef]
- Sharma, R.; Jang, J.G.; Bansal, P.P. A comprehensive review on effects of mineral admixtures and fibers on engineering properties of ultra-high-performance concrete. J. Build. Eng. 2022, 45, 103314. [Google Scholar] [CrossRef]
- Rejeski, D.; Zhao, D.; Huang, Y. Research needs and recommendations on environmental implications of additive manufacturing. Addit. Manuf. 2018, 19, 21–28. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Liang, F.; Liang, Y. Study on the status quo and problems of 3D printed buildings in China. Glob. J. Hum. Soc. Sci. 2014, 14, 7–10. [Google Scholar]
- Federowicz, K.; Kaszyńska, M.; Zieliński, A.; Hoffmann, M. Effect of curing methods on shrinkage development in 3D-printed concrete. Materials 2020, 13, 2590. [Google Scholar] [CrossRef]
- Fatih, O.; Halit, D.Y. Fresh and hardened properties of 3D high strength printing concrete and its recent application. Iran. J. Sci. Technol.-Trans. Civ. Eng. 2020, 44, 319–330. [Google Scholar]
- Skibicki, S. Optimization of Cost of Building with Concrete Slabs Based on the Maturity Method. IOP Conf. Ser. Mater. Sci. Eng. 2017, 245, 22061. [Google Scholar] [CrossRef]
- Ramezani, A.; Modaresi, S.; Dashti, P.; GivKashi, M.R.; Moodi, F.; Ramezanianpour, A.A. Effects of Different Types of Fibers on Fresh and Hardened Properties of Cement and Geopolymer-Based 3D Printed Mixtures: A Review. Buildings 2023, 13, 945. [Google Scholar] [CrossRef]
- Nerella, V. Inline quantification of extrudability of cementitious materials for digital construction. Cem. Concr. Compos. 2019, 95, 260–270. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Melinge, Y.; Estelle, P.; Lanos, C. Extrusion criterion for firm cement-based materials. Appl. Rheol. 2009, 19, 53042. [Google Scholar] [CrossRef]
- Khelifi, H.; Perrot, A.; Lecompte, T.; Rangeard, D.; Ausias, G. Prediction of extrusion load and liquid phase filtration during ram extrusion of high solid volume fraction pastes. Powder Technol. 2013, 249, 258–268. [Google Scholar] [CrossRef]
- Chen, Y.; Struble, L.J.; Paulino, G.H. Extrudability of cement-based materials. Am. Ceram. Soc. Bull. 2006, 85, 9101–9105. [Google Scholar]
- Perrot, A.; Rangeard, D.; Mélinge, Y. Prediction of the ram extrusion force of cement based materials. Appl. Rheol. 2014, 24, 53320. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Nerella, V.N.; Mechtcherine, V. Extrusion of cement—Based materials—An overview. RILEM Tech. Lett. 2019, 3, 91–97. [Google Scholar] [CrossRef]
- Spangenberg, J.; Roussel, N.; Hattel, J.H.; Stang, H.; Skocek, J.; Geiker, M.R. Flow induced particle migration in fresh concrete: Theoretical frame, numerical simulations and experimental results on model fluids. Cem. Concr. Res. 2012, 42, 633–641. [Google Scholar] [CrossRef]
- Browne, R.D.; Bamforth, P.B. Tests to establish concrete pumpability. ACI Struct. J. 1977, 74, 193–203. [Google Scholar]
- Qingxuan, S.H.; Shengmu, W.A.; Qiuwei, W.A.; Yi, T.A.; Jian, H.U. Experimental investigations on the influence of nozzle travel speed and height on the mechanical properties of 3D printed concrete. Acta Mater. Compos. Sin. 2022, 40, 1–13. (In Chinese) [Google Scholar]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3d printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Yu, S.; Xia, M.; Sanjayan, J.; Yang, L.; Xiao, J.; Du, H. Microstructural characterization of 3D printed concrete. J. Build. Eng. 2021, 44, 102948. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Z.; Wang, L.; Zhao, X. Interlayer bond strength of 3D printing cement paste by cross-bonded method. J. Chin. Ceram. Soc. 2019, 47, 648–652. (In Chinese) [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | [63] | [62] | [58] |
|---|---|---|---|
| Particle size—sand | <1.18 mm | Silica sand <1.7 | Not available |
| Particle size—RHA | <75 µm | 2–7 µm | 0.075–1 mm |
| RHA (amount of cement) | 20% | 20% | 15% (Raw Rice husk) |
| Binder: sand | 1:1 | 1:1.11 | Not available |
| Water: binder | 0.48 control 0.45 RHA | 0.2 control 0.3 RHA | 0.45 RHA |
| Superplasticizer (% binder weight) | 1—RHA mix | 0.8—control 0.9—RHA mix | Not available |
| Viscosity-modifying agent (% binder weight) | Not available | 0.15 0.15 | 0.6% |
| Flowability Cement/RHA/Sand Cement/Sand | 18.35 mm 21.25 mm | 12 mm 13 mm | Not available |
| Fiber Type | Length (mm) | Diameter (µm) | % Vol. of Cement | Nozzle Size (mm) | Printing Speed (mm/s) | Reference |
|---|---|---|---|---|---|---|
| ST | 13 | 200 | 1 | 20 | 20 | [118] |
| ST | 6 | 200 | 1 | - | 130 | [133] |
| PE | 6 | 20 | 3.5 | 30 | 50 | [134] |
| PE | 12 | 20 | 1 | 30 | 22.5 | [121] |
| PE | 12 | 27 | 0.33 | - | - | [5] |
| PP | 6 | 50 | 0.75 | 2.7 | 10 | [109] |
| PP | 6 | 30 | 1 | 25 | 60 | [135] |
| PP | 6 | 100 | 1 | 14 | - | [13] |
| PVA | 9 | 31 | 1.2 | - | 30 | [100] |
| PVA | 12 | 39 | 1.5 | - | - | [110] |
| Glass | 12 | 7 | 0.5 | 40 × 25 | - | [136] |
| Carbon | 6 | 7 | 0.5 | 40 × 25 | - | [136] |
| Ref. | Fiber | % vol. | Silica Fume (g) | Cement (g) | Aggregate (g) | Water to Binder | Super-Plasticizer | Other | Flexural Strength (MPa) | Compressive Strength (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|
| [118] | ST | 1 | - | 1000 | 1000 | 0.35 | 1.32 g | Nano clay 1.8 g + retarder | - | 40/36 |
| [133] | ST | 1 | 268 | 483 | 1074 | 0.24 | 10.7 g | Ground Granulated Slag 322 g Retarder 6.44 g | 15 | 109 |
| [134] | PE | 1 | - | 1000 | 1000 | 0.35 | 1.28 g | Accelerator and retarder | 14 | - |
| [121] | PE | 1 | - | 1000 | 1000 | 0.35 | 1.28 g | - | - | 27.3 |
| [109] | PP | 0.75 | - | - | - | - | - | 9.5 | 58 | |
| [135] | PP | 1 | 81.4 | 562 | 1144 | 0.32 | 4 g | Fly ash 162 g VMA 2g | - | 60.5 |
| [13] | PP | 1 | 375 | 375 | 0.33 | 2.5 mL | Retarder 2 mL/accelerator 2.5 mL | 18 | 68 | |
| [100] | PVA | 1.2 | 100 | 1000 | - | - | - | - | 14 | 74.16 |
| [110] | PVA | 1.5 | 110 | 1000 | 1330 | 0.27 | 11 | Fly ash 1330 | 10.81 | 45.05 |
| [136] | Glass | 0.5 | 101 | 806 | 1027 | 0.29 | - | Metakaolin 101g | 115 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gamage, K.; Fawzia, S.; Zahra, T.; Teixeira, M.B.F.; Ramli Sulong, N.H. Advancement in Sustainable 3D Concrete Printing: A Review on Materials, Challenges, and Current Progress in Australia. Buildings 2024, 14, 494. https://doi.org/10.3390/buildings14020494
Gamage K, Fawzia S, Zahra T, Teixeira MBF, Ramli Sulong NH. Advancement in Sustainable 3D Concrete Printing: A Review on Materials, Challenges, and Current Progress in Australia. Buildings. 2024; 14(2):494. https://doi.org/10.3390/buildings14020494
Chicago/Turabian StyleGamage, Kumari, Sabrina Fawzia, Tatheer Zahra, Muge Belek Fialho Teixeira, and Nor Hafizah Ramli Sulong. 2024. "Advancement in Sustainable 3D Concrete Printing: A Review on Materials, Challenges, and Current Progress in Australia" Buildings 14, no. 2: 494. https://doi.org/10.3390/buildings14020494
APA StyleGamage, K., Fawzia, S., Zahra, T., Teixeira, M. B. F., & Ramli Sulong, N. H. (2024). Advancement in Sustainable 3D Concrete Printing: A Review on Materials, Challenges, and Current Progress in Australia. Buildings, 14(2), 494. https://doi.org/10.3390/buildings14020494