
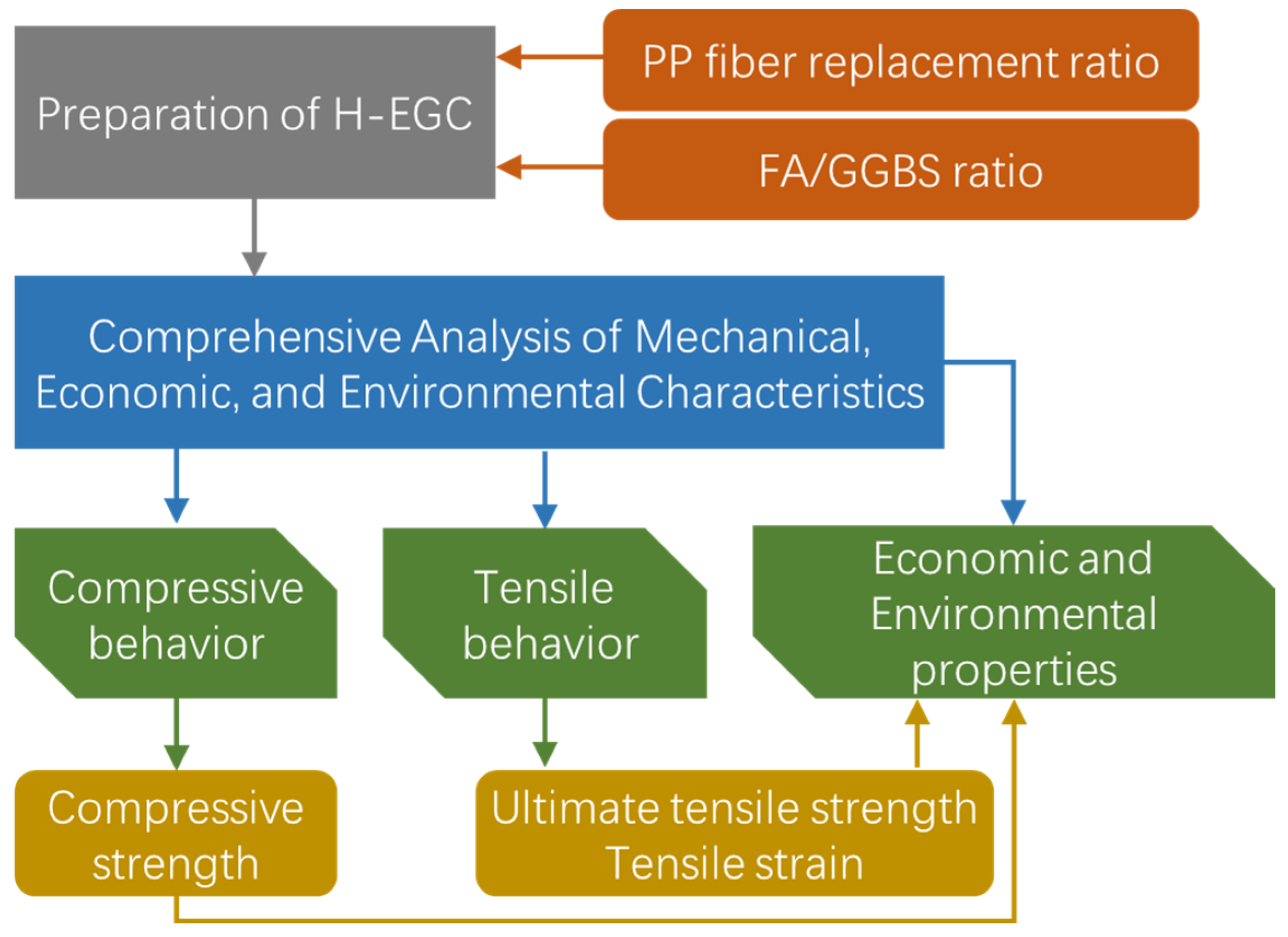
Comprehensive Analysis of Mechanical, Economic, and Environmental Characteristics of Hybrid PE/PP Fiber-Reinforced Engineered Geopolymer Composites

Abstract
1. Introduction
2. Materials and Test Methods
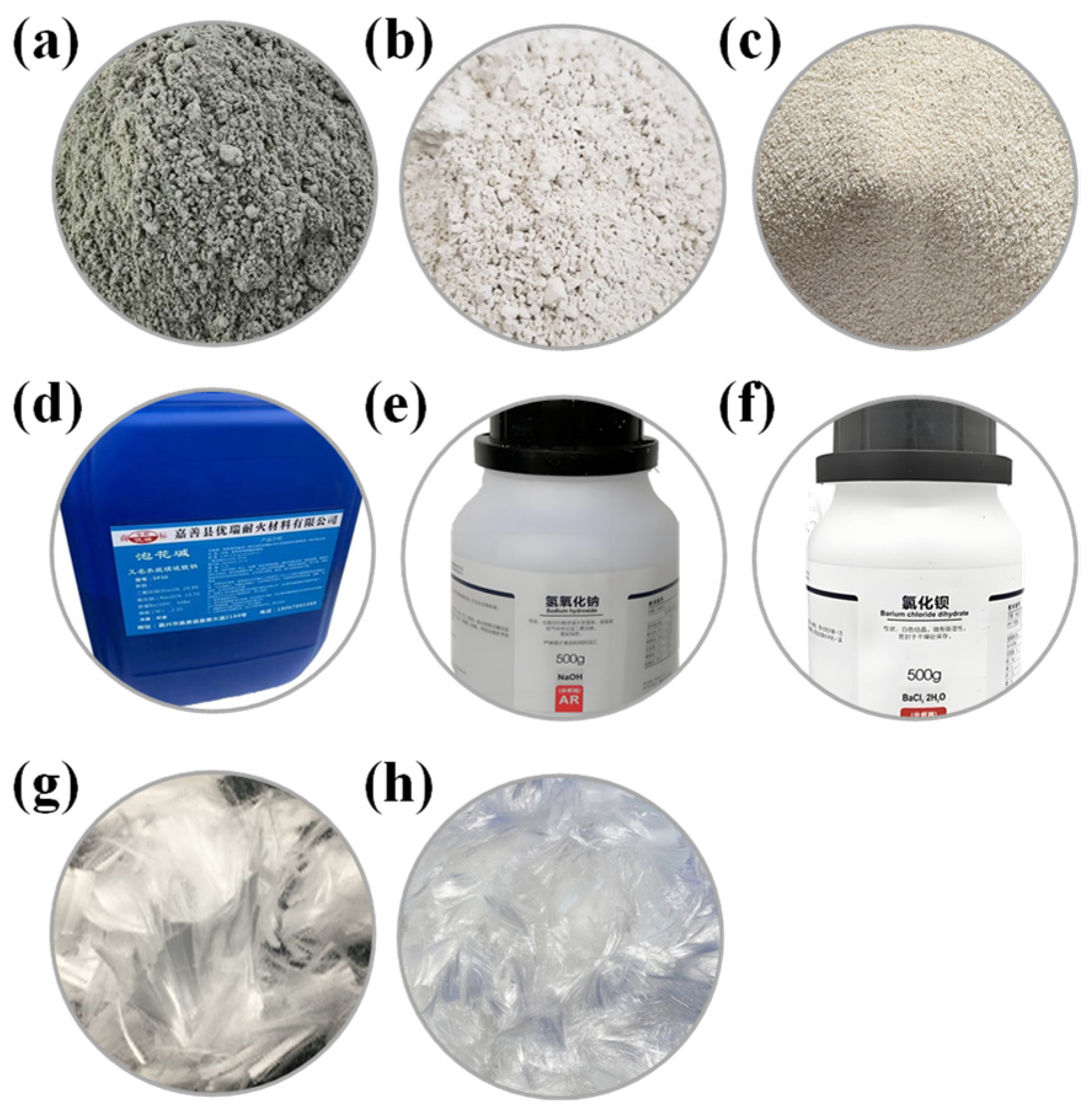
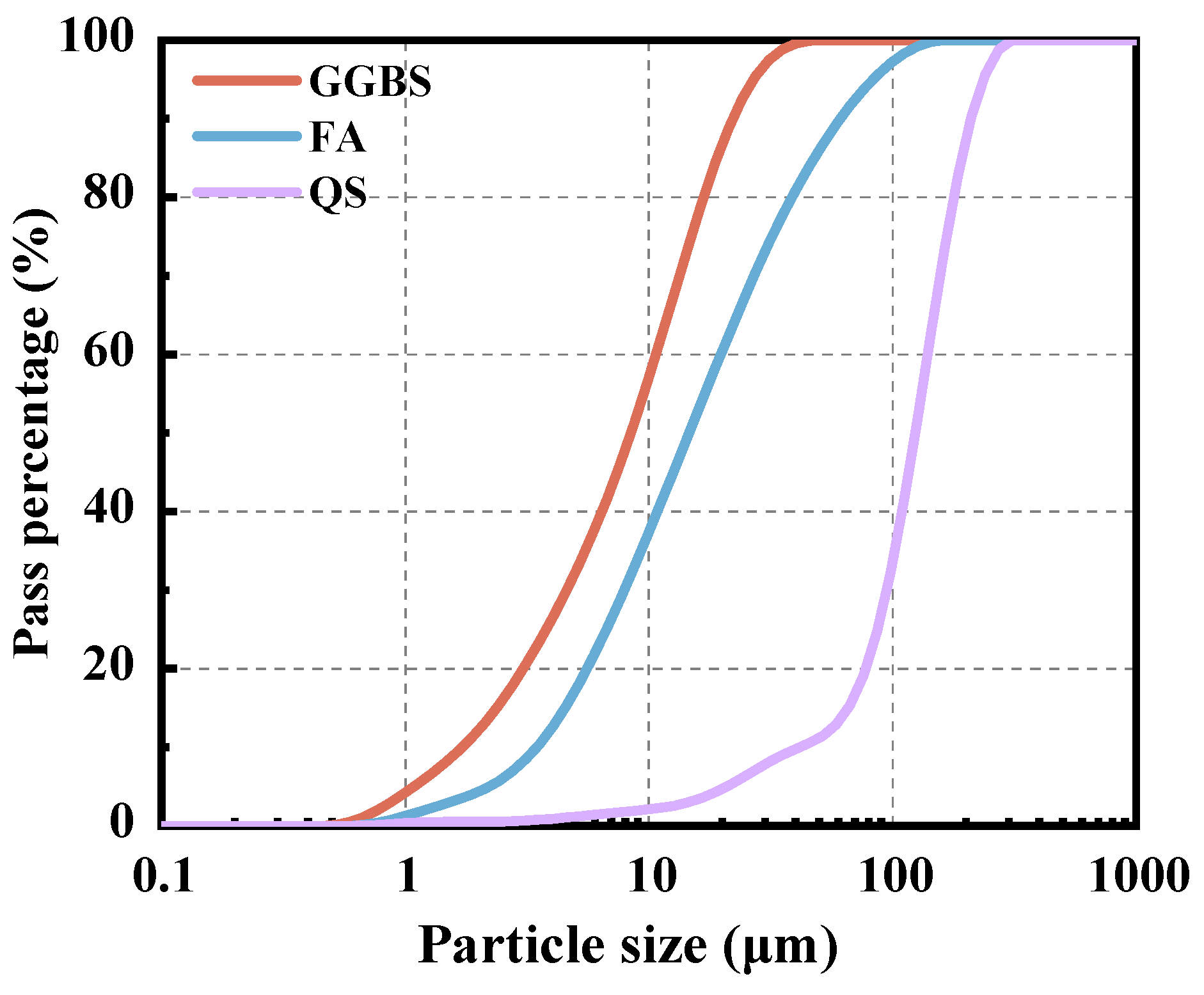
2.1. Raw Materials
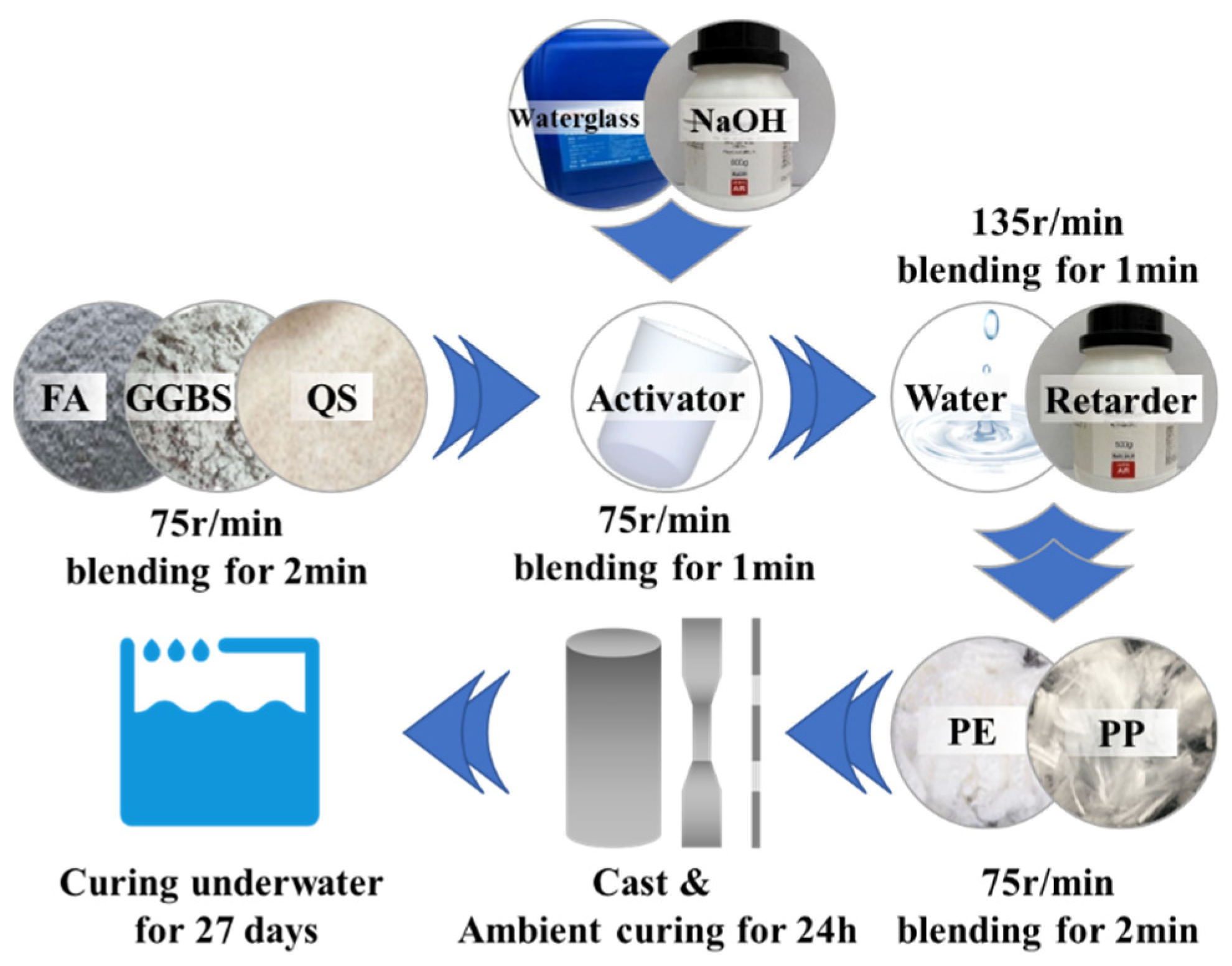
2.2. Mix Proportions and Specimen Preparation
2.3. Test Setup and Loading
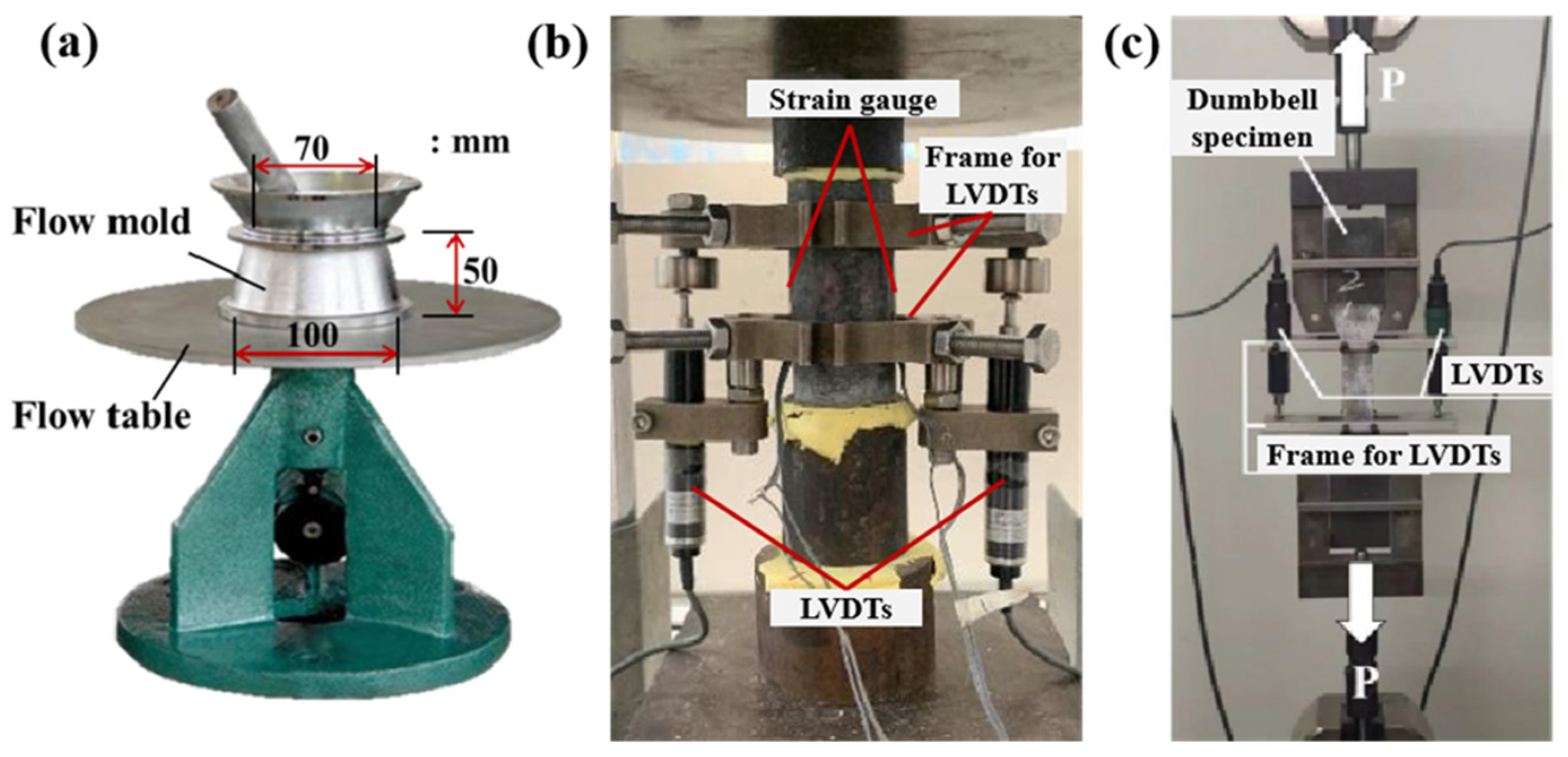
2.3.1. Flowability Test
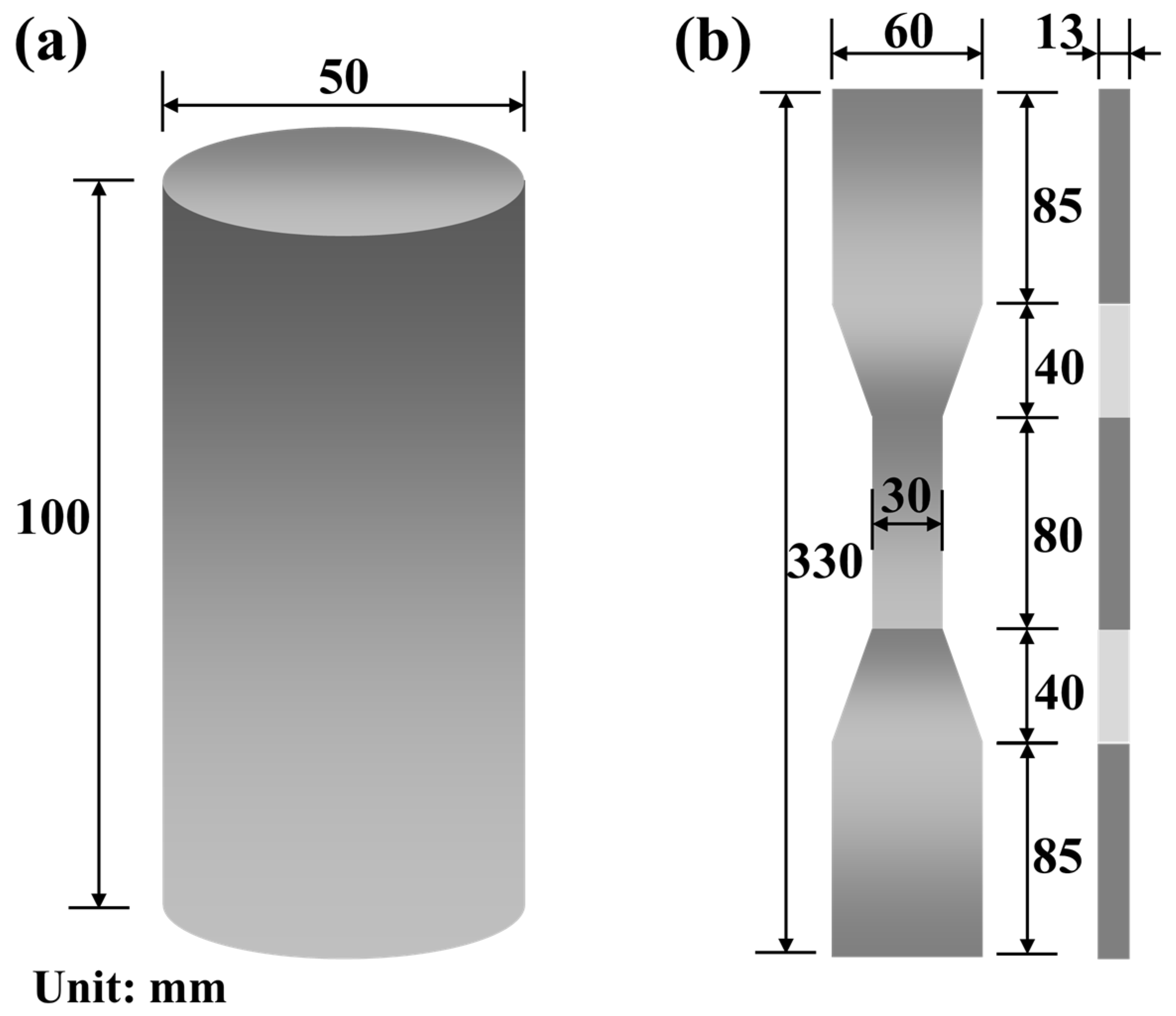
2.3.2. Uniaxial Compressive Test
2.3.3. Uniaxial Tensile Test
3. Results and Discussion
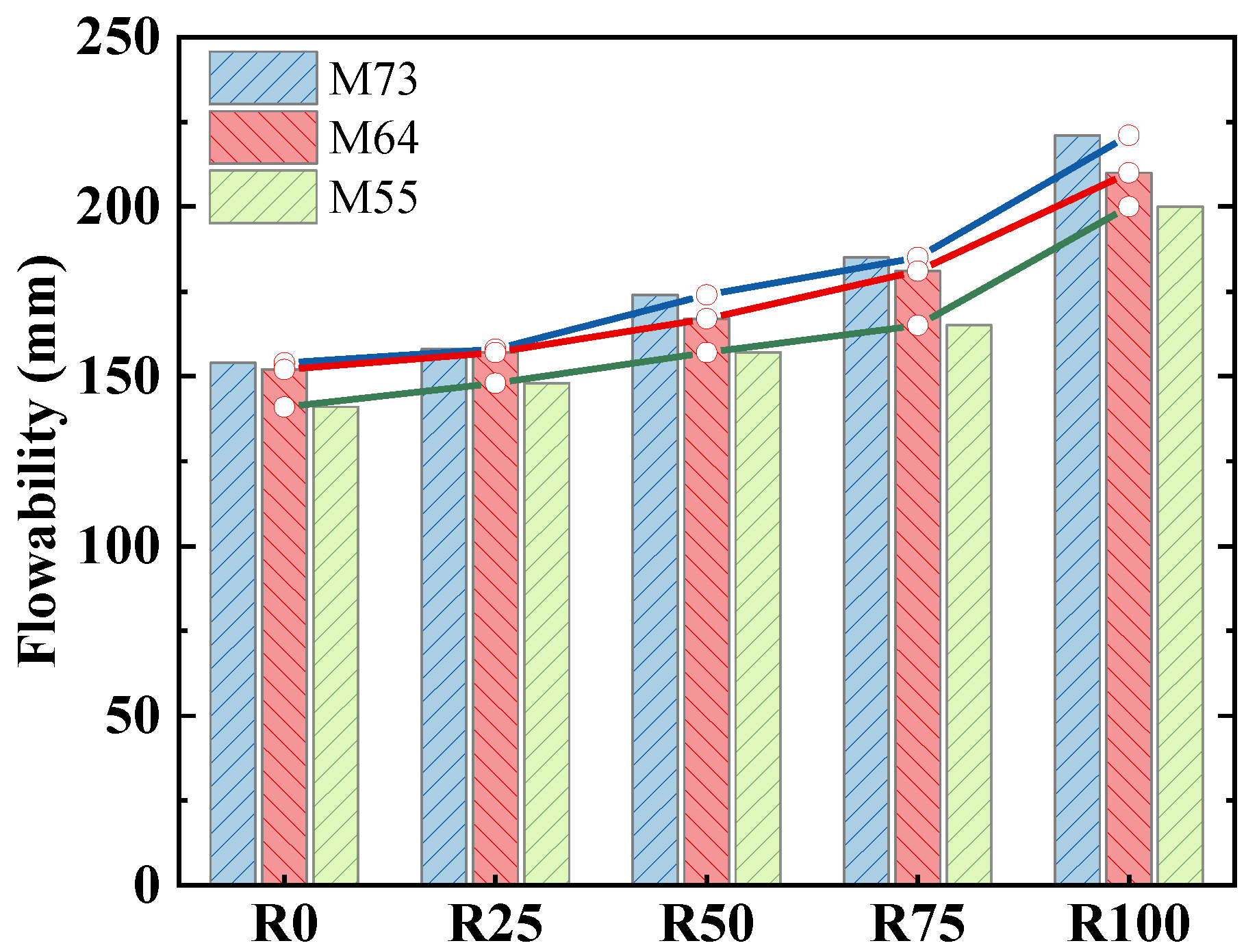
3.1. Flowability
3.2. Compressive Performance
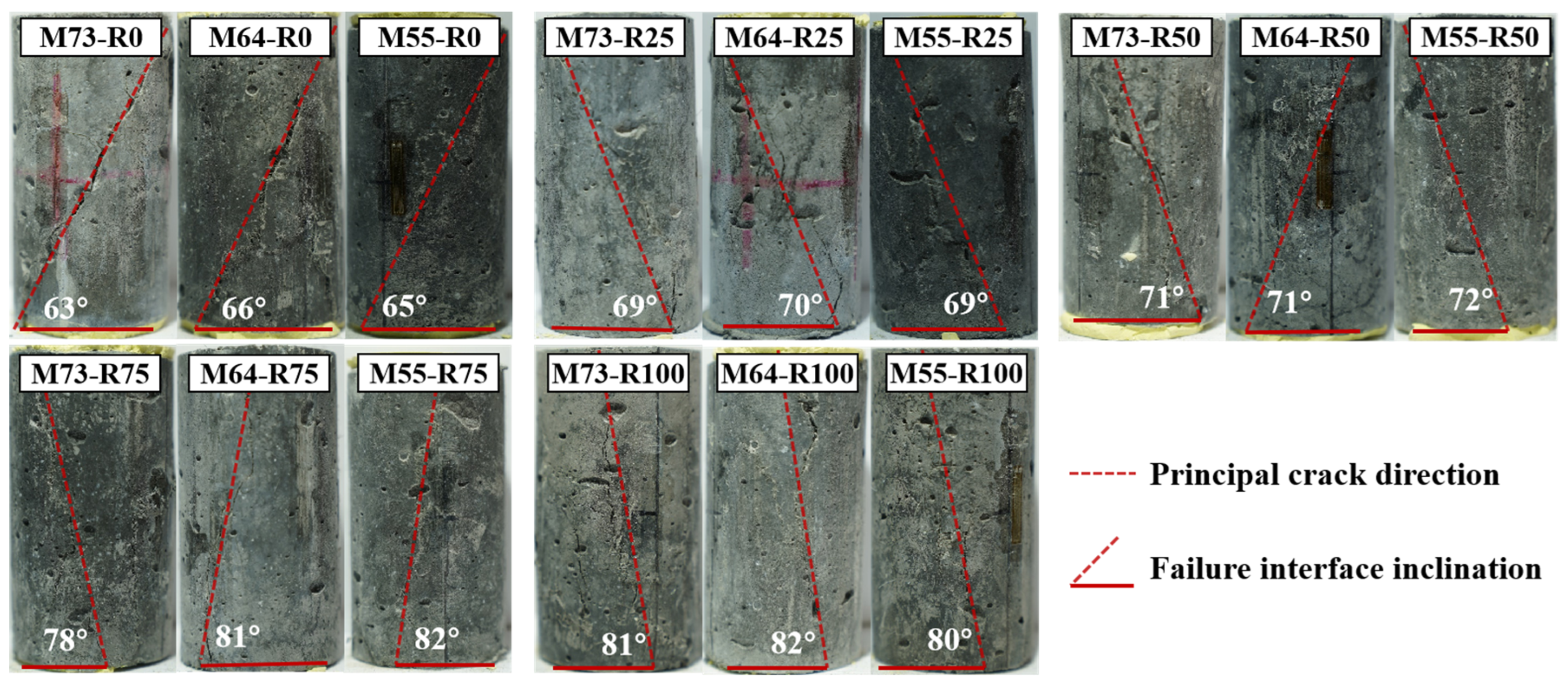
3.2.1. Failure Mode
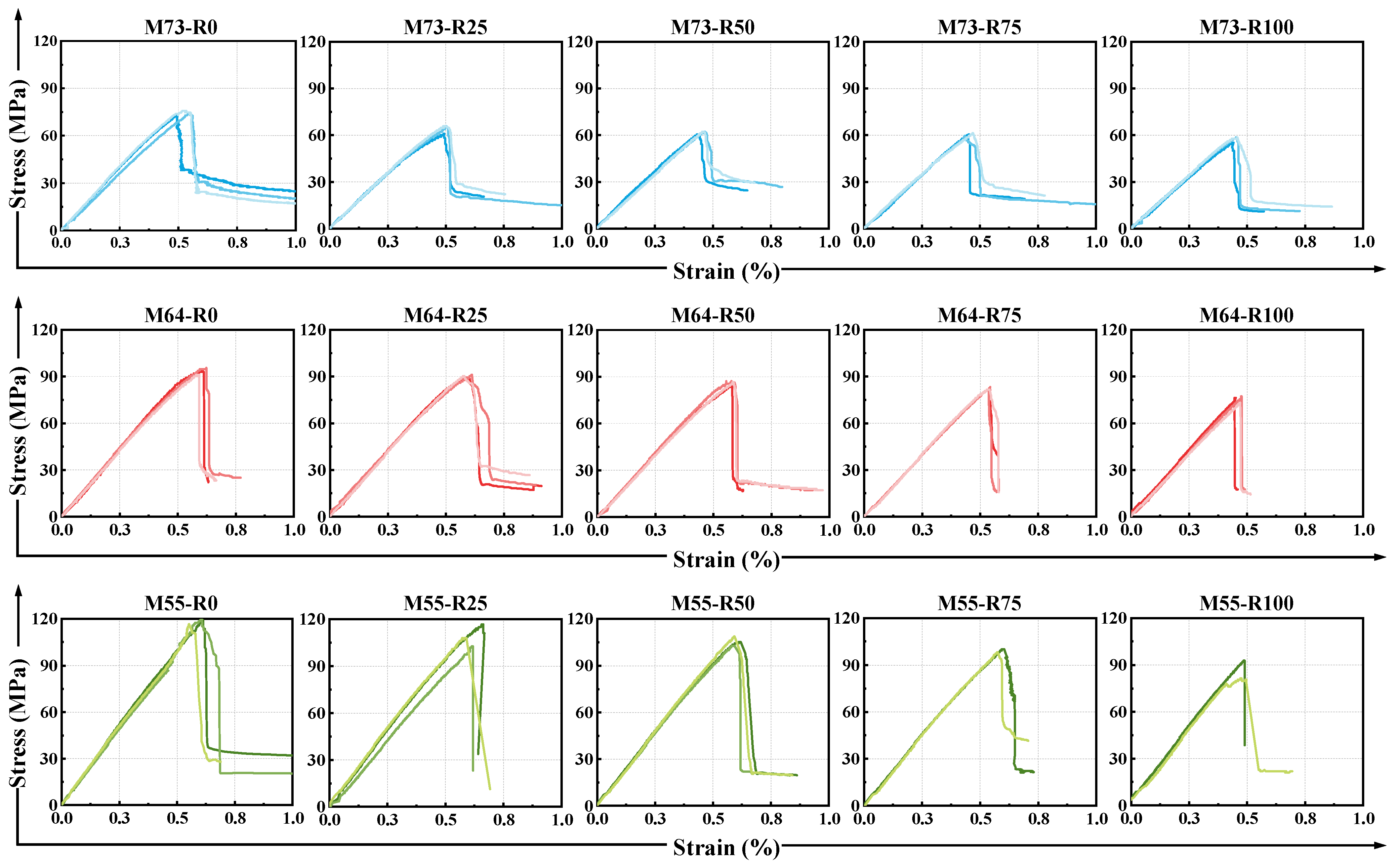
3.2.2. Stress–Strain Behavior under Compression
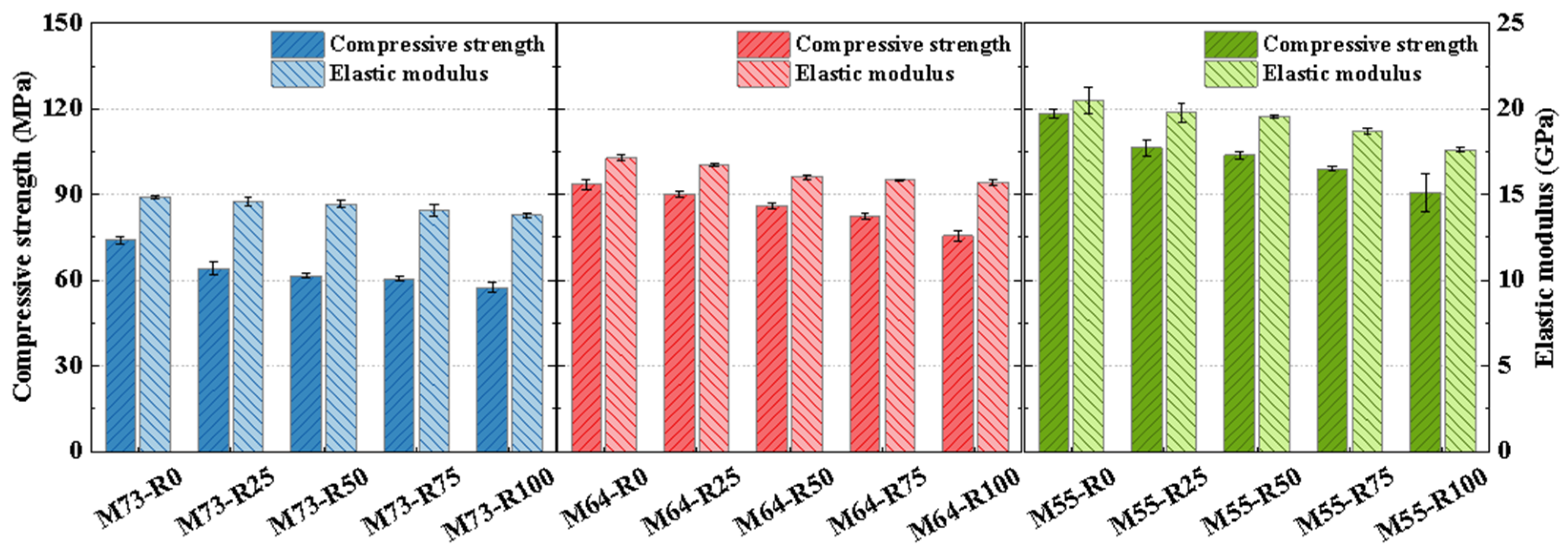
3.2.3. Compressive Strength and Elastic Modulus
3.3. Tensile Performance
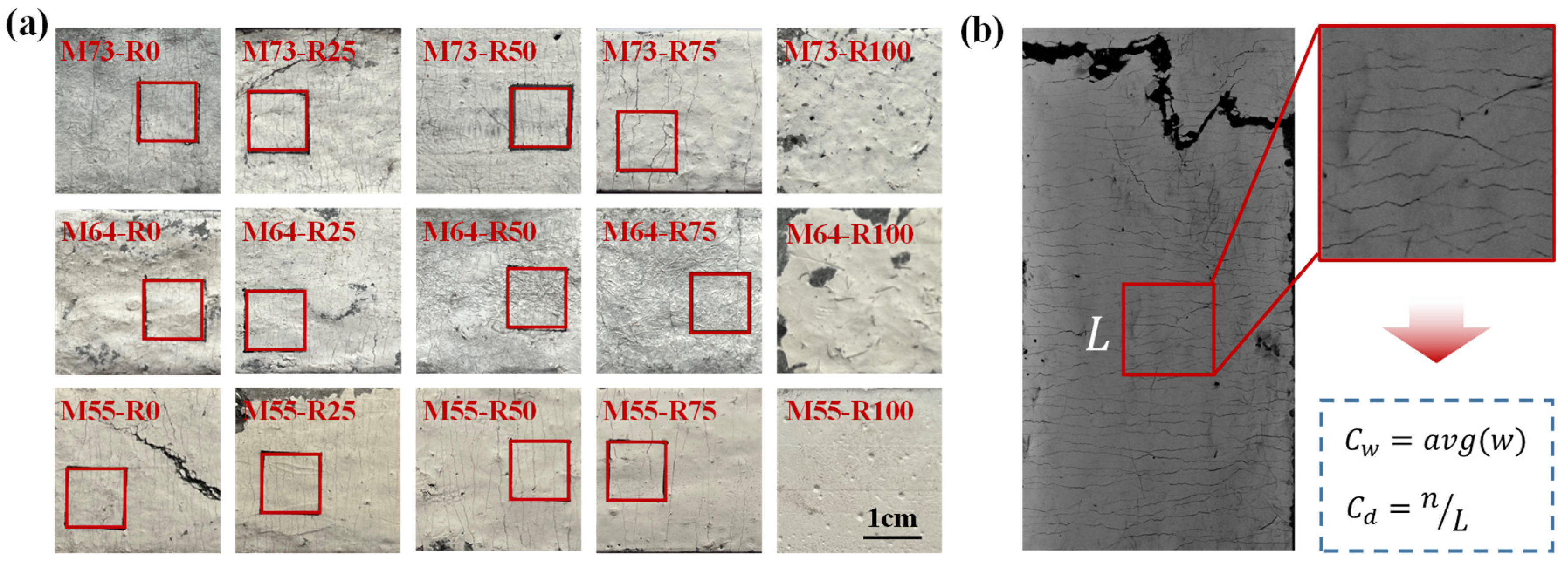
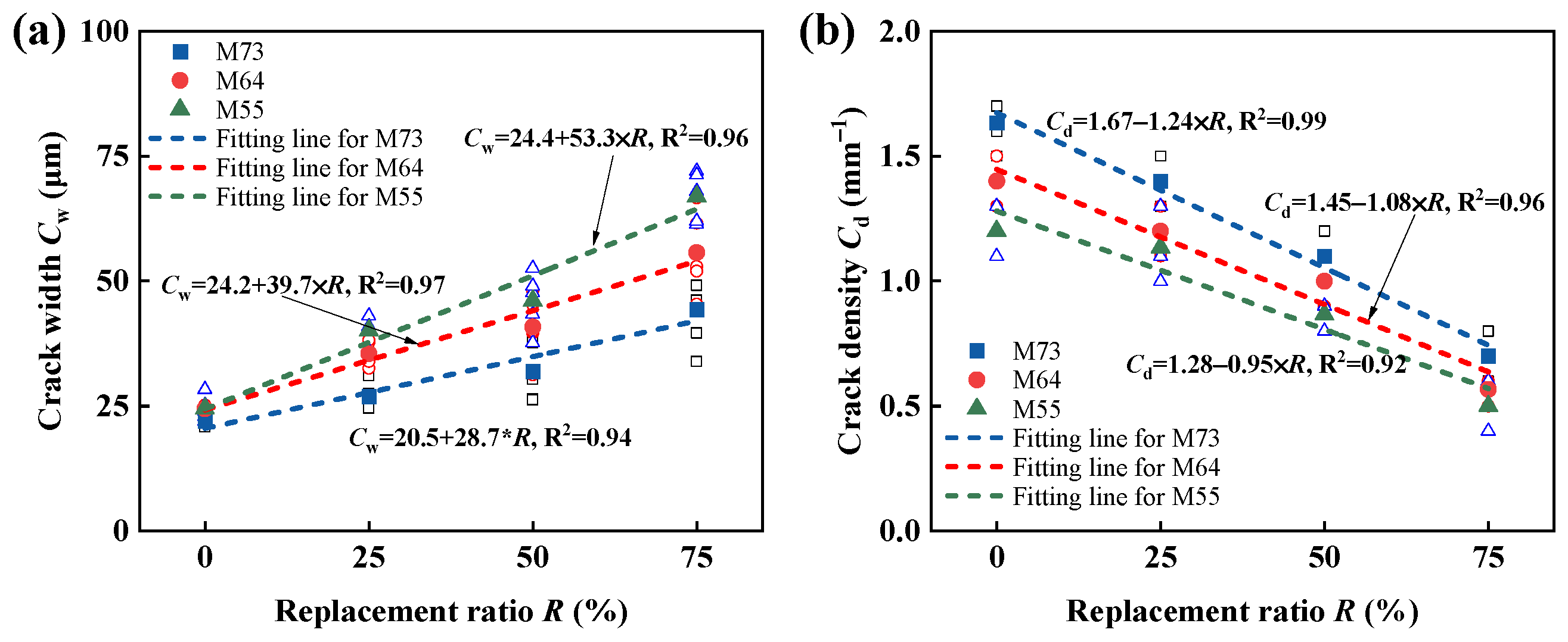
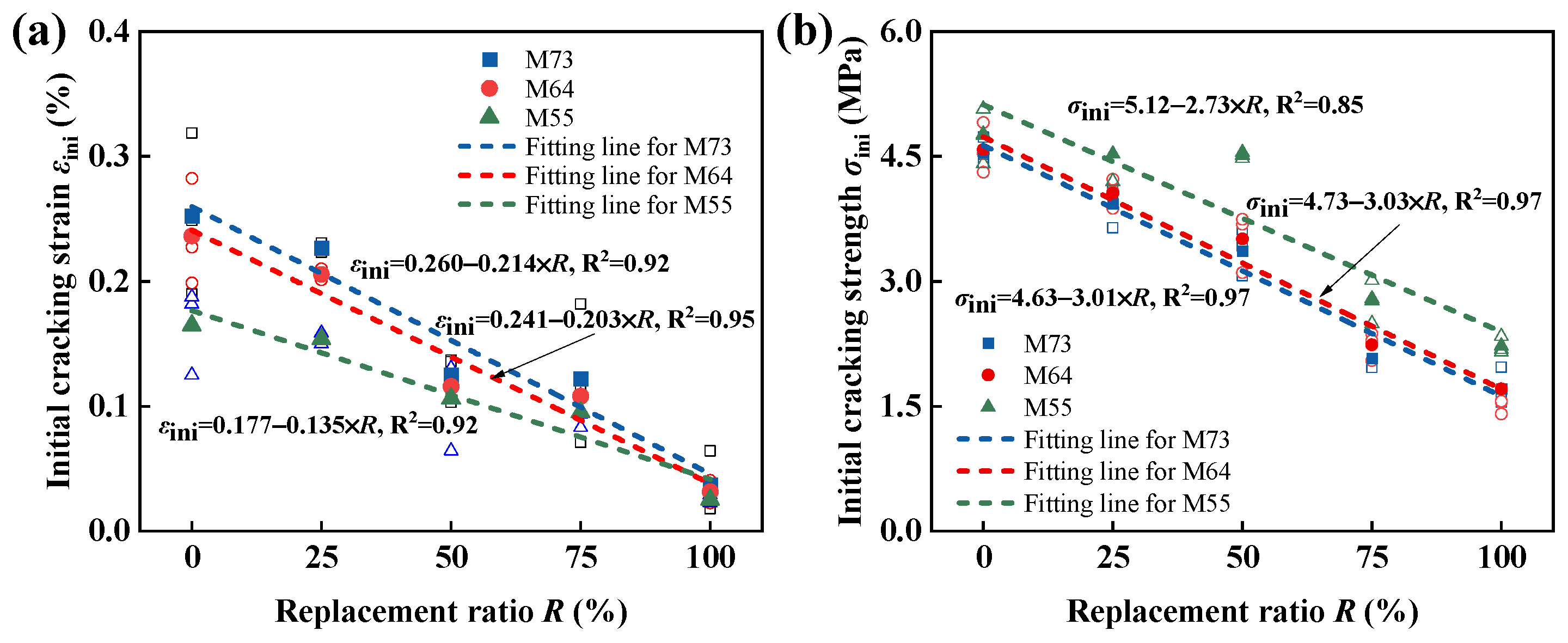
3.3.1. Tensile Cracking Characteristics
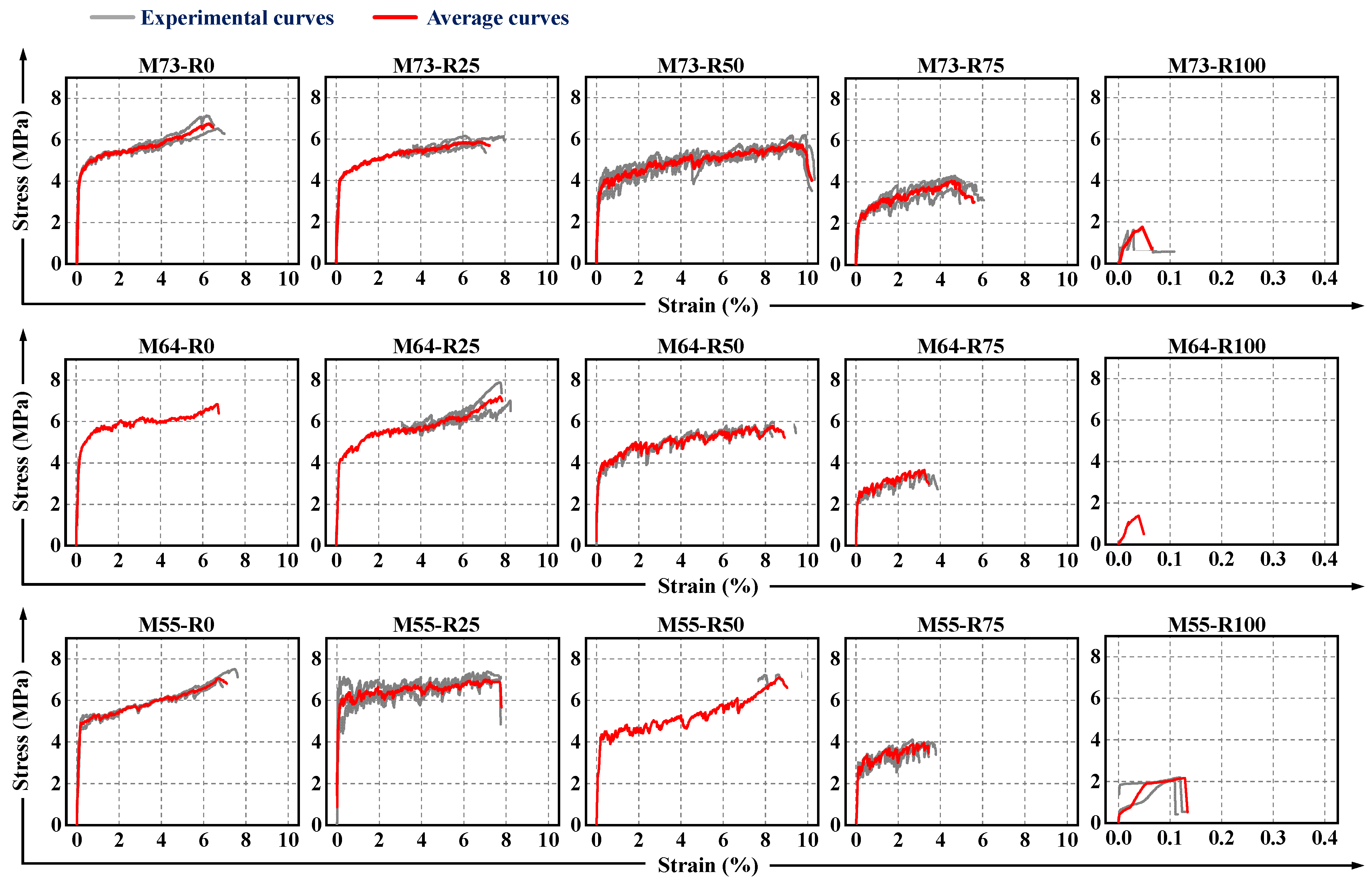
3.3.2. Stress–Strain Behavior under Tension
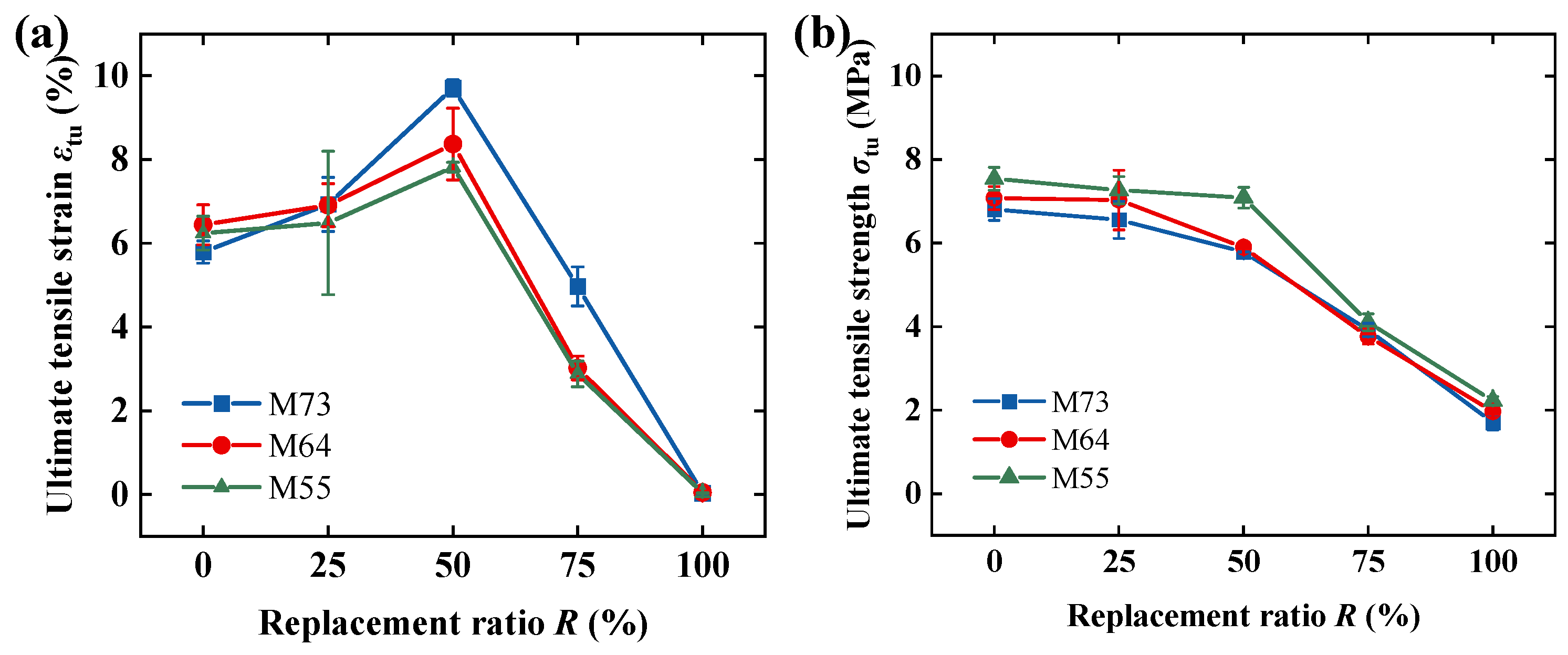
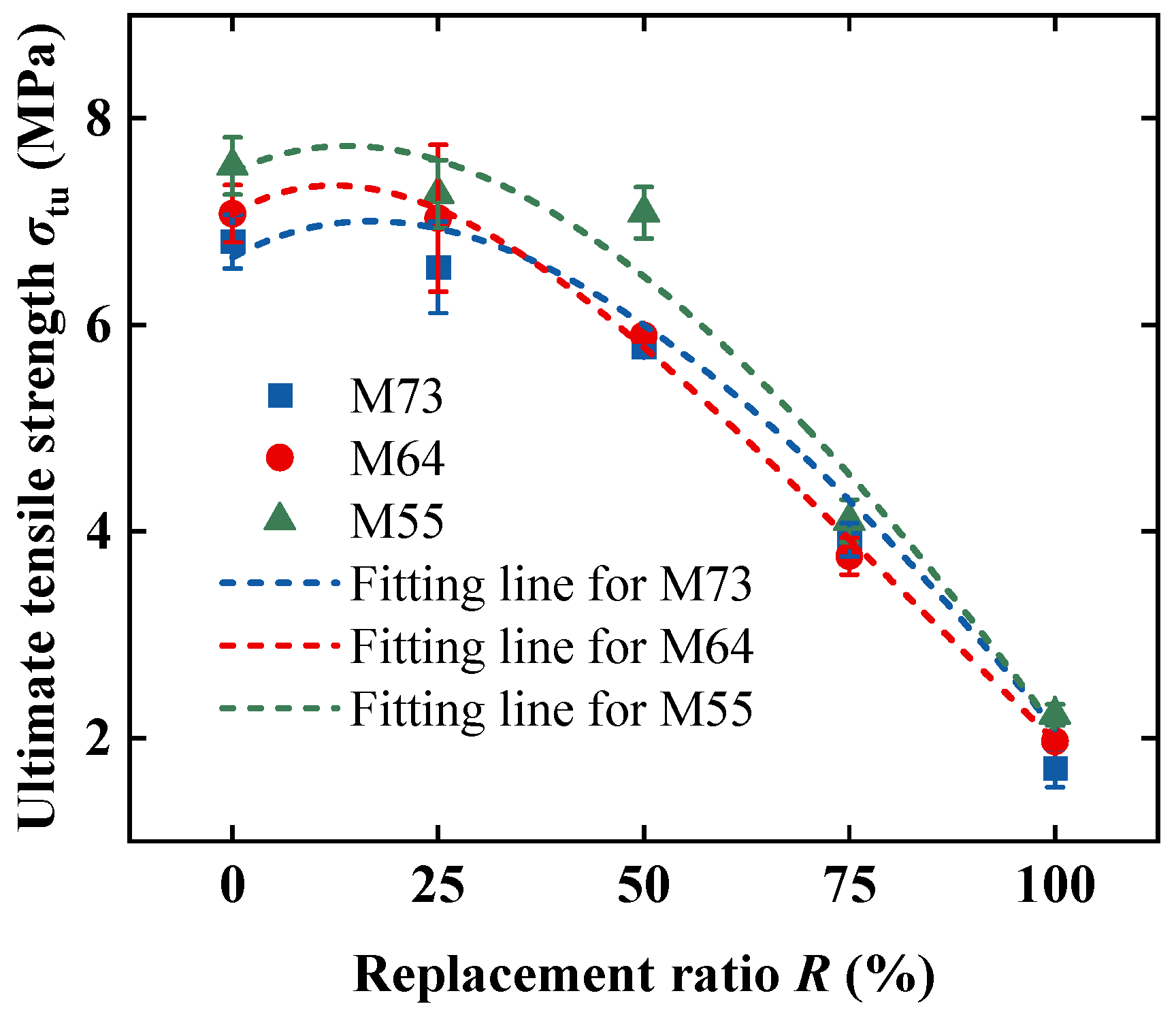
3.3.3. Tensile Characteristic Parameters
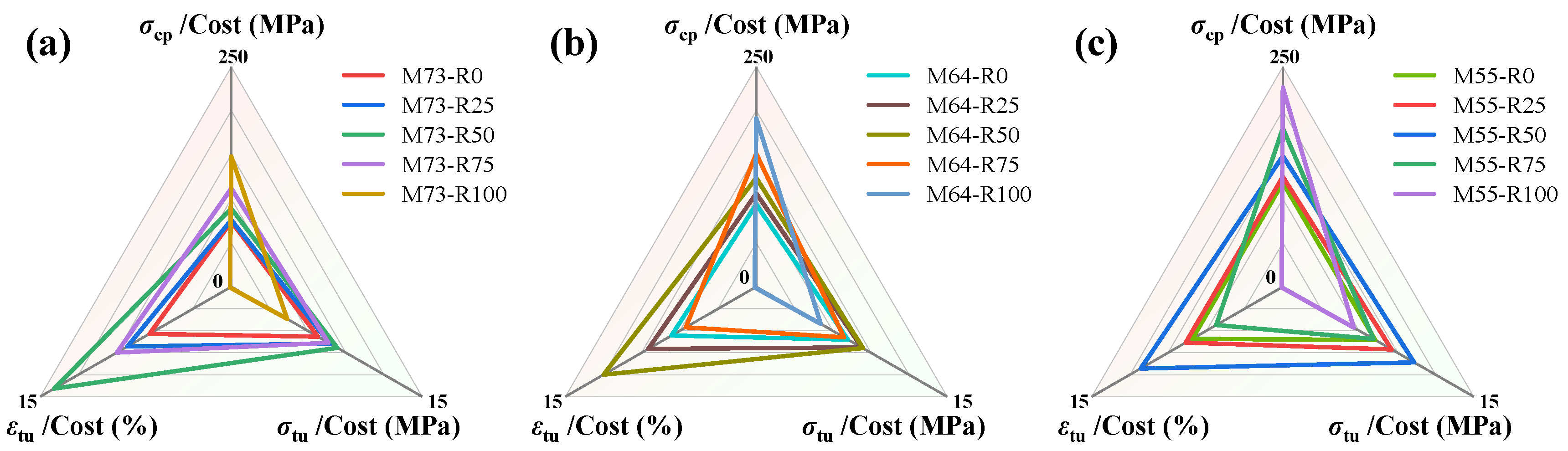
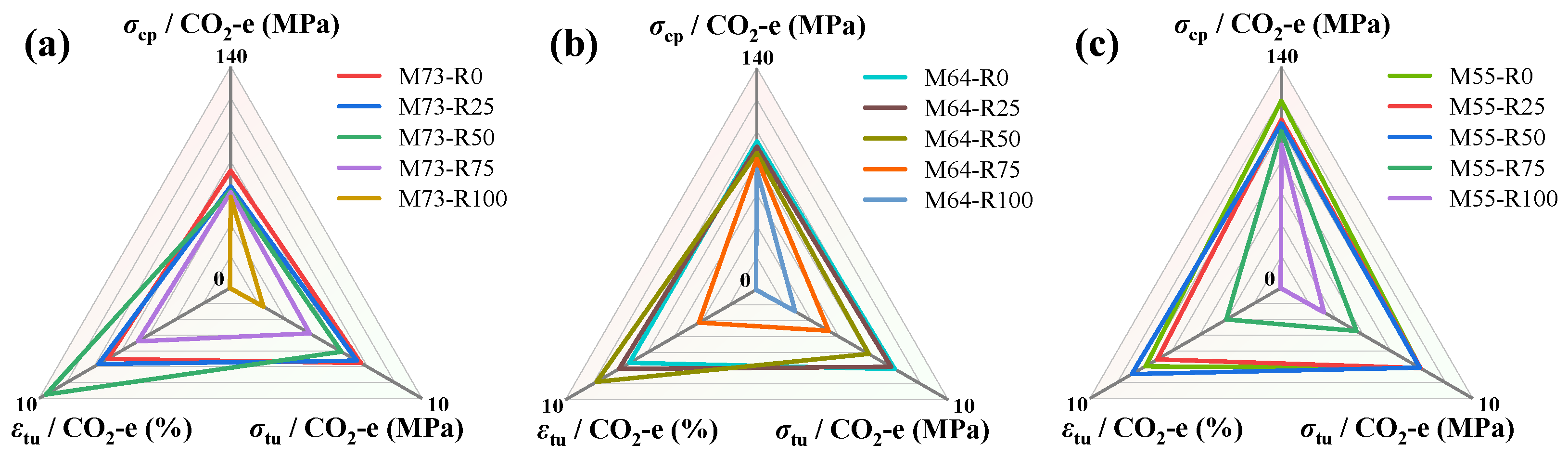
4. Environmental and Economic Properties
5. Conclusions
- (1)
- The smaller aspect ratio and higher stiffness of PP fibers alleviate fiber agglomeration during the mixing process in H-EGCs, particularly with an increased PP fiber replacement ratio. This enhancement improves the flowability of fresh H-EGCs, as evidenced by an increase in slump flow from 38.2% to 43.5% when PP fibers fully replace PE fibers. Moreover, the “rolling ball effect” of fly ash contributes to superior flowability in H-EGCs with a higher FA/GGBS ratio, even at the same PP fiber replacement ratio.
- (2)
- H-EGCs demonstrate a vertical splitting pattern upon compressive failure, indicating significant compressive brittleness. The introduction of PP fibers, which possess lower elastic modulus and strength, effectively creates voids within the matrix, thereby diminishing the compressive performance of the specimens. When PP fibers completely replace PE fibers, both the compressive strength and elastic modulus decrease by 19.3% to 23.5% and 7.2% to 14.1%, respectively. Moreover, the increased GGBS content enhances the densification of the cementitious microstructure, resulting in a substantial improvement in the compressive strength and elastic modulus of H-EGCs.
- (3)
- The incorporation of PP fibers reduces the tensile strength and crack control capability of H-EGCs. However, at a PP fiber replacement ratio of 50%, H-EGCs achieve the highest tensile strain capacity (9.66%). Comparing H-EGCs with different FA/GGBS ratios, a higher GGBS content increases the ductility of the matrix, decreasing the ultimate tensile strain but enhancing the tensile strength of H-EGCs.
- (4)
- Through a comprehensive assessment of the cost, carbon emissions, and mechanical properties of H-EGCs, it is found that increasing the GGBS content and incorporating an appropriate amount of PP fibers are beneficial for enhancing the environmental and economic performance of H-EGCs, with M55-R50 being the optimal combination.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mohajerani, A.; Suter, D.; Jeffrey-Bailey, T.; Song, T.; Arulrajah, A.; Horpibulsuk, S.; Law, D. Recycling waste materials in geopolymer concrete. Clean Technol. Environ. Policy 2019, 21, 493–515. [Google Scholar] [CrossRef]
- Hasanbeigi, A.; Menke, C.; Price, L. The CO2 abatement cost curve for the Thailand cement industry. J. Clean. Prod. 2010, 18, 1509–1518. [Google Scholar] [CrossRef]
- Assi, L.N.; Carter, K.; Deaver, E.; Ziehl, P. Review of availability of source materials for geopolymer/sustainable concrete. J. Clean. Prod. 2020, 263, 121477. [Google Scholar] [CrossRef]
- Jindal, B.B. Investigations on the properties of geopolymer mortar and concrete with mineral admixtures: A review. Constr. Build. Mater. 2019, 227, 116644. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Fang, Z.; Wu, J.; Xu, X.; Ma, Y.; Fang, S.; Zhao, G.; Jiang, H. Grouped rubber-sleeved studs–UHPC pocket connections in prefabricated steel–UHPC composite beams: Shear performance under monotonic and cyclic loadings. Eng. Struct. 2024, 305, 117781. [Google Scholar] [CrossRef]
- Fang, Z.; Wu, J.; Xian, B.; Zhao, G.; Fang, S.; Jiang, H. Shear performance and design recommendations of single embedded nut bolted shear connectors in prefabricated steel-UHPC composite beams. Steel Compos. Struct. 2024, 50, 319–336. [Google Scholar] [CrossRef]
- Lin, J.-X.; Luo, R.-H.; Su, J.-Y.; Guo, Y.-C.; Chen, W.-S. Coarse synthetic fibers (PP and POM) as a replacement to steel fibers in UHPC: Tensile behavior, environmental and economic assessment. Constr. Build. Mater. 2024, 412, 134654. [Google Scholar] [CrossRef]
- Xie, J.; Wang, J.; Rao, R.; Wang, C.; Fang, C. Effects of combined usage of GGBS and fly ash on workability and mechanical properties of alkali activated geopolymer concrete with recycled aggregate. Compos. Part B Eng. 2018, 164, 179–190. [Google Scholar] [CrossRef]
- Li, R.; Tang, B.-J.; Shen, M.; Zhang, C. Low-carbon development pathways for provincial-level thermal power plants in China by mid-century. J. Environ. Manag. 2023, 342, 118309. [Google Scholar] [CrossRef]
- Hassan, A.; Arif, M.; Shariq, M. A review of properties and behaviour of reinforced geopolymer concrete structural elements—A clean technology option for sustainable development. J. Clean. Prod. 2020, 245, 118762. [Google Scholar] [CrossRef]
- Chen, G.; Zheng, D.-P.; Chen, Y.-W.; Lin, J.-X.; Lao, W.-J.; Guo, Y.-C.; Chen, Z.-B.; Lan, X.-W. Development of high performance geopolymer concrete with waste rubber and recycle steel fiber: A study on compressive behavior, carbon emissions and economical performance. Constr. Build. Mater. 2023, 393, 131988. [Google Scholar] [CrossRef]
- Temuujin, J.; van Riessen, A.; MacKenzie, K. Preparation and characterisation of fly ash based geopolymer mortars. Constr. Build. Mater. 2010, 24, 1906–1910. [Google Scholar] [CrossRef]
- Zhuo, K.-X.; Chen, G.; Luo, R.-H.; Chen, Y.-W.; Li, D.-H.; Lin, J.-X. Effect of Na2CO3 Replacement Quantity and Activator Modulus on Static Mechanical and Environmental Behaviours of Alkali-Activated-Strain-Hardening-Ultra-High-Performance Concrete. Buildings 2024, 14, 681. [Google Scholar] [CrossRef]
- Yang, K.-H.; Song, J.-K.; Song, K.-I. Assessment of CO2 reduction of alkali-activated concrete. J. Clean. Prod. 2013, 39, 265–272. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr. Build. Mater. 2017, 131, 552–563. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Geopolymer foam concrete: An emerging material for sustainable construction. Constr. Build. Mater. 2014, 56, 113–127. [Google Scholar] [CrossRef]
- Ohno, M.; Li, V.C. A feasibility study of strain hardening fiber reinforced fly ash-based geopolymer composites. Constr. Build. Mater. 2014, 57, 163–168. [Google Scholar] [CrossRef]
- Ohno, M.; Li, V.C. An integrated design method of Engineered Geopolymer Composite. Cem. Concr. Compos. 2018, 88, 73–85. [Google Scholar] [CrossRef]
- Kan, L.-L.; Wang, W.-S.; Liu, W.-D.; Wu, M. Development and characterization of fly ash based PVA fiber reinforced Engineered Geopolymer Composites incorporating metakaolin. Cem. Concr. Compos. 2020, 108, 103521. [Google Scholar] [CrossRef]
- Pan, H.; Xie, Z.; Chen, G.; Su, J.; Zhuo, K.; Chen, Z.; Lin, J.; Feng, C.; Guo, Y. Dynamic compressive behavior of high-strength engineered geopolymer composites. J. Build. Eng. 2023, 80, 108036. [Google Scholar] [CrossRef]
- Cai, J.; Pan, J.; Han, J.; Lin, Y.; Sheng, Z. Low-energy impact behavior of ambient cured engineered geopolymer composites. Ceram. Int. 2021, 48, 9378–9389. [Google Scholar] [CrossRef]
- Kan, L.; Zhang, L.; Zhao, Y.; Wu, M. Properties of polyvinyl alcohol fiber reinforced fly ash based Engineered Geopolymer Composites with zeolite replacement. Constr. Build. Mater. 2020, 231, 117161. [Google Scholar] [CrossRef]
- Nguyễn, H.H.; Lương, Q.-H.; Choi, J.-I.; Ranade, R.; Li, V.C.; Lee, B.Y. Ultra-ductile behavior of fly ash-based engineered geopolymer composites with a tensile strain capacity up to 13.7%. Cem. Concr. Compos. 2021, 122, 104133. [Google Scholar] [CrossRef]
- Zhong, H.; Zhang, M. Effect of recycled tyre polymer fibre on engineering properties of sustainable strain hardening geopolymer composites. Cem. Concr. Compos. 2021, 122, 104167. [Google Scholar] [CrossRef]
- Lin, J.-X.; Chen, G.; Pan, H.-S.; Wang, Y.-C.; Guo, Y.-C.; Jiang, Z.-X. Analysis of stress-strain behavior in engineered geopolymer composites reinforced with hybrid PE-PP fibers: A focus on cracking characteristics. Compos. Struct. 2023, 323, 117437. [Google Scholar] [CrossRef]
- Peng, Y.-Q.; Zheng, D.-P.; Pan, H.-S.; Yang, J.-L.; Lin, J.-X.; Lai, H.-M.; Wu, P.-Z.; Zhu, H.-Y. Strain hardening geopolymer composites with hybrid POM and UHMWPE fibers: Analysis of static mechanical properties, economic benefits, and environmental impact. J. Build. Eng. 2023, 76, 107315. [Google Scholar] [CrossRef]
- Khan, S.U.; Ayub, T. PET Fiber–Reinforced Engineered Geopolymer and Cementitious Composites. J. Mater. Civ. Eng. 2022, 34, 06021010. [Google Scholar] [CrossRef]
- Lu, C.; She, P.; Chu, H.; Yao, Y.; Leung, C.K.Y. An investigation on the performance enhancement and cost reduction of engineered cementitious composites developed with local PVA and PET fibers. J. Sustain. Cem. Mater. 2022, 12, 1020–1032. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Junaid, M.T.; Kayali, O.; Khennane, A.; Black, J. A mix design procedure for low calcium alkali activated fly ash-based concretes. Constr. Build. Mater. 2015, 79, 301–310. [Google Scholar] [CrossRef]
- Bakharev, T. Geopolymeric materials prepared using Class F fly ash and elevated temperature curing. Cem. Concr. Res. 2005, 35, 1224–1232. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Li, N.; Shi, C.; Zhang, Z.; Zhu, D.; Hwang, H.-J.; Zhu, Y.; Sun, T. A mixture proportioning method for the development of performance-based alkali-activated slag-based concrete. Cem. Concr. Compos. 2018, 93, 163–174. [Google Scholar] [CrossRef]
- Keulen, A.; Yu, Q.; Zhang, S.; Grünewald, S. Effect of admixture on the pore structure refinement and enhanced performance of alkali-activated fly ash-slag concrete. Constr. Build. Mater. 2018, 162, 27–36. [Google Scholar] [CrossRef]
- Rafeet, A.; Vinai, R.; Soutsos, M.; Sha, W. Guidelines for mix proportioning of fly ash/GGBS based alkali activated concretes. Constr. Build. Mater. 2017, 147, 130–142. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Q.; Brouwers, H. Reaction kinetics, gel character and strength of ambient temperature cured alkali activated slag–fly ash blends. Constr. Build. Mater. 2015, 80, 105–115. [Google Scholar] [CrossRef]
- Luga, E.; Atis, C.D. Optimization of heat cured fly ash/slag blend geopolymer mortars designed by “Combined Design” method: Part 1. Constr. Build. Mater. 2018, 178, 393–404. [Google Scholar] [CrossRef]
- Yang, T.; Zhu, H.; Zhang, Z.; Gao, X.; Zhang, C.; Wu, Q. Effect of fly ash microsphere on the rheology and microstructure of alkali-activated fly ash/slag pastes. Cem. Concr. Res. 2018, 109, 198–207. [Google Scholar] [CrossRef]
- ASTM-C618; Annual Book of ASTM Standards. ASTM: West Conshohocken, PA, USA, 2012.
- GB/T-18046; Mortar and Concrete. China Architecture and Building Press: Beijing, China, 2017. (In Chinese)
- ASTM-C1437; Annual Book of ASTM Standards. ASTM: West Conshohocken, PA, USA, 2015.
- ASTM-C109/C109M; Annual Book of ASTM Standards. ASTM: West Conshohocken, PA, USA, 2020.
- Yokota, H.; Rokugo, K.; Sakata, N. JSCE Recommendations for Design and Construction of High Performance Fiber Reinforced Cement Composite with Multiple Fine Cracks; JSCE: Tokyo, Japan, 2007. [Google Scholar]
- Fang, G.; Ho, W.K.; Tu, W.; Zhang, M. Workability and mechanical properties of alkali-activated fly ash-slag concrete cured at ambient temperature. Constr. Build. Mater. 2018, 172, 476–487. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Flexural strength and elastic modulus of ambient-cured blended low-calcium fly ash geopolymer concrete. Constr. Build. Mater. 2017, 130, 22–31. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef]
- Wille, K.; El-Tawil, S.; Naaman, A. Properties of strain hardening ultra high performance fiber reinforced concrete (UHP-FRC) under direct tensile loading. Cem. Concr. Compos. 2014, 48, 53–66. [Google Scholar] [CrossRef]
- Ling, Y.; Wang, K.; Li, W.; Shi, G.; Lu, P. Effect of slag on the mechanical properties and bond strength of fly ash-based engineered geopolymer composites. Compos. Part B Eng. 2019, 164, 747–757. [Google Scholar] [CrossRef]
- Li, V.C.; Leung, C.K.Y. Steady-State and Multiple Cracking of Short Random Fiber Composites. J. Eng. Mech. 1992, 118, 2246–2264. [Google Scholar] [CrossRef]
- Shi, Y.; Long, G.; Ma, C.; Xie, Y.; He, J. Design and preparation of ultra-high performance concrete with low environmental impact. J. Clean. Prod. 2019, 214, 633–643. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H. Investigation of mechanical properties and shrinkage of ultra-high performance concrete: Influence of steel fiber content and shape. Compos. Part B Eng. 2019, 174, 107021. [Google Scholar] [CrossRef]
- Turner, L.K.; Collins, F.G. Carbon dioxide equivalent (CO2-e) emissions: A comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, J.; Wu, H.; Jaworska, B.; Ellis, B.R.; Li, V.C. Discontinuous micro-fibers as intrinsic reinforcement for ductile Engineered Cementitious Composites (ECC). Compos. Part B Eng. 2020, 184, 107741. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | GGBS | FA |
|---|---|---|
| CaO | 34.0 | 4.01 |
| SiO2 | 34.5 | 54.0 |
| Al2O3 | 17.7 | 31.2 |
| SO3 | 1.64 | 2.20 |
| Fe2O3 | 1.03 | 4.16 |
| MgO | 6.01 | 1.01 |
| TiO2 | / | 1.13 |
| Other | 5.12 | 2.37 |
| Fiber Type | Density (g/cm3) | Strength (MPa) | Elastic Modulus (GPa) | Length (mm) | Diameter (um) | Elongation at Break (%) |
|---|---|---|---|---|---|---|
| PE | 0.97 | 2800 | 120 | 12 | 18 | 3.70 |
| PP | 0.91 | 314.8 | 4.08 | 12 | 100 | 26.80 |
| Mix IDs | Matrix (kg/m3) | Volume Fraction (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| FA | GGBS | QS | Activator | Extra Water | Retarder | PE Fiber | PP Fiber | |
| M73-R0 | 849.7 | 364.1 | 242.8 | 485.5 | 72.8 | 12.1 | 2 | 0 |
| M73-R25 | 1.5 | 0.5 | ||||||
| M73-R50 | 1 | 1 | ||||||
| M73-R75 | 0.5 | 1.5 | ||||||
| M73-R100 | 0 | 2 | ||||||
| M64-R0 | 736.3 | 490.9 | 245.4 | 490.9 | 73.6 | 12.3 | 2 | 0 |
| M64-R25 | 1.5 | 0.5 | ||||||
| M64-R50 | 1 | 1 | ||||||
| M64-R75 | 0.5 | 1.5 | ||||||
| M64-R100 | 0 | 2 | ||||||
| M55-R0 | 620.3 | 620.3 | 248.1 | 496.2 | 74.3 | 12.4 | 2 | 0 |
| M55-R25 | 1.5 | 0.5 | ||||||
| M55-R50 | 1 | 1 | ||||||
| M55-R75 | 0.5 | 1.5 | ||||||
| M55-R100 | 0 | 2 | ||||||
| Mix IDs | Peak Strain εcp (%) | Peak Strength σcp (MPa) | Elastic Modulus E (GPa) |
|---|---|---|---|
| M73-R0 | 0.428 (0.009) | 57.5 (1.650) | 13.79 (0.114) |
| M73-R25 | 0.450 (0.016) | 60.5 (0.735) | 14.07 (0.358) |
| M73-R50 | 0.453 (0.009) | 61.6 (0.801) | 14.43 (0.217) |
| M73-R75 | 0.497 (0.005) | 64.1 (2.216) | 14.60 (0.287) |
| M73-R100 | 0.527 (0.021) | 74.1 (1.281) | 14.86 (0.078) |
| M64-R0 | 0.607 (0.012) | 93.5 (1.862) | 17.14 (0.190) |
| M64-R25 | 0.573 (0.020) | 90.1 (0.817) | 16.72 (0.080) |
| M64-R50 | 0.580 (0.008) | 86.2 (0.974) | 16.04 (0.129) |
| M64-R75 | 0.540 (0.015) | 82.4 (0.850) | 15.84 (0.035) |
| M64-R100 | 0.463 (0.009) | 75.5 (1.837) | 15.72 (0.159) |
| M55-R0 | 0.610 (0.008) | 118.3 (1.451) | 20.52 (0.761) |
| M55-R25 | 0.553 (0.009) | 106.3 (2.707) | 19.77 (0.579) |
| M55-R50 | 0.547 (0.036) | 103.9 (1.350) | 19.55 (0.079) |
| M55-R75 | 0.535 (0.035) | 99.0 (0.900) | 18.68 (0.186) |
| M55-R100 | 0.513 (0.012) | 90.5 (6.624) | 17.63 (0.150) |
| Mix IDs | Initial Cracking Strain εini (%) | Ultimate Tensile Strain εtu (%) | Initial Cracking Strength σini (MPa) | Tensile Strength σtu (MPa) |
|---|---|---|---|---|
| M73-R0 | 0.253 (0.053) | 6.427 (0.267) | 4.569 (0.164) | 6.806 (0.261) |
| M73-R25 | 0.227 (0.004) | 6.911 (0.647) | 3.932 (0.205) | 6.586 (0.445) |
| M73-R50 | 0.125 (0.016) | 9.659 (0.196) | 3.368 (0.227) | 5.786 (0.006) |
| M73-R75 | 0.122 (0.046) | 4.863 (0.467) | 2.079 (0.158) | 4.140 (0.161) |
| M73-R100 | 0.037 (0.020) | 0.037 (0.020) | 1.508 (0.069) | 1.709 (0.185) |
| M64-R0 | 0.236 (0.035) | 6.663 (0.478) | 4.584 (0.246) | 7.214 (0.278) |
| M64-R25 | 0.206 (0.004) | 7.204 (0.512) | 4.060 (0.143) | 7.032 (0.711) |
| M64-R50 | 0.116 (0.007) | 8.370 (0.853) | 3.512 (0.289) | 5.847 (0.022) |
| M64-R75 | 0.108 (0.001) | 3.023 (0.284) | 2.238 (0.138) | 3.761 (0.179) |
| M64-R100 | 0.032 (0.009) | 0.048 (0.025) | 1.709 (0.185) | 2.000 (0.069) |
| M55-R0 | 0.165 (0.028) | 7.106 (0.402) | 4.751 (0.269) | 7.259 (0.238) |
| M55-R25 | 0.154 (0.005) | 6.487 (1.712) | 4.530 (0.335) | 7.266 (0.327) |
| M55-R50 | 0.106 (0.030) | 7.818 (0.117) | 4.514 (0.029) | 7.230 (0.006) |
| M55-R75 | 0.095 (0.011) | 2.878 (0.309) | 2.767 (0.212) | 3.917 (0.168) |
| M55-R100 | 0.025 (0.003) | 0.036 (0.003) | 2.225 (0.083) | 2.225 (0.083) |
| Mix IDs | ||||
|---|---|---|---|---|
| M73 | 0.50 | −0.87 | 0.28 | −0.87 |
| M64 | 0.53 | 0.18 | 5.5 | 1.9 |
| M55 | 0.56 | −0.26 | 3.9 | 1.5 |
| Raw Materials | Cost (¥/kg) | Carbon Emission Factor (kg CO2-e/kg) | References |
|---|---|---|---|
| FA | 1.90 | 0.009 | [48] |
| GGBS | 2.40 | 0.019 | [51] |
| QS | 0.40 | 0.010 | [52,53] |
| NaOH | 20.0 | 1.915 | [53] |
| Waterglass | 3.0 | 1.514 | [53] |
| PE fiber | 400 | 2.0 | [54] |
| PP fiber | 13.5 | 2.0 | [54] |
| Mix IDs | Cost | CO2-e | σcp/Cost (MPa) | σtu/Cost (MPa) | εtu/Cost (%) | σcp/CO2-e (MPa) | σtu/CO2-e (MPa) | εtu/CO2-e (%) |
|---|---|---|---|---|---|---|---|---|
| M73-R0 | 1.00 | 1.00 | 74.1 | 6.81 | 6.43 | 74.1 | 6.81 | 6.43 |
| M73-R25 | 0.85 | 1.00 | 75.7 | 7.78 | 8.16 | 64.1 | 6.59 | 6.91 |
| M73-R50 | 0.69 | 1.00 | 88.7 | 8.34 | 13.91 | 61.6 | 5.79 | 9.66 |
| M73-R75 | 0.54 | 1.00 | 111.8 | 7.65 | 8.98 | 60.5 | 4.14 | 4.86 |
| M73-R100 | 0.39 | 1.00 | 148.0 | 4.40 | 0.10 | 57.5 | 1.71 | 0.04 |
| M64-R0 | 1.01 | 1.02 | 92.7 | 7.15 | 6.60 | 91.3 | 7.04 | 6.50 |
| M64-R25 | 0.86 | 1.02 | 105.2 | 8.21 | 8.41 | 88.0 | 6.86 | 7.03 |
| M64-R50 | 0.70 | 1.02 | 122.6 | 8.32 | 11.90 | 84.2 | 5.71 | 8.17 |
| M64-R75 | 0.55 | 1.02 | 149.7 | 6.83 | 5.49 | 80.5 | 3.67 | 2.95 |
| M64-R100 | 0.40 | 1.02 | 189.9 | 5.03 | 0.13 | 73.7 | 1.95 | 0.05 |
| M55-R0 | 1.02 | 1.05 | 116.2 | 7.13 | 6.98 | 112.8 | 6.92 | 6.78 |
| M55-R25 | 0.87 | 1.05 | 122.8 | 8.40 | 7.50 | 101.3 | 6.93 | 6.19 |
| M55-R50 | 0.71 | 1.05 | 145.8 | 10.15 | 10.98 | 99.1 | 6.89 | 7.46 |
| M55-R75 | 0.56 | 1.05 | 176.9 | 7.01 | 5.15 | 94.4 | 3.74 | 2.75 |
| M55-R100 | 0.41 | 1.05 | 222.5 | 5.48 | 0.10 | 86.3 | 2.13 | 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Ling, Y.; Wu, Y.; Lai, H.; Wang, Y.; Chen, Z. Comprehensive Analysis of Mechanical, Economic, and Environmental Characteristics of Hybrid PE/PP Fiber-Reinforced Engineered Geopolymer Composites. Buildings 2024, 14, 1094. https://doi.org/10.3390/buildings14041094
Zhang X, Ling Y, Wu Y, Lai H, Wang Y, Chen Z. Comprehensive Analysis of Mechanical, Economic, and Environmental Characteristics of Hybrid PE/PP Fiber-Reinforced Engineered Geopolymer Composites. Buildings. 2024; 14(4):1094. https://doi.org/10.3390/buildings14041094
Chicago/Turabian StyleZhang, Xiafei, Yu Ling, Yanwei Wu, Huaming Lai, Yingchang Wang, and Zhanbiao Chen. 2024. "Comprehensive Analysis of Mechanical, Economic, and Environmental Characteristics of Hybrid PE/PP Fiber-Reinforced Engineered Geopolymer Composites" Buildings 14, no. 4: 1094. https://doi.org/10.3390/buildings14041094
APA StyleZhang, X., Ling, Y., Wu, Y., Lai, H., Wang, Y., & Chen, Z. (2024). Comprehensive Analysis of Mechanical, Economic, and Environmental Characteristics of Hybrid PE/PP Fiber-Reinforced Engineered Geopolymer Composites. Buildings, 14(4), 1094. https://doi.org/10.3390/buildings14041094