
Evaluation of Aggregate Distribution Heterogeneity in 3D Printed Concrete by Means of X-ray CT

Abstract
:1. Introduction
2. Materials and Methods
2.1. Outline of the 3D Printer
2.2. Material
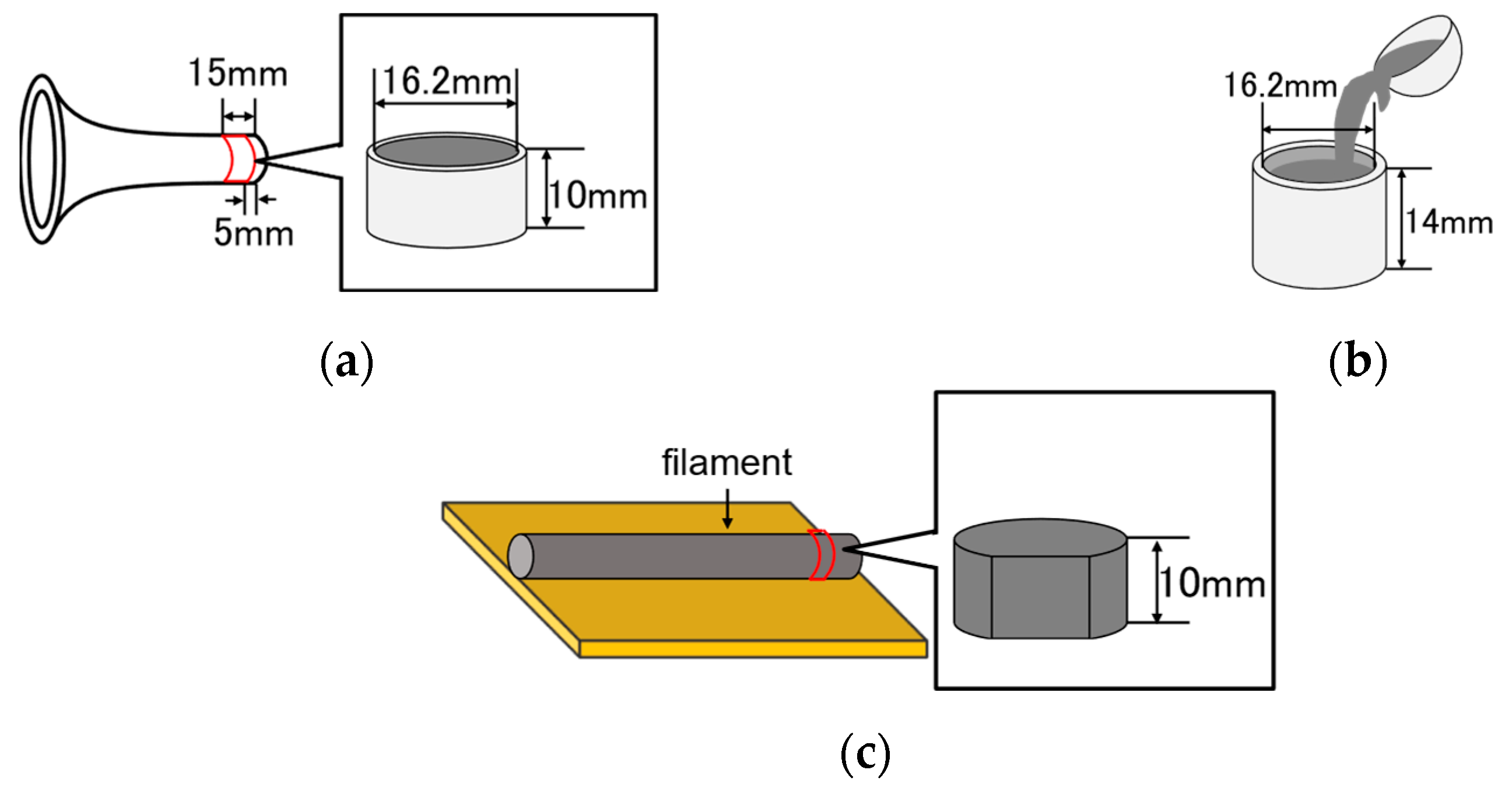
2.3. Sample Preparation
3. Analysis Method
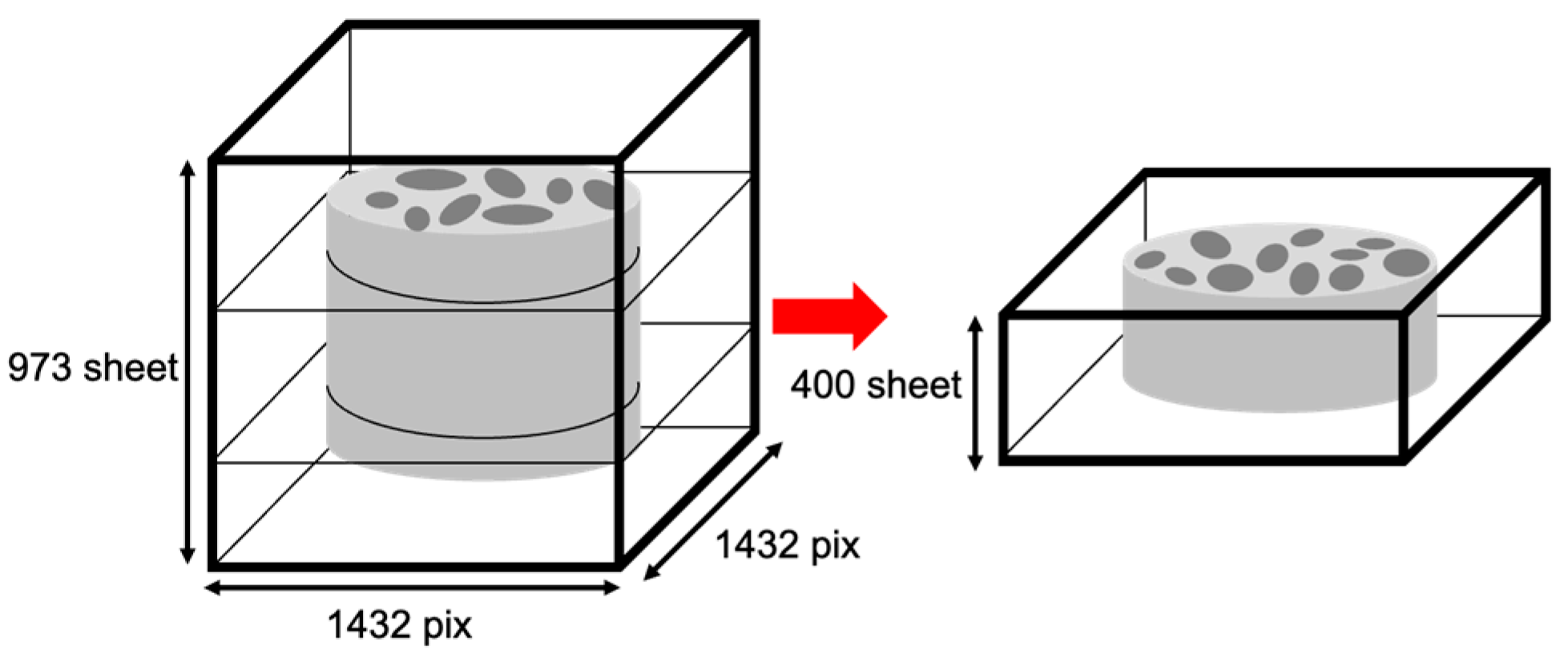
3.1. X-ray Computed Tomography
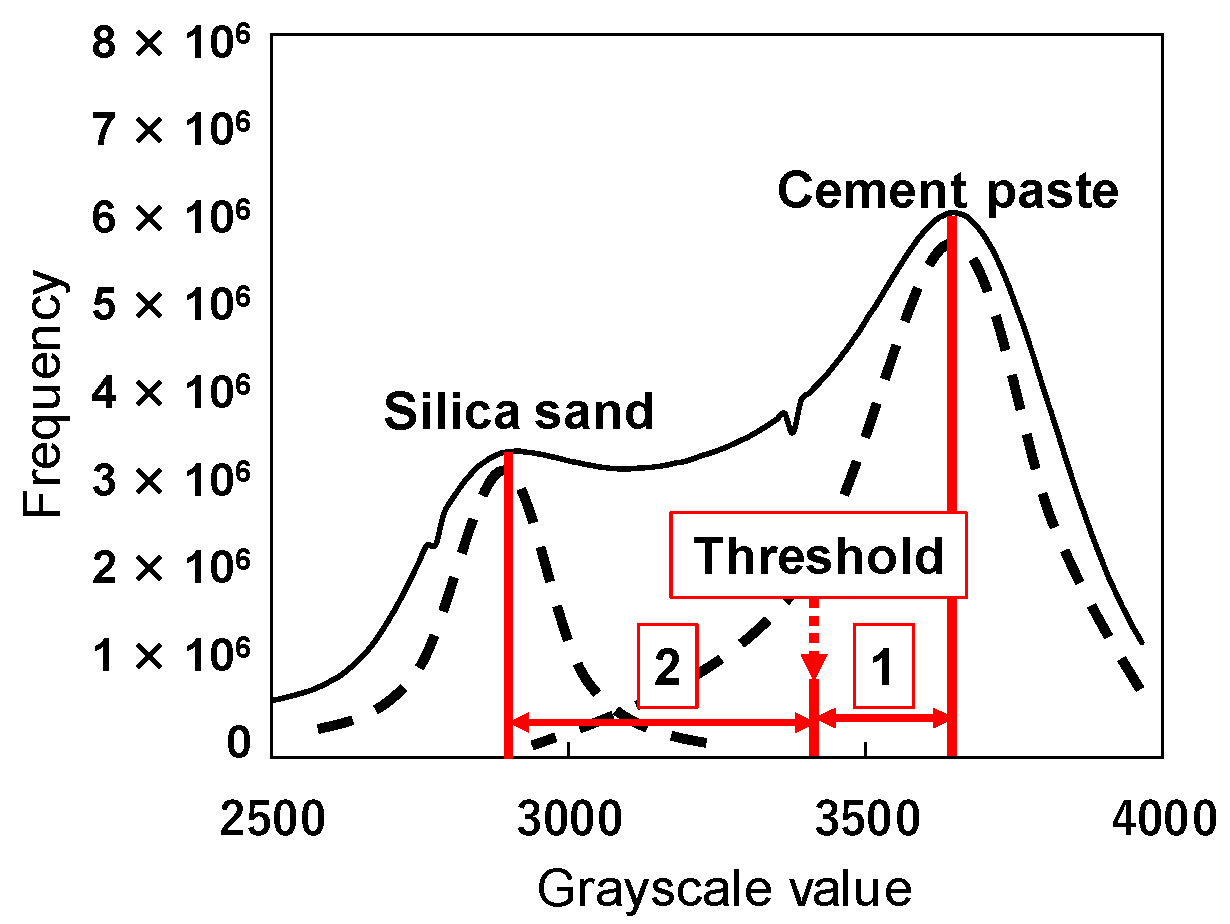
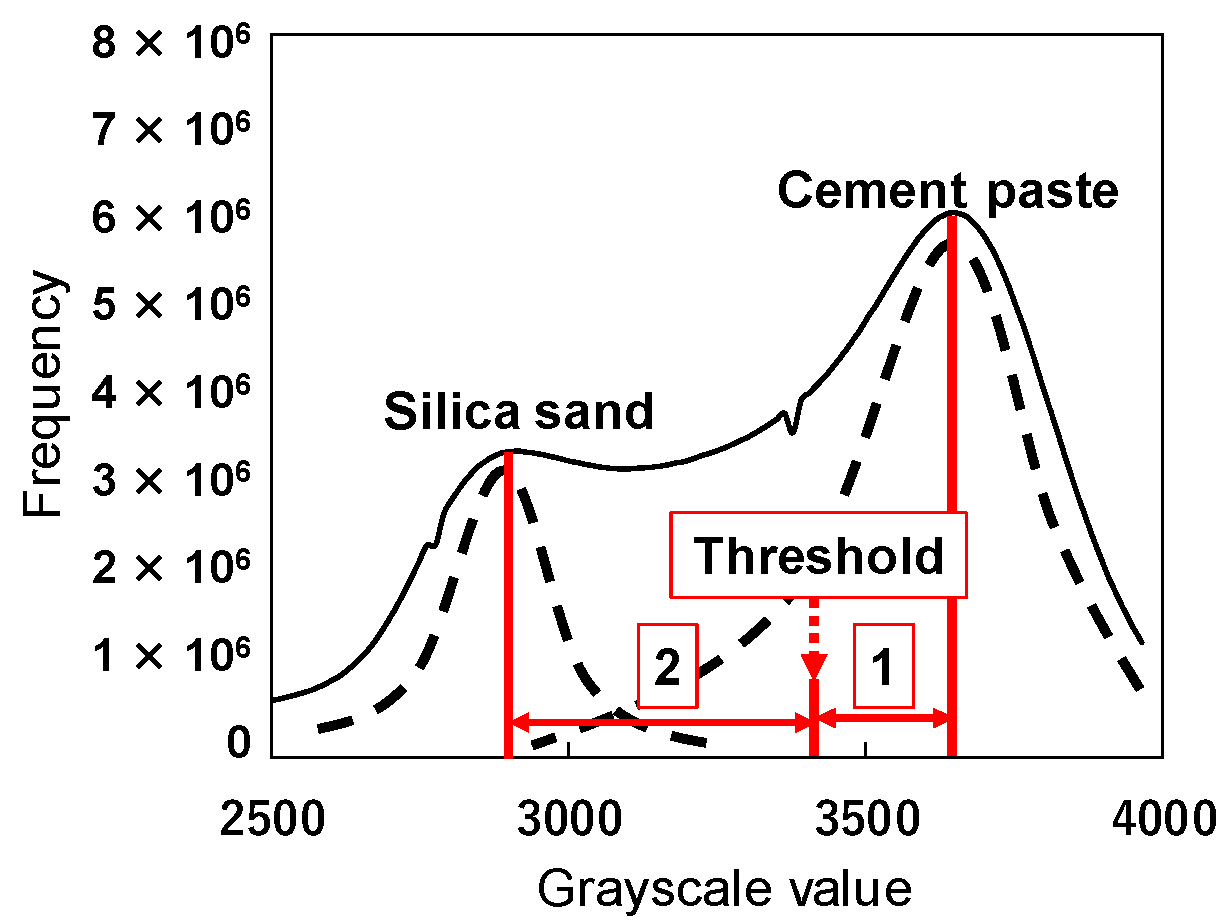
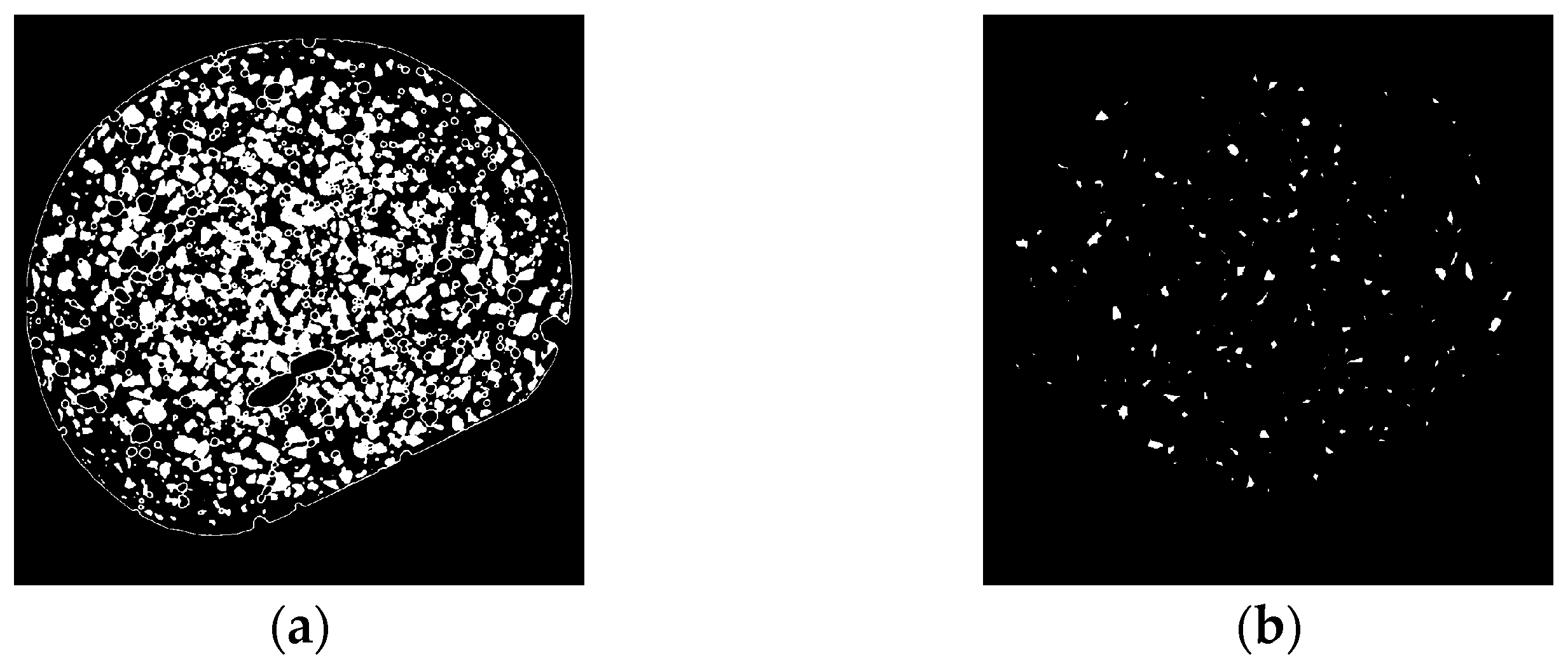
3.2. Binarization Processing
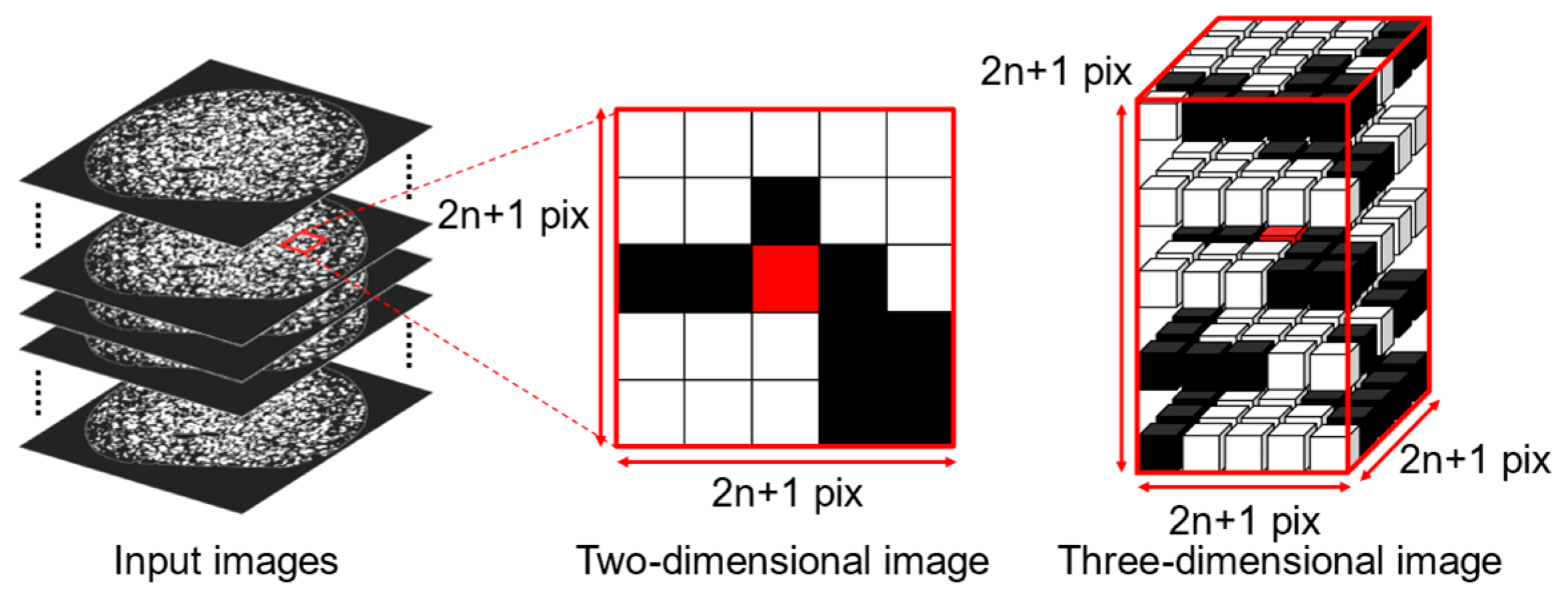
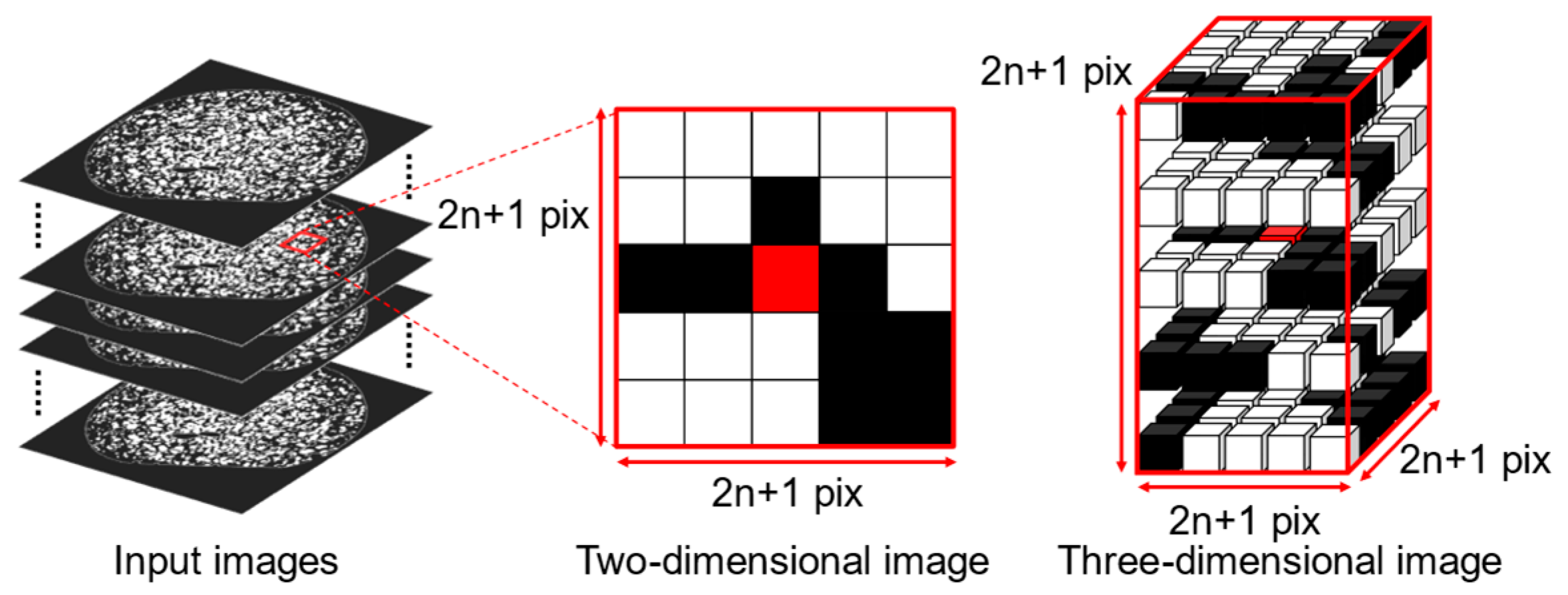
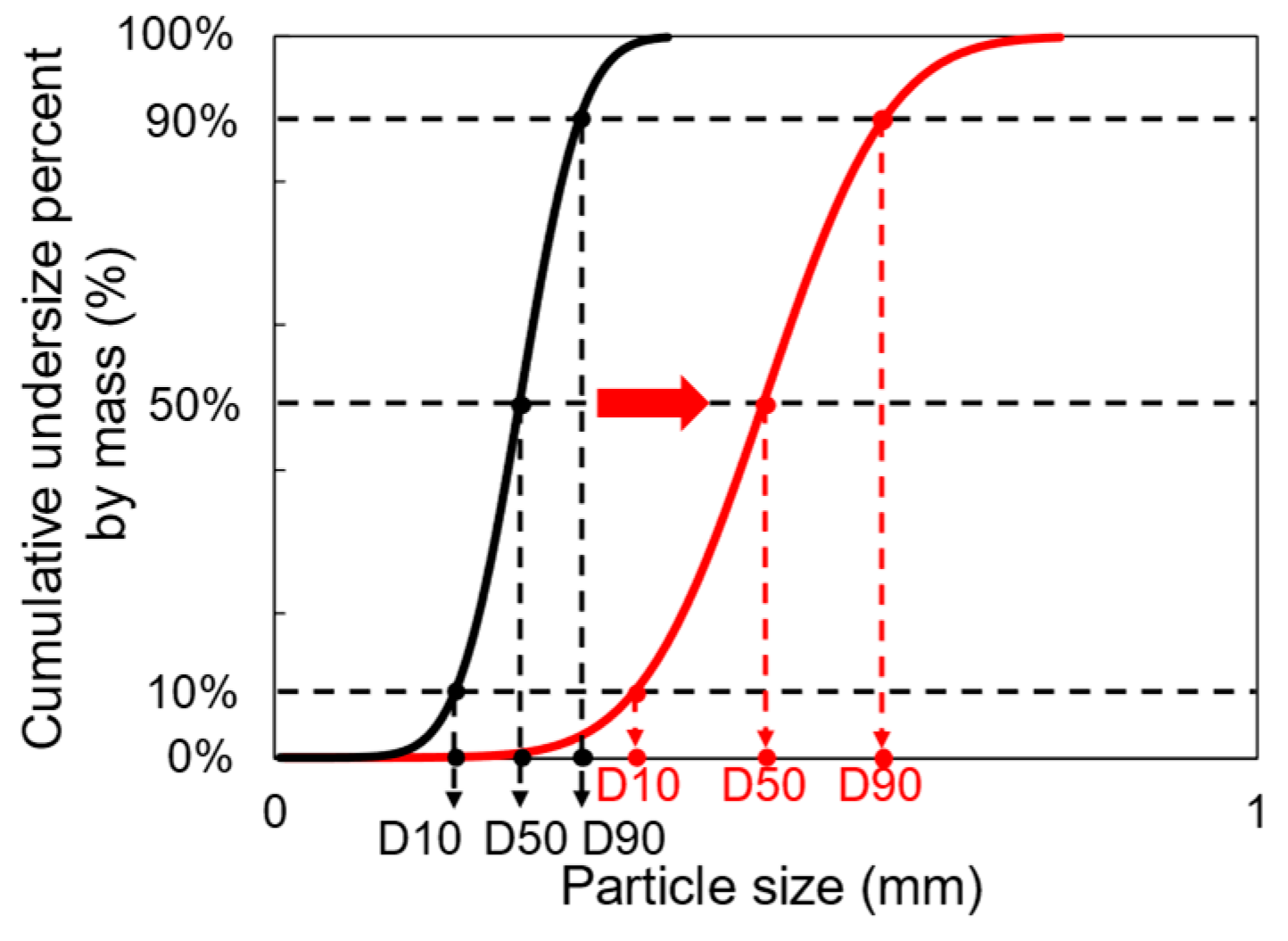
3.3. Application of ADI and Obtainment of Centroid Coordinates
4. Evaluation Method for the Extrusion Speed Effect
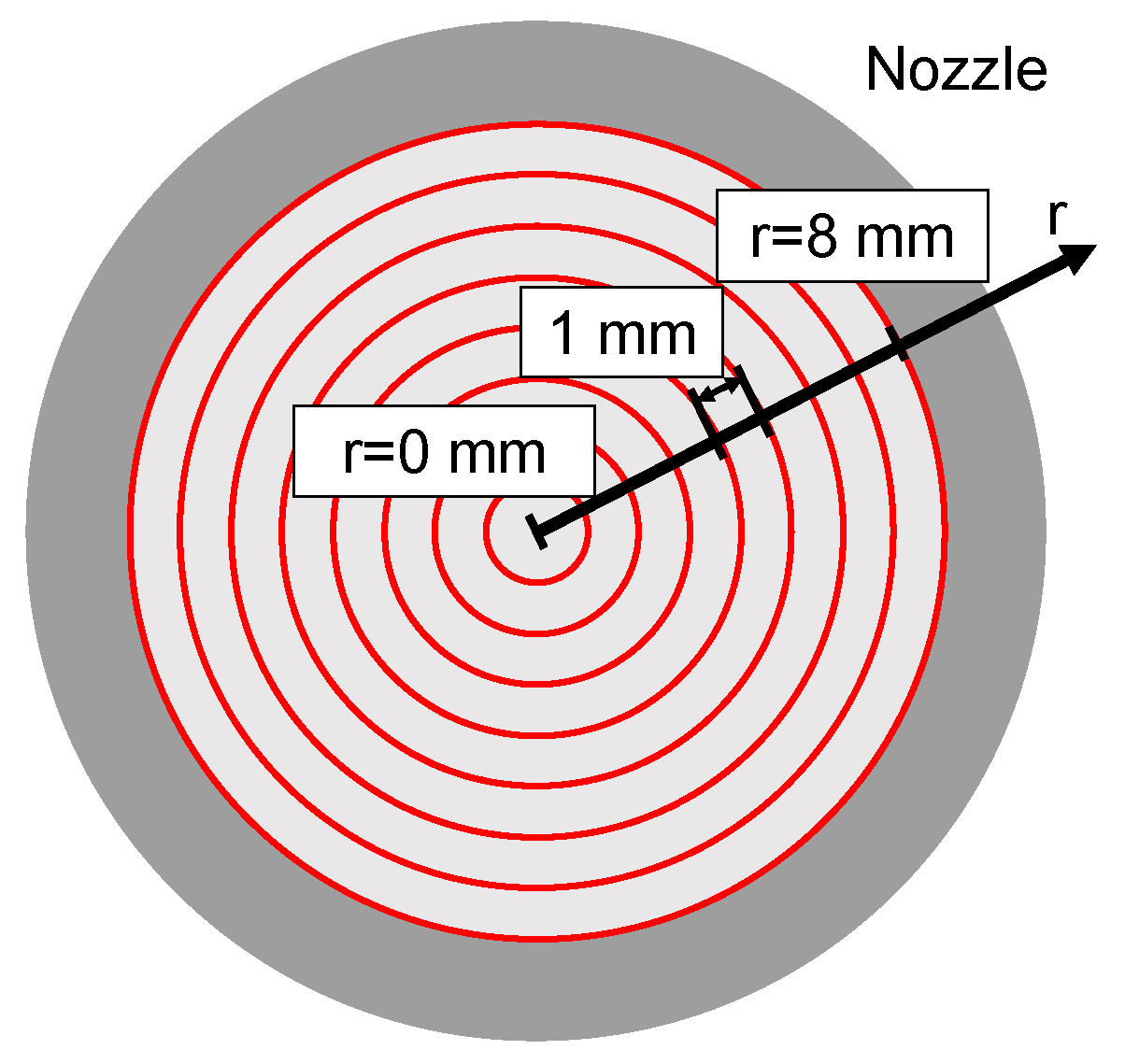
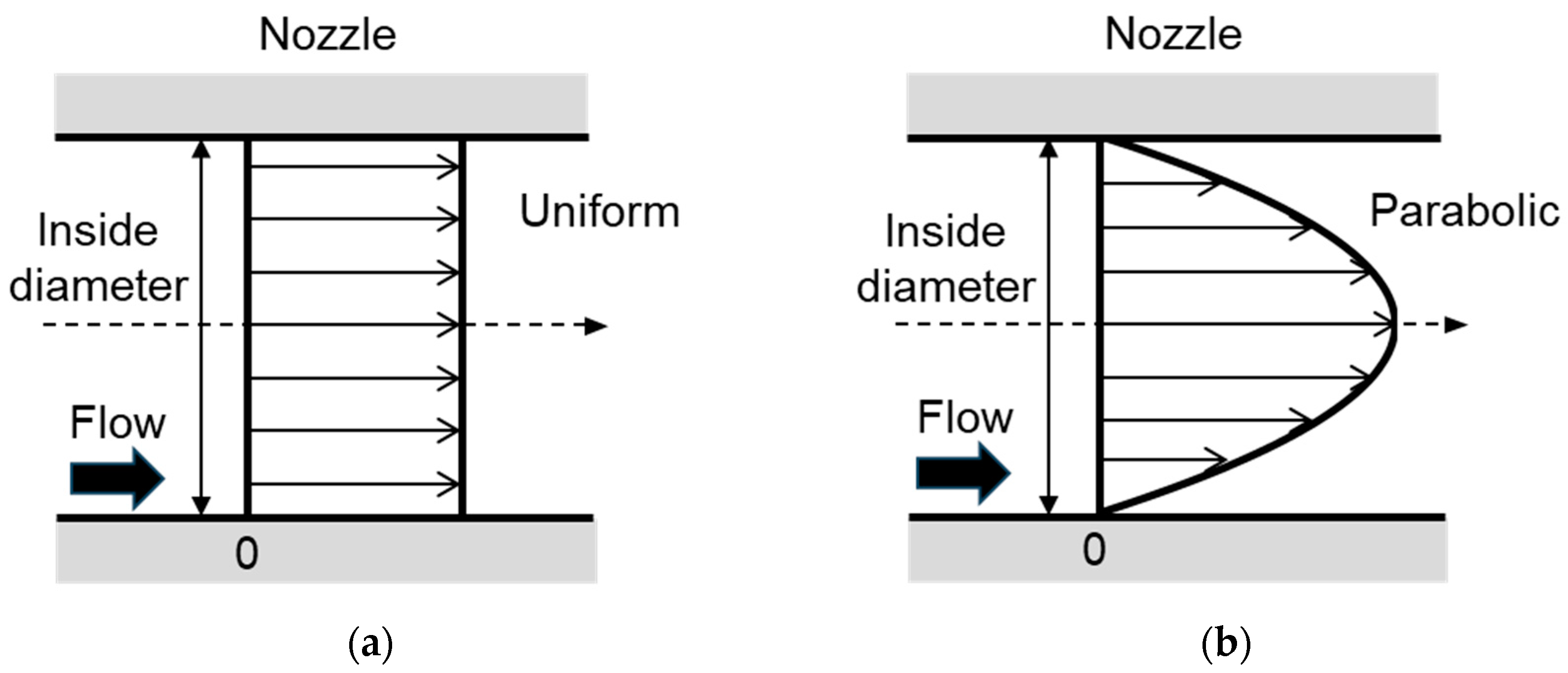
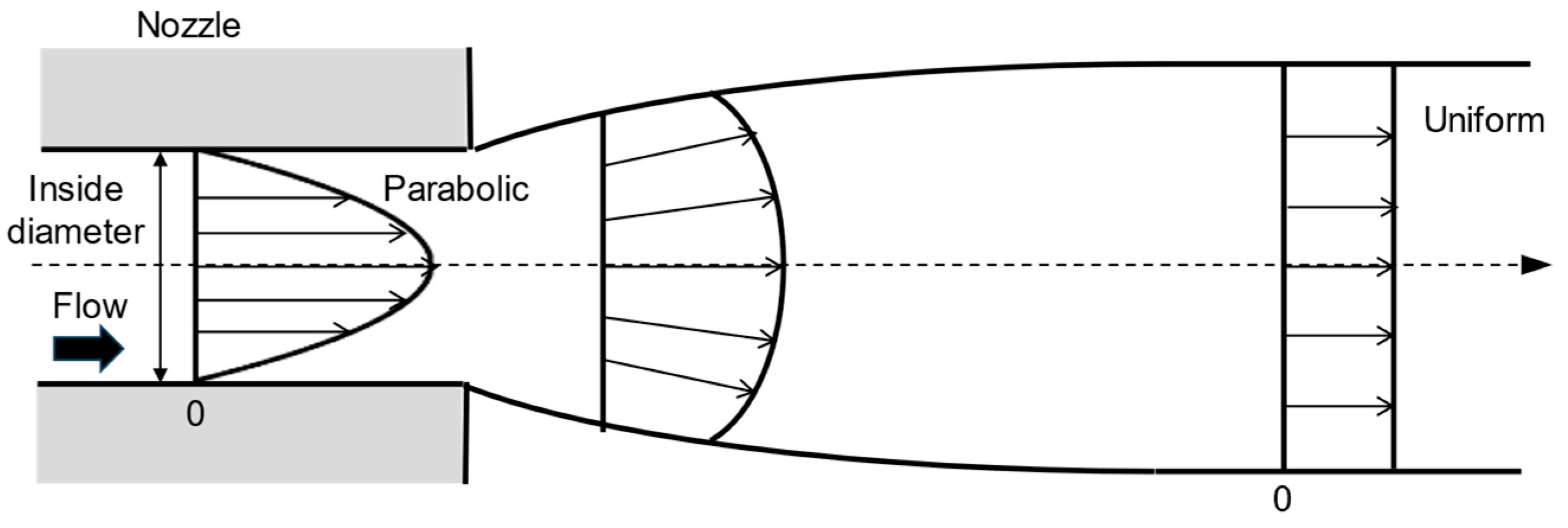
4.1. Aggregate Distribution Inside the Nozzle
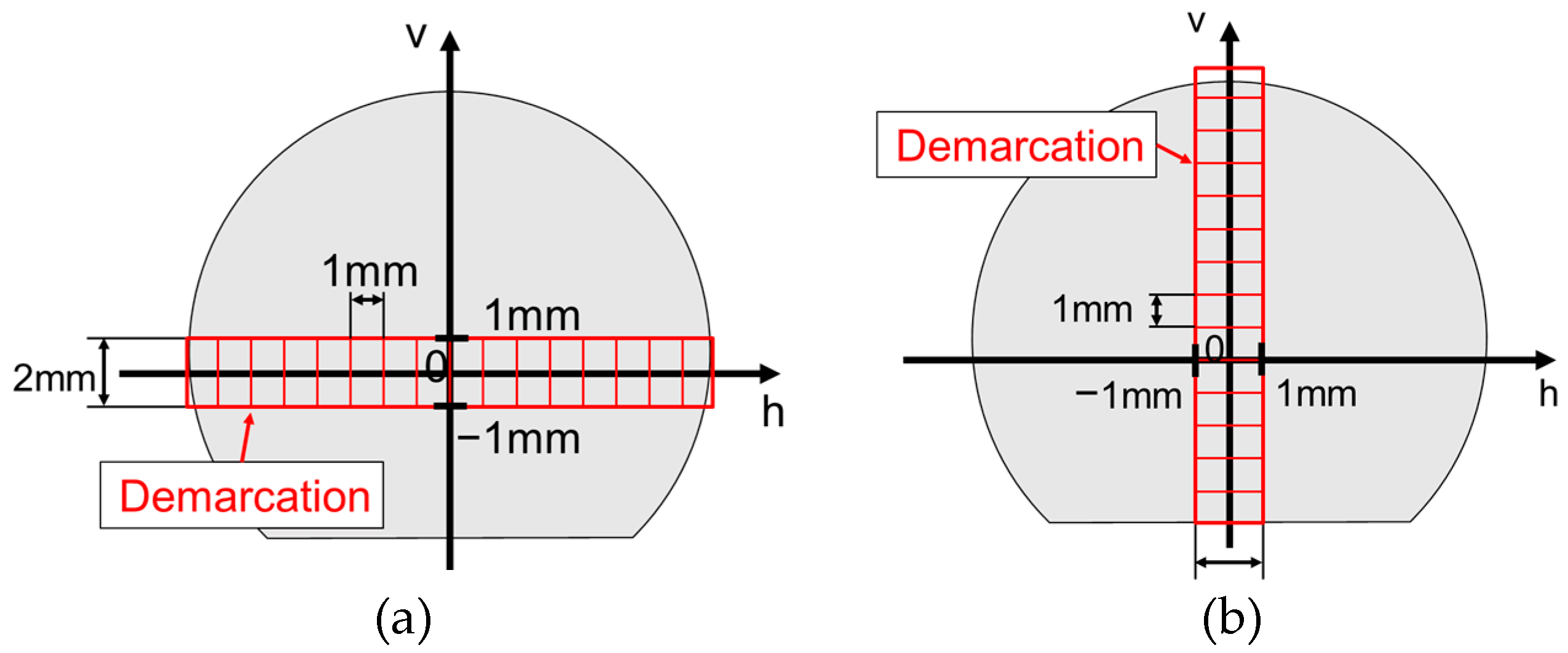
4.2. Aggregate Distribution Inside the Filament
5. Results and Discussion
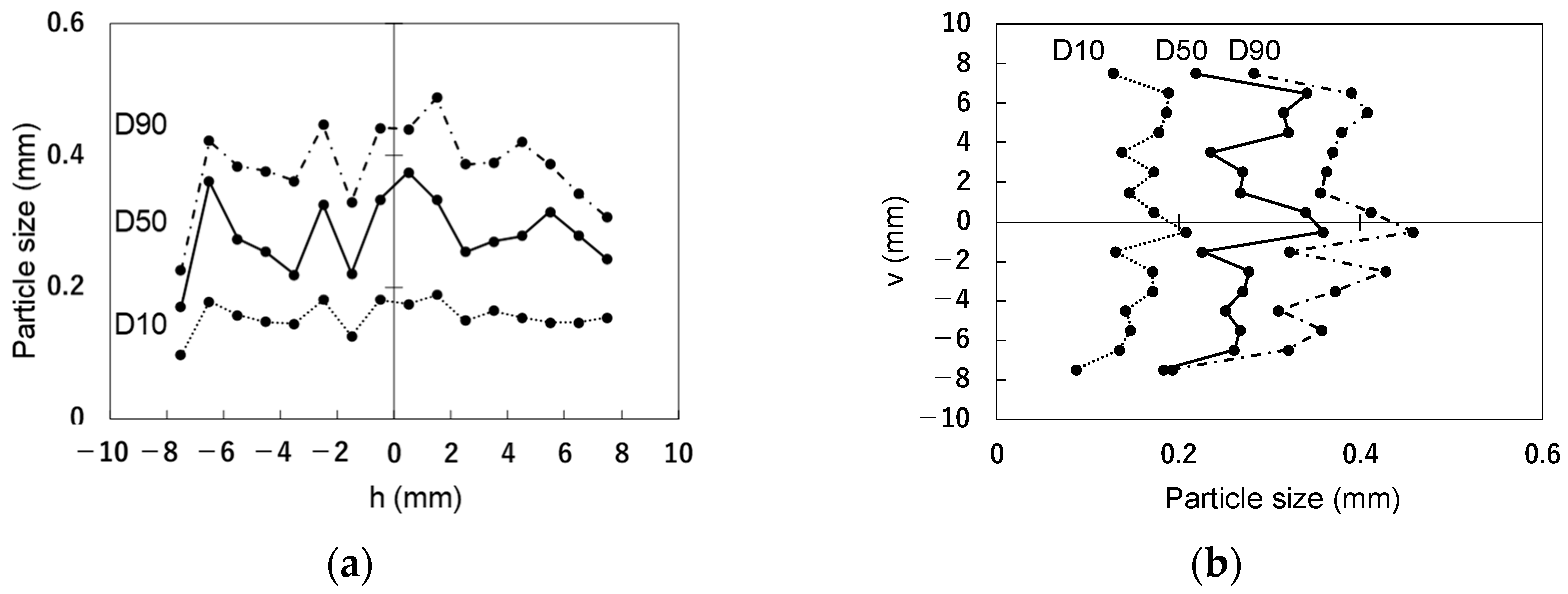
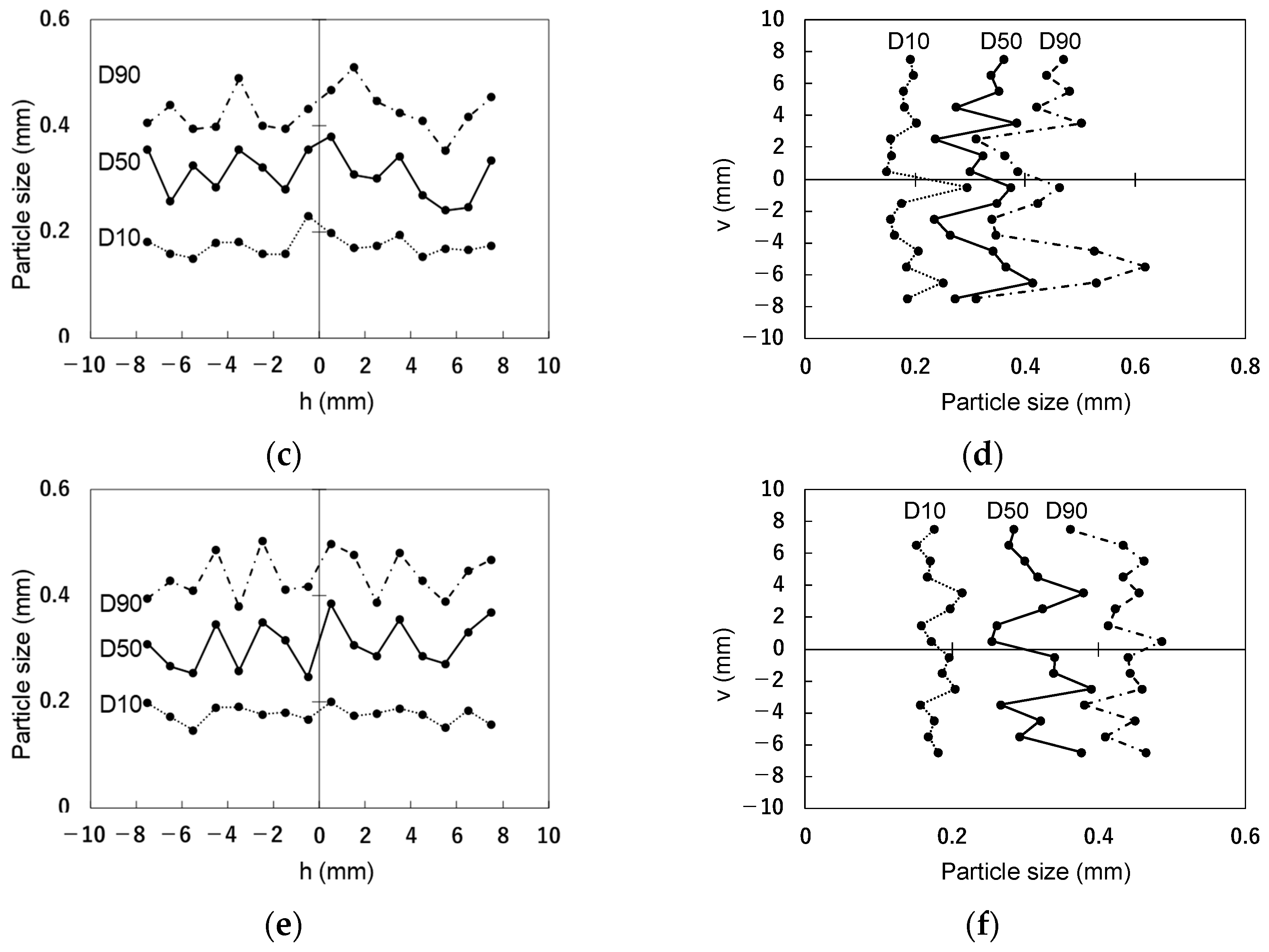
5.1. Aggregate Distribution Inside the Nozzle
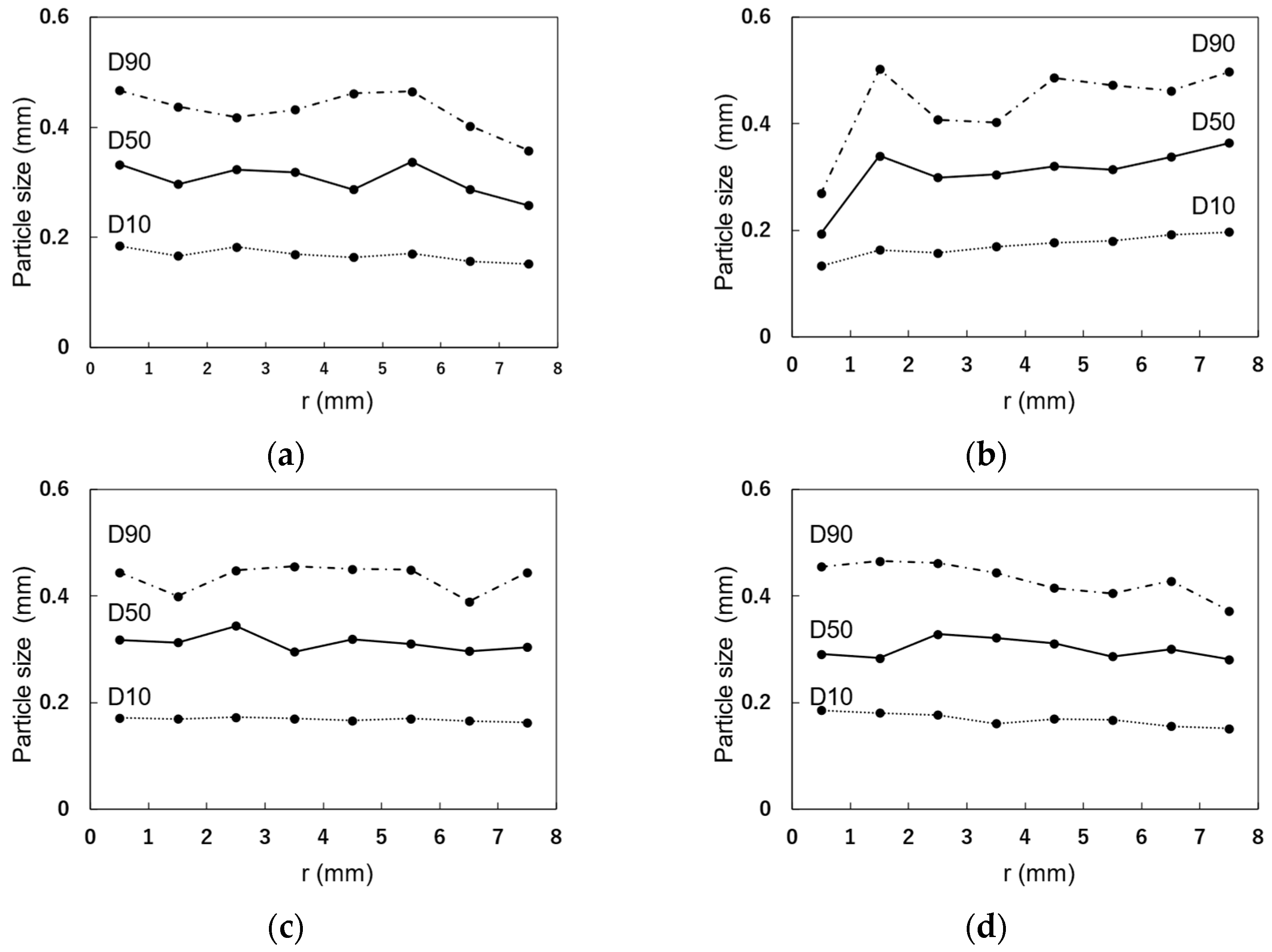
5.2. Aggregate Distribution Inside the Filament
6. Conclusions
- At lower material extrusion speeds, many large aggregates are located near the inner surface of the nozzle. After discharge, many large aggregates are located near the center of the cross section inside the filament;
- At higher material extrusion speeds, many large aggregates are located near the center of the cross section inside the nozzle. After discharge, many large aggregates are located vertically downward inside the filament.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Delgado Camacho, D.; Clayton, P.; O’Brien, W.J.; Seepersad, C.; Juenger, M.; Ferron, R.; Salamone, S. Applications of Additive Manufacturing in the Construction Industry—A Forward-Looking Review. Autom. Constr. 2018, 89, 110–119. [Google Scholar] [CrossRef]
- Nguyen-Van, V.; Li, S.; Liu, J.; Nguyen, K.; Tran, P. Modelling of 3D Concrete Printing Process: A Perspective on Material and Structural Simulations. Addit. Manuf. 2023, 61, 103333. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-Scale 3D Printing of Ultra-High Performance Concrete—A New Processing Route for Architects and Builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Prasittisopin, L.; Jiramarootapong, P.; Pongpaisanseree, K.; Snguanyat, C. Lean Manufacturing and Thermal Enhancement of Single-Layered Wall of Additive Manufacturing (AM) Structure. ZKG Int. 2019, 72, 64–74. [Google Scholar]
- Daungwilailuk, T.; Pheinsusom, P.; Pansuk, W. Uniaxial Load Testing of Large-Scale 3D-Printed Concrete Wall and Finite-Element Model Analysis. Constr. Build. Mater. 2021, 275, 122039. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Ow Yeong, K.L.; Qian, S. Comparative Economic, Environmental and Productivity Assessment of a Concrete Bathroom Unit Fabricated through 3D Printing and a Precast Approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D Printing with Concrete—Technical, Economic and Environmental Potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Lan, T.; Yang, S.; Wang, M.; Xu, M.; Cheng, S.; Chen, Z. Prediction of Interfacial Tensile Bond Strength in 3D Printed Concrete Based on a Closed-Form Fracture Model. J. Build. Eng. 2023, 70, 106411. [Google Scholar] [CrossRef]
- Taleb, M.; Bulteel, D.; Betrancourt, D.; Roudet, F.; Rémond, S.; Montagne, A.; Chicot, D. Multi-Scale Mechanical Characterization of the Interface in 3D Printed Concrete. Mater. Struct. 2023, 56, 24. [Google Scholar] [CrossRef]
- Lee, H.; Kim, J.H.J.; Moon, J.H.; Kim, W.W.; Seo, E.A. Correlation between Pore Characteristics and Tensile Bond Strength of Additive Manufactured Mortar Using X-Ray Computed Tomography. Constr. Build. Mater. 2019, 226, 712–720. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of Enhancing Interlayer Bond Strength in Construction Scale 3D Printing with Mortar by Effective Bond Area Amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Shahzad, Q.; Li, F. yuan The Influence of Print Path on Early-Age Plastic Bearing Capacity and Mechanical Behavior of 3D Printed Concrete: A Novel Approach for Practical Applications. Constr. Build. Mater. 2023, 389, 131794. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of Layer-Interface Properties on Mechanical Performance of Concrete Elements Produced by Extrusion-Based 3D-Printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Heras Murcia, D.; Genedy, M.; Reda Taha, M.M. Examining the Significance of Infill Printing Pattern on the Anisotropy of 3D Printed Concrete. Constr. Build. Mater. 2020, 262, 120559. [Google Scholar] [CrossRef]
- Pan, T.; Jiang, Y.; He, H.; Wang, Y.; Yin, K. Effect of Structural Build-up on Interlayer Bond Strength of 3d Printed Cement Mortars. Materials 2021, 14, 236. [Google Scholar] [CrossRef]
- Keita, E.; Bessaies-Bey, H.; Zuo, W.; Belin, P.; Roussel, N. Weak Bond Strength between Successive Layers in Extrusion-Based Additive Manufacturing: Measurement and Physical Origin. Cem. Concr. Res. 2019, 123, 105787. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Modelling the Interlayer Bond Strength of 3D Printed Concrete with Surface Moisture. Cem. Concr. Res. 2021, 150, 106559. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of Surface Moisture on Inter-Layer Strength of 3D Printed Concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Chen, Y.; Çopuroğlu, O.; Romero Rodriguez, C.; de Mendonca Filho, F.F.; Schlangen, E. Characterization of Air-Void Systems in 3D Printed Cementitious Materials Using Optical Image Scanning and X-ray Computed Tomography. Mater. Charact. 2021, 173, 110948. [Google Scholar] [CrossRef]
- Kloft, H.; Krauss, H.W.; Hack, N.; Herrmann, E.; Neudecker, S.; Varady, P.A.; Lowke, D. Influence of Process Parameters on the Interlayer Bond Strength of Concrete Elements Additive Manufactured by Shotcrete 3D Printing (SC3DP). Cem. Concr. Res. 2020, 134, 106078. [Google Scholar] [CrossRef]
- Naderi, S.; Tu, W.; Zhang, M. Meso-Scale Modelling of Compressive Fracture in Concrete with Irregularly Shaped Aggregates. Cem. Concr. Res. 2021, 140, 106317. [Google Scholar] [CrossRef]
- Cui, W.; Miao, R.C.; Yan, W.S.; Song, H.F.; Jiang, Z. Static Segregation of Fresh High Workable Concrete Based on an Image Processing Method. Constr. Build. Mater. 2022, 361, 129708. [Google Scholar] [CrossRef]
- Salem, H.M.; Maekawa, K. Pre- and Postyield Finite Element Method Simulation of Bond of Ribbed Reinforcing Bars. J. Struct. Eng. 2004, 130, 671–680. [Google Scholar] [CrossRef]
- Huang, Q.H.; Li, C.Z.; Song, X. bin Spatial Distribution Characteristics of Ellipsoidal Coarse Aggregates in Concrete Considering Wall Effect. Constr. Build. Mater. 2022, 327, 126922. [Google Scholar] [CrossRef]
- Tian, Y.; Chen, C.; Jin, N.; Jin, X.; Tian, Z.; Yan, D.; Yu, W. An Investigation on the Three-Dimensional Transport of Chloride Ions in Concrete Based on X-Ray Computed Tomography Technology. Constr. Build. Mater. 2019, 221, 443–455. [Google Scholar] [CrossRef]
- Kreijger, P.C. The Skin of Concrete Composition and Properties. Matériaux Constr. 1984, 17, 275–283. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, M.; Jivkov, A.P. Computational Technology for Analysis of 3D Meso-Structure Effects on Damage and Failure of Concrete. Int. J. Solids Struct. 2016, 80, 310–333. [Google Scholar] [CrossRef]
- Xu, Z.; Li, Z.; Jiang, F. Numerical Approach to Pipe Flow of Fresh Concrete Based on MPS Method. Cem. Concr. Res. 2022, 152, 106679. [Google Scholar] [CrossRef]
- Secrieru, E.; Khodor, J.; Schröfl, C.; Mechtcherine, V. Formation of Lubricating Layer and Flow Type during Pumping of Cement-Based Materials. Constr. Build. Mater. 2018, 178, 507–517. [Google Scholar] [CrossRef]
- Choi, M.; Roussel, N.; Kim, Y.; Kim, J. Lubrication Layer Properties during Concrete Pumping. Cem. Concr. Res. 2013, 45, 69–78. [Google Scholar] [CrossRef]
- Phillips, R.J.; Armstrong, R.C.; Brown, R.A.; Graham, A.L.; Abbott, J.R. A Constitutive Equation for Concentrated Suspensions That Accounts for Shear-Induced Particle Migration. Phys. Fluids A 1992, 4, 30–40. [Google Scholar] [CrossRef]
- Fataei, S.; Secrieru, E.; Mechtcherine, V. Experimental Insights into Concrete Flow-Regimes Subject to Shear-Induced Particle Migration (SIPM) during Pumping. Materials 2020, 13, 1233. [Google Scholar] [CrossRef] [PubMed]
- Choi, M.S.; Kim, Y.J.; Kwon, S.H. Prediction on Pipe Flow of Pumped Concrete Based on Shear-Induced Particle Migration. Cem. Concr. Res. 2013, 52, 216–224. [Google Scholar] [CrossRef]
- Secrieru, E.; Mohamed, W.; Fataei, S.; Mechtcherine, V. Assessment and Prediction of Concrete Flow and Pumping Pressure in Pipeline. Cem. Concr. Compos. 2020, 107, 103495. [Google Scholar] [CrossRef]
- Prasittisopin, L.; Sakdanaraseth, T.; Horayangkura, V. Design and Construction Method of a 3D Concrete Printing Self-Supporting Curvilinear Pavilion. J. Archit. Eng. 2021, 27, 05021006. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Sanjayan, J.; Nazari, A. Mechanical Properties of Cement-Based Materials and Effect of Elevated Temperature on Three-Dimensional (3-D) Printed Mortar Specimens in Inkjet 3-D Printing. ACI Mater. J. 2019, 116, 55–67. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of Image Analysis. Nat Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Agassant, J.-F.; Arda, D.; Combeaud, C.; Merten, A.; Münstedt, H.; Mackley, M.R.; Robert, L.; Vergnes, B. Polymer Processing Extrusion Instabilities and Methods for Their Elimination or Minimization. Int. Polym. Process 2006, 21, 239–255. [Google Scholar] [CrossRef]
- Trabelssi, M.; Ebendorff-Heidepriem, H.; Richardson, K.C.; Monro, T.M.; Joseph, P.F. Computational Modeling of Die Swell of Extruded Glass Preforms at High Viscosity. J. Am. Ceram. Soc. 2014, 97, 1572–1581. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Cut-Out Part | Piston Speed (mm/s) | Nozzle Speed (mm/s) |
|---|---|---|---|
| Mc | Cast sample | ||
| M02n | Nozzle | 0.2 | 1.8 |
| M04n | Nozzle | 0.4 | 3.5 |
| M08n | Nozzle | 0.8 | 7.1 |
| M02f | Filament | 0.2 | 1.8 |
| M04f | Filament | 0.4 | 3.5 |
| M08f | Filament | 0.8 | 7.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoshihara, R.; Nakase, K.; Hashimoto, K.; Sugiyama, T.; Honda, Y. Evaluation of Aggregate Distribution Heterogeneity in 3D Printed Concrete by Means of X-ray CT. Buildings 2024, 14, 1132. https://doi.org/10.3390/buildings14041132
Yoshihara R, Nakase K, Hashimoto K, Sugiyama T, Honda Y. Evaluation of Aggregate Distribution Heterogeneity in 3D Printed Concrete by Means of X-ray CT. Buildings. 2024; 14(4):1132. https://doi.org/10.3390/buildings14041132
Chicago/Turabian StyleYoshihara, Rei, Kota Nakase, Katsufumi Hashimoto, Takafumi Sugiyama, and Yoshiki Honda. 2024. "Evaluation of Aggregate Distribution Heterogeneity in 3D Printed Concrete by Means of X-ray CT" Buildings 14, no. 4: 1132. https://doi.org/10.3390/buildings14041132