

Evaluation of TBM Cutter Wear in Granite and Developing a Cutter Life Prediction Model for Face Cutters Based on Field Data: A Case Study



Abstract
1. Introduction
2. Project and Machine Overview
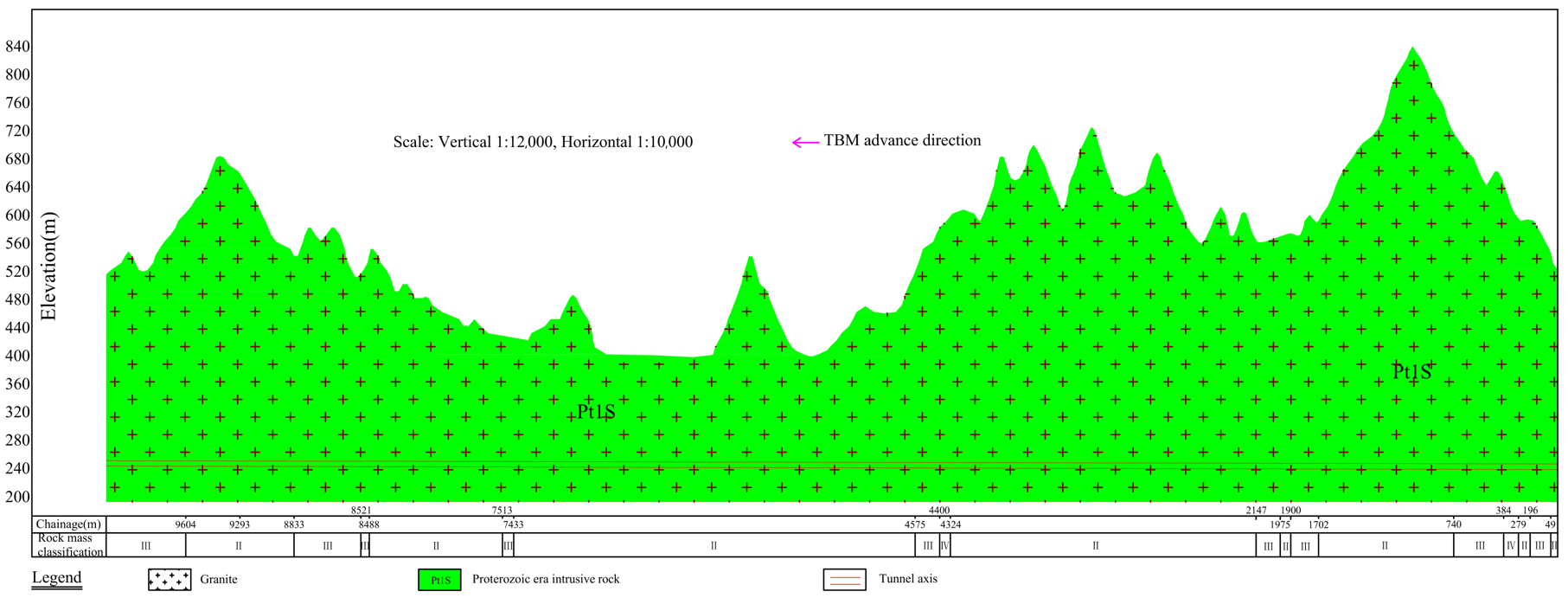
2.1. Project Description
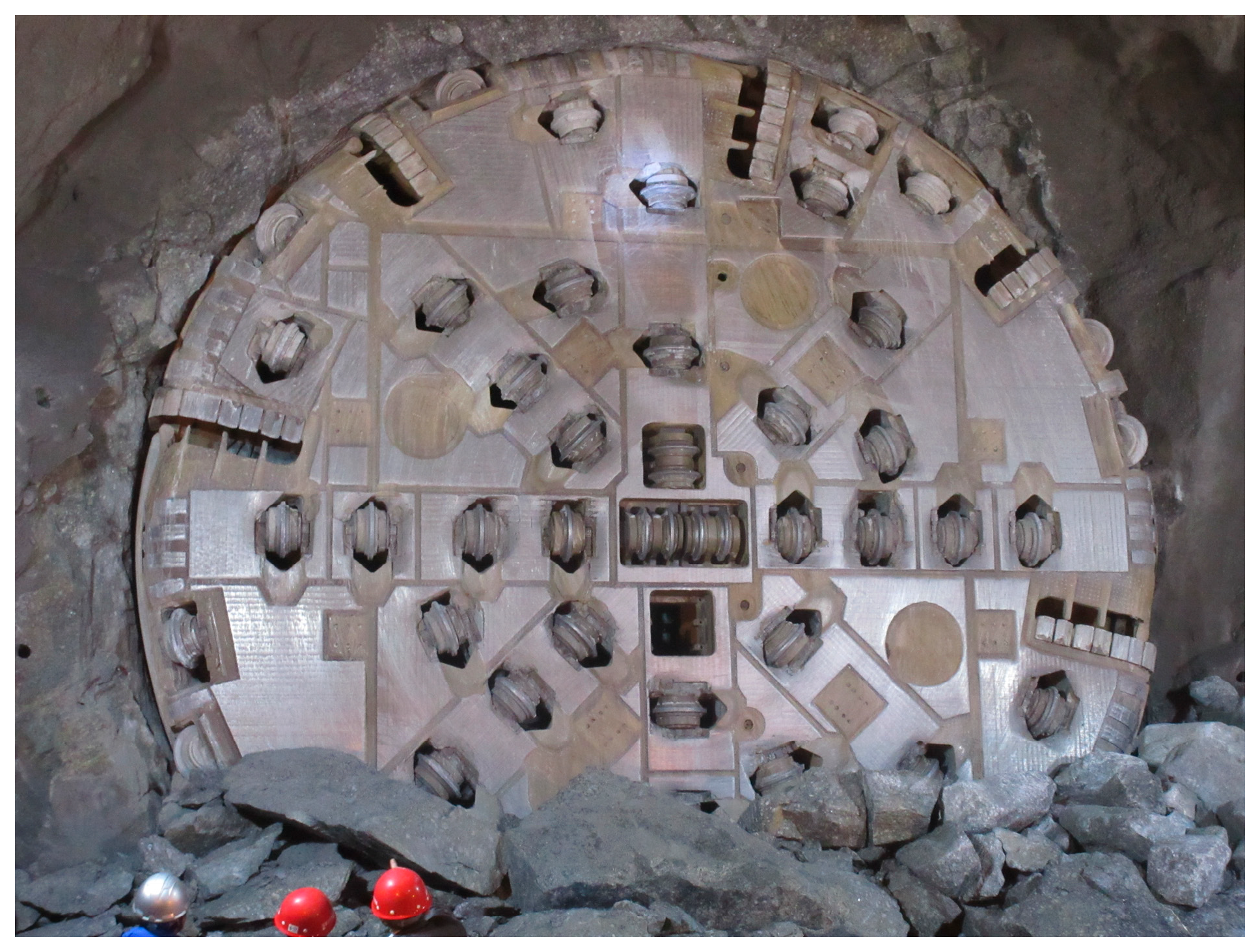
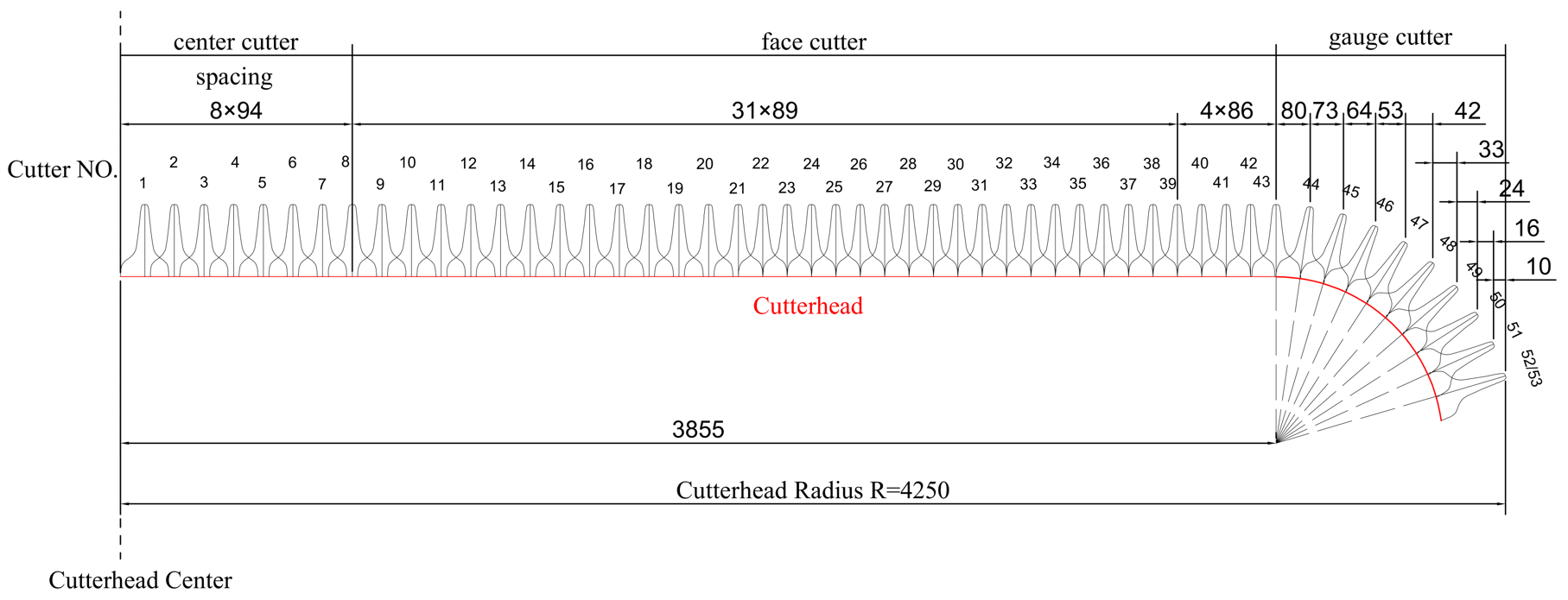
2.2. Machine Specifications and Cutter Arrangement
3. Cutter Wear in Granite
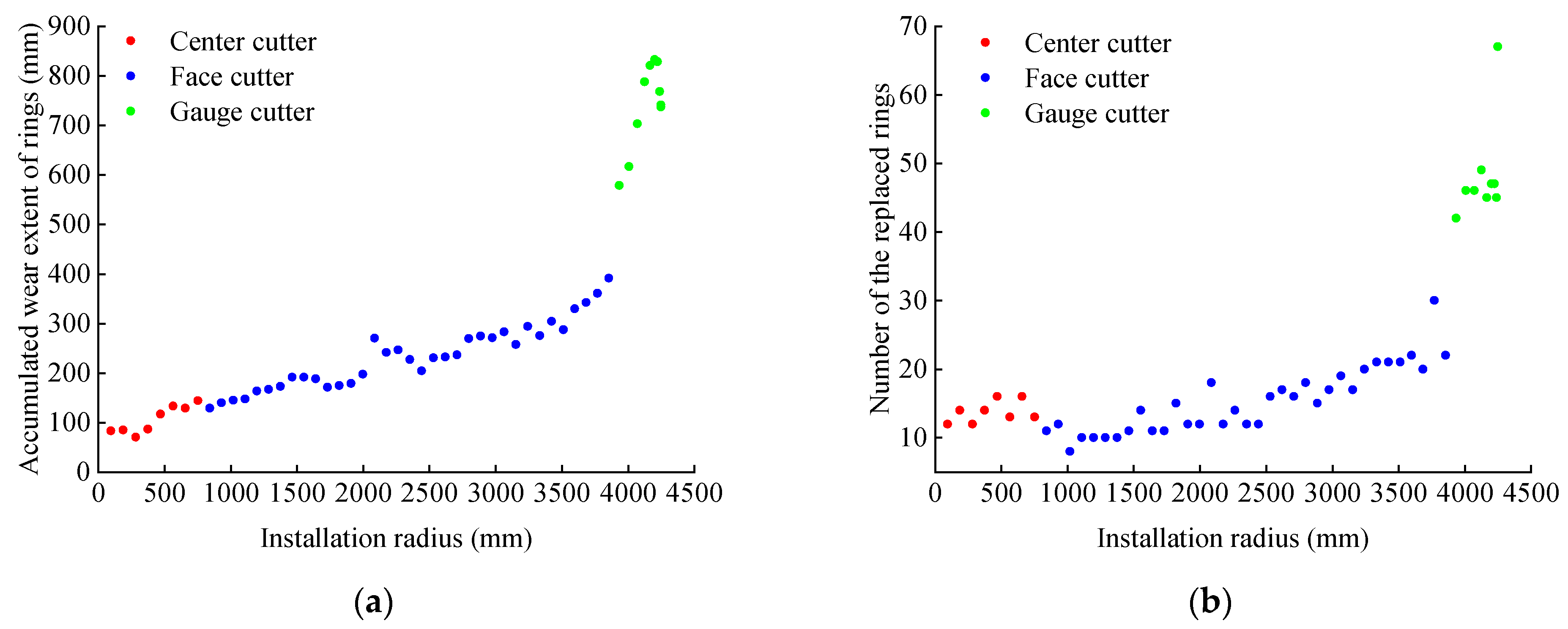
3.1. Analysis of Accumulated Wear Extent and Replacement Number of Cutter Rings with Different Installation Radii
3.2. Analysis of Wear Extent for Different Types of Disc Cutters
3.3. Analysis of Cutter Ring Replacements for Different Types of Disc Cutters
3.4. Analysis of Average Utilization Rate of Different Types of Disc Cutters
4. Developing a Cutter Life Prediction Model for Face Cutters
4.1. Selecting a Cutter Life Evaluation Index
4.2. Sensitivity Analysis
4.2.1. Grey Relational Analysis
4.2.2. Sensitivity Analysis of Cutter Ring Wear Rate to Intact Rock Parameters and TBM Tunneling Parameters
4.3. Development of a New Cutter Life Prediction Model
5. Conclusions
- (1)
- With increases in the installation radius, the accumulated wear extent showed a linearly increasing trend for both the center and the face cutter, while it increased first and then decreased for the gauge cutter, and the accumulated replacement number showed a linear growth trend for the face cutter.
- (2)
- The accumulated wear extent of the average single cutter position of the gauge cutter was about three times that of the face cutter and seven times that of the center cutter.
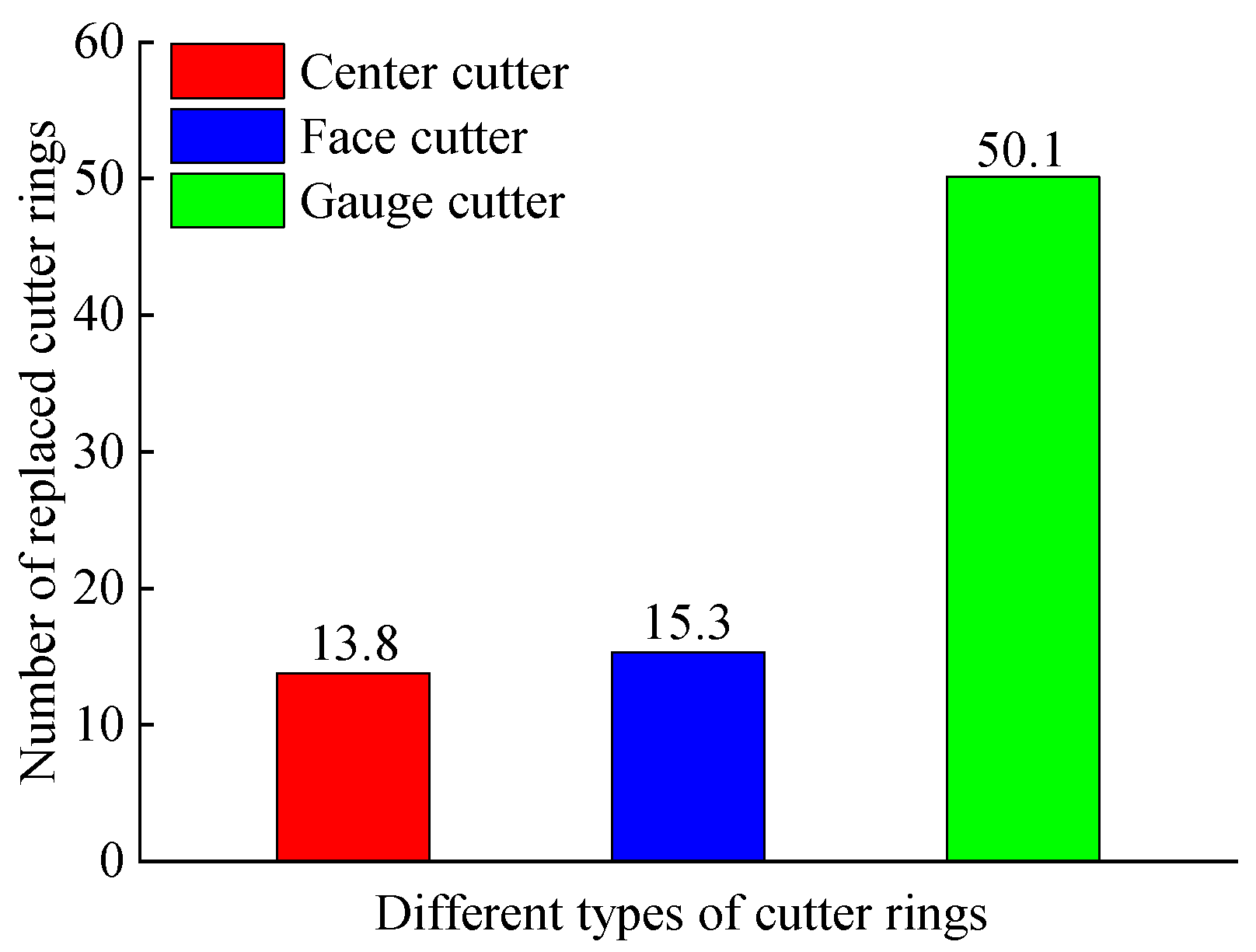
- (3)
- The numbers of replaced cutter rings for the average single cutter position of the center cutter and face cutter were comparable, and the number of replaced cutter rings for the average single cutter position of the gauge cutter was about 3–4 times that of the center cutter and face cutter.
- (4)
- The average utilization rate of the gauge cutter was the highest (80.97%), followed by the face cutter (44.20%), and that of the center cutter was the lowest (only 30.82%).
- (5)
- The sensitivity of the cutter ring wear rate of the face cutter to the intact rock parameters was in the following order: UCS, CAI, EQC, Q, and RAI, and that to the TBM tunneling parameters was in the following order: F, RPM, PR, T, and PRev. A prediction model (R2 = 0.964) for the cutter ring wear rate of the face cutter based on F, UCS, and RPM was established through multiple regression analysis.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Q.S.; Huang, X.; Gong, Q.M.; Du, L.J.; Pan, Y.C.; Liu, J.P. Application and development of hard rock TBM and its prospect in China. Tunn. Undergr. Space Technol. 2016, 57, 33–46. [Google Scholar] [CrossRef]
- Liu, Q.S.; Liu, J.P.; Pan, Y.C.; Kong, X.X.; Hong, K.R. A case study of TBM performance prediction using a Chinese rock mass classification system—Hydropower Classification (HC) method. Tunn. Undergr. Space Technol. 2017, 65, 140–154. [Google Scholar] [CrossRef]
- Liu, Q.S.; Liu, J.P.; Pan, Y.C.; Zhang, X.P.; Peng, X.X.; Gong, Q.M.; Du, L.J. A wear rule and cutter life prediction model of a 20-in. TBM cutter for granite: A case study of a water conveyance tunnel in China. Rock Mech. Rock Eng. 2017, 50, 1303–1320. [Google Scholar] [CrossRef]
- Liu, B.; Chen, L.; Li, S.C.; Song, J.; Xu, X.J.; Li, M.; Nie, L.C. Three-Dimensional Seismic Ahead-Prospecting Method and Application in TBM Tunneling. J. Geotech. Geoenviron. Eng. 2017, 143, 04017090. [Google Scholar] [CrossRef]
- Barzegari, G.; Khodayari, J.; Rostami, J. Evaluation of TBM cutter wear in naghadeh water conveyance tunnel and developing a new prediction model. Rock Mech. Rock Eng. 2021, 54, 6281–6297. [Google Scholar] [CrossRef]
- Jiang, Y.L.; Zeng, J.J.; Xu, C.J.; Xiong, F.Y.; Pan, Y.C.; Chen, X.S.; Lei, Z.X. Experimental study on TBM cutter penetration damage process of highly abrasive hard rock pre-cut by high-pressure water jet. Bull. Eng. Geol. Environ. 2022, 81, 511. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.Q.; Han, S.; Li, B. Big Data-Based Performance Analysis of Tunnel Boring Machine Tunneling Using Deep Learning. Buildings 2022, 12, 1567. [Google Scholar] [CrossRef]
- Wen, S.; Zhang, C.S. Experimental and simulation study on rock-breaking efficiency of disc cutters on composite rocks. Int. J. Rock Mech. Min. Sci. 2022, 153, 105089. [Google Scholar] [CrossRef]
- Liu, B.L.; Yang, H.Q.; Wang, G.L.; Gao, H.C.; Ren, J.X. Prediction of disc cutter wear considering the argillization effect. Int. J. Geomech. 2023, 23, 04023062. [Google Scholar] [CrossRef]
- Yu, H.G.; Qin, C.J.; Tao, J.F.; Liu, C.L.; Liu, Q.S. A multi-channel decoupled deep neural network for tunnel boring machine torque and thrust prediction. Tunn. Undergr. Space Technol. 2023, 133, 104949. [Google Scholar] [CrossRef]
- Liu, J.P.; He, T.K.; Zhou, Z.J.; Peng, X.X.; Pan, Y.C. Analysis and Enlightenment on the Relationships between Two Kinds of Cutter Life Evaluation Indexes and Installation Radius: A Case Study. Buildings 2024, 14, 1523. [Google Scholar] [CrossRef]
- Yang, T.T. Investigation on Disaster Mechanism of Diversion Tunnel Induced by Gripper TBM in Hydrokarst Erosion Stratum and Engineering Measures. Buildings 2024, 14, 625. [Google Scholar] [CrossRef]
- Ding, Y.; Hang, D.; Wei, Y.J.; Zhang, X.L.; Ma, S.Y.; Liu, Z.X.; Zhou, S.X.; Han, Z. Settlement prediction of existing metro induced by new metro construction with machine learning based on SHM data: A comparative study. J. Civ. Struct. Health Monit. 2023, 13, 1447–1457. [Google Scholar] [CrossRef]
- Ding, Y.; Wei, Y.J.; Xi, P.S.; Ang, P.P.; Han, Z. A long-term tunnel settlement prediction model based on BO-GPBE with SHM data. Smart Struct. Syst. 2024, 33, 17–26. [Google Scholar] [CrossRef]
- Liu, B.L.; Yang, H.Q.; Karekal, S. Reliability analysis of TBM disc cutters under different conditions. Undergr. Space 2021, 6, 142–152. [Google Scholar] [CrossRef]
- Hu, M.M.; Zhang, B.; Li, B.; Liu, B.; Cao, W.Z.; Xu, B. TBM-cutter rock-breaking effect and mechanism considering different cutting sequences. Bull. Eng. Geol. Environ. 2022, 81, 102. [Google Scholar] [CrossRef]
- Huang, X.; Liu, Q.S.; Shi, K.; Pan, Y.C.; Liu, J.P. Application and prospect of hard rock TBM for deep roadway construction in coal mines. Tunn. Undergr. Space Technol. 2018, 73, 105–126. [Google Scholar] [CrossRef]
- Huang, X.; Zhang, Q.T.; Liu, Q.S.; Liu, X.W.; Liu, B.; Wang, J.J.; Yin, X. A real-time prediction method for tunnel boring machine cutter-head torque using bidirectional long short-term memory networks optimized by multi-algorithm. J. Rock Mech. Geotech. Eng. 2022, 14, 798–812. [Google Scholar] [CrossRef]
- Elbaz, K.; Shen, S.L.; Zhou, A.N.; Yin, Z.Y.; Lyu, H.M. Prediction of Disc Cutter Life During Shield Tunneling with AI via the Incorporation of a Genetic Algorithm into a GMDH-Type Neural Network. Engineering 2021, 7, 238–251. [Google Scholar] [CrossRef]
- Yang, H.Q.; Liu, B.L.; Wang, Y.Q.; Li, C.C. Prediction model for normal and flat wear of disc cutters during TBM tunneling process. Int. J. Geomech. 2021, 21, 06021002. [Google Scholar] [CrossRef]
- Gao, B.Y.; Wang, R.R.; Lin, C.J.; Guo, X.; Liu, B.; Zhang, W.A. TBM penetration rate prediction based on the long short-term memory neural network. Undergr. Space 2021, 6, 718–731. [Google Scholar] [CrossRef]
- Wu, Z.J.; Wei, R.L.; Chu, Z.F.; Liu, Q.S. Real-time rock mass condition prediction with TBM tunneling big data using a novel rock-machine mutual feedback perception method. J. Rock Mech. Geotech. Eng. 2021, 13, 1311–1325. [Google Scholar] [CrossRef]
- Hou, S.K.; Liu, Y.R.; Yang, Q. Real-time prediction of rock mass classification based on TBM operation big data and stackingtechnique of ensemble learning. J. Rock Mech. Geotech. Eng. 2022, 14, 123–143. [Google Scholar] [CrossRef]
- Rong, X.N.; Lu, H.; Wang, M.Y.; Wen, Z.; Rong, X. Cutter wear evaluation from operational parameters in EPB tunneling of Chengdu Metro. Tunn. Undergr. Space Technol. 2019, 93, 103043. [Google Scholar] [CrossRef]
- Ge, Y.H.; Liu, Y.B.; Lin, P.; Xu, Z.H. Effects of rock properties on the wear of TBM disc cutter: A case study of the Yellow River diversion project, China. Int. J. Geomech. 2022, 22, 04022011. [Google Scholar] [CrossRef]
- Yang, H.Q.; Wang, H.; Zhou, X.P. Analysis on the Rock–Cutter Interaction Mechanism During the TBM Tunneling Process. Rock Mech. Rock Eng. 2016, 49, 1073–1090. [Google Scholar] [CrossRef]
- Zhang, X.P.; Ji, P.Q.; Liu, Q.S.; Liu, Q.; Zhang, Q.; Peng, Z.H. Physical and numerical studies of rock fragmentation subject to wedge cutter indentation in the mixed ground. Tunn. Undergr. Space Technol. 2018, 71, 354–365. [Google Scholar] [CrossRef]
- Wu, Q.W.; Zhou, X.L.; Pan, X.M. Cutting tool wear monitoring in milling processes by integrating deep residual convolution network and gated recurrent unit with an attention mechanism. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2023, 237, 1171–1181. [Google Scholar] [CrossRef]
- Ren, D.J.; Shen, S.L.; Arulrajah, A.; Cheng, W.C. Prediction model of TBM disc cutter wear during tunnelling in heterogeneous ground. Rock Mech. Rock Eng. 2018, 51, 3599–3611. [Google Scholar] [CrossRef]
- Karami, M.; Zare, S.; Rostami, J. Introducing an empirical model for prediction of disc cutter life for TBM application in jointed rocks: Case study, Kerman water conveyance tunnel. Bull. Eng. Geol. Environ. 2021, 80, 3853–3870. [Google Scholar] [CrossRef]
- Farrokh, E.; Kim, D.Y. A discussion on hard rock TBM cutter wear and cutterhead intervention interval length evaluation. Tunn. Undergr. Space Technol. 2018, 81, 336–357. [Google Scholar] [CrossRef]
- Hassanpour, J.; Rostami, J.; Zhao, J.; Azali, S.T. TBM performance and disc cutter wear prediction based on ten years experience of TBM tunnelling in Iran. Geomech. Tunn. 2015, 8, 239–247. [Google Scholar] [CrossRef]
- Geng, Q.; Bruland, A.; Macias, F.J. Analysis on the Relationship between Layout and Consumption of Face Cutters on Hard Rock Tunnel Boring Machines (TBMs). Rock Mech. Rock Eng. 2017, 51, 279–297. [Google Scholar] [CrossRef]
- Yang, J.H.; Zhang, X.P.; Ji, P.Q.; Liu, Q.S.; Lu, X.J.; Wei, J.P.; Qi, S.H.; Fang, H.G.; Fang, J.N.; Geng, Y.J. Analysis of disc cutter damage and consumption of TBM1 section on water conveyance tunnel at Lanzhou water source construction engineering. Tunn. Undergr. Space Technol. 2019, 85, 67–75. [Google Scholar] [CrossRef]
- Zhou, Z.L.; Tan, Z.S.; Li, Z.L.; Ma, D.; Zhang, L.L. TBM cutter wear under high-strength surrounding rock conditions: A case study from the second phase of the Northern Xinjiang water supply project. Rock Mech. Rock Eng. 2021, 54, 5023–5039. [Google Scholar] [CrossRef]
- Shi, M.L.; Hu, W.F.; Li, M.X.; Zhang, J.; Song, X.G.; Sun, W. Ensemble regression based on polynomial regression-based decision tree and its application in the in-situ data of tunnel boring machine. Mech. Syst. Signal Proc. 2023, 188, 110022. [Google Scholar] [CrossRef]
- Wang, L.H.; Kang, Y.H.; Cai, Z.X.; Zhan, Q.; Zhao, Y.; Zhao, H.F.; Su, P.C. The energy method to predict disc cutter wear extent for hard rock TBMs. Tunn. Undergr. Space Technol. 2012, 28, 183–191. [Google Scholar] [CrossRef]
- Wang, L.H.; Kang, Y.L.; Zhao, X.J.; Zhang, Q. Disc cutter wear prediction for a hard rock TBM cutterhead based on energy analysis. Tunn. Undergr. Space Technol. 2015, 50, 324–333. [Google Scholar] [CrossRef]
- Wang, L.H.; Li, H.P.; Zhao, X.J.; Zhang, Q. Development of a prediction model for the wear evolution of disc cutters on rock TBM cutterhead. Tunn. Undergr. Space Technol. 2017, 67, 147–157. [Google Scholar] [CrossRef]
- Hassanpour, J. Development of an empirical model to estimate disc cutter wear for sedimentary and low to medium grade metamorphic rocks. Tunn. Undergr. Space Technol. 2018, 75, 90–99. [Google Scholar] [CrossRef]
- Sun, Z.C.; Zhao, H.L.; Hong, K.R.; Chen, K.; Zhou, J.J.; Li, F.Y.; Zhang, B.; Song, F.L.; Yang, Y.D.; He, R.Y. A practical TBM cutter wear prediction model for disc cutter life and rock wear ability. Tunn. Undergr. Space Technol. 2019, 85, 92–99. [Google Scholar] [CrossRef]
- Su, W.L.; Li, X.G.; Jin, D.L.; Yang, Y.; Qin, R.C.; Wang, X.Y. Analysis and prediction of TBM disc cutter wear when tunneling in hard rock strata: A case study of a metro tunnel excavation in Shenzhen, China. Wear 2020, 446–447, 203190. [Google Scholar] [CrossRef]
- Lan, H.; Xia, Y.M.; Miao, B.; Fu, J.; Ji, Z.Y. Prediction model of wear rate of inner disc cutter of engineering in Yinsong, Jilin. Tunn. Undergr. Space Technol. 2020, 99, 103338. [Google Scholar] [CrossRef]
- Karami, M.; Zare, S.; Rostami, J. Tracking of disc cutter wear in TBM tunneling: A case study of Kerman water conveyance tunnel. Bull. Eng. Geol. Environ. 2021, 80, 201–219. [Google Scholar] [CrossRef]
- Yu, H.G.; Tao, J.F.; Huang, S.; Qin, C.J.; Xiao, D.Y.; Liu, C.L. A field parameters-based method for real-time wear estimation of disc cutter on TBM cutterhead. Autom. Constr. 2021, 124, 103603. [Google Scholar] [CrossRef]
- She, L.; Zhang, S.R.; Wang, C.; Li, Y.L.; Du, M. A new method for wear estimation of TBM disc cutter based on energy analysis. Tunn. Undergr. Space Technol. 2023, 131, 104840. [Google Scholar] [CrossRef]
- Zhang, F.Q.; Xu, F.L.; Zhou, X.L.; Ding, K.; Shao, S.J.; Du, C.; Leng, J.W. Data-driven and knowledge-guided prediction model of milling tool life grade. Int. J. Comput. Integr. Manuf. 2023, 37, 669–684. [Google Scholar] [CrossRef]
- Yang, Y.D.; Hong, K.R.; Sun, Z.C.; Chen, K.; Li, F.Y.; Zhou, J.J.; Zhang, B. The derivation and validation of TBM disc cutter wear prediction model. Geotech. Geol. Eng. 2018, 36, 3391–3398. [Google Scholar] [CrossRef]
- Deng, J.L. Gray Theory Foundation, 1st ed.; Huazhong University of Science and Technology Press: Wuhan, China, 2002. [Google Scholar]
- Zhang, W.T.; Dong, W. Advanced Course of SPSS Statistical Analysis, 3rd ed.; Higher Education Press: Beijing, China, 2018. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Parameter | Design Value |
|---|---|
| TBM model | Robbins MB280 (Robbins Co., Solon, OH, USA) |
| TBM diameter (m) | 8.5 |
| Cutterhead power (kW) | 3300 |
| Cutterhead nominal torque (kN·m) | 6713 |
| Cutterhead nominal thrust (kN) | 16,509.5 |
| Maximum allowable thrust (kN) | 20,491 at 345 bar |
| Rotational speed (rpm) | 0–6.9 |
| Thrust cylinder stroke (mm) | 1829 |
| Conveyor capacity (t/h) | 2196 |
| Cutter Number | 1–8 | 9–43 | 44–46 | 47–51 | 52–53 |
|---|---|---|---|---|---|
| Allowable wear limit (mm) | 25 | 35 | 25 | 19 | 12 |
| Date: | Mileage: | Maintenance Start Time: | Maintenance End Time: | Recorder: | ||
|---|---|---|---|---|---|---|
| Cutter Position № | Disc Cutter Number | Reason | Wear Extent (mm) | |||
| Detachment | Installation | Detachment | Installation | |||
| 1 | ||||||
| 3 | ||||||
| 2 | ||||||
| 4 | ||||||
| 5 | ||||||
| 7 | ||||||
| 6 | ||||||
| 8 | ||||||
| 9 | ||||||
| 10 | ||||||
| … | ||||||
| … | ||||||
| 52 | ||||||
| 53 | ||||||
| № | Chainage (m) | Intact Rock Parameters | TBM Tunneling Parameters | K (mm/m) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UCS (MPa) | Q (%) | EQC (%) | CAI | RAI | PR (m/h) | F (kN) | T (kN·m) | RPM (r/min) | PRev (mm/r) | |||
| 1 | 2581 | 95 | 27 | 44 | 4.2 | 43 | 2.50 | 17,915 | 2600 | 5.92 | 7.01 | 1.23374 × 10−5 |
| 2 | 2923 | 90 | 19 | 43 | 4.0 | 38 | 2.47 | 18,138 | 2470 | 5.87 | 7.00 | 1.31062 × 10−5 |
| 3 | 4272 | 65 | 19 | 39 | 3.8 | 25 | 1.87 | 18,115 | 1969 | 6.19 | 5.01 | 9.31849 × 10−6 |
| 4 | 4491 | 55 | 12 | 27 | 4.0 | 15 | 3.31 | 18,437 | 2525 | 5.73 | 7.70 | 1.19706 × 10−5 |
| 5 | 5283 | 65 | 17 | 37 | 4.3 | 25 | 2.94 | 18,768 | 2839 | 6.36 | 7.63 | 1.01884 × 10−5 |
| 6 | 5828 | 85 | 24 | 39 | 4.3 | 33 | 2.23 | 19,219 | 2348 | 6.15 | 6.04 | 1.34693 × 10−5 |
| 7 | 6740 | 35 | 12 | 27 | 2.9 | 10 | 3.11 | 16,916 | 2821 | 6.20 | 8.35 | 5.69578 × 10−6 |
| 8 | 7298 | 80 | 14 | 35 | 4.0 | 29 | 2.69 | 18,807 | 2704 | 6.20 | 6.74 | 1.27790 × 10−5 |
| 9 | 7588 | 65 | 30 | 49 | 4.5 | 32 | 2.81 | 17,988 | 5517 | 6.14 | 7.50 | 1.01972 × 10−5 |
| 10 | 8530 | 40 | 24 | 28 | 1.8 | 12 | 2.93 | 16,647 | 2576 | 6.08 | 7.96 | 4.27676 × 10−6 |
| 11 | 8592 | 45 | 9 | 22 | 2.6 | 10 | 2.65 | 15,774 | 2545 | 6.03 | 9.10 | 4.23748 × 10−6 |
| 12 | 10,191 | 75 | 13 | 32 | 4.0 | 24 | 2.68 | 17,884 | 2810 | 6.08 | 7.28 | 8.93241 × 10−6 |
| Unstandardized Coefficients | Standardized Coefficients | t | p | Collinearity Diagnosis | |||
|---|---|---|---|---|---|---|---|
| B | SE | Beta | VIF | Tolerance | |||
| Constant | −6.620 × 10−6 | 0.000 | −0.783 | 0.456 | |||
| UCS (MPa) | 6.097 × 10−8 | 0.000 | 0.357 | 3.703 | 0.006 | 2.057 | 0.486 |
| F (kN) | 2.304 × 10−9 | 0.000 | 0.680 | 7.105 | 0.000 | 2.032 | 0.492 |
| RPM (r/min) | −4.758 × 10−6 | 0.000 | −0.242 | −3.381 | 0.010 | 1.136 | 0.880 |
| R squared | 0.964 | ||||||
| Adjusted R squared | 0.950 | ||||||
| F-test | F (3,8) = 71.041, p = 0.000 | ||||||
| D-W | 2.047 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; He, T.; Peng, X.; Pan, Y. Evaluation of TBM Cutter Wear in Granite and Developing a Cutter Life Prediction Model for Face Cutters Based on Field Data: A Case Study. Buildings 2024, 14, 2453. https://doi.org/10.3390/buildings14082453
Liu J, He T, Peng X, Pan Y. Evaluation of TBM Cutter Wear in Granite and Developing a Cutter Life Prediction Model for Face Cutters Based on Field Data: A Case Study. Buildings. 2024; 14(8):2453. https://doi.org/10.3390/buildings14082453
Chicago/Turabian StyleLiu, Jianping, Tiankui He, Xingxin Peng, and Yucong Pan. 2024. "Evaluation of TBM Cutter Wear in Granite and Developing a Cutter Life Prediction Model for Face Cutters Based on Field Data: A Case Study" Buildings 14, no. 8: 2453. https://doi.org/10.3390/buildings14082453
APA StyleLiu, J., He, T., Peng, X., & Pan, Y. (2024). Evaluation of TBM Cutter Wear in Granite and Developing a Cutter Life Prediction Model for Face Cutters Based on Field Data: A Case Study. Buildings, 14(8), 2453. https://doi.org/10.3390/buildings14082453