



Apparent Influence of Anhydrite in High-Calcium Fly Ash on Compressive Strength of Concrete


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
2.1.1. Fly Ash
2.1.2. Other Materials
2.2. Testing Procedures
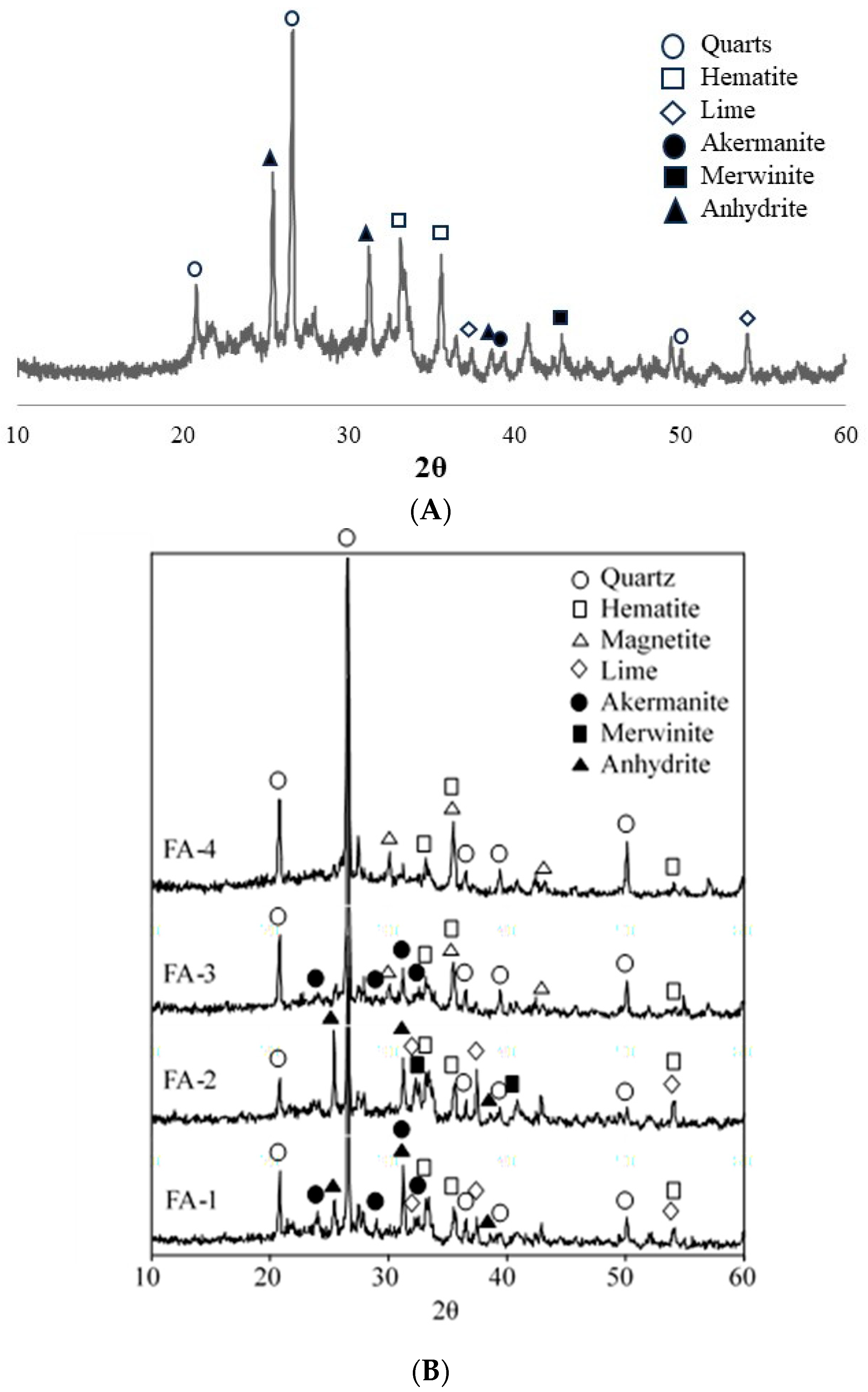
2.2.1. X-ray Diffraction
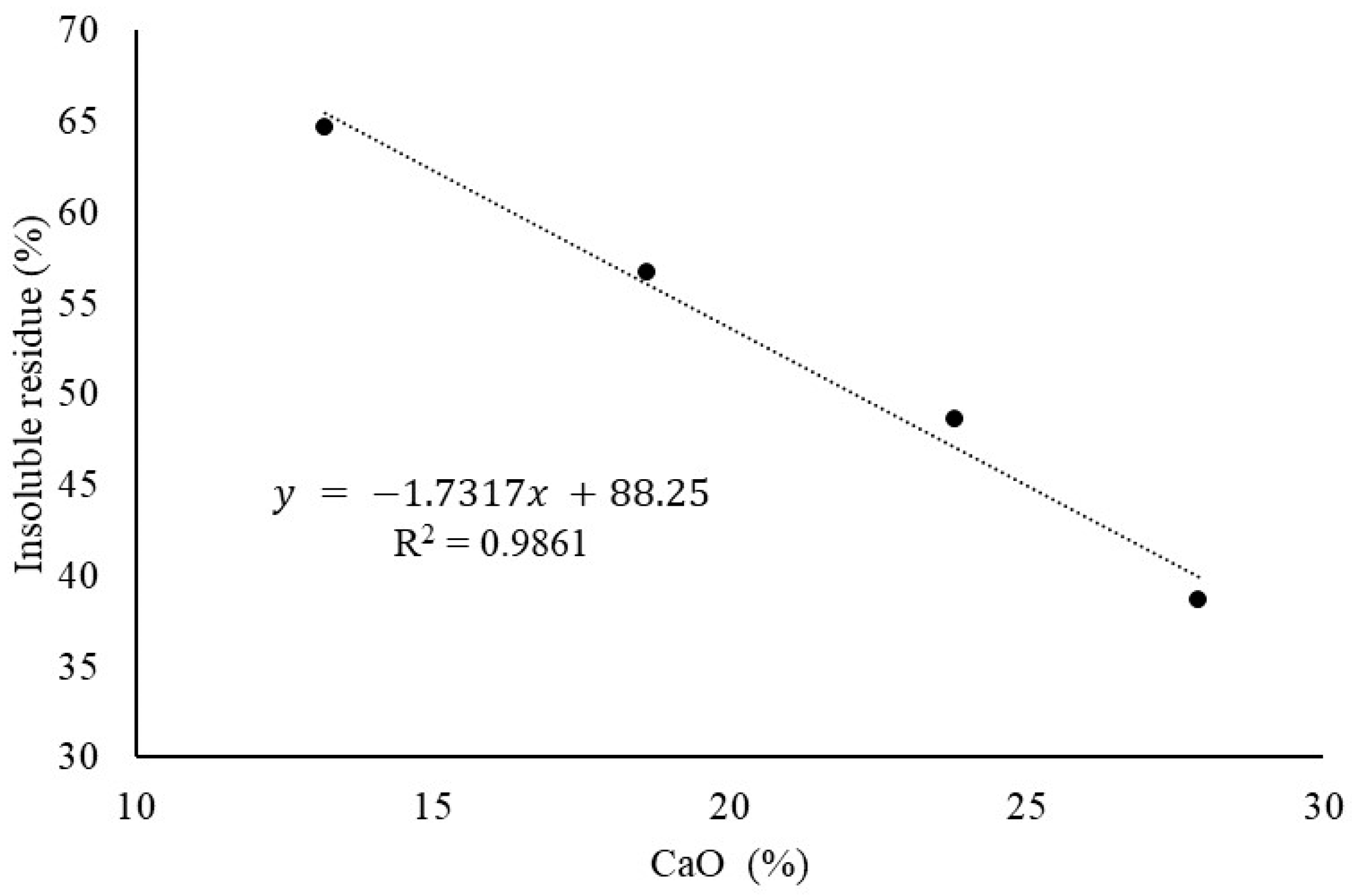
2.2.2. Insoluble Residues and Other Properties
2.2.3. Specimen Preparation and Testing
3. Results and Discussion
3.1. Mineral Composition and Other Properties of Fly Ashes
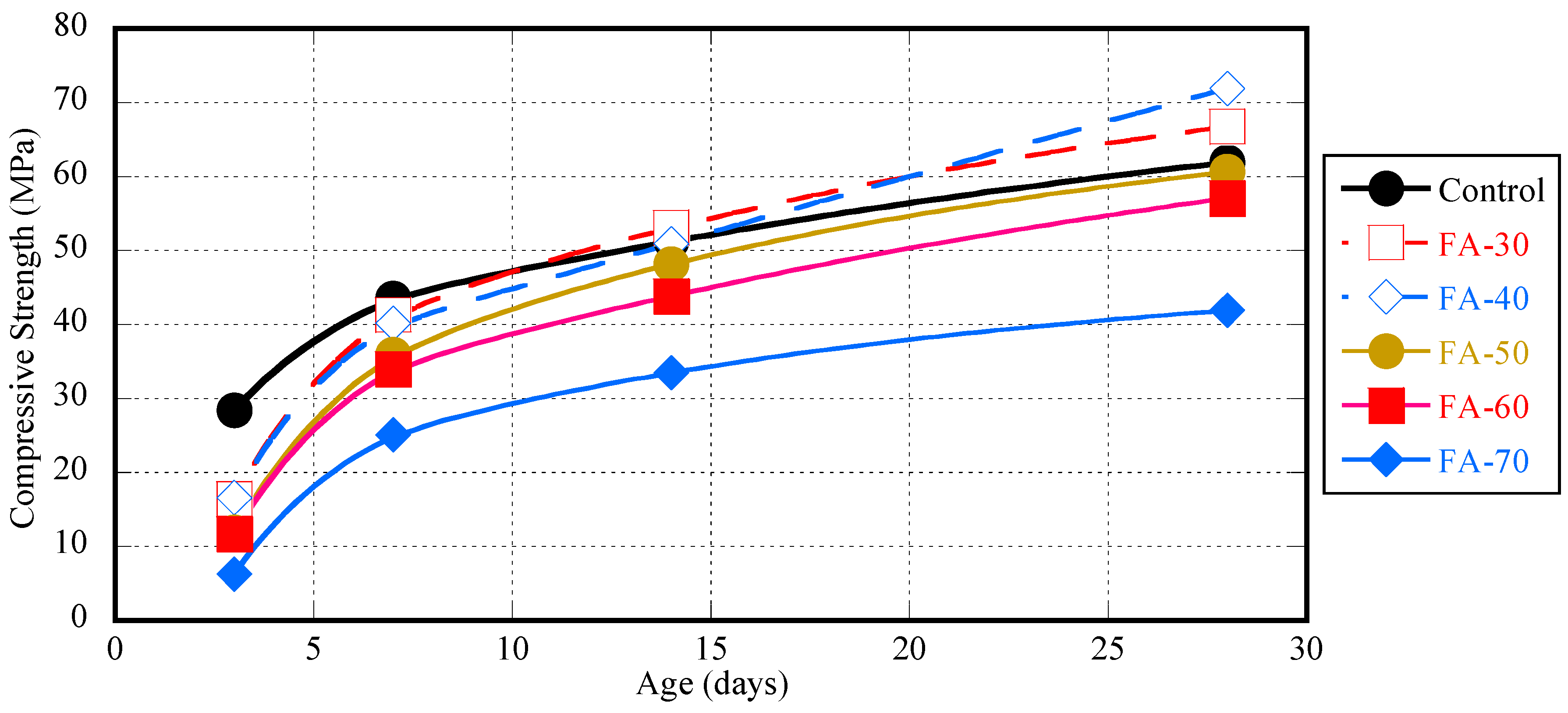
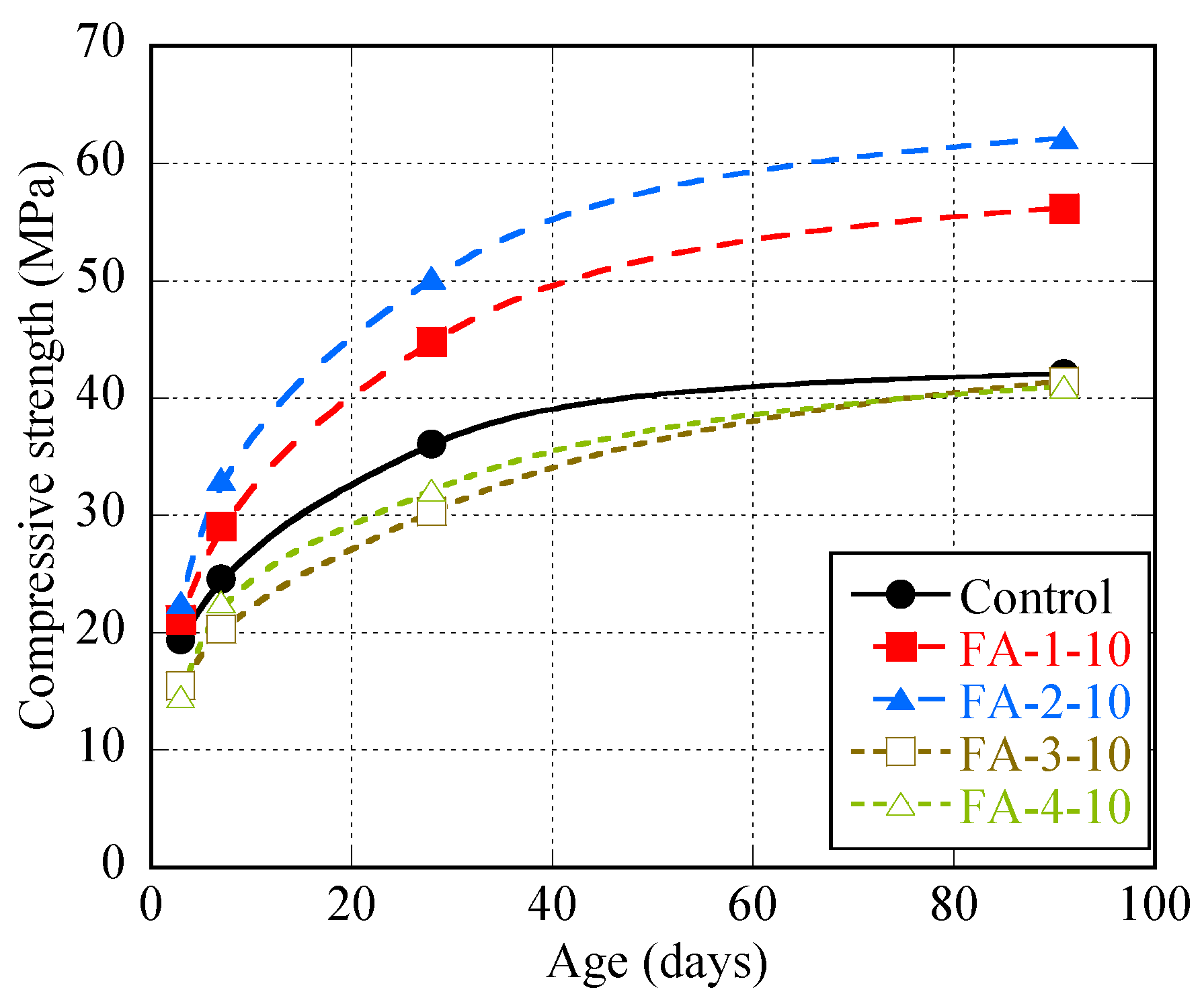
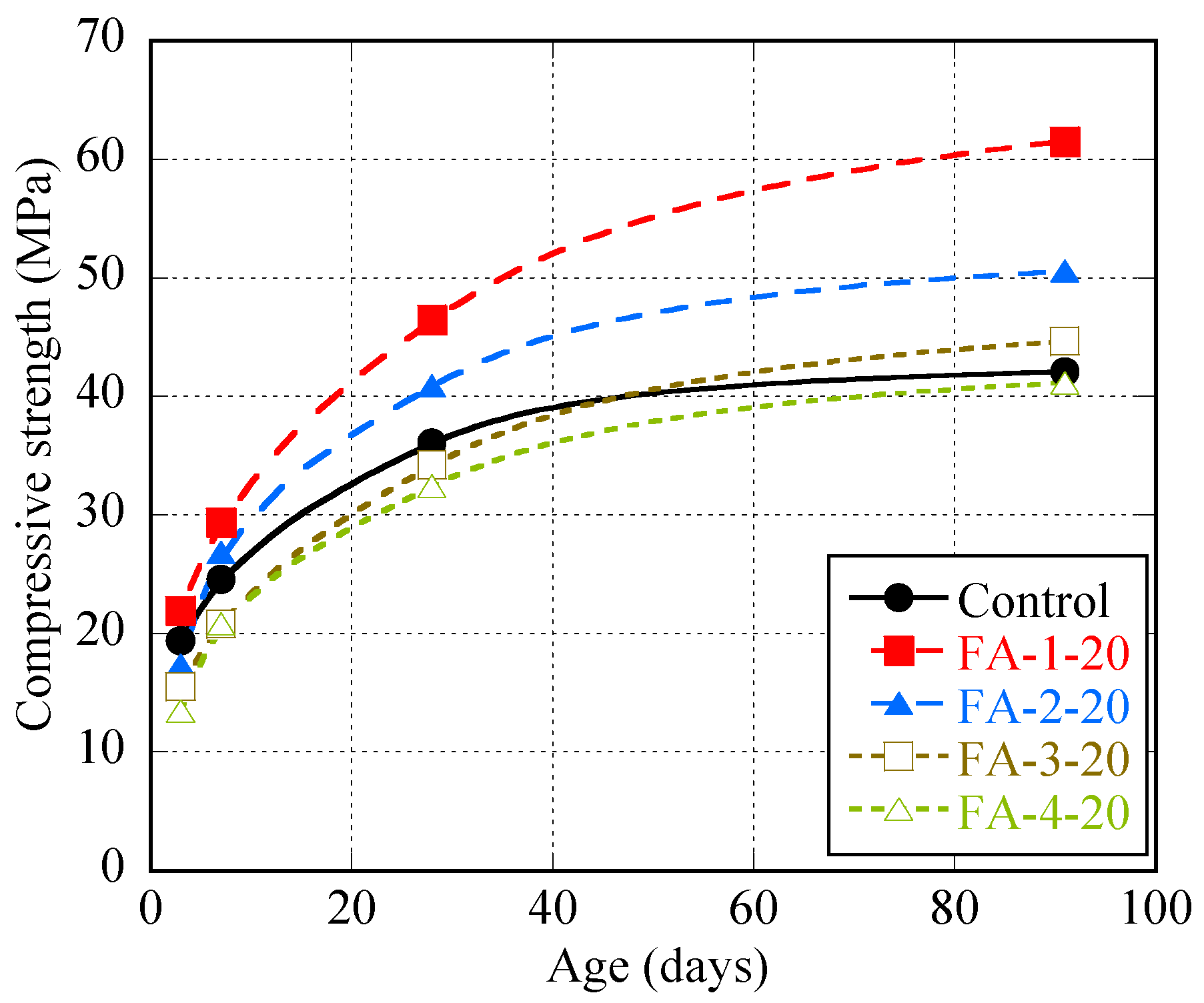
3.2. Compressive Strength
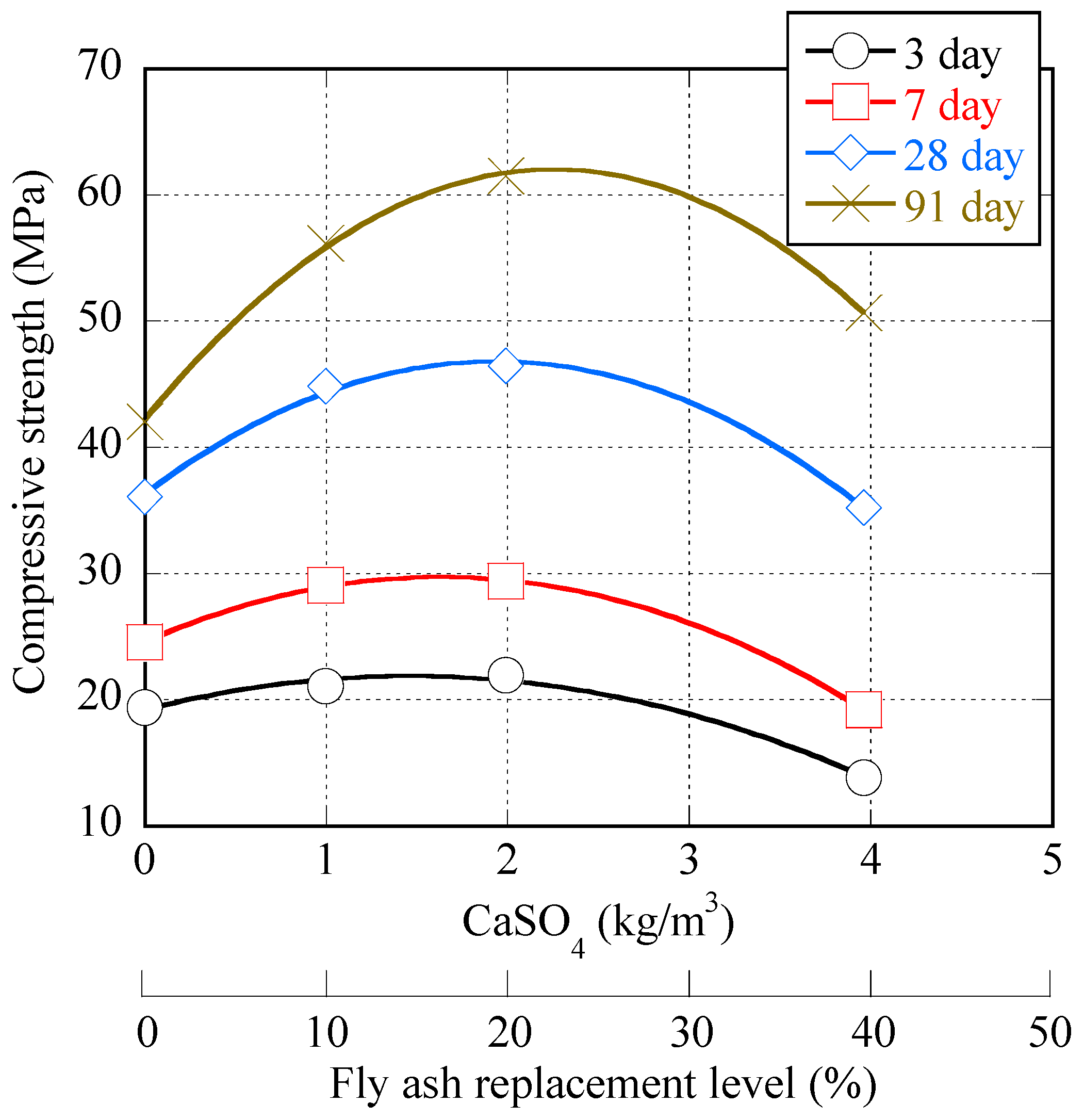
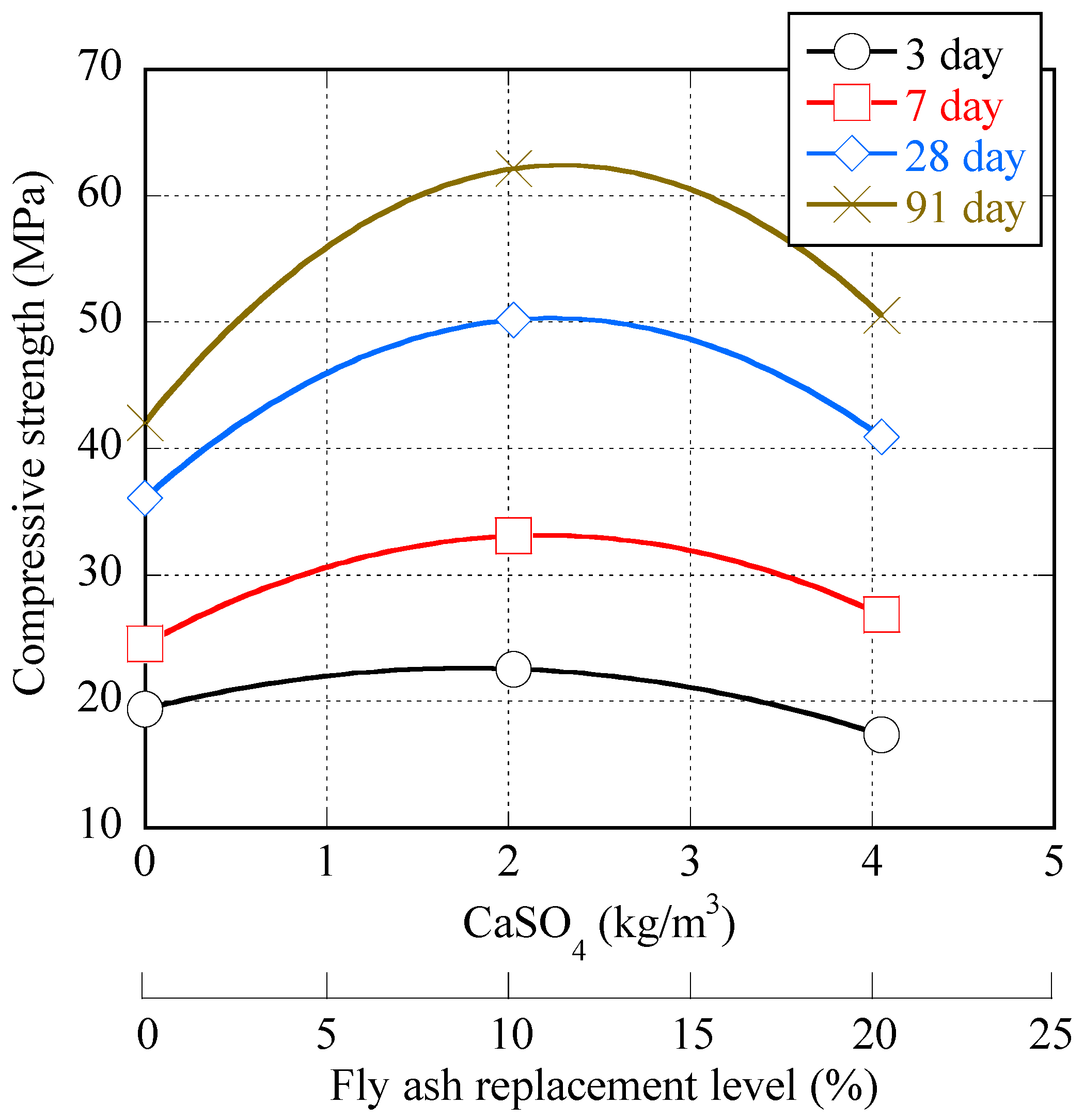
3.3. Optimum Amount of Anhydrite
4. Conclusions
- It is possible to achieve a compressive strength nearly equal to the control at a late age beyond 14 days if fly ash containing a high amount of CaO and SO3 is used, up to a replacement level of 60%.
- The replacement levels of up to 20% of fly ash give higher strength than control concrete at all ages except the third day when fly ash containing anhydrite is used.
- When the CaO content is high, insoluble residue is low, showing high cementitious properties.
- The compressive strength increases with an increasing fly ash replacement ratio when anhydrite-rich ash is used, but strength decreases when the replacement level exceeds a certain point. The optimal amount of anhydrite was 2 ± 0.5 kg/m3 of concrete.
- This case study shows that anhydrite-rich fly ash is stronger than concrete-containing anhydrite-free fly ash even at early ages. However, this phenomenon is apparent. The factors behind this observation are still under investigation but may include anhydrite being an indirect indicator of other influential factors for producing high performances.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pushpalal, D.; Danzandorj, S.; Narantogtokh, B.; Nishiwaki, T.; Sashka, U.; Erdenebat, S.; Sambuu, C. Freezing-Thawing Durability and Chemical Characteristics of Air-Entrained Sustainable Concrete Incorporated High-Calcium Fly Ash in High-Volume. J. Build. Eng. 2024, 89, 109307. [Google Scholar] [CrossRef]
- Yamamoto, T. Formulation optimization and proposal of Assessed Pozzolanic-activity Index (API) method for rapid evaluation of pozzolanic activity of fly ash. Constr. Build. Mater. 2024, 432, 136394. [Google Scholar] [CrossRef]
- Japan Fly Ash Association (Ed.) Coal Ash Handbook; Japan Fly Ash Association: Tokyo, Japan, 2021. (In Japanese) [Google Scholar]
- Bowen, B.H.; Irwin, M.W. Indiana Center for Coal Technology Research COAL CHARACTERISTICS CCTR Basic Facts File # 8; Purdue University: West Lafayette, IN, USA, 2008; pp. 1–28. [Google Scholar]
- McCarthy, G.J.; Swanson, K.D.; Keller, L.P.; Blatter, W.C. Mineralogy of Western Fly Ash. Cem. Concr. Res. 1984, 14, 471–478. [Google Scholar] [CrossRef]
- Jia, R.; Liu, J.; Han, Q.; Zhao, S.; Shang, N.; Tang, P.; Zhang, Y. Mineral Matter Transition in Lignite during Ashing Process: A Case Study of Early Cretaceous Lignite from the Hailar Basin, Inner Mongolia, China. Fuel 2022, 328, 125252. [Google Scholar] [CrossRef]
- Ravina, D.; Mehta, P.K. Compressive Strength of Low Cement/High Fly Ash Concrete. Cem. Concr. Res. 1988, 18, 571–583. [Google Scholar] [CrossRef]
- Ravina, D.; Mehta, P.K. Properties of Fresh Concrete Containing Large Amounts of Fly Ash. Cem. Concr. Res. 1986, 16, 227–238. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, W.; Shang, L. Mechanical Properties of High Performance Concrete Made with High Calcium High Sulfate Fly Ash. Cem. Concr. Res. 1997, 27, 1093–1098. [Google Scholar] [CrossRef]
- Zahedi, M.; Jafari, K.; Rajabipour, F. Properties and Durability of Concrete Containing Fluidized Bed Combustion (FBC) Fly Ash. Constr. Build. Mater. 2020, 258, 119663. [Google Scholar] [CrossRef]
- He, P.; Zhang, X.; Chen, H.; Zhang, Y. Waste-to-Resource Strategies for the Use of Circulating Fluidized Bed Fly Ash in Construction Materials: A Mini Review. Powder Technol. 2021, 393, 773–785. [Google Scholar] [CrossRef]
- Hanisková, D.; Bartoníčková, E.; Koplík, J.; Opravil, T. The Ash from Fluidized Bed Combustion as a Donor of Sulfates to the Portland Clinker. Procedia Eng. 2016, 151, 394–401. [Google Scholar] [CrossRef]
- Sebök, T.; Šimoník, J.; Kulísek, K. The Compressive Strength of Samples Containing Fly Ash with High Content of Calcium Sulfate and Calcium Oxide. Cem. Concr. Res. 2001, 31, 1101–1107. [Google Scholar] [CrossRef]
- Shen, Y.; Qian, J.; Zhang, Z. Investigations of Anhydrite in CFBC Fly Ash as Cement Retarders. Constr. Build. Mater. 2013, 40, 672–678. [Google Scholar] [CrossRef]
- Poon, C.S.; Kou, S.C.; Lam, L.; Lin, Z.S. Activation of Fly Ash/Cement Systems Using Calcium Sulfate Anhydrite (CaSO4). Cem. Concr. Res. 2001, 31, 873–881. [Google Scholar] [CrossRef]
- Avid, B.; Purevsuren, B.; Born, M.; Dugarjav, J.; Davaajav, Y.; Tuvshinjargal, A. Pyrolysis and TG Analysis of Shivee Ovoo Coal from Mongolia. J. Therm. Anal. Calorim. 2002, 68, 877–885. [Google Scholar] [CrossRef]
- ASTM C618-17a; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2017.
- Temuujin, J.; Minjigmaa, A.; Davaabal, B.; Bayarzul, U.; Ankhtuya, A.; Jadambaa, T.; Mackenzie, K.J.D. Utilization of Radioactive High-Calcium Mongolian Flyash for the Preparation of Alkali-Activated Geopolymers for Safe Use as Construction Materials. Ceram. Int. 2014, 40, 16475–16483. [Google Scholar] [CrossRef]
- Kashima, H. Study on Effective Utilization of Fly Ash in Mongolia: Focusing on Technology Development and Local Adaptability. Doctoral Thesis, Tohoku University, Sendai, Japan, 2016. (In Japanese). [Google Scholar]
- Suzuki, A.; Pushpalal, D.; Kashima, H. An Appraisal of Compressive Strength of Concrete Incorporated with Chemically Different Fly Ashes. Open Civ. Eng. J. 2020, 14, 188–199. [Google Scholar] [CrossRef]
- Pushpalal, D.; Danzandorj, S.; Bayarjavkhlan, N.; Nishiwaki, T.; Yamamoto, K. Compressive Strength Development and Durability Properties of High-Calcium Fly Ash Incorporated Concrete in Extremely Cold Weather. Constr. Build. Mater. 2022, 316, 125801. [Google Scholar] [CrossRef]
- Alyeksandr, A.; Bai, Z.; Bai, J.; Janchig, N.; Barnasan, P.; Feng, Z.; Hou, R.; He, C. Thermal Behavior of Mongolian Low-Rank Coals during Pyrolysis. Carbon Resour. Convers. 2021, 4, 19–27. [Google Scholar] [CrossRef]
- JIS R5202; Methods for Chemical Analysis of Cement. Japanese Standards Association: Tokyo, Japan, 2018. (In Japanese)
- JIS A6201; Fly Ash for Concrete (Standard Specification). Japanese Industrial Standards Committee: Tokyo, Japan, 2015. (In Japanese)
- JIS R5201; Physical Testing Methods for Cement. Japanese Standards Association: Tokyo, Japan, 2015. (In Japanese)
- JCAS Ⅰ-01:1997; Method for Quantifying Free Calcium Oxide. Japan Cement Association: Tokyo, Japan, 1997. (In Japanese)
- JIS A1101; Method of Test for Slump of Concrete (Standard Specification). Japanese Standards Association: Tokyo, Japan, 2020. (In Japanese)
- JIS A1108; JIS A 1108 Method of Test for Compressive Strength of Concrete. Japanese Standards Association: Tokyo, Japan, 2018. (In Japanese)
- Kiattikomol, K.; Jaturapitakkul, C.; Tangpagasit, J. Effect of Insoluble Residue on Properties of Portland Cement. Cem. Concr. Res. 2000, 30, 1209–1214. [Google Scholar] [CrossRef]
- Hanehara, S.; Tomosawa, F.; Kobayakawa, M.; Hwang, K.R. Effects of Water/Powder Ratio, Mixing Ratio of Fly Ash, and Curing Temperature on Pozzolanic Reaction of Fly Ash in Cement Paste. Cem. Concr. Res. 2001, 31, 31–39. [Google Scholar] [CrossRef]
- Ji, X.; Takasu, K.; Suyama, H.; Koyamada, H. The Effects of Curing Temperature on CH-Based Fly Ash Composites. Materials 2023, 16, 2645. [Google Scholar] [CrossRef] [PubMed]
- Taniguchi, M.; Sagawa, T.; Katsura, O. Research on Reaction Rate of Fly Ash; Japan Concrete Institute: Tokyo, Japan, 2007; pp. 189–194. (In Japanese) [Google Scholar]
- Papayianni, J. Use of a High-Calcium Fly Ash in Blended Type Cement Production. Cem. Concr. Compos. 1993, 15, 231–235. [Google Scholar] [CrossRef]
- Goswami, A.P. Determining Physico-Chemical Parameters for High Strength Ambient Cured Fly Ash-Based Alkali-Activated Cements. Ceram. Int. 2021, 47, 29109–29119. [Google Scholar] [CrossRef]
- Enders, M. Microanalytical Characterization (AEM) of Glassy Spheres and Anhydrite from a High-Calcium Lignite Fly Ash from Germany. Cem. Concr. Res. 1995, 25, 1369–1377. [Google Scholar] [CrossRef]
- Zhou, M.; Chen, P.; Chen, X.; Ge, X.; Wang, Y. Study on Hydration Characteristics of Circulating Fluidized Bed Combustion Fly Ash (CFBCA). Constr. Build. Mater. 2020, 251, 118993. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Fly Ash | Chemical Composition (wt%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | SO3 | MgO | Na2O | K2O | TiO2 | MnO | |
| FA-0 | 30.2 | 10.7 | 5.8 | 33.7 | 8.2 | 6.4 | 1.3 | 0.7 | 0.5 | 1.0 |
| FA-1 | 43.4 | 12.4 | 7.1 | 23.8 | 4.2 | 4.6 | 0.9 | 1.1 | 0.8 | 0.5 |
| FA-2 | 38.1 | 11.7 | 7.3 | 27.9 | 5.2 | 5.2 | 1.2 | 0.9 | 0.6 | 0.6 |
| FA-3 | 47.2 | 14.2 | 12.0 | 18.6 | 1.2 | 2.2 | 0.6 | 1.1 | 0.6 | 0.3 |
| FA-4 | 53.1 | 14.4 | 12.8 | 13.2 | 1.2 | 1.6 | 0.4 | 1.4 | 0.6 | 0.4 |
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | SO3 | Insoluble Residue | Loss on Ignition | Total |
|---|---|---|---|---|---|---|---|---|---|---|
| 19.69 | 5.63 | 3.88 | 59.13 | 1.2 | 1.15 | 0.2 | 2.19 | 3.74 | 3.19 | 100 |
| C3S | C2S | C3A | C4AF | Gypsum | Free-CaO | Total |
|---|---|---|---|---|---|---|
| 41.75 | 25.20 | 8.36 | 11.81 | 4.00 | 1.45 | 92.75 |
| Mix Index | Type of FA | W/B (%) | FA/B (%) | Unit Weight (kg/m3) | |||||
|---|---|---|---|---|---|---|---|---|---|
| W | C | FA | S | G | SP | ||||
| Control | - | 35 | 0 | 136 | 389 | 0 | 994 | 961 | 6.8 |
| FA-0-30 | FA-0 | 35 | 30 | 133 | 266 | 114 | 971 | 938 | 6.8 |
| FA-0-40 | FA-0 | 35 | 40 | 132 | 226 | 151 | 964 | 931 | 6.8 |
| FA-0-50 | FA-0 | 35 | 50 | 131 | 187 | 187 | 956 | 924 | 6.8 |
| FA-0-60 | FA-0 | 35 | 60 | 130 | 148 | 223 | 949 | 917 | 6.8 |
| FA-0-70 | FA-0 | 35 | 70 | 129 | 111 | 258 | 942 | 910 | 6.8 |
| Mix Index | Type of FA | W/B (%) | FA/B (%) | Unit Weight (kg/m3) | |||||
|---|---|---|---|---|---|---|---|---|---|
| W | C | FA | S | G | SP | ||||
| Control | - | 46 | 0 | 164 | 356 | 0 | 1001 | 878 | 5.0 |
| FA-1-10 | FA-1 | 46 | 10 | 164 | 320 | 36 | 999 | 878 | 5.0 |
| FA-1-20 | FA-1 | 46 | 20 | 163 | 284 | 71 | 996 | 875 | 4.9 |
| FA-1-40 | FA-1 | 46 | 40 | 162 | 212 | 141 | 991 | 871 | 4.9 |
| FA-2-10 | FA-2 | 46 | 10 | 164 | 320 | 36 | 999 | 878 | 5.5 |
| FA-2-20 | FA-2 | 46 | 20 | 164 | 284 | 71 | 997 | 876 | 5.2 |
| FA-3-10 | FA-3 | 46 | 10 | 164 | 320 | 36 | 999 | 878 | 5.5 |
| FA-3-20 | FA-3 | 46 | 20 | 163 | 284 | 71 | 996 | 876 | 5.2 |
| FA-3-40 | FA-3 | 46 | 40 | 163 | 212 | 141 | 992 | 871 | 5.1 |
| FA-4-10 | FA-4 | 46 | 10 | 164 | 320 | 36 | 999 | 878 | 5.7 |
| FA-4-20 | FA-4 | 46 | 20 | 163 | 284 | 71 | 997 | 876 | 5.7 |
| Measured Item | Type of Fly Ash | |||
|---|---|---|---|---|
| FA-1 | FA-2 | FA-3 | FA-4 | |
| Quartz (wt%) | 13.4 | 8.4 | 18.4 | 21.2 |
| Hematite (wt%) | 4.5 | 3.6 | 1.7 | 1.6 |
| Magnetite (wt%) | - | - | 1.8 | 3.3 |
| Lime (wt%) | 0.7 | 1.9 | - | - |
| Akermanite (wt%) | 8.7 | - | 6.0 | - |
| Merwinite (wt%) | - | 6.9 | - | - |
| Anhydrite (wt%) | 2.8 | 5.7 | - | - |
| Glass Phase (wt%) | 67.1 | 72.7 | 70.6 | 73.4 |
| Insoluble residue (wt%) | 48.6 | 38.6 | 56.6 | 64.6 |
| Loss on ignition (wt%) | 0.8 | 0.8 | 1.5 | 0.5 |
| Specific gravity | 2.5 | 2.6 | 2.5 | 2.5 |
| Blaine specific surface area (cm2/g) | 3746 | 5946 | 5770 | 7241 |
| Average particle size (μm) | 35.9 | 18.4 | 19.8 | 8.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pushpalal, D.; Kashima, H. Apparent Influence of Anhydrite in High-Calcium Fly Ash on Compressive Strength of Concrete. Buildings 2024, 14, 2899. https://doi.org/10.3390/buildings14092899
Pushpalal D, Kashima H. Apparent Influence of Anhydrite in High-Calcium Fly Ash on Compressive Strength of Concrete. Buildings. 2024; 14(9):2899. https://doi.org/10.3390/buildings14092899
Chicago/Turabian StylePushpalal, Dinil, and Hiroo Kashima. 2024. "Apparent Influence of Anhydrite in High-Calcium Fly Ash on Compressive Strength of Concrete" Buildings 14, no. 9: 2899. https://doi.org/10.3390/buildings14092899