Abstract
3D printing with concrete has been accounted as a foremost strategy to mitigate low productivity, workforce shortage, and high waste generation in the construction industry. However, substantial environmental impacts related to high cement content in printable mixtures have received minor concern so far. An interesting prospect is the use of recycled concrete powders (RCP) to decrease cement content through their fineness and high specific surface area, which can potentially enhance rheological properties for 3D printing. However, their effects on cementitious mixtures greatly depend on their origin. This research investigated two distinct RCPs to replace 50% of Portland cement in pastes. On cementitious pastes, rotational rheometry, isothermal calorimetry, and a Life Cycle Inventory assessment were conducted. Printability tests on mortars evaluated the effects of RCP on extrudability and buildability. The results showed intensified early hydration for RCP pastes and up to a three-fold increase in static yield stress and higher dynamic yield stresses, regardless of origin. The viscosity of RCP pastes varied in relation to packing density. Extrudability and buildability can be compromised using RCP due to higher yield stress. The LCI assessment indicated a potential decrease of up to 62% in CO2 emissions using RCPs. Therefore, if adequate rheological adjustments are employed in the mix design of RCP mixtures, this material emerges as a feasible strategy to formulate 3D printable mixtures with a lower environmental footprint.
1. Introduction
Efforts to optimize the construction industry in recent years suggest 3D concrete printing (3DCP) as a promising approach to reach higher productivity combined with a reduction in labor and materials costs [1,2,3]. 3D concrete printing is a widely adopted term for additive manufacturing (AM) techniques through extrusion. In this sense, construction through 3D printing consists mostly of a freeform deposition of fresh concrete through a nozzle opening to create filaments and elements by an automated printing system in a computer-aided manufacturing (CAM) process. This technology has been receiving extensive development in recent years, for its potential for unconventional building projects. A suitable printing material must flow easily through the pumping system (pumpability), create a continuous filament through the nozzle exit (extrudability), keep its shape and not deform by gravity-induced stresses, and develop yield stress over time to continuously support consecutive layers deposited at the top [4]. These rheological requirements, combined with the technical limitations of each printing system, are reflected in the design of the printable mix, resulting commonly in high contents of Portland cement and fine aggregates [4,5]. The rheological behavior of cementitious mixtures finds its origin in the colloidal forces acting between the small cement grains in water, gradually forming a connected network of particles where newly hydrated products start to accumulate in their contact points [6]. This interparticle connection can be broken if sufficient shear is provided, but once particles return to rest, the network starts to recover. Thus, on a macroscopic scale, fresh cement pastes have thixotropic behavior [6], which is interesting for 3D printing since layers must rapidly become more rigid after pumping and extrusion to enable an increase in the height of the structure [3,7]. Bigger particles do not interact in the suspension as cement grains do, and therefore, cementitious matrices with sand and gravel, such as common concrete, will present little to no recovery after structural breakdown [7].
The increased content of cement in printable mixtures may hinder the implementation of 3D printing, as reducing clinker content in concrete is a crucial strategy to mitigate global warming due to the high associated CO2 emissions from Portland cement production [8]. Using alternative materials or partially replacing cement with supplementary cementitious materials is a foremost strategy to decrease environmental impacts [8,9,10], along with the use of recycled materials such as recycled concrete aggregates [11] and recycled powders [12]. Therefore, future advances in Digital Construction must likewise address this issue, and low cement printable mixtures are key to ensuring the environmental sustainability of 3D concrete printing.
The use of supplementary cementitious materials (SCMs) and fillers is a common approach to reducing clinker content [13]. However, one crucial factor regarding the use of alternative materials is their availability. Common SCMs such as fly ash and ground granulated blast furnace slag are increasingly facing shortages due to high demand, and clinker to cement ratio is expected to increase due to shortage of such materials in the next decades as a result [14].
Construction and Demolition Waste (CDW), which currently accounts for one of the major residues generated worldwide, has a high potential as an alternate source of raw material through recycling [15,16]. CDW is often processed into recycled aggregates for concrete as a replacement for natural fine and coarse aggregates [17]. A considerable volume of fine particles generated in the production process are recycled concrete powders (RCP).
Considered unsuitable for being employed as aggregates due to their fineness, recent research has investigated its potential to be used in cementitious matrices. RCP particles are fragments of crushed aggregates and hydrated pastes and consist of compounds found in concrete, such as hydrated calcium silicates, calcium carbonates, quartz, and occasionally, unhydrated cement fragments that could later contribute to hydration reactions [18,19,20]. While RCPs present in contrast to common SCMs with low reactivity, they act through physically induced effects thanks to their rough surfaces and irregular shapes [20], providing spots for new cement grains to hydrate [21]. By possessing high water demand, they can also be a tool to enhance rheological behavior. The mechanical strength of mixtures is, in general, negatively affected by increasing RCP content [22,23], with some improvements in fractions up to 30% if the powder presents high fineness [21] or if subsequently processed through grinding [22]. When associating cost and environmental performance, recycled powders can increase their efficiency by unit of mechanical performance compared to ordinary Portland cement [24]. Nonetheless, most studies tend to limit the replacement ratio with RCP at fractions under 20% and 30%, consequently understating their environmental optimization potential.
In 3D printing, the use of recycled aggregates has been observed in recent years as a replacement for natural sand and coarse aggregates [21,25,26,27,28], but as an addition to cementitious matrices, the use of recycled concrete powder has been limited. Following previous research on the effects of RCPs on the flow behavior of mortars [29], mechanical, flowability, and printability assessments on 3D printable mortars were carried out, with up to 30% replacement of cement by a recycled concrete powder [30]. RCP provided a loss in flowability but increased in early age strength and buildability in printing tests. A strong correlation was found with the increase in hydration heat in the first hours. Also, water absorption of RCPs tends to play a role in the loss of flowability of printable materials as the powders rapidly saturate after introducing mixing water [31]. As for rheological testing, printable mortars with fine recycled concrete replacing natural sand showed higher static and dynamic yield stresses due to higher specific surface area and surface roughness of recycled concrete particles [32]. By managing these aspects, printable mortars with a high volume of fine recycled concrete aggregates were also recently produced with adequate workability and mechanical performance [33]. Furthermore, the authors previously investigated the effects of RCP on printable matrices by replacing Portland cement up to 50%, finding similar tendencies in rheological and mechanical behavior, with an increase in static yield stress and thixotropic buildup by extensive influence of physically induced effects in hydration and packing density and produced successfully a printed prototype with 50% replacement ratio [34]. In this scenario, RCP and recycled concrete fine aggregates majorly caused a reduction in the mechanical strength of printable mixtures. When considering their feasibility, as most 3D printing mix designs contain high binder content and a mechanical performance higher than conventional concrete, the detrimental effects caused by RCP will not necessarily be compromising.
Still, a major understanding of RCP as an alternative for PC in 3D printing mixtures is yet to be achieved, particularly as the latest studies strongly rely on various testing procedures to evaluate flowability and printability behavior, lacking the precision of rheological assessments. It is also of great importance to understand how different sources of the recycled materials act in the fresh and hardened properties of mixtures since they depend on the properties of the original concrete, which is normally not controlled or unknown because the raw material can be mixed waste from different constructions, materials, and mix design formulae [17].
Thus, RPCs can have distinct effects on the fresh and hard state behavior of 3D printable Portland cement-based matrices, as their physical properties and composition may vary greatly. The extent to which each powder differentiates from the others is crucial so it can be employed in the creation of low cement consumption mix designs that meet 3D printing requirements, considering its rheological behavior and environmental efficiency.
In an effort to provide a further contribution to the topic, this study investigated printable mixtures with low cement content with two different recycled powders at a 50% mass fraction of cement. The high replacement ratio and a different source were chosen following previous studies on the use of RCP of controlled origin with fractions ranging from 10% to 50% of cement mass and investigation of printable mortars with a 50% replacement ratio. The conducted mechanical assessment resulted in lower strength caused by the powder, as expected, and was discarded as the scope of this work. The combined rheological and environmental investigation is intended to evaluate the potential of recycled material in the circular economy and the sustainability of current and future 3D printing technologies. In the first stage, this research carried out an experimental program on cementitious pastes to properly identify the isolated effects of the RCPs in rheological behavior. The pastes were produced with two types of cement: a high early-strength and a limestone filler cement. The limestone filler cement was proposed to further lower clinker content and verify the potential environmental benefit of this choice. Yield stress and plastic viscosity of cement pastes were measured to analyze the effects on rheological behavior by rotational rheometry parallel with an isothermal calorimetric test to investigate changes in cement hydration kinetics. Finally, to compare the environmental performance of the mixtures studied, a Life Cycle Inventory was carried out considering the climate change impact category.
2. Materials and Methods
2.1. Materials
Two Portland cement types were used in the design of cementitious pastes—a high early-strength (CemHES) and a limestone filler cement (CemL) (up to 25% filler by Brazilian standards) equivalent, respectively, to ASTM C150-07 Type III [35] and ASTM C595 Type IL [36]. Two powders obtained from different recycled concrete aggregates were used, here labelled as RCP-L and RCP-C. The primary source of RCP-L is recycled sand obtained from crushed concrete specimens produced in a laboratory with controlled mix and known properties, while the source of RCP-C used crushed fragments of concrete washed out of concrete trucks from a local ready-mix plant. Hence, RCP-C has no defined mix design or known hardened properties. Both powders were produced by sieving using an N° 100 sieve (opening size of 150 µm) and a dustpan in a mechanical shaker for 30 min. The production procedure of the recycled aggregates is detailed in the work of Rangel et al. [37]. Before the sieving procedure, the recycled aggregates had been stored for several years in big bags exposed to air.
The physical properties of both cements and RCPs were measured by helium pycnometry, laser granulometry, Blaine surface area, and B.E.T. specific surface area. Water absorption was measured for the RCPs through a constant volume saturation test [38]. Dry samples of 100 g of each RCP were introduced in calibrated 250 mL volumetric flasks, which were filled with water until completing 250 mL and then the solution was gently mixed. The water absorbed by the powder caused a decrease in the total volume over time. In intervals of 30, 60, 90, 120, and 150 min, water was added with a pipet to refill the flask back to 250 mL. The water absorption is obtained through the ratio of the mass of water added to the flask to the solid’s mass over time.
The chemical composition of cement and the recycled concrete powders was evaluated through X-ray fluorescence (XRF), and loss on ignition (LOI) was measured by heating the materials in a muffle furnace at a rate of 10 °C/min up to 950 ± 50 °C. The samples were kept in the furnace at this temperature for 15 min. The mineralogical composition of cement and the RCPs were analyzed through powder X-ray diffraction (XRD) using a Cu radiation source in a 2Θ range from 4 to 70°. Thermogravimetric analyses were carried out for the recycled powders with a heating rate of 10 °C/min up to 1000 °C in an inert nitrogen atmosphere with a gas flow rate of 100 mL/min.
2.2. Testing in Cementitious Pastes
The effects of the recycled powders in printable mixtures were investigated using two types of Portland cement. The use of RCP is first proposed to lower the cement content of a paste composed of a high early-strength PC (“CemHES”). To further lower the clinker amount of the matrix, a second group of paste was tested using limestone filler cement (“CemL”). To identify the effects of RCP origin, CemL pastes also differ in RCP type. The 50% mass fraction of RCP in the mixture composition is intended to illustrate a more drastic approach to lowering environmental impacts associated with the high cement content of printable mixtures, already considering the eventual loss of mechanical strength. The effects of the RCPs in cementitious pastes in the hydration kinetics, yield stress and plastic viscosity were analyzed. The mix proportioning of the pastes is presented in Table 1.

Table 1.
Mix proportioning (in mass) of the studied pastes.
The changes in the packing density of the mixtures were also investigated. For such, a water demand test [39] was carried out to assess the packing density (β) of the cement, RCP-C, and RCP-L. Samples of 350 g of dry material were used, and the packing density of each material was calculated by the following equation:
where β is here noted as the virtual packing density, ρ is the specific mass of the material, w is the mass of water considered to be the water demand point, and m is the mass of the solid material. To determine the packing density of a binary mix (γ), a volume fraction (y) occupied by each material was determined as follows:
where φ is the partial volume occupied by each class of particle. In this case, φ corresponds to the volume occupied by the cement or the recycled powders for each mix proportioning and their respective specific mass. The packing density γ was defined as the lowest between γ1 and γ2, which correspond to the scenarios where particle 1 or particle 2 is dominant. These are calculated as follows:
The hydration kinetics of the cement pastes were analyzed through isothermal calorimetry testing at a constant temperature of 25 °C for 7 days. The mixtures were prepared manually in a glass beaker with a glass stirring rod. The tested samples weighed approximately 5 g, and water was used as reference material.
The static yield stress (τo) and plastic viscosity (µ) of the pastes were measured in a rotational viscosimeter at 30 min of rest after mixing. The pastes were produced in a 1 L laboratory mixer and then poured into glass beakers of 5.63 cm diameter and covered with a plastic film for resting. The measurements were performed using a four-blade Vane spindle of 0.69 cm diameter and 1176 cm height.
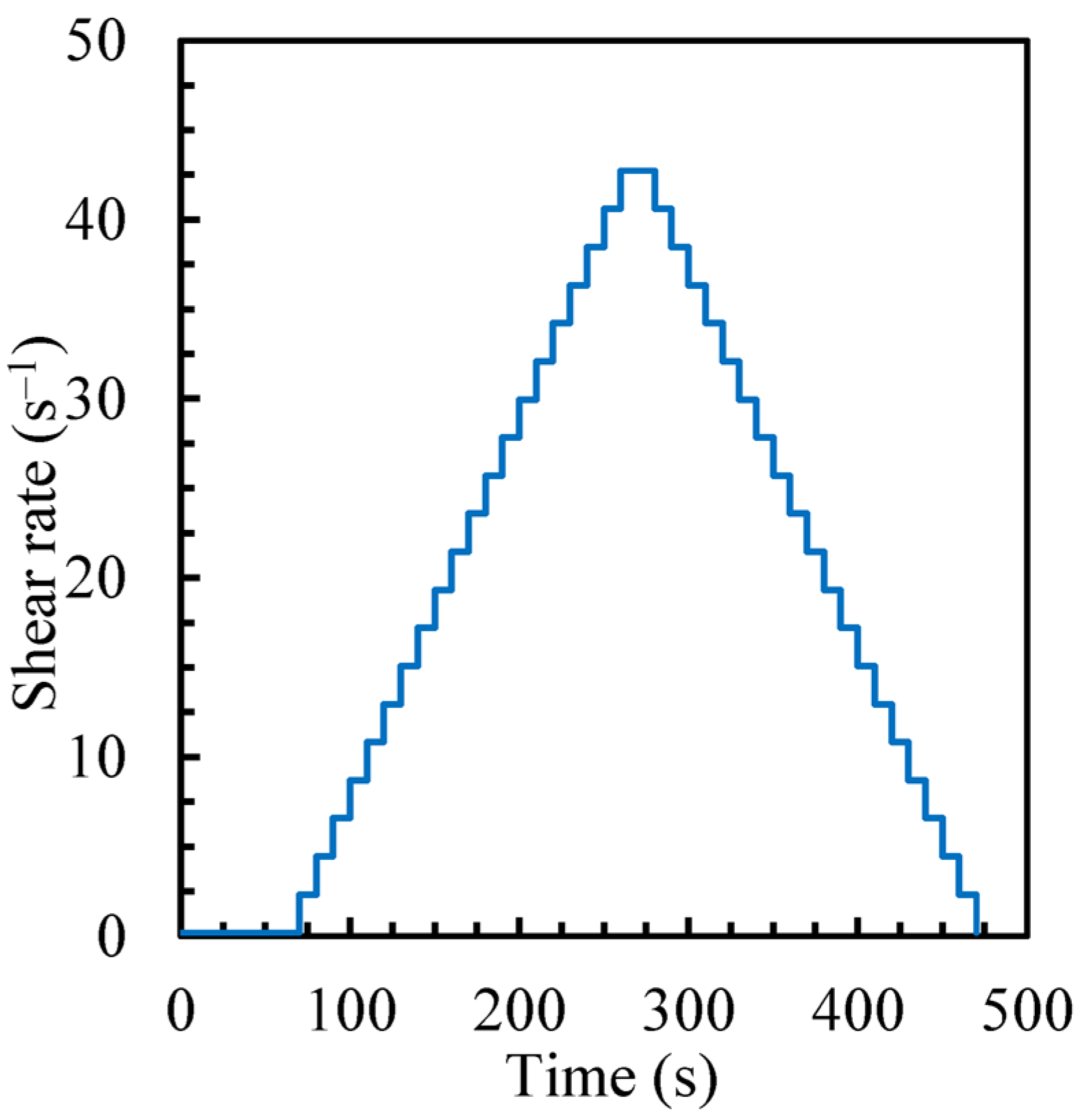
In the static yield stress testing, the shear rate increased from 0.0 s−1 to 0.2 s−1 in a period of 200 s. The shear stress is expected to increase at a certain constant rate until a sudden drop occurs, corresponding to the breakage of interparticle connections due to the shear imposed. The maximum shear stress before the first sudden drop measured corresponds to the static yield stress. Plastic viscosity was measured through a flow curve test, carried out in 3 stages of shearing: pre-shearing at a constant 0.2 s−1 rate for 70 s; increasing shearing ramp from 0.2 s−1 shear rate to 42.5 s−1 in 20 equal steps of 10 s in constant shearing; and decreasing shearing ramp, going from 42.5 s−1 to 0.2 s−1 in also equal 20 steps. The flow curve test is represented in Figure 1.
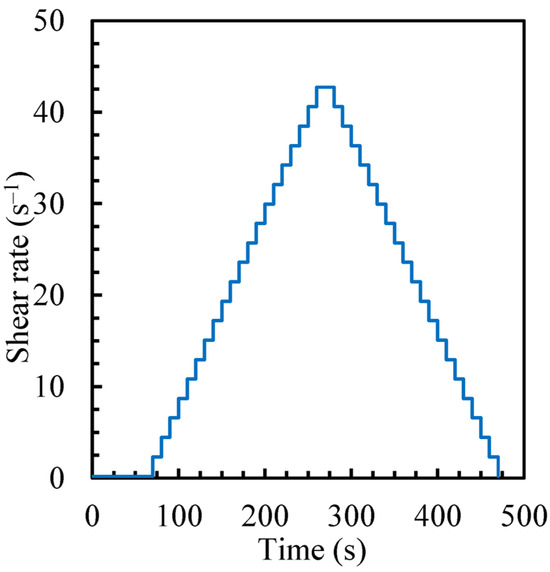
Figure 1.
Flow curve test setup.
The results are presented in a shear stress (τ) versus shear rate () of the descending shearing ramp, and plastic viscosity (µ) was obtained by fitting the Bingham model as follows, with τo the initial yield stress:
2.3. Life Cycle Assessment
This study compares the environmental performance of the proposed mixtures through the LCA methodology, following ISO 14040 [40] and ISO 14044 [41] standards. The evaluated environmental impacts cover several impact categories, with the climate change impact category (kg CO2 equivalent) being presented in Section 3, and findings for the other nine impact categories are available in Supplementary Materials. The functional unit, 1 m3 of cementitious paste, was adopted. The system boundary consists of a cradle-to-gate approach, considering the extraction and production of the components of the mixtures. Life cycle modeling was conducted through spreadsheet data processing and the EcoInvent v.3.6 database. The RCPs were modeled adopting previous literature data [42], with a 30 km transporting distance between the landfill and the RCP processing site.
2.4. 3D Printing Tests: Extrudability and Buildability
3D printing tests were conducted with mortars with and without RCP to evaluate rheological changes caused by recycled powder through extrudability and buildability aspects. The mortars tested are composed of limestone filler cement (CemL), natural quartz sand with a maximum particle size of 600 μm, and superplasticizer (Glenium51 from BASF, Ludwigshafen, Germany, 31.5% of solids fraction). The fraction of sand is equal in mass to the cement, with a water-to-cement ratio of 0.42. The RCP counterpart had a 50% mass fraction of cement replaced by the recycled powder of the concrete mix origin (RCP-C) and superplasticizer amount optimized to ensure adequate permeability.
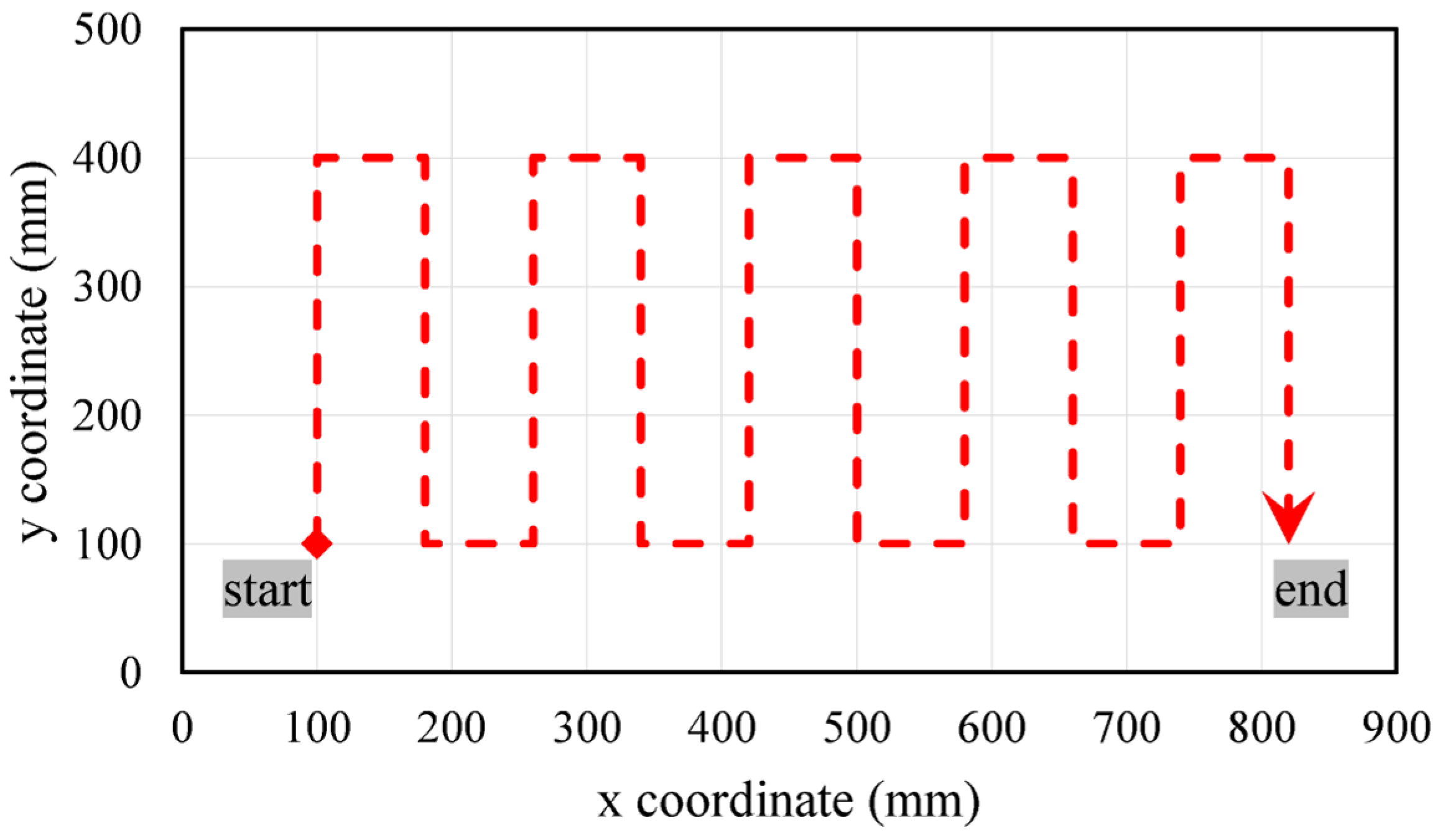
The system is composed of a MAI® Pictor 3D pump (MAI International GmbH, Feistriz/Drau, Austria), equipped with a screw extruder, a 2 m hose with 25.4 mm of internal diameter, connected to a nozzle of round shape with an opening measuring 15 mm. The extrudability test consisted of printing a filament mortar on a 3.72 m path to verify shape retention and continuity of material flow. Figure 2 presents the path adopted for the extrudability procedure. The buildability test consisted of verifying the stability of the mortar by printing a cylinder of 15 mm of layer height and 15 cm of internal diameter. Both tests were conducted with 25 mm/s of printing speed and an approximate flow of 1 L/min.
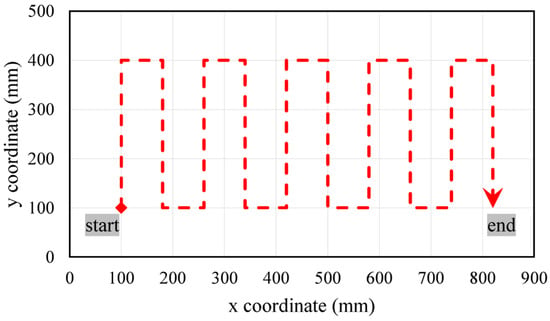
Figure 2.
Extrudability test path with x/y coordinates (mm).
3. Results
3.1. Raw Material Properties
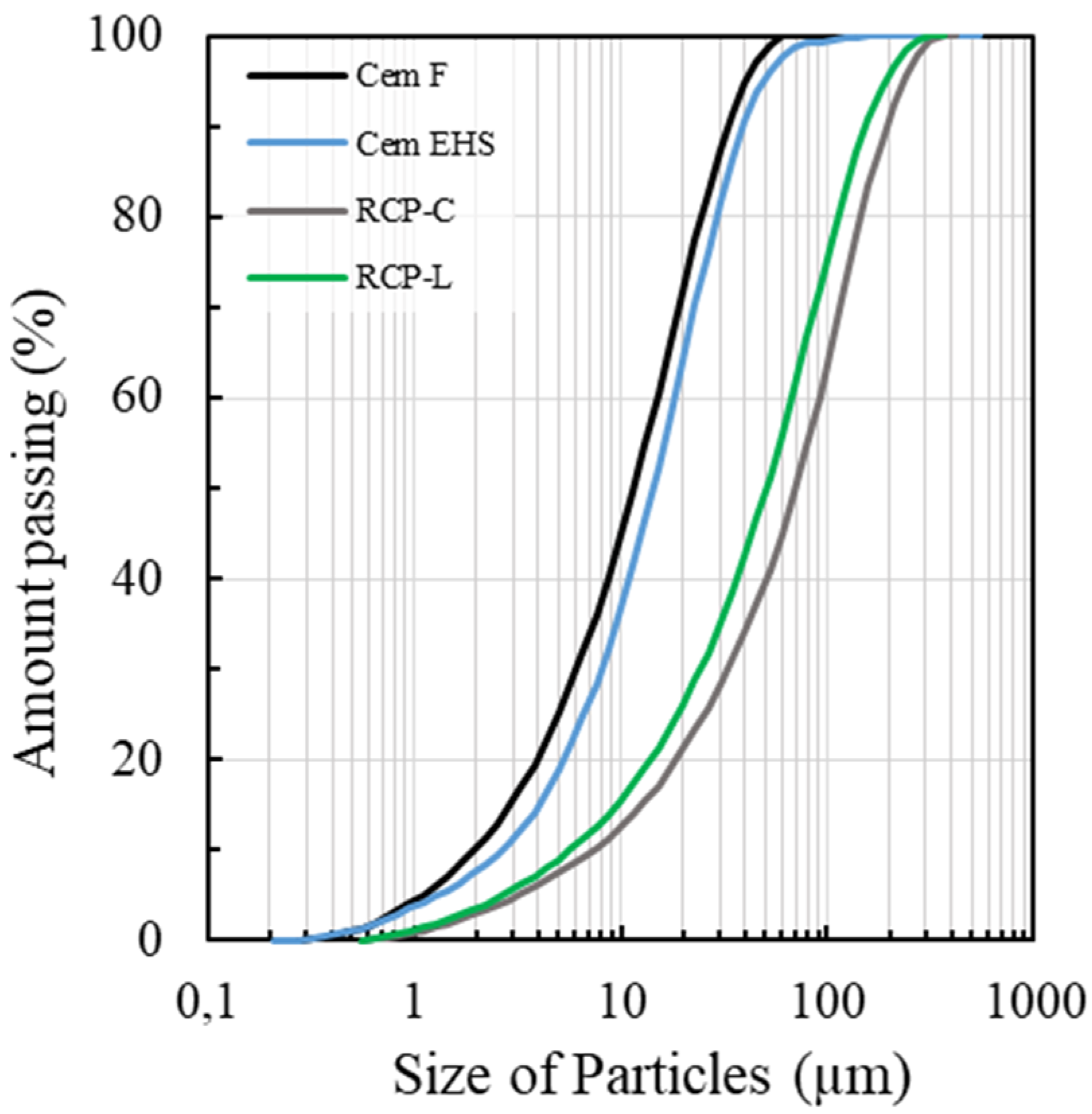
The main physical properties of cement, RCP-C, and RCP-L are shown in Table 2. Particle size distribution is presented in Figure 3 for all materials. The recycled powders presented coarser particles than cement, with D50 of RCP-L (50.7 µm) and RCP-C (70.1 µm) from 4.4 to 6 times higher than both PCs. The specific mass of the powders had no significant difference at about 2.6 g/cm3. RCP-L had the highest Blaine surface area, while RCP-C presented a lower value than both cements used. Comparing both powders, the surface area measured by the B.E.T method also confirmed that RCP-C had a lower specific surface. The recycled powder originating from the ready-mix trucks certainly has fewer fine cement paste particles as these fragments were washed off, leaving a higher ratio of aggregates.
Table 2.
Physical properties of Portland cement and RCPs.
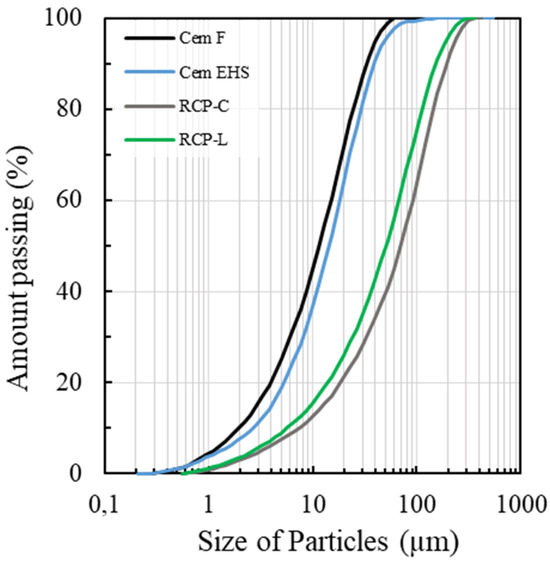
Figure 3.
Particle size distribution of the materials used.
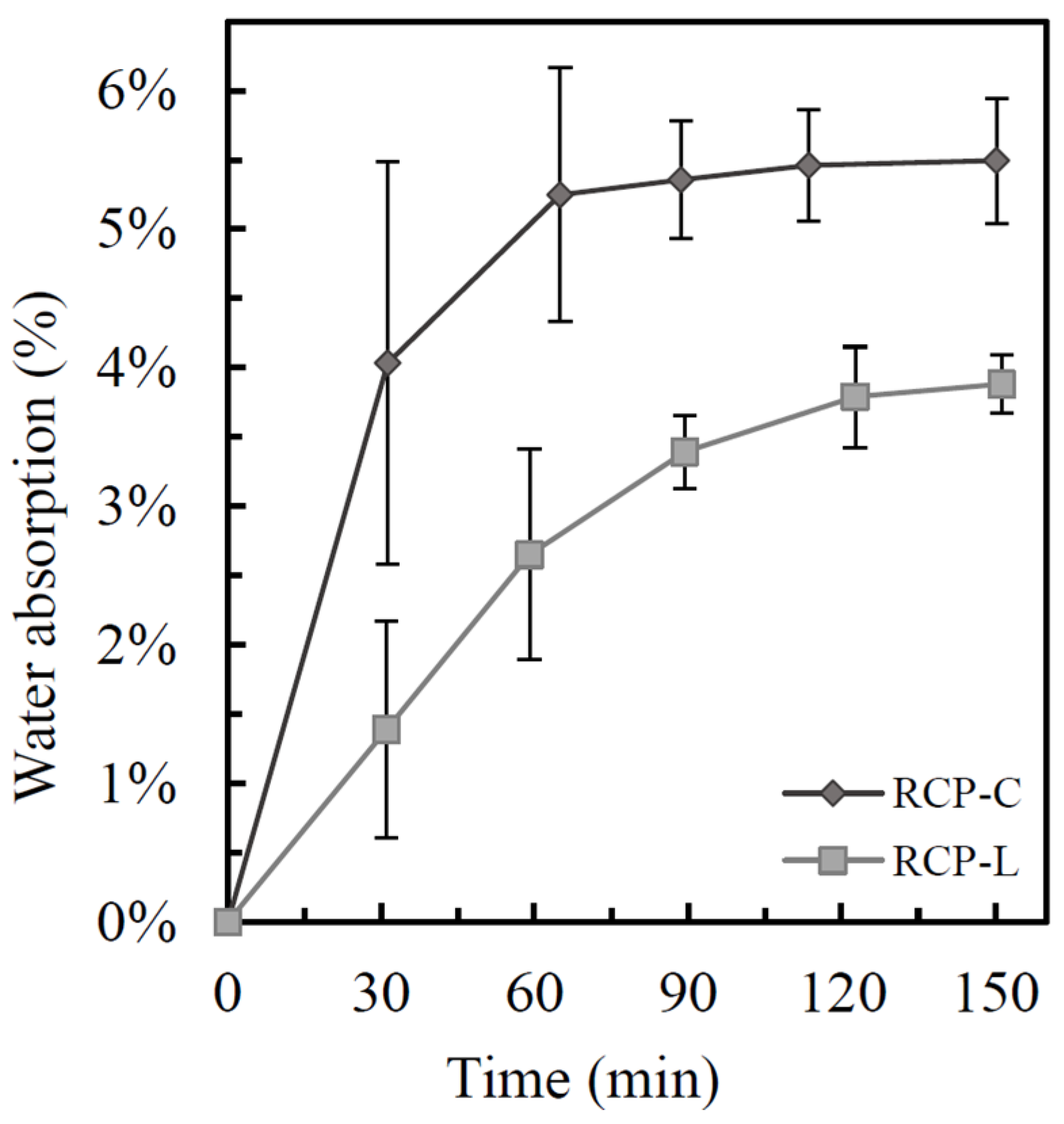
The water absorption of RCP-C and RCP-L is shown in Figure 4 over a period of 150 min. Water absorption of RCP-C reached 5.5% ± 0.5%, while RCP-L absorbed 3.8% ± 0.2%. RCP-C has bigger particles than RCP-L, which can be related to the difference in water absorption observed between both powders, but still, a variation of 1.2% in water absorption is not significantly high. It is worth noting that RCP-C had a much faster absorption rate, while RCP-L demanded more time to reach saturation. After 30 min of testing, RCP-C already absorbed 4.0% ± 1.5% while RCP-L reached 1.4% ± 0.8% of water absorption. This difference in water absorption kinetics can suggest different porous structures, as water would need more time to fill the network of porous surfaces in the grains.
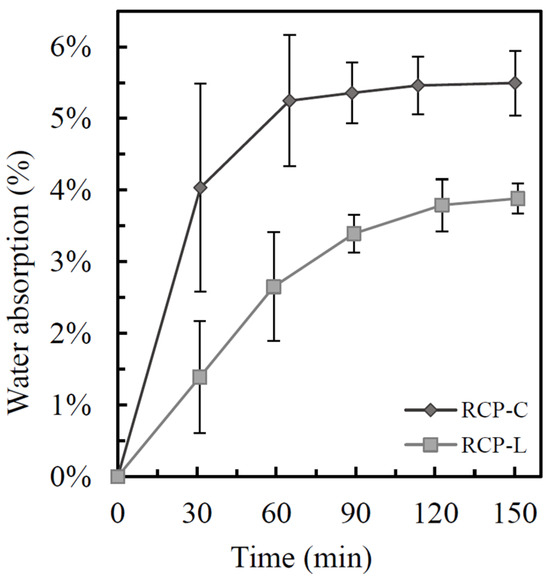
Figure 4.
Water absorption of RCPs over time.
Table 3 presents the oxides found in the XRF analysis for the cements and the RCPs. The recycled powders presented considerable fractions of CaO and SiO2, which is expected since both originated from recycled concrete aggregates composed of old hydrated cement paste attached to aggregates. RCP-C and RCP-L presented slight differences in composition, such as a higher SiO2 presence in RCP-C and a bigger prevalence of CaO in RCP-L. Both powders also had a similar LOI of 17%. The LOI of both Portland cement can be related to the amount of carbonatic filler allowed in the binder composition following the Brazilian standards, in this case, higher for the CemL (up to 25% carbonatic filler fraction).
Table 3.
Chemical composition of PC and RCPs.
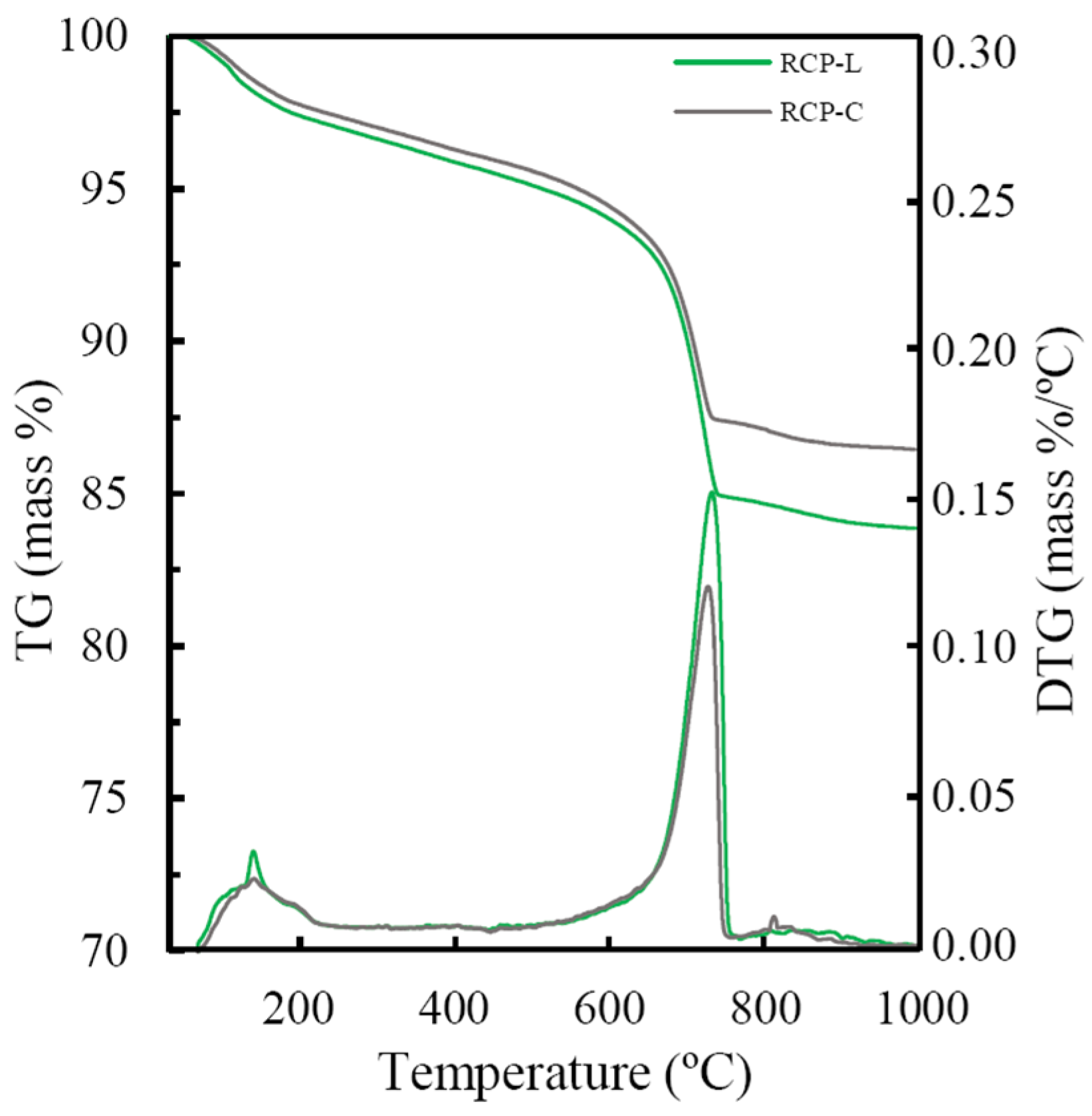
Figure 5 presents the Thermogravimetric analyses for RPC-C and RPC-L. TG and DTG curves are highlighted. Between 30 and 200 °C, it is possible to observe for both materials dehydration related to gypsum, ettringite, and C-S-H. RCP-L particularly had a higher decomposition at 110 °C than RCP-C, suggesting a slightly higher presence of cement hydrates. The powders used in this research have been stored for several years without protection from air exposure, and they were, therefore, subject to carbonation of hydrates. Hence, the most intense peak is found between 600 and 800 degrees for both powders, referring to the decarbonization of calcium carbonates. RCP-L suffered a bigger mass loss in this section than RCP-C.
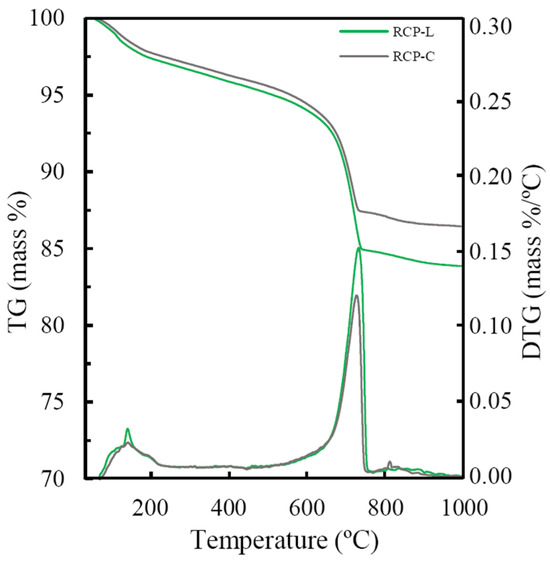
Figure 5.
Thermogravimetric analyses of RCPs.
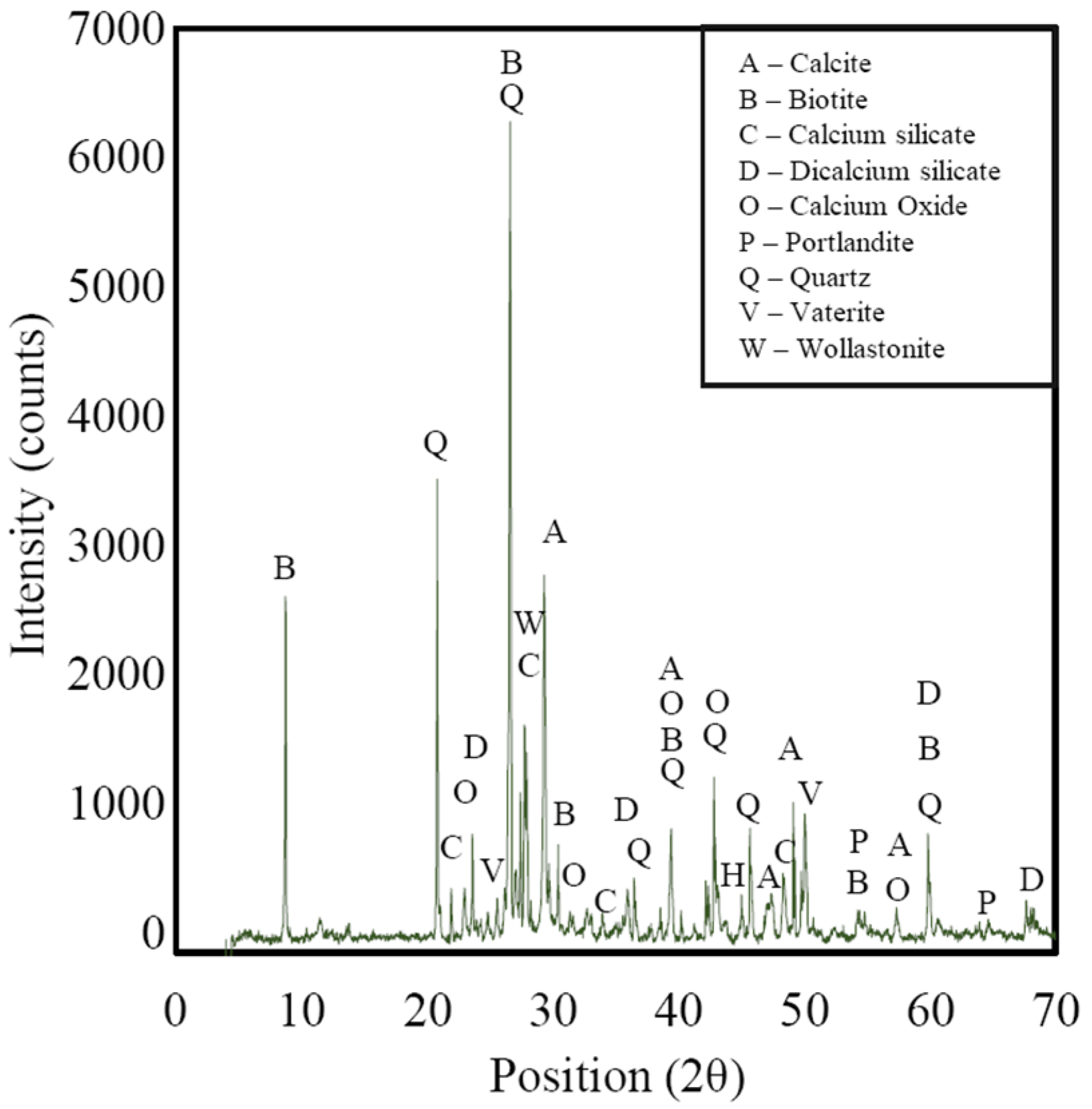
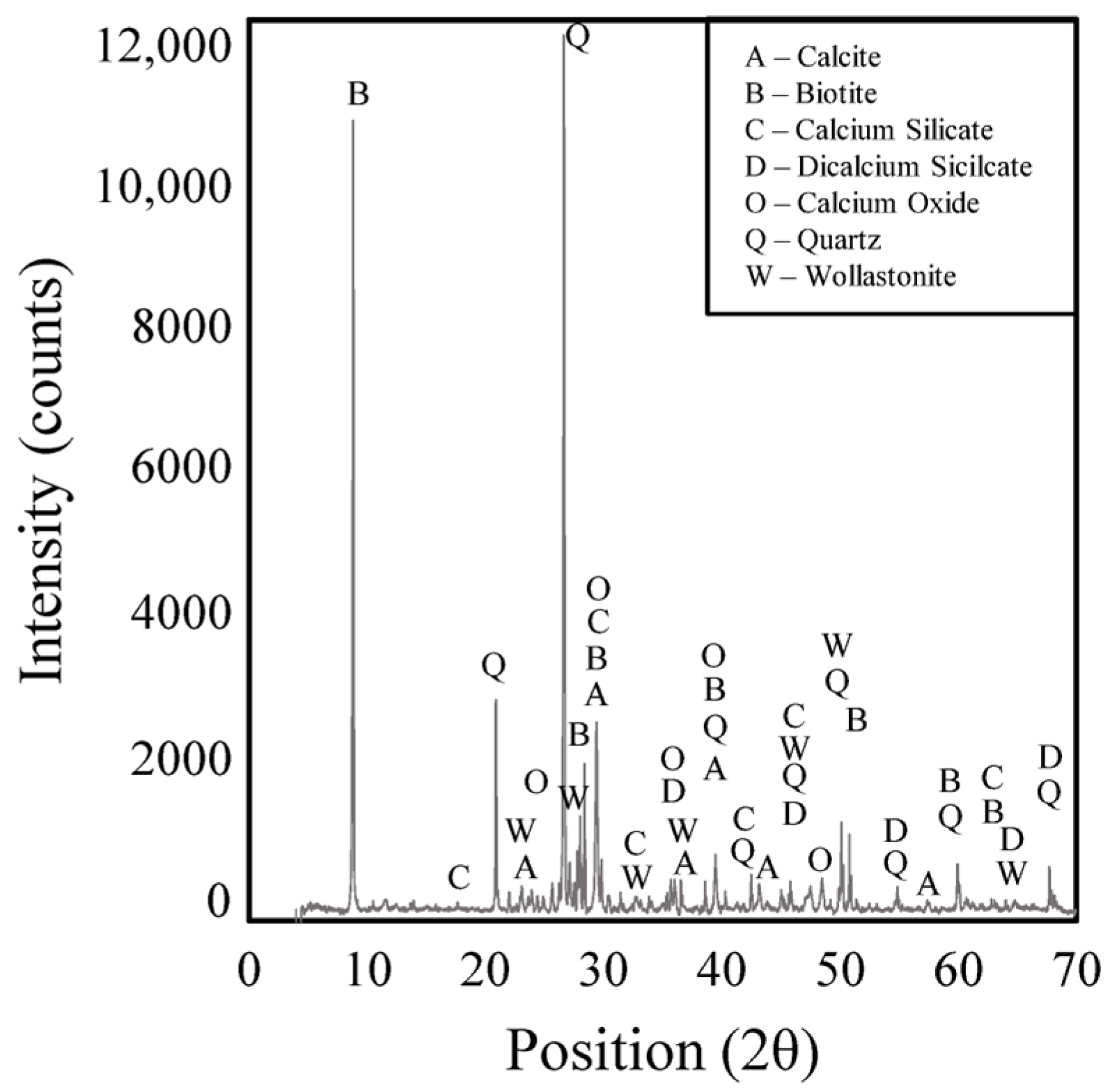
The XDR analyses of RCP-C and RCP-L are shown in Figure 6 and Figure 7. The results for both powders presented peaks of quartz, biotite, calcium oxide, and calcium silicates. These minerals are correlated with the components of the recycled aggregates, sand, gravel, and old cement paste.
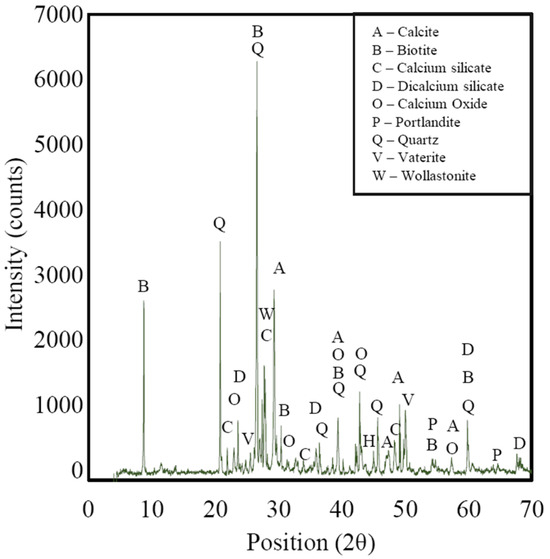
Figure 6.
XDR analysis of RCP-L.
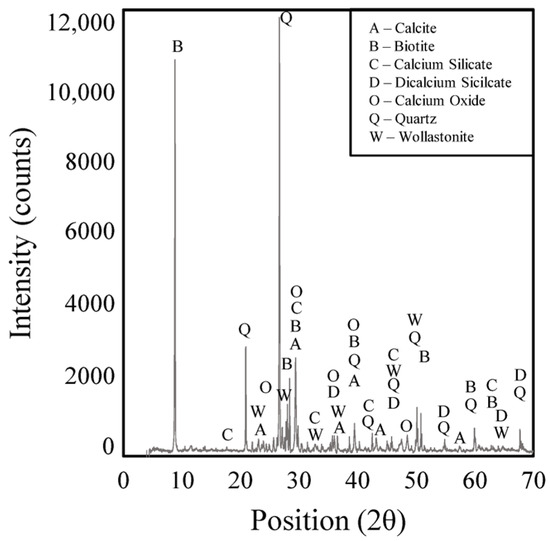
Figure 7.
XDR analysis of RCP-C.
RCP-C did not present peaks of Portlandite, which can be a result of the washing procedure of the original material and the extensive exposure to carbonation in the storage period. XDR analysis of RCP-L also indicates an occurrence of carbonation as some peaks of Portlandite were observed, but also some peaks of CaCO3 polymorphs such as Calcite and Vaterite. RCP-C had more intense peaks of Biotite and Quartz, implying a higher presence of aggregates in this powder.
The investigations on chemical composition, thermogravimetric, and XDR analysis of the powders make a clear distinction for both materials, with RCP-C having less remains of old attached paste and a higher presence of aggregates than RCP-L, following CaO and SiO2 fractions observed. Although RCP-L may have some anhydrous grains of cement, the hydrates of the old paste have undergone extensive carbonation and are less likely to contribute to form C-S-H when introduced in a new mixture.
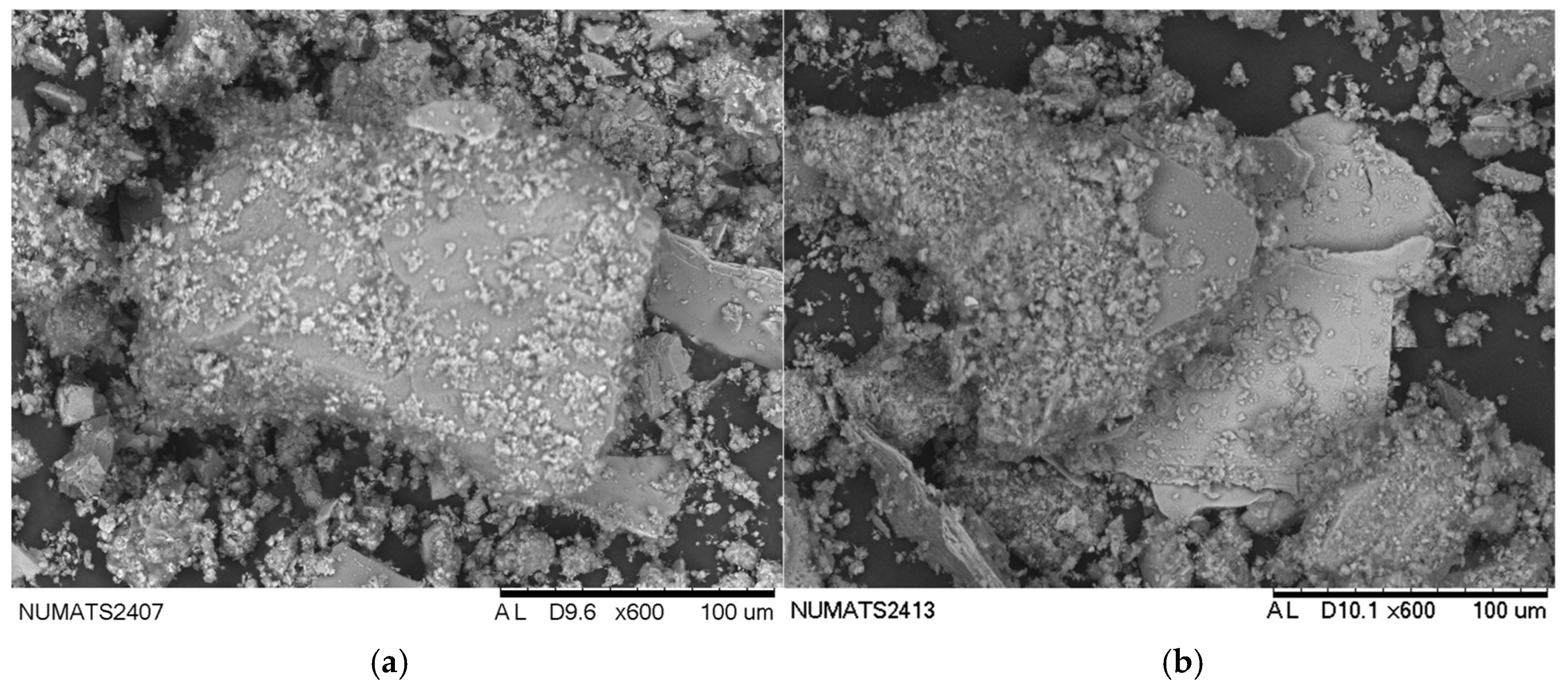
Figure 8 displays SEM images of the recycled powders. Both materials present particles of various sizes and irregular shapes. In both images, a bigger particle is found with sections of smooth planar surfaces and some sharp edges dotted with small conglomerates of irregular smaller particles, corresponding to crushed sand particles and hydration products, respectively.
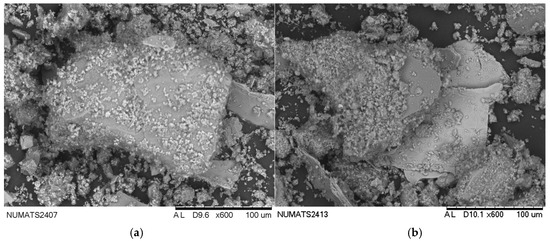
Figure 8.
SEM images of RCP-L (a) and RCP-C (b).
3.2. Effect of RCPs on Cementitious Pastes
3.2.1. Effects of RCP on Packing Density
The packing density of each particle (β) and the combination of solids in each mixture (γ) are shown in Table 4. As the refence pastes have only one particle, their packing density is noted as the same as the cement.
Table 4.
Packing density of particles and the pastes studied.
The water demand test showed that the cement particles have a higher packing density than the recycled powders. Packing density can be affected by some physical properties of each material, such as shape and size. RCP-L has a higher packing density than RCP-C. By simulating the binary combinations of RCP with cement in the cement pastes, the packing density RCP-C causes higher particle packing than RCP-L, although both values are somewhat close.
3.2.2. Effects of RCP on Hydration of Cementitious Pastes
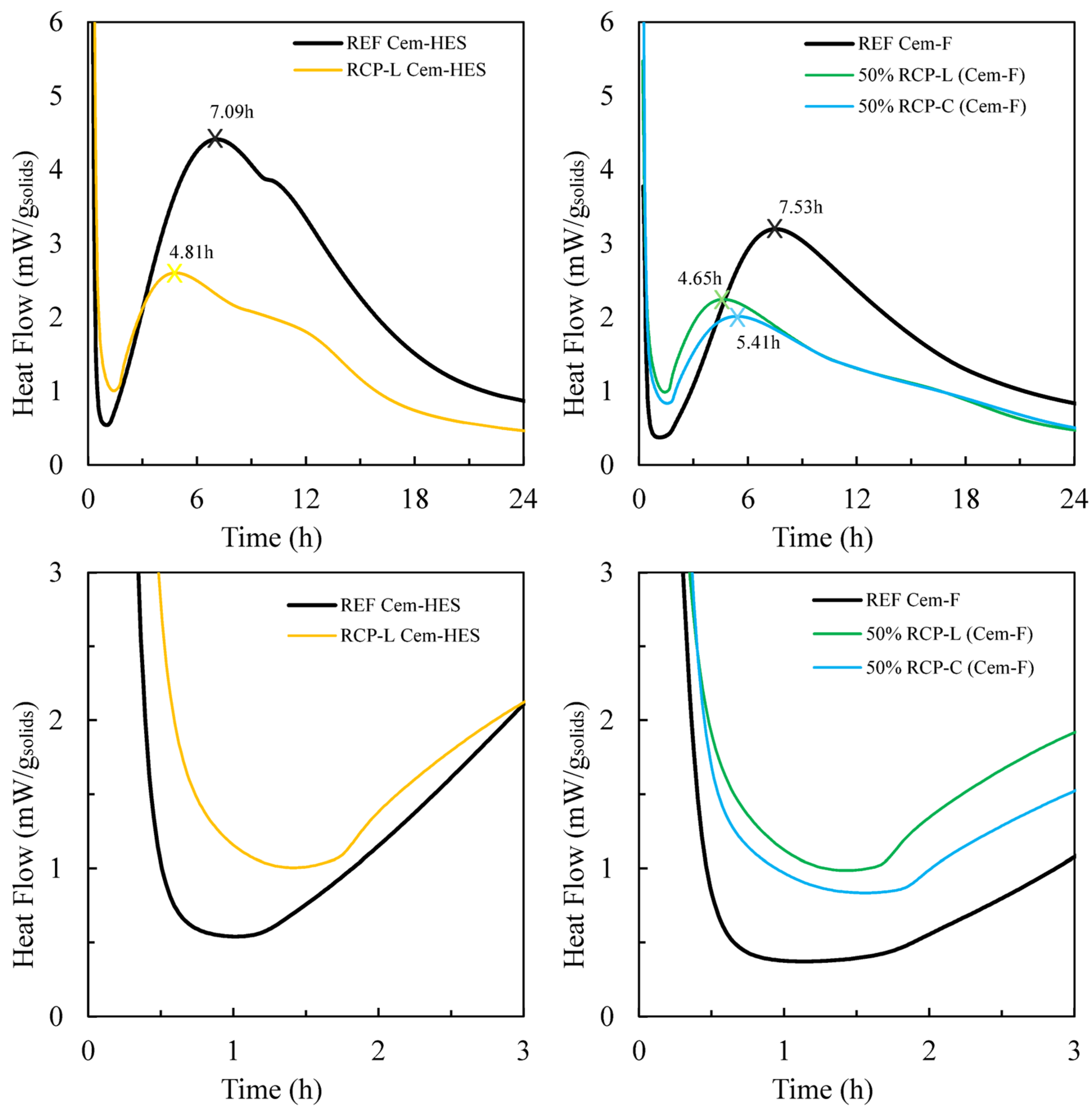
The results of the isothermal calorimetry are first presented in terms of heat flow in Figure 9, up to 24 h, and at a closer glance of the initial hydration reaction up to 3 h for CemHES and CemL pastes. The use of RCPs reduced considerably the maximum heat flow peak for both reference pastes. RCP-L and RCP-C also shifted the maximum heat release peak backward (dotted on each curve in Figure 9).
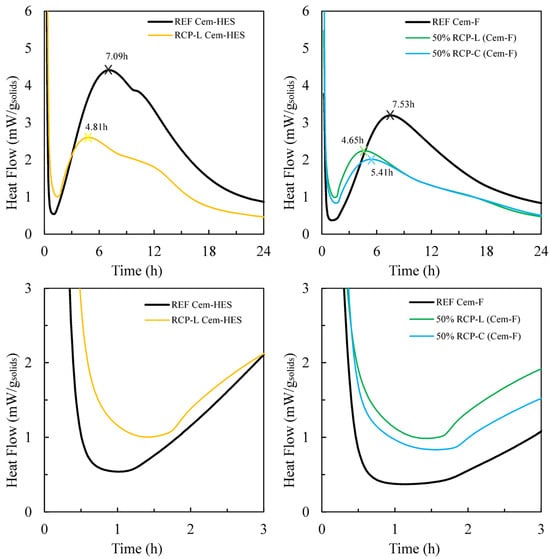
Figure 9.
Isothermal Calorimetry testing. Heat flow rate at 24 h and 3 h.
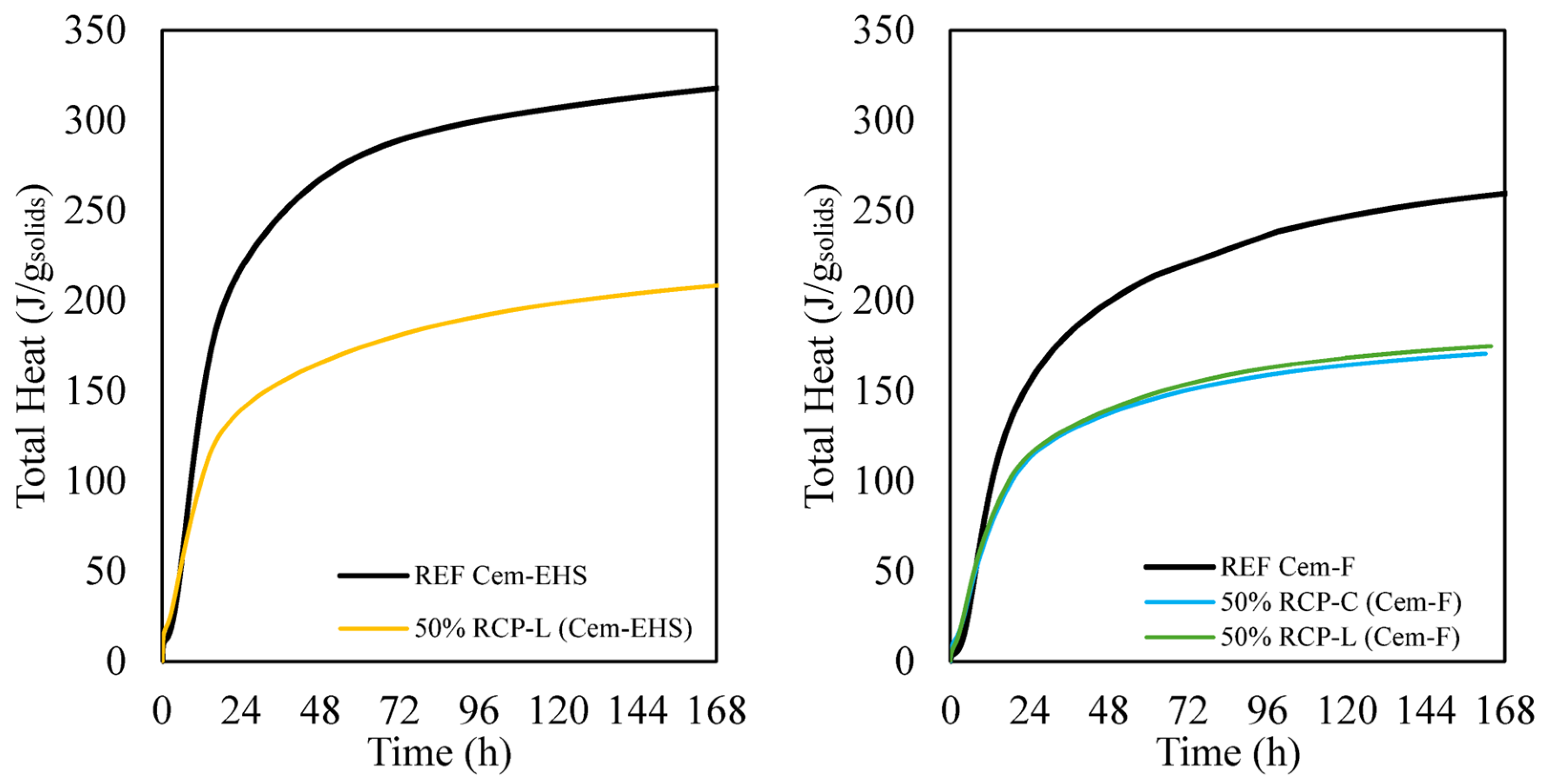
The total heat emitted is presented in Figure 10. Observing the total heat in 7 days, the pastes with recycled powder had a less active hydration reaction, decreasing the total heat by approximately 34% for CemHES pastes and by 33% for the CemL pastes.
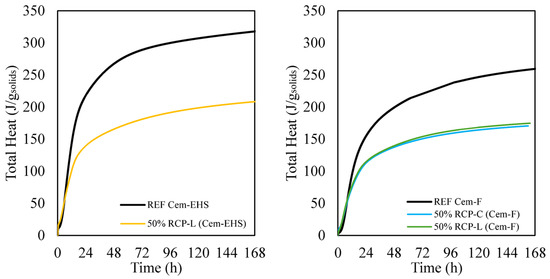
Figure 10.
Total heat emitted in 24 h.
These changes in hydration kinetics demonstrate that the powders act in the mixture with a filler effect [43]. As both powders consist of old cement paste and aggregate, and there are inert particles in the material, the water-to-cement ratio was increased with the substitution of cement with recycled powder, which caused an acceleration in the hydration reaction by increasing the clinker dissolution in the first minutes of the reaction. This effect gradually ceases, as the reaction advances and hydration products precipitation become predominant.
With less formation of hydrated minerals and excess water, it can be noted in the total heat emitted that the replacement of cement with recycled powder does not compensate for the clinker dilution effect. When comparing both powders, RCP-L had higher reaction activity in the first hours and was able to deliver a small advantage against RCP-C in the total heat. Considering that the composition of both powders is not substantially different, the physical effects caused by RCP-L’s higher surface area are more likely to justify this variation. It is worth noting that even at 50% of the RCP fraction in terms of cement mass, the pastes with recycled concrete powder had a mean reduction of only 33% of the total heat emitted.
3.2.3. Effects of RCP on Rheology
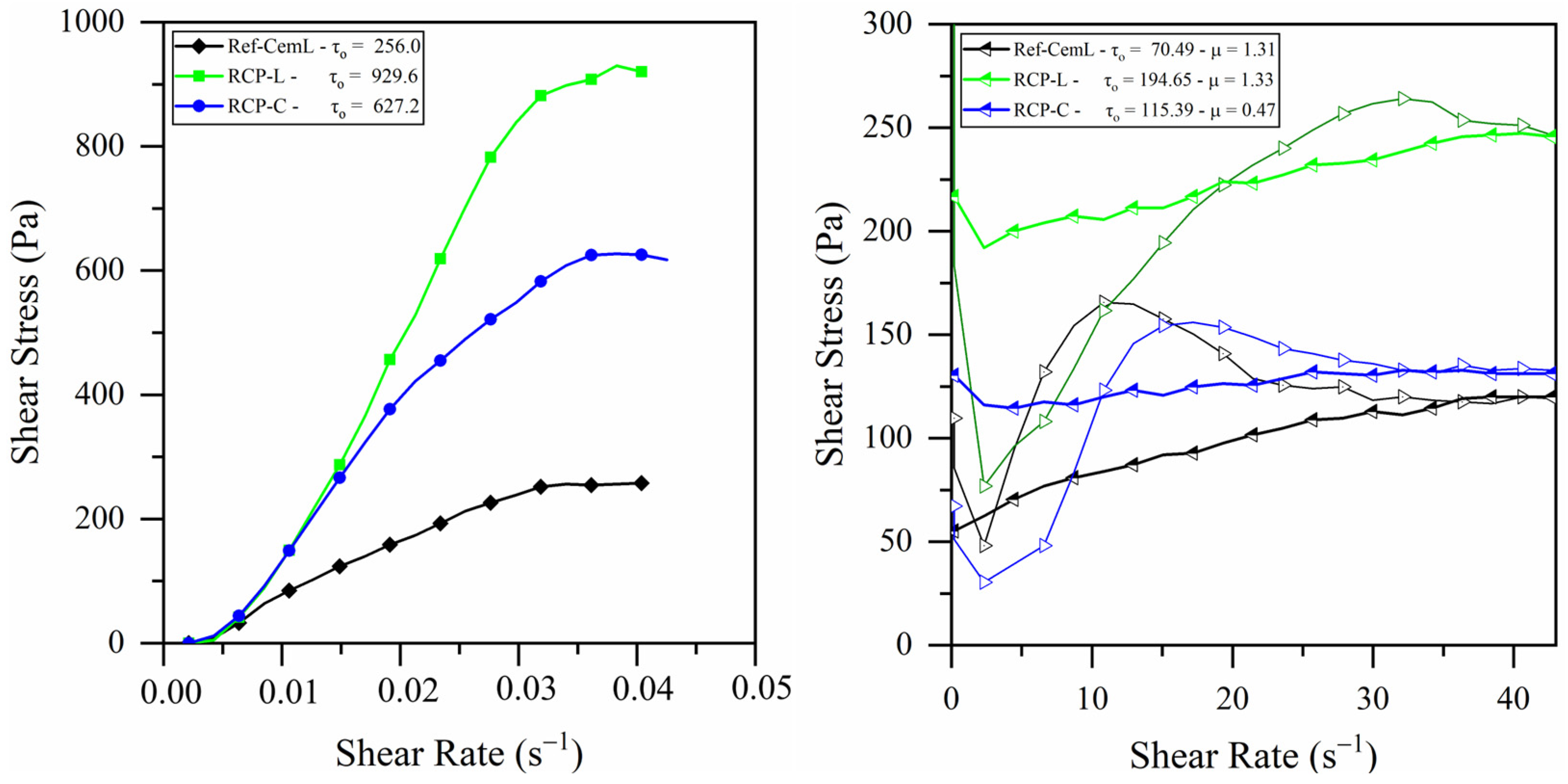
The shear stress versus shear rate and the flow curve (dynamic yield stress and plastic viscosity assessment) of pastes after 30 min of rest are shown in Figure 11. The static yield stress was considered to be the shear stress of the first peak in the curve, which is followed by a decrease of shear stress with a higher shear rate.
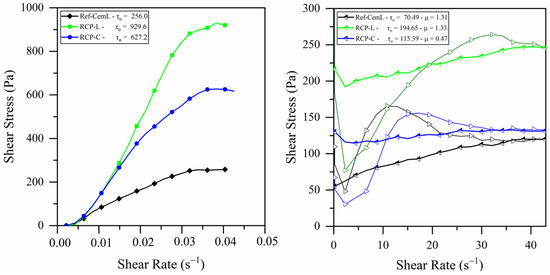
Figure 11.
Shear stress versus shear rate for measuring static yield stress after 30 min of rest and flow curve for the studied mixtures.
The static yield stress greatly increased against the reference paste. Also, at the flow curve, the dynamic yield stress obtained from the Bingham fitting followed such a tendency. As for the plastic viscosity, RCP-L presented a narrow increase against the reference paste, while RCP-C caused the opposite, with 0.47 Pa·s against 1.31 Pa·s of Ref-CemL. A low hysteresis between the ascending and descending portions of the flow curves suggests low thixotropy for these mixtures.
The greater increase of yield stress for mixtures with 50% cement mass fractions of RCP-L will cause a loss of workability in pastes. The workability of cementitious mixtures with recycled aggregates is affected mostly due to their water absorption. If used in powder fractions, their surface area, microstructure and replacement ratio will have a higher influence in the first hours of hydration and change rheological behavior.
Plastic viscosity measurements are important to the pumping process since highly viscous mixtures would demand more powerful pumping systems. As there was a decrease in the mean values for the RCP pastes and RCP-L had similar measurements with the reference samples, these findings suggest that the RCP pastes, especially with RCP-C, would not compromise pumping systems.
3.3. Life Cycle Assessment Results
Table 5 presents the associated environmental impacts of a m3 for each paste in terms of kg CO2 equivalent on the climate change impact category. The reduction of cement content has a very positive effect on the environmental performance of all RCP pastes, with a mean decrease of 51% for all cases. An additional advantage lies in the use of limestone filler cement, with 23% less associated CO2 emissions than the pastes using high early-strength cement. In this manner, reducing not only cement content but also employing cement with less clinker content could reduce from 1114 to 421 kg of equivalent CO2 (−62%) of the potential environmental impacts. Although this analysis does not correspond to the current reality of 3D printing, as printable mixtures usually have a high volume of fine aggregates, Portland cement relies prominently as the main contributor of equivalent CO2 emissions, and the reduction of its content in mix design is the most effective path towards lower environmental footprint of printable mixtures [8,44].
Table 5.
Potential Environmental impact on the climate change category (kg CO2 eq).
In the Supplementary Materials, the full environmental assessment is graphically presented for the following impact categories: climate change, ozone depletion, photochemical ozone depletion, particulate matter, acidification, eutrophication (freshwater, marine, terrestrial), ecotoxicity (freshwater) and water use. For the categories mentioned above, the use of RCP decreased most potential impacts substantially, except for the particulate matter, acidification, and eutrophication of freshwater. While a deeper lifecycle analysis is required for a better understanding of the footprint of recycled powders and their processing, previous Life Cycle Assessments (LCA) on 3D printing have shown that Portland cement is the main contributor of potential impacts across different categories, accounting for over 90% of impacts for the climate change category, and parameters related to energy consumption have comparatively minor influence [8]. As such, this work is mainly focused on the environmental benefits of reducing PC content using high fractions of RCP.
3.4. Printing Tests
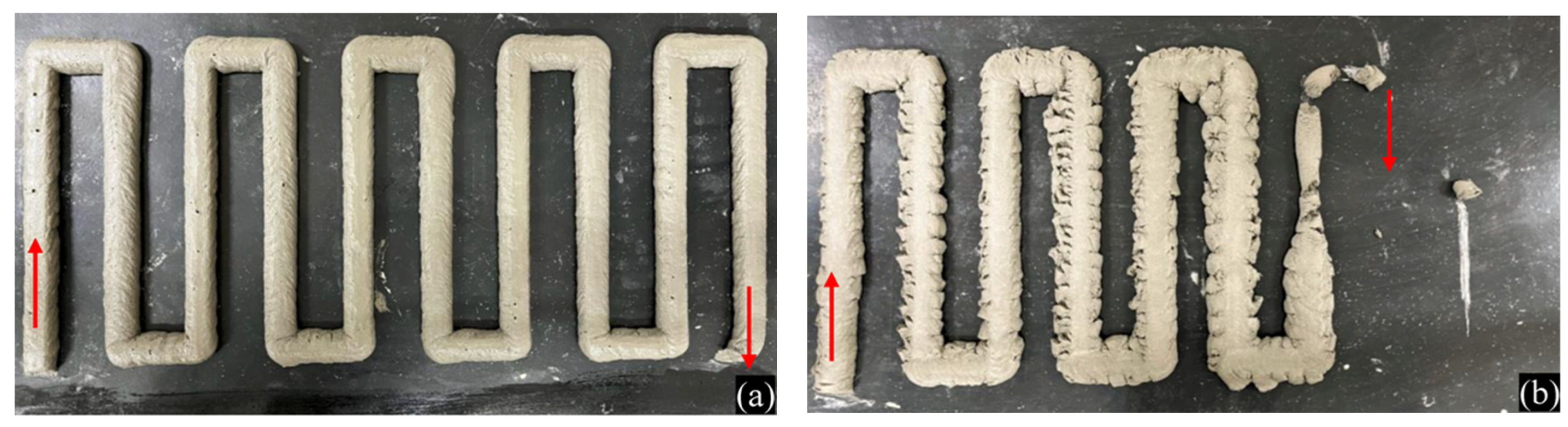
Following the rheological investigations on cementitious pastes and environmental assessment, extrudability and buildability tests were conducted using limestone filler cement (CemL) and RCP-C, as it has less pronounced effects on yield stress and viscosity than RCP-L. The extrudability tests were conducted 30 min after the addition of water to the mixing stages. The results of the extrudability tests are shown in Figure 12.
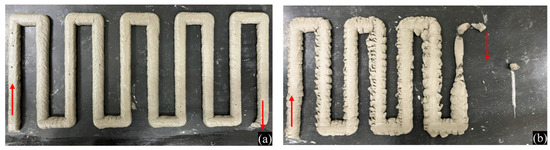
Figure 12.
Extrudability tests: (a) Reference mortar. (b) RCP mortar.
The reference mortar displayed no presence of cracking, bleeding, or filament interruptions throughout the printing path, with overall shape retention, whereas the RCP mortar had extrudability issues: although at the beginning of the path, a somewhat homogenous filament with no damage was printed, quickly the fresh material started to form patches of excess mortar on the exterior surface of the filaments. Therefore, the section size varied at different points of the printing path. Particularly at the corners created by the change in printing direction, a higher deposition is also identified. Figure 13 highlights the difference in printed filaments from each mortar. In the thirteenth section, a reduction in filament and following interruptions of flow can be noticed for the RCP mortar, indicating a pumpability failure of the material.

Figure 13.
Extrudability path of both printable mixtures overlapped.
The printability issues with the RCP mortar are mostly related to the increase of tension inside the pipes near the nozzle exit, as the section reduction (25.4 mm diameter to 15 mm) increases shearing at its opening. Materials with RCPs will require higher pressure on the pumping system to ensure adequate and continuous flow, as they tend to increase yield stress in cementitious mixtures, as presented earlier.
Another factor that could have contributed to higher extrudability issues is the lower volume of the lubrication layer, mostly composed of cementitious paste and other fine particles. While the RCP mixture presents adequate pumping conditions immediately after mixing, the alteration in rheological parameters and hydration kinetics is expected to cause a loss in pumpability if the paste volume or water amount is not carefully adjusted.
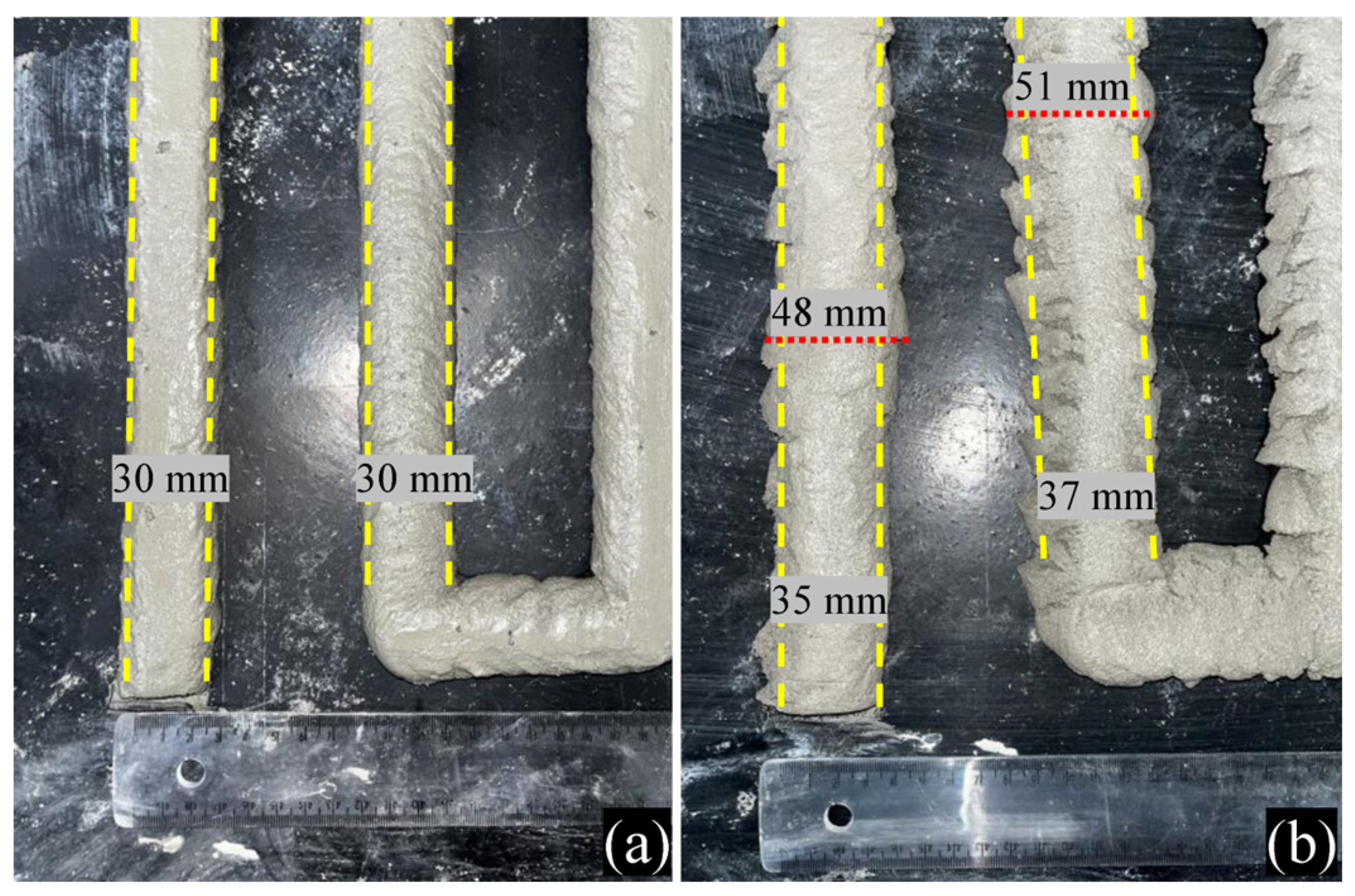
The unsuitable rheological behavior of the RCP mortar is detailed in Figure 14, as the changes in cross-section dimension are highlighted in comparison to the reference printable mortar.
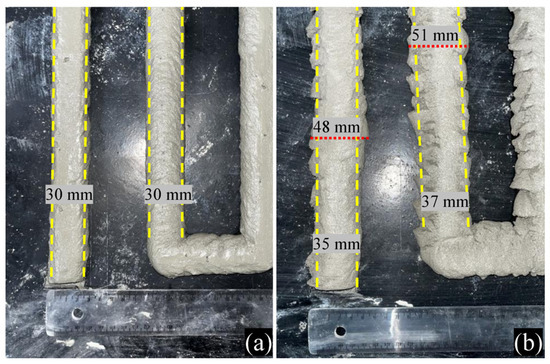
Figure 14.
Cross-section dimensions of the printed filaments; (a) Reference mortar. (b) RCP mortar.
In Figure 14a, no major changes in shape are noted, whereas, by the RCP mortar, the section gradually presents unsteady increases right at the start, varying more than 30% (+13 mm and +14 mm) of the filament width. A crumpling effect is visible, especially at subsequent sections of the path.
The buildability test consisted of printing a hollow cylinder prototype with around 15 mm of layer height for each printable mortar. The final prototypes are shown in Figure 15. For the reference mortar, the good pumpability conditions of the materials ensured good stability and shape retention as perceived from the extrudability test, allowing smooth printing so that it was possible to identify the moment at which material failure occurs due to an increase in tension and deformation in the first layers, shown in Figure 15a. Figure 15b presents the RCP mortar prototype.
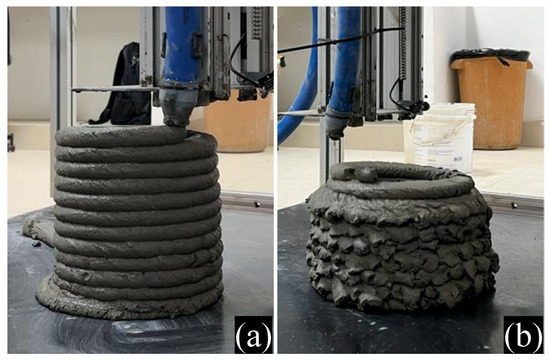
Figure 15.
Buildability test prototypes: (a) Reference mortar. (b) RCP mortar.
The high-yield stress material did not achieve the material failure threshold as it was not able to accumulate more layers due to extrusion interruption. As in the extrudability tests, the filament accumulated on its exterior irregular patches of mortar after extrusion in a crumpling effect, greatly overlapping the objects’ proposed dimensions. As perceived in the rheological investigation of pastes with RCP and the extrudability tests, the high increase in yield stress and lower paste volume by the replacement of cement with RCP impose careful mix design adjustments to ensure good printability, as flow behavior of printable mixtures when extruded is also system dependent.
4. Discussion
This study investigated the use of two distinct recycled concrete powders as alternatives for decreasing cement content in 3D printable mixtures. The findings demonstrate that the origin and recycling process of each powder was important when comparing their properties. The recycled powder obtained from concrete specimens produced in the laboratory (RCP-L) had finer grains, with a higher presence of minerals from the old hydrated paste. On the other hand, the powder obtained from washed concrete trucks (RCP-C) is coarser, and although it had a higher water absorption rate than the laboratory-produced, its surface area was smaller.
When analyzing the compacity of the powders, RCP-C has a higher compacity than RCP-L, and both have smaller compacities than cement. When combining each powder at 50% mass replacement with cement, a slighter higher compaction is achieved by RCP-C. Chemical and mineralogical investigations suggested the powder from concrete trucks could not preserve many remains of hydrated paste as its counterpart and is expected to be less porous.
On the calorimetric assessment, the RCP-L intensified the hydration reaction in the first hours compared to the reference paste due to a filler effect [43], which was also observed for the RCP-C sample. However, the heat flow rate of the and total heat of the reference samples rapidly became higher than the RCP mixture in the following hours after the induction period. When analyzing rheological results, the changes in hydration seem to govern the effects of the powders in the mixtures, with RCP-L having higher yield stress than the reference and RCP-C pastes. RCP-C did not deliver such gains. The higher specific surface area of RCP-L against RCP-C and cement may have caused an increase in nucleation spots available in the RCP-L mixtures, which could have intensified the formation of new hydrates. The specific surface area of RCP-C is 8% lower than cement, and the changes in hydration kinetics are justified mostly by the dissolution effect caused by the increase in the effective water-to-cement ratio [43].
Recycled aggregates tend to affect rheology due to their water absorption, but it could not be implied if the water absorption measured for each powder, which falls under 5%, was relevant to the effects observed. The findings show a higher significance of the changes in hydration in the first hours on the static and dynamic yield stresses. Accordingly, both powders increased these properties, with RCP-L having greater influence.
Viscosity can be greatly influenced by changes in packing density. Specifically, its maximum is reached. The packing density behavior for different fractions of RCP is shown in Figure 16. The maximum packing density for both RCPs is found at about 0.25 of powder volume fraction, but for the 50% RCPs mass fraction analyzed in this study, their lower packing compared to the maximum implies a reduction of water excess, and therefore, plastic viscosity assessed are at their maximum [34].
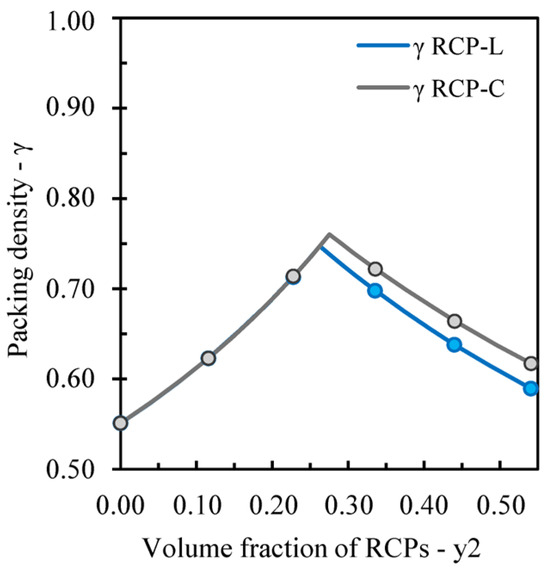
Figure 16.
Packing density for different RCP fractions in cementitious pastes. The dots indicate, respectively, a 0% to 50% fraction.
As RCP-C causes higher packing than RCP-L, a lower viscosity than RCP-L pastes is noted, which, combined with the comparatively lower influence in the first hours of hydration, coarser particles, and more free water enlightens with the reduction of plastic viscosity when compared to the reference pastes without the powder. In this manner, it can be stated that RCP-C mixtures may be interesting for 3D printing purposes as they also increase yield stress, interesting for buildability parameters, but have a less pronounced effect on viscosity than RCP-L, lowering the risk of decreasing pumpability. Conversely, recycled concrete powders influence rheological behavior differently and, therefore, can distinctively enhance printable mixtures for different purposes.
The environmental assessment highlights the significant reduction in carbon emissions achieved by decreasing the cement content in the mixtures. This reduction plays a pivotal role in improving the environmental performance of the pastes, with the findings showing an average reduction of 51% in CO2 emissions across all cases analyzed.
The use of limestone filler cement, which results in 23% fewer emissions compared to high early-strength cement, further enhances the sustainability of the mixtures. By employing both reduced cement content and cement with lower clinker composition, the potential environmental impact can be minimized by up to 62%. These results emphasize the strategy of reducing the carbon footprint of printable mixtures by reducing Portland cement content in their composition as highly effective. Previous mechanical assessments by the authors showed that the recycled powders caused almost proportionate reductions of compressive strength to replacement ratio [45].
The printing tests give an additional glimpse of the practical application of lowering cement content with RCP in printable mixtures. While rheological assessment in pastes allows a more direct understanding of how cement and RCP particles interact differently in the solution, observations for the mortar rheological behavior follow similar rheometric tendencies of pastes. The printability and buildability analyses were proposed as more technically appealing for 3D printing purposes, and correlating aspects were carried out qualitatively. First, the extrudability test provided important observations on the use of mortars with higher yield stress, such as the RCP mortar after extrusion. The printable material with recycled powder showed larger variations in cross-section width (+30%), with crumpling effects on the edges.
Extrusion with conical nozzles presents higher shearing once the pipe section starts to reduce until the opening, and therefore, heavier or bulkier materials, i.e., with higher aggregate fraction, lower a/c ratio, and consequently a smaller section occupied by the lubrication layer inside the pipe, will require higher pressure on the printing system what can bring issues to the extrusion and pumping. Yield stress directly dictates buildability, with low τo causing higher deformation and being more prone to collapse; however, much higher τo conversely can compromise pumpability.
From the rheological investigation in pastes, RCP-C indeed had a decrease in viscosity, which would be beneficial to printing purposes; however, the system unavoidably causes changes in rheological behavior. Due to different flow regimes and particle rearrangement throughout the section of the pipe, the width of the lubricant layer, and finally, the increase of shear at the end of the nozzle, the rheological behavior of the mixture after extrusion can vary greatly. Since RCP inevitably increases τo in cementitious mixtures, its morphological properties with sharper edges and rough texture, damage, and inadequate extrusion conditions were observed.
Evidently, this study proposed a remarkably high replacement fraction (50%) of cement mass on the premise of tailoring printable mixtures with a much lower environmental footprint while pursuing the attendance of printing requirements. Despite the printing issues experienced with the use of high quantities of RCP, when assessing printing procedures with such mixtures, the inevitable rheological effects imposed by the printing system in combination with the changes caused by RCP must be carefully considered to achieve feasible and less pollutant materials for 3D printing.
5. Conclusions
- The use of both recycled powders affected the hydration of cement pastes by increasing heat release at the induction period and shifting the acceleration phase to earlier hours due to a filler effect. However, the two powders did not contribute fully to the hydration as a much lower heat emitted at 7 days by pastes with RCP is observed.
- The effects caused by rheological behavior in cement pastes were dependent on the origin of the recycled powder, with RCP-L of controlled origin presenting gains in yield stress and plastic viscosity, whereas RCP-C also increased yield stress but at a lower proportion than RCP-L, and the lowest viscosity on cementitious pastes.
- The low water absorption measured for the RCPs did not seem to influence the rheological behavior of the pastes. The specific surface area, on the other hand, supports the fact that RCP-L mixtures faced more active hydration in the first hours.
- While viscosity is greatly influenced if packing density increases, the lower packing due to the 50% fraction of powder implies that their viscosity values are at their maximum. Higher packing also justifies lower plastic viscosity, but as RCP-C still causes increases in yield stress, this powder can still provide good buildability while imposing less risk of pumpability than RCP-L.
- The environmental impacts of printable mixtures are significantly reduced by lowering cement content with recycled concrete powders (RCPs), achieving up to 62% reduction in CO2 emissions, and extra reduction can also be achieved using Portland cement with less clinker content such as the limestone filler cement used in this work.
- Distinct effects are expected when using recycled powders from different concrete sources. The effects of each material in hydration and their composition, therefore, must be considered when designing new 3D printable mixtures with RCPs, but suitable rheological properties can still be achieved or even enhanced by the presence of these powders at 50% replacement of cement.
- The extrudability and buildability tests highlighted the complexity of using high RCP content in printable mixtures, as more careful adjustments are needed to tailor the extrusion-induced changes in rheological behavior after pumping. The technical and environmental feasibility of these novel mixtures is closely dependent on the balance of adequate pumpability and conditions of each printing system.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/buildings15081280/s1, Figure S1: Potential environmental impacts for the mixtures analysed.
Author Contributions
Conceptualization, T.C.C., O.A.M.R., and R.D.T.F.; methodology, T.C.C. and O.A.M.R.; formal analysis, T.C.C.; investigation, T.C.C.; resources, R.D.T.F.; writing—original draft preparation, T.C.C.; writing—review and editing, T.C.C. and O.A.M.R.; supervision, O.A.M.R. and R.D.T.F.; project administration, O.A.M.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Brazilian funding agencies CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico), CAPES (Coordenação ao de Aperfeiçoamento de Pessoal de Nível Superior—Brasil)—Finance Code 001, and FAPERJ (Fundação Carlos Chagas Filho de Amparo à Pesquisa do Estado do Rio de Janeiro) through the Auxílio ao Pesquisador Recém-contratado ARC Program, grant number 211.447/2019.
Data Availability Statement
All the study’s data are contained in this article.
Acknowledgments
This research was conducted in the context of the consortium Recycl3D (Recycled aggregates for 3D printed concrete structures), an ERA-MIN3 project of the European Union. The authors would like to thank the consortium members for the valuable discussion of the results.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study, in the collection, analyses, or interpretation of data, in the writing of the manuscript, or in the decision to publish the results.
References
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- García de Soto, B.; Agustí-Juan, I.; Hunhevicz, J.; Joss, S.; Graser, K.; Habert, G.; Adey, B.T. Productivity of digital fabrication in construction: Cost and time analysis of a robotically built wall. Autom. Constr. 2018, 92, 297–311. [Google Scholar] [CrossRef]
- Perrot, A. 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction Revolution; Wiley-ISTE: Hoboken, NJ, USA, 2019; pp. 1–148. [Google Scholar]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Banfill, P.F.G. Rheology of Fresh Cement and Concrete; CRC Press: Boca Raton, FL, USA, 2006; pp. 61–130. [Google Scholar]
- Tinoco, M.P.; de Mendonça, É.M.; Fernandez, L.I.C.; Caldas, L.R.; Reales, O.A.M.; Filho, R.D.T. Life cycle assessment (LCA) and environmental sustainability of cementitious materials for 3D concrete printing: A systematic literature review. J. Build. Eng. 2022, 52, 104456. [Google Scholar] [CrossRef]
- Fernandez, L.I.C.; Caldas, L.R.; Mendoza Reales, O.A. Environmental evaluation of 3D printed concrete walls considering the life cycle perspective in the context of social housing. J. Build. Eng. 2023, 74, 106915. [Google Scholar] [CrossRef]
- Motalebi, A.; Khondoker, M.A.H.; Kabir, G. A systematic review of life cycle assessments of 3D concrete printing. Sustain. Oper. Comput. 2024, 5, 41–50. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, X.; Xiao, J.; Ji, G.; Zhang, S.; Hsu, S.-C.; Poon, C.-S. Comparative eco-efficiency assessment of 3D-printed recycled aggregate concrete structure for mid-rise residential buildings. J. Build. Eng. 2024, 95, 110349. [Google Scholar] [CrossRef]
- Huang, B.; Ge, Y.; Wang, X.; Wang, Y.; Wang, J.; Song, C.; Zhu, J.; Amaechi, C.V.; Sun, J. Recycled ceramic brick powder utilization in fiber reinforced 3D printing concrete: An eco-friendly substitute to conventional fine aggregates. J. Build. Eng. 2024, 98, 111441. [Google Scholar] [CrossRef]
- Andrew, R.M. Global CO2 emissions from cement production, 1928–2018. Earth Syst. Sci. Data 2019, 11, 1675–1710. [Google Scholar] [CrossRef]
- IEA. WBCSD Technology Roadmap—Low-Carbon Transition in the Cement Industry; IEA: Paris, France; CSI/WBCD: Geneva, Switzerland, 2018; Available online: https://iea.blob.core.windows.net/assets/cbaa3da1-fd61-4c2a-8719-31538f59b54f/TechnologyRoadmapLowCarbonTransitionintheCementIndustry.pdf (accessed on 1 April 2025).
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Zheng, L.; Wu, H.; Zhang, H.; Duan, H.; Wang, J.; Jiang, W.; Dong, B.; Liu, G.; Zuo, J.; Song, Q. Characterizing the generation and flows of construction and demolition waste in China. Constr. Build. Mater. 2017, 136, 405–413. [Google Scholar] [CrossRef]
- Gálvez-Martos, J.L.; Styles, D.; Schoenberger, H.; Zeschmar-Lahl, B. Construction and demolition waste best management practice in Europe. Resour. Conserv. Recycl. 2018, 136, 166–178. [Google Scholar] [CrossRef]
- Verian, K.P.; Ashraf, W.; Cao, Y. Properties of recycled concrete aggregate and their influence in new concrete production. Resour. Conserv. Recycl. 2018, 133, 30–49. [Google Scholar] [CrossRef]
- Qian, H.; Hua, S.; Yue, H.; Feng, G.; Qian, L.; Jiang, W.; Zhang, L. Utilization of recycled construction powder in 3D concrete printable materials through particle packing optimization. J. Build. Eng. 2022, 61, 105236. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical properties of concrete mixed with recycled powder produced from construction and demolition waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- Rocha, J.H.A.; Toledo Filho, R.D. The utilization of recycled concrete powder as supplementary cementitious material in cement-based materials: A systematic literature review. J. Build. Eng. 2023, 76, 107319. [Google Scholar] [CrossRef]
- Ruth Bola Oliveira, D.; Leite, G.; Possan, E.; Marques Filho, J. Concrete powder waste as a substitution for Portland cement for environment-friendly cement production. Constr. Build. Mater. 2023, 397, 132382. [Google Scholar] [CrossRef]
- Kim, J.; Nciri, N.; Sicakova, A.; Kim, N. Characteristics of waste concrete powders from multi-recycled coarse aggregate concrete and their effects as cement replacements. Constr. Build. Mater. 2023, 398, 132525. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; He, B.; Yi, S.; Tang, L. Recycling fine powder collected from construction and demolition wastes as partial alternatives to cement: A comprehensive analysis on effects, mechanism, cost and CO2 emission. J. Build. Eng. 2023, 71, 106507. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Yu, Y.; Wang, Y.; Ding, T.; Zhu, Y.; Yu, J.; Li, S.; Duan, Z.; Wu, Y.; et al. 3D recycled mortar printing: System development, process design, material properties and on-site printing. J. Build. Eng. 2020, 32, 101779. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, C.; Liu, H.; Zhang, Z.; He, C.; Liu, S.; Zhang, R.; Wang, Y.; Bai, G. Study on the rheology and buildability of 3D printed concrete with recycled coarse aggregates. J. Build. Eng. 2021, 42, 103030. [Google Scholar] [CrossRef]
- Rahul, A.V.; Mohan, M.K.; De Schutter, G.; Van Tittelboom, K. 3D printable concrete with natural and recycled coarse aggregates: Rheological, mechanical and shrinkage behaviour. Cem. Concr. Compos. 2022, 125, 104311. [Google Scholar] [CrossRef]
- Duan, Z.; Hou, S.; Xiao, J.; Singh, A. Rheological properties of mortar containing recycled powders from construction and demolition wastes. Constr. Build. Mater. 2020, 237, 117622. [Google Scholar] [CrossRef]
- Hou, S.; Xiao, J.; Duan, Z.; Ma, G. Fresh properties of 3D printed mortar with recycled powder. Constr. Build. Mater. 2021, 309, 125186. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J.; Duan, Z.; Zou, S.; Xia, B. Effects of printing paths and recycled fines on drying shrinkage of 3D printed mortar. Constr. Build. Mater. 2022, 342, 128007. [Google Scholar] [CrossRef]
- De Vlieger, J.; Boehme, L.; Blaakmeer, J.; Li, J. Buildability assessment of mortar with fine recycled aggregates for 3D printing. Constr. Build. Mater. 2023, 367, 130313. [Google Scholar] [CrossRef]
- Pepe, M.; Lombardi, R.; Lima, C.; Paolillo, B.; Martinelli, E. Experimental Evidence on the Possible Use of Fine Concrete and Brick Recycled Aggregates for 3D Printed Cement-Based Mixtures. Materials 2025, 18, 583. [Google Scholar] [CrossRef]
- Cavalcante, T.C.; Toledo Filho, R.D.; Mendoza Reales, O.A. Influence of Recycled Concrete Powder on Rheology of Printable Cement-Based Matrixes. ACI Mater. J. 2024, 121, 69–80. [Google Scholar] [CrossRef]
- ASTM C150-07; Standard Specification for Portland Cement. ASTM: West Conshohocken, PA, USA, 2007.
- ASTM C595/C595M-24; Standard Specification for Blended Hydraulic Cements. ASTM: West Conshohocken, PA, USA, 2024.
- Rangel, C.S.; Toledo Filho, R.D.; Amario, M.; Pepe, M.; de Castro Polisseni, G.; de Andrade, G.P. Generalized quality control parameter for heterogenous recycled concrete aggregates: A pilot scale case study. J. Clean. Prod. 2019, 208, 589–601. [Google Scholar] [CrossRef]
- Castro, J.; Keiser, L.; Golias, M.; Weiss, J. Absorption and desorption properties of fine lightweight aggregate for application to internally cured concrete mixtures. Cem. Concr. Compos. 2011, 33, 1001–1008. [Google Scholar] [CrossRef]
- De Larrard, F. Concrete Mixture Proportioning: A Scientific Approach; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006.
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006.
- Borghi, G.; Pantini, S.; Rigamonti, L. Life cycle assessment of non-hazardous Construction and Demolition Waste (CDW) management in Lombardy Region (Italy). J. Clean. Prod. 2018, 184, 815–825. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Bianchi, I.; Volpe, S.; Fiorito, F.; Forcellese, A.; Sangiorgio, V. Life cycle assessment of building envelopes manufactured through different 3D printing technologies. J. Clean. Prod. 2024, 440, 140905. [Google Scholar] [CrossRef]
- Cavalcante, T.C.; Castrillon Fernandez, L.I.; Toledo Filho, R.D.; Mendoza Reales, O.A. 3D printable mortars with different recycled concrete powders as fillers. In Proceedings of the 4th RILEM International Conference on Concrete and Digital Fabrication (Digital Concrete 2024), Munich, Germany, 4–6 September 2024. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).