


The Effectiveness of Waste Tire Pyrolysis Oils (WTPOs) as Rejuvenating Agents for Asphalt Materials


Abstract
1. Introduction
2. Objective and Research Approach
3. Materials and Testing Methods
3.1. Materials
3.2. Test Methods
3.2.1. Thermogravimetric Analysis (TGA)
3.2.2. Laboratory Aging Techniques
3.2.3. Fourier Transform Infrared (FT-IR) Spectroscopy
3.2.4. Brookfield Rotational Viscometer (RV)
3.2.5. Temperature Sweep Test (TST)
3.2.6. Frequency Sweep Test (FST)
3.2.7. Low-Temperature Performance Grade
3.2.8. Evaluation of Binder Aging Susceptibility
4. Results and Discussion
4.1. Thermogravimetric Analysis (TGA)
4.2. Chemical Composition of the Investigated Modifiers and Binders
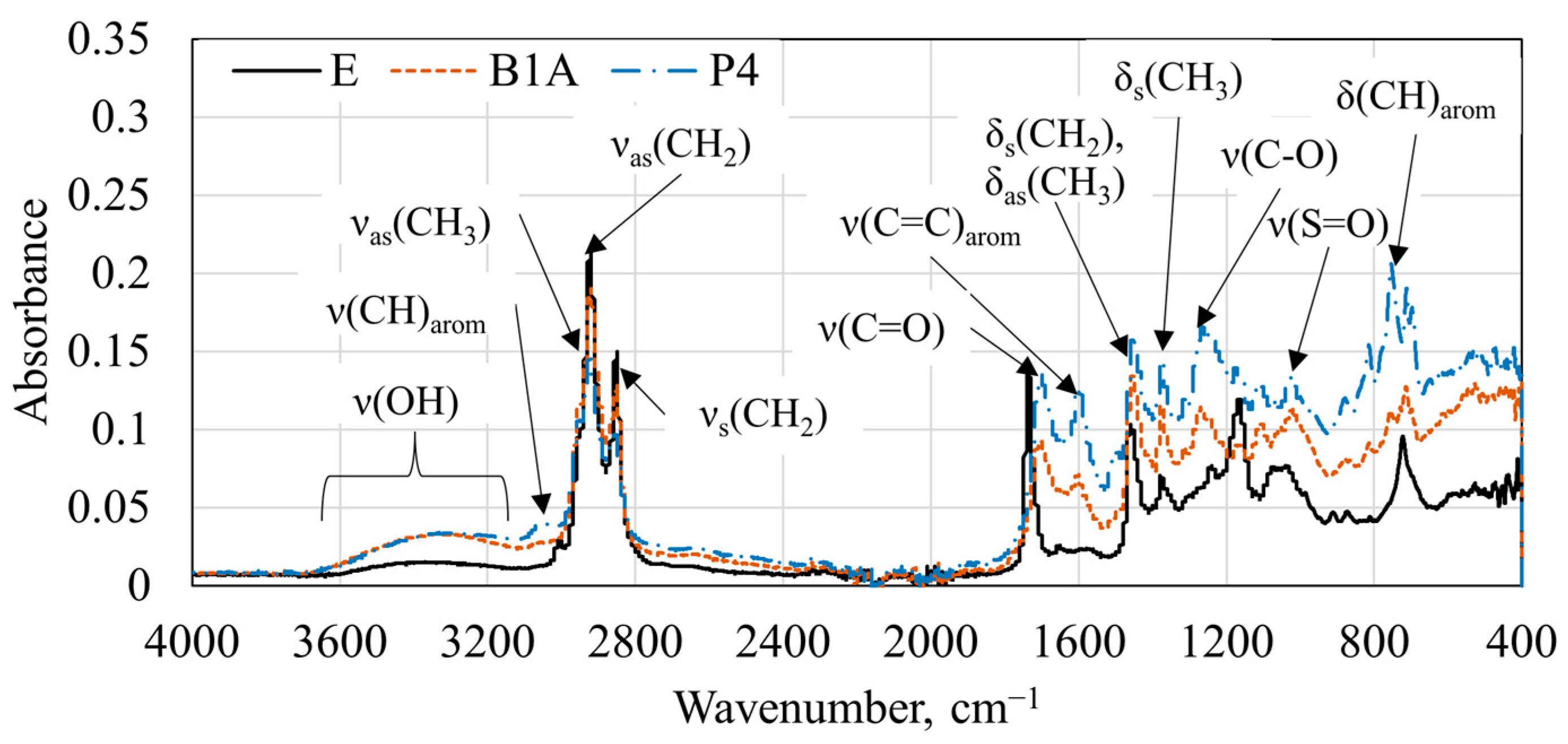
4.2.1. Chemical Composition of Rejuvenating Agents
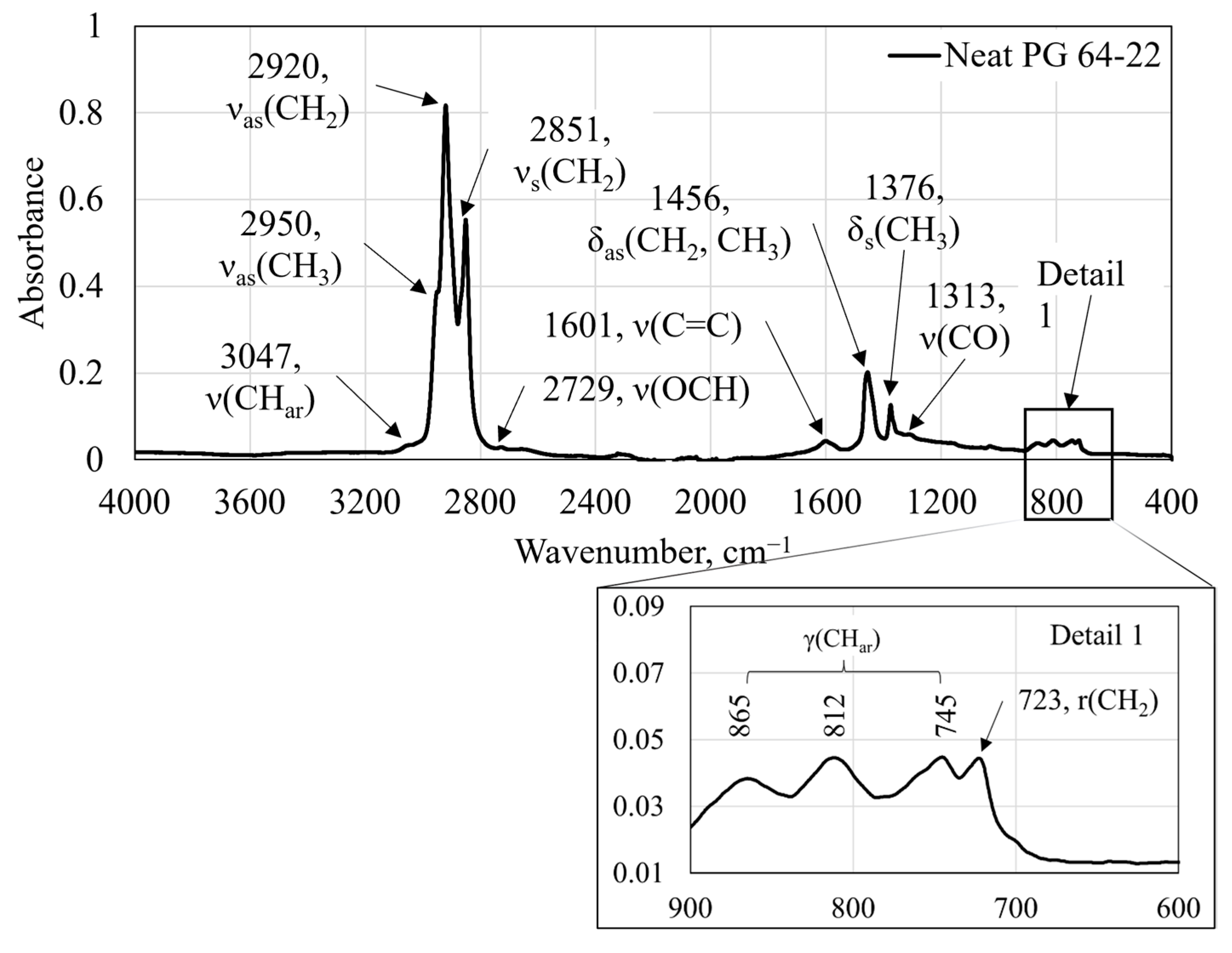
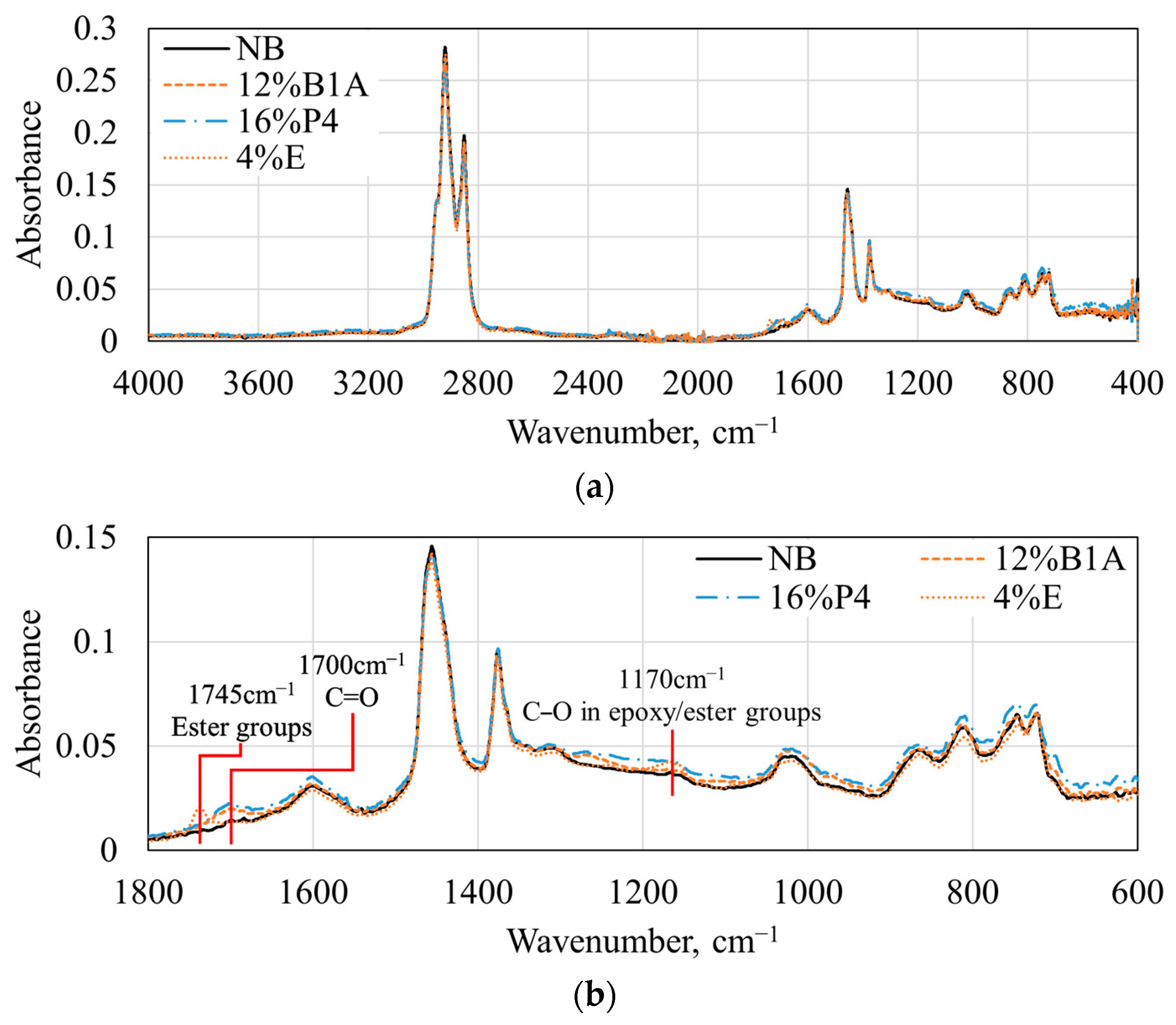
4.2.2. Chemical Composition of the Binders
4.3. Mechanical and Rheological Characterization of Binders
4.3.1. Analysis of Dynamic Viscosity
4.3.2. Aging Sustainability
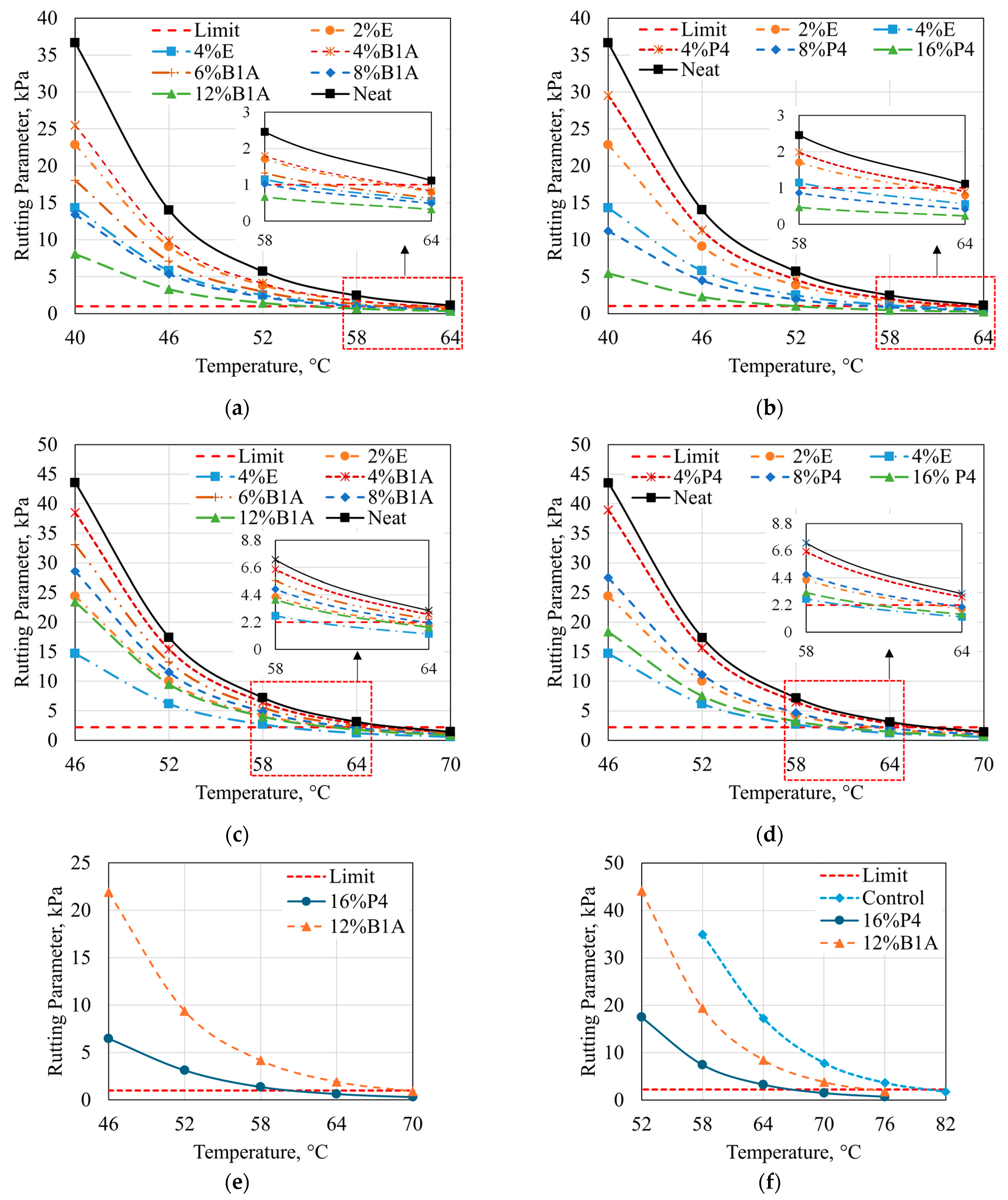
4.3.3. Temperature Sweep Test Results
High-Temperature Performance Grade (PG)
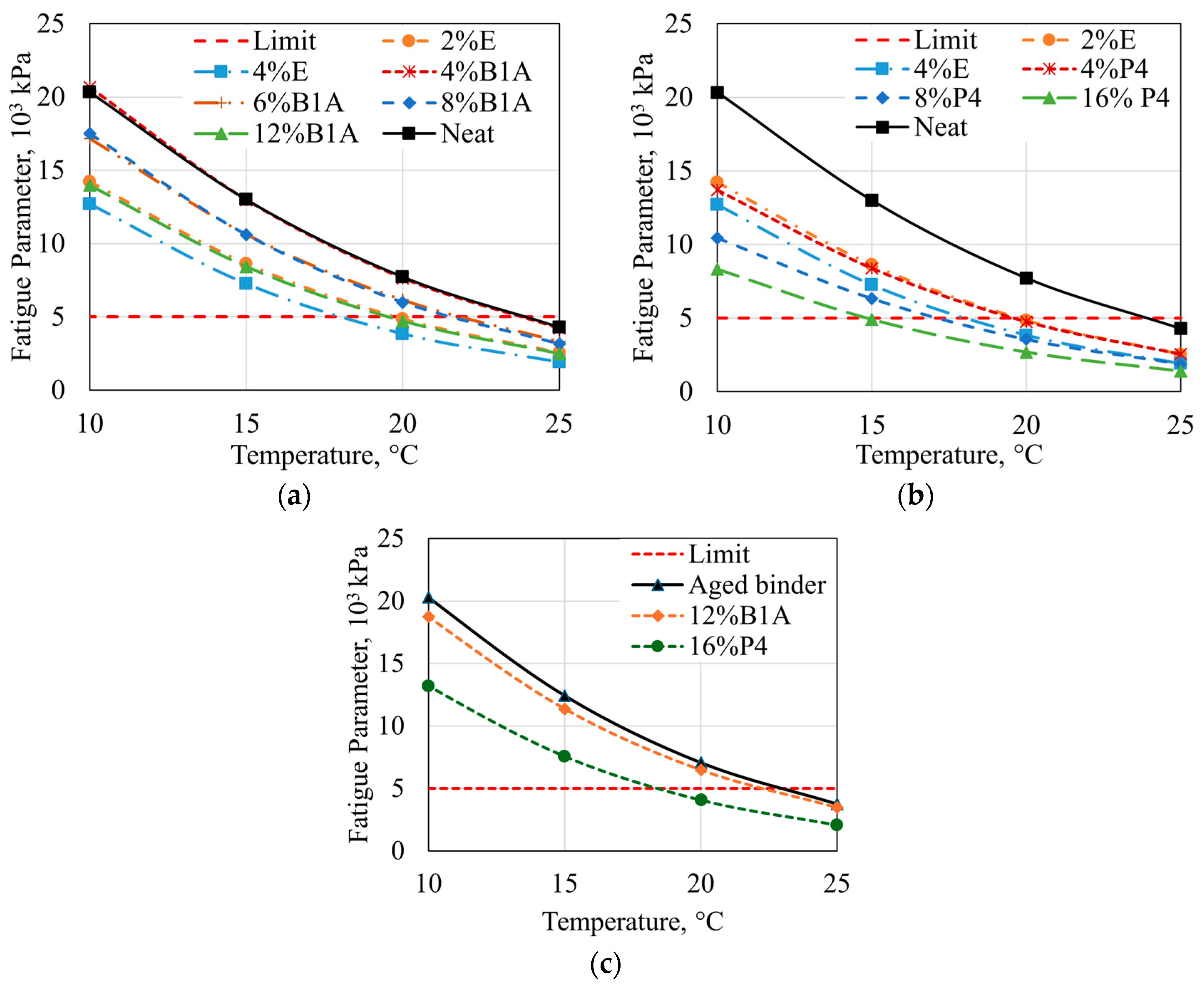
Intermediate-Temperature Performance Grade
4.3.4. Complex Modulus Master Curve
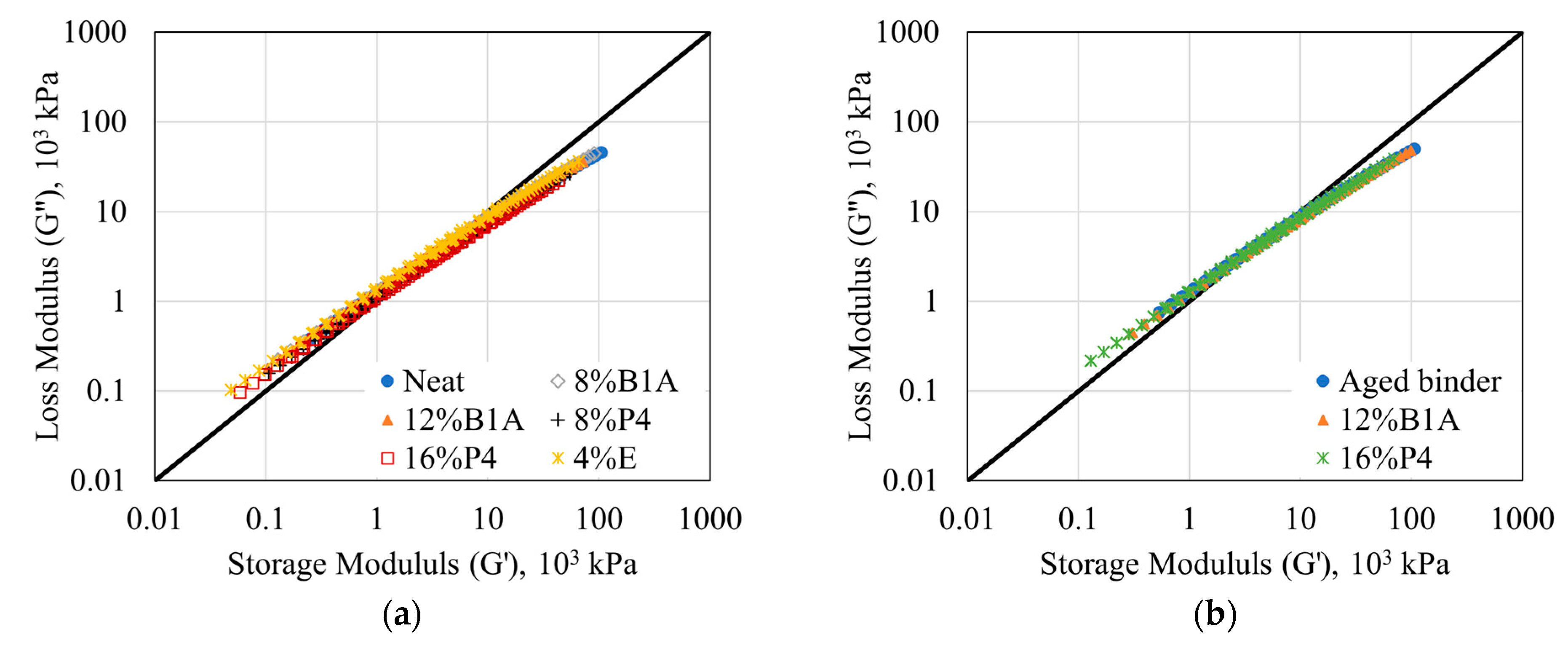
4.3.5. Cole–Cole Diagram
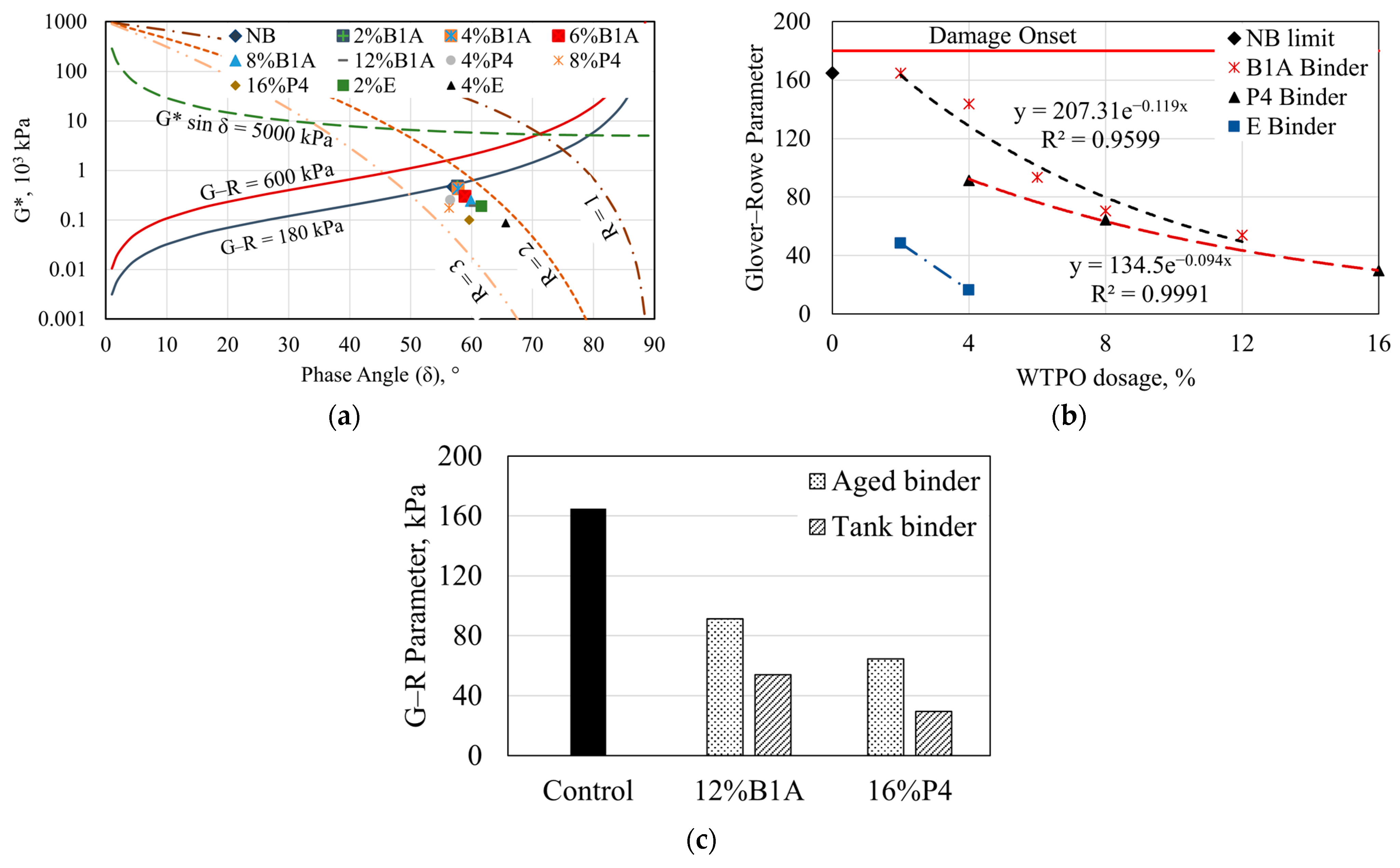
4.3.6. Black Space Diagram and Glover-Rowe Damage Parameter
4.3.7. Low-Temperature Performance Grade
5. Conclusions
- Thermal and chemical analyses revealed variations in the chemical composition of the WTPOs, particularly in their aromatic content, depending on the pyrolysis process.
- The workability of the asphalt binder was enhanced significantly by the WTPOs, leading to significantly reduced mixing and compaction temperatures, thereby conserving energy and promoting more efficient pavement construction practices.
- The WTPOs demonstrated potential for enhancing the blending of raw binder and RAP materials, improving the overall performance and cohesion of the recycled asphalt mixture.
- The %RTFO mass loss indicated that WTPOs contain light aromatics and moisture that evaporate at standard mixing temperatures (163 °C). This finding underscores the need to optimize the pyrolysis process to enhance the thermal stability of WTPO, ensuring it remains effective and stable during asphalt production and application.
- The plant-processed WTPO batch exhibited better long-term mechanical properties and higher fatigue cracking resistance comparable to that of the commercial rejuvenator, suggesting the importance of optimizing the pyrolysis process.
- The fatigue cracking resistance and decreased cracking susceptibility of the asphalt binder were enhanced significantly with the incorporation of WTPO. This improvement is evidenced by the Glover-Rowe (G-R) parameter, which showed a reduction of up to 82% for a 16% WTPO content.
- The rheological and physical test results indicated that a WTPO dosage of 12% is the most effective for enhancing the durability of asphalt pavements by improving the cracking resistance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Moore, F.S.R. USTMA’ s 14th Scrap Tire Management Report Highlights the Need for Continued Investment in End-Use Markets. 2020. Available online: https://www.ustires.org/sites/default/files/2019%20USTMA%20Scrap%20Tire%20Management%20Summary%20Report.pdf (accessed on 1 March 2024).
- Environmental Protection Agency (EPA). National Overview: Facts and Figures on Materials, Wastes and Recycling; Environmental Protection Agency (EPA): Washington, DC, USA, 2020. [Google Scholar]
- Martínez, J.D.; Puy, N.; Murillo, R.; García, T.; Navarro, M.V.; Mastral, A.M. Waste tyre pyrolysis–A review. Renew. Sustain. Energy Rev. 2013, 23, 179–213. [Google Scholar] [CrossRef]
- Williams, B.A.; Willis, J.R.; Shacat, J. Annual Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage: 2021. 12th Annual Survey (IS 138); National Asphalt Pavement Association: Greenbelt, MD, USA, 2022. [Google Scholar] [CrossRef]
- Abdalfattah, I.A.; Mogawer, W.S.; Stuart, K. Quantification of the degree of blending in hot-mix asphalt (HMA) with reclaimed asphalt pavement (RAP) using Energy Dispersive X-Ray Spectroscopy (EDX) analysis. J. Clean. Prod. 2021, 294, 126261. [Google Scholar] [CrossRef]
- Orešković, M.; Menegusso Pires, G.; Bressi, S.; Vasconcelos, K.; Presti, D.L. Quantitative assessment of the parameters linked to the blending between reclaimed asphalt binder and recycling agent: A literature review. Constr. Build. Mater. 2020, 234, 117323. [Google Scholar] [CrossRef]
- Ding, Y.; Huang, B.; Shu, X. Characterizing blending efficiency of plant produced asphalt paving mixtures containing high RAP. Constr. Build. Mater. 2016, 126, 172–178. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. Evaluation of rejuvenator’s effectiveness with conventional mix testing for 100% reclaimed Asphalt pavement mixtures. Transp. Res. Rec. 2013, 2370, 17–25. [Google Scholar] [CrossRef]
- Tran, N.H.; Taylor, A.; Willis, R. Effect of Rejuvenator on Performance Properties of HMA Mixtures with High RAP and RAS Contents; NCAT Report 5–12; National center for asphalt technology, Auburn University: Auburn, Alabama, 2012. [Google Scholar]
- Im, S.; Zhou, F. Field Performance of RAS Test Sections and Laboratory Investigation of Impact of Rejuvenators on Engineering Properties of RAP/RAS Mixes; Texas. Dept. of Transportation. Research and Technology Implementation Office: Austin, TX, USA, 2014. Available online: https://rosap.ntl.bts.gov/view/dot/27281 (accessed on 1 April 2024).
- Zaumanis, M.; Mallick, R.B.; Poulikakos, L.; Frank, R. Influence of six rejuvenators on the performance properties of Reclaimed Asphalt Pavement (RAP) binder and 100% recycled asphalt mixtures. Constr. Build. Mater. 2014, 71, 538–550. [Google Scholar] [CrossRef]
- Elkashef, M.; Podolsky, J.; Williams, R.C.; Cochran, E.W. Introducing a soybean oil-derived material as a potential rejuvenator of asphalt through rheology, mix characterisation and Fourier Transform Infrared analysis. Road Mater. Pavement Des. 2017, 19, 1750–1770. [Google Scholar] [CrossRef]
- Yaseen, G.; Hafeez, I. Effect of cereclor as rejuvenator to enhance the aging resistance of reclaimed asphalt pavement binder. Materials 2020, 13, 1582. [Google Scholar] [CrossRef]
- Wróbel, M.; Woszuk, A.; Ratajczak, M.; Franus, W. Properties of reclaimed asphalt pavement mixture with organic rejuvenator. Constr. Build. Mater. 2021, 271, 121514. [Google Scholar] [CrossRef]
- Mogawer, W.S.; Booshehrian, A.; Vahidi, S.; Austerman, A.J. Evaluating the effect of rejuvenators on the degree of blending and performance of high RAP, RAS, and RAP/RAS mixtures. Road Mater. Pavement Des. 2013, 14, 193–213. [Google Scholar] [CrossRef]
- Ma, T.; Huang, X.; Zhao, Y.; Zhang, Y. Evaluation of the diffusion and distribution of the rejuvenator for hot asphalt recycling. Constr. Build. Mater. 2015, 98, 530–536. [Google Scholar] [CrossRef]
- Ongel, A.; Hugener, M. Impact of rejuvenators on aging properties of bitumen. Constr. Build. Mater. 2015, 94, 467–474. [Google Scholar] [CrossRef]
- Behnood, A. Application of rejuvenators to improve the rheological and mechanical properties of asphalt binders and mixtures: A review. J. Clean. Prod. 2019, 231, 171–182. [Google Scholar] [CrossRef]
- Raman, N.A.A.; Hainin, M.R.; Hassan, N.A.; Ani, F.N. A review on the application of bio-oil as an additive for asphalt. J. Teknol. 2015, 72. [Google Scholar] [CrossRef]
- Zhang, R.; You, Z.; Ji, J.; Shi, Q.; Suo, Z. A Review of Characteristics of Bio-Oils and Their Utilization as Additives of Asphalts. Molecules 2021, 26, 5049. [Google Scholar] [CrossRef]
- Zargar, M.; Ahmadinia, E.; Asli, H.; Karim, M.R. Investigation of the possibility of using waste cooking oil as a rejuvenating agent for aged bitumen. J. Hazard. Mater. 2012, 233–234, 254–258. [Google Scholar] [CrossRef]
- Ali, A.W.; Mehta, Y.A.; Nolan, A.; Purdy, C.; Bennert, T. Investigation of the impacts of aging and RAP percentages on effectiveness of asphalt binder rejuvenators. Constr. Build. Mater. 2016, 110, 211–217. [Google Scholar] [CrossRef]
- Yang, X.; You, Z. High temperature performance evaluation of bio-oil modified asphalt binders using the DSR and MSCR tests. Constr. Build. Mater. 2015, 76, 380–387. [Google Scholar] [CrossRef]
- Zhu, H.; Xu, G.; Gong, M.; Yang, J. Recycling long-term-aged asphalts using bio-binder/plasticizer-based rejuvenator. Constr. Build. Mater. 2017, 147, 117–129. [Google Scholar] [CrossRef]
- Elkashef, M.; Podolsky, J.; Williams, R.C.; Cochran, E. Preliminary examination of soybean oil derived material as a potential rejuvenator through Superpave criteria and asphalt bitumen rheology. Constr. Build. Mater. 2017, 149, 826–836. [Google Scholar] [CrossRef]
- Elkashef, M.; Williams, R.C. Improving fatigue and low temperature performance of 100% RAP mixtures using a soybean-derived rejuvenator. Constr. Build. Mater. 2017, 151, 345–352. [Google Scholar] [CrossRef]
- Cavalli, M.C.; Zaumanis, M.; Mazza, E.; Partl, M.; Poulikakos, L. Effect of ageing on the mechanical and chemical properties of binder from RAP treated with bio-based rejuvenators. Compos. B Eng. 2018, 141, 174–181. [Google Scholar] [CrossRef]
- Cao, X.; Wang, H.; Cao, X.; Sun, W.; Zhu, H.; Tang, B. Investigation of rheological and chemical properties asphalt binder rejuvenated with waste vegetable oil. Constr. Build. Mater. 2018, 180, 455–463. [Google Scholar] [CrossRef]
- Farooq, M.A.; Mir, M.S.; Sharma, A. Laboratory study on use of RAP in WMA pavements using rejuvenator. Constr. Build. Mater. 2018, 168, 61–72. [Google Scholar] [CrossRef]
- Zhang, R.; You, Z.; Wang, H.; Ye, M.; Yap, Y.K.; Si, C. The impact of bio-oil as rejuvenator for aged asphalt binder. Constr. Build. Mater. 2019, 196, 134–143. [Google Scholar] [CrossRef]
- Ankush, K.; Rajan, C.; Abhinay, K. A Study on Aging Characteristics of Asphalt Binders Modified with Waste EPDM Rubber and Tire Pyrolysis Oil. J. Mater. Civil. Eng. 2023, 35, 04023473. [Google Scholar] [CrossRef]
- Ankush, K.; Rajan, C.; Abhinay, K. Evaluation of Waste Tire Pyrolytic Oil as a Rejuvenation Agent for Unmodified, Polymer-Modified, and Rubber-Modified Aged Asphalt Binders. J. Mater. Civil. Eng. 2022, 34, 04022246. [Google Scholar] [CrossRef]
- Al-Sabaeei, A.M.; Napiah, M.B.; Sutanto, M.H.; Alaloul, W.S.; Yusoff, N.I.M.; Khairuddin, F.H.; Memon, A.M. Evaluation of the high-temperature rheological performance of tire pyrolysis oil-modified bio-asphalt. Int. J. Pavement Eng. 2022, 23, 4007–4022. [Google Scholar] [CrossRef]
- Arega, Z.A.; Bhasin, A.; De Kesel, T. Influence of extended aging on the properties of asphalt composites produced using hot and warm mix methods. Constr. Build. Mater. 2013, 44, 168–174. [Google Scholar] [CrossRef]
- Zhang, R.; Sias, J.E.; Dave, E.V. Evaluation of the cracking and aging susceptibility of asphalt mixtures using viscoelastic properties and master curve parameters. J. Traffic Transp. Eng. (Engl. Ed.) 2022, 9, 106–119. [Google Scholar] [CrossRef]
- ASTM D4402; Standard Test Method for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2016.
- ASTM D2872; Standard Test Method for Effect of Heat and Air on a Moving Film of Asphalt (Rolling Thin-Film Oven Test). American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- ASTM D7175; Standard Test Method for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- ASTM D6648; Standard Test Method for Determining the Flexural Creep Stiffness of Asphalt Binder Using the Bending Beam Rheometer (BBR). American Society for Testing and Materials: West Conshohocken, PA, USA, 2016.
- ASTM D6521; Standard Practice for Accelerated Aging of Asphalt Binder Using a Pressurized Aging Vessel (PAV). American Society for Testing and Materials: West Conshohocken, PA, USA, 2022.
- Hofko, B.; Porot, L.; Falchetto Cannone, A.; Poulikakos, L.; Huber, L.; Lu, X.; Mollenhauer, K.; Grothe, H. FTIR spectral analysis of bituminous binders: Reproducibility and impact of ageing temperature. Mater. Struct. 2018, 51, 45. [Google Scholar] [CrossRef]
- Petersen, J.C.; Robertson, R.E.; Branthaver, J.F.; Harnsberger, P.M.; Duvall, J.J.; Kim, S.S.; Anderson, D.A.; Christiansen, D.W.; Bahia, H.U. Binder Characterization and Evaluation; Strategic Highway Research Program, National Research Council: Washington, DC, USA, 1994; Volume 1. [Google Scholar]
- Anderson, R.M.; King, G.N.; Hanson, D.I.; Blankenship, P.B. Evaluation of the relationship between asphalt binder properties and non-load related cracking. J. Assoc. Asph. Paving Technol. 2011, 80, 615–664. [Google Scholar]
- Guan, M.; Guo, M.; Tan, Y.; Du, X. Study on the effect of aging on cracking resistance of virgin asphalt binder and its evolution model. Constr. Build. Mater. 2023, 407, 133443. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | Rejuvenating Agent | Recommended Dosage, % | Mixing Condition | Main Findings |
|---|---|---|---|---|
| Zargar et al. [24] | WCO | 3–4% by binder wt. (laboratory-aged binder) | Mixing at 200 rpm for 30 min at 160 °C |
|
| Ali et al. [25] | Naphthenic oil Paraffinic oil Aromatic extracts Oleic acid Tall oil | 5 and 9% 5 and 9% 5 and 9% 3 and 5.4% 2.5 and 4% by binder wt., for 25% and 45% RAP content, respectively | - |
|
| Zaumains et al. [11] | Six rejuvenators: WVO, WVG, organic oil, Hydrogreen STM, distilled tall oil, aromatic extract, and WEO | 12% of binder wt. for both extracted RAP binder and RAP mixtures | Mixing at 140 °C for 40 min |
|
| Yang et al. [26] | Waste wood-derived bio-oil | 5 and 10% by binder wt. (PG58-28 binder) | - |
|
| Zhu et al. [27] | By-product in cotton-oil production | 5 and 10% by total wt. of aged binder (laboratory-aged binder) | Shear mixer at 5000 rpm for 15 min at 130 °C and 160 °C for neat and SBS-binders |
|
| Elkashef et al. [28] | Soybean oil | 0.75% by wt. of binder (original binders) | Shear mill at 3000 rpm for 60 min at 140 °C |
|
| Elkashef and William [29] | Soybean oil | 6% and 12% by wt. of original binder, blended with extracted RAP binder at a 1:5 wt. ratio, resulting in effective dosages of 1% and 2% by total binder wt. | - |
|
| Cavalli et al. [30] | Natural seed, cashew nutshell, and tall oils | 5% by binder wt. (extracted RAP binder) | Speed mixer at 3500 rpm for 1 min at 145 °C |
|
| Cao et al. [31] | WVO | 5, 10, 15, and 20% by binder wt. (laboratory-aged binder) | Stirred at 3000 rpm for 15 min at 135 °C |
|
| Farooq et al. [32] | WMEO | 10–20% by wt. of RAP binder | - | Improved the mechanical performance, compatibility, and aggregate coating of RAP recycled asphalt mixtures. |
| Zhang et al. [33] | Sawdust-derived bio-oil | 10, 15, and 20% by wt. of binder (laboratory-aged binder) | Mixed at 5000 rpm for 15 min at 135 °C | Decreased the viscosity and activation energy, increased the softening of aged binder, and enhanced the thermal cracking resistance. |
| Parameters | PG 64-22 | Aged Binder | Limit | Standard |
|---|---|---|---|---|
| Viscosity at 135 °C, Pa.s | 0.401 | 1.33 | ≤3 Pa.s | ASTM D4402 [36] |
| RTFO mass loss, % | 0.041 | - | ≤1.0 | ASTM D2872 [37] |
| G*/sinδ (original case) | 1.41 1 | - | ≥1.0 | ASTM D7175 [38] |
| G*/sinδ (RTFO residue) | 3.34 1 | 17.21 2 | ≥2.2 | |
| G*.sinδ at 25 °C, kPa | 4056.97 * | 3763.41 | ≤5000 | ASTM D7175 [38] |
| S at 12 °C, MPa | 172.87 * | 197.85 | ≤300 | ASTM D6648 [39] |
| m-value at 12 °C | 0.336 * | 0.31 | ≥0.30 |
| Code | Description | Flash Point, F | Dosage, % |
|---|---|---|---|
| B1A | Collected at 400 °F with 38.8 cP dynamic viscosity | 265 | 2, 4, 6, 8, and 12 |
| P4 | Plant-treated batch of combined trays (570 °F) for 4 hrs with 45 cp dynamic viscosity. | 259 | 4, 8, 16 |
| Criteria | * B1A | P4 |
|---|---|---|
| Onset temperature, °C | 106 | - |
| %Mass change before the stepwise isothermal stage | 5.05 | 1.24 |
| %Loss at 100 °C after the isothermal step | 25.26 | 22.20 |
| %Mass loss at 163 °C ** | 35 | 45 |
| %Residue | 4.522 | 6.59 |
| Wavenumber, cm−1 | Functional Groups | Class of Components |
|---|---|---|
| 3360 | O-H stretching | Water and hydroxyl compounds (carboxylic acid, alcohols, or phenols) |
| 3060 | C-H stretching | Aromatic |
| 2955 | C-H asymmetric stretching (Methyl “CH3”) | Alkane |
| 2923 | C-H asymmetric stretching (CH3 and CH2) | |
| 2868 | C-H symmetric stretching (CH3) | |
| 1695 | C=O stretching | Carboxylic acid |
| 1604 | C=C stretching | Aromatic |
| 1451 | C=C stretching | Aromatic |
| CH2-S | Sulfur-containing compounds | |
| 1376 | -C-H bending | Alkane |
| S=O asymmetric stretch | Sulfonyl chlorides | |
| 1267 | C-O stretching | Ester or phenol |
| 1111 | C-H in-plane bending | Aromatic |
| 697–880 | C-H bending | Aromatic |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Ashwah, A.S.; Abdelrahman, M. The Effectiveness of Waste Tire Pyrolysis Oils (WTPOs) as Rejuvenating Agents for Asphalt Materials. Environments 2024, 11, 176. https://doi.org/10.3390/environments11080176
El-Ashwah AS, Abdelrahman M. The Effectiveness of Waste Tire Pyrolysis Oils (WTPOs) as Rejuvenating Agents for Asphalt Materials. Environments. 2024; 11(8):176. https://doi.org/10.3390/environments11080176
Chicago/Turabian StyleEl-Ashwah, Ahmed S., and Magdy Abdelrahman. 2024. "The Effectiveness of Waste Tire Pyrolysis Oils (WTPOs) as Rejuvenating Agents for Asphalt Materials" Environments 11, no. 8: 176. https://doi.org/10.3390/environments11080176
APA StyleEl-Ashwah, A. S., & Abdelrahman, M. (2024). The Effectiveness of Waste Tire Pyrolysis Oils (WTPOs) as Rejuvenating Agents for Asphalt Materials. Environments, 11(8), 176. https://doi.org/10.3390/environments11080176