Study of the Mechanism of a Stable Deposited Height During GMAW-Based Additive Manufacturing


Abstract
:1. Introduction
2. Experimental Details
2.1. Experimental Conditions
2.2. Materials
2.3. Results of Experiments
3. Process Simulation
3.1. Mathematical Models
3.2. Governing Equations
3.3. Enthalpy-Temperature Relationship
3.4. Heat Source Model
3.5. Body Forces
3.6. Arc Pressure
3.7. Surface Tension Force
3.8. Droplet Generation
3.9. Boundary Conditions
3.9.1. Energy Boundary Conditions
3.9.2. Momentum Boundary Conditions
3.10. Results and Discussion
4. Conclusions
- (1)
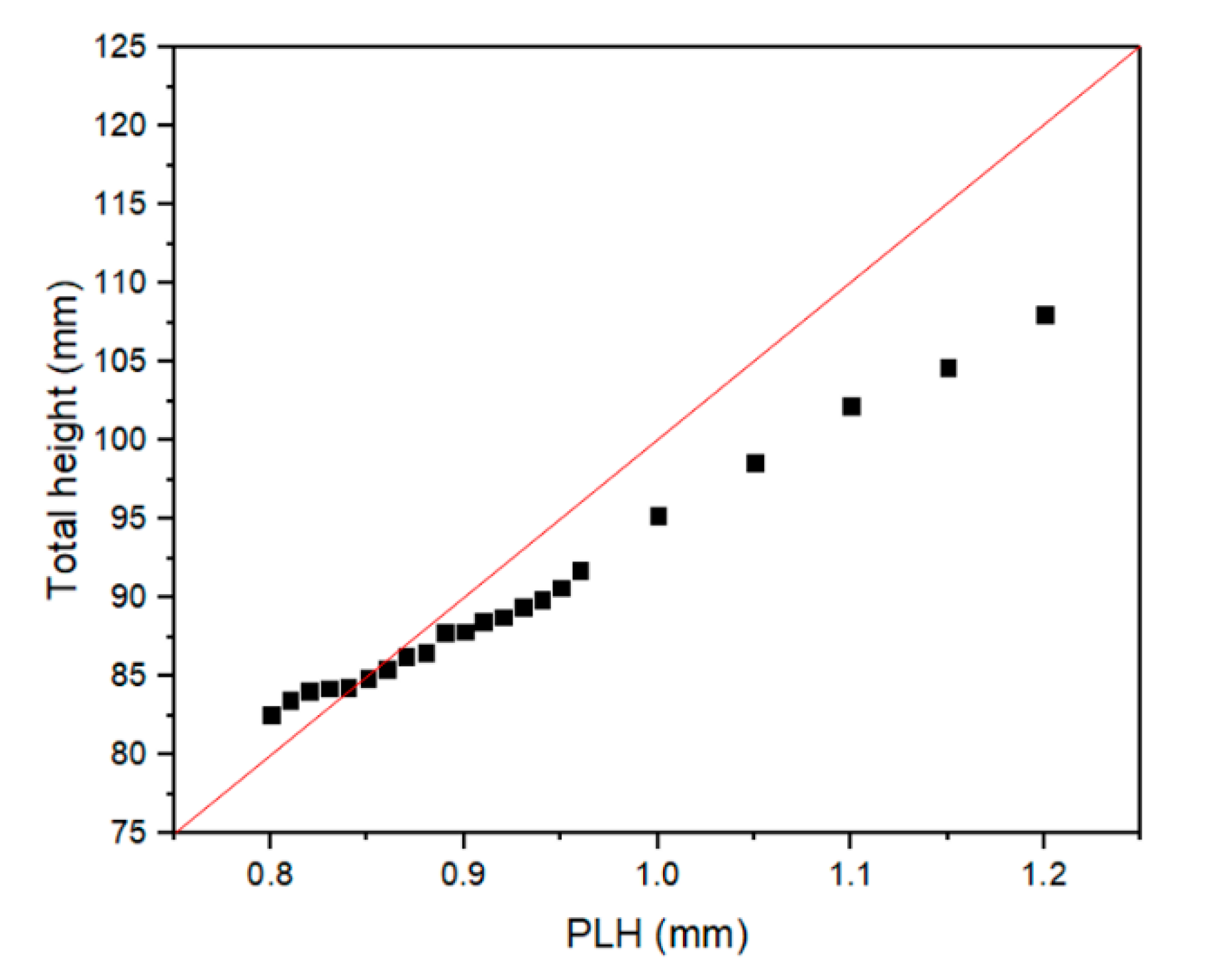
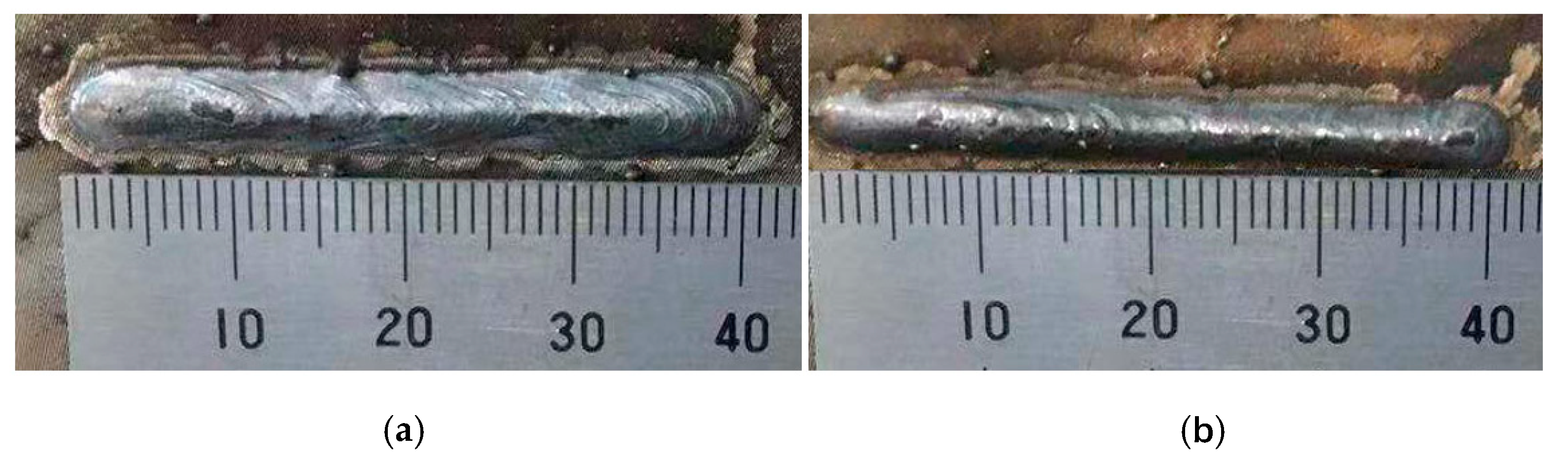
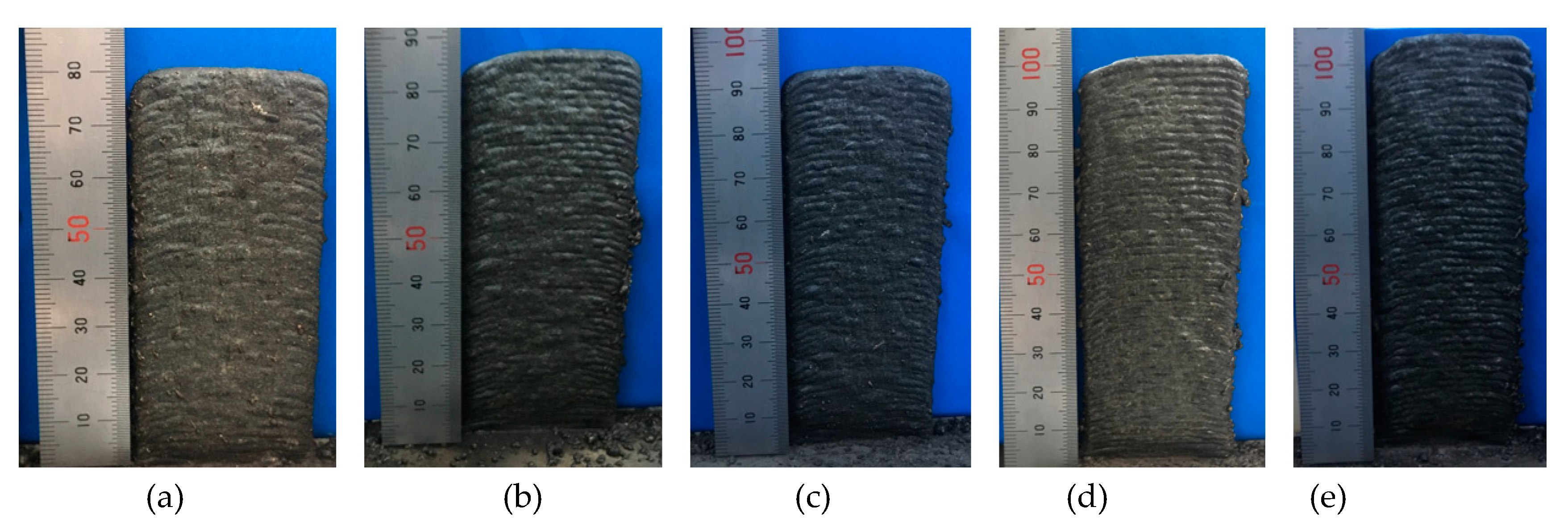
- The predefined layer height influences the actual height of the welding bead during GMAW-based additive manufacturing. If the predefined layer height is set to be larger than that of the ideal value, the height of the welding bead increases, and the width decreases. Conversely, if the predefined layer height is set to be smaller, the height of welding bead decreases and the width increases.
- (2)
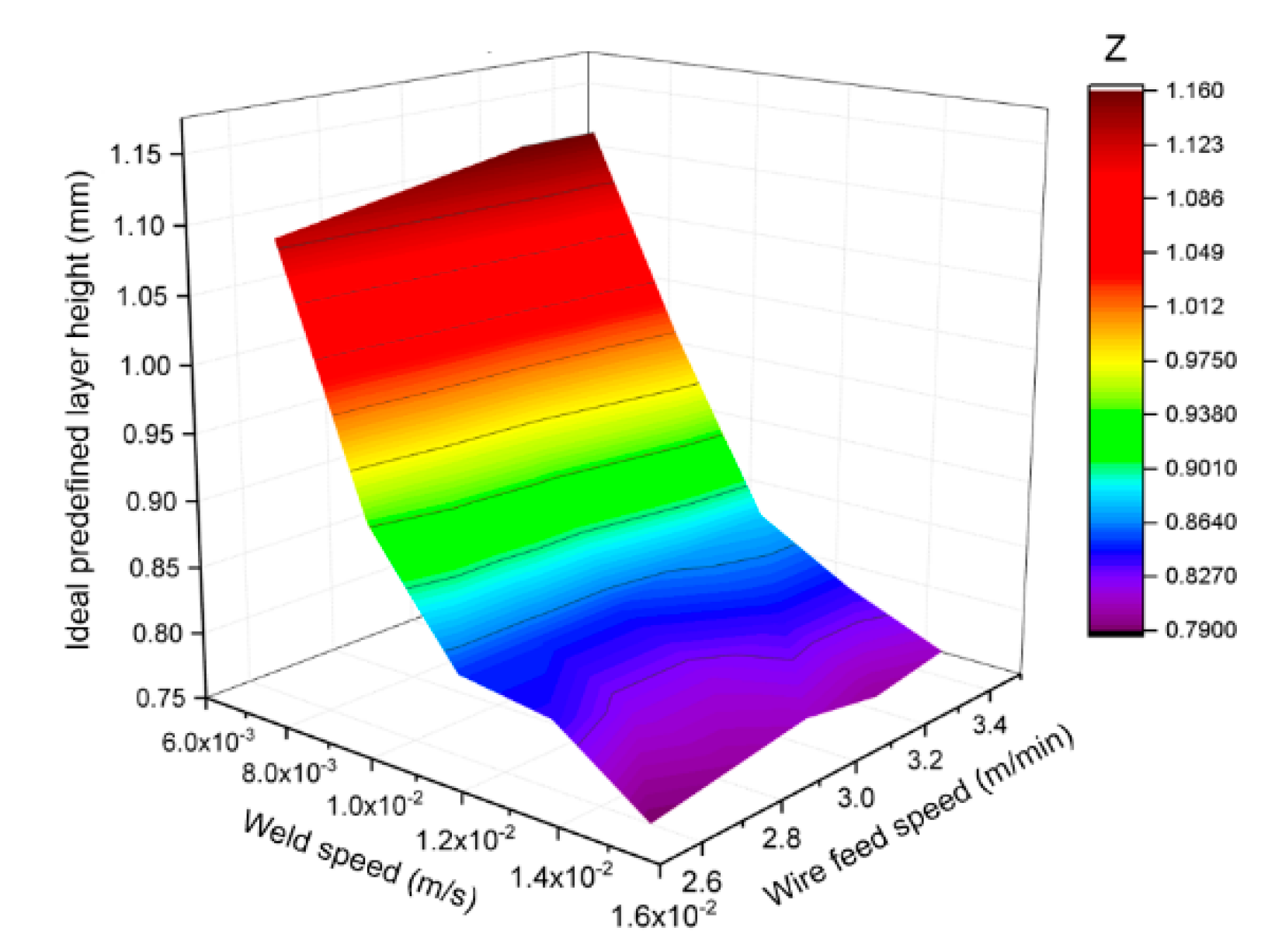
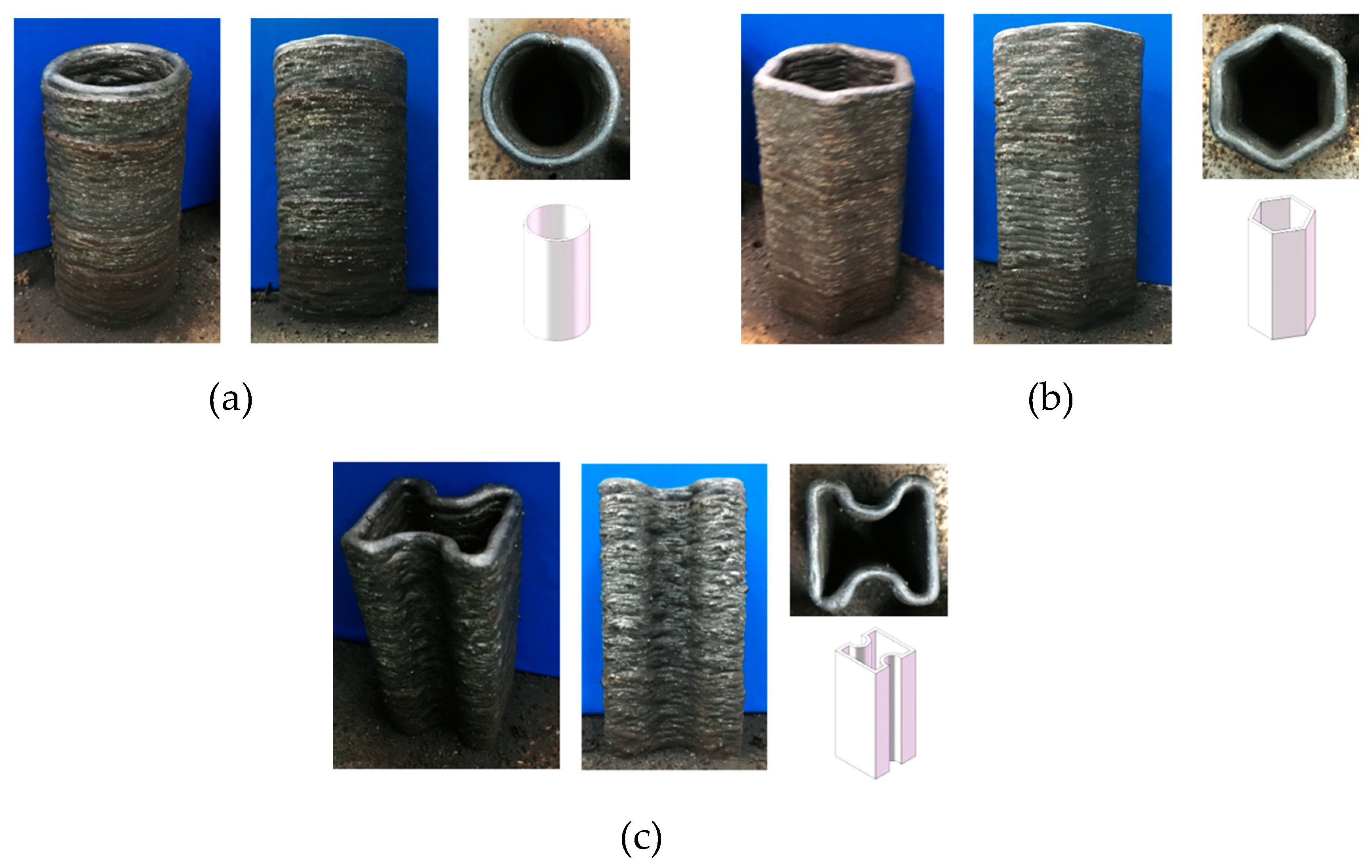
- When the value of the predefined layer height changes within a certain range, other manufacturing parameters of the GMAW-based multilayer deposition process, including the welding speed, wire feed speed, welding current and voltage, shield gas flow rate, and temperature of the substrate and ambient remain constant; this situation ensures that the total height of the thin wall is almost equal to the predefined layer height multiplied by the number of layers. This ensures that the distance the substrate moved along the negative z direction during the building process is equal to the total height of the manufactured part. The welding process is continuous, and the ideal predefined layer height is almost equal to the stable deposited height.
- (3)
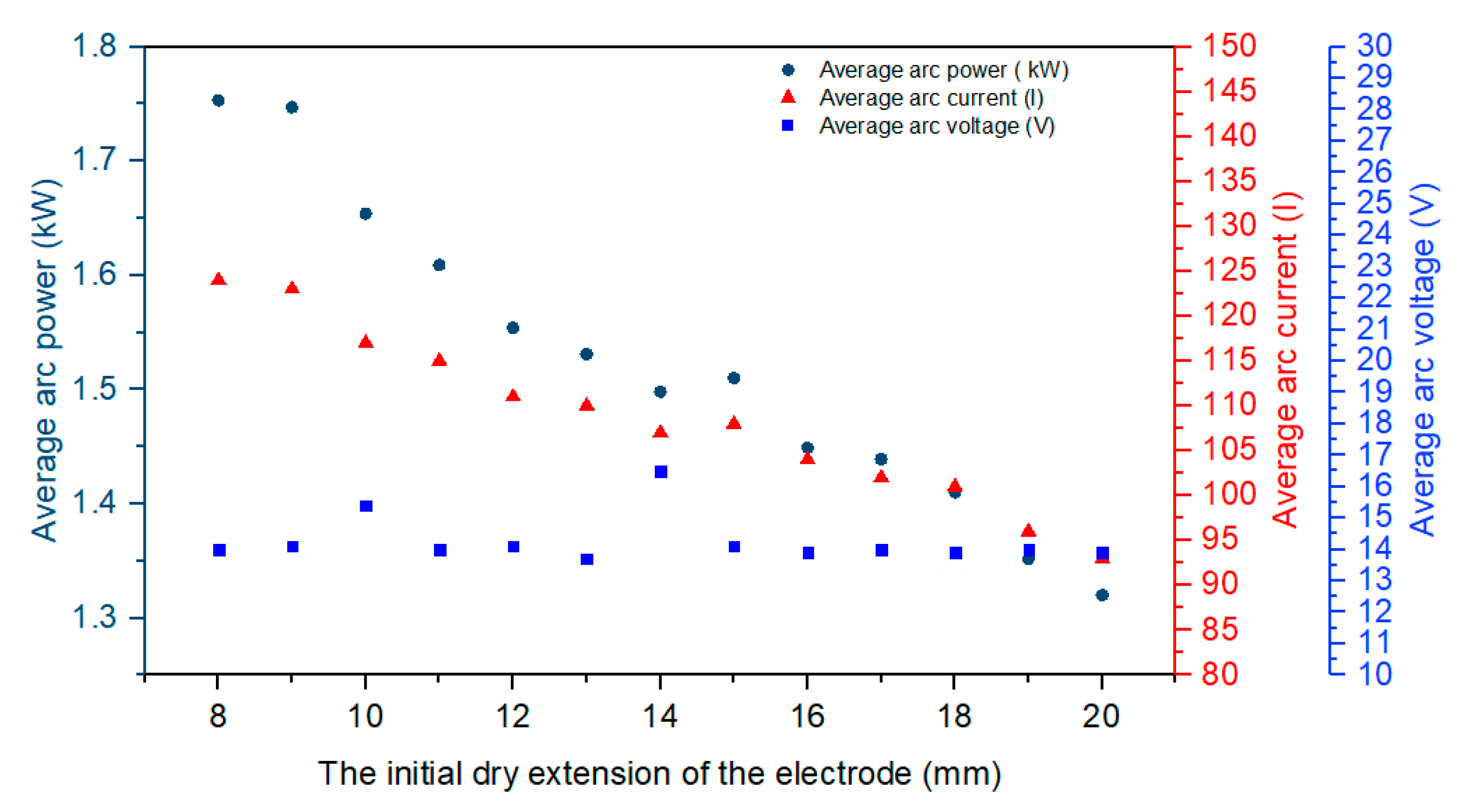
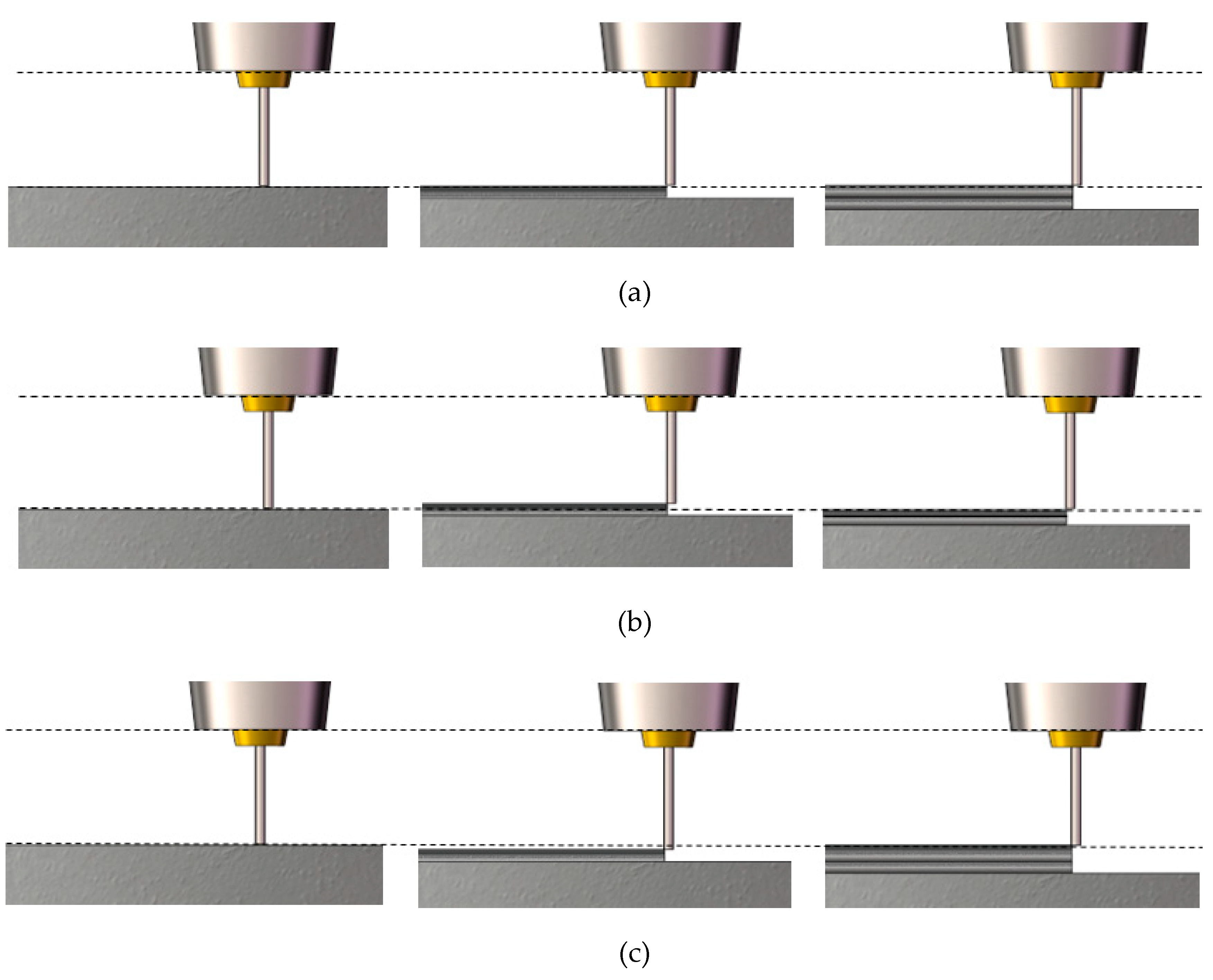
- During the GMAW process, the changes in the distance between the torch and the top surface of the part cause the dry extensions of the electrode to vary; furthermore, this situation leads to an increase or decrease in the heat input into the molten pool. Therefore, the dry extension of the electrode is the key factor that influences the geometry of the welding bead, especially the layer height; it has a compensating effect that makes the actual layer height close to the predefined value, so the deposited layer height can maintain a stable state.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, B.; Shen, H.; Deng, R.; Li, S.; Tang, S.; Fu, J.; Wang, Y. Research on a planning method for switching moments in hybrid manufacturing processes. J. Manuf. Process. 2020, 56, 786–795. [Google Scholar] [CrossRef]
- Mughal, M.P.; Fawad, H.; Mufti, R.A. Three-Dimensional Finite-Element Modelling of Deformation in Weld-Based Rapid Prototyping. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2006, 220, 875–885. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G. Adaptive control of deposited height in GMAW-based layer additive manufacturing. J. Mater. Process. Technol. 2014, 214, 962–968. [Google Scholar] [CrossRef]
- Xiong, X.; Zhang, H.; Wang, G. Metal direct prototyping by using hybrid plasma deposition and milling. J. Mater. Process. Technol. 2009, 209, 124–130. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G.; Hu, J.; Wu, L. Bead geometry prediction for robotic GMAW-based rapid manufacturing through a neural network and a second-order regression analysis. J. Intell. Manuf. 2012, 25, 157–163. [Google Scholar] [CrossRef]
- Panchagnula, J.S.; Simhambhatla, S. Manufacture of complex thin-walled metallic objects using weld-deposition based additive manufacturing. Robot. Comput. Manuf. 2018, 49, 194–203. [Google Scholar] [CrossRef]
- Panchagnula, J.S.; Simhambhatla, S. Feature based Weld-Deposition for Additive Manufacturing of Complex Shapes. J. Inst. Eng. (India) Ser. C 2018, 99, 285–292. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, H.; Wang, G.; Bai, X. Three-dimensional numerical simulation of arc and metal transport in arc welding based additive manufacturing. Int. J. Heat Mass Transf. 2016, 103, 521–537. [Google Scholar] [CrossRef]
- Ogino, Y.; Asai, S.; Hiřata, Y. Numerical simulation of WAAM process by a GMAW weld pool model. Weld. World 2018, 62, 393–401. [Google Scholar] [CrossRef]
- Himmel, B.; Rumschöttel, D.; Volk, W. Thermal process simulation of droplet based metal printing with aluminium. Prod. Eng. Res. Devel. 2018, 12, 457–464. [Google Scholar] [CrossRef]
- Cho, M.H.; Lim, Y.C.; Farson, D.F. Simulation of weld pool dynamics in the stationary pulsed gas metal arc welding process and final weld shape. Weld. J.-N. 2006, 85, 271s–283s. [Google Scholar]
- Cho, M.H.; Farson, D.F. Understanding Bead Hump Formation in Gas Metal Arc Welding Using a Numerical Simulation. Met. Mater. Trans. A 2007, 38, 305–319. [Google Scholar] [CrossRef]
- Wang, Y.; Tsai, H. Impingement of filler droplets and weld pool dynamics during gas metal arc welding process. Int. J. Heat Mass Transf. 2001, 44, 2067–2080. [Google Scholar] [CrossRef]
- Wu, N.; Hua, X.; Ye, D.; Li, F. Understanding of humping formation and suppression mechanisms using the numerical simulation. Int. J. Heat Mass Transf. 2017, 104, 634–643. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. A 3D dynamic analysis of thermal behavior during single-pass multi-layer weld-based rapid prototyping. J. Mater. Process. Technol. 2011, 211, 488–495. [Google Scholar] [CrossRef]
- Bai, X.; Colegrove, P.A.; Ding, J.; Zhou, X.; Diao, C.; Bridgeman, P.; Hönnige, J.R.; Zhang, H.; Williams, S. Numerical analysis of heat transfer and fluid flow in multilayer deposition of PAW-based wire and arc additive manufacturing. Int. J. Heat Mass Transf. 2018, 124, 504–516. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLH (mm) | SMD (mm) | Total Height (mm) | Deviation (mm) | Width (mm) |
|---|---|---|---|---|
| 0.80 | 80.00 | 82.58 | −2.58 | 6.14 |
| 0.81 | 81.00 | 83.48 | −2.48 | 6.00 |
| 0.82 | 82.00 | 84.12 | −2.12 | 6.08 |
| 0.83 | 83.00 | 84.26 | −1.26 | 5.70 |
| 0.84 | 84.00 | 84.34 | −0.34 | 5.86 |
| 0.85 | 85.00 | 84.88 | 0.12 | 5.78 |
| 0.86 | 86.00 | 85.52 | 0.48 | 5.86 |
| 0.87 | 87.00 | 86.26 | 0.74 | 5.98 |
| 0.88 | 88.00 | 86.50 | 1.50 | 5.88 |
| 0.89 | 89.00 | 87.78 | 1.22 | 5.76 |
| 0.90 | 90.00 | 87.88 | 2.12 | 5.78 |
| 0.91 | 91.00 | 88.50 | 2.50 | 5.64 |
| 0.92 | 92.00 | 88.80 | 3.20 | 5.54 |
| 0.93 | 93.00 | 89.46 | 3.54 | 5.84 |
| 0.94 | 94.00 | 89.92 | 4.08 | 5.48 |
| 0.95 | 95.00 | 90.66 | 4.34 | 5.54 |
| 0.96 | 96.00 | 91.74 | 4.26 | 4.95 |
| 1.00 | 100.00 | 95.28 | 4.72 | 4.92 |
| 1.05 | 105.00 | 98.66 | 6.34 | 4.90 |
| 1.10 | 110.00 | 102.20 | 7.80 | 4.72 |
| 1.15 | 115.00 | 104.68 | 10.32 | 4.40 |
| 1.20 | 120.00 | 108.04 | 11.96 | 4.06 |
| Nomenclature | Value |
|---|---|
| Density | 8.02 g/cm3 |
| Viscosity | 0.008 g/cm/s |
| Thermal conductivity | 1.48 × 106 erg/cm/s/K |
| Specific heat | 4.8 × 106 erg/g/K |
| Latent heat of fusion | 2.61 × 109 erg/g |
| Liquidus temperature | 1727.15 K |
| Solidus temperature | 1633.15 K |
| Emissivity | 0.5 |
| Surface tension coefficient | 1200 g/s2 |
| Environment temperature | 300 K |
| Symbol | Nomenclature | Symbol | Nomenclature |
|---|---|---|---|
| Velocity vector | Gaussian pressure distribution parameter | ||
| RSOR | Mass source term | Surface tension | |
| Zone density at current cell | The surface tension of pure metal at the melting point | ||
| Density of material | A | The negative of surface tension gradient for pure metal | |
| Hydrodynamic pressure | Arc efficiency | ||
| Kinematic viscosity | U, I | Welding voltage and current | |
| f | Acceleration due to body force | Gaussian heat distribution parameter | |
| K | Drag coefficient | , | Radial and axial current density |
| h | Internal energy per unit mass | Self-induced magnetic field | |
| κ | Thermal conductivity | Heat transfer coefficient | |
| RISOR | Energy source term | Boltzmann constant | |
| T | Temperature | u, v, w | The velocity in x y z direction |
| TW | Heat structure surface temperature | Normal to the free surface | |
| AW | Heat structure surface area | Normal velocity vector | |
| Ts, Tl | Solidus and liquidus temperature | Arc pressure | |
| T0 | Environment temperature | , | Principal radius of surface curvature |
| F | Volume fraction of fluid | Cs, Cl | Specific heat of the solid and liquid phases |
| , | Solid and liquid density |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, H.; Deng, R.; Liu, B.; Tang, S.; Li, S. Study of the Mechanism of a Stable Deposited Height During GMAW-Based Additive Manufacturing. Appl. Sci. 2020, 10, 4322. https://doi.org/10.3390/app10124322
Shen H, Deng R, Liu B, Tang S, Li S. Study of the Mechanism of a Stable Deposited Height During GMAW-Based Additive Manufacturing. Applied Sciences. 2020; 10(12):4322. https://doi.org/10.3390/app10124322
Chicago/Turabian StyleShen, Hongyao, Rongxin Deng, Bing Liu, Sheng Tang, and Shun Li. 2020. "Study of the Mechanism of a Stable Deposited Height During GMAW-Based Additive Manufacturing" Applied Sciences 10, no. 12: 4322. https://doi.org/10.3390/app10124322