Disassembly Sequence Planning (DSP) Applied to a Gear Box: Comparison between Two Literature Studies



Abstract
1. Introduction
- Design for economic manufacturability;
- Design for producibility;
- Design for testability;
- Design for reliability;
- Design for installability;
- Design for serviceability;
- Design for recycling;
- Design for environment;
- Design for assembly;
- Design for disassembly;
- Design for manufacturing;
- Design for cost.
- The definition of a new DSP standard methodology;
- The detection of the best disassembly sequence for the specific component among the literature.
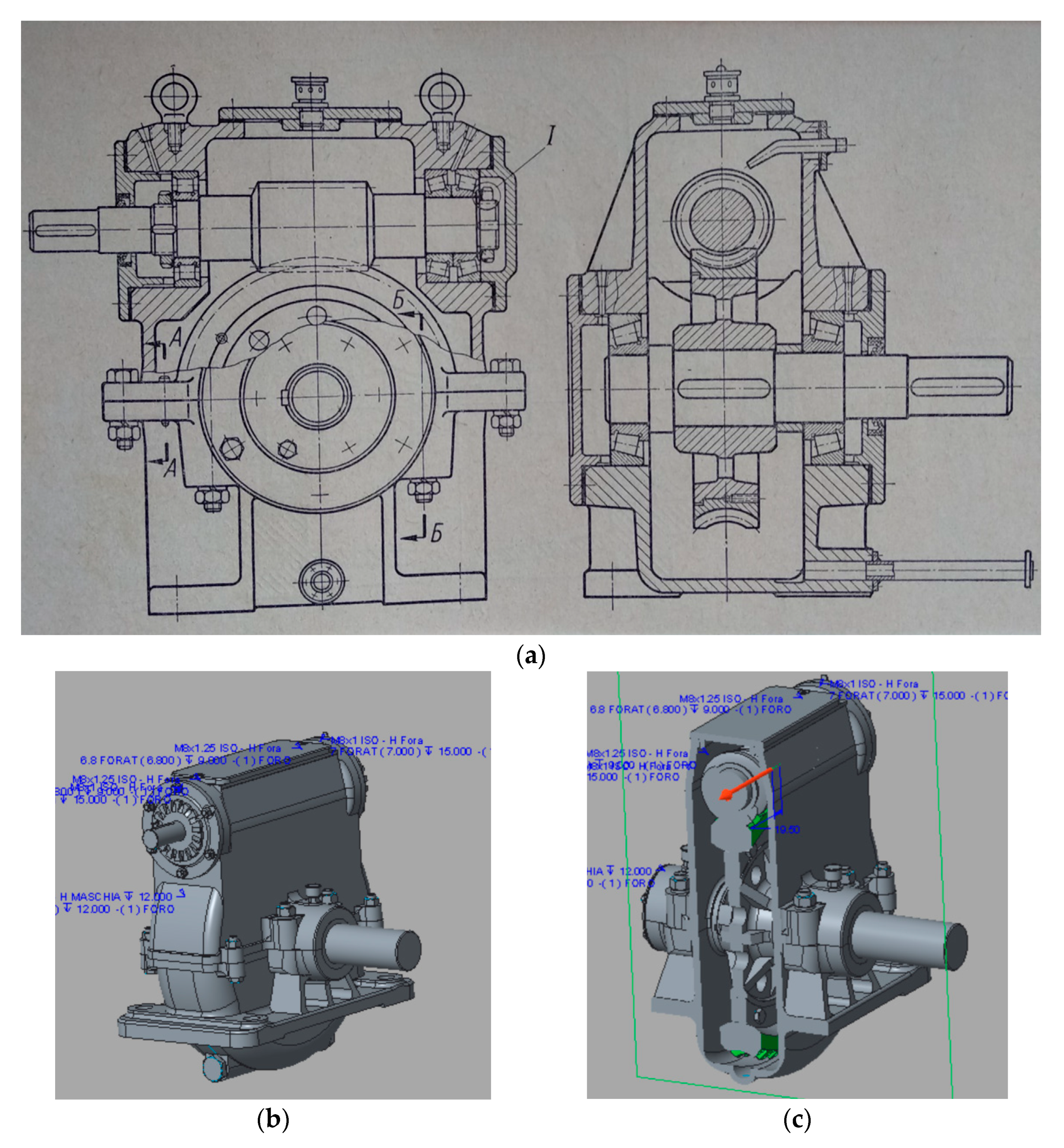
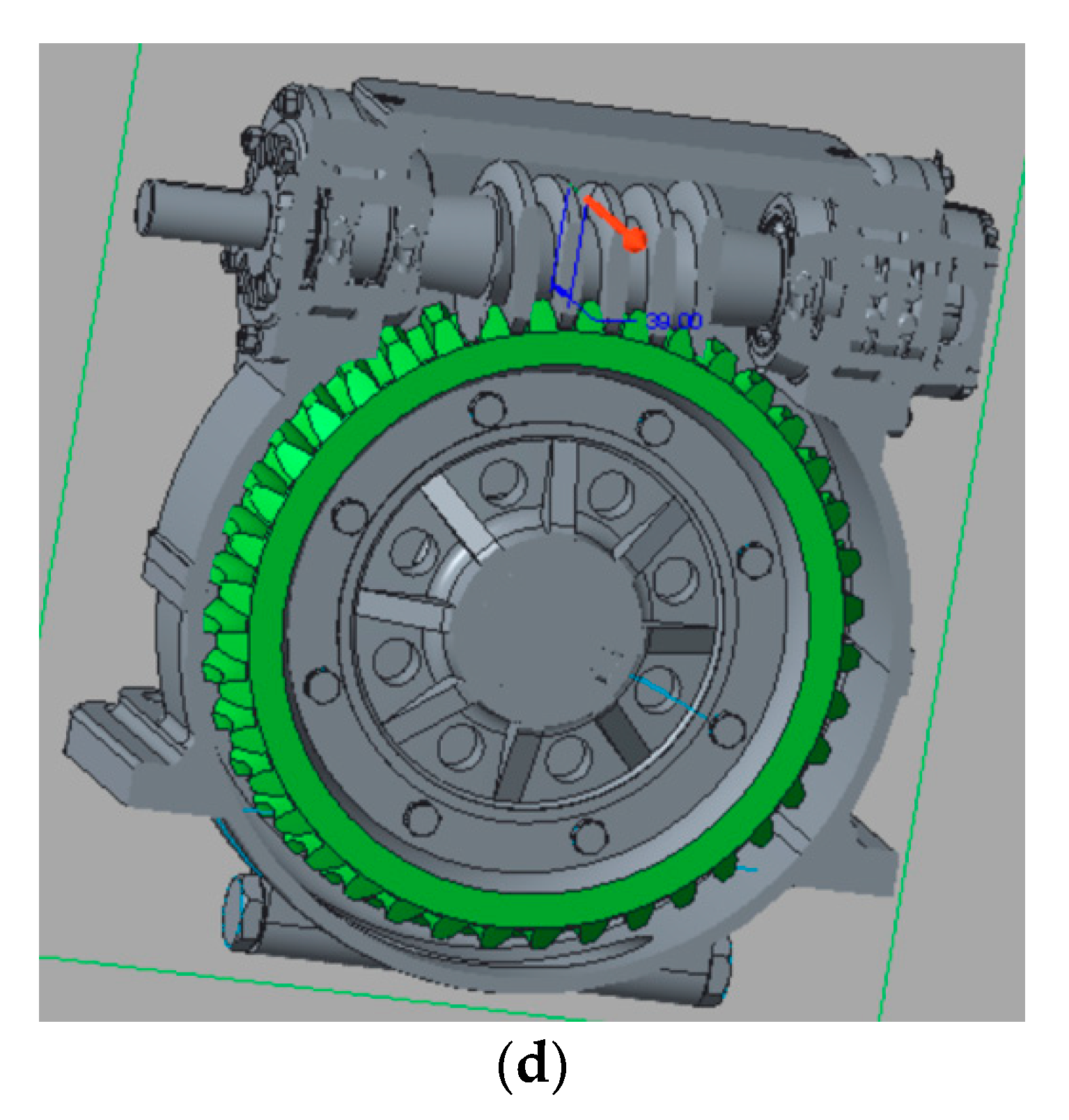
1.1. The Gearbox Case Study
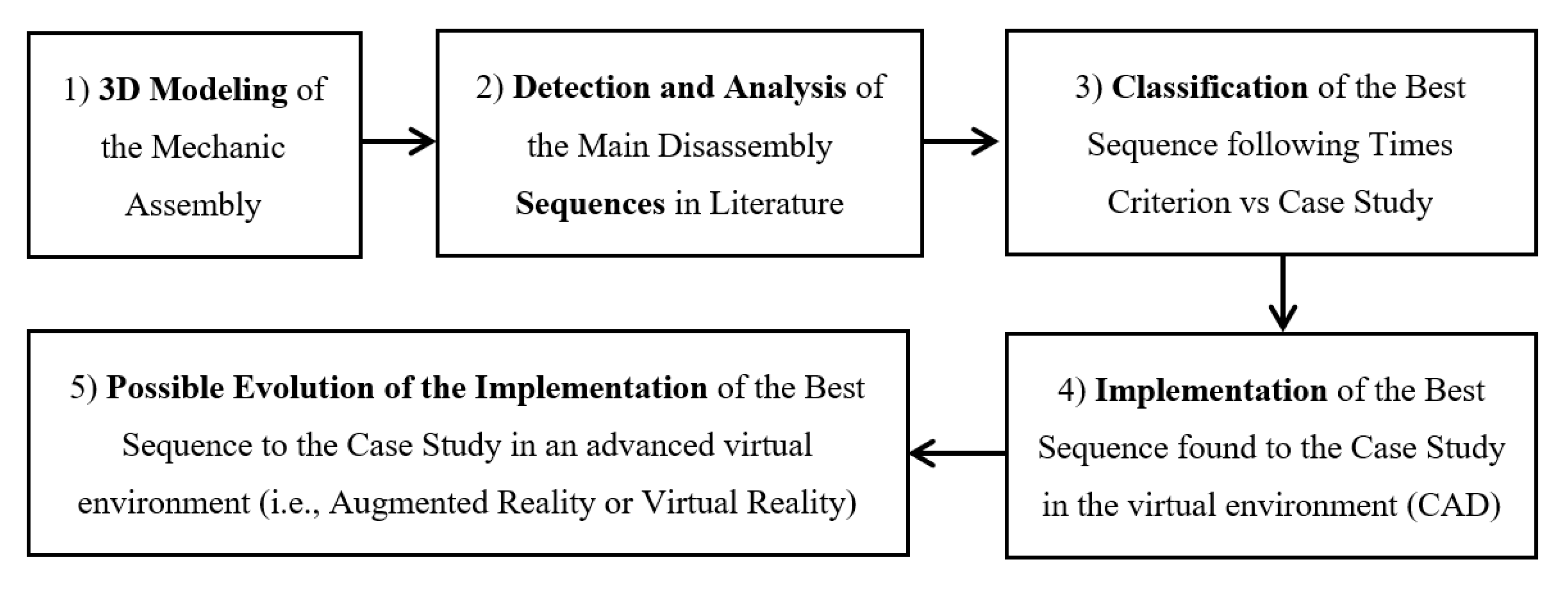
1.2. The DSP Methodology
- 3D modeling of the mechanic assembly. In order to simulate the best sequence, it is necessary to build the virtual CAD model of the mechanism object of the study; so, subsequently, it will be arranged a model on which “physically” improve the trials of the disassembly sequences;
- Detection and analysis of the main disassembly sequences in literature. In order to find out the best disassembly sequence, it is important to detect in literature the best and recent sequence available. Many are the scientists in the world that publish disassembly sequence; the present study will analyze some and few of them, applying them to the case study.
- Classification of the best sequence following times criterion vs. case study. Using times criterion and applying the disassembly sequences found out in literature, it is possible to make a classification of the best sequences, in order to disassemble and maintain a mechanism or a machine.
- Implementation of the best sequence found to the case study in the virtual environment (CAD). The first implementation of the sequence will take part in the virtual 3D CAD model realized in the step (a). It is possible to see the advancement of the disassembly already in the virtual CAD environment.
- Possible evolution of the implementation of the best sequence to the case study in an advanced virtual environment (i.e., augmented reality or virtual reality). Finally, what happens in CAD virtual environment could be exported also in an advanced virtual environment, just like AR or VR hospitality.
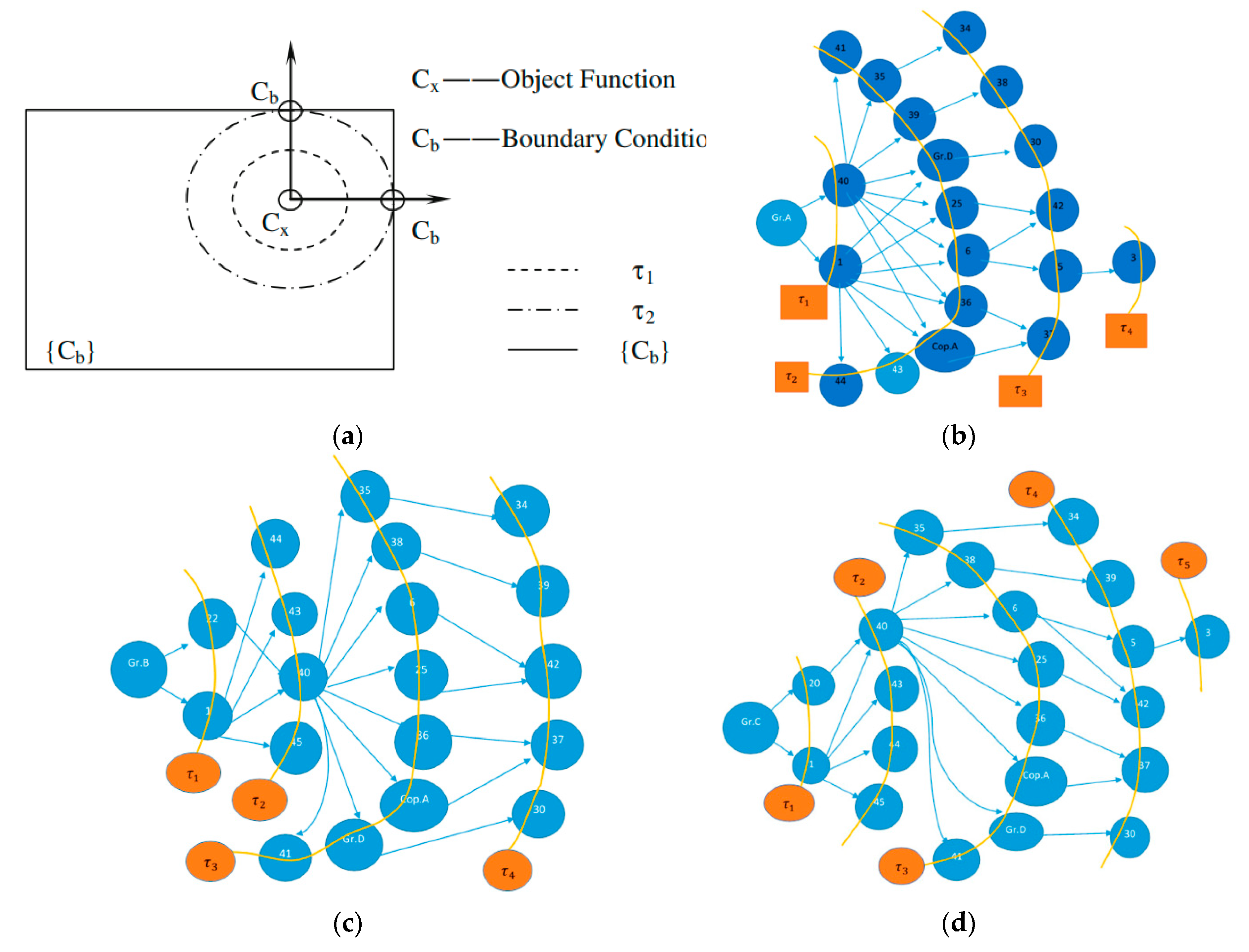
2. Selective Disassembly
- Understand the possible disassembly sequences to arrive at a specific objective piece;
- Evaluate which of the built sequences is the most advantageous.
Optimal Sequence Search Algorithm
3. Yi Algorithm
3.1. Introduction
- “1-dependent” components if it is sufficient to remove only one element to access them;
- “d-dependent” components if “d” elements need to be removed.
3.2. Algorithm for 1-Dependent Components
3.3. Algorithm for D-Dependent Components
- -
- C4 and C5 depends from C1
- -
- C5 and C6 depends from C2
- -
- C6 and C7 depends from C3
- -
- C9, C10 depend from C4
- -
- C11, C12, C13 depend from C5
- -
- Etc.

- If the elements adjacent to the Ci∈ tτ–1 can be treated as an independent local assembly, the algorithm constructs the sequence by treating these elements as 1-dependent;
- Otherwise, the algorithm generates a disassembly wave tτj (with j = 1, …, d) respectively at time τ;
- The algorithm is executed d-times for each tτj wave, up to being able to remove Ci;
- Unraveled this case, the algorithm continues until the conclusion (when Cb is reached).
3.4. Application to the Model
4. Mitrouchev Algorithm
4.1. Introduction
- Possible directions of disassembly of the piece;
- Directions that determine one or more collisions during actual disassembly.
4.2. Construction of the Sequence
- the collision at the n-th level is identified with Cni, j with the j-th element which does not allow the i-th piece to be disassembled;
- the lack of SDR of the i-th component that does not allow disassembly at the n-th level is identified with NSni.
4.3. Application to the Model
5. Considerations
- The amount of manual labor required;
- The need to have specific manuals available to facilitate disassembly;
- The importance of accessibility to a component in order to work on it;
- The problem of having to take irregular postures for a long time.
- The disassembly sequences reduce and optimize the amount of manual labor required;
- The disassembly sequences help the implementation of specific manuals to facilitate disassembly (also digital and augmented reality sequences);
- The disassembly sequences improve the accessibility to a component in order to work on it;
- The disassembly sequences limit and reduce the problem of having to take irregular postures for a long time.
6. Time Calculation
- Fix the product to prevent movement during disassembly;
- Reach the instrument (screwdriver);
- Grasp the instrument;
- Position the instrument (accessibility of the screws);
- Align the instrument to start the operation (accessibility of the screws);
- Perform disassembly (actual unscrewing operation: exercise of force as a manual operation);
- Install the instrument;
- Remove the screws and place them in a container;
- Remove the component and set it aside.
- the assignment of an “EOL option” value, that is relative to the use or disposal of the component once it has reached the end of life (EOL, End of Life) of the mechanism;
- the numerical evaluation of parameters directly or indirectly linked to the disassembly of each piece.
- Re-use (pts. 3): the component is disassembled and re-used “as is”, without any modification;
- Regeneration (pts. 2): the component is disassembled and revised before being reused;
- Recycling (pts. 1): the component is dismembered in all its parts for the recycling of individual materials.
- Level of accessibility (range: 1–2): a high score corresponds to an accessibility to the difficult piece;
- Use of force (manual)(range: 0–3): in this case the score is directly proportional;
- Placement (range: 1–2): the score increases with the degree of precision required;
- Use of tools (range: 0–1): ideally one tries to design mechanisms that do not require the use of force or tools for disassembly, but in practice it is necessary to consider their use;
- Structural characteristics (range: 0.8–3.5) of the components such as weight, shape and size;
- Repetition of the parts (range: 0–5): the errors of evaluation are reduced if the repetitions are limited so that the operator recognizes the elements more simply;
- Recognizability (range: 0–5) of the connection organs: ease of access to the connection elements is fundamental;
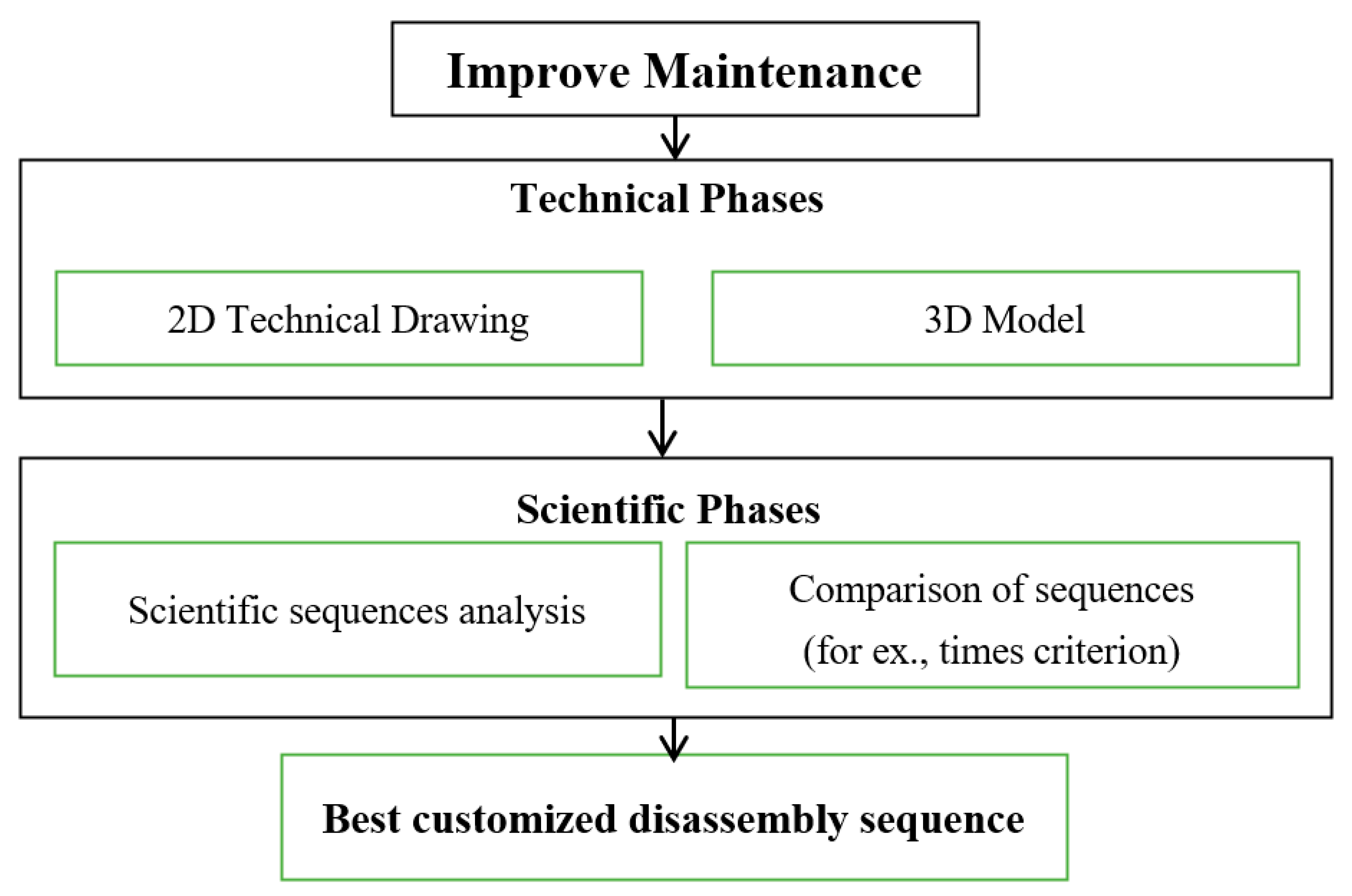
7. Synthetizing the Methodology
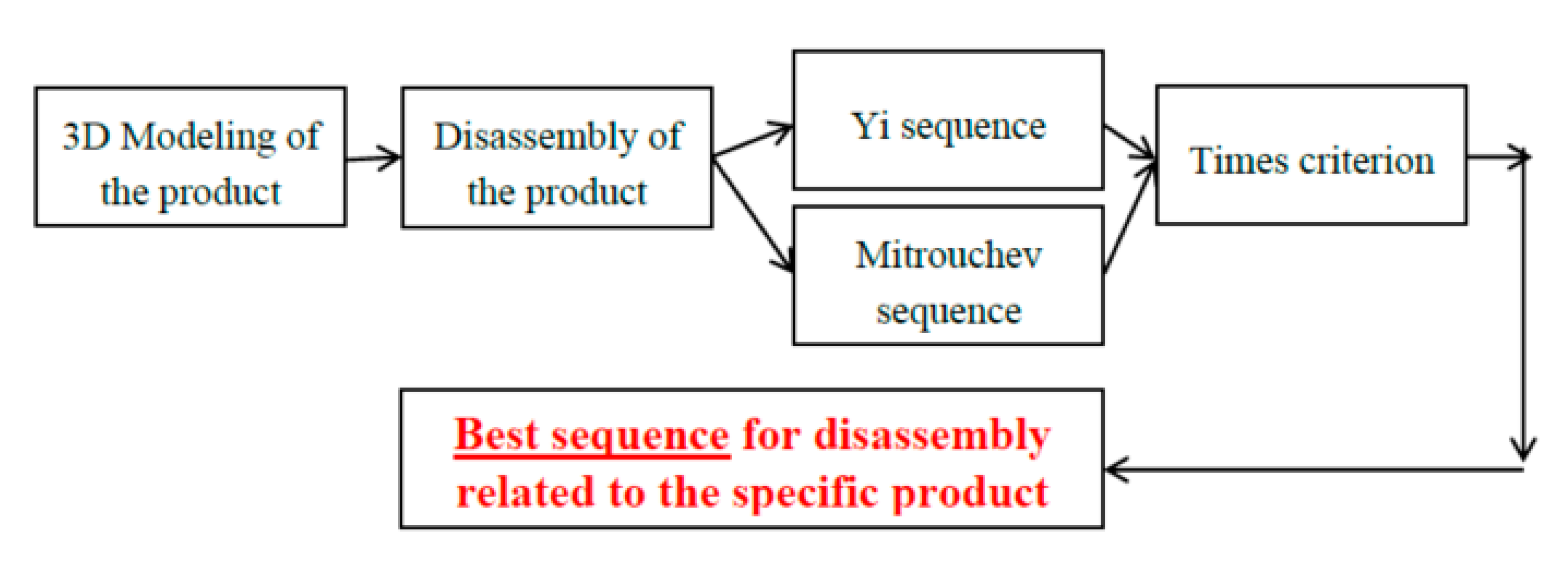
- In order to improve the maintenance of a new mechanical product (for example, a gearbox, or alike), it can be useful to develop a customized disassembly sequence
- Starting from the 2D technical drawing (for example, Figure 1a) of the assembly, it is possible to realize a 3D model of the same object;
- Phases 1 and 2 can be considered the technical phases;
- Shen, the scientific steps start; in the literature, many papers can be found about scientific disassembly sequences, published by scientists all over the world;
- Scientific sequences (i.e., Mitrochev and Yi ones) can be put in comparison choosing a specific criterion, for example the times criterion, as in the presented case study, towards the specific product to be disassembled (i.e., gearbox);
- The best sequence found will be able to be the one chosen for optimize maintenance process.
- Inventing another disassembly sequence, eventually mixing the best practices of the above studied ones;
- Reproduction a technical disassembly animation in CAD environment;
- Exporting the CAD disassembly animation into Augmented Reality environment, in order to generate a technical innovative user manual for maintenance.
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Task No. | Component No. | Task | Tool | EOL Option | Disassembly Force | Material Handling | Requirement of Tools | Accessibility of Joints | Positioning | Total Task | Note | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| push/pull operation with hand | twisting and push/pull operation with hand | inter-surface friction | inter-surface wedging | material stiffness | size | weight | symmetry | force exertion | torque exertion | dimension | location | accuracy of tools placement | EOL option: 1 recycling; 2 remanufacturing; 3 reuse | ||||||
| Level 1: external and connecting elements | |||||||||||||||||||
| 458.0 | tot. Level 1 | ||||||||||||||||||
| Level 2: external and connection elements released from level 1 | |||||||||||||||||||
| 228.9 | tot. Level 2 | ||||||||||||||||||
| Level 3: external and connecting elements | |||||||||||||||||||
| 233.5 | tot. Level 3 | ||||||||||||||||||
| Level 4: release of the gear and bush release subassembly | |||||||||||||||||||
| 4.1 | 1 | p. u. | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2.5 | 2.2 | 1 | 0 | 1 | 1 | 1.2 | 12 | remove lower casing |
| 4.2 | gr. 32 | p. u | - | - | 1 | 0 | 0 | 0 | 0 | 3.5 | 2.5 | 2.4 | 1 | 0 | 1 | 1 | 1.2 | 14 | separate gear unit |
| 4.3 | 11 | un | cg | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 2 | 13 | remove ring nut |
| 4.4 | 13 | p. u | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove washer |
| 4.5 | 12 | un | cg | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 2 | 13 | remove ring nut |
| 4.6 | 14 | p. u | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove washer |
| Level 5: junction of the bushing subgroups | |||||||||||||||||||
| 5.1 | 4 | p. u | p. r. | - | 0 | 0 | 5 | 0 | 0 | 3.5 | 2 | 1.2 | 3 | 0 | 1 | 1.6 | 5 | 22 | remove bush |
| 5.2 | gr. 3 | p. u | p. r | - | 0 | 0 | 5 | 0 | 0 | 3.5 | 2 | 1.2 | 3 | 0 | 1 | 1.6 | 5 | 22 | |
| 5.3 | 32 | p. u | - | 3 | 1 | 0 | 0 | 0 | 0 | 3.5 | 2 | 0.8 | 1 | 0 | 1 | 1 | 0.8 | 11 | remove crown |
| 5.4 | 41 | un | pi | 1 | 0 | 1 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 11 | remove bronze bushing grain |
| 5.5 | 41 | un | pi | 1 | 0 | 1 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 11 | remove bronze bushing grain |
| 5.6 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.7 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.8 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.9 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.10 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.11 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.12 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| 5.13 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 |
| Level 6: removal of the upper casing | |||||||||||||||||||
| 6.1 | 2 | p. u | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2.5 | 2.4 | 1 | 0 | 1 | 1 | 1.2 | 12 | remove top cover |
| 6.2 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.3 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.4 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.5 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.6 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.7 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.8 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.9 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 |
| 6.10 | 42 | p. u | p. r | 3 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bushing |
| 6.11 | 42 | p. u | p. r | 3 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bushing |
| 6.12 | 6 | p. u | p. r | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bearing |
| 6.13 | 7 | p. u | p. r | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1.6 | 2 | 5 | 21 | remove bearing |
| - | 17 | - | - | 3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | bearing spacer |
| - | 3 | - | - | 3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | bush |
| 6.14 | 18 | p. u | pi | 3 | 0 | 0 | 3 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 2 | 15 | remove spacer from the globoid screw |
| Level 7: junction of the last parts | |||||||||||||||||||
| 7.1 | 33 | p. u | p. r | 3 | 0 | 0 | 5 | 0 | 0 | 3.5 | 2 | 1.2 | 3 | 0 | 1 | 1 | 5 | 22 | remove crown disc |
| 7.2 | 6 | p. u | p. r | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bearing |
| 7.3 | 24 | p. u | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 10 | remove spacer |
| Level 8: total disassembly | |||||||||||||||||||
| 8.1 | 6 | p. u. | p. r | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bearing |
| 10 | 3 | ||||||||||||||||||
| 8.2 | 37 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 2 | 1.2 | 11 | remove tongue |
| 44 | 3 | shaft | |||||||||||||||||
| tool changes: | 12 | total disassembly time (TMU): | 1429.7 | ||||||||||||||||
| (TMUs) × 10 × 0.036 = (sec) | 514.692 | ||||||||||||||||||
| 8 min 35 sec | |||||||||||||||||||
Appendix B
| Task No. | Component No. | Task | Tool | EOL Option | Disassembly Force | Material Handling | Requirement of Tools | Accessibility of Joints | Positioning | Total Task | Note | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| push/pull operation with hand | twisting and push/pull operation with hand | inter-surface friction | inter-surface wedging | material stiffness | size | weight | symmetry | force exertion | torque exertion | dimension | location | accuracy of tools placement | EOL option: 1 recycling; 2 remanufacturing; 3 reuse | ||||||||||||||
| Level 1: external and connecting elements | |||||||||||||||||||||||||||
| 1.1 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.2 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.3 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.4 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.5 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.6 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.7 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.8 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.9 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.10 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.11 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.12 | 20 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M8 | ||||||||
| 1.13 | 25 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M16 | ||||||||
| 1.14 | 25 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M16 | ||||||||
| 1.15 | 25 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M16 | ||||||||
| 1.16 | 25 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M16 | ||||||||
| 1.17 | 27 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M12 | ||||||||
| 1.18 | 27 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M12 | ||||||||
| 1.19 | 27 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M12 | ||||||||
| 1.20 | 27 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M12 | ||||||||
| 1.21 | 29 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove oil cap | ||||||||
| 1.22 | 30 | pu | - | 0 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove gasket | ||||||||
| 1.23 | 29 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove oil cap | ||||||||
| 1.24 | 30 | pu | - | 0 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove gasket | ||||||||
| 1.25 | 23 | un | c. b. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw TSB M8 | ||||||||
| 1.26 | 23 | un | c. b. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw TSB M8 | ||||||||
| 1.27 | 38 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw M6 | ||||||||
| 1.28 | 45 | pu | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A6 | ||||||||
| 1.29 | 38 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw M6 | ||||||||
| 1.30 | 45 | pu | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A6 | ||||||||
| 1.31 | 38 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw M6 | ||||||||
| 1.32 | 45 | pu | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A6 | ||||||||
| 1.33 | 38 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw M6 | ||||||||
| 1.34 | 45 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A6 | ||||||||
| 1.35 | 38 | Un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw M6 | ||||||||
| 1.36 | 45 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A6 | ||||||||
| 1.37 | 38 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove screw M6 | ||||||||
| 1.38 | 45 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A6 | ||||||||
| 1.39 | 36 | un | - | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 1 | 1 | 1 | 1.2 | 11 | unscrew grease nipple | ||||||||
| 1.40 | 36 | un | - | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 1 | 1 | 1 | 1.2 | 11 | unscrew grease nipple | ||||||||
| Level 2: external and connection elements released from level 1 | |||||||||||||||||||||||||||
| 2.1 | 28 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M12 | ||||||||
| 2.2 | 28 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M12 | ||||||||
| 2.3 | 28 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M12 | ||||||||
| 2.4 | 28 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M12 | ||||||||
| 2.5 | 39 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A16 | ||||||||
| 2.6 | 39 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosetteA16 | ||||||||
| 2.7 | 39 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A16 | ||||||||
| 2.8 | 39 | p. u. | - | 1 | 0,5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A16 | ||||||||
| 2.9 | 15 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove plate | ||||||||
| 2.10 | 16 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove plate | ||||||||
| 2.11 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosette A8 | ||||||||
| 2.12 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosette A8 | ||||||||
| 2.13 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosette A8 | ||||||||
| 2.14 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosetteA8 | ||||||||
| 2.15 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosette A8 | ||||||||
| 2.16 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosette A8 | ||||||||
| 2.17 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1,2 | 9,5 | remove rosette A8 | ||||||||
| 2.18 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A8 | ||||||||
| 2.19 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A8 | ||||||||
| 2.20 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A8 | ||||||||
| 2.21 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A8 | ||||||||
| 2.22 | 21 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove rosette A8 | ||||||||
| 2.23 | 5 | p. u. | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2 | 1.2 | 1 | 0 | 1 | 1 | 1.2 | 10 | remove cover | ||||||||
| 2.24 | 40 | p. u. | - | 3 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove little cover | ||||||||
| Level 3: external elements | |||||||||||||||||||||||||||
| 3.1 | 8 | un | - | 3 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 11 | remove cap | ||||||||
| 3.2 | 19 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove gasket | ||||||||
| 3.3 | 9 | un | - | 3 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 11 | remove cap | ||||||||
| 3.4 | 31 | p. u. | - | 1 | 1 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 10 | remove gasket | ||||||||
| 3.5 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.6 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.7 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.8 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.9 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.10 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.11 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.12 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.13 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.14 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.15 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.16 | 22 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.17 | 26 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.18 | 26 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.19 | 26 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| 3.20 | 26 | un | e. s. | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove stud screw | ||||||||
| Level 4: decoupling of the mechanism | |||||||||||||||||||||||||||
| 4.1 | 11 | un | cg | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 2 | 13 | remove ring nut | ||||||||
| 4.2 | 12 | un | cg | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 2 | 13 | remove ring nut | ||||||||
| 4.3 | 1 | p. u. | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2.5 | 2.2 | 1 | 0 | 1 | 1 | 1.2 | 12 | remove lower casing | ||||||||
| 4.4 | gr. 32 | p. u. | - | - | 1 | 0 | 0 | 0 | 0 | 3.5 | 2.5 | 2.4 | 1 | 0 | 1 | 1 | 1.2 | 14 | remove gear assembly | ||||||||
| Level 5: gear unit and screw assembly | |||||||||||||||||||||||||||
| 5.1 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.2 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.3 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.4 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.5 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.6 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.7 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.8 | 35 | un | cd | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove nut M10 | ||||||||
| 5.9 | 41 | un | pi | 1 | 0 | 1 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove bronze bushing grain | ||||||||
| 5.10 | 41 | un | pi | 1 | 0 | 1 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove bronze bushing grain | ||||||||
| 5.11 | 13 | un | - | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove washer | ||||||||
| 5.12 | 14 | un | - | 1 | 0 | 2 | 0 | 0 | 0 | 2 | 2 | 0.8 | 0 | 2 | 1 | 1 | 1.2 | 12 | remove washer | ||||||||
| Level 6: gear unit and screw assembly | |||||||||||||||||||||||||||
| 6.1 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.2 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.3 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.4 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.5 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.6 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.7 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.8 | 34 | un | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 9.5 | remove screw M10 | ||||||||
| 6.9 | 42 | p. u. | p. r. | 3 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 19.8 | remove bushing | ||||||||
| 6.10 | 42 | p. u. | p. r. | 3 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 19.8 | remove bushing | ||||||||
| 6.11 | 4 | p. u. | p. r. | 3 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bush | ||||||||
| Level 7: upper casing junction | |||||||||||||||||||||||||||
| 7.1 | 2 | p. u. | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2.5 | 2.4 | 1 | 0 | 1 | 1 | 1.2 | 12 | remove top cover | ||||||||
| 7.2 | 32 | p. u. | - | 3 | 1 | 0 | 0 | 0 | 0 | 3.5 | 2 | 1.2 | 1 | 0 | 1 | 1 | 1.2 | 12 | remove crown | ||||||||
| 7.3 | gr. Buss. 3 | p. u. | p. r. | - | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 1.2 | 3 | 0 | 1 | 1 | 5 | 20 | remove bushing assembly 3 | ||||||||
| Level 8: release of last parts | |||||||||||||||||||||||||||
| 8.1 | 33 | p. u.. | p. r. | 3 | 0 | 0 | 5 | 0 | 0 | 3.5 | 2 | 1.2 | 3 | 0 | 1 | 1 | 5 | 21.7 | remove crown disc | ||||||||
| 8.2 | 6 | p. u. | p. r. | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bearing | ||||||||
| 8.3 | 3 | p. u. | p. r. | 3 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | separate bush and bearing | ||||||||
| 8.4 | 18 | p. u. | pi | 3 | 0 | 0 | 3 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 2 | 15 | remove spacer from the globoid screw | ||||||||
| Level 9: release of last pieces | |||||||||||||||||||||||||||
| 9.1 | 37 | p. u. | - | 1 | 0.5 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 2 | 1.2 | 11 | remove tongue | ||||||||
| 44 | 3 | shaft | |||||||||||||||||||||||||
| 9.2 | 17 | p. u. | pi | 3 | 0 | 0 | 3 | 0 | 0 | 2 | 2 | 0.8 | 2 | 0 | 1 | 2 | 2 | 15 | remove spacer from bearing | ||||||||
| - | 7 | - | - | 1 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | bearing | ||||||||
| 9.3 | 6 | p. u. | p. r. | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bearing | ||||||||
| 9.4 | 24 | p. u. | - | 3 | 1 | 0 | 0 | 0 | 0 | 2 | 2 | 0.8 | 1 | 0 | 1 | 1 | 1.2 | 10 | remove spacer | ||||||||
| Level 10: release of last pieces | |||||||||||||||||||||||||||
| 10.1 | 6 | p. u. | p. r. | 1 | 0 | 0 | 5 | 0 | 0 | 2 | 2 | 0.8 | 3 | 0 | 1 | 1 | 5 | 20 | remove bearing | ||||||||
| - | 10 | - | - | 3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||||||||
| tool changes: | 11 | total disassembly time (TMU): | 1444.1 | ||||||||||||||||||||||||
| (TMUs) × 10 × 0.036 = | 519.876 sec | ||||||||||||||||||||||||||
| Sigle: | c. d. | torque wrench | 8 min 40 sec | ||||||||||||||||||||||||
| c. b. | socket wrench | ||||||||||||||||||||||||||
| e. s. | captive stud screw | ||||||||||||||||||||||||||
| c. g. | wrench for ring nut | ||||||||||||||||||||||||||
| p. r. | press | ||||||||||||||||||||||||||
| pi | nipper | ||||||||||||||||||||||||||
References
- Vanegas, P.; Peeters, J.R.; Cattryse, D.; Duflou, J.R. Disassemby, CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Basdere, B.; Seliger, G. Disassembly factories for electrical and electronic products to recover resources in product and material cycles. Environ. Sci. Technol. 2003, 37, 5354–5362. [Google Scholar] [CrossRef]
- Boks, C.B.; Brouwers, W.C.J.; Kroll, E.; Stevels, A.L.N. Disassembly modeling: Two applications to a Philips 21 television set. In Proceedings of the 1996 IEEE International Symposium on Electronics and the Environment, Dallas, TX, USA, 6–8 May 1996. [Google Scholar]
- Desai, A.; Mital, A. Evaluation of disassemblability to enable design for disassembly in mass production. Int. J. Ind. Ergon. 2003, 32, 265–281. [Google Scholar] [CrossRef]
- Duflou, J.R.; Seliger, G.; Kara, S.; Umeda, Y.; Ometto, A.; Willems, B. Efficiency and feasibility of product disassembly: A case-based study. CIRP Ann. Manuf. Technol. 2008, 57, 583–600. [Google Scholar] [CrossRef]
- Fukano, A. Film with lens. In Inverse Manufacturing; Umeda, Y., Ed.; Kogyo Chosakai Publishing: Tokyo, Japan, 1998; pp. 156–177. [Google Scholar]
- Gungor, A.; Gupta, S.M. Disassembly sequence planning for complete disassembly in product recovery. In Proceedings of the 1998 Northeast Decision Sciences Institute Conference, Boston, MA, USA, 25–27 March 1998; pp. 250–252. [Google Scholar]
- Hu, D.; Hu, Y.; Li, C. Mechanical product disassembly sequence and path planning based on knowledge and geometric reasoning. Int. J. Adv. Manuf. Technol. 2002, 19, 688–696. [Google Scholar] [CrossRef]
- Kim, H.J.; Kernbaum, S.; Seliger, G. Emulation-based control of a disassembly system for LCD monitors. Int. J. Adv. Manuf. Technol. 2009, 40, 383–392. [Google Scholar] [CrossRef]
- Klett, J.; Consiglio, S.; Blessing, L.; Seliger, G. Systematic development of easy-to-unlock connections and a flexible unlocking tool. In Proceedings of the Global Conference on Sustainable Product Development and Life Cycle Engineering, Berlin, Germany, 29 September–1 October 2004; pp. 265–268. [Google Scholar]
- Straneo, S.; Consorti, R. Disegno di Costruzioni Meccaniche E Studi di Fabbricazione; Principato Editore Milano: Milan, Italy, 1972. [Google Scholar]
- Francia, D.; Ponti, S.; Frizziero, L.; Liverani, A. Virtual mechanical product disassembly sequences based on disassembly order graphs and time measurement units. Appl. Sci. 2019, 9, 3638. [Google Scholar] [CrossRef]
- Frizziero, L.; Liverani, A.; Caligiana, G.; Donnici, G.; Chinaglia, L. Design for disassembly (DfD) and augmented reality (AR): Case study applied to a gearbox. Machines 2019, 7, 29. [Google Scholar] [CrossRef]
- Yi, J.; Yu, B.; Du, L.; Li, C.; Hu, D. Research on the selectable disassembly strategy of mechanical parts based on the generalized CAD model. Int. J. Adv. Manuf. Technol. 2008, 37, 599–604. [Google Scholar] [CrossRef]
- Mitrouchev, P.; Wang, C.G.; Lu, L.X.; Li, G.Q. Selective disassembly sequence generation based on lowest level disassembly graph method. Int. J. Adv. Manuf. Technol. 2015, 80, 141–159. [Google Scholar] [CrossRef]
- Iacob, R.; Mitrouchev, P.; Léon, J.C. Assembly simulation incorporating component mobility modelling based on functional surfaces. Int. J. Interact. Des. Manuf. 2011, 5, 119–132. [Google Scholar] [CrossRef]
- Vanegas, P.; Peeters, J.R.; Cattrysse, D.; Tecchio, P.; Ardente, F.; Mathieux, F.; Dewulf, W.; Duflou, J.R. Ease of disassembly of products to support circular economy strategies. Conserv. Recycl. J. 2018, 138, 323–334. [Google Scholar] [CrossRef]
- Available online: http://www.skf.com/it/products/bearings-units-housings/ball-bearings/product-tables-ball/index.html (accessed on 30 June 2020).
- Funaioli, E.; Maggiore, A.; Meneghetti, U. Lezioni di meccanica applicata alle macchine. In Prima Parte- Fondamenti di Meccanica Delle Macchine; Pitagora Editore: Bologna, Italy, 2006. [Google Scholar]
- Available online: http://www.totalmateria.com.ezproxy.unibo.it/page.aspx?ID=Home&LN=IT (accessed on 30 June 2020).
- Bogue, R. Design for disassembly: A critical twenty-first century discipline. Assem. Autom. 2007, 27, 285–289. [Google Scholar] [CrossRef]
- Manfè, G.; Pozza, R.; Scarato, G. Disegno Meccanico vol. I, II, III; Principato Editore Milano: Milan, Italy, 1900. [Google Scholar]
- Xu, W.; Tang, Q.; Liu, J.; Liu, Z.; Zhou, Z. Disassembly sequence planning using discrete Bees algorithm for human-robot collaboration in remanufacturing. Robot. Comput. Integr. Manuf. 2020, 62, 101860. [Google Scholar] [CrossRef]
- Donnici, G.; Frizziero, L.; Francia, D.; Liverani, A.; Caligiana, G. A preliminary evaluation to support DFD of handcrafted products. Int. J. Mech. Prod. Eng. Res. Dev. 2019, 9, 1033–1050. [Google Scholar]
- Alfaro-Algaba, M.; Ramirez, F.J. Techno-economic and environmental disassembly planning of lithium-ion electric vehicle battery packs for remanufacturing. Resour. Conserv. Recycl. 2020, 154, 104461. [Google Scholar] [CrossRef]
- Savio, G.; Meneghello, R.; Concheri, G.; D’Angelo, L. Process optimization in glass polishing based on a material removal model. Adv. Sci. Lett. 2013, 19, 539–542. [Google Scholar] [CrossRef]
- Savio, G.; Baroni, T.; Concheri, G.; Baroni, E.; Meneghello, R.; Longo, F.; Isola, M. Computation of Femoral Canine Morphometric Parameters in Three-Dimensional Geometrical Models. Vet. Surg. 2016, 45, 987–995. [Google Scholar] [CrossRef] [PubMed]
- Savio, G.; Concheri, G.; Meneghello, R. Progressive lens design by discrete shape modelling techniques. Int. J. Interact. Des. Manuf. 2013, 7, 135–146. [Google Scholar] [CrossRef]
- Gherardini, F.; Leali, F. Reciprocal Frames in Temporary Structures: An Aesthetical and Parametric Investigation. Nexus Netw. J. 2017, 19, 741–762. [Google Scholar] [CrossRef]
- Peruzzini, M.; Pellicciari, M.; Gadaleta, M. A comparative study on computer-integrated set-ups to design human-centred manufacturing systems. Robot. Comput. Integr. Manuf. 2019, 55, 265–278. [Google Scholar] [CrossRef]
- Lambert, A.J.D. Disassembly sequencing: A survey. Int. J. Prod. Res. 2003, 41, 3721–3759. [Google Scholar] [CrossRef]






| Element | Previous Designation | Updated Designation |
|---|---|---|
| n.6 ball bearing | 40 UNI 606 | SKF 6208 |
| n.7 thrust ball bearing reggispinta | not unified | SKF 52308 |
| n.19 gaskets | not unified | not unified |
| n.20 nuts | 8 UNI 205 | M8 UNI 5588 |
| n.21 elastic rosettes | A 8 UNI 1751 | UNI 1751–B8 |
| n.22 captive screws | 8 × 26 UNI 114 | UNI 5908–M8 |
| n.23 screws | 8 × 17 UNI 256 | TSB M8 × 16 UNI 5933 |
| n.25 nuts | 16 UNI 205 | M16 UNI 5588 |
| n.26 captive screws | 16 × 97 UNIM 120 | UNI 5914–M16 |
| n.27 nuts | 12 UNI 205 | M12 UNI 5588 |
| n. 28 screws | 12 × 60 UNI 183 | M12 × 60 UNI 5740 |
| n.30 gaskets | not unified | not unified |
| n.31 gaskets | not unified | not unified |
| n.34 screws | 10 × 34 UNI 183 | M10 × 35 UNI 5740 |
| n.35 nuts | 10 UNI 205 | M8 UNI 5588 |
| n.36 lubricators | Type A 2 UNI | not unified |
| n.37 keys | 18 × 11 × 70 UNIM 92 | not unified |
| n.38 screws | 6 × 13 UNI 137 | M6 × 12 UNI 5740 |
| n.39 elastic rosettes | A 6 UNI 1751 | UNI 1751–B6 |
| n.43 gaskets | not unified | not unified |
| n.45 elastic rosettes | A 16 UNI 1751 | UNI 1751–B16 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frizziero, L.; Liverani, A. Disassembly Sequence Planning (DSP) Applied to a Gear Box: Comparison between Two Literature Studies. Appl. Sci. 2020, 10, 4591. https://doi.org/10.3390/app10134591
Frizziero L, Liverani A. Disassembly Sequence Planning (DSP) Applied to a Gear Box: Comparison between Two Literature Studies. Applied Sciences. 2020; 10(13):4591. https://doi.org/10.3390/app10134591
Chicago/Turabian StyleFrizziero, Leonardo, and Alfredo Liverani. 2020. "Disassembly Sequence Planning (DSP) Applied to a Gear Box: Comparison between Two Literature Studies" Applied Sciences 10, no. 13: 4591. https://doi.org/10.3390/app10134591
APA StyleFrizziero, L., & Liverani, A. (2020). Disassembly Sequence Planning (DSP) Applied to a Gear Box: Comparison between Two Literature Studies. Applied Sciences, 10(13), 4591. https://doi.org/10.3390/app10134591