Bonding Behaviors of GFRP/Steel Bonded Joints after Wet–Dry Cyclic and Hygrothermal Curing


Abstract
:1. Introduction
2. Experimental Program
2.1. Material Properties
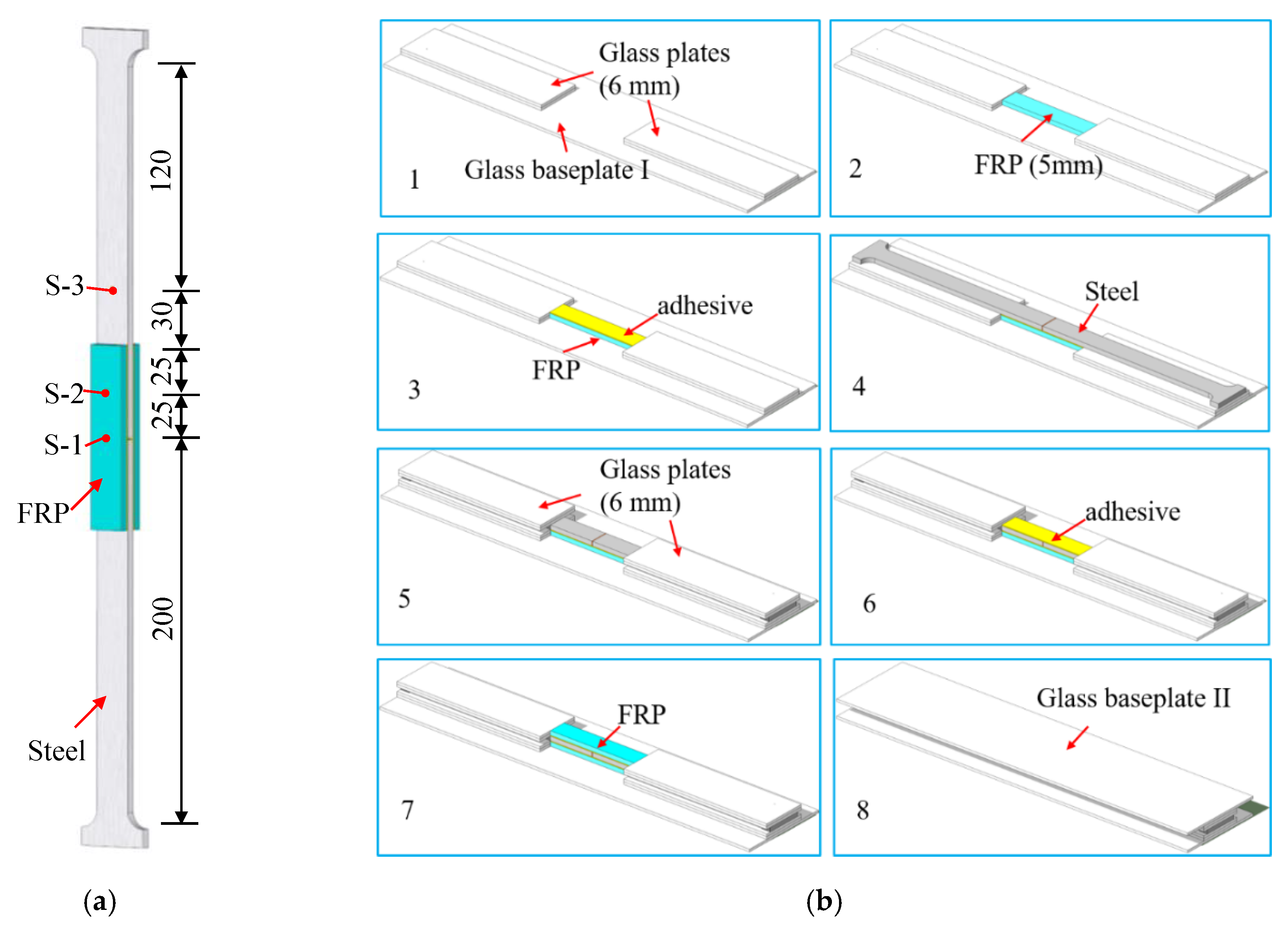
2.2. Test Specimens
2.3. Quasi-Static Test
3. Results and Discussion
3.1. Failure Modes
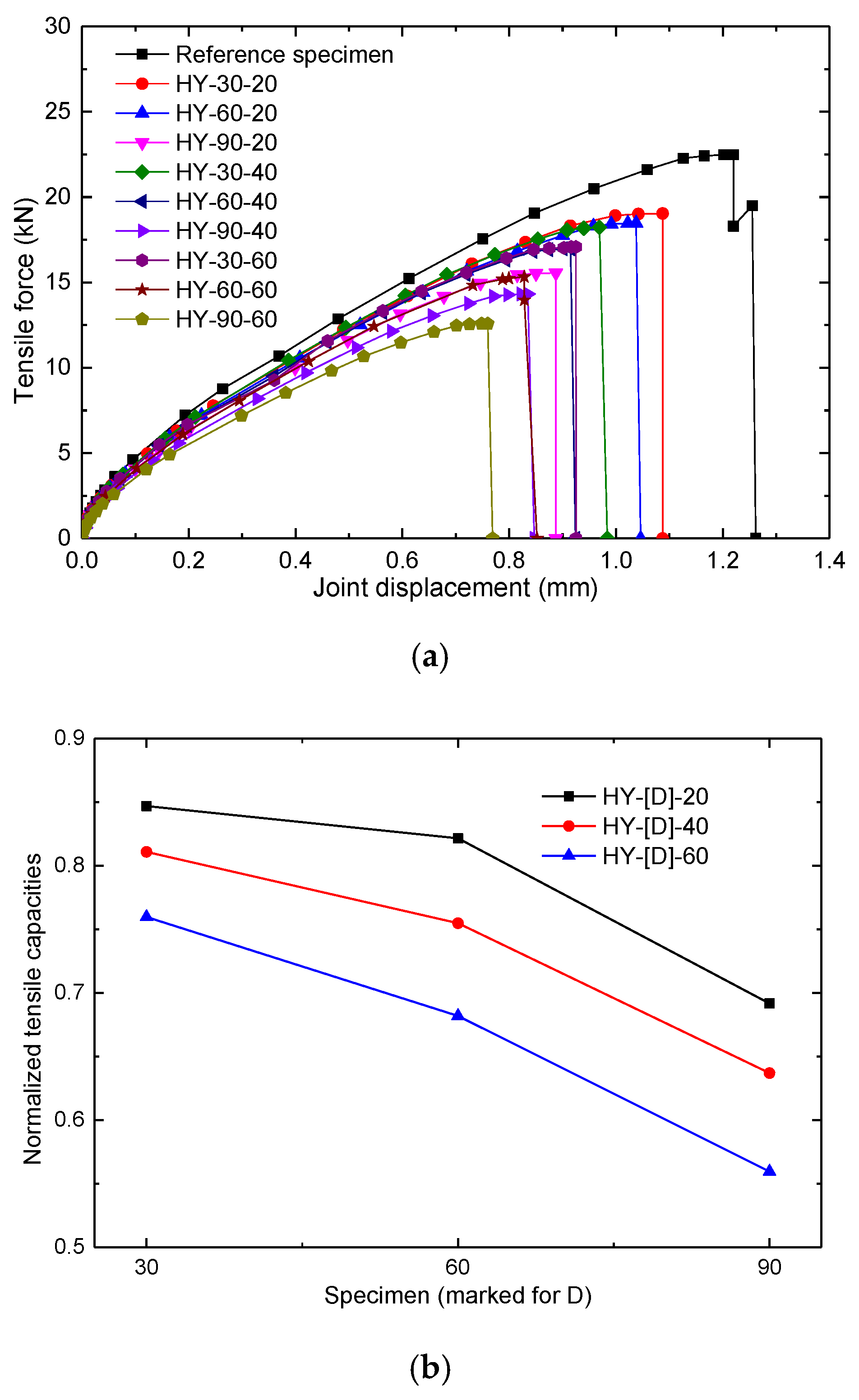
3.2. Load–Displacement Curves
3.3. Stiffness Analysis
3.4. Strain Development During Quasi-Static Tensile Tests
- (1)
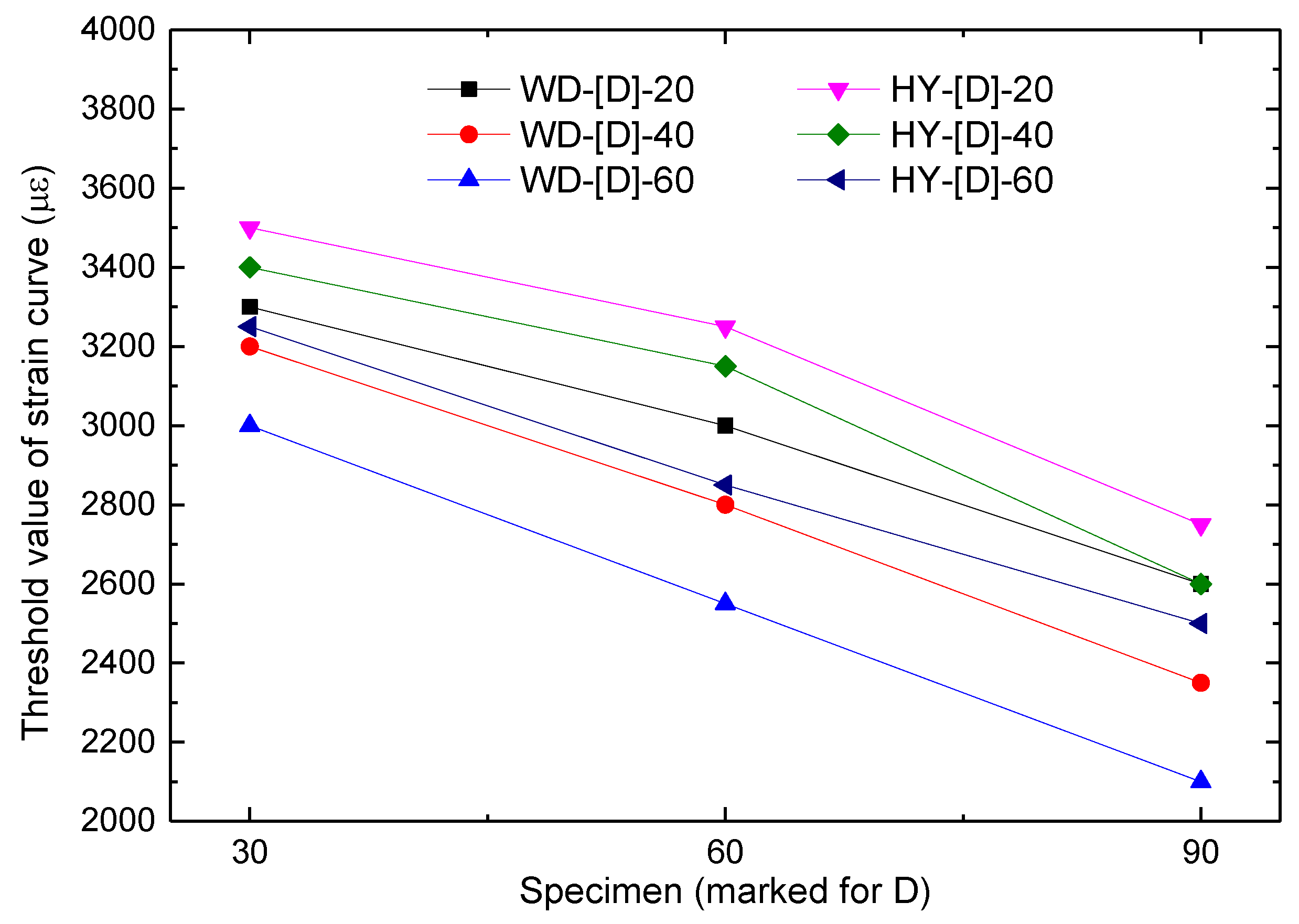
- For strains measured by the gauge S-1, the strain increase accelerated after the strain exceeded a certain threshold, indicating a progressive degradation of GFRP materials when the tensile load was increased and the load was transferred to the outer surfaces of GFRP. While the reference test had a larger tensile capacity, the accelerating strain growth of the S-1 gauge indicated that the GFRP was weakened when the load exceeded a certain threshold. However, for WD-90-60 and HY-90-60 testing, compared with the reference specimen, a premature accelerating increase of S-1 was observed, showing the effect of the harsh environment on the GFRP materials. According to Figure 9b,c, thresholds of accelerating growth of about 2100 and 2500 με could be determined for WD-90-60 and HY-90-60, respectively, which are much smaller than the reference specimen (about 3700 με), indicating that the moisture diffusion combined with heat effect may negatively affect the GFRP materials, and the threshold value of degradation for GFRP has been reduced.
- (2)
- For strains measured by gauge S-2, the similar two-stage accelerating growth was found as the displacement/loading increased, which could be attributed to the debonding failure, including the cohesive failure of adhesive, delamination in the GFRP, debonding at the adhesive–steel interface, and shifting of the load-transferring area to the bonding ends.
- (3)
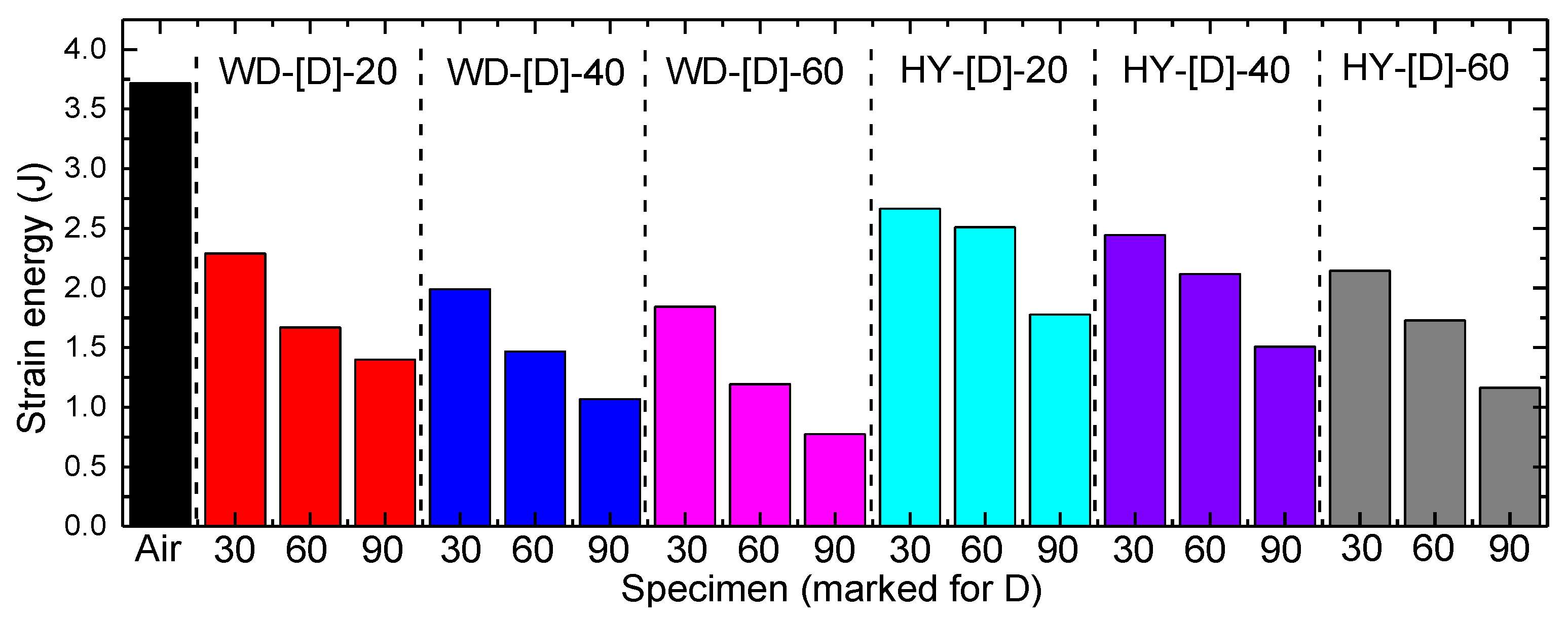
- The development of strains measured by gauge S-3 showed the same shape as the load–displacement curves seen in Figure 6 and Figure 7, indicating the linear elastic behavior of the steel substrates during tensile testing (with no larger than 225 MPa for all testing specimens, far less than the yield strength of the steel substrates). The strain data of gauge S-3 were adopted to calculate the strain energy during tensile testing in the discussion of interfacial fracture energy.
4. Interfacial Fracture Energy
5. Conclusions
- (1)
- In addition to the cohesive failure mode of the reference specimen, mixed modes of cohesive failure and debonding of the adhesive–steel interface were found in the WD series specimens. Additionally, mixed failure modes of cohesive failure and the delamination of GFRP composites were found in HY series specimens. The changes of failure mode indicate that the bonding performance of the GFRP/steel bonded specimens are affected by curing conditions under moisture diffusion and thermal effects.
- (2)
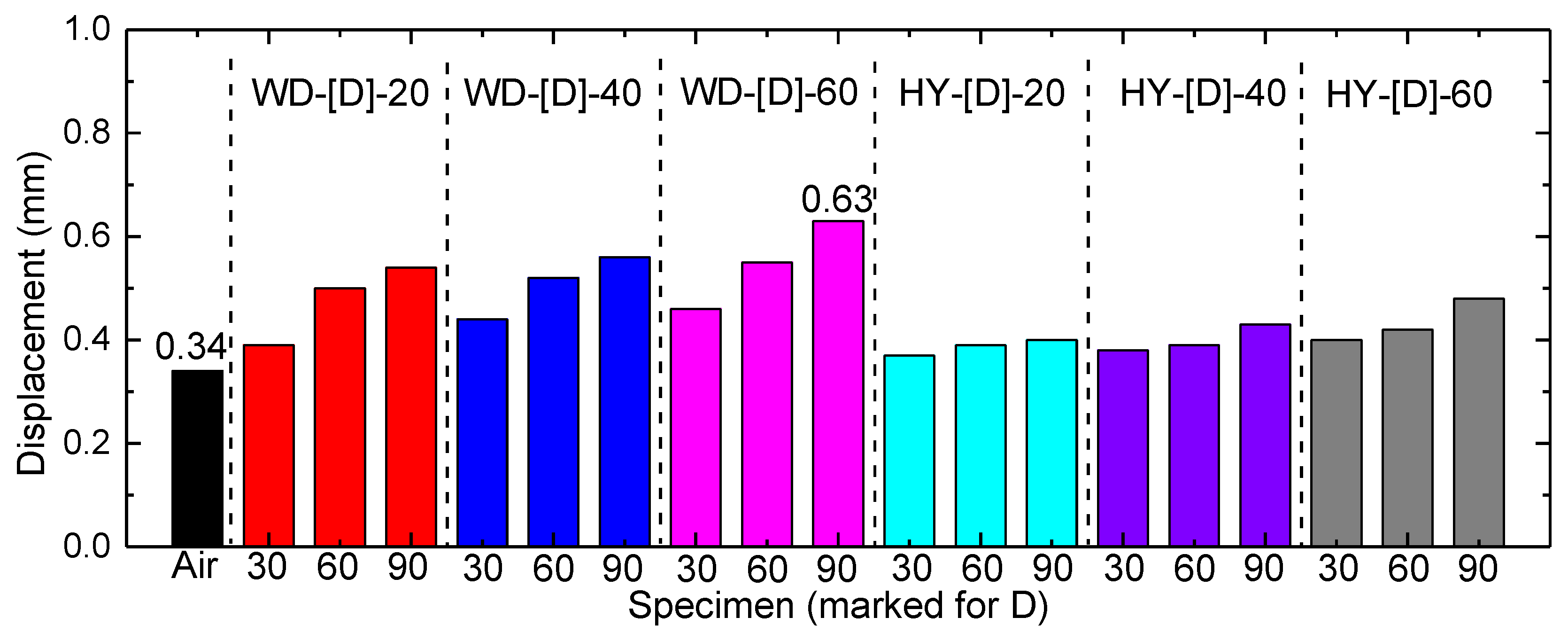
- Linear brittle behavior was observed for all of the bonded specimens. Based on the investigation on the ultimate load of the specimens, a significant reduction of tensile capacities was observed for specimens cured in harsh environments, especially for longer exposure duration and higher curing temperature. Further investigation on stiffness of the bonded joints shows that the stiffness was reduced by curing in the harsh environments.
- (3)
- A two-stage strain development was found for all bonded specimens, and the threshold stain values are the key parameter to qualify the failure process. As compared with the reference specimen, the harsh cured specimens had smaller threshold stain values, indicating the negative effect of moisture diffusion and heat transfer.
- (4)
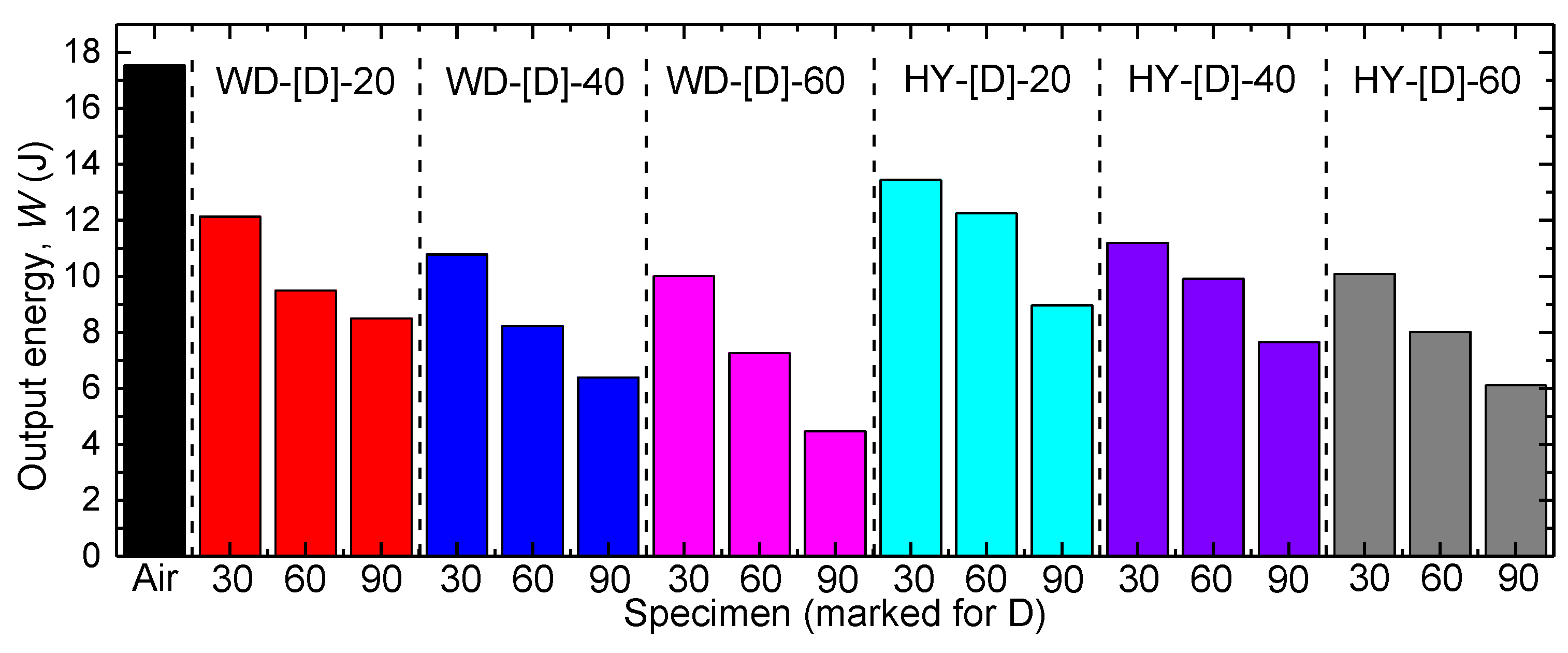
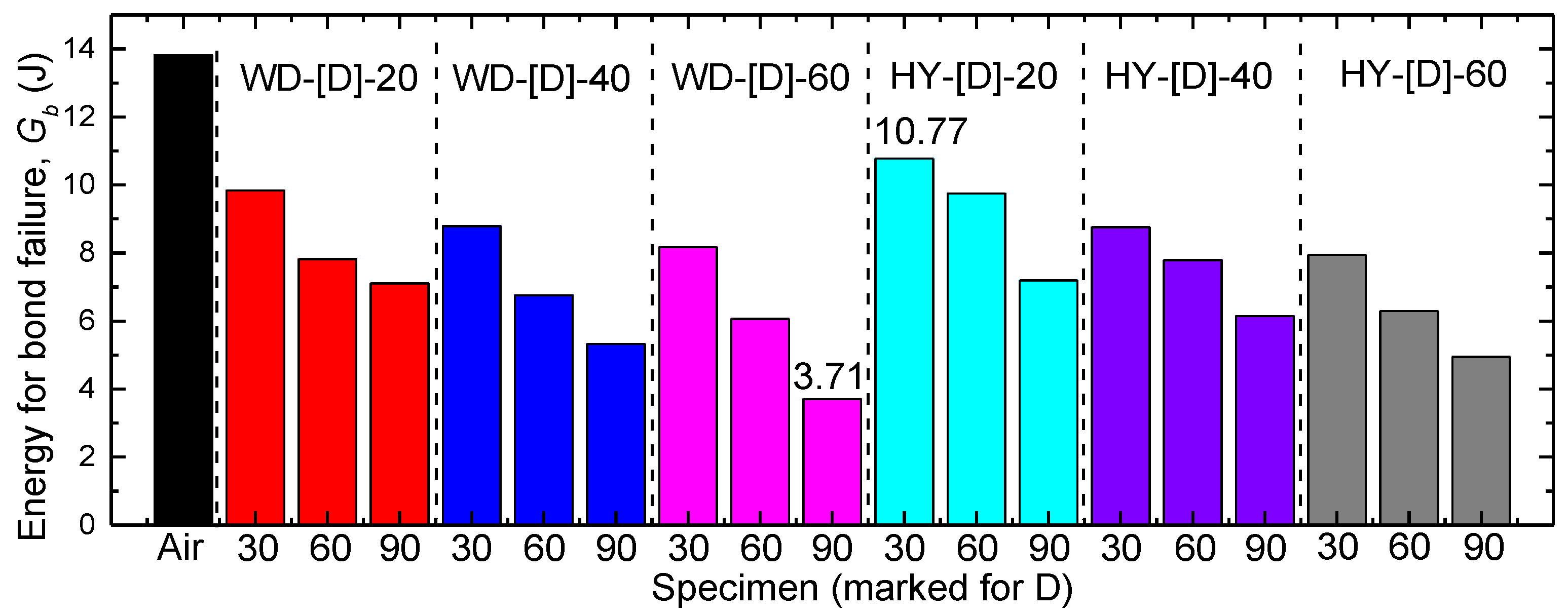
- A method to calculate the interfacial fracture energy of the bonded specimens is proposed. According to the calculation and comparison, a more severe reduction in interfacial fracture energy could be caused by longer curing and higher curing temperatures.
Data Availability Statement
Author Contributions
Funding
Conflicts of Interest
References
- Guo, T.; Liu, Z.; Correia, J.; de Jesus, A.M. Experimental study on fretting-fatigue of bridge cable wires. Int. J. Fatigue 2020, 131, 105321. [Google Scholar] [CrossRef]
- Guo, T.; Frangopol, D.M.; Chen, Y. Fatigue reliability assessment of steel bridge details integrating weigh-in-motion data and probabilistic finite element analysis. Comput. Struct. 2012, 112, 245–257. [Google Scholar] [CrossRef]
- Kaloop, M.R.; Jong, W.H.; Yasser, B. Identification of the response of a controlled building structure subjected to seismic load by using nonlinear system models. Appl. Sci. 2016, 6, 301. [Google Scholar] [CrossRef] [Green Version]
- Park, H.-C.; Lee, C.-H.; Chang, K.-H. Strengthening a damaged steel girder bridge by the replacement repair welding. KSCE J. Civ. Eng. 2012, 16, 1243–1249. [Google Scholar] [CrossRef]
- Fu, Z.; Ji, B.; Kong, X.; Chen, X. Grinding treatment effect on rib-to-roof weld fatigue performance of steel bridge decks. J. Constr. Steel Res. 2017, 129, 163–170. [Google Scholar] [CrossRef]
- Liu, J.; Guo, T.; Feng, D.; Liu, Z. Fatigue Performance of Rib-to-Deck Joints Strengthened with FRP Angles. J. Bridge Eng. 2018, 23, 04018060. [Google Scholar] [CrossRef]
- Guo, T.; Liu, J.; Deng, Y.; Zhang, Z. Fatigue Performance of Orthotropic Steel Decks with FRP Angles: Field Measurement and Numerical Analysis. J. Perform. Constr. Facil. 2019, 33, 04019042. [Google Scholar] [CrossRef]
- Lavorato, D.; Camillo, N.; Silvia, S. Experimental investigation of the shear strength of RC beams extracted from an old structure and strengthened by carbon FRP U-strips. Appl. Sci. 2018, 8, 1182. [Google Scholar] [CrossRef] [Green Version]
- Mansouri, I.; Jong, W.H.; Ozgur, K. Novel predictive model of the debonding strength for masonry members retrofitted with FRP. Appl. Sci. 2016, 6, 337. [Google Scholar] [CrossRef]
- Hosseini, A.; Ghafoori, E.; Wellauer, M.; Marzaleh, A.S.; Motavalli, M. Short-term bond behavior and debonding capacity of prestressed CFRP composites to steel substrate. Eng. Struct. 2018, 176, 935–947. [Google Scholar] [CrossRef]
- Zhang, D.; Shi, H.; Zhu, J.; Su, M.; Jin, W.L. Cover separation of CFRP strengthened beam-type cantilevers with steel bolt anchorage. Eng. Struct. 2018, 156, 224–234. [Google Scholar] [CrossRef] [Green Version]
- Askandar, N.; Mahmood, A. Comparative Investigation on Torsional Behaviour of RC Beam Strengthened with CFRP Fabric Wrapping and Near-Surface Mounted (NSM) Steel Bar. Adv. Civ. Eng. 2019, 2019. [Google Scholar] [CrossRef]
- Mara, V.; Haghani, R.; Harryson, P. Bridge decks of fibre reinforced polymer (FRP): A sustainable solution. Constr. Build. Mater. 2014, 50, 190–199. [Google Scholar] [CrossRef] [Green Version]
- Keller, T.; Rothe, J.; De Castro, J.; Osei-Antwi, M. GFRP-balsa sandwich bridge deck: Concept, design, and experimental validation. J. Compos. Constr. 2013, 18, 04013043. [Google Scholar] [CrossRef]
- Satasivam, S.; Bai, Y.; Yang, Y.; Zhu, L.; Zhao, X.L. Mechanical performance of two-way modular FRP sandwich slabs. Compos. Struct. 2018, 184, 904–916. [Google Scholar] [CrossRef]
- Bocciarelli, M.; Colombi, P.; Fava, G.; Sonzogni, L. Energy-based analytical formulation for the prediction of end debonding in strengthened steel beams. Compos. Struct. 2016, 153, 212–221. [Google Scholar] [CrossRef]
- Haghani, R.; Al-Emrani, M. A new design model for adhesive joints used to bond FRP laminates to steel beams–Part A: Background and theory. Constr. Build. Mater. 2012, 34, 486–493. [Google Scholar] [CrossRef]
- Heshmati, M.; Haghani, R.; Al-Emrani, M. Effects of moisture on the long-term performance of adhesively bonded FRP/steel joints used in bridges. Compos. Part B Eng. 2016, 92, 447–462. [Google Scholar] [CrossRef]
- Nguyen, T.C.; Bai, Y.; Zhao, X.L.; Al-Mahaidi, R. Durability of steel/CFRP double strap joints exposed to sea water, cyclic temperature and humidity. Compos. Struct. 2012, 94, 1834–1845. [Google Scholar] [CrossRef]
- Moller, J.; Hunter, R.; Molina, J.; Vizán, A.; Peréz, J.; da Silva, L.F.M. Influence of the temperature on the fracture energy of a methacrylate adhesive for mining applications. Appl. Adhes. Sci. 2015, 3, 14. [Google Scholar] [CrossRef] [Green Version]
- Heshmati, M.; Haghani, R.; Al-Emrani, M. Environmental durability of adhesively bonded FRP/steel joints in civil engineering applications: State of the art. Compos. Part B Eng. 2015, 81, 259–275. [Google Scholar] [CrossRef]
- Liang, H.; Li, S.; Lu, Y.; Yang, T. Reliability analysis of bond behaviour of CFRP—Concrete interface under wet—Dry cycles. Materials 2018, 11, 741. [Google Scholar] [CrossRef] [PubMed] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Parameter | GFRP | Adhesive | Steel |
|---|---|---|---|
| Young’s Modulus, MPa | 15,400 (longitudinal direction) | 1034–1207 | 204,000 |
| 6850 (transverse direction) | |||
| 7630 (thickness direction) | |||
| Strength, MPa | 291.1 (longitudinal direction) | 24.1–31.0 | 291.3 (Yield stress) |
| 125.3 (transverse direction) | |||
| 144.6 (thickness direction) | |||
| Poisson’s ratio | 0.37 | 0.40 | 0.30 |
| Specimen Categories | Curing Time n (Days) | Temperature (°C) | Tensile Capacity (kN) | Elongation (mm) |
|---|---|---|---|---|
| Reference | 0 | Air | 22.48 | 1.262 |
| WD-30-20 | 30 | 20 | 17.64 | 1.058 |
| WD-60-20 | 60 | 20 | 15.06 | 1.006 |
| WD-90-20 | 90 | 20 | 13.79 | 0.974 |
| WD-30-40 | 30 | 40 | 16.45 | 1.035 |
| WD-60-40 | 60 | 40 | 14.13 | 1.001 |
| WD-90-40 | 90 | 40 | 12.05 | 0.840 |
| WD-30-60 | 30 | 60 | 15.83 | 0.998 |
| WD-60-60 | 60 | 60 | 12.74 | 0.899 |
| WD-90-60 | 90 | 60 | 10.26 | 0.693 |
| HY-30-20 | 30 | 20 | 19.04 | 1.087 |
| HY-60-20 | 60 | 20 | 18.47 | 1.038 |
| HY-90-20 | 90 | 20 | 15.55 | 0.887 |
| HY-30-40 | 30 | 40 | 18.23 | 0.984 |
| HY-60-40 | 60 | 40 | 16.97 | 0.924 |
| HY-90-40 | 90 | 40 | 14.32 | 0.847 |
| HY-30-60 | 30 | 60 | 17.08 | 0.925 |
| HY-60-60 | 60 | 60 | 15.33 | 0.852 |
| HY-90-60 | 90 | 60 | 12.58 | 0.769 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Guo, T.; Hebdon, M.H.; Liu, Z.; Wang, L. Bonding Behaviors of GFRP/Steel Bonded Joints after Wet–Dry Cyclic and Hygrothermal Curing. Appl. Sci. 2020, 10, 5411. https://doi.org/10.3390/app10165411
Liu J, Guo T, Hebdon MH, Liu Z, Wang L. Bonding Behaviors of GFRP/Steel Bonded Joints after Wet–Dry Cyclic and Hygrothermal Curing. Applied Sciences. 2020; 10(16):5411. https://doi.org/10.3390/app10165411
Chicago/Turabian StyleLiu, Jie, Tong Guo, Matthew H. Hebdon, Zhongxiang Liu, and Libin Wang. 2020. "Bonding Behaviors of GFRP/Steel Bonded Joints after Wet–Dry Cyclic and Hygrothermal Curing" Applied Sciences 10, no. 16: 5411. https://doi.org/10.3390/app10165411