Properties of Sleeve Joints Made from Reduced Bamboo



Abstract
1. Introduction
2. Materials and Methods
2.1. Reducing Process of Bamboo Ends
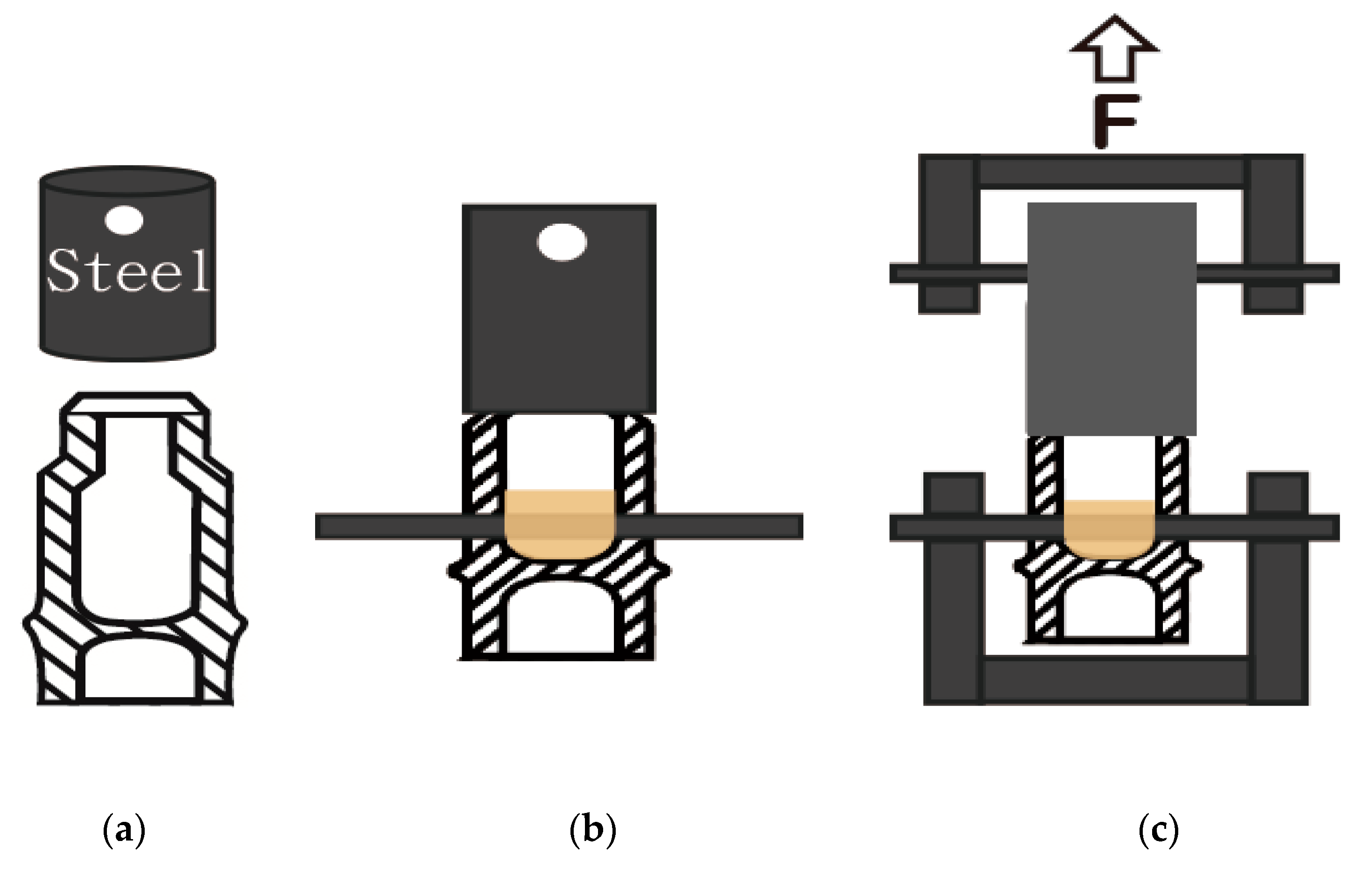
2.2. Testing of the Joints
3. Results and Discussion
3.1. Reducing Process
3.2. Reducing Force of the Samples
3.3. Reduced Outer Diameter and Ovality of the Samples
3.4. Sleeve Joint Test of the Samples
3.5. Pullout Load and Strength of the Samples
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Amada, S.; Munekata, T.; Nagase, Y.; Ichikawa, Y.; Kirigai, A.; Zhifei, Y. The mechanical structures of bamboos in viewpoint of functionally gradient and composite materials. J. Compos. Mater. 1996, 30, 800–819. [Google Scholar] [CrossRef]
- Akinlabi, E.T.; Anane-Fenin, K.; Akwada, D.R. Bamboo: The Multipurpose Plant; Springer International Publishing AG: New York, NY, USA, 2017. [Google Scholar]
- Mannan, S.; Knox, J.P.; Basu, S. Correlations between axial stiffness and microstructure of a species of bamboo. R. Soc. Open Sci. 2017, 4, 160412. [Google Scholar] [CrossRef] [PubMed]
- Sutnaun, S.; Srisuwan, S.; Jindasai, P.; Cherdchim, B.; Mmatan, N.; Kyokong, B. Macroscopic and microscopic gradient structures of bamboo culms. Walailak J. Sci. Technol. 2005, 2, 81–97. [Google Scholar]
- Wegst, U.G.K.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nat. Mater. 2014, 14, 23–36. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.S.; Hsu, F.L.; Lee, C.M.; Juang, J.Y. Failure mechanism of hollow tree trunks due to cross-sectional flattening. R. Soc. Open Sci. 2017, 4, 160972. [Google Scholar] [CrossRef] [PubMed]
- Wegst, U.G.K.; Ashby, M.F. The structural efficiency of orthotropic stalks. stems and tubes. J. Mater. Sci. 2007, 42, 9005–9014. [Google Scholar] [CrossRef]
- Hibbeler, R.C. Engineering Mechanics: Statics and Dynamics, 12th ed.; Prentice Hall: New Jersey, NJ, USA, 2010. [Google Scholar]
- Janssen, J.J.A. Building with Bamboo—A Handbook; Practical Action Publishing Ltd.: Rugby Warwickshire, UK, 1995. [Google Scholar]
- Kaminski, S.; Lawrence, A.; Trujillo, D. Structural use of bamboo, Part 1: Introduction to bamboo. Struct. Eng. 2016, 94, 40–43. [Google Scholar]
- Adhikari, R.C.; Wood, D.H.; Sudak, L. Low-cost bamboo lattice towers for small wind turbines. Energy Sustain. Dev. 2015, 28, 21–28. [Google Scholar] [CrossRef]
- Hong, C.; Li, H.; Lorenzo, R.; Wu, G.; Corbi, I.; Corbi, O.; Xiong, Z.; Yang, D.; Zhang, H. Review on connections for original bamboo structures. J. Renew. Mater. 2019, 7, 713–730. [Google Scholar] [CrossRef]
- Disén, K.; Clouston, P.L. Building with bamboo: A review of culm connection technology. J. Green Build. 2013, 8, 83–93. [Google Scholar] [CrossRef]
- Fabiani, M. Tensile Test of a New Connector for Bamboo Structures. 2013. Available online: https://www.youtube.com/watch?v=5KG04gJ3mU4 (accessed on 3 August 2020).
- Arce, O.E. Fundamentals of the Design of Bamboo Structures. Ph.D. Dissertation, Eindhoven University of Technology, Eindhoven, The Netherlands, 1993. [Google Scholar]
- Kitazawa, K.; Takahama, M.; Ogawa, H. Possibility of nosing of common Japanese bamboo. J. Mater. Sci. 2004, 39, 1473–1476. [Google Scholar] [CrossRef]
- Navi, P.; Sandberg, D. Thermo-Hydro Mechanical Processing of Wood; EPFL-Rolex Learning Center: Lausanne, Switzerland, 2012. [Google Scholar]
- Fang, C.H.; Jiang, Z.H.; Sun, Z.J.; Liu, H.R.; Zhang, X.B.; Zhang, R.; Fei, B.H. An overview on bamboo culm flattening. Constr. Build. Mater. 2018, 171, 65–74. [Google Scholar] [CrossRef]
- Huang, M.; Zhang, W.; Zhang, X.; Yu, W.; Li, W.; Liu, X.; Dai, C.; Wang, S. Factors for Phyllostachys edulis timber glass transition temperatures. J. Zhejiang A F Univ. 2015, 32, 897–902. [Google Scholar]
- Sarula, S.N.; Yoshitani, K.; Tanahashi, M. Development of novel flattening method for bamboo cane by the high-pressure steam processing. Mokuzai Gakkaishi. 2012, 58, 193–200. [Google Scholar] [CrossRef]
- Storozhev, M.V.; Popov, E.A. Theory of Plastic Metal Working; Mashinostroenie: Moscow, Russia, 1977. [Google Scholar]
- CEN (European Committee for Standardization). Eurocode 3-Design of Steel Structures-Part 1–6: Strength and Stability of Shell Structures; EN 1993-1-6: 2007 (E); CEN-CENELEC Management: Brussels, Belgium, 2007. [Google Scholar]
- Zhang, J.; Li, Y.; Liu, R.; Xu, D.; Bian, X. Examining bonding stress and slippage at steel-bamboo interface. Compos. Struct. 2018, 194, 584–597. [Google Scholar] [CrossRef]
- Wen, Y. Research on Bonding Properties of Bamboo-Steel Interface under Cyclic Loading. Master’s Thesis, Ningbo University, Ningbo City, China, 2014. [Google Scholar]
- Fabiani, M. Bamboo Structures: Italian Culms as Likely Resource for Green Buildings. Ph.D. Dissertation, Marche Polytechnic University, Ancona, Italy, 2014. [Google Scholar]
- Forest Products Laboratory. Wood Handbook: Wood as an Engineering Material; USDA General Technical Report FPL-GTR-190; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Moso Bamboo | Gui Bamboo | |||
|---|---|---|---|---|
| Original | Reduced | Original | Reduced | |
| Minimum (mm) | 55.70 | 54.95 | 34.65 | 32.64 |
| Maximum (mm) | 65.25 | 58.62 | 38.90 | 33.88 |
| Mean (mm) | 60.66 | 57.02 | 36.71 | 33.2 |
| Paired t-test for equal means | t = 12.59 | t = 20.71 | ||
| p (single tail) | p < 0.001 | p < 0.001 | ||
| Standard Deviation (mm) | 2.542 | 0.848 | 1.319 | 0.262 |
| f-test for equal variances | f = 9.00 | f = 25.21 | ||
| p (single tail) | p < 0.001 | p < 0.001 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Hiziroglu, S. Properties of Sleeve Joints Made from Reduced Bamboo. Appl. Sci. 2020, 10, 5985. https://doi.org/10.3390/app10175985
Wang Y, Hiziroglu S. Properties of Sleeve Joints Made from Reduced Bamboo. Applied Sciences. 2020; 10(17):5985. https://doi.org/10.3390/app10175985
Chicago/Turabian StyleWang, Yiren, and Salim Hiziroglu. 2020. "Properties of Sleeve Joints Made from Reduced Bamboo" Applied Sciences 10, no. 17: 5985. https://doi.org/10.3390/app10175985
APA StyleWang, Y., & Hiziroglu, S. (2020). Properties of Sleeve Joints Made from Reduced Bamboo. Applied Sciences, 10(17), 5985. https://doi.org/10.3390/app10175985