Impact of Thermomechanical Fatigue on Microstructure Evolution of a Ferritic-Martensitic 9 Cr and a Ferritic, Stainless 22 Cr Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Ferritic-Martensitic 9 Cr and Ferritic, Stainless 22 Cr Steel
2.2. Mechanical Testing
2.3. Microstructural Observation
3. Results and Discussion
3.1. Thermomechanical Fatigue Behavior
3.2. Quantititative Microstructure Assessment
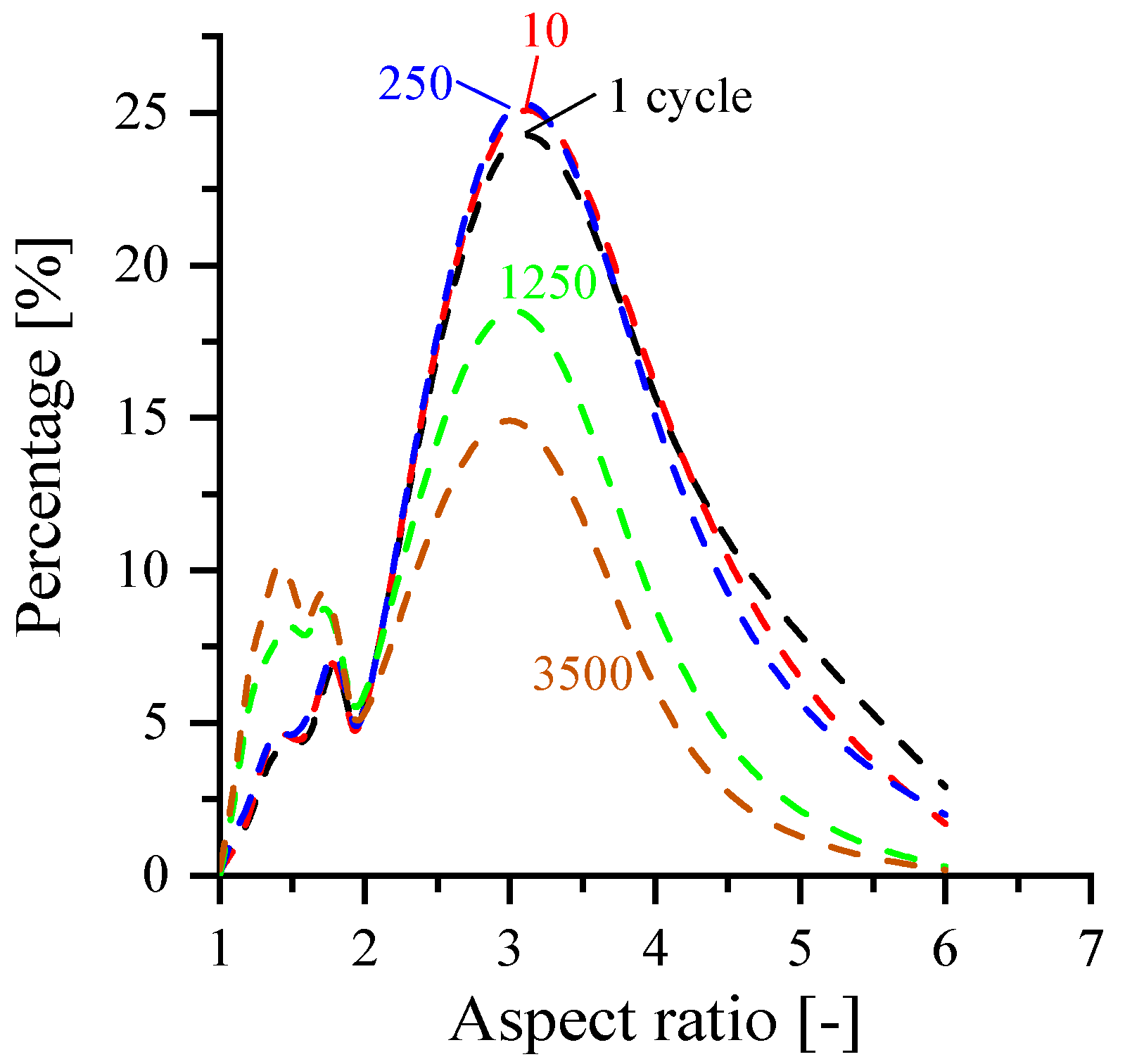
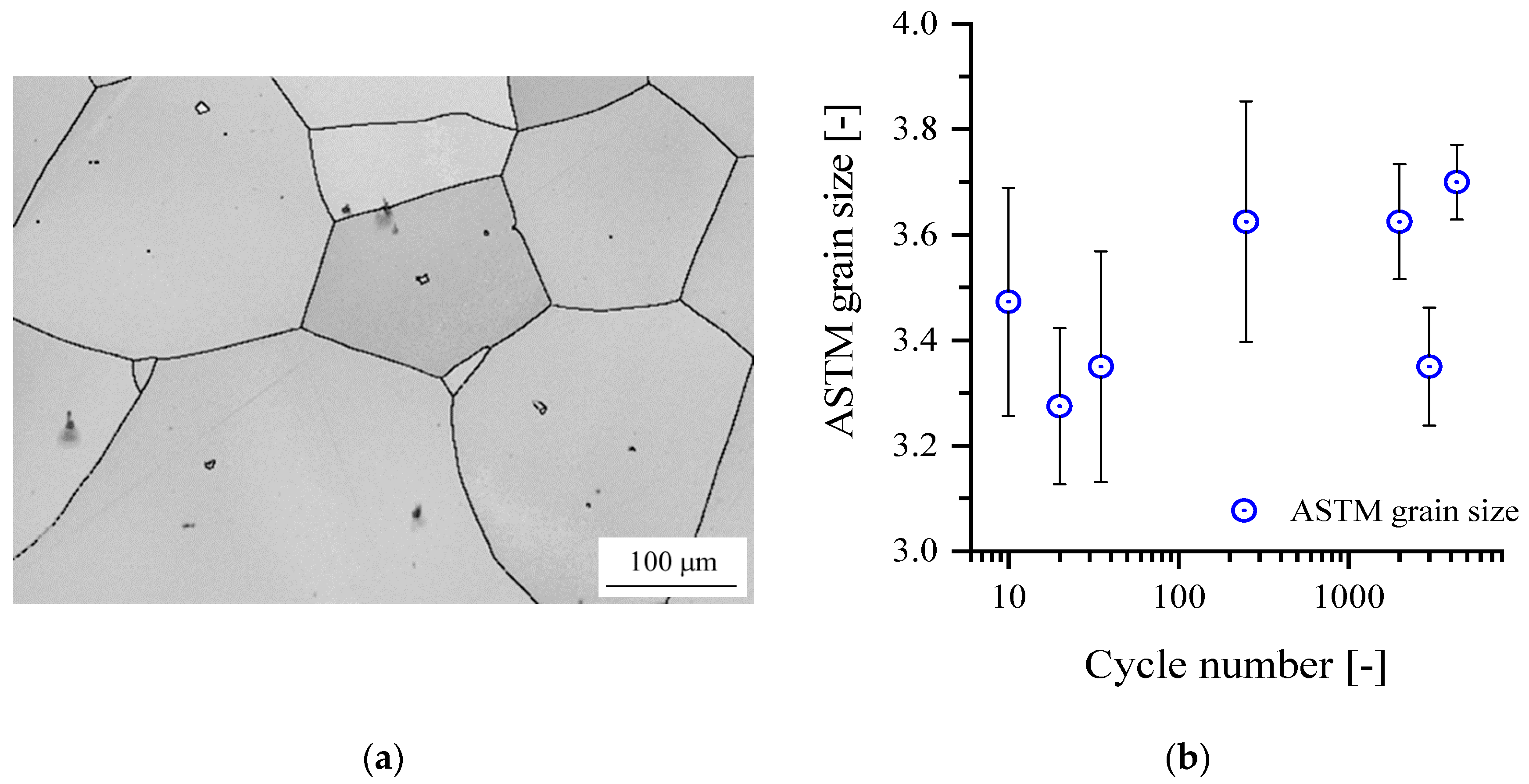
3.3. Stability of Grain Structure
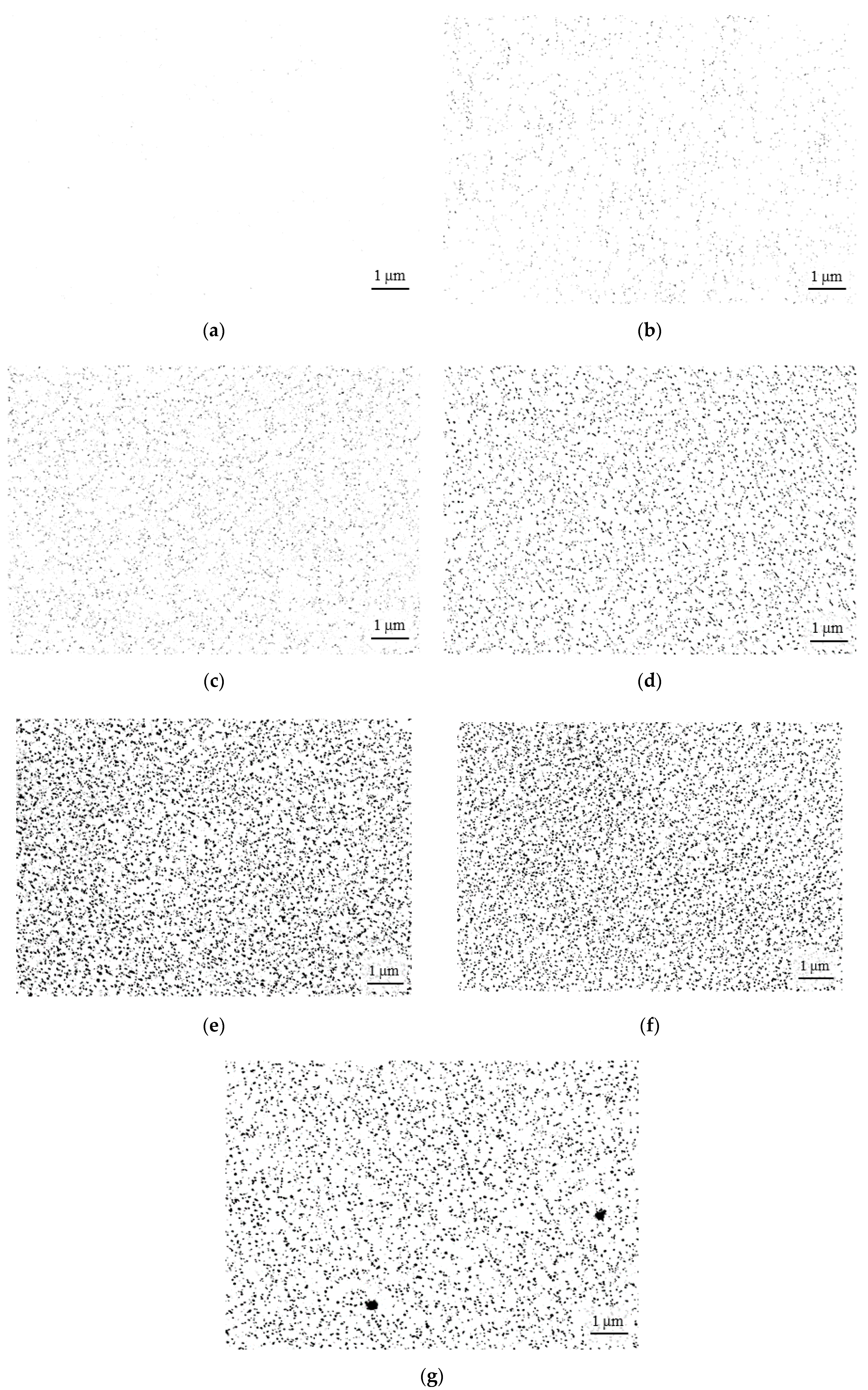
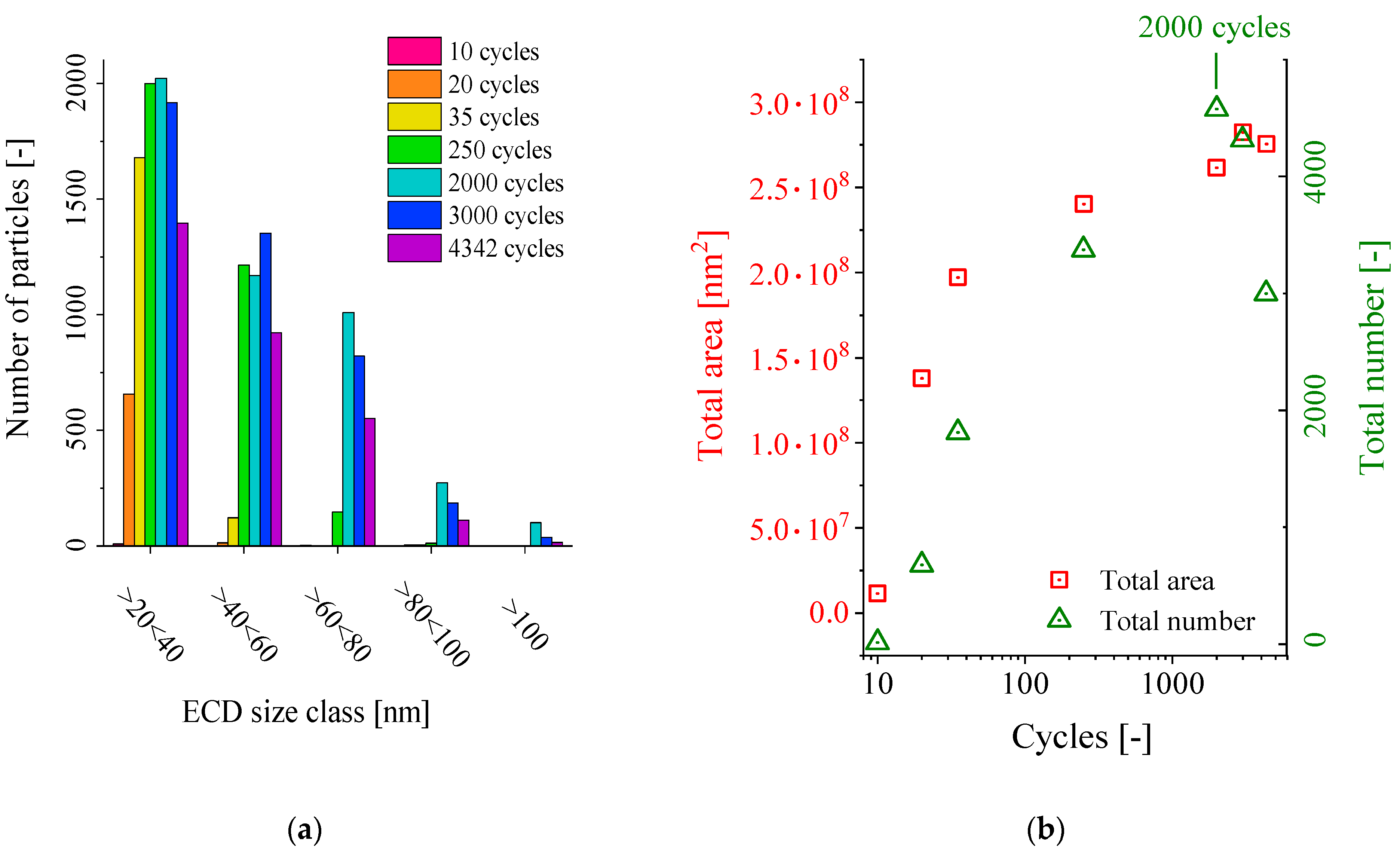
3.4. Thermomechanically Triggered Precipitation in Crofer®22 H
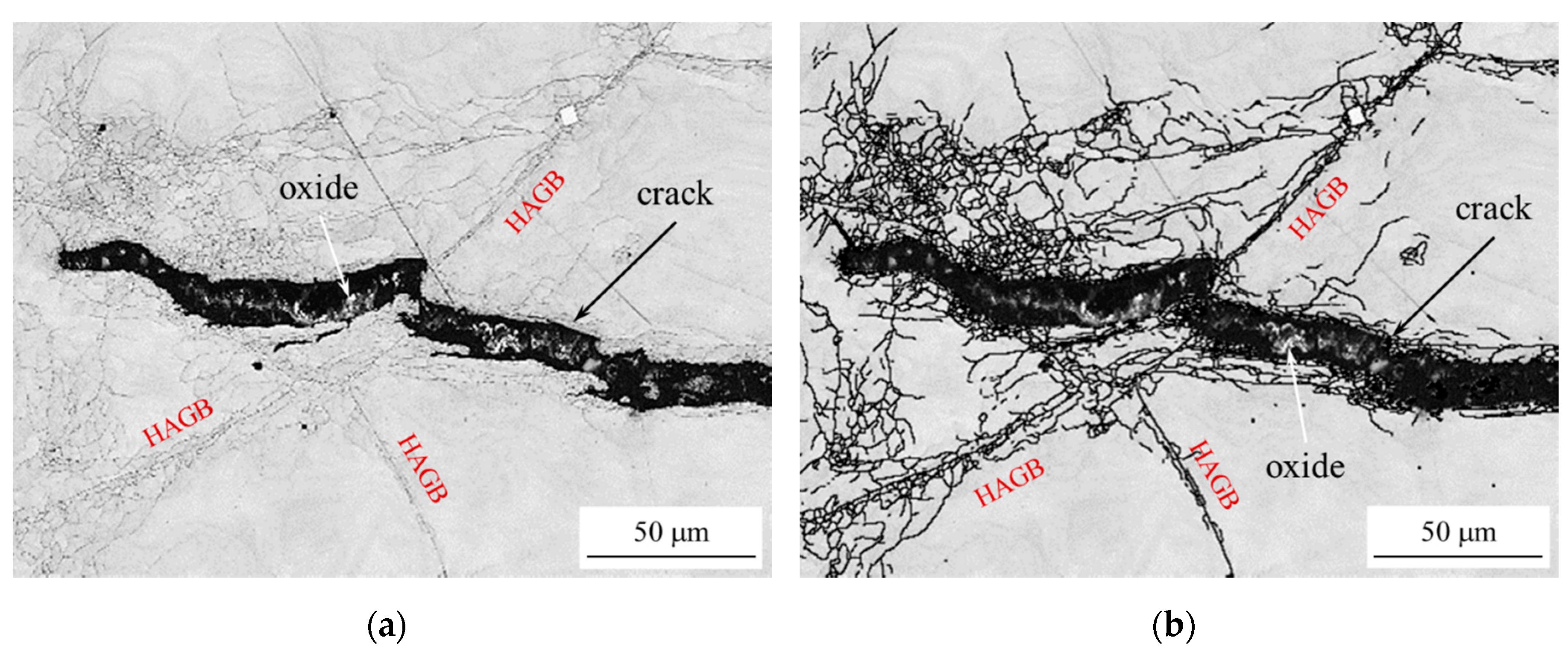
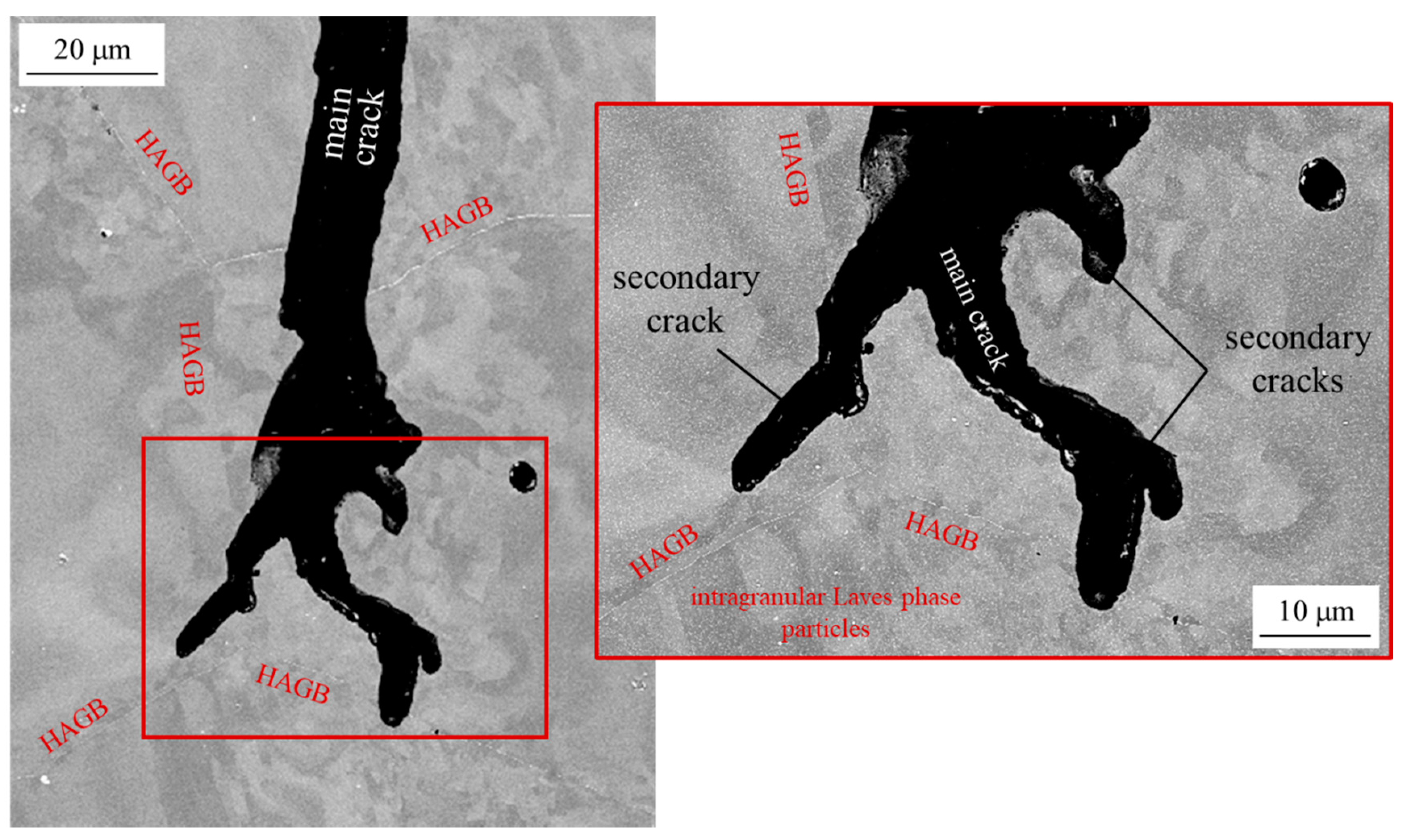
3.5. Damage Initiation and Crack Propagation
4. Conclusions
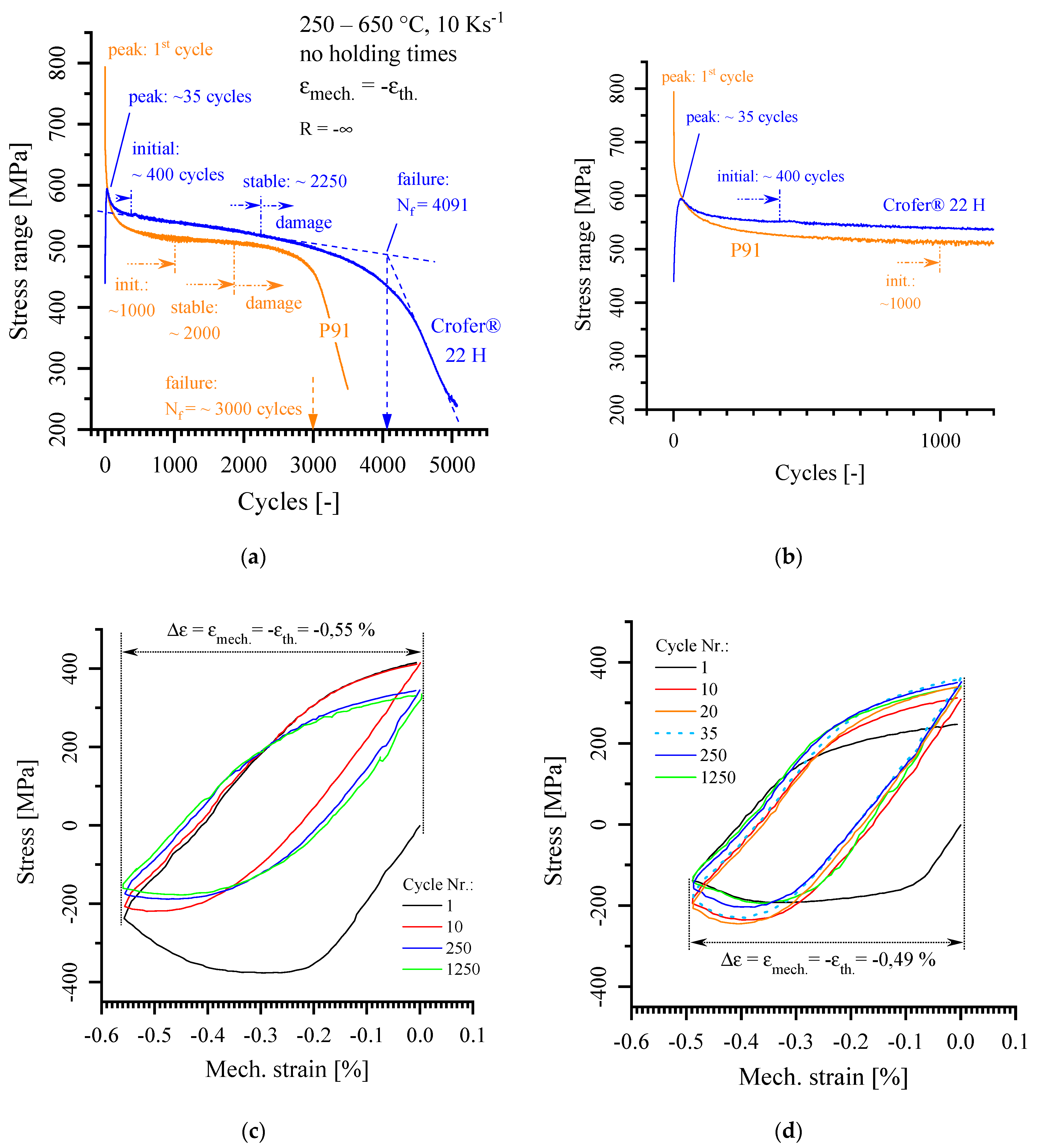
- The pronounced initial drop in stress response of ferritic-martensitic P91 is associated to recovery of excess dislocations, remaining from martensitic transformation even after tempering.
- Microstructural instability manifests in transition to the stable stress range phase of the fatigue curve, leads to polygonization of the martensite lath structure and finally results in a refined sub-grain size matching the original martensite lath width after tempering.
- Polygonization is not associated to stress concentrators like crack tips, crack edges or inclusions, but a result of thermomechanically induced dislocation activity within the entirety of martensite laths.
- Utilization of the polygonization phenomenon for the assessment of fatigue damage susceptibility and remaining life assessment is plausible, but necessitates further examination on the impact of cycle parameters and the relation of polygonization to macroscopic cracking as well as broadening to other AFM steels.
- Creep strength of pre-fatigued AFM microstructures shall be revisited.
- The ferritic, stainless, Laves phase-strengthened Crofer®22 H steel exhibits superior microstructural stability and consequently TMF lifetime, based on:
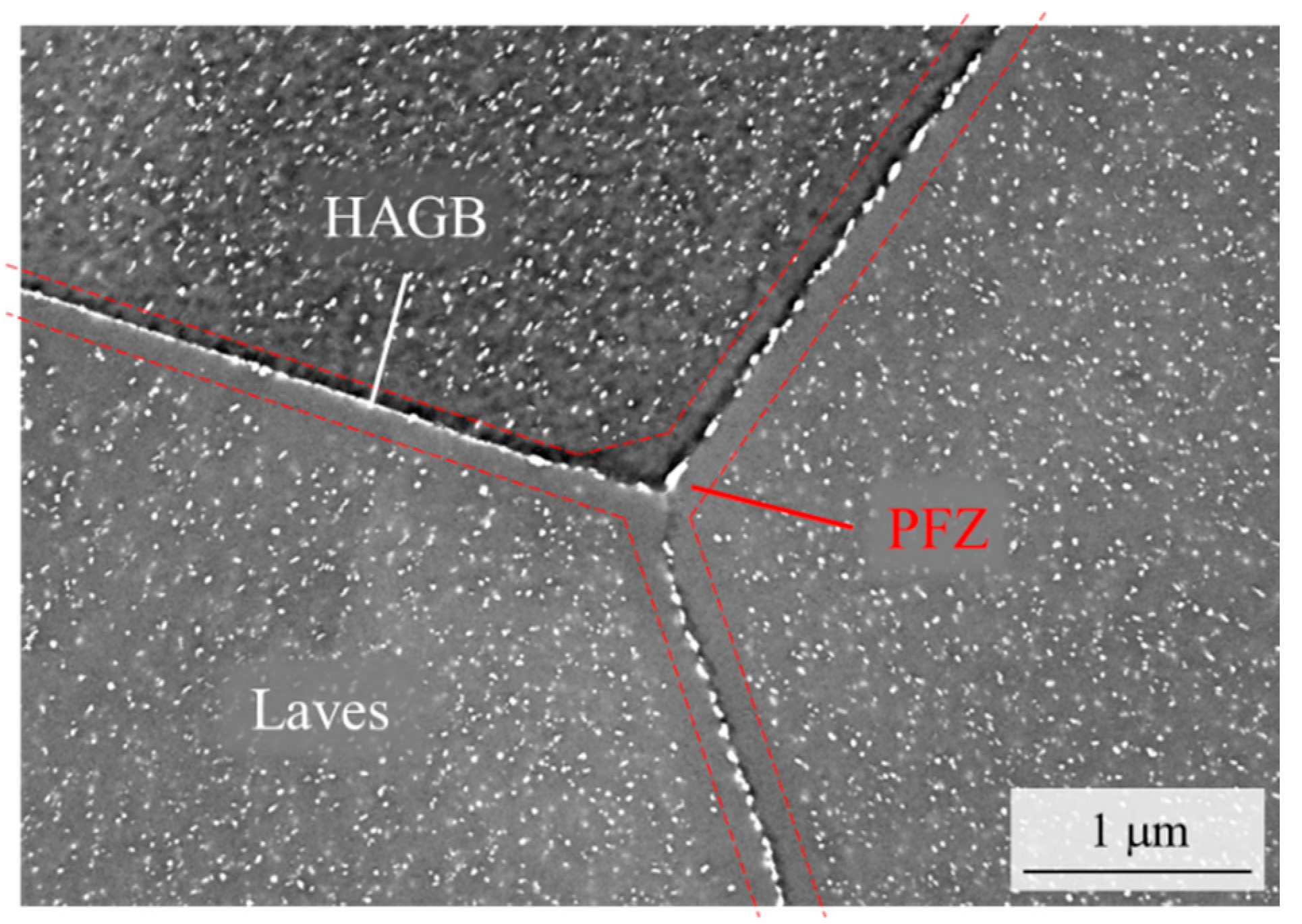
- Crack obstruction by thermomechanically triggered precipitation of small Laves phase particles, stabilization of the HAGB structure and restriction of polygonization to strongly deformed areas (cracks tips and edges, PFZs at HAGBs) and
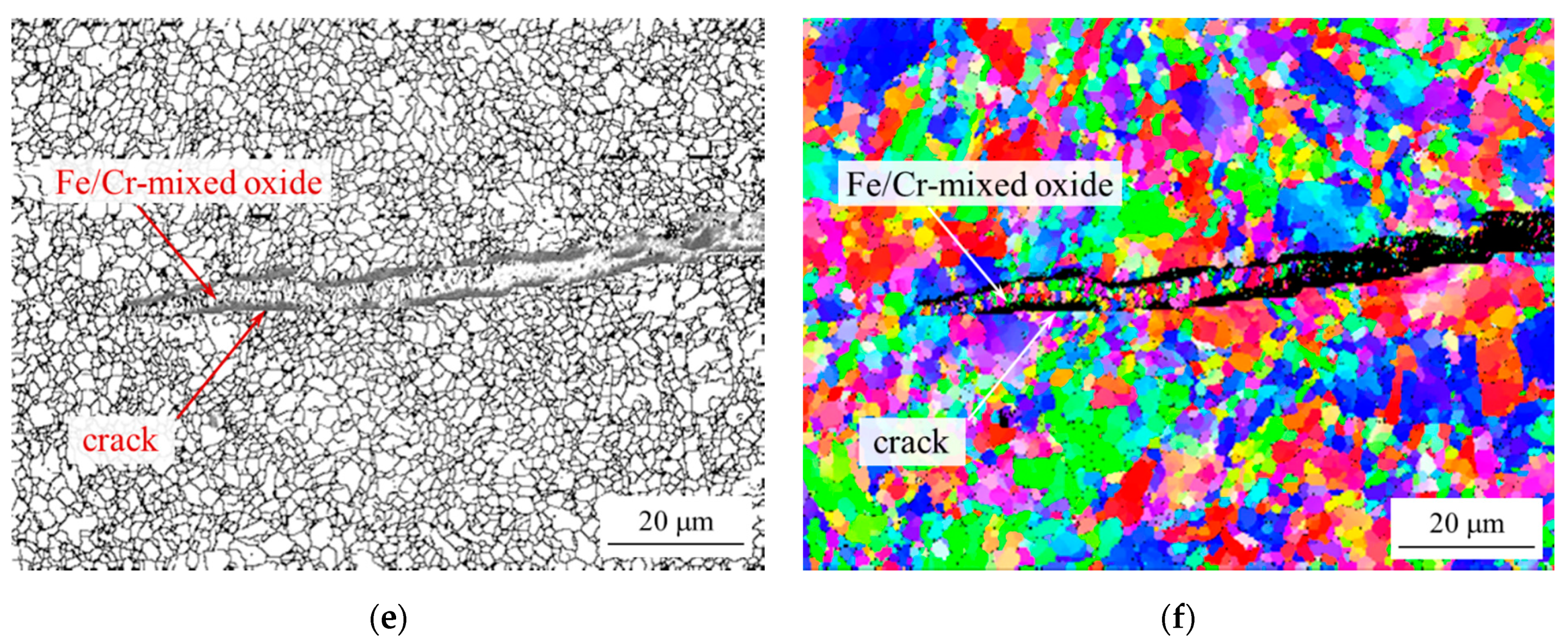
- crack branching at sub-grain boundaries and active crack obstruction by thermomechanically triggered precipitation of Laves phase particles in front of propagating crack tips are suspected other mechanisms, which cause the encountered decrease in stress range degression per fatigue cycle after crack initiation, but further investigation is necessary to substantiate these postulated mechanisms.
- The alloying system offers potential for a further increase in fatigue resistance by enhanced precipitate volume fraction and adjusted precipitation kinetics.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tomschi, U. Flexible thermische Kraftwerkefür die Energiewende. Elektrotechnik Inf. 2013, 130, 81–86. [Google Scholar] [CrossRef]
- Electric Power System Flexibility: Challenges and Opportunities; EPRI Report 3002007374; 2016; p. 11. Available online: https://www.naseo.org/Data/Sites/1/flexibility-white-paper.pdf (accessed on 31 July 2020).
- Flexibility Toolbox—Compilation of Measures for the Flexible Operation of Coal-Fired Power Plants; VGB-B-033; VGB Powertech: Essen, Germany, 2018; p. 35. ISBN 978-3-96284-047-1. Available online: https://www.vgb.org/flexibility_toolbox.html?dfid=90943 (accessed on 31 July 2020).
- Nagesha, A.; Kannan, R.; Srinivasan, V.S.; Parameswaran, P.; Sandhya, R.; Choudhary, B.K.; Mathew, M.D.; Jayakumar, T.; Rajendra Kumar, E. Thermomechanical Fatigue Behavior of a Reduced Activation Ferritic-Martensitic Steel. Procedia Eng. 2014, 86, 88–94. [Google Scholar] [CrossRef] [Green Version]
- Marek, A.; Junak, G.; Okrajni, J. Fatigue life of creep resisting steels under conditions of cyclic mechanical and thermal interactions. Arch. Mater. Sci. Eng. 2009, 40, 37–40. [Google Scholar]
- Kannan, R.; Shankar, V.; Sandhya, R.; Mathew, M.D. Comparative Evaluation of the Low Cycle Fatigue Behaviours of P91 and P92 Steels. Procedia Eng. 2013, 55, 149–153. [Google Scholar] [CrossRef] [Green Version]
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Armas, A.F.; Petersen, C.; Schmitt, R.; Avalos, M.; Alvarez-Armas, I. Mechanical and microstructural behaviour of isothermally and thermally fatigued ferritic/martensitic steels. J. Nucl. Mater. 2002, 307–311, 509–513. [Google Scholar] [CrossRef]
- Giroux, P.F.; Dalle, F.; Sauzay, M.; Caës, C.; Fournier, B.; Morgeneyer, T.; Gourgues-Lorenzon, A.F. Influence of strain rate on P92 microstructural stability during fatigue tests at high temperature. Procedia Eng. 2010, 2, 2141–2150. [Google Scholar] [CrossRef]
- Kannan, R.; Srinivasan, V.S.; Valsan, M.; Bhanu Sankara Rao, K. High temperature low cycle fatigue behaviour of P92 tungsten added 9Cr steel. Trans. Indian Inst. Met. 2010, 63, 571–574. [Google Scholar] [CrossRef]
- Nagesha, A.; Valsan, M.; Kannan, R.; Bhanu, S.R.K.; Mannan, S.L. Influence of temperature on the low cycle fatigue behaviour of amodified 9Cr–1Mo ferritic steel. Int. J. Fatigue 2002, 24, 1285. [Google Scholar] [CrossRef]
- Shankar, V.; Bauer, V.; Sandhya, R.; Mathew, M.D.; Christ, H.-J. Low cycle fatigue and thermo-mechanical fatigue behavior of modified 9Cr–1Mo ferritic steel at elevated temperatures. J. Nucl. Mater. 2012, 420, 23–30. [Google Scholar] [CrossRef]
- Nagesha, A.; Kannan, R.; Sandhya, R.; Mathew, M.D.; Bhanu, S.R.K.; Singh, V. Thermomechanical Fatigue Behavior of a Modified 9Cr-1Mo Ferritic-Martensitic Steel. Procedia Eng. 2013, 55, 199–203. [Google Scholar] [CrossRef] [Green Version]
- Choudhary, B.K.; Bhanu, S.R.K.; Mannan, S.L. High temperature low cycle fatigue properties of a thick-section 9wt.%Cr-1wt.%Mo ferritic steel forging. Mater. Sci. Eng. A 1991, 148, 267–278. [Google Scholar] [CrossRef]
- Kuhn, B.; Talik, M.; Lopez Barrilao, J.; Singheiser, L. Microstructure stability of ferritic-martensitic, austenitic and fully ferritic steels under fluctuating loading conditions. In Proceedings of the 1st 123 HiMat Conference on Advanced High-Temperature Materials Technology for Sustainable and Reliable Power Engineering (123HiMAT-2015), Sapporo, Japan, 29 June–3 July 2015; Murata, Y., Ohmori, T., Igarashi, M., Kimura, K., Takeyama, M., Eds.; The 123rd Committee of Japan Society for the Promotion of Science, IAL: Tokyo, Japan, 2015; pp. 94–97. ISBN 978-4-9908874-0-7. [Google Scholar]
- Kuhn, B.; Lopez Barrilao, J.; Fischer, T. “Reactive” Microstructure: The Key to Cost Effective, Fatigue Resistant High Temperature Structural Materials. In Proceedings of EPRI’s 9th International Conference on Advances in Materials Technology for Fossil Power Plants and the 2nd International 123HiMAT Conference on High-Temperature Materials, Nagasaki, Japan, 21–25 October 2019; Shingledecker, J., Takeyama, M., Eds.; ASM International: Russell Township, OH, USA, 2019; pp. 1–10. [Google Scholar]
- Abe, F. Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mater. 2008, 9, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Cerjak, H.; Hofer, P.; Schaffernak, B. The Influence of Advanced of Microstructural Aspects on the Service Behaviour of Advanced Power Plant Steels. ISIJ Int. 1999, 39, 874–888. [Google Scholar] [CrossRef]
- Ennis, P.J.; Zielinska-Lipiec, A.; Wachter, O.; Czyrska-Filemonowicz, A. Microstructural stability and creep rupture strength of the martensitic steel P92 for advanced power plant. Acta Mater. 1997, 45, 4901–4907. [Google Scholar] [CrossRef]
- Crofer®22 H–Material Data Sheet. Available online: https://www.vdm-metals.com/fileadmin/user_upload/Downloads/Data_Sheets/Data_Sheet_VDM_Crofer_22_H.pdf (accessed on 16 March 2020).
- Danzer, M.; Wetzel, F.-J.; Yan, X.; Hoefler, T.; Kuhn, B.; Stoermer, A.O.; Finkenwirth, O. Fuel Cell Stack. WO 2004/021488, 11 March 2004. [Google Scholar]
- Schiller, G.; Franco, T.; Henne, R.; Lang, M.; Szabo, P.; Finkenwirth, O.; Kuhn, B.; Wetzel, F.-J. Development of Thin-Film SOFC for Stationary and Mobile Application by Using Plasma Deposition Technology; The Electrochemical Society: Pennington, NJ, USA, 2003; pp. 1051–1058. [Google Scholar] [CrossRef]
- Froitzheim, J.; Meier, G.H.; Niewolak, L.; Ennis, P.J.; Hattendorf, H.; Singheiser, L. Development of high strength ferritic steel for interconnect application in SOFCs. J. Power Sources 2008, 178, 163–173. [Google Scholar] [CrossRef]
- Hsiao, Z.W.; Kuhn, B.; Chen, D.; Singheiser, L.; Kuo, J.C.; Lin, D.Y. Characterization of Laves phase in Crofer 22 H stainless steel. Micron 2015, 74, 59–64. [Google Scholar] [CrossRef] [PubMed]
- Beck, T.; Kuhn, B.; Eckardt, T.; Singheiser, L. Microstructure, Creep and Thermomechanical Fatigue of Novel Solid Solution and Laves Phase Strengthened Cr2O3 and Al2O3 Forming Ferrites for Car Engine Exhaust and Heat Exchanger Systems. Trans. Indian Inst. Met. 2016, 69, 379–385. [Google Scholar] [CrossRef]
- Kuhn, B.; Jimenez, C.A.; Niewolak, L.; Hüttel, T.; Beck, T.; Hattendorf, H.; Singheiser, L.; Quadakkers, W.J. Effect of Laves phase strengthening on the mechanical properties of high Cr ferritic steels for solid oxide fuel cell interconnect application. Mater. Sci. Eng. A 2011, 528, 5888–5899. [Google Scholar] [CrossRef]
- Kuhn, B.; Talik, M. HiperFer—High Performance Ferritic Steels. In Proceedings of the 10th Liége Conference on Materials for Advanced Power Engineering, Liége, Belgium, 14–17 September 2014; pp. 264–273. [Google Scholar]
- Hsiao, Z.W.; Kuhn, B.; Yang, S.M.; Yang, L.C.; Huang, S.Y.; Singheiser, L.; Kuo, J.C.; Lin, D.Y. The Influence of Deformation on the Precipitation Behavior of a Ferritic Stainless Steel. In Proceedings of the 10th Liége Conference on Materials for Advanced Power Engineering, Liége, Belgium, 14–17 September 2014; Lecomte-Beckers, J., Dedry, O., Oakey, J., Kuhn, B., Eds.; pp. 349–358. [Google Scholar]
- Pöpperlová, J.; Fan, X.; Kuhn, B.; Bleck, W.; Krupp, U. Impact of Tungsten on Thermomechanically Induced Precipitation of Laves Phase in High Performance Ferritic (HiperFer) Stainless Steels. Appl. Sci. 2020, 10, 4472. [Google Scholar] [CrossRef]
- Fan, X.; Kuhn, B.; Pöpperlová, J.; Bleck, W.; Krupp, U. Thermomechanically Induced Precipitation in High Performance Ferritic (HiperFer) Stainless Steels. Appl. Sci. 2020, 10, 5713. [Google Scholar] [CrossRef]
- Fan, X.; Kuhn, B.; Pöpperlová, J.; Bleck, W.; Krupp, U. Compositional optimization of High performance Ferritic (HiperFer) steels—Effect of niobium and tungsten content. Metals 2020, 10, in preparation. [Google Scholar]
- Kuhn, B.; Talik, M.; Niewolak, L.M.; Zurek, J.; Hattendorf, H.; Ennis, P.J. Development of high chromium ferritic steels strengthened by intermetallic phases. Mater. Sci. Eng. A 2014, 594, 372–380. [Google Scholar] [CrossRef]
- Kuhn, B.; Talik, M.; Fischer, T.; Fan, X.; Yamamoto, Y.; Lopez Barrilao, J. Science and Technology of High Performance Ferritic (HiperFer) Stainless Steels. Metals 2020, 10, 463. [Google Scholar] [CrossRef] [Green Version]
- Lopez Barrilao, J.; Kuhn, B.; Wessel, E. Microstructure evolution and dislocation behaviour in high chromium, fully ferritic steels strengthened by intermetallic Laves phases. Micron 2018, 108, 11–18. [Google Scholar] [CrossRef] [PubMed]
- Hähner, P.; Affeldt, E.; Beck, T.; Klingelhöffer, H. Validated Code of Practice for Strain Controlled Thermomechanical Fatigue Testing. 2006. Available online: https://www.researchgate.net/profile/Peter_Haehner/publication/265152601_Validated_Code-of-Practice_for_Strain-Controlled_Thermo-Mechanical_Fatigue_Testing/links/5447bd0f0cf2f14fb8123686.pdf (accessed on 4 March 2020).
- Lopez, J.B.; Kuhn, B.; Wessel, E.; Talík, M. Microstructure of intermetallic particle strengthened high-chromium fully ferritic steels. Mater. Sci. Technol. 2017, 33, 1056–1064. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Lopez, J.B.; Kuhn, B.; Wessel, E. Identification, size classification and evolution of Laves phase precipitates in high chromium, fully ferritic steels. Micron 2017, 101, 221–231. [Google Scholar] [CrossRef]
- Kuhn, B.; Talik, M.; Lopez, J.B.; Singheiser, L.; Yamamoto, Y. Development Status of High Performance Ferritic (HiperFer) Steels. In Proceedings of the 8th International Conference on Advances in Materials Technology for Fossil Power Plants, Albufeira, Algarve, Portugal, 11–14 October 2016; pp. 1018–1026, ISBN 13-978-1-62708-131-3. [Google Scholar]
- Hosoi, Y.; Wade, N.; Kunimitsu, S.; Urita, T. Precipitation behavior of laves phase and its effect on toughness of 9Cr-2Mo Ferritic-martensitic steel. J. Nucl. Mater. 1986, 141–143, 461–467. [Google Scholar] [CrossRef]
- Hättestrand, M.; Schwind, M.; Andrén, H.-O. Microanalysis of two creep resistant 9–12% chromium steels. Mater. Sci. Eng. A 1998, 250, 27–36. [Google Scholar] [CrossRef]
- Lundin, L.M. Direct Measurement of Carbon Solubility in the intermetallic (Fe,Cr)2(Mo,W) Laves Phase using Atom-Probe Field-Ion Microscopy. Scr. Mater. 1996, 34, 741–747. [Google Scholar] [CrossRef]
- Holdsworth, S.R. Creep-fatigue interaction in steam power plant materials. In Proceedings of the 10th Liége Conference on Materials for Advanced Power Engineering, Liége, Belgium, 14–17 September 2014; Lecomte-Beckers, J., Dedry, O., Oakey, J., Kuhn, B., Eds.; Forschungszentrums: Jülich, Gemany, 2014; pp. 349–358. Available online: https://juser.fz-juelich.de/record/185531/files/FZJ-2014-06958.pdf (accessed on 10 September 2020).
- Fischer, T.; Kuhn, B. Frequency and hold time influence on crack growth behavior of a 9–12% Cr ferritic martensitic steel at temperatures from 300 °C to 600 °C in air. Int. J. Fatigue 2018, 112, 165–172. [Google Scholar] [CrossRef]
- Fischer, T. Mechanismen des Hochtemperaturrisswachstums in Einem Ferritischen Stahl an Luft und in Wasserdampf; Forschungszentrum Juelich GmbH: Jülich, Germany, 2018; Available online: http://hdl.handle.net/2128/18897 (accessed on 10 September 2020).
- Blinn, B.; Görzen, D.; Fischer, T.; Kuhn, B.; Beck, T. Analysis of the thermomechanical fatigue behavior of fully ferritic high chromium steel Crofer®22 H with cyclic indentation testing. Appl. Sci. 2020, 10, in preparation. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Batch-ID: | C | N | Cr | Mn | Si | Nb | W | V | Al | Ni | Mo | La | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P91 | 0.1 | 0.051 | 8.1 | 0.46 | - | 0.07 | - | 0.18 | 0.03 | 0.33 | 0.92 | - | - |
| Crofer®22 H | <0.01 | <0.01 | 22.93 | 0.43 | 0.21 | 0.51 | 1.94 | - | - | - | - | 0.08 | 0.07 |
| Material: | σ@Nf/2 [MPa} | σmean@Nf/2 [MPa} | Nd [-] | Def. Energy @Nd [MJm−3] | Nf [-] | Def. Energy @Nf [MJm−3] | Damage Range [%] |
|---|---|---|---|---|---|---|---|
| P91 | 509 | 75 | 1961 | 2225.1 | 2972 | 3315.8 | 34.0 |
| Crofer®22 H | 522 | 91 | 1993 | 2410.5 | 4091 | 4177.8 | 45.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuhn, B.; Lopez Barrilao, J.; Fischer, T. Impact of Thermomechanical Fatigue on Microstructure Evolution of a Ferritic-Martensitic 9 Cr and a Ferritic, Stainless 22 Cr Steel. Appl. Sci. 2020, 10, 6338. https://doi.org/10.3390/app10186338
Kuhn B, Lopez Barrilao J, Fischer T. Impact of Thermomechanical Fatigue on Microstructure Evolution of a Ferritic-Martensitic 9 Cr and a Ferritic, Stainless 22 Cr Steel. Applied Sciences. 2020; 10(18):6338. https://doi.org/10.3390/app10186338
Chicago/Turabian StyleKuhn, Bernd, Jennifer Lopez Barrilao, and Torsten Fischer. 2020. "Impact of Thermomechanical Fatigue on Microstructure Evolution of a Ferritic-Martensitic 9 Cr and a Ferritic, Stainless 22 Cr Steel" Applied Sciences 10, no. 18: 6338. https://doi.org/10.3390/app10186338