1. Introduction
Construction and demolition waste (CDW) is non-hazardous, inert waste generated in any construction, rehabilitation or demolition work. The industrial and construction sectors generate practically the same amount of non-hazardous waste (industry 37,417 kt
ǂ and construction 35,869 kt
ǂ) in Spain [
1]. The European Commission estimates that the volume of CDW comprises one third of all waste generated in the European Union, which constitutes the largest waste stream [
2]. Recycling this CDW would lead to more sustainable growth, replacing a linear economy based on use of materials with a more circular economy. This is important, as aggregates are the second-most-used raw material by humans, behind only water [
3]. There is European legislation to encourage recycling CDW [
4] and many countries have specific norms for the use of recycled aggregates (RA) for concrete [
5,
6,
7,
8]. In addition, the use of RA could lead to cheaper concrete [
9].
Several studies have corroborated that the inclusion of RA produces concrete with a lower density and increased heterogeneity [
10,
11,
12]. RA normally has a higher porosity than natural aggregate (NA) [
13]. In a fresh state, Silva et al. [
11] concluded that recycled aggregate concrete (RAC) is less workable and, to achieve a workability equivalent to that of NA, RA could be pre-saturated, or water added during mixing to compensate [
14]. However, the incorporation of completely saturated aggregates might cause an excessive water supply [
15,
16]. Once the RAC hardens, these aggregates make the concrete more susceptible to detrimental environmental effects, resulting in a lower durability [
17,
18], which should be taken into consideration. Consequently, Annex 15 of the Spanish Instruction for Structural Concrete EHE-08 [
19] and other studies [
14,
20] propose solutions, such as increasing the cement content, reducing the water/cement ratio, or increasing the coating thickness in the case of reinforced concrete.
Generally, it is known that the incorporation of RA into concrete reduces its mechanical properties [
21,
22], due to the presence of contaminants such as plastics, glass, adhered mortar, etc., ref. [
23] and the type of source material (crushed concrete, ceramic or mixed) of the RA [
24,
25,
26]. The elastic modulus of RAC is lower than that of conventional concrete [
15], reaching 45% less for 100% replacement [
25]. The results obtained in the characterization of RAC with intermediate replacements present greater variation of results [
20]. Other authors have demonstrated the viability of other types of recycled aggregates from waste, such as steel slag [
27]. Moreover, the RA affects the fatigue behavior of the concrete [
28,
29,
30,
31,
32], showing a greater loss of properties than with the static properties. Further research has evaluated the recycling of concrete which incorporates RA [
33,
34].
With regard to precast concrete elements, it should be noted that, according to the ANDECE (National Association of the Prefabricated Concrete Industry, based in Spain), although the initial cost of elements is higher, the final cost is lower [
35]. Other studies such as López-Mesa et al. [
36] indicate an almost 18% higher cost of precast slabs versus in situ slabs; although the former have a lower environmental impact and the quality may be higher. Normally, precast elements have a quality seal guaranteeing their properties. Due to a manufacturing process with complete exhaustive control, precast slabs can be: tailored with special properties more easily as they are not manufactured on site; designed with flexibility difficult to achieve in-situ; and incorporate RA in their fabrication. In the case of precast elements using RA, a lower density and strength is observed [
37]. Poon et al. [
37] investigated the factors that affect the properties of precast concrete blocks with RA, concluding that the compressive strength increases with the reduction in the aggregate/cement ratio (A/C), and that the water absorption of concrete blocks is significantly related to the absorption capacity of the aggregate. Katz [
21] investigated the use of precast elements at different ages to produce RA for new precast elements, concluding that the mechanical properties (strength, modulus of elasticity, etc.) when using this type of aggregate in concrete, resemble those when using lightweight aggregates, such as those manufactured using fly ash.
This paper presents the effect on physical and mechanical properties of six types of mixes with different degrees of substitution. The physical properties and durability of these concretes will be analyzed first, then the mechanical properties will be assessed. Finally, the behavior of precast elements will be addressed.
2. Materials and Methodology
The natural siliceous aggregate used in this study is present in three different sizes: 6/0 mm (NS), 12/6 mm (NG-M), and 22/12 mm (NG-C). Mixed recycled aggregates (MRA) were used by substituting NG-M for MRA-M and NG-C for MRA-C. These MRA were obtained from CDW and were principally made up of concrete and mortars (≈ 45%), unbound aggregate, and natural stone (≈ 45%).
Figure 1 shows the different size grading for each aggregate.
Table 1 displays physical and mechanical properties: where
SSS is the saturated dry surface density according to EN 1097-6 [
38];
A is the water absorption by weight according to EN 1097-6 [
38];
LA is the Los Angeles index according to EN 1097-2 [
39]; and
FI is the flakiness index according to EN 933-3 [
40].
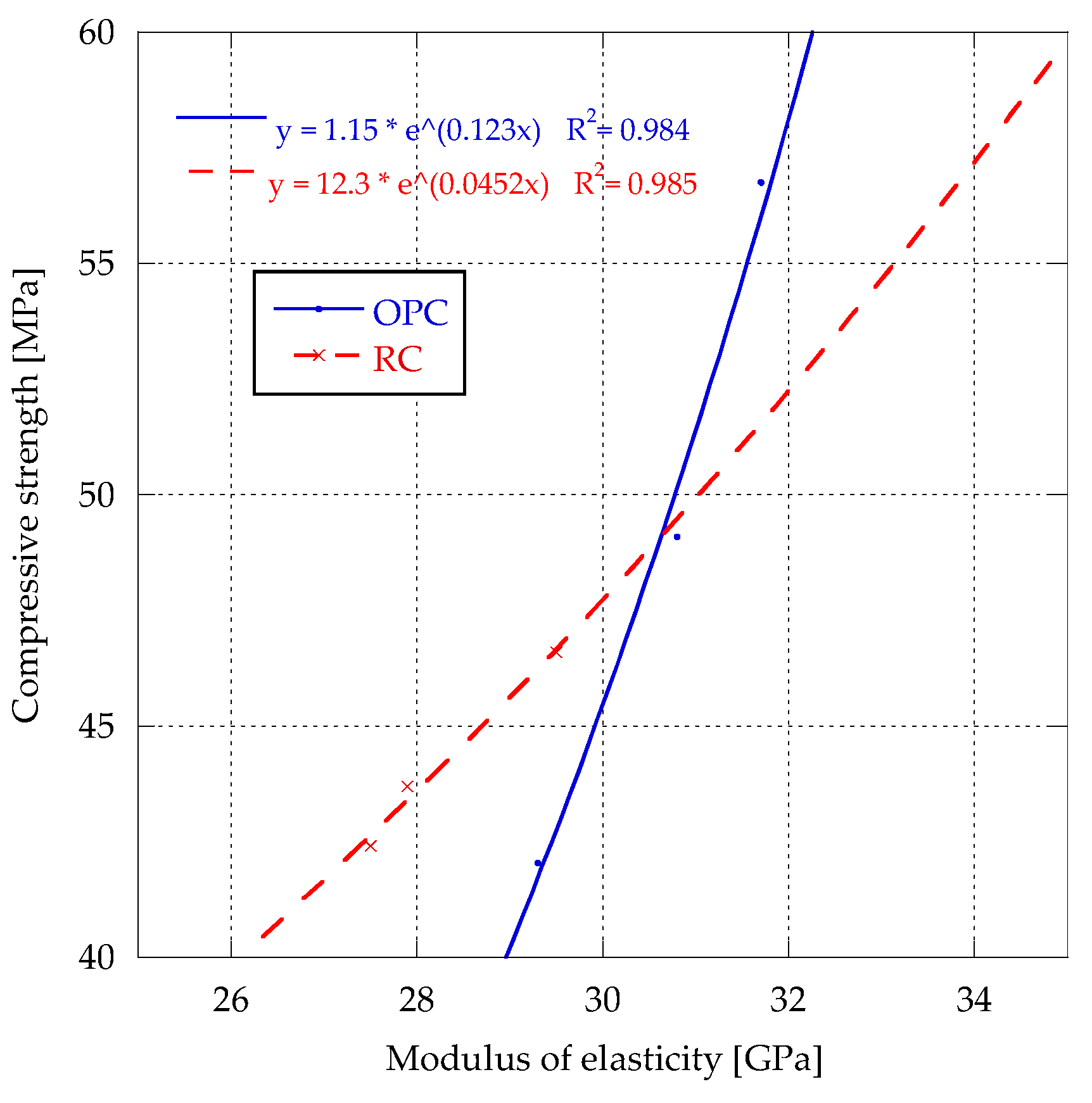
The conventional cement (OPC) was CEM I 42.5 R, and the low clinker content cement (RC) was constituted of 75% CEM I 42.5 R and 25% ceramic waste from CDW. The tests performed with the cement revealed a compressive strength 20% higher in the case of OPC.
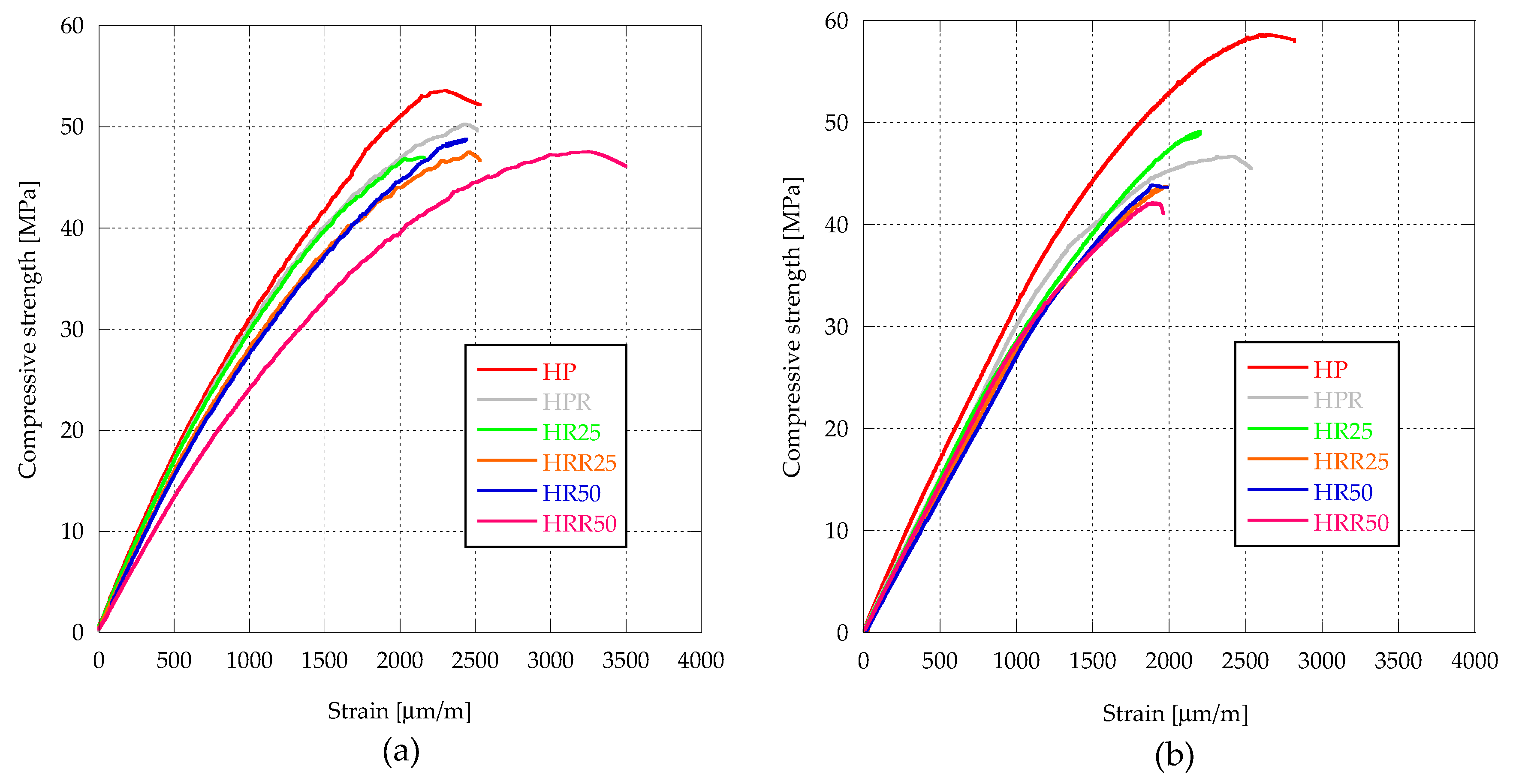
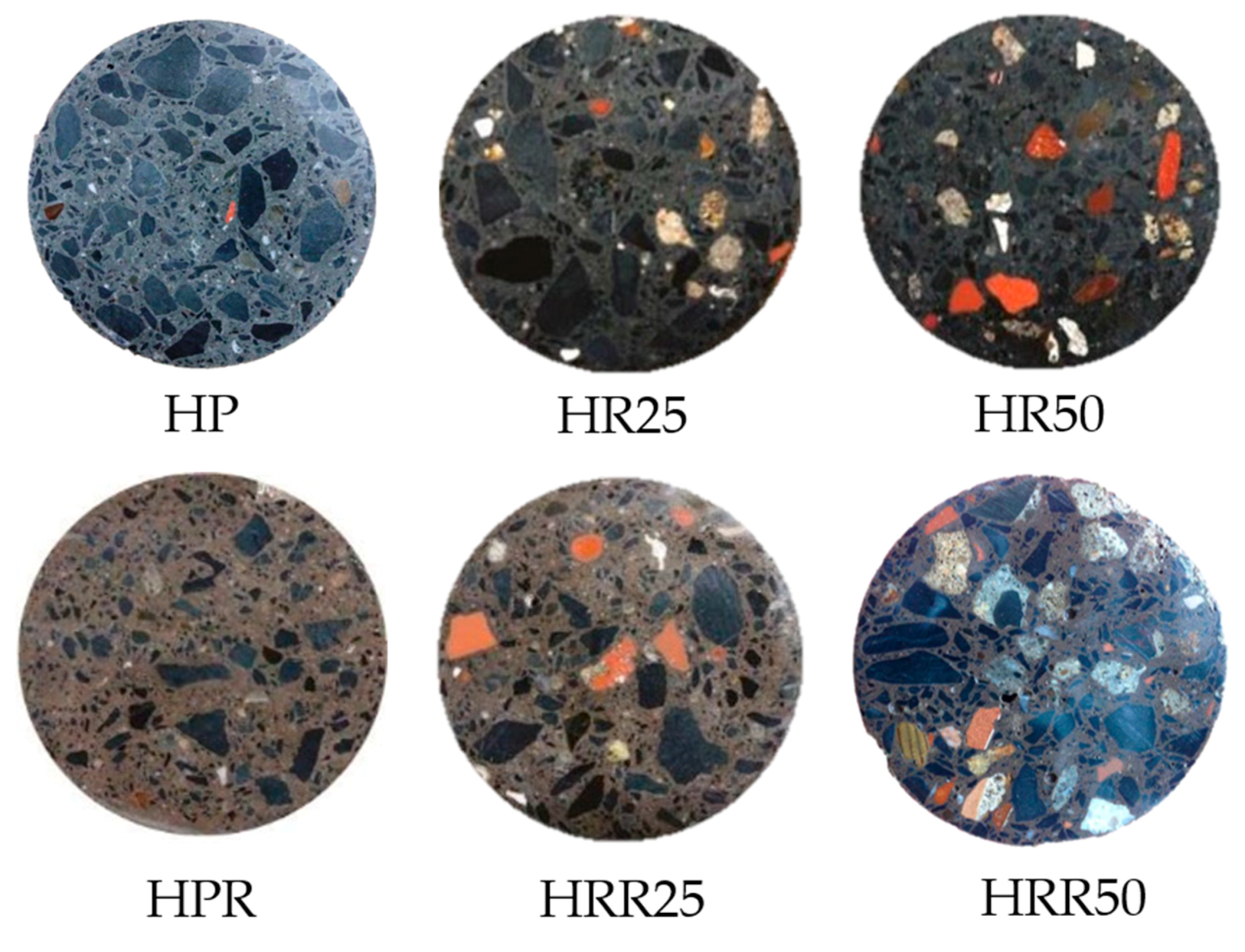
Mixing the aggregates in different proportions with the two existing types of cement produced six concrete mixtures, as shown in
Table 2. HP signifies a combination of natural aggregates and conventional cement. HPR is a mixture of natural aggregates and low clinker content cement. HR25 and HR50 were fabricated with conventional cement and substitutions of NA by 25%wt. and 50%wt. proportions of RA, respectively. Finally, HRR25 and HRR50 were obtained by amalgamating low clinker content cement with natural aggregates, substituted by 25%wt. and 50%wt. of recycled aggregates accordingly.
2.1. Physical and Mechanical Properties
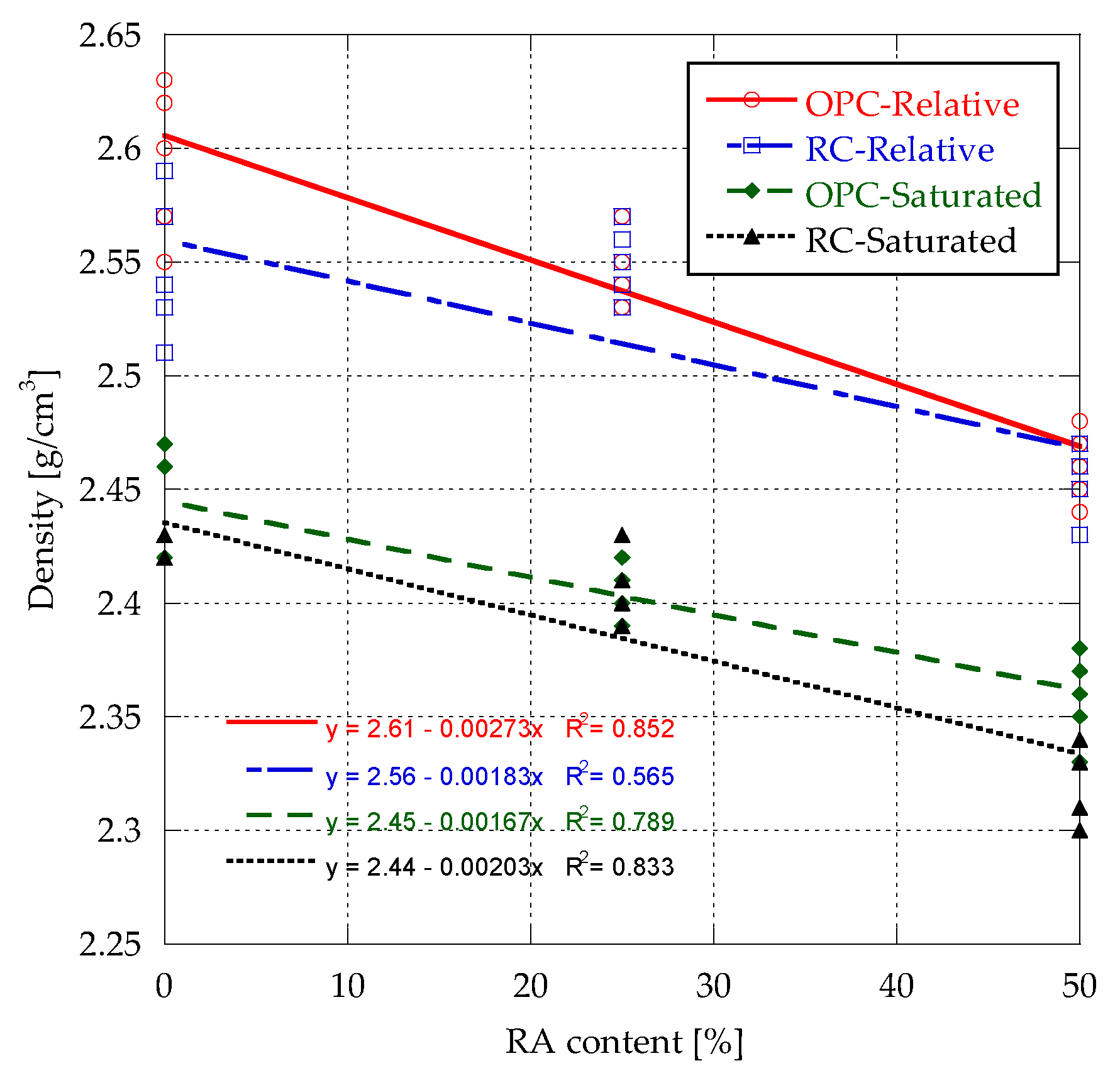
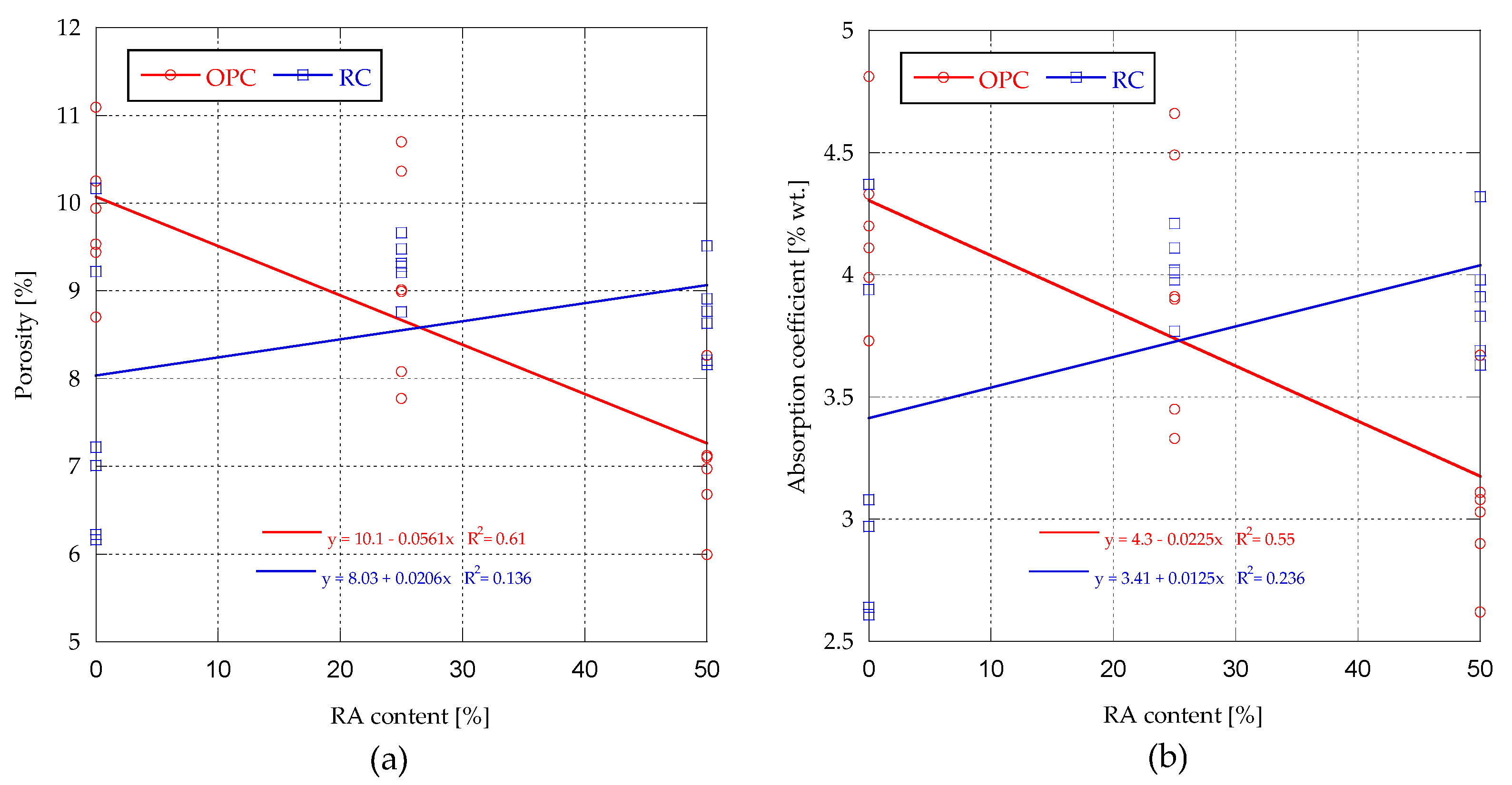
Densities were obtained according to EN-12390-7 [
41]. Sub-specimens (10Ø × 10 cm) obtained by cutting 10Ø × 20 cm cylindrical specimens were used. The porosity coefficient is the result of comparing the absorbed water and specimen volume, while the absorption coefficient is the result of comparing the absorbed water and specimen weight. Compressive strength was determined using 10Ø × 20 cm cylindrical specimens according to EN-12390-3 [
42], with an application strength rate of 0.5 MPa/s. Elastic modulus was determined with 10Ø × 20 cm cylindrical specimens according to EN-12390-13 [
43], at a strength rate of 0.5 MPa/s.
2.2. Durability
A water penetration test was performed according to EN-12390-8 [
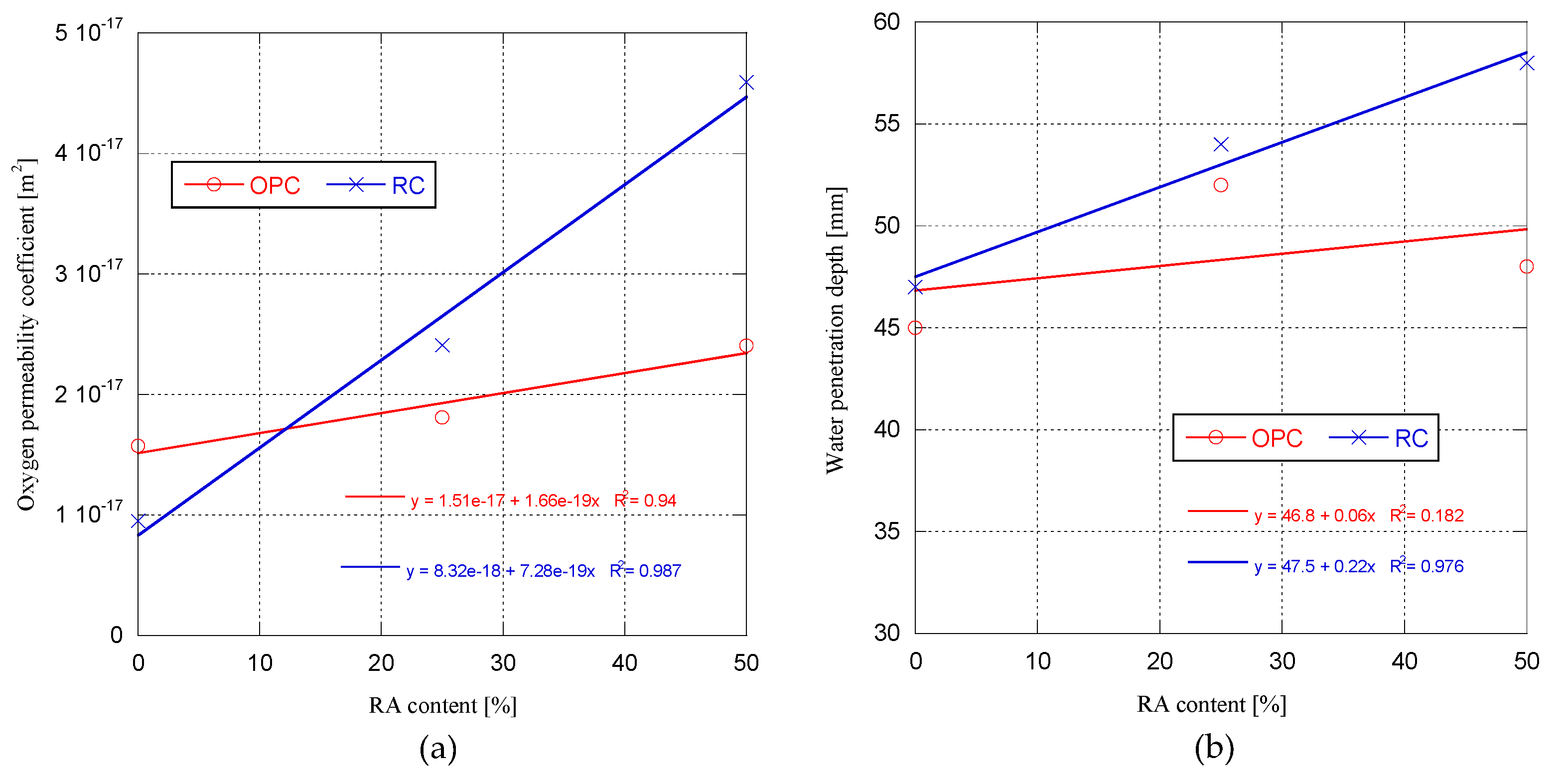
44]. Sub-specimens (10Ø × 10 cm) obtained by cutting 10Ø × 20 cm cylindrical specimens were used. The samples were subjected to a pressure of 5 bar for 72 h. After 72 h water penetration under pressure, it was necessary to analyze how deep the water reached. To be able to observe the interior of the sample, it had to be opened. During this research, the Brazilian method (or indirect tensile strength method) was used to open the sample and analyze its interior. In general, when a cylindrical specimen is subjected to tension along its generatrix, it breaks into two halves, which allows the interior to be analyzed. Once the specimen had been opened, it was possible to measure the penetration depth of the water into the porous concrete. This technique also provided another interesting result: the indirect tensile strength of the concrete. For the determination of oxygen permeability, UNE-83981 [
45] was taken as a reference. The 10Ø × 20 cm cylindrical specimens were cut to discard the upper and lower face obtaining a new sample of 10Ø × 10 cm. Silicone was impregnated perimetrically in the samples so that the oxygen could only pass longitudinally. A regulated oxygen pressure was applied on the upper face. Digital flow meters registered the oxygen escaping from the lower face.
2.3. Precast Element Preparation
Two different types of precast elements were manufactured: unreinforced concrete ditches and steel-reinforced New Jersey barriers. Both were manufactured with an industrial concrete mixer, poured in metallic molds and vibrated by hand (
Figure 2). In the case of reinforced concrete, reinforcements were set into the mold before the pouring of concrete. In both cases, precast elements were unmolded and cured at ambient temperature.
2.4. Precast Element Mechanical Characterization
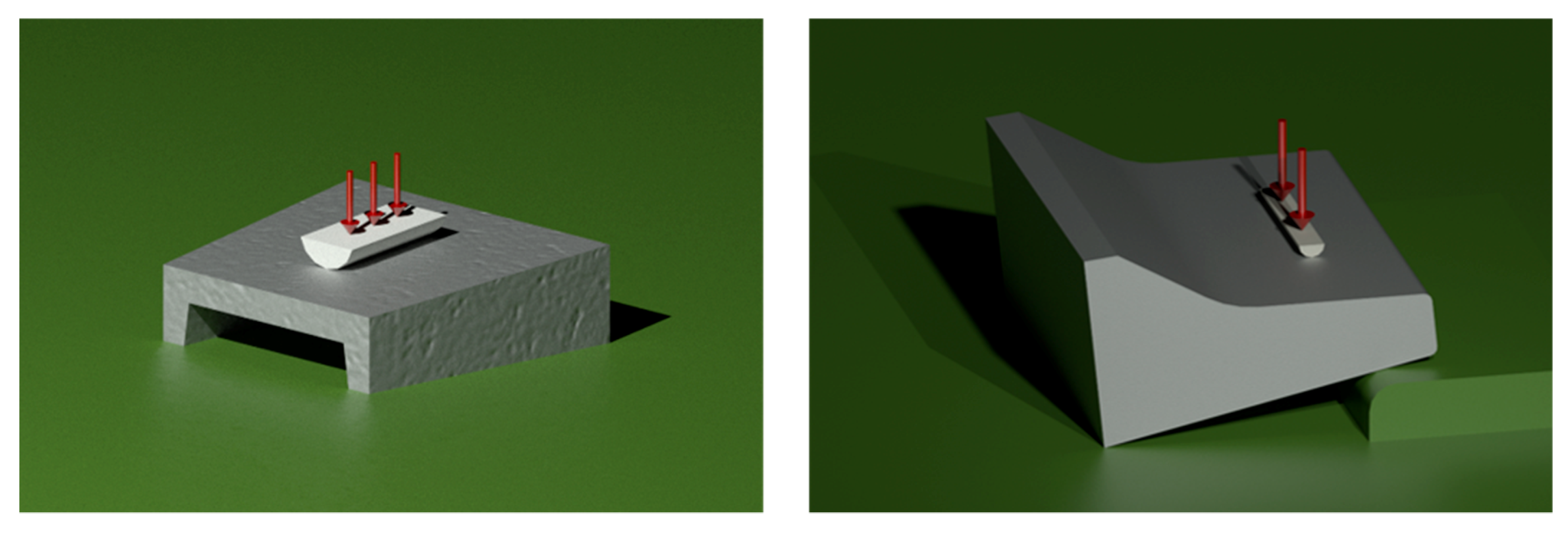
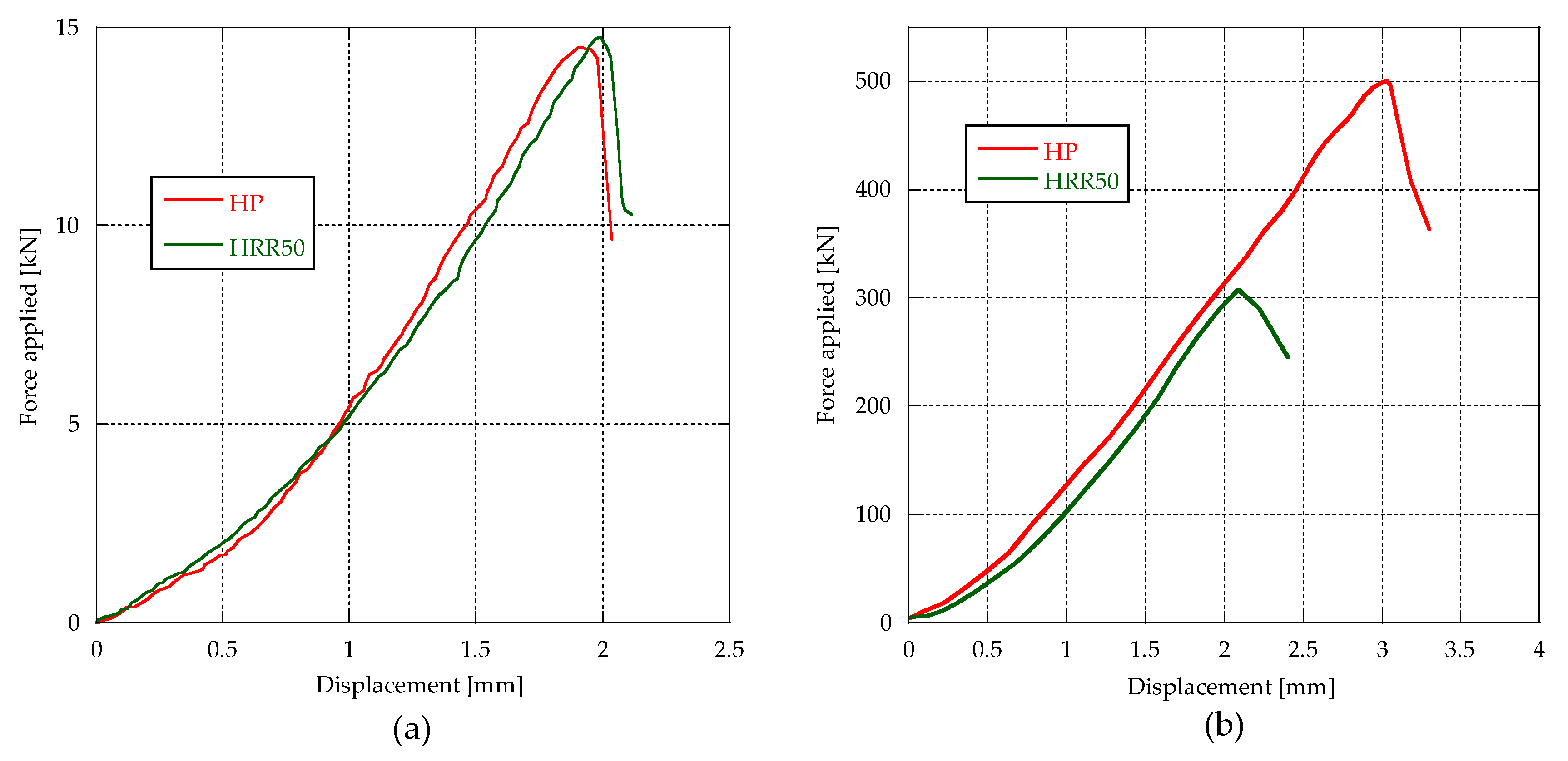
Concrete ditches have approximate measurements of 50 × 50 × 15 cm. In order to characterize concrete ditches, the tests were carried out by bending. The horizontality of the set was verified, and force was applied by a roller (10Ø × 22 cm) in the central section with a displacement rate of 0.1 mm/s (
Figure 3).
New Jersey barriers have a section with approximate measurements of 47 × 80 cm and a length of 100 cm. In order to characterize New Jersey barriers, a small crane was used to support the precast element on steel beams. These steel beams were placed at one end to correct the inclination of the face on which the test was to be performed, achieving horizontality on that face (
Figure 3). The test consisted in applying a stress with a roller (3Ø × 40 cm). The time of the test was very short (0.1–0.2 s) to simulate an impact. The strength and displacement data of the actuator were recorded during the test.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}