Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites

 ,
,  ,
, 
 and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Material
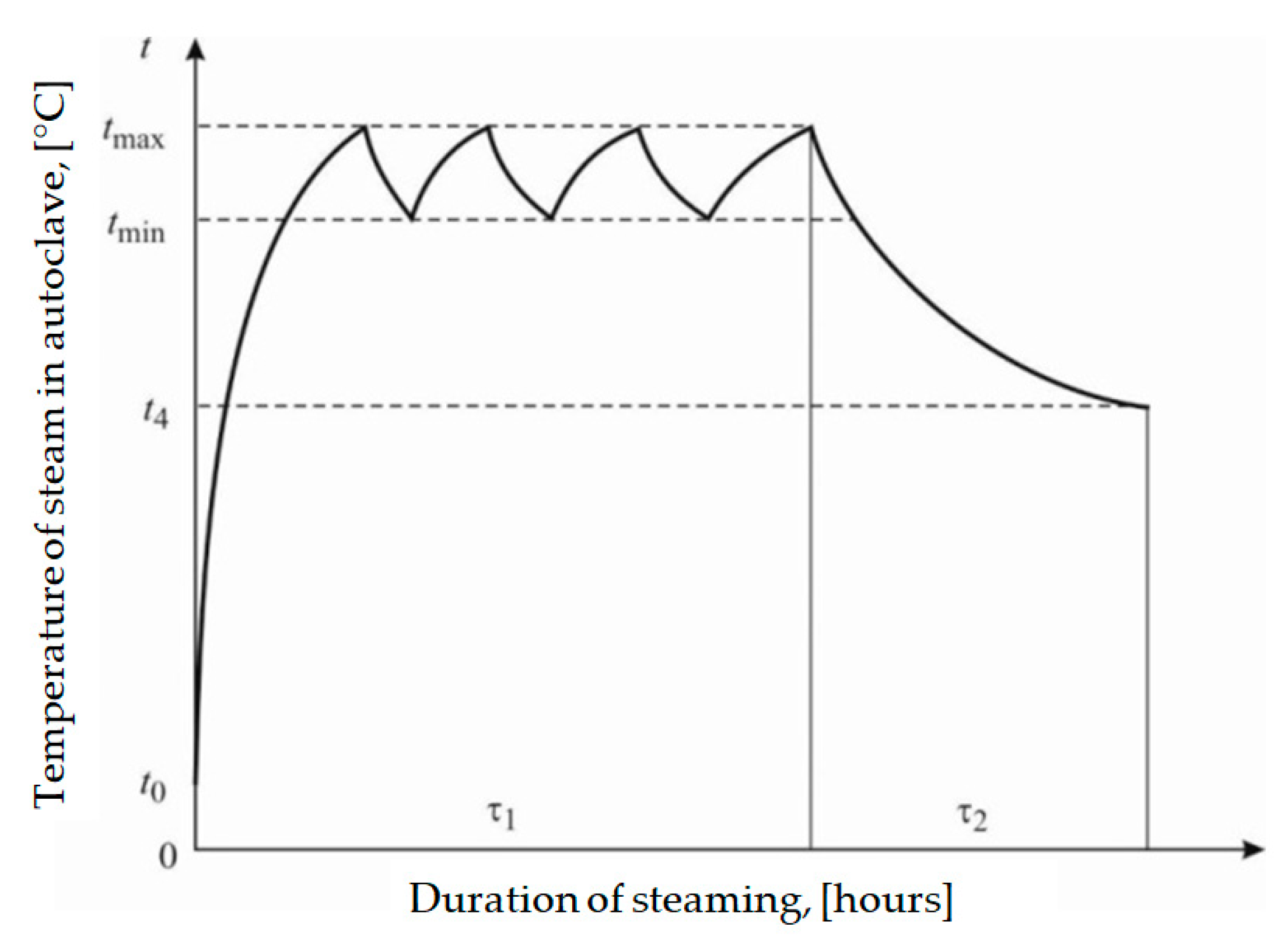
2.2. Thermal Treatment
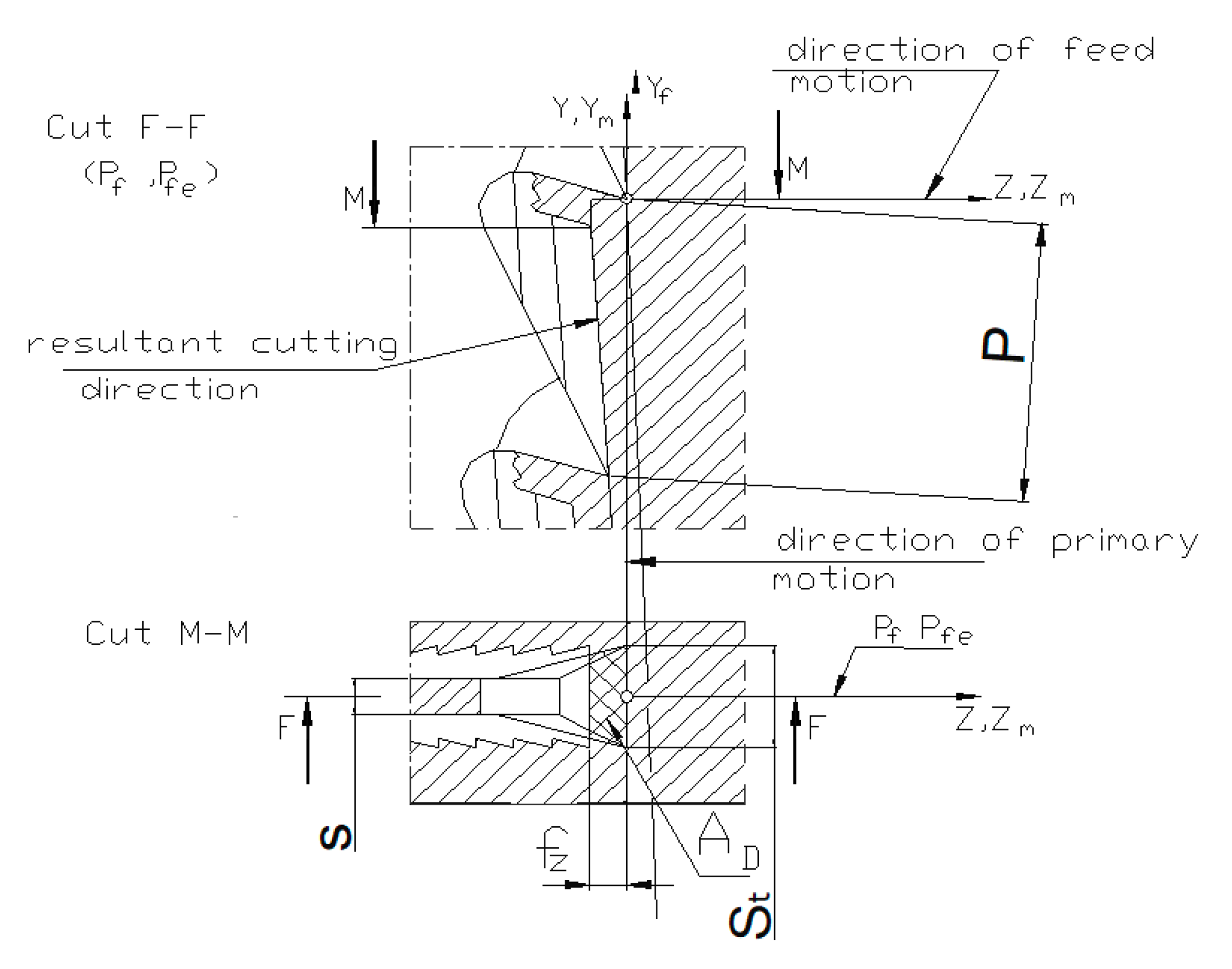
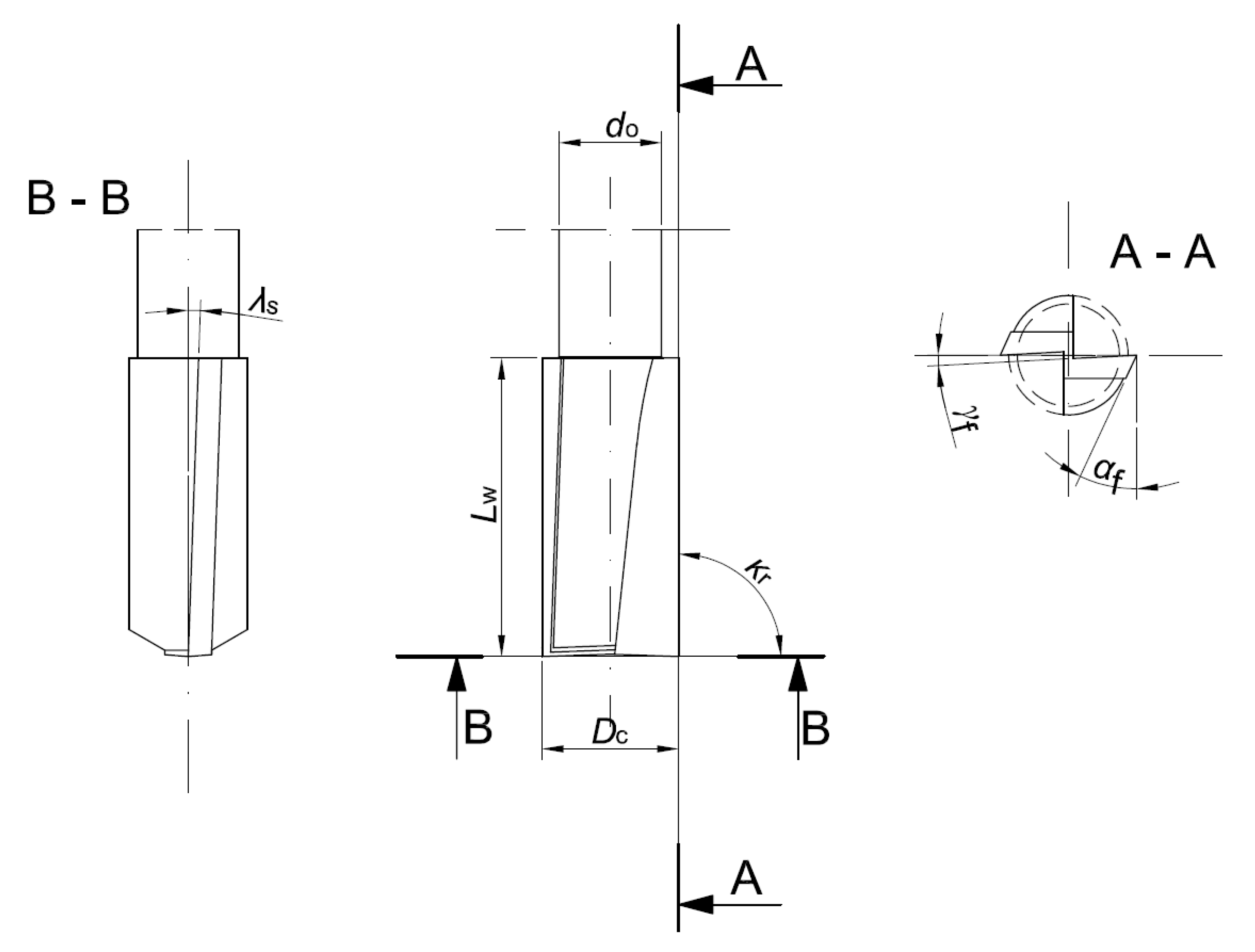
2.3. Characteristics of Machine Tools and Milling Cutters
2.3.1. Narrow-Kerf Frame Sawing Machine (Sash Gang Saw) PRW–15M
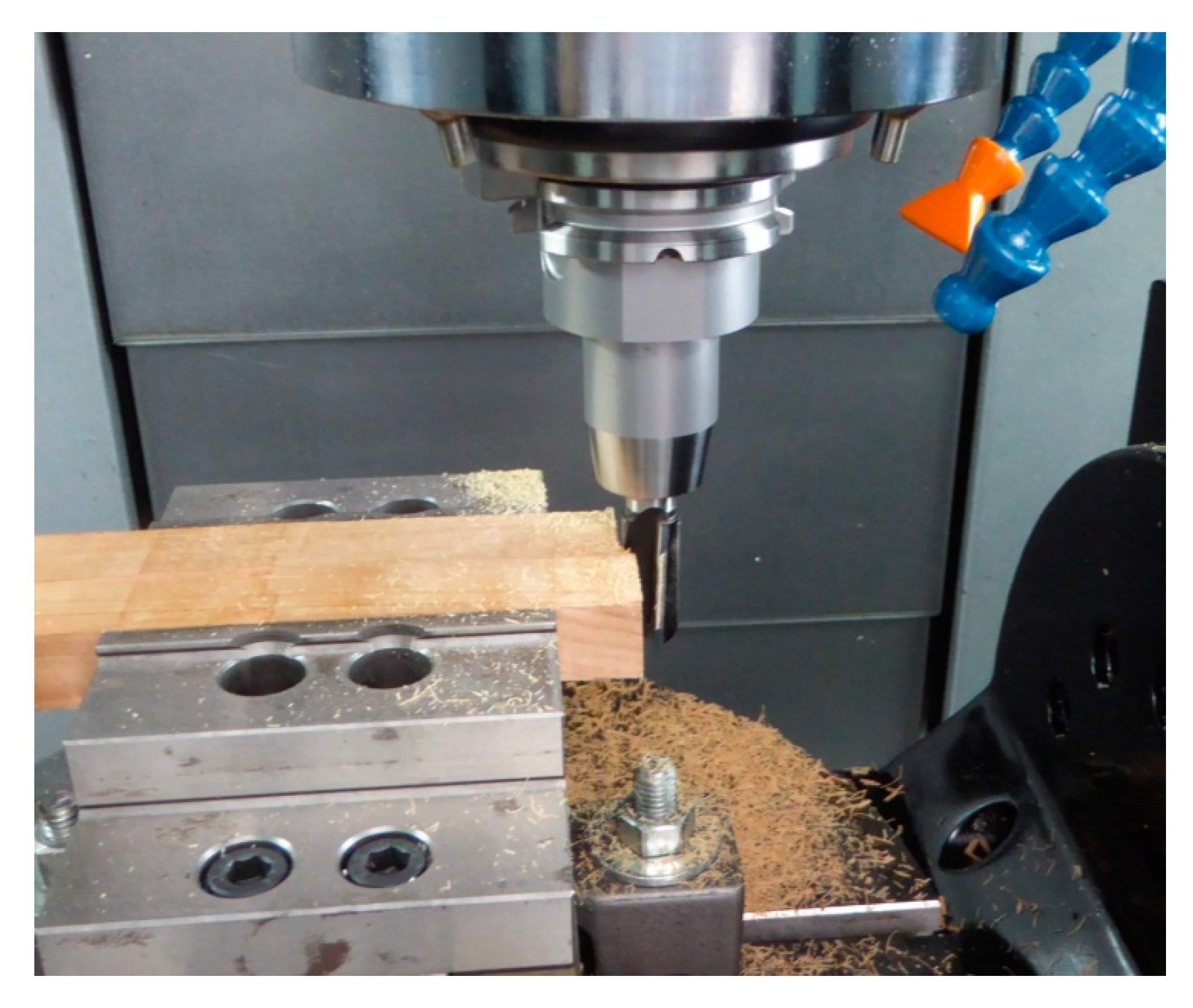
2.3.2. Milling Centre AX320 Pinnacle
2.3.3. Milling Centre SCM Tech Z5
2.4. Granulometric Analysis of Chips
3. Results and Discussion
4. Conclusions
- The influence of thermal treatment of birch wood did not affect the grain size of sawdust from the PRW 15 M frame saw or the grain chips from CNC centre.
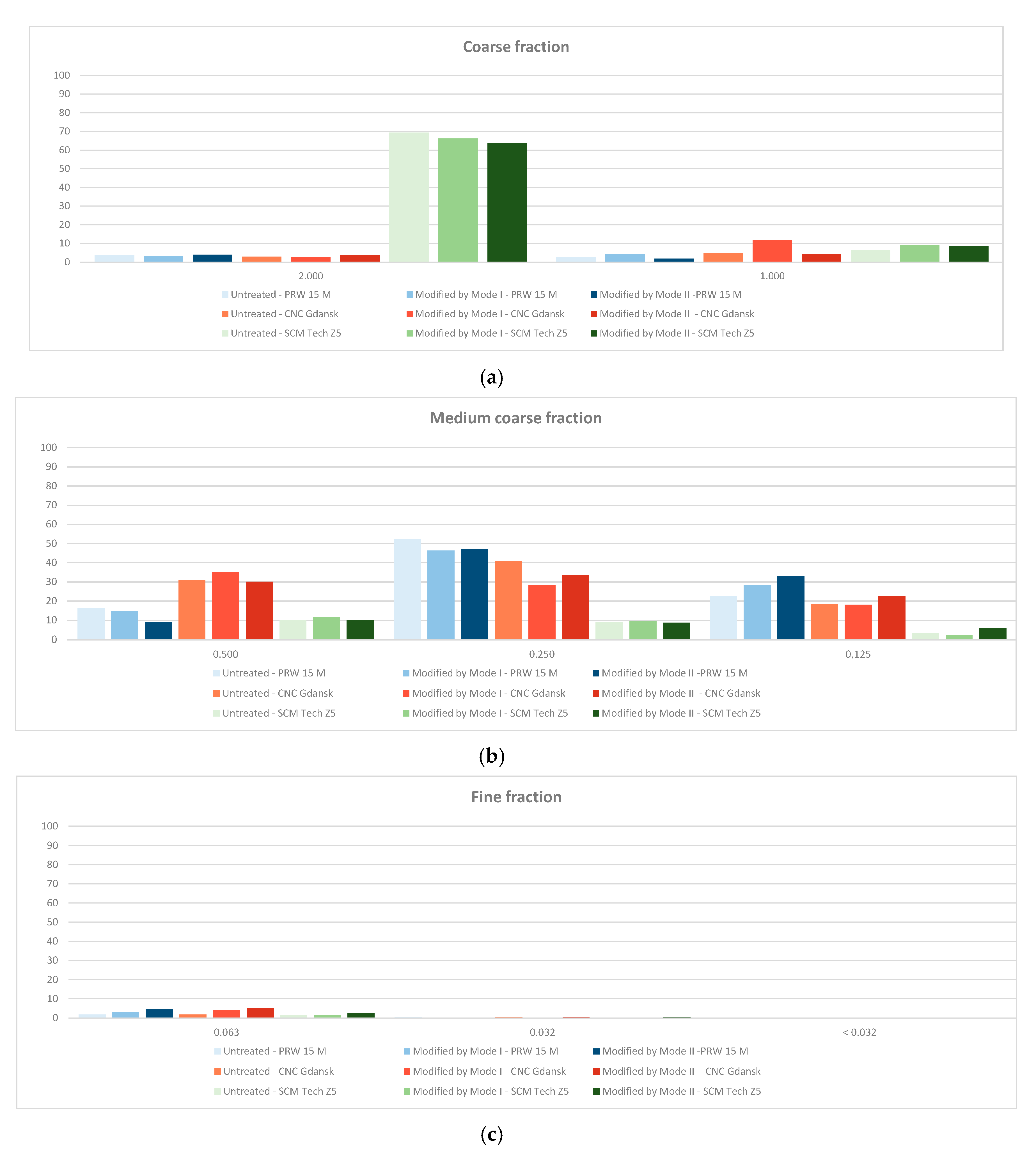
- In the process of sawing birch wood on the frame saw PRW-15M and milling on CNC machining centres, chips are formed with a dominant representation of medium and coarse fractions larger than 125 μm.
- The dust fraction in the grain size range of 125–32 μm does not exceed 5%.
- Fractions of thoracic or respirable dust with particle sizes below 30 μm have not been detected.
- These values are fully in line with the particle sizes used for the production of wood composites and it is not possible to consider reducing the quality of the input raw material for the production of wood composites.
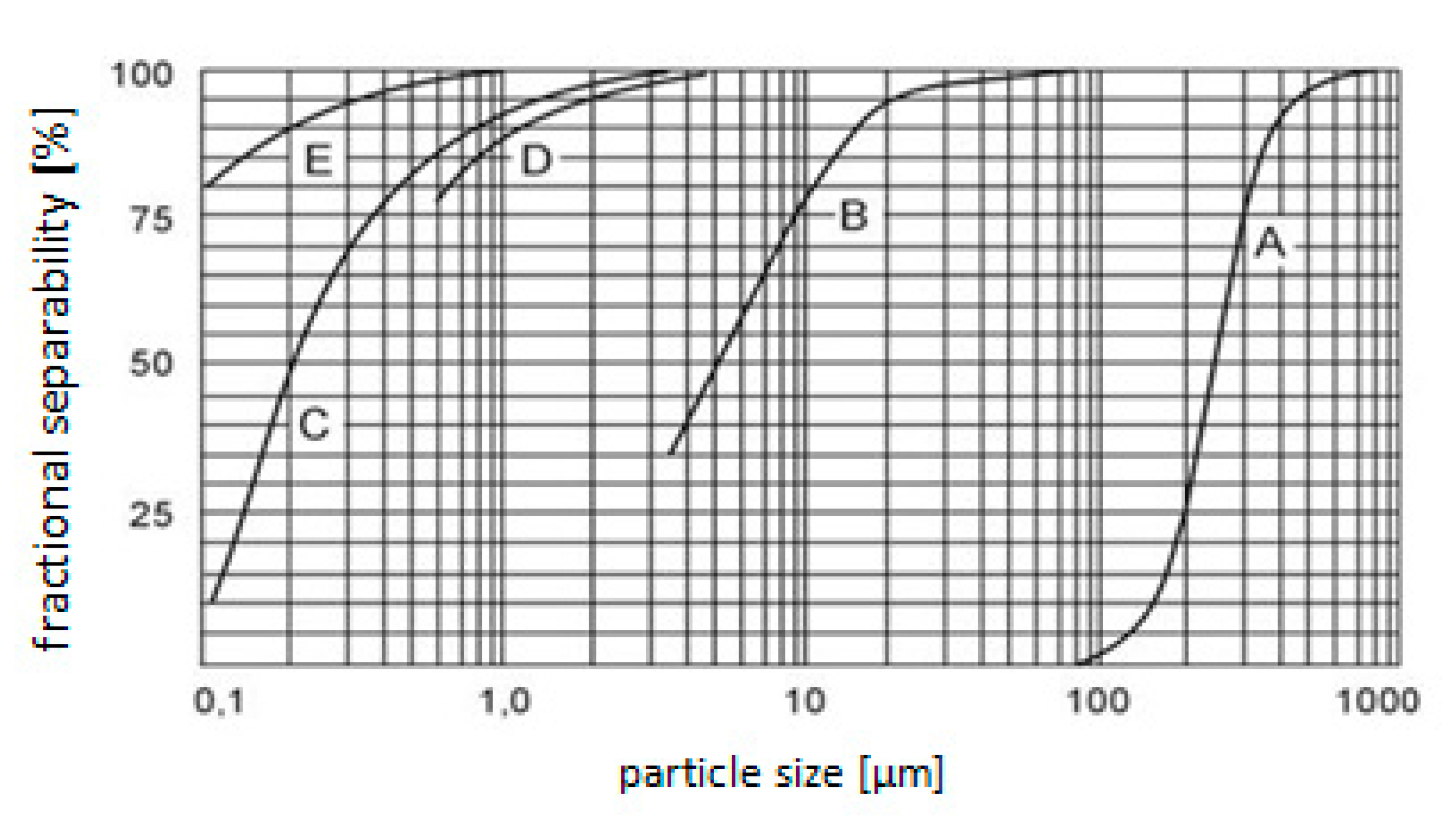
- Environmental criteria for the separation of chips from transport air are met by fabric filters with a fabric classified in G4 filtration class.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions; Walter de Gruyter: Berlin, Germany, 1989; p. 613. [Google Scholar]
- Hon, N.S.D.; Shiraishi, N. Wood and Cellulosic Chemistry; CRC Press: New York, NY, USA, 2001; p. 928. [Google Scholar]
- Kačíková, D.; Kačík, F.; Čabalová, I.; Ďurkovič, J. Effects of thermal treatment on chemical, mechanical and colour traits in Norway spruce wood. Bioresour. Technol. 2013, 144, 669–674. [Google Scholar] [CrossRef] [PubMed]
- Timar, M.C.; Varodi, A.M.; Hacibektasoglu, M.; Campean, M. Color and FT-IR analysis of chemical changes in beech wood (Fagus sylvatica L.) after light steaming and heat treatment in two different environments. BioResources 2016, 11, 8325–8343. [Google Scholar] [CrossRef]
- Sikora, A.; Kačík, F.; Gaff, M.; Vondrová, V.; Bubeníková, T.; Kubovský, I. Impact of thermal modification on color and chemical changes of spruce and oak wood. J. Wood Sci. 2018, 64, 406–416. [Google Scholar] [CrossRef]
- Geffert, A.; Výbohová, E.; Geffertová, J. Characterization of the changes of colour and some wood components on the surface of steamed beech wood. Acta Fac. Xylologiae Zvolen 2017, 59, 49–57. [Google Scholar] [CrossRef]
- Dzurenda, L.; Geffert, A.; Geffertová, J.; Dudiak, M. Evaluation of the process thermal treatment of maple wood saturated water steam in terms of change of pH and color of wood. BioResources 2020, 15, 2550–2559. [Google Scholar] [CrossRef]
- Tolvaj, L.; Nemeth, R.; Varga, D.; Molnar, S. Colour homogenisation of beech wood by steam treatment. Drewno 2009, 52, 5–17. [Google Scholar]
- Deniz, A.; Gokhan, G.; Seray, O. The influence of thermal treatment on color response of wood materials. Color Res. Appl. 2012, 37, 148–153. [Google Scholar] [CrossRef]
- Hadjiski, M.; Deliiski, N. Advanced control of the wood thermal treatment processing. Cybernetics and information technologies. Bulg. Acad. Sci. 2016, 16, 176–197. [Google Scholar]
- Dzurenda, L. The shades of color of quercus robur L. Wood obtained through the processes of thermal treatment with saturated water vapor. BioResources 2018, 13, 1525–1533. [Google Scholar] [CrossRef]
- Banski, A.; Dudiak, M. Dependence of color on the time and temperature of saturated water steam in the process of thermal modification of beech wood. AIP Conf. Proc. 2019, 2118, 030003. [Google Scholar] [CrossRef]
- Sandak, J.; Goli, G.; Cetera, P.; Sandak, A.; Cavalli, A.; Todaro, L. Machinability of minor wooden species before and after modification with thermo-vacuum technology. Materials 2017, 10, 121. [Google Scholar] [CrossRef] [PubMed]
- Kos, A.; Beljo-Lučić, R.; Šega, K.; Rapp, A.O. Influence of woodworking machine cutting parameters on the surrounding air dustiness. Holz Als Roh Und Werkst. 2004, 62, 169–176. [Google Scholar] [CrossRef]
- Očkajová, A.; Beljo Lučić, R.; Čavlović, A.; Teraňová, J. Reduction of dustiness in sawing wood by universal circular saw. Drv. Ind. 2006, 57, 119–126. [Google Scholar]
- Kopecký, Z.; Rousek, M. Dustiness in high-speed milling. Wood Res. 2007, 52, 65–76. [Google Scholar]
- Orlowski, K.A.; Sandak, J.; Negri, M.; Dzurenda, L. Sawing frozen wood with narrow kerf saws: Energy and quality effects. Forest Prod. J. 2009, 59, 79–83. [Google Scholar]
- Dzurenda, L.; Orlowski, K.A.; Grzeskiewicz, M. Effect of thermal modification of oak wood on sawdust granularity. Drv. Ind. 2010, 61, 89–94. [Google Scholar]
- Hlásková, L.; Rogozinski, T.; Dolny, S.; Kopeckỳ, Z.; Jedinák, M. Content of respirable and inhalable fractions in dust created while sawing beech wood and its modifications. Drewno 2015, 58, 135–146. [Google Scholar]
- Mračková, E.; Krišťák, Ľ.; Kučerka, M.; Gaff, M.; Gajtanska, M. Creation of wood dust during wood processing: Size analysis, dust separation, and occupational health. BioResources 2015, 11, 209–222. [Google Scholar] [CrossRef]
- Hlásková, L.; Rogozinski, T.; Kopecký, Z. Influence of feed speed on the content of fine dust during cutting of two-side-laminated particleboards. Drv. Ind. 2016, 67, 9–15. [Google Scholar] [CrossRef]
- Pałubicki, B.; Rogoziński, T. Efficiency of chips removal during CNC machining of particleboard. Wood Res. 2016, 61, 811–818. [Google Scholar]
- Marková, I.; Hroncová, E.; Tomaškin, J.; Tureková, I. Thermal analysis of granulometry selected wood dust particles. Bioresources 2018, 13, 8041–8060. [Google Scholar] [CrossRef]
- Piernik, M.; Rogozinski, T.; Krauss, A.; Pinkowski, G. The influence of the thermal modification of pine (Pinus sylvestris L.) wood on the creation of fine dust particles in plane milling. J. Occup. Health 2019, 61, 481–488. [Google Scholar] [CrossRef] [PubMed]
- Tureková, I.; Marková, I. Ignition of deposited wood dust layer by selected sources. Appl. Sci. 2020, 10, 5779. [Google Scholar] [CrossRef]
- Mirski, R.; Derkowski, A.; Dziurka, D.; Wieruszewski, M.; Dukarska, D. Effects of chip type on the properties of chip–sawdust boards glued with polymeric diphenyl methane diisocyanate. Materials 2020, 13, 1329. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Kminiak, R.; Krišťák, Ľ.; Igaz, R.; Réh, R. Occupational exposure to dust produced when milling thermally modified wood. Int. J. Environ. Res. Public Health 2020, 17, 1478. [Google Scholar] [CrossRef]
- Pałubicki, B.; Hlásková, L.; Rogoziński, T. Influence of exhaust system setup on working zone pollution by dust during sawing of particleboards. Int. J. Environ. Res. Public Health 2020, 17, 3626. [Google Scholar] [CrossRef]
- Rogozinski, T. Pilot-scale study on the influence of wood dust type on pressure drop during filtration a pulse-jet baghouse. Process Saf. Environ. Prot. 2018, 119, 58–64. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Kminiak, R.; Rogoziński, T. Granulometric composition of chips and dust produced from the process of working thermally modified wood. Acta Fac. Xylologiae Zvolen 2020, 62, 103–111. [Google Scholar] [CrossRef]
- Dzurenda, L.; Orlowski, K.A. The effect of thermal modification of ash wood on granularity and homogeneity of sawdust in the sawing process on a sash gang saw PRW 15-M in view of its technological usefulness. Drewno 2011, 54, 27–37. [Google Scholar]
- Youngquist, J.A. Wood-based composites and panel products. In Wood Handbook—Wood as an Engineering Material; United States Department of Agriculture, Ed.; USDA: Madison, WI, USA, 1999; pp. 10–31. [Google Scholar]
- Maloney, T.M. Modern Particleboard & Dry-Process Fiberboard Manufacturing, 2nd ed.; Miller Freemann Inc.: San Francisco, CA, USA, 1993; 689p. [Google Scholar]
- Istek, A.; Aydin, U.; Özlüsoylu, I. The effect of chip size on the particleboard properties. In Proceedings of the International Congress on Engineering and Life Science (ICELIS), Kastamouno, Turkey, 26–29 April 2018; pp. 439–444. [Google Scholar]
- Wasielewski, R.; Orłowski, K.A. Hybrid dynamically balanced saw frame drive. Holz als Roh-Und Werkst. 2002, 60, 202–206. [Google Scholar] [CrossRef]
- ISO 9096. Stationary Source Emissions—Manual Determination of Mass Concentration of Particulate Matter; The International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- Orłowski, K.A.; Chuchała, D.; Muziński, T.; Barański, J.; Banski, A.; Rogoziński, T. The effect of wood drying method upon the granularity of sawdust obtained during the sawing process on the frame sawing machine. Acta Fac. Xylologiae Zvolen 2019, 61, 83–92. [Google Scholar] [CrossRef]
- Kminiak, R.; Banski, A. Separation of exhausted chips from a CNC machining center in filter FR-SP 50/4 with finet PES 4 fabric. AIP Conf. Proc. 2018, 2000, 30011. [Google Scholar] [CrossRef]
- Kminiak, R.; Dzurenda, L. Impact of sycamore maple thermal treatment on a granulometric composition of chips obtained due to processing on a CNC machining centre. Sustainability 2019, 11, 718. [Google Scholar] [CrossRef]
- EN 779. Particulate Air Filters for General Ventilation—Determination of the Filtration Performance; The International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Dolny, S.; Rogozinski, T. Air flow resistance nonwoven filter fabric covered with Microfiber layer used in wood dust separation. Drewno 2014, 57, 125–134. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Treatment Regimes | Temperature of Steam in Autoclave, [°C] | Duration of Steaming τ, [h] | ||||
|---|---|---|---|---|---|---|
| tmin | tmax | t4 | τ1- stage I. | τ2-stage II. | Total τ1 + τ2 | |
| MODE I | 122.5 | 127.5 | 100 | 6.0 | 1.5 | 5.5 |
| MODE II | 132.5 | 137.5 | 100 | 6.0 | 1.5 | 7.5 |
| Machine Tool Settings | |||
| Name of Parameter | Symbol | Value | Unit |
| Cutting speed | vc | 3.69 | m·s−1 |
| Number of strokes of saw frame per min | nF | 685 | spm |
| Saw frame stroke | HF | 162 | mm |
| Number of saws in the gang | n | 5 | pcs |
| Feed speed | vf | 1183 | mm·min−1 |
| Feed per tooth | fz | 0.14 | mm |
| Uncut chip thickness | hav | 0.14 | mm |
| Tool Settings | |||
| Name of Parameter | Symbol | Value | Unit |
| Overall set (kerf width) | St | 2 | mm |
| Saw blade thickness | s | 0.9 | mm |
| Free length of the saw blade | L0 | 318 | mm |
| Blade width | b | 30 | mm |
| Tooth pitch | P | 13 | mm |
| Tool side rake angle | γf | 9 | ° |
| Tool side clearance angle | αf | 14 | ° |
| Tension stresses of saws in the gang | σN | 300 | MPa |
| Milling Cutters Settings | ||||
| Name of Parameter | Symbol | Unit | Value | |
| AX 320 | SCM Tech Z5 | |||
| Tool diameter [mm], | Dc | mm | 16 | 14 |
| Shank diameter [mm], | do | mm | 12 | 14 |
| Number of teeth [-], z | z | - | 2 | 3 |
| Tool length [mm], | Lt | mm | 70 | 110 |
| Working length of the tool | Lc | mm | 35 | 58 |
| Side rake angle | γf | ° | 3 | 35 |
| Side clearance angle | αf | ° | 25 | 15 |
| Tool cutting edge angle | κr | ° | 90 | 90 |
| Cutting edge inclination angle | λs | ° | 2 | 30 |
| Material of edges | HM | VHM | ||
| Milling Processes Settings | ||||
| Name of Parameter | Symbol | Unit | Value | |
| AX 320 | SCM Tech Z5 | |||
| Cutting speed | vc | m·s−1 | 3.69 | 13.19 |
| Spindle speed | n | min−1 | 4405 | 18000 |
| Feed speed | vf | mm·min−1 | 2848 | 6000 |
| Feed per tooth | fz | mm | 0.323 | 0.111 |
| Average uncut chip thickness | hav | mm | 0.14 | 0.066 |
| Cut depth | ap | mm | 25 | 22 |
| Cut width | ae | mm | 3 | 5 |
| Measure of Sieve Mesh, [mm] | Mark of Fraction | Fractions Representation of Birch Wood [%] | ||
|---|---|---|---|---|
| Untreated | Modified by Mode I | Modified by Mode II | ||
| 2.000 | coarse | 3.77 ± 0.19 | 3.11 ± 0.16 | 3.98 ± 0.20 |
| 1.000 | 2.82 ± 0.14 | 4.21 ± 0.21 | 1.80 ± 0.09 | |
| 0.500 | medium coarse | 16.20 ± 0.81 | 14.84 ± 0.74 | 9.18 ± 0.46 |
| 0.250 | 52.30 ± 2.62 | 46.27 ± 2.31 | 47.13 ± 2.36 | |
| 0.125 | 22.49 ± 1.12 | 28.30 ± 1.42 | 33.13 ± 1.66 | |
| 0.063 | fine | 1.82 ± 0.09 | 3.20 ± 0.16 | 4.54 ± 0.23 |
| 0.032 | 0.61 ± 0.03 | 0.09 ± 0.00 | 0.25 ± 0.01 | |
| <0.032 | 0.00 ± 0.00 | 0.00 ± 0.00 | 0.00 ± 0.00 | |
| Measure of Sieve Mesh, [mm] | Mark of Fraction | Fractions Representation of Birch Wood [%] | ||
|---|---|---|---|---|
| Untreated | Modified by Mode I | Modified by Mode II | ||
| 2.000 | coarse | 2.86 ± 0.14 | 2.52 ± 0.13 | 3.66 ± 0.18 |
| 1.000 | 4.74 ± 0.24 | 11.72 ± 0.59 | 4.44 ± 0.22 | |
| 0.500 | medium coarse | 30.95 ± 1.50 | 35.02 ± 1.75 | 30.15 ± 1.51 |
| 0.250 | 40.92 ± 2.05 | 28.25 ± 1.41 | 33.59 ± 1.68 | |
| 0.125 | 18.38 ± 0.92 | 18.14 ± 0.91 | 22.60 ± 1.13 | |
| 0.063 | fine | 1.89 ± 0.09 | 4.22 ± 0.21 | 5.23 ± 0.26 |
| 0.032 | 0.27 ± 0.01 | 0.13 ± 0.01 | 0.33 ± 0.02 | |
| <0.032 | 0.00 ± 0.00 | 0.00 ± 0.00 | 0.00 ± 0.00 | |
| Measure of Sieve Mesh, [mm] | Mark of Fraction | Fractions Representation of Birch Wood [%] | ||
|---|---|---|---|---|
| Untreated | Modified by Mode I | Modified by Mode II | ||
| 2.000 | coarse | 69.43 ± 3.47 | 66.25 ± 3.31 | 63.72 ± 3.19 |
| 1.000 | 6.28 ± 0.31 | 9.12 ± 0.46 | 8.67 ± 0.33 | |
| 0.500 | medium coarse | 10.14 ± 0.51 | 11.47 ± 0.57 | 10.23 ± 0.51 |
| 0.250 | 9.13 ± 0.46 | 9.50 ± 0.48 | 8.71 ± 0.44 | |
| 0.125 | 3.16 ± 0.16 | 2.02 ± 0.29 | 5.75 ± 0.29 | |
| 0.063 | fine | 1.67 ± 0.08 | 1.52 ± 0.08 | 2.63 ± 0.13 |
| 0.032 | 0.19 ± 0.01 | 0.12 ± 0.01 | 0.29 ± 0.01 | |
| <0.032 | 0.00 ± 0.00 | 0.00 ± 0.00 | 0.00 ± 0.00 | |
| Type of Separation Device | Separation Limits |
|---|---|
| dry mechanical separators | a = 80 [μm] |
| fabric filters with fabric class G4 | a = 10 [μm] |
| electro separators | a = 1 [μm] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kminiak, R.; Orlowski, K.A.; Dzurenda, L.; Chuchala, D.; Banski, A. Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites. Appl. Sci. 2020, 10, 7545. https://doi.org/10.3390/app10217545
Kminiak R, Orlowski KA, Dzurenda L, Chuchala D, Banski A. Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites. Applied Sciences. 2020; 10(21):7545. https://doi.org/10.3390/app10217545
Chicago/Turabian StyleKminiak, Richard, Kazimierz A. Orlowski, Ladislav Dzurenda, Daniel Chuchala, and Adrián Banski. 2020. "Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites" Applied Sciences 10, no. 21: 7545. https://doi.org/10.3390/app10217545
APA StyleKminiak, R., Orlowski, K. A., Dzurenda, L., Chuchala, D., & Banski, A. (2020). Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites. Applied Sciences, 10(21), 7545. https://doi.org/10.3390/app10217545