1. Background and Introduction
Electronic textiles (e-textiles) can be categorized as wearable technology, finding applications in many appliances, such as interactive clothing or wearable sensors for sports and healthcare. McLuhan [
1] mentioned in 1964 how “the computer is the most extraordinary of man’s technological clothing” by suggesting that it can be “extension of our nervous-system”. Mark Weiser [
2] discussed further in 1991, where the author stated “the most profound technologies are those that disappear”. Both authors’ common idea was how technology “weaves itself into the fabric of everyday life until they are indistinguishable from it”.
Smart clothing possibilities were already proposed and discussed with some examples (e.g., shoe to measure impact on the leg) by Steve Mann and MIT late 20th century [
3,
4,
5]. The main idea of wearable computing was to bring everyday technology, such as cellphone, personal music system (e.g., Walkman, CD-player), etc., to a single unit, possibly improving personal health monitoring with sensors (e.g., heart rate check, respiration rate, etc.) and decreasing crime by being “a seamless extension of the body and mind” [
5].
Refining from that, now, smart textiles (including e-textiles) are most commonly defined as “fabrics or apparel products that contain technologies, which sense and react to the conditions of the environment they are exposed to, thus allowing the wearer to experience increased functionality” [
6]. Post and Orth [
7] in their 1997 conference proceedings bring out how metal-based yarns have been used in clothing for centuries already for decorative purposes. With computers growing smaller towards the end of the 20th century, these conductive textiles could also be used as sensors and powering and data distribution tracks. The authors also create demonstrators by soldering surface-mount components on conductive (copper) textiles or using conductive textiles as capacitive sensors. Moreover, the same work is enhanced a few years later by embroidery technique where in several e-textile demonstrators mainly only textile-based materials were used [
8]. In the early 2000s, Leah Buechly and Michael Eisenberg together with SparkFun Electronics created The Lilypad Arduino—a toolkit that could help to develop and prototype e-textiles quickly and efficiently [
9,
10,
11]. The toolkit included easily sewable sensors and microcontroller(s), which simplified the e-textile prototype creations extensively.
However, as the core material of e-textiles is, and should be, textile, these applications will need to be washed regularly by the user. This could cause reduced reliability and shortened lifespan of products and is one of the main shortcomings for entering the mass-market. Earlier works describe how the electronics could be removed (e.g., with the help of snap buttons) [
7]. However, as wearable computing or wearables have developed extremely fast during the last years (smartwatches and smartphones), the end-users will be expecting easy-maintenance and reliability also from textile-based wearables. That could be achieved if no or a minimum amount of parts are needed to be removed for washing and everyday maintenance.
In more recent literature, different materials (e.g., conductive threads and structured copper foils) are tested with various encapsulation methods. The research towards washability is mostly based on the ISO 6330 (International Organization for Standardization) washing procedure [
12]. However, details about the used materials and integration methods are often left out. Tao et al., 2017, integrated LEDs with various types of conductive threads onto fabric, encapsulating it with thermoplastic polyurethane (TPU) film and comparing those results with samples without encapsulation. The study proved the value of TPU encapsulation as a method for keeping the electrical resistance of the tracks within acceptable values [
13]. However, only one TPU film was used with one layering method.
Rotzler et al., 2020, studied several variations of ISO 6330 standard washing programs using TPU encapsulation for two different conductive materials: structured copper foil (SCP) and conductive fabric (Tex-Printed Circuit Board) [
14]. Both materials also laminated to the fabric. While TPU type and thickness is not mentioned, the washing program variations were thoroughly investigated, and a standardized washing test was used.
The TPU film encapsulation method has proven to be beneficial in the e-textiles field to endure washing [
13,
14,
15,
16,
17]. Nevertheless, to benchmark these results, it would be necessary to know the lamination parameters and the thickness of the films used. Moreover, textiles have several variables to consider while analyzing the results, e.g., knit fabric weight, the composition of the materials and their treatment procedures, end-user wearing habits, etc.
This study focuses on improving the integration of flexible and stretchable electronics in knit fabrics by lamination with TPU films. The stretchability of the circuits is obtained by using extensible meander shaped Cu interconnections. The work aims to increase the washing reliability of the integrated circuit by evaluating three different copper-meander designs and three TPU film thicknesses. Additionally, two different knit fabrics are used in the first round of experiments. The prepared samples are washed according to domestic washing and drying procedures standard (ISO 6330-2012 [
12]). This work aims to determine the most reliable and stretchable combination of integration materials and design, with a focus on its use in wearable sports and healthcare applications.
2. Materials and Methods
The correct choice of textile materials for creating e-textiles is critical for their usability: since these materials are the main carriers of the electronics in the product the lifetime of the e-textiles may be strongly reduced by a mismatch between the material properties of the textile materials and those of the electronics.
In total 2 knit fabrics, 2 different types of TPU (thermoplastic polyurethane) film and 3 copper-based meander designs were tested. Different TPU film thicknesses were also combined and layered.
The two different knit fabrics used were Eurojersey Sensitive
® Fit (68% microfiber polyamide, 32% elastane, weight 213 g/m
2) and Eurojersey Sensitive
® Seric Plus (80% microfiber polyamide, 20% elastane, LYCRA
®/elastane/spandex 120 g/m
2). These materials are produced by Eurojersey S.P.A. in Caronno Pertusella, Italy. The TPU films used for laminating circuits on the textile are listed in
Table 1.
The electronics in the test system consist of a flexible printed circuit board, which is processed as described in the following paragraph (
Figure 1). Starting from base polyimide-copper sandwich Upisel-N SE 1220 (UBE EXSYMO CO., LTD., Tokyo, Japan), the copper tracks are patterned using dry-film lithography, followed by a CuCl
2-based etching step. In our experiments, the copper layer had a thickness of 18 μm, on top of a 50 μm polyimide base. After the etching procedure, the circuit was laminated with the ShengYi SF305C coverlay (with a thickness of 25 μm), which has perforations allowing contacting the copper and perform measurements. Lastly, the tracks were cut from the sheet using a laser, allowing one to shape the polyimide into a desired stretchable design. Design 1 and 1-1 have a wave-shaped polyimide left while lasering to enhance the durability of the design.
Three different stretchable designs were patterned in the polyimide, based on the meandering designs used in previous studies and application trials [
20,
21,
22,
23,
24]. Meanders dimensions are seen in
Figure 2 and
Table 2. In
Figure 3 and
Figure 4 the resulting meanders are shown.
The testing-circuit consists of two I2C bus tracks, power supply track, ground track and three interposer islands. A dummy PCB (
Figure 3b) was soldered to the central interposer island for failure analysis. To ensure a good solderability, the PCB was finished with NiAu coating, thus soldering to the copper on the meander. The function of the PCB was to electrically connect to each meander on the circuit. The sample was considered failed if the electrical resistance of any of the 4 tracks in between wash cycles grew above 10 times the nominal resistance before washing, or it stopped conducting at all.
The most straight-forward design of adding 4 tracks to a polyimide meander is shown in
Figure 4a: here all tracks are evenly spaced and centered on the polyimide meander. However, as our initial results clearly indicated that failures mainly occur at the top of the meander, we also introduced a secondary design, where this region is reinforced with additional copper tracks [
20] (
Figure 4b). The additional track is not connected to the circuit but merely added to support the durability of connected copper tracks. This was done for all three designs presented in
Figure 3. The corresponding designs are labeled as “1-1”, “2-2” and “3-3”.
By combining the above-mentioned options in materials, textiles and designs, the first set of 24 samples was composed and tested according to the washing procedure of
Table 3. Next, based on the initial results, the second set of 9 samples was constructed and tested. This set comprises the aforementioned reinforced meanders on the one hand but also differs from the first set in the way the layering was composed.
Methodology and Layering
In general, the method of the study was set up in 7 steps, as applied to samples 1–24:
Preparation of the meander design through the etching process based on the standard lithography technique;
Laminating the designs with ShengYi SF305C coverlay;
Laser-cutting the designs in the shape of the circuits;
Assembly of the dummy PCB (printed circuit board) to centre interposer on the meander. Soldering was done in a vapor phase oven using SAC305 solder;
Lamination of fabric swatches with base TPU film;
Lamination of meander designs between these base fabric + TPU film (step 3) and the top TPU film layer, using layering seen in
Figure 5a;
Conducting washing tests according to ISO 6330-2012—domestic washing and drying procedures standard.
The new set of samples (25–33), on the other hand, was constructed in a similar fashion, however using the layering as given by
Figure 5b.
For both groups, the PCBs were added onto the centre interposer island, by first dispensing SAC305 solder paste, aligning the PCBs, and consecutively reflowing the solder in the vapor phase reflow oven IBL SLC 300 (IBL, Königsbrunn, Germany) at a temperature of 250 °C.
The finished circuits were laminated to the textile swatches. A fabric piece of 30 cm × 22 cm was laminated with TPU film. The three different meander designs were placed on the fabric in the warp direction, and another layer of TPU was laid on top to laminate again. Lamination parameters used were: 170 °C with 4 bar pressure for 40 s. Lamination was done on a Hotronix
® Air Fusion IQ
® (Hotronix
®, Carmichaels, PA, USA) heat press. Before cutting the samples into 3 test strips, each including one meander design, the laminated pieces were set aside for 12 h to let the TPU film set and become more durable [
18,
19]. Each sample was then numbered by sewing.
Two different layering systems were used: one TPU layer (
Figure 5a) or two TPU layers under and over the circuits (
Figure 5b). In the latter option, the second TPU layer was structured in the shape of the corresponding polyimide track to create more protection for the circuit while not losing the overall stretchability.
The testing of the samples consists of alternatively performing washing tests and electronics resistance measurements. The washing tests were performed in an Electrolux W465H (Electrolux, Stockholm, Sweden) professional washing machine. No detergent was used, and every washing cycle additionally included 2 kg of microfiber towels (Nabaji, 88% PES, 12% PA). The sample sets did not have any other protection, e.g., they were not washed in a separate bag. The washing cycles were conducted according to ISO 6330-2012—“Textiles-Domestic washing and drying procedures for textile testing” standard at 40 °C.
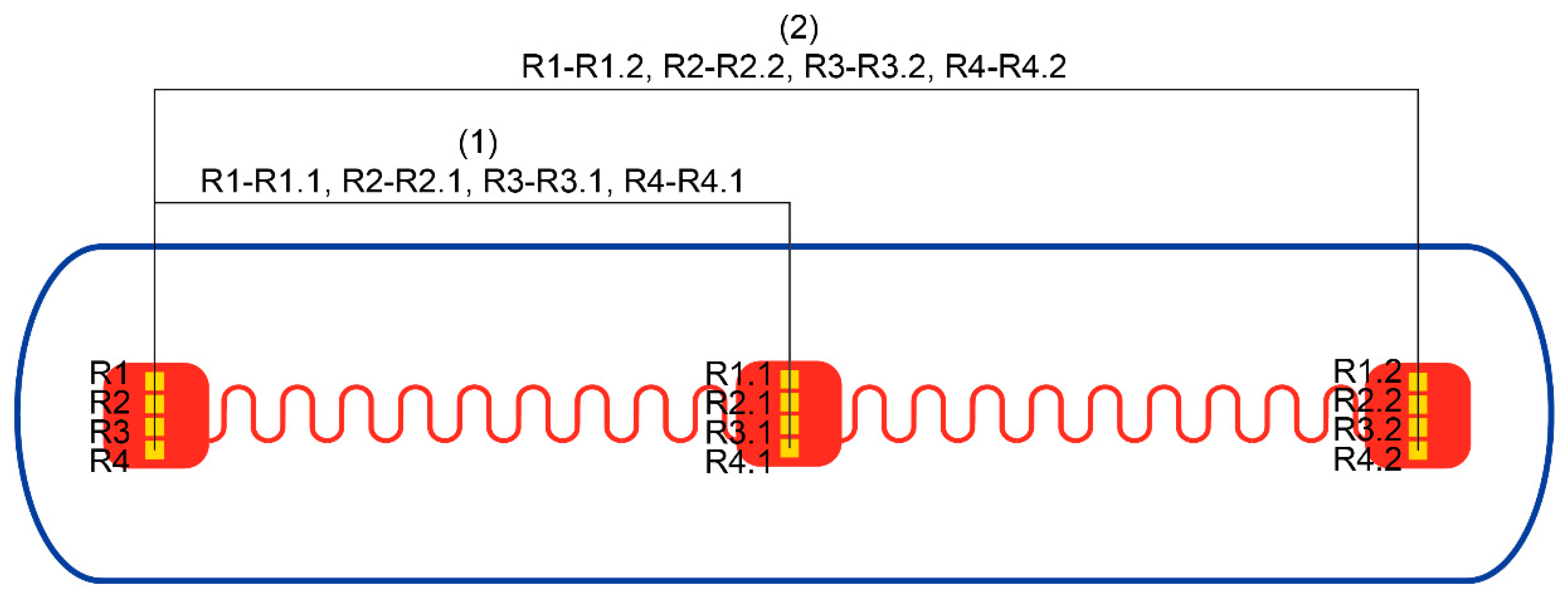
The electrical resistance of each track was measured after every washing cycle until 5 washes were performed. After that, measurements were taken after every other washing cycle. To verify the influence of the PCB connection and tracks durability, the resistance was measured of (1) four separate tracks until the middle interposer on the one hand and (2) four separate tracks of the whole circuit (see in
Figure 6) on the other hand. Data was collected manually using a Keithley 2400 SMU (Source Measure Unit) (Textronix, Beaverton, OR, United States) to collect 4-point resistivity measurements. The measurements were taken in ohms and calculated into mOhm/cm to have an objective average of the whole sample. This way, it was clear if any tracks or connections on the sample were damaged or not.
To gain further insight into the failure modes of the samples, a visual inspection was performed using a stereo microscope Zeiss Stemi 2000C (Carl Zeiss AG, Oberkochen, Germany), in order to study the cracks in the tracks or disconnections of any kind.
3. Results
The purpose of the experiments was to determine the most stable, reliable and stretchable combination of the materials used. Thus, the experimental work was carried out with 33 different sample sets (
Table 4), which included 66 samples in total.
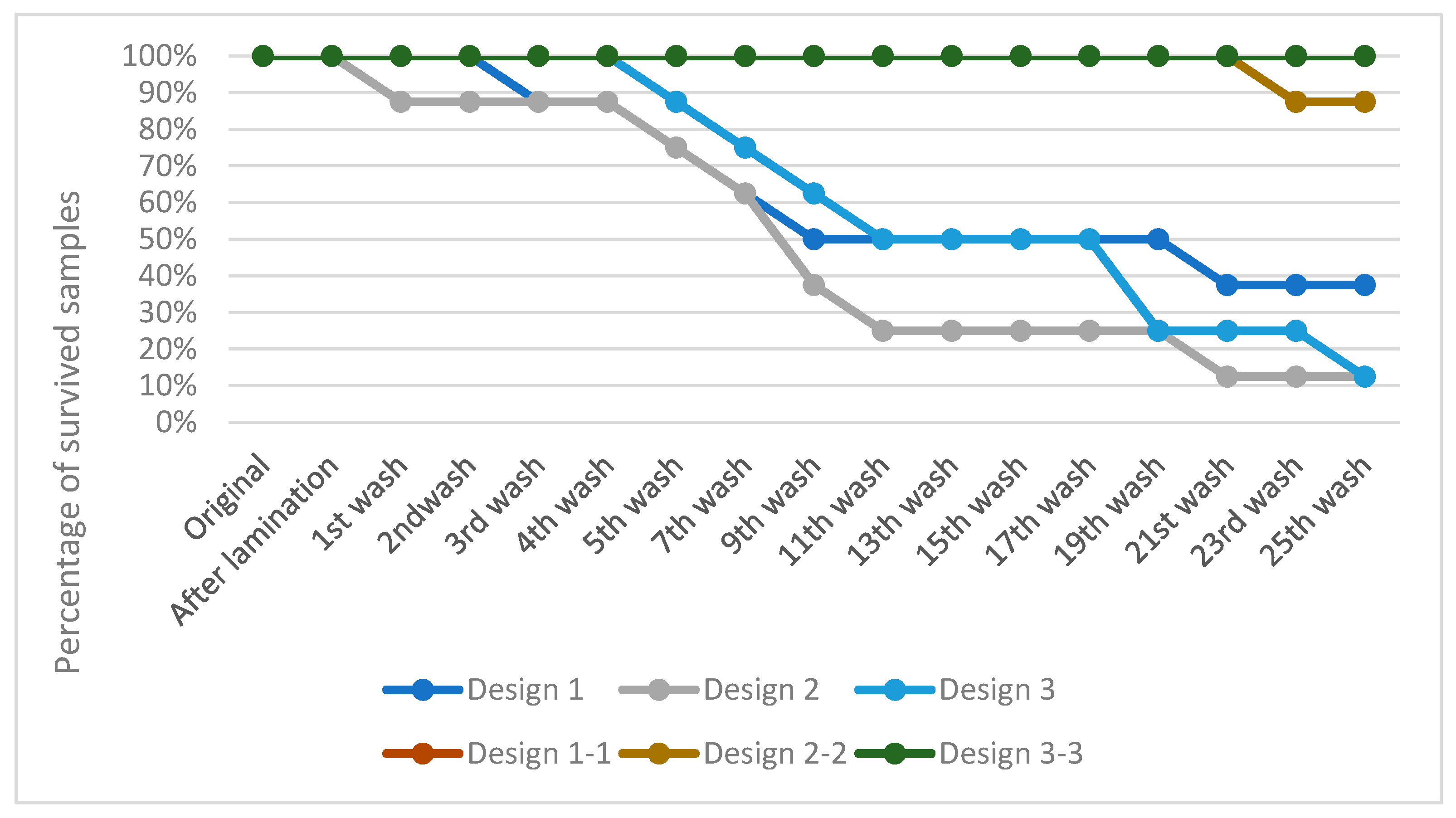
The Design-of-Experiments that was performed compared the influence of four parameters—meander shape, TPU-stack, fabric type and whether or not the meander is reinforced. In the first analyses, given in
Figure 7, the percentage of surviving tracks is plotted as a function of the number of washing cycles, without taking into account the TPU stack or the fabric type. A track of which the resistance stayed under 50 Ohm, due to washing or other treatment, is hereafter called a “surviving track”.
From this graph, it can be seen that the meander design 2 was less resilient to the high forces induced by the washing tests, both in terms of first occurring failure (1 washing cycle) as in terms of the total number of losses at the end of the experiment. Meander style 1 shows an earlier failure compared to meander style 3. While Type 1 and 3 seem statistically evenly reliable, the isolated data showed that type 1 survived more cycles in more cases, when comparing similar conditions, e.g., sample 16 (type 1) survived longer than sample 18 (type 3), resulting in a higher number of survivors after 25 washing cycles.
The reinforced meander types seem to outperform the designs 1,2,3, although it can not be concluded whether this is a result of the reinforced design or a consequence of the novel stack as shown in
Figure 5b. Although the failure of design 2-2 seems to confirm the earlier conclusion on the worse robustness to washing cycles of this meander design, a closer inspection of this failed sample revealed a failure at the interconnection between the (flexible) track and the (rigid) interposer PCBs: a small crack was found next to the interposer transition to the tracks. One of the reasons for that specific crack could be the failure of encapsulation layering and meander design together.
Although the number of samples used in this experiment was too small to make sound statistical conclusions,
Figure 7 illustrates the importance of a well-balanced meander design, tuned to the specific mechanical load applied in the use-case (such as machine washing in this paper).
As mentioned in the previous paragraph, all measurements of track resistances were averaged per sample, and the overall resistance of the track per bridged distance was calculated (mOhms/cm). The bridged distance is the distance in between two islands of components that needs to be bridged by the tracks, while the resistance measured will depend on the shape of the meander. Based on the geometric parameters given in
Table 2, the track length per unit cell (cfr.
Figure 2) and the bridged distance can be calculated, resulting in a geometrical form factor:
As all copper tracks are designed with the same width (w = 0.15 mm) and have the same thickness t = 18 µm, the resistance per bridged distance can be calculated as:
With ro being the bulk resistivity of the copper layer.
In
Figure 8, the average values of the measured copper tracks are given for all designs—as a function of the washing cycles, and the maximum and minimum values that were measured. This graph confirms the validity of the measured and calculated resistances for meander types 1,2 and 3, as the measured average values at the start of the experiment relate to each other as the form factors do in
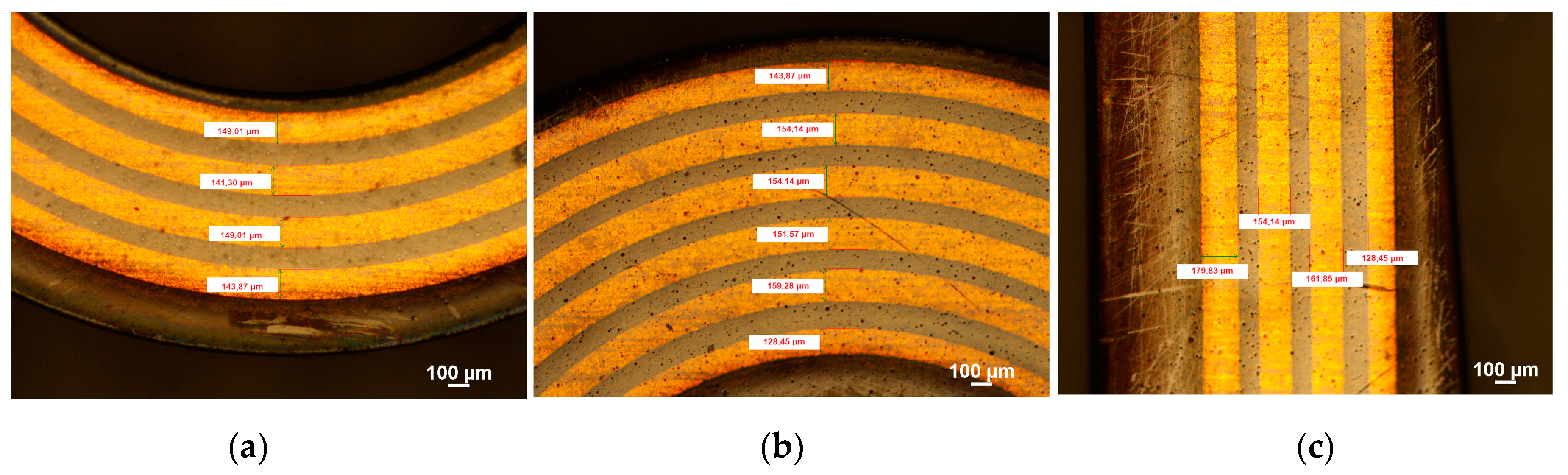
Table 5. There is however a discrepancy in between the values of the standard meanders, compared to those of the reinforced meanders 1-1, 2-2 and 3-3: it seems that these measured values, although their geometrical shapes were similar, were 83.5% smaller than the original designs. When investigating the copper tracks under a microscope, it was seen that the track width was wider where the extra copper track was added (
Figure 9), a process variability, which might have originated from an overetching of the standard meander types during production.
Figure 8 also illustrates that, independent of the lifetime of the track, the resistance did not degrade significantly as a function of washing cycles: most tracks, just before failure, still show a similar conductance as before the experiment, with only a minor increase in variance.
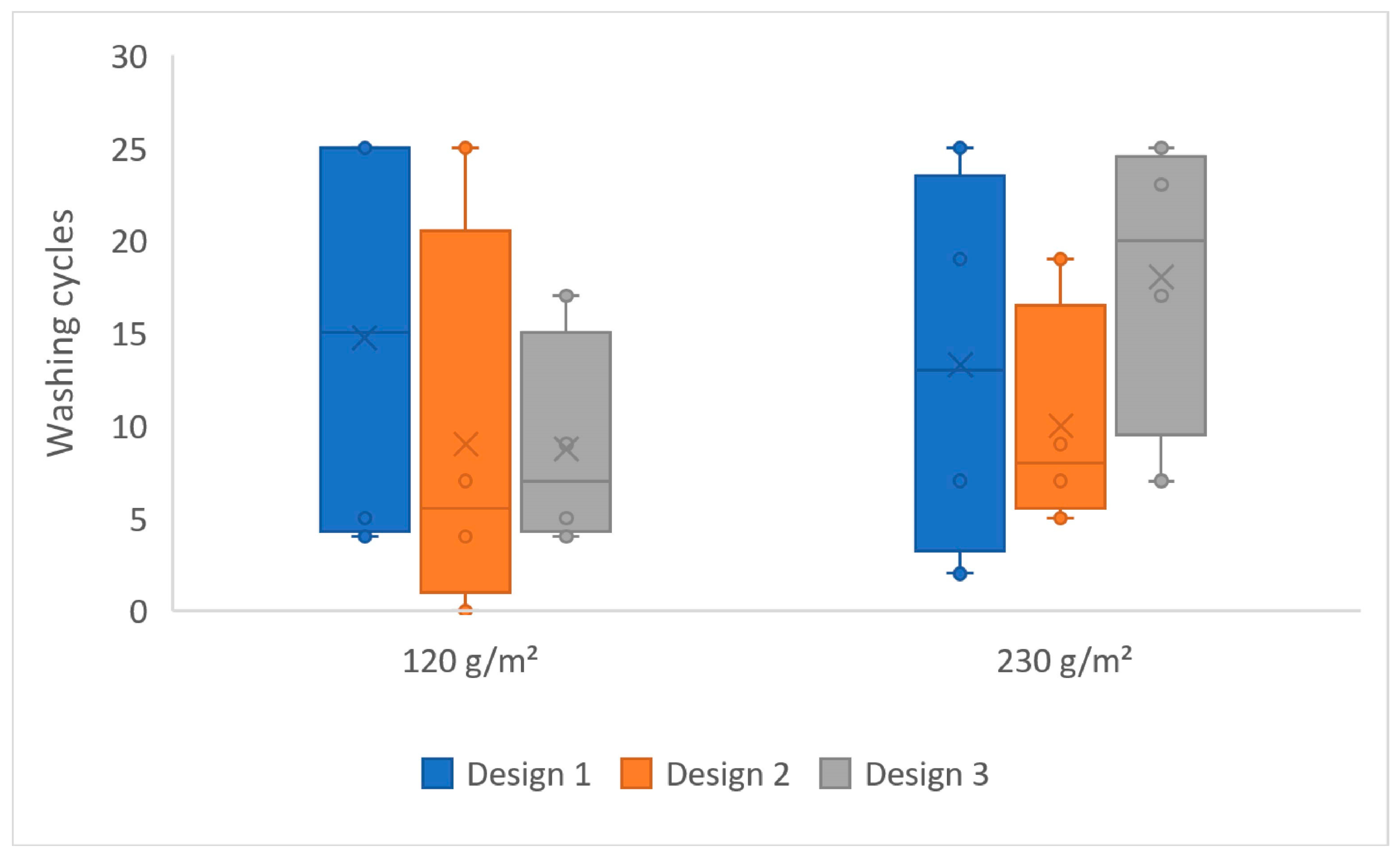
Figure 10 presents the standard deviation based on the average number of washes performed on a sample before failure. On average, 10 washing cycles could be performed per sample that was made from lighter fabric and 13 washes from a heavier fabric. The standard deviation of heavier fabric was 26% smaller. Based on that, the heavier fabric was chosen for the second experiment part (number 25–33).
The failed samples were investigated with stereo microscope Zeiss Stemi 2000C (Carl Zeiss AG, Oberkochen, Germany). The failure points were always on one of the copper tracks and not on the connections between PCB and the circuit.
Figure 11 displays typical cracks that occurred on the failed samples. The cracks and the track ruptures always occurred on the top and bottom part of the meanders, which was also tested in previous works (Gonzalez et al., 2007). From sample sets with an extra track (nr 25–33), only one sample set (from nr 32 one sample out of two) failed after the 23rd washing cycle. As mentioned earlier, this failure originated from a lack of robustness of the tracks, and not from the inconsistency at the connection with the PCB-interposer.
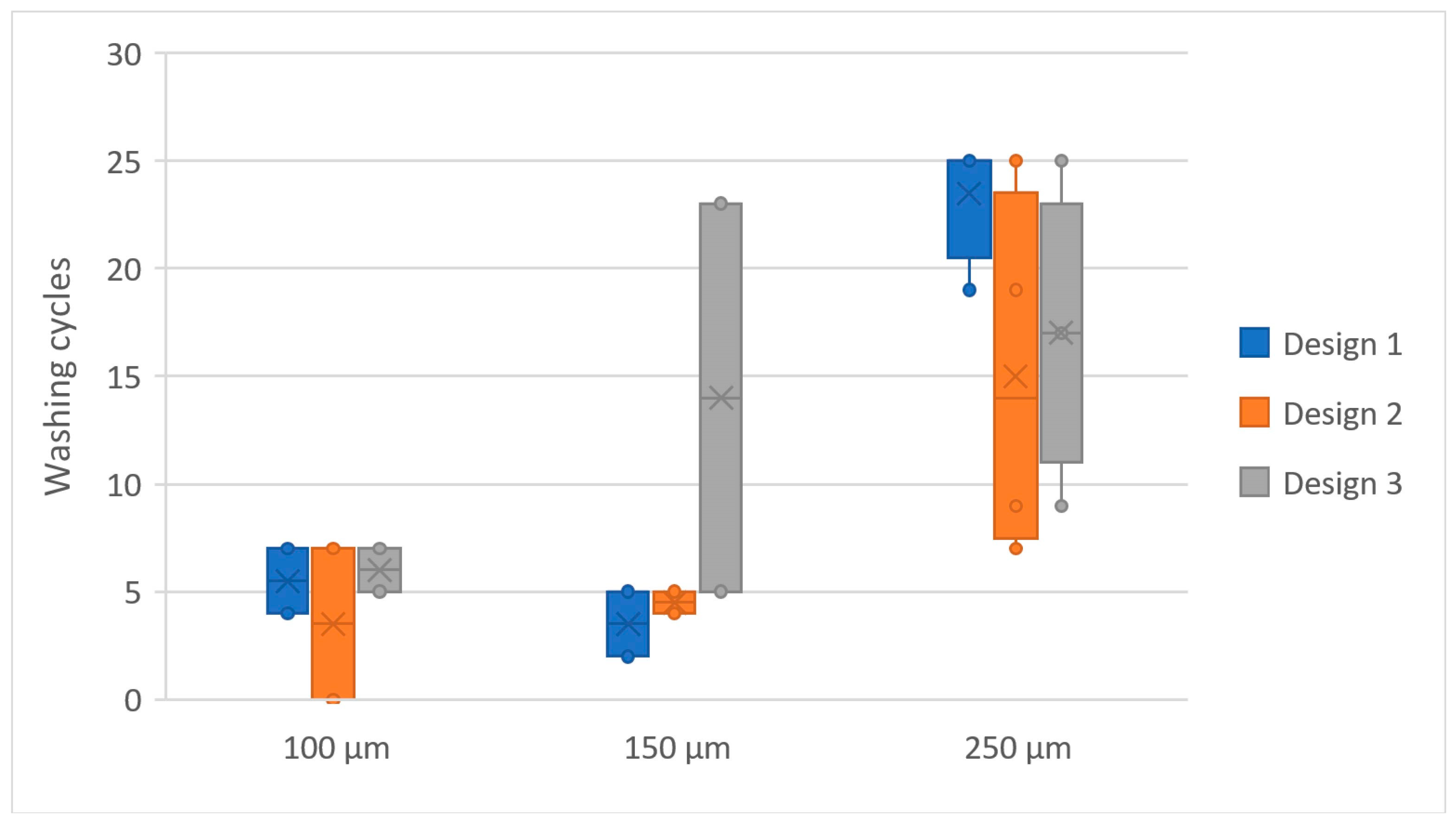
Figure 12 compares the lifetime of the tracks as a function of the thickness of the TPU that was used (single layer). It can be seen that there was little difference in the performance of the Bemis 100 μm thick TPU as compared to the 150 μm TPU as provided by Prochimir. However, there was a clear improvement when the thicker version of the latter was used. The experimental results of the tracks, which featured the adapted meanders and the double-layered TPU stack were omitted from the graph, as most tracks survived the full set of 25 wash cycles. In general, a trend can be seen that thicker layers of TPU, or a double stack of TPU, significantly improved the robustness of the tracks to standard washing cycles, independently of the meander design, which was used.
4. Discussion
The design-of-experiment that was proposed in the previous paragraph includes 3 parameters—meander style, TPU type and fabric weight and based on these observations and results, the 4th mix of materials and designs was proposed, which outperformed the first set of tracks.
By looking at each parameter independently, the initial conclusions can be drawn, although we are aware that the dataset on which these conclusions are built is rather small, and the results will need to be confirmed using a larger dataset.
The etching process showed places of nonuniformity, especially in design 1 and 1-1 middle area where the copper tracks width varied a lot and were the smallest (
Figure 9c). The results could be improved by adding extra copper to these areas (copper filling technique). Moreover, laser-cutting influences the end-shape of the whole circuit. Thus, the alignment during the process should be improved.
Furthermore, while studying the different parameters independently, we disregarded the mutual interplay between these parameters: maybe an individual meander style fails in combination with a thin TPU, but by changing a few geometrical parameters it could perform as good as the best track that was tested. Further analysis of the underlying failure mechanisms is needed, not only based on theoretical and numerical analysis but also confirmed by real-life experiments. For example, to try to avoid buckling in higher mechanical stress in the washing process.
5. Conclusions and Future Work
The lack of reliability of e-textiles has been often caused by the high resistance of circuits or failure of material strength after mechanical stress and washing procedures. This study set out to increase the washing reliability of the integrated, flexible circuit in knit fabrics considering various materials, e.g., three different TPU films. The main result was determining the most durable copper-meander design, together with stretchable and robust TPU layering. The doubled meander-shaped TPU layering also enhanced the durability of the circuit while not losing the stretchability of the integration.
The study should be repeated using functional PCBs, including different components and sensors. More work will need to be done to determine the effect of various fabrics in the integration process. This experiment used only two knit fabrics, and the results were inconclusive at the end. Woven and non-woven fabrics and also the weft direction were not considered and should be investigated further. It would also be worth considering adding extra protection to the e-textile samples or products during the washing program by putting them to a textile bag. It could decrease additional mechanical stress from the drum of the washing machine and increase the durability of electronics. Moreover, laundry detergents will be added in future washing tests to see and compare their effect on the reliability.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}